EP0719634A2 - Verfahren und Vorrichtung zur Vorbereitung der Parallelherstellung von Schlauchbeutelpackungen - Google Patents
Verfahren und Vorrichtung zur Vorbereitung der Parallelherstellung von Schlauchbeutelpackungen Download PDFInfo
- Publication number
- EP0719634A2 EP0719634A2 EP95119023A EP95119023A EP0719634A2 EP 0719634 A2 EP0719634 A2 EP 0719634A2 EP 95119023 A EP95119023 A EP 95119023A EP 95119023 A EP95119023 A EP 95119023A EP 0719634 A2 EP0719634 A2 EP 0719634A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- packaging material
- elements
- material web
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/16—Cutting webs
- B31B70/18—Cutting webs longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/36—Folding sheets, blanks or webs by continuously feeding the sheets, blanks or webs to stationary members, e.g. plates, ploughs or cores
- B31B50/38—Folding sheets, blanks or webs by continuously feeding the sheets, blanks or webs to stationary members, e.g. plates, ploughs or cores the members being forming-tubes
- B31B50/40—Folding sheets, blanks or webs by continuously feeding the sheets, blanks or webs to stationary members, e.g. plates, ploughs or cores the members being forming-tubes acting internally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/06—Cutting webs along their longitudinal direction
Definitions
- the invention relates to a method and a device for preparing the parallel production of in particular tubular bag packs with a small width from a packaging material web cut into several strips of the same width, the strips being molded continuously and clocked onto a corresponding number of shaped tubes and being longitudinally sealed.
- Parallel production is understood to mean that a corresponding number of tubular bag packs are produced simultaneously and next to one another on a number of parallel shaped tubes.
- tubular bag With regard to the tubular bag, reference is made to DE-U-93 12 664. These tubular bag packs have relatively small dimensions, i.e. a width of only about 2 cm and a length of about 10 to 15 cm.
- Such tubular bags are manufactured with a device which consists of packaging material web transport elements arranged on a device frame, a strip cutting device with molded tubes arranged behind one another in series, each with a strip width and corresponding in circumference of the strip width, to which guiding elements, provided that there is no overlap sealing for the sealing strips and from packaging material web-forming elements which can be placed on both sides of the cylindrical shaped tubes, longitudinal sealing tools being arranged behind them in the conveying direction and behind the shaped tube ends a transverse cutting device, which is followed by a transverse sealing tool which can be moved up and down.
- the cut strips are formed in such a way that the abutting edges of each strip lie centrally over the inserted sealing strips and are sealed longitudinally with them, after which the packaging tubes formed are sealed behind the ends of the molding tubes, pulled off the desired bag length and cut off from the following packaging tube become.
- the invention is therefore based on the object to provide a method and a device for preparing the actual parallel production of tubular bag packs of the type mentioned or to improve the devices used hitherto in such a way that the previously difficult and relatively time-consuming process of forming the strips on the shaped pipes is eliminated .
- this object is achieved according to the invention in that the longitudinal cuts for the strip division of the packaging material web only begin after an uncut advance of the packaging material web, the beginning of cuts in the packaging material web with this led to at least the ends of the shaped tubes, then first the strips in the middle and then the strip edges are applied to the shaped tubes and sealed longitudinally and the uncut lead of the packaging material web is cut off after a first transverse sealing.
- the difficult and time-consuming threading and shaping work of the individual strips on the shaped tubes in the confined space conditions is eliminated, i.e. the packaging material web to be cut into strips can be inserted into the device as in the production of normal tubular bag packs be introduced and this then continues in the normal way as before after the start cycle to be controlled in particular.
- the whole thing is bought with a small loss of packaging material, but this is out of all proportion to the difficulties that have so far been encountered in order to be able to start such devices at all.
- the strips created as a result of the subsequent cut are held together, no longer hang freely downwards and extend exactly parallel to the molded tubes.
- An essential prerequisite for this is that the cutting knives and their counter element can be separated from each other and kept apart until the lead length is at least as far as the ends of the shaped tube. Only then is the cutting device brought into effect by moving it together and the packaging material web is conveyed on until the beginning of the cut is at or somewhat behind the ends of the shaped tube. Since packaging material strips are now present in the area of the packaging material molding elements, the molding elements can be applied to the molding tubes by molding the strips, in which position these, as before, also, remain until the respective packaging material web supply roll is used up.
- the method according to the invention and the associated device are intended in particular for tubular bag packs of small width and those which are longitudinally sealed with an inner sealing strip in the region of their packaging material edges.
- an inner sealing strip in the region of their packaging material edges.
- the method and device there is nothing to prevent the method and device from being used even if the tubular bags to be produced should have larger widths, as mentioned above, and also if the longitudinal seam sealing is carried out in a manner other than with an inserted inner sealing strip, that is to say overlapping, for example Striped edges.
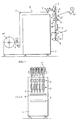
- the device for carrying out the method consists, as hitherto, of packaging material web guide elements 2 arranged on a device frame 1, a strip cutting device 3 with molded tubes 4 arranged behind one another in series, each with a strip width, corresponding to the width of the strip, and with which the packaging material molded elements can be placed on both sides of the cylindrical molded tubes 4 6 are assigned, a longitudinal cutting device 8 being arranged behind these longitudinal sealing tools 7 in the conveying direction and behind the shaped tube ends 4 ', which is followed by a transverse sealing tool 9 which can be moved up and down.
- 1 shows a device in which a sealing strip SS is guided from the other side and guided by a guide element 2 'to the respective shaped tube 4 in order to seal longitudinally sealed strip edges SR.
- the elements of the cutting device 3 involved in the strip cut are designed such that they can be separated relative to one another with respect to the pass plane E of the packaging material web P and that the elements 6 'which directly and centrally capture the strips S of the packaging material molding elements 6 Molded tube diameter corresponding to semi-cylindrical molded surface F and the elements 6 '' corresponding to the strip edges SR detecting quarter-cylindrical molded surface F 'and these two elements 6' 'are coupled to actuators SG such that their abutment on the strip edges SR and the molded tube 4 with already applied semi-cylindrical molding surface F takes place.
- the elements involved in the strip cut are formed from paired circular cutting knives 10 with reference to FIG. 4A.
- FIG. 4B all circular cutting knives 10 sit together on shafts 11, which are supported on both sides on linkages 12 that are adjustable like scissors.
- the actuating means and drives for the actuation of one or the other shaft 11 are not particularly shown, since there are various constructive possibilities for this, it being pointed out that the scissor-like assignment of the linkages 12 is advantageous but not mandatory.
- FIGS. 5A, B With regard to the design of the packaging material molding elements, reference is made to FIGS. 5A, B.
- the dashed lines indicate how the relevant strip is from this element 6' on Shaped tube 4 is deformed or applied to this.
- These elements 6 ' all sit together on a carrier T which is vertically adjustable back and forth against the plane of passage of the packaging material web or the packaging material strip.
- the counter elements for forming the strip edges SR are illustrated as an exemplary embodiment in FIG. 5B.
- the quarter-cylindrical shaped surfaces F ' are designed as shells which are pivotably mounted on both sides at the height of the molded tube axis 4''. These shells, too, are seated on back and forth movable supports which, for example, can be constructed in a computational manner for all shells. These shells are moved to the strip edges SR (see FIG. 5A) with the opening position shown in dashed lines and closed by means of an actuating linkage SG, the strip edges SR being applied to the shaped tubes 4.
- the quarter-cylindrical contact surfaces F ' can, however, also be parts of block-like elements in the sense of FIG.
- strip edges SR are not butted but are to be sealed longitudinally overlapping, they are designed to remain in the embodiment according to FIG. 5B in the sense of FIG. 5C, that is, on the side of the strip edge to be placed SR the shell is somewhat shorter in its arc length and the other is held somewhat longer for the overlapping strip edge SR, the closure or application of this longer shell having to lag somewhat.
- the cutting blades 10 of the strip cutting device 3 are opened in preparation for the machine for continuous running, as are the shaping elements 6 ', 6' 'and also the transverse sealing tool 9 with its sealing jaw, so that the packaging material web is uncut and is guided over the guide 2 until something can be pulled under the transverse sealing tool 9.
- the closing and starting of the cutting device 3 is coupled, and the packaging material web, now cut into strips S, is retightened until the beginning of the cut is under the shaped tube ends 4 '.
- the packaging material molding elements 6, namely the elements 6 'first are placed against the shaped tubes 4 while deforming the strips according to FIG.
- a cross-cutting device 8 is arranged which cuts off the packaging tube strand formed directly below the cross-sealing seam formed, ie, in this case there are cross-sealed and open ends at other ends Packaging material tubes for further processing, ie filling and closing.
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Vorbereitung der Parallelherstellung von insbesondere Schlauchbeutelpackungen mit geringer Breite aus einer in mehrere gleichbreite Streifen geschnittenen packstoffbahn, wobei die Streifen fortlaufend und getaktet an eine entsprechende Anzahl von Formrohren angeformt und längsversiegelt werden.
- Unter "Parallelherstellung" ist dabei zu verstehen, daß gleichzeitig und nebeneinander an einer Anzahl paralleler Formrohre eine entsprechende Anzahl von Schlauchbeutelpackungen hergestellt werden.
- Bezüglich der Schlauchbeutel wird auf das DE-U-93 12 664 verwiesen. Diese Schlauchbeutelpackungen haben relativ kleine Abmessungen, d.h. eine Breite von etwa nur 2 cm und eine Länge von etwa 10 bis 15 cm. Hergestellt werden solche Schlauchbeutel mit einer Vorrichtung, die aus an einem Vorrichtungsgestell angeordneten Packstoffbahntransportelementen, einer Streifenschneideinrichtung mit hinter dieser in Reihe nebeneinander, jeweils mit Streifenbreite beabstandet angeordneten, im Umfang der Streifenbreite entsprechenden Formrohren besteht, denen, vorausgesetzt, daß keine Überlappungsversiegelung erfolgen soll, Führungselemente für die Siegelstreifen und aus beidseitig an die zylindrischen Formrohre anlegbare Packstoffbahnanformelemente zugeordnet sind, wobei hinter diesen in Förderrichtung Längssiegelwerkzeuge und hinter den Formrohrenden eine Querschneideinrichtung angeordnet sind, welcher ein auf und ab bewegbares Quersiegelwerkzeug nachgeschaltet ist. Die Anformung der geschnittenen Streifen erfolgt dabei in der Weise, daß die gegeneinandergestoßenen Ränder jedes Streifens mittig über den eingeführten Siegelstreifen liegen und mit diesen längsversiegelt werden, wonach die gebildeten Packstoffrohre hinter den Enden der Formrohre querversiegelt, um die gewünschte Beutellänge abgezogen und vom folgenden Packstoffrohr abgeschnitten werden.
- Dieses Verfahren und die Vorrichtung arbeiten zwar einwandfrei, problematisch ist es dabei jedoch, die Vorrichtung bzw. diese spezielle Art von Schlauchbeutelherstellungsmaschine vorzubereiten und in Gang zu setzen, da die Packstoffbahn direkt in die Schneideinrichtung eingeführt wird, hinter der dann diese Bahn in Form parallelgeschnittener Streifen herausläuft, was bedeutet, daß jeder freihängende Streifen von Hand an das jeweilige Formrohr sorgfältig angelegt werden muß, um dann die Anformelemente anlegen und den eigentlichen Herstellungsvorgang für derartige Schlauchbeutelpackungen beginnen zu können, die übrigens einseitig offen und ungefüllt bleiben, um anschließend in einer separaten Füll- und Schließmaschine gefüllt und geschlossen zu werden. Bei den bisher benutzten Schneideinrichtungen handelt es sich um auf einer Welle sitzende Rundschneidmesser, die über einem Schneidtisch angeordnet sind und mit diesem zusammenwirken, d.h., immer scharfe Trennschnitte sind damit nicht gewährleistet. Unscharfe Schnittränder an den Streifen können aber, wenn bspw. lichtdichter Packstoff verarbeitet werden soll, zu partiell lichtundichten Stoßnähten an den Schlauchbeuteln führen.
- Der Erfindung liegt demgemäß die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Vorbereitung der eigentlichen Parallelherstellung von Schlauchbeutelpackungen der genannten Art zu schaffen bzw. die dafür bisher benutzten Vorrichtungen dahingehend zu verbessern, daß der bisher schwierige und relativ zeitaufwendige Vorgang der Streifenanformung an die Formrohre wegfällt.
- Bezüglich des Verfahrens ist diese Aufgabe nach der Erfindung dadurch gelöst, daß die Längsschnitte zur Streifenaufteilung der Packstoffbahn erst nach einem ungeschnittenen Vorlauf der Packstoffbahn begonnen, die Schnittanfänge in der Packstoffbahn mit dieser bis mindestens zu den Enden der Formrohre geführt, danach zuerst die Streifen mittig und dann die Streifenränder an die Formrohre angelegt und längsversiegelt werden und der ungeschnittene Vorlauf der Packstoffbahn nach einer ersten Querversiegelung abgeschnitten wird.
- An der Grundkonzeption der Vorrichtung, wie oben erläutert, ändert sich praktisch nichts; nach der Erfindung unterscheidet sich diese aber dadurch, daß die am Streifenschnitt beteiligten Elemente der Schneideinrichtung relativ zueinander in bezug auf die Durchlaufebene der Packstoffbahn auseinanderfahrbar ausgebildet sind und daß von den Packstoffanformelementen die die Streifen direkt und mit erfassenden Elemente eine der dem Formrohrdurchmesser entsprechende, halbzylindrische Anformfläche und die die Streifenränder erfassenden Elemente entsprechende, viertelzylindrische Anformflächen aufweisen und diese beiden Elemente mit Stellgliedern derart gekoppelt sind, daß deren Anlage an die Streifenränder und das Formrohr bei bereits angelegter halbzylindrischer Anformfläche erfolgt.
- Mit der erfindungsgemäßen Verfahrensweise und der zu ihrer Durchführung bestimmten Vorrichtung fällt also die bei den beengten Raumverhältnissen schwierige und zeitaufwendige Einfädel- und Anformarbeit der Einzelstreifen an die Formrohre weg, d.h., die in Streifen zu schneidende Packstoffbahn kann wie bei der Herstellung normaler Schlauchbeutelpackungen in die Vorrichtung eingeführt werden und diese läuft dann nach dem besonders zu steuernden Anfahrtakt in normaler Weise wie bisher auch weiter. Das Ganze wird zwar mit einem kleinen Packstoffbahnverlust erkauft, der aber in keinem Verhältnis zu den Schwierigkeiten steht, die bisher hingenommen werden mußten, um solche Vorrichtungen überhaupt in Gang setzen zu können.
- Durch den ungeschnittenen Vorlauf der Packstoffbahn werden die durch den Folgeschnitt entstehenden Streifen insgesamt zusammengehalten, hängen nicht mehr frei nach unten und erstrecken sich genau parallel zu den Formrohren. Wesentliche Voraussetzung dafür ist, daß die Schneidmesser und ihr Gegenelement relativ zueinander auseinandergestellt werden können und solange auseinandergehalten werden, bis die Vorlauflänge mindestens bis zu den Formrohrenden durchgezogen ist. Erst dann wird die Schneideinrichtung durch Zusammenfahren zur Wirkung gebracht und die Packstoffbahn solange weitergefördert, bis sich die Schnittanfänge an oder etwas hinter den Formrohrenden befinden. Da nunmehr im Bereich der Packstoffanformelemente Packstoffstreifen vorliegen, können die Anformelemente unter Anformung der Streifen an die Formrohre angelegt werden, in welcher Stellung diese, wie bisher auch, bleiben, bis die jeweilige Packstoffbahnvorratsrolle aufgebraucht ist.
- Voneinander trennbare Elemente von Schneideinrichtungen sind zwar nach der DE-Zeitschrift "Papierverarbeiter" 10-69 Seiten 8-28 bekannt, dies hat aber rein konstruktive Gründe, um die Schneideinrichtungen bequem im Bedarfsfall öffnen zu können, nicht aber aus dem vorliegenden Grund, um einen Packstoffbahnvorlauf erfindungsgemäß ungeschnitten passieren lassen und um danach zwecks Streifenschnitt zusammengefahren werden zu können.
- Das erfindungsgemäße Verfahren und die zugehörige Vorrichtung sind zwar, wie einleitend erwähnt, insbesondere für Schlauchbeutelpackungen geringer Breite und solche bestimmt, die mit einem inneren Siegelstreifen im Bereich ihrer Packstoffstoßränder längsversiegelt werden. Es steht aber nichts entgegen, Verfahren und Vorrichtung auch dann anzuwenden, wenn die herzustellenden Schlauchbeutel größere Breiten, wie vorerwähnt, haben sollten und auch dann, wenn die Längsnahtversiegelung in anderer Weise als mit einem mit eingeführten inneren Siegelstreifen erfolgt, also bspw. an sich überlappenden Streifenrändern.
- Das erfindungsgemäße Verfahren, die Vorrichtung zu seiner Durchführung und vorteilhafte Ausgestaltungen der Vorrichtung werden nachfolgend anhand der zeichnerischen Darstellung von Ausführungsbeispielen näher erläutert.
- Es zeigt schematisch
- Fig. 1, 2
- die Vorrichtung in Seiten- und Vorderansicht;
- Fig. 3
- perspektivisch den Herstellungsvorgang nach Anlage der Packstoffanformelemente;
- Fig. 4A, B
- die Schneideinrichtung in Forder- und Seitenansicht;
- Fig. 5A, B, C
- perspektivisch Ausführungsformen der Packstoffanformelemente und
- Fig. 6A, B
- im Schnitt besondere Ausführungsformen der Packstoffanformelemente.
- Die Vorrichtung zur Durchführung des Verfahrens besteht wie bisher aus an einem Vorrichtungsgestell 1 angeordneten Packstoffbahnführungselementen 2, einer Streifenschneideinrichtung 3 mit hinter dieser in Reihe nebeneinander jeweils mit Streifenbreite beabstandet angeordneten, im Umfang der Streifenbreite entsprechenden Formrohren 4, denen beidseitig an die zylindrischen Formrohre 4 anlegbare Packstoffbahnanformelemente 6 zugeordnet sind, wobei hinter diesen in Förderrichtung Längssiegelwerkzeuge 7 und hinter den Formrohrenden 4' eine Querschneideinrichtung 8 angeordnet sind, welcher ein auf und ab bewegbares Quersiegelwerkzeug 9 nachgeschaltet ist. Dargestellt ist in Fig. 1 eine Vorrichtung, bei der zwecks Längsversiegelung gestoßener Streifenränder SR ein Siegelstreifen SS von der anderen Seite und von einem Führungselement 2' geführt an das jeweilige Formrohr 4 herangeführt wird.
- Für eine solche Vorrichtung ist nun wesentlich, daß die am Streifenschnitt beteiligten Elemente der Schneideinrichtung 3 relativ zueinander in bezug auf die Durchlaufebene E der Packstoffbahn P auseinanderstellbar ausgebildet sind und daß von den Packstoffanformelementen 6 die die Streifen S direkt und mittig erfassenden Elemente 6' eine dem Formrohrdurchmesser entsprechende, halbzylindrische Anformfläche F und die die Streifenränder SR erfassenden Elemente 6'' entsprechende viertelzylindrische Anformfläche F' aufweisen und diese beiden Elemente 6'' mit Stellgliedern SG derart gekoppelt sind, daß deren Anlage an die Streifenränder SR und das Formrohr 4 bei bereits angelegter halbzylindrischer Anformfläche F erfolgt.
- Um für den sich an die Anfahrphase der Maschine anschließenden Dauerbetrieb günstige Einlaufverhältnisse des Packstoffes in die dabei geschlossenen Anformelemente 6 zu erreichen, sind vorteilhaft, wie in Fig. 6 verdeutlicht, die Anformflächen F, F' packstoffzulaufseitig jeweils mit einer kegelstumpfförmigen Erweiterung 13 versehen.
- Um einwandfrei geschnittene Streifenränder SF zu erhalten, sind unter Verweis auf Fig. 4A die am Streifenschnitt beteiligten Elemente aus paarig einander zugeordneten Rundschneidmessern 10 gebildet. Gemäß Fig. 4B sitzen alle Rundschneidmesser 10 gemeinsam auf Wellen 11, die beidseitig an scherenartig zueinander verstellbaren Gestängen 12 gelagert sind. Die Stellmittel und Antriebe für die Betätigung der einen oder anderen Welle 11 sind nicht besonders dargestellt, da es hierfür verschiedene konstruktiven Möglichkeiten gibt, wobei darauf hingewiesen sei, daß die scherenartige Zuordnung der Gestänge 12 zwar vorteilhaft aber nicht zwingend ist.
- Bezüglich der Ausbildung der Packstoffanformelemente wird auf die Fig. 5A, B Bezug genommen. Die die Streifen direkt und mittig erfassenden Elemente 6', die sich unter Verweis auf Fig. 1 zwischen Maschinengestell 1 und Formrohren 4 befinden, sind einfache Formstücke mit einer halbzylindrischen Anlagefläche F. Gestrichelt angedeutet ist, wie der betreffende Streifen von diesem Element 6' am Formrohr 4 verformt bzw. an dieses angelegt wird. Diese Elemente 6' sitzen alle gemeinsam an einem Träger T, der senkrecht gegen die Durchlaufebene der Packstoffbahn bzw. der Packstoffstreifen hin und her verstellbar ist. Die Gegenelemente zur Anformung der Streifenränder SR sind als Ausführungsbeispiel in Fig. 5B verdeutlicht. Hiernach sind die viertelzylindrischen Anformflächen F' als beidseitig in Höhe der Formrohrachse 4'' schwenkbar gelagerte Schalen ausgebildet. Auch diese Schalen sitzen an hin und her beweglichen Trägern, die für alle Schalen bspw. rechenartig zusammengefaßt ausgebildet sein können. Diese Schalen werden mit gestrichelt dargestellter Öffnungsstellung an die Streifenränder SR (siehe Fig. 5A) herangefahren und mittels eines Stellgestänges SG geschlossen, wobei die Streifenränder SR an die Formrohre 4 angelegt werden. Die viertelzylindrischen Anlageflächen F' können aber auch Teile von blockartigen Elementen im Sinne der Fig. 5A sein, die aber dann mit Rücksicht auf die beengten Platzverhältnisse neben den Formrohren 4 einer anderen Verstellmechanik bedürfen. Grundsätzlich ist dabei wichtig, daß beim Heranfahren der Elemente 6'' an die Streifenränder SR diese von den Flächen F' erfaßt und nach innen gebogen werden können.
- Für den Fall, daß die Streifenränder SR nicht gestoßen, sondern sich überlappend längs versiegelt werden sollen, werden sie, um bei Ausführungsbeispiel nach Fig. 5B zu bleiben, im Sinne der Fig. 5C ausgebildet, d.h., auf der Seite des unterzulegenden Streifenrandes SR ist die Schale in ihrer Bogenlänge etwas kürzer und die andere für den überlappenden Streifenrand SR etwas länger gehalten, wobei die Schließung bzw. Anlegung dieser längeren Schale etwas nacheilen muß.
- Unter Verweis auf Fig. 3 sind zur Vorbereitung der Maschine für den Dauerlauf die Schneidmesser 10 der Streifenschneideinrichtung 3 geöffnet, ebenso die Anformelemente 6', 6'' und auch das Quersiegelwerkzeug 9 mit seinem Siegelbacken, so daß die Packstoffbahn ungeschnitten und über die Führung 2 bis etwas unter das Quersiegelwerkzeug 9 durchgezogen werden kann. Mit der Schließung des Quersiegelwerkzeuges 9 und mit dessen Abzugsbewegung ist die Schließung und Ingangsetzung der Schneideinrichtung 3 gekoppelt, und die nunmehr in Streifen S geschnittene Packstoffbahn wird nachgezogen, bis sich die Schnittanfänge unter den Formrohrenden 4' befinden. Nunmehr werden die Packstoffanformelemente 6, und zwar zunächst die Elemente 6', an die Formrohre 4 unter Verformung der Streifen gemäß Fig. 5A angelegt und dann die Elemente 6'' von der anderen Seite. Die inzwischen hochgefahrenen Quersiegelwerzeuge 9 werden geschlossen, und die Elemente 6', 6'' bleiben geschlossen, ebenso wie die Schneideinrichtung. Damit ist die Vorrichtung für den Dauerbetrieb bis zum Verbrauch der Packstoffvorratsrolle bereit, und es wird auch, ebenfalls entsprechend programmgesteuert, das Längssiegelwerkzeug 7 in Gang gesetzt.
- Unmittelbar unter dem Quersiegelwerkzeug 9 und ggf. mit diesem kombiniert, ist eine Querschneideinrichtung 8 angeordnet, die den gebildeten Packstoffrohrstrang unmittelbar unter der gebildeten Quersiegelnaht abschneidet, d.h., in diesem Fall ergeben sich an einem Ende querversiegelte und an anderen Enden offene Packstoffrohre für die Weiterverarbeitung, d.h. Füllung und Schließung.
- Falls es Füllgut und Innenquerschnitt der Formrohre 4 zulassen, kann natürlich auch gefüllt und beidseitig querversiegelt werden, wobei jedoch die Querschneideinrichtung anders plaziert werden muß, was keiner näheren Erläuterung bedarf.
Claims (6)
- Verfahren zur Vorbereitung der Parallelherstellung von insbesondere Schlauchbeutelpackungen mit geringer Breite aus einer in mehrere gleichbreite Streifen geschnittenen Packstoffbahn (P), wobei die Streifen (S) fortlaufend und getaktet an eine entsprechende Anzahl von Formrohren angeformt und die Ränder (SR) jedes Streifens (S) längsversiegelt werden, wonach die gebildeten Packstoffrohre hinter den Enden der Formrohre querversiegelt, um die gewünschte Beutellänge (L) abgezogen und vom folgenden Packstoffrohr (PR) abgeschnitten werden,
dadurch gekennzeichnet,
daß die Längsschnitte zur Streifenaufteilung der Packstoffbahn (P) erst nach einem ungeschnittenen Vorlauf (V) der Packstoffbahn (P) begonnen, die Schnittanfänge (A) in der Packstoffbahn (P) mit dieser bis mindestens zu den Enden der Formrohre geführt, danach zuerst die Streifen (S) mittig und dann die Streifenränder (SR) an die Formrohre angelegt und längsversiegelt werden und der ungeschnittene Vorlauf (V) der Packstoffbahn (P) nach einer ersten Querversiegelung abgeschnitten wird. - Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, bestehend aus an einem Vorrichtungsgestell (1) angeordneten Packstoffbahnführungselementen (2), einer Streifenschneideinrichtung (3) mit hinter dieser in Reihe nebeneinander jeweils mit Streifenbreite beabstandet angeordneten, im Umfang der Streifenbreite entsprechenden Formrohren (4), denen beidseitig an die zylindrischen Formrohre (4) anlegbare Packstoffbahnanformelemente (6) zugeordnet sind, wobei hinter diesen in Förderrichtung Längssiegelwerkzeuge (7) und hinter den Formrohrenden (4') eine Querschneideinrichtung (8) angeordnet sind, welcher ein auf und ab bewegbares Quersiegelwerkzeug (9) nachgeschaltet ist,
dadurch gekennzeichnet,
daß die am Streifenschnitt beteiligten Elemente der Schneideinrichtung (3) relativ zueinander in bezug auf die Durchlaufebene (E) der Packstoffbahn (P) auseinanderstellbar ausgebildet sind und daß von den Packstoffanformelementen (6) die die Streifen (S) direkt und mittig erfassenden Elemente (6') eine dem Formrohrdurchmesser entsprechende, halbzylindrische Anformfläche (F) und die die Streifenränder (SR) erfassenden Elemente (6'') entsprechende, viertelzylindrische Anformflächen (F') aufweisen und diese beiden Elemente (6'') mit Stellgliedern (SG) derart gekoppelt sind, daß deren Anlage an die Streifenränder (SR) und das Formrohr (4) bei bereits angelegter halbzylindrischer Anformfläche (F) erfolgt. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet,
daß die Anformflächen (F, F') packstoffzulaufseitig jeweils mit einer kegelstumpfförmigen Erweiterung (13) versehen sind. - Vorrichtung nach Anspruch 2 oder 3,
dadurch gekennzeichnet,
daß die am Streifenschnitt beteiligten Elemente aus paarig einander zugeordneten Rundschneidmessern (10) gebildet sind. - Vorrichtung nach einem der Ansprüche 2 bis 4,
dadurch gekennzeichnet,
daß alle Rundschneidmesser (10) gemeinsam auf Wellen (11) und diese beidseitig an scherenartig zueinander verstellbaren Gestängen (12) gelagert sind. - Vorrichtung nach Anspruch 2 oder 3,
dadurch gekennzeichnet,
daß die viertelzylindrischen Anformflächen (F') als beidseitig in Höhe der Formrohrachse (4') schwenkbar gelagerte Schalen ausgebildet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4446936A DE4446936A1 (de) | 1994-12-28 | 1994-12-28 | Verfahren und Vorrichtung zur Vorbereitung der Parallelherstellung von Schlauchbeutelpackungen |
| DE4446936 | 1994-12-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0719634A2 true EP0719634A2 (de) | 1996-07-03 |
| EP0719634A3 EP0719634A3 (de) | 1996-12-27 |
| EP0719634B1 EP0719634B1 (de) | 1999-04-14 |
Family
ID=6537340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95119023A Expired - Lifetime EP0719634B1 (de) | 1994-12-28 | 1995-12-02 | Verfahren und Vorrichtung zur Vorbereitung der Parallelherstellung von Schlauchbeutelpackungen |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5634324A (de) |
| EP (1) | EP0719634B1 (de) |
| DE (2) | DE4446936A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2771334A1 (fr) * | 1997-11-21 | 1999-05-28 | Georges Sireix | Procede de formage en continu de profile tubulaire pour corps de boites |
| DE10014791C2 (de) * | 2000-03-24 | 2002-03-07 | Hassia Verpackung Ag | Verfahren zur Bearbeitung einer Packstoffbahn und Verpackungsmaschine zu seiner Durchführung |
| US6832462B2 (en) | 2002-05-30 | 2004-12-21 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Process for making tube blanks |
| CN109367893A (zh) * | 2018-08-31 | 2019-02-22 | 安徽正远包装科技有限公司 | 一种薯类粉料条列包装等裁结构 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3585638B2 (ja) * | 1996-04-03 | 2004-11-04 | 三光機械株式会社 | 多連式自動包装機 |
| DE29717304U1 (de) * | 1997-09-27 | 1997-11-06 | Hassia Verpackung Ag | Vorrichtung zur Vorbereitung der Parallelherstellung von insbesondere Schlauchbeutelpackungen mit geringer Breite |
| JP3338377B2 (ja) * | 1998-06-26 | 2002-10-28 | 三光機械株式会社 | 多連式自動包装機用包装フイルム送り方向転換機構 |
| US6199346B1 (en) * | 1998-12-01 | 2001-03-13 | Kraft Foods, Inc. | Apparatus for continuous manufacture of multi-colored and/or multi-flavored food product |
| DE29903463U1 (de) * | 1999-02-26 | 2000-06-21 | Hassia Verpackung Ag | Verpackungsmaschine zur Herstellung von Beutelpackungen, insbesondere Schlauchbeuteln |
| DE19910485C2 (de) * | 1999-03-10 | 2002-10-02 | Hassia Verpackung Ag | Aseptisch arbeitende Schlauchbeutelverpackungsmaschine |
| DE10150334A1 (de) | 2001-02-03 | 2003-04-24 | Hassia Verpackung Ag | Verfahren und Verpackungsmaschine zur Umwandlung einer breiten, mehrlagigen, aseptisch zu verarbeitenden Packstoffbahn in mehrere, gleichbreite, weiterverarbeitbare Einzelbahnen |
| DE10104858C1 (de) * | 2001-10-15 | 2002-02-07 | Hassia Verpackung Ag | Verfahren und Verpackungsmaschine zur Umwandlung einer breiten, mehrlagigen, aseptisch zu verarbeitenden Packstoffbahn in mehrere, gleichbreite, weiterverarbeitbare Einzelbahnen |
| AU2004225982B2 (en) * | 2003-03-27 | 2007-06-07 | Swf Companies, Inc. | High-speed continuous action form-fill-seal apparatus |
| EP2607243B1 (de) * | 2011-12-22 | 2014-06-04 | Boato Pack S.r.L. a Socio Unico | Füllvorrichtung |
| ITGE20120046A1 (it) * | 2012-05-03 | 2013-11-04 | Gianluigi Rossi | Macchina impacchettatrice automatica con dispositivo di sezionamento longitudinale del film di formazione delle confezioni. |
| US11338538B2 (en) * | 2016-08-17 | 2022-05-24 | Les Emballages Trium Inc. | Process for manufacturing bags for packaging items, and bag produced therefrom |
| EP3589553B1 (de) * | 2017-02-28 | 2023-10-11 | GEA Food Solutions Weert B.V. | Verbesserte inspektion eines vertikalen durchflusses |
| CN112172237A (zh) * | 2020-10-27 | 2021-01-05 | 宛群 | 一种环保纸塑包装袋制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2462254A (en) * | 1942-08-17 | 1949-02-22 | Samuel J Campbell | Multiple lane wrapping machine and method |
| US3354799A (en) * | 1963-11-14 | 1967-11-28 | Harry W Harrison | Packaging apparatus |
| US4079662A (en) * | 1976-11-30 | 1978-03-21 | Triangle Package Machinery Company | Bag making machine |
| US4094474A (en) * | 1977-03-03 | 1978-06-13 | Rotoflex Engraving Limited | Slitting apparatus |
| US5369941A (en) * | 1991-03-11 | 1994-12-06 | Ica S.P.A. | Vertical packaging machine with two opposite forming tubes |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1791307A (en) * | 1929-04-18 | 1931-02-03 | Seiberling Rubber Co | Fabric-slitting machine |
| FR1130714A (fr) * | 1955-04-29 | 1957-02-11 | Perfectionnements aux machines à former, remplir et fermer les emballages en matière thermo-soudable | |
| DE1502980C3 (de) * | 1965-10-28 | 1975-08-14 | Schloemann-Siemag Ag, 4000 Duesseldorf | Flachmesser-Saumschere |
| US3415171A (en) * | 1967-05-10 | 1968-12-10 | Russell W. Wilson | Adjustable package-forming machine |
| BE785658A (fr) * | 1971-06-30 | 1973-01-02 | Celanese Corp | Procede et appareil de sectionnement de feuilles de matieres flexibles |
| DE2743561C3 (de) * | 1977-09-28 | 1980-09-04 | Jagenberg-Werke Ag, 4000 Duesseldorf | Vorrichtung zum Außerbetriebsetzen des Schneidbetriebes an einem Rotationsquerschneider |
| US4563319A (en) * | 1983-03-03 | 1986-01-07 | Minigrip, Inc. | Method of making quadruple profile tubing |
| US4576588A (en) * | 1983-11-30 | 1986-03-18 | Fuji Machinery Company, Ltd. | Adjustable tube forming apparatus |
| US4697403A (en) * | 1986-01-16 | 1987-10-06 | Usm Corporation | Bag spreaders |
| US5099755A (en) * | 1988-07-11 | 1992-03-31 | Montano Manufacturing, Inc. | Apparatus for sub-dividing hay bales |
| US4991379A (en) * | 1989-04-21 | 1991-02-12 | Zip-Pak Incorporated | Substantially frictionless and static-free former and feed tube |
| US5046300A (en) * | 1990-10-19 | 1991-09-10 | Reynolds Consumer Products, Inc. | Method and apparatus for forming a reclosable package |
| DE9312664U1 (de) * | 1993-08-24 | 1993-11-25 | Hassia Verpackung Ag | Schlauchbeutelpackung |
-
1994
- 1994-12-28 DE DE4446936A patent/DE4446936A1/de not_active Ceased
-
1995
- 1995-12-02 DE DE59505648T patent/DE59505648D1/de not_active Expired - Fee Related
- 1995-12-02 EP EP95119023A patent/EP0719634B1/de not_active Expired - Lifetime
- 1995-12-27 US US08/578,906 patent/US5634324A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2462254A (en) * | 1942-08-17 | 1949-02-22 | Samuel J Campbell | Multiple lane wrapping machine and method |
| US3354799A (en) * | 1963-11-14 | 1967-11-28 | Harry W Harrison | Packaging apparatus |
| US4079662A (en) * | 1976-11-30 | 1978-03-21 | Triangle Package Machinery Company | Bag making machine |
| US4094474A (en) * | 1977-03-03 | 1978-06-13 | Rotoflex Engraving Limited | Slitting apparatus |
| US5369941A (en) * | 1991-03-11 | 1994-12-06 | Ica S.P.A. | Vertical packaging machine with two opposite forming tubes |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2771334A1 (fr) * | 1997-11-21 | 1999-05-28 | Georges Sireix | Procede de formage en continu de profile tubulaire pour corps de boites |
| DE10014791C2 (de) * | 2000-03-24 | 2002-03-07 | Hassia Verpackung Ag | Verfahren zur Bearbeitung einer Packstoffbahn und Verpackungsmaschine zu seiner Durchführung |
| US6832462B2 (en) | 2002-05-30 | 2004-12-21 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Process for making tube blanks |
| CN109367893A (zh) * | 2018-08-31 | 2019-02-22 | 安徽正远包装科技有限公司 | 一种薯类粉料条列包装等裁结构 |
| CN109367893B (zh) * | 2018-08-31 | 2021-01-05 | 合肥正远智能包装科技有限公司 | 一种薯类粉料条列包装等裁结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59505648D1 (de) | 1999-05-20 |
| DE4446936A1 (de) | 1996-07-04 |
| US5634324A (en) | 1997-06-03 |
| EP0719634A3 (de) | 1996-12-27 |
| EP0719634B1 (de) | 1999-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0719634A2 (de) | Verfahren und Vorrichtung zur Vorbereitung der Parallelherstellung von Schlauchbeutelpackungen | |
| EP1844659B1 (de) | Direktanbindung von Wurstclip- und Wurstfördereinrichtung | |
| DE102007011422B3 (de) | Automatische Spreizverstellung | |
| DE2532250A1 (de) | Verpackungsmaschine | |
| DE1461915A1 (de) | Vorrichtung zur Herstellung von Quaderpackungen | |
| EP1847177A1 (de) | Zusatzüberspreitzung mit zweiter Zopflänge | |
| DE1532830B1 (de) | Verfahren und Maschine zum fortlaufenden Herstellen von Tragtaschen | |
| DE7635390U1 (de) | Bahnabstreifvorrichtung für Beutelherstellungsmaschinen | |
| DE1761160B2 (de) | Vorrichtung zum automatischen Einwickeln von Zigaretten | |
| DE1511649A1 (de) | Verfahren und Vorrichtung zur Herstellung gefuellter Beutelpackungen aus einer Schlauchbahn | |
| DE4122692B4 (de) | Vorrichtung zum Umhüllen quaderförmiger Gegenstände | |
| DE1902379A1 (de) | Verpackungsmaschine | |
| DE4119730C2 (de) | Vorrichtung zum Herstellen von Teebeuteln | |
| DE4425042A1 (de) | Zugarm mit Schnellbefestigung, anbringbar an Maschinen zum Bilden von Paketen mit Rollen | |
| DE2817597C2 (de) | Vorrichtung zum Ankleben des Endes einer ablaufenden ersten Materialbahn an den Anfang einer zweiten Materialbahn | |
| DE1436858A1 (de) | Ventilsack aus Kunststoff-Folie und Verfahren sowie Vorrichtung zum Herstellen seines Ventils | |
| DE3738178A1 (de) | Verfahren zum verpacken von verpackungsgut in verpackungsbeuteln unter verwendung einer schlauchfolie sowie vorrichtung zum durchfuehren dieses verfahrens | |
| DE1479312A1 (de) | Maschine zur Ausfuehrung von Applikationen und Arbeiten im Innern eines schlauchfoermigen,durchgehenden Werkstueckes aus thermoplastischem od.dgl. Material | |
| WO2001095413A1 (de) | Ärmelseparator und vorrichtung zu dessen herstellung | |
| DE855975C (de) | Verfahren und Vorrichtung zum Verpacken von Naturkaese und aehnlichen Guetern | |
| EP0154328B1 (de) | Verfahren und Vorrichtung zur Herstellung von Deckeln mit Aufreisslaschen | |
| DE2537826A1 (de) | Vorrichtung zur herstellung von zigarettenpapier-huelsen mit filter | |
| EP2832923B1 (de) | Verfahren zur Herstellung eines Kordelbeutels, Maschine zur Herstellung eines Kordelbeutels | |
| DE69911607T2 (de) | Verfahren und Vorrichtung zur Herstellung von Bündeln ineinandergefalteter blattförmiger Artikel | |
| DE2420970A1 (de) | Verfahren zur herstellung von beuteln und vorrichtung zur durchfuehrung des verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19970624 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KURT WALTER Inventor name: SCHMACHTEL, FLORIAN |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19980916 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59505648 Country of ref document: DE Date of ref document: 19990520 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990715 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001228 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20061128 Year of fee payment: 12 Ref country code: DE Payment date: 20061128 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20071202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071202 |