EP0520944B1 - Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten - Google Patents
Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten Download PDFInfo
- Publication number
- EP0520944B1 EP0520944B1 EP92810456A EP92810456A EP0520944B1 EP 0520944 B1 EP0520944 B1 EP 0520944B1 EP 92810456 A EP92810456 A EP 92810456A EP 92810456 A EP92810456 A EP 92810456A EP 0520944 B1 EP0520944 B1 EP 0520944B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt conveyor
- printed products
- conveying
- products
- over
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/669—Advancing articles in overlapping streams ending an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6654—Advancing articles in overlapping streams changing the overlapping figure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6654—Advancing articles in overlapping streams changing the overlapping figure
- B65H29/6663—Advancing articles in overlapping streams changing the overlapping figure reversing the overlapping figure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/435—Gathering; Associating; Assembling on collecting conveyor
- B65H2301/4354—Gathering; Associating; Assembling on collecting conveyor with grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44732—Belts, endless moving elements on which the material is in surface contact transporting articles in overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
Definitions
- the present invention is in the field of further processing of printed products. It relates to a method and a device according to the preambles of the corresponding independent patent claims and is used for conveying away flat products, in particular multi-leaf, folded printed products which are arranged in a scale formation at a certain distance one behind the other and are fed overlapping one another like roof tiles, with the aid of a conveying means, that each holds a printed product or a group of printed products.
- Printed products are designed as a stream of shingles, for example, from rotary machines or from corresponding intermediate stores, for example winding.
- it is advantageous to further convey such shingled streams in another form for example as a conveying stream in which each printed product or a certain number of printed products is transported by a gripper, a pulling element moving a number of such grippers.
- a conveying stream in which each printed product or a certain number of printed products is transported by a gripper, a pulling element moving a number of such grippers.
- a forced formation is created in which the relative position of the printed products to each other is rigidly determined by the grippers or similar conveying tools.
- the shingled stream is guided on a feed belt conveyor into a corresponding takeover area, in which the printed products are gripped by the grippers.
- the methods described preferably provide for a deflection of the stream of shingles by approximately 180 ° upwards or downwards before the actual takeover, a change in position such that each product of the stream of sheds in each case rests on the follow-up product or on the follow-up products and so the front edges of the printed products in the conveying direction lie on the support side (underside) of the shingled stream.
- embodiments are also described in the cited documents which are used to convey away shingled streams with leading edges lying at the top.
- Unevenness in the intervals of the printed products of a shingled stream can damage the devices described Guide printed products, for example, through the grippers, so that it is advantageous not only to adjust the lateral alignment of the printed products, but also their distances in the transport direction prior to the takeover or to correct them during the takeover.
- means are described, for example, with which products that are fed in too small a distance are stopped immediately before the takeover and are clocked in correctly, while products that are fed in too great a distance are handed over to the next following gripper. In this way, damage can be prevented, but errors in the subsequent flow rate have to be accepted.
- the object of the present invention is to demonstrate a method for product current conversion.
- the method according to the invention is intended to convert a flow of products in free formation, for example of printed products in scale formation, to a flow of these products in forced formation, for example using grippers.
- the method according to the invention should be easier to adapt to different applications compared to corresponding known methods. It is also the object of the invention to provide a device for carrying out this method, which represents an improvement in known devices of this type in terms of adaptability, space requirements and complexity.
- the central idea of the method according to the invention is based on the fact that the printed products of the shingled stream supplied (free formation) are brought into a takeover formation before they are taken over by the grippers (forced formation).
- This transfer formation is also a shingled stream (free formation), the gaps between the products for the pickup being set up precisely depending on the application and the leading edges of the products depending on the application being on the lower or on the upper side of the shingled stream.
- the distances of the printed products in the takeover formation can be increased or reduced or only uniform compared to the distances in the original, supplied shingled stream, or groups can already be formed in the takeover stream, which are then gripped by a gripper and within which the distances between the products can be reduced to zero compared to the corresponding distances in the shingled stream supplied, while the distances between the groups are increased are.
- This means that the takeover formation can differ from the feed formation by smaller deviations from the desired product distances, by the position of the leading edges and / or by the cycle.
- the gripper is able to grasp such a stream of feed set up for takeover without any problems and the creation of the Takeover formation, which, in contrast to the known methods, does not take place at the takeover point, is easy to set and adapt.
- Another advantage of the method according to the invention is that it is in every case the same edge of each printed product that is aligned on the one hand and that is gripped by the gripper for conveying away on the other hand.
- the method according to the invention consists of four procedural steps, a first position correction for the timing, a timing, a second position correction for the takeover and the effective takeover.
- the two position corrections are only necessary if the position of the printed products in the shingled stream is not correct for the following process step (timing or transfer), and usually consists of a deflection by approximately 180 ° downwards or upwards, the shingled stream being reversed.
- the main feature of the device according to the invention is that between the feed belt conveyor, which conveys the scale flow into the area of the device according to the invention, and the removal conveyor, which conveys the printed products out of the area of the device according to the invention, a timing element and an intermediate in the transport direction after the timing element Belt conveyors are arranged, wherein in the direction of transport, a further intermediate belt conveyor can be arranged in front of the clock element.
- the takeover formation is created by the clock element in relation to the ratio of the individual product spacings to one another and by the intermediate belt conveyor or conveyors in relation to the absolute size of the product spacings and on the position of the leading edges in relation to the shingled stream.
- the timing element preferably processes a shingled stream with leading edges of the printed products lying on the lower surface, so that depending on the position of the leading edges in the shingled stream supplied, this must be deflected up or down by approximately 180 ° in front of the timing element by a first intermediate belt conveyor. It can be seen that the transfer of the printed products from a stream of shingles with leading edges lying on the top can be set up in a more space-saving manner, so that it is advantageous to move the shingled stream between the clock element and the takeover point again upwards by approximately 180 ° by means of a second intermediate belt conveyor or redirect down.
- FIG. 1 shows a process diagram of the process according to the invention, with the various formations that the printed products have between the feed by the feed belt conveyor and the transport away by the feed conveyor with the letters A, B, C, D and E, the individual process steps in which The formations created are numbered 1, 2, 3 and 4.
- the general direction of conveyance is directed from left to right, although in two process steps (see the following description) the flows are turned through approximately 180 °.
- a shingled stream A in which the leading edges of the printed products lie on the top of the stream (A.1) or on the underside (A.2) and have a shingled spacing of, for example, 30 to 120 mm from one another, is fed to the method steps according to the invention.
- a first process step 1 first deflection
- the feed stream is converted into a shingle stream B with lower leading edges of the printed products, it being possible at the same time to increase or decrease the shingle spacing.
- the distances between the printed products of the scale stream B are equalized or differentiated to a stream C in a process step 2 (clocking).
- step 3 second deflection
- the shingled stream C is deflected again, so that a shingled stream D is formed in which the leading edges of the printed products or the printed product groups are directed upwards again (D.1 to D.7).
- step 4 takeover
- the printed products are taken over individually or in groups by the grippers of the conveyor and the flow E (E.1 to E.7, gripper not shown) is created.
- the first deflection (method step 1) is only necessary if the leading edges of the printed products in the feed stream A are at the top, for a stream with trailing edges below it is unnecessary in the process example described here.
- This is a deflection of the shingled stream by approx. 180 ° upwards or downwards, which usually takes place at a deflection point of a belt conveyor (first intermediate belt conveyor) while the printed products are pressed onto the conveyor belt by a pressure belt.
- the pressure belt is arranged in such a way that the scale flow is conveyed between the belt conveyor and the pressure belt, the pressure belt being moved at the same speed as the belt conveyor and exerting a pressing pressure on the scale flow.
- the distances between the printed products do not change during the transition from the infeed belt conveyor to the intermediate belt conveyor; at higher speeds of the intermediate belt conveyor, the distances increase, at lower speeds the Belt conveyor reduce the distances.
- the timing (method step 2) is effected by a timing element, which adjoins the feed belt conveyor or the first intermediate belt conveyor in the transport direction.
- Clock elements that only uniform the intervals of a shingled stream belong to the prior art.
- Corresponding elements are described, for example, in the patents EP-0254851 and US-4905981 by the same applicant, one clock element interacting with the front edges of the printed products, the other with the rear edges of the printed products.
- a clock element is required here which, depending on the setting, can not only differentiate a shingled stream supplied but also differentiate it; namely, it should not have to be replaced for these two tasks, but the changeover should be possible by means of corresponding control commands of a manual setting or central, higher-level intelligence.
- a corresponding clock element is described in connection with the following figures.
- the second function of the clock element is the transfer of the printed products to the second intermediate belt conveyor. If the speed of the second intermediate belt conveyor is the same as the speed of the belt conveyor that conveys the products to the timing element, the average distance between the printed products in the shingled stream on the second intermediate belt conveyor will be the same as before the timing element. If the speed of the second intermediate belt conveyor is greater, the distance increases; if the speed is lower, the distance between the printed products also decreases accordingly.
- a third method step 3 the scale flow created by the clock element and the speed ratios of the belt conveyors is transported to the takeover point, with it moving up or down by approximately 180 ° can be diverted below if the takeover requires leading edges of the printed products lying on the upper side of the shingled stream.
- the second intermediate belt conveyor is equipped in the same way as the first intermediate belt conveyor.
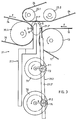
- FIG. 2 now shows schematically an exemplary embodiment of the device according to the invention. It is a device for carrying out the method with first redirection, timing and second redirection.
- the groups of device parts arranged for corresponding method steps and the created formations of printed products are designated in the figure with the same reference numbers or reference letters as in FIG. 1, that is to say: feed stream A, first deflection 1 (essentially first intermediate belt conveyor), scale flow with downward-facing front edges B, timing 2 (essentially the area between the first and second intermediate belt conveyor with timing element), uniform or differentiated scale flow with downward-pointing front edges C, second deflection 3 (essentially second intermediate belt conveyor), transfer current D , Takeover 4 (essentially the delivery area of the second intermediate belt conveyor and takeover area of the away conveyor), flow rate with grippers E.
- first deflection 1 essentially first intermediate belt conveyor
- scale flow with downward-facing front edges B
- timing 2 essentially the area between the first and second intermediate belt conveyor with timing element
- the feed stream is fed on a feed belt conveyor 5 consisting of a belt 51, a take-up roller 52 and a discharge roller 53.
- the feed belt conveyor can be flanked by side judges 54 be and can be designed such that it can be pivoted into a pivoting position 5 'if the shingled stream supplied should not be fed to the conveyor for any reason.
- the first deflection (method step 1) is implemented by a first intermediate belt conveyor.
- This has a deflection belt 11 which runs over at least two rollers, a deflection roller 12 and a delivery roller 13 and a pressure belt 14 which runs for example over four (at least three) own rollers 15.1 / 2/3/4 and over the deflection roller 12.
- a deflection belt 11 which runs over at least two rollers
- a deflection roller 12 and a delivery roller 13 and a pressure belt 14 which runs for example over four (at least three) own rollers 15.1 / 2/3/4 and over the deflection roller 12.
- a pressure belt 14 which runs for example over four (at least three) own rollers 15.1 / 2/3/4 and over the deflection roller 12.
- the four rollers 15.1 / 2/3/4 of the pressure belt one (15.4) is arranged in the area of the discharge roller 53 of the feed belt conveyor and serves as the take-up roller of the intermediate belt conveyor.
- the arrangement is such that the pressure belt 14, due to the deflection on the deflection roller 12, has a course projecting as a concave curve into the polyhedron spanned by its own rollers 15.1 / 2/3/4, the part of which facing the feed belt conveyor is approximately in the same direction has as the conveying direction of the feed belt conveyor.
- One of the rollers 12 or 13 is driven, the pressure belt 14 is towed by the deflection belt 11.
- the second intermediate belt conveyor for the second deflection (method step 3) is constructed essentially the same as the first intermediate belt conveyor, that is to say it has a deflection belt 31 with a deflection roller 32 and a delivery roller 33 and a pressure belt 34 with four separate rollers 35.1 / 2/3/4, one of which serves as a take-up roller (35.4) and is arranged in the region of the discharge roller 13 of the first intermediate belt conveyor.
- a timing element 21 is arranged between the discharge roller 13 of the first intermediate belt conveyor and the take-up roller 35.4 of the second intermediate belt conveyor.
- the scale flow is clocked in this area (process step 2), that is to say the printed products are stopped at a stop element 21.1 and lifted by a conveyor element 21.2 in a clocked manner over the stop element.
- the function and design of the clock generator are described in connection with FIGS. 3 and 4. So that the timing and the subsequent takeover of the printed products from the second intermediate belt conveyor can proceed in an orderly manner, the printed products are also above this point by a pressure belt 24, which runs over, for example, three rollers 25.1 / 2/3 and which is slightly out of motion of the moving conveyor element 21.2 its path defined by the three roles is deflected.
- the speed of the second intermediate belt conveyor depends on the spacing of the printed products necessary for a planned takeover.
- the scale flow formed in the second deflection is gripped in the area of the discharge roller 33 of the second intermediate belt conveyor by grippers 41.1 / 2/3 ... of a corresponding conveyor device 6 (method step 4).
- grippers 41.1 / 2/3 ... of a corresponding conveyor device 6 Such arrangements correspond to the cited prior art and are therefore not to be described here for this reason. It is advantageous to move the grippers in a straight line over the takeover point, as shown in the figure, until each gripped product is finally released from the stream of shingles (in the figure, grippers 41.4 and 41.5) and the grippers then only around the arc of a circle Accelerate deflection roller.
- a device as shown in FIG. 2 can, for example, be driven by a common drive 61, the drives of the individual belts having to be translated accordingly.
- the translation devices must be adjustable accordingly.
- the device shown in FIG. 2 for carrying out the method according to the invention as a variant for a shingled stream supplied with upwardly directed front edges and a takeover of printed products with likewise upwardly directed front edges offers the advantage that it can be implemented on a minimal base area while it is being used extends to the height where space is usually less limited.
- the entire device can be accommodated in an accessible housing into which the shingled stream is fed in at the bottom and the products are carried away at the top.
- FIG. 3 shows an exemplary embodiment of the clock generator 21, which has already been generally described in connection with FIG. 2.
- this figure shows: the discharge roller 13 of the first intermediate belt conveyor (it could also be the discharge roller 53 of the feed belt conveyor) ), the take-up roller 35.4 of the second intermediate belt conveyor, two rollers 25.1 / 2 of the pressure belt 24 of the timing and corresponding sections of the first deflection belt 11, the pressure belt 34 of the second deflection and the pressure belt 24 of the timing.
- the direction of transport of the printed products is indicated by the arrows F.
- the clock element 21 has a stationary stop element 21.1, the stopping end 21.1 'of which is arranged between the delivery roller 13, the take-up roller 35.4 and the pressure belt 24 in such a way that it stops printed copies transported on the conveyor belt 11 of the first intermediate belt conveyor.
- the stop element 21.1 extends transversely to the direction of transport, which allows the printed products to be stopped without moving transversely to the direction of transport. In the middle of this transverse extension, the stop element 21.1 has at least in the region of its stop end 21.1 'a gap through which the conveying element 21.2 moves.
- the conveying element 21.2 is arranged such that its conveying end 21.2 'can describe an elliptical path H in a vertical plane in the transport direction around the line which connects the two halves of the stopping end 21.1'.
- the direction of this movement is set up in such a way that the conveying end 21.2 'moves upwards while it is in the transport direction behind the stop element 21.1, downwards while it is in front of the stop element 21.1 (arrows G). So that the conveying end 21.2 'can perform such a movement, it must not be wider than the above-mentioned average gap in the stop element 21.1.
- the conveying element 21.2 is, for example, rod-shaped with a widening transversely to the transport end 21.2 'and is driven by a drive wheel 71 and a guide wheel 72.
- the axes of the two wheels are perpendicular to the direction of transport and substantially perpendicular to each other and perpendicular to the stop end 21.1 'of the stop element 21.1.
- the conveying element 21.2 is fastened to the drive wheel 71 with a rotatable fastening 73 in a pivot point P.1 (fastening point) spaced from the axis by r (fastening point) and on the guide wheel 72 in a pivot point P.2 (guiding point) spaced apart from the axis by R rotatably mounted guide 74 out.
- the diameter of the circle (2r) described by the attachment point P.1 is smaller than the diameter of the circle (2R) described by the guide point P.2. If the drive wheel 71 and the guide wheel 72 are driven at the same number of revolutions, the conveying end 21.2 'describes an ellipse, the perpendicular longer diameter of which corresponds to the diameter 2r.
- the movement of the printed products depends on the ratio of the frequency of the printed products on the belt 11 to the frequency of the elliptical movement of the conveying end 21.2 'and on the phase shift of these two movements, both parameters that can be set within a wide range without any mechanical intervention.
- FIG. 4 shows three examples of the function of the clock element, which is shown schematically by the stop element 21.1, the conveying element 21.2 and the elliptical movement path H of the conveying end of the conveying element 21.2 on the one hand and the printed products 80.1 / 2/3 ..., 81.1 conveyed in the area of the clock element / 2/3 ...., 82.1 / 2/3 .... on the other hand.
- the function is determined by the ratio of the circulation time of the conveying element T.1 / 2/3 to the cycle time T of the shingled stream (time that is required to convey a printed product to the position of its pre-element) and by the phase shift ⁇ .1 / 2 / 3 of the two movements, for example by the time by which the next leading edge is away from the stop element when the conveying element is in its highest position.
- the top line shows an equalization of the distances in a shingled stream supplied
- the second line shows the formation of groups of two with front edges lying one above the other
- the third line shows the formation of groups of two with differentiated distances.
- the columns represent the clock element in the same position in each case.
- the conveying element 21.2 is shown in its highest position, in the following columns after it has traveled 90 ° of its movement, so that it is again in the same position on the far right has like in the first column. Between the first and the last column, the conveyor end 21.2 'has made an elliptical movement.
- the second line of FIG. 4 shows the formation of groups of two with front edges superimposed on one another.
- the third line shows the formation of a differentiated scale flow in which the distances between the printed products after the timing are T / 2, 3T / 2, T / 2, 3T / 2 ....
- the effective spacing of the printed products after clocking also depends on the ratio of the belt speeds before and after the clock element.
- the functions of the clock element shown in FIG. 4 can be expanded almost arbitrarily by varying the ratio T / Tx and the phase shift ⁇ .x. Other variants are also possible due to other relationships between the horizontal diameter of the ellipse H and the printed product distance in front of the clock element.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Discharge By Other Means (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Collation Of Sheets And Webs (AREA)
Description
- Die vorliegende Erfindung liegt auf dem Gebiete der Weiterverarbeitung von Druckprodukten. Sie betrifft ein Verfahren und eine Vorrichtung gemäss den Oberbegriffen der entsprechenden unabhängigen Patentansprüche und dient zum Wegfördern von flächigen Erzeugnissen, insbesondere mehrblättrigen, gefalteten Druckereierzeugnissen, die in einer Schuppenformation mit einem bestimmten Abstand hintereinander angeordnet, einander dachziegelartig überlappend zugeführt werden, mit Hilfe eines Fördermittels, das je ein Druckprodukt oder eine Gruppe von Druckprodukten festhält.
- Druckprodukte werden beispielsweise von Rotationsmaschinen oder aus entsprechenden Zwischenspeichern, z.B. Wickeln, als Schuppenstrom ausgelegt. Für viele Weiterverarbeitungs- und Transportschritte ist es vorteilhaft, derartige Schuppenströme in anderer Form weiter zu fördern, beispielsweise als Förderstrom, in dem jedes Druckprodukt oder eine bestimmte Anzahl von Druckprodukten von einem Greifer transportiert wird, wobei ein Zugorgan eine Anzahl derartiger Greifer bewegt. Das heisst mit anderen Worten, dass aus einer freien Formation, in der die einzelnen Produkte nicht in ihrer relativen Lage zueinander gehalten werden, eine Zwangsformation erstellt wird, in der die relative Lage der Druckprodukte zueinander durch die Greifer oder ähnliche Förderwerkzeuge starr bestimmt ist. Für die Umformung des Schuppenstromes in einen Förderstrom mit Greifern wird der Schuppenstrom auf einem Zuführungs-Bandförderer in einen entsprechenden Übernahmebereich geführt, in dem die Druckprodukte von den Greifern erfasst werden.
- Vorrichtungen für ein derartiges Übernehmen und Wegfördern sind bekannt, beispielsweise aus den Patentschriften CH-630583 und EP-0330868 derselben Anmelderin. In diesen Druckschriften werden Verfahren und Vorrichtungen beschrieben, mit denen ein Schuppenstrom, wie er beispielsweise von einer Rotationsmaschine ausgelegt wird, umgewandelt wird in einen Förderstrom mit an einem Zugorgan bewegten Greifern, von denen jeder ein oder mehrere Produkte des Schuppenstromes fördert. Üblicherweise sind in den zugeführten Schuppenströmen die Druckprodukte derart angeordnet, dass jedes Produkt vom Folgeprodukt oder von den Folgeprodukten teilweise überdeckt ist, dass also die in Förderrichtung vorderen Kanten der Druckprodukte an der Oberseite des Schuppenstromes liegen. Damit die Produkte bei der Übernahme nicht unter einem oder mehreren Folgeprodukten hervorgezogen werden müssen, sehen die beschriebenen Verfahren vorzugsweise vor der eigentlichen Übernahme eine Umlenkung des Schuppenstromes um ca. 180° gegen oben oder gegen unten vor, eine Lageänderung derart, dass jedes Produkt des Schuppenstromes jeweils auf dem Folgeprodukt oder auf den Folgeprodukten aufliegt und so die in Förderrichtung vorderen Kanten der Druckprodukte an der Auflageseite (Unterseite) des Schuppenstromes liegen. Es werden in den genannten Schriften aber auch Ausführungsformen beschrieben, die zur Wegförderung von Schuppenströmen mit obenliegenden Vorderkanten dienen.
- Ungleichmässigkeiten in den Abständen der Druckprodukte eines Schuppenstromes können bei den beschriebenen Vorrichtungen zu Beschädigungen der Druckprodukte beispielsweise durch die Greifer führen, sodass es vorteilhaft ist, nicht nur die seitliche Ausrichtung der Druckprodukte, sondern auch ihre Abstände in Transportrichtung vor der Übernahme zu vergleichmässigen oder während der Übernahme zu korrigieren. In der Schrift CH-630583 sind beispielsweise Mittel beschrieben, mit denen mit zu kleinem Abstand zugeförderte Produkte unmittelbar vor der Übernahme aufgehalten und so richtig eingetaktet werden, während mit zu grossem Abstand zugeförderte Produkte dem nächst folgenden Greifer übergeben werden. Auf diese Art können Beschädigungen verhindert werden, wobei aber Fehler im folgenden Förderstrom in Kauf genommen werden müssen.
- Für den Fall, dass mehr als ein Druckprodukt von je einem Greifer erfasst und weggefördert wird, beschreiben die genannten Druckschriften zwei Varianten. Entweder werden die Druckprodukte an einem Anschlag ausgerichtet (CH-630583), sodass ihre Vorderkanten aufeinanderliegen, wenn sie vom Greifer endgültig erfasst werden, oder aber sie behalten ihren gegenseitigen Abstand aus dem Schuppenstrom bei (EP-0330868), sodass sie jederzeit ohne Hilfsmittel wieder in einen gleichen Schuppenstrom ausgelegt werden können
- Ferner ist in der Publikation DE-2822060 derselben Anmelderin eine Vorrichtung beschrieben, die ebenfalls der Wegförderung von als Schuppenformation zugeführten Druckprodukten dient. Mit dieser Vorrichtung werden die Druckprodukte der zugeführten Schuppenformation zuerst von Mitnehmern übernommen, dann von ersten Greifern mit unregelmässigen Abständen und dann von zweiten Greifern mit regelmässigen Abständen. Diese Vorrichtung ist noch aufwendiger als die oben bereits erwähnten, erlaubt es aber, Lücken im Zuführungsstrom zu schliessen. Sie erlaubt es aber nicht, Gruppen von Druckprodukten wegzuführen.
- Es zeigt sich nun, dass die beschriebenen Vorrichtungen aufwendig sind und dass sie viel Platz einnehmen. Dies vor allem, wenn die Position der Druckprodukte in den Greifern oder die relative Position mehrerer von einem Greifer erfasster Druckprodukte im Greifer genau sein soll und eine separate Vorrichtung zur Vergleichmässigung der Abstände der Druckprodukte im Schuppenstrom der eigentlichen Übernahme vorgeschaltet werden muss. Es wäre zudem wünschenswert, wenn eine entsprechende Vorrichtung im Sinne einer höchsten Auslastbarkeit einfach an verschiedene Anforderungen angepasst werden könnte.
- Die Aufgabe der vorliegenden Erfindung ist es, ein Verfahren aufzuzeigen für die Produktestromwandlung. Mit dem erfindungsgemässen Verfahren soll ein Förderstrom von Produkten in freier Formation, beispielsweise von Druckprodukten in Schuppenformation, zu einem Förderstrom dieser Produkte in Zwangsformation, beispielsweise mit Greifern, gewandelt werden. Das erfindungsgemässe Verfahren soll gegenüber entsprechenden bekannten Verfahren einfacher an verschiedene Anwendungen adaptierbar sein. Ebenso ist es die Aufgabe der Erfindung, eine Vorrichtung zur Durchführung dieses Verfahrens zu schaffen, die in bezug auf Adaptierbarkeit, Platzbedarf und Aufwendigkeit eine Verbesserung bekannter derartiger Vorrichtungen darstellt.
- Diese Aufgabe wird gelöst durch das Verfahren und die Vorrichtung gemäss den kennzeichnenden Teilen der entsprechenden unabhängigen Patentansprüche.
- Die zentrale Idee des erfindungsgemässen Verfahrens beruht darauf, dass die Druckprodukte des zugeführten Schuppenstromes (freie Formation), bevor sie von den Greifern übernommen werden (Zwangsformation), in eine Übernahmeformation gebracht werden. Diese Übernahmeformation ist ebenfalls ein Schuppenstrom (freie Formation), wobei die Abstände zwiscben den Produkten für die Übernahme je nach Anwendung genau eingerichtet sind und die Vorderkanten der Produkte je nach Anwendung auf der unteren oder auf der oberen Seite des Schuppenstromes liegen. Die Abstände der Druckprodukte in der Übernahmeformation können dabei gegenüber den Abständen im ursprünglichen, zugeführten Schuppenstrom vergrössert oder verkleinert oder lediglich vergleichmässigt sein, oder aber es können im Übernahmestrom bereits Gruppen vorgebildet sein, die dann von je einem Greifer ergriffen werden und innerhalb denen die Abstände zwischen den Produkten gegenüber den entsprechenden Abständen im zugeführten Schuppenstrom bis auf Null verkleinert sein können, während die Abstände zwischen den Gruppen vergrössert sind. Das heisst, die Übernahmeformation kann sich von der Zuführungsformation durch kleinere Abweichungen von den Soll-Produkteabständen, durch die Lage der Vorderkanten und/oder durch den Takt unterscheiden Das Ergreifen eines solchen, für die Übernahme eingerichteten Schuppenstromes durch die Greifer ist problemlos und die Erstellung der Übernahmeformation, die im Gegensatz zu den bekannten Verfahren nicht an der Übernahmestelle erfolgt, ist einfach einstell- und adaptierbar.
- Ein weiterer Vorteil des erfindungsgemässen Verfahrens besteht darin, dass es in jedem Falle dieselbe Kante eines jeden Druckproduktes ist, die einerseits ausgerichtet wird und die andererseits vom Greifer zum Wegfördern ergriffen wird.
- Das erfindungsgemässe Verfahren besteht dabei aus vier Verfahrensschritten, einer ersten Lageberichtigung für die Taktierung, einer Taktierung, einer zweiten Lageberichtigung für die Übernahme und der effektiven Übemahme. Die beiden Lageberichtigungen sind nur notwendig, wenn die Lage der Druckprodukte im Schuppenstrom für den folgenden Verfahrensschritt (Taktierung oder Übernahme) nicht richtig ist, und bestehen üblicherweise aus einer Umlenkung um ca. 180° nach unten oder nach oben, wobei der Schuppenstrom umgekehrt wird.
- Das Hauptmerkmal der erfindungsgemässen Vorrichtung besteht darin, dass zwischen dem Zuführungs-Bandförderer, der den Schuppenstrom in den Bereich der erfindungsgemässen Vorrichtung fördert und dem Wegförderer, der die Druckprodukte aus dem Bereich der erfindungsgemässen Vorrichtung wegfördert, ein Taktelement und in Transportrichtung nach dem Taktelement ein Zwischen-Bandförderer angeordnet sind, wobei in Transportrichtung vor dem Taktelement ein weiterer Zwischen-Bandförderer angeordnet sein kann.
- Zwischen dem Ende des Zuführungs-Bandförderers und der Übemahme durch die Greifer des Wegförderers wird die Übernahmeformation erstellt und zwar durch das Taktelement in bezug auf das Verhältnis der einzelnen Produktabstände zueinander und durch den oder die Zwischen-Bandförderer in bezug auf die absolute Grösse der Produkteabstände und auf die Lage der Vorderkanten in bezug auf den Schuppenstrom.
- Das Taktelement bearbeitet vorzugsweise einen Schuppenstrom mit an der unteren Oberfläche liegenden Vorderkanten der Druckprodukte, sodass je nach Lage der Vorderkanten im zugeführten Schuppenstrom dieser vor dem Taktelement durch einen ersten Zwischen-Bandförderer um ca. 180° nach oben oder nach unten umgelenkt werden muss. Es zeigt sich, dass die Übernahme der Druckprodukte aus einem Schuppenstrom mit auf der Oberseite liegenden Vorderkanten raumsparender eingerichtet werden kann, sodass es vorteilhaft ist, den Schuppenstrom zwischen dem Taktelement und der Übernahmestelle durch einen zweiten Zwischen-Bandförderer nochmals um ca. 180° nach oben oder nach unten umzulenken.
- Anhand der folgenden Figuren sollen das erfindungsgemässe Verfahren und eine Ausführungsform der erfindungsgemässen Vorrichtung detailliert beschrieben werden. Dabei zeigen:
- Figur 1
- ein Schema des erfindungsgemässen Verfahrens mit verschiedenen Verfahrensvarianten;
- Figur 2
- eine Übersichtsdarstellung einer Ausführungsform der erfindungsgemässen Vorrichtung, als Ansicht senkrecht zur Ebene in der die Förderrichtung verläuft;
- Figur 3
- eine detaillierte Darstellung des Bereiches des Taktelementes, in derselben Richtung wie Figur 2;
- Figur 4
- ein Funktionsschema des Taktelementes.
- Figur 1 zeigt ein Verfahrensschema des erfindungsgemässen Verfahrens, wobei die verschiedenen Formationen, die die Druckprodukte zwischen der Zuführung durch den Zuführungs-Bandförderer und dem Wegtransport durch den Wegförderer mit den Buchstaben A, B, C, D und E, die einzelnen Verfahrensschritte, in denen die Formationen erstellt werden mit den Zahlen 1, 2, 3 und 4 bezeichnet sind. Die allgemeine Förderrichtung ist in dem Schema von links nach rechts gerichtet, obschon in zwei Verfahrensschritten (siehe folgende Beschreibung) die Ströme um ca. 180° gewendet werden.
- Ein Schuppenstrom A (Zuführungsstrom), in dem die Vorderkanten der Druckprodukte auf der Oberseite des Stromes (A.1) oder auf dessen Unterseite (A.2) liegen und einen Schuppenabstand von beispielsweise 30 bis 120mm voneinander haben, wird den erfindungsgemässen Verfahrensschritten zugeführt. Der Zuführungsstrom wird in einem ersten Verfahrensschritt 1 (erste Umlenkung), der nur für den Fall A.1 notwendig ist, in einen Schuppenstrom B mit untenliegenden Vorderkanten der Druckprodukte gewandelt, wobei gleichzeitig die Schuppenabstände vergrössert oder verkleinert werden können. Die Abstände zwischen den Druckprodukten des Schuppenstromes B werden in einem Verfahrensschritt 2 (Taktierung) zu einem Strom C vergleichmässigt oder differenziert. Das heisst, sie werden lediglich vergleichmässigt wobei der Schuppenstrom C.1 entsteht, vergrössert und vergleichmässigt wobei der Schuppenstrom C.2 mit Produkteabständen von beispielsweise 50 bis 120mm entsteht, oder verkleinert und vergleichmässigt, wobei der Schuppenstrom C.3 entsteht. Oder die Abstände werden differenziert, sodass Gruppen mit übereinanderliegenden Vorderkanten gebildet werden (Zweiergruppen: C.4, Dreiergruppen C.5, etc.), die als Schuppenstrom oder nebeneinander weiter transportiert werden, oder Gruppen mit bestimmten Abständen zwischen den Vorderkanten der Druckprodukte (Zweiergruppen: C.6, Dreiergruppen: C.7, etc.), die ebenfalls als Schuppenstrom oder nebeneinander weiter transportiert werden können. In einem dritten Verfahrensschritt 3 (zweite Umlenkung), der nur notwendig ist, wenn die Übemahme für einen Schuppenstrom D mit obenliegenden Vorderkanten konzipiert ist, wird der Schuppenstrom C nochmals umgelenkt, sodass ein Schuppenstrom D entsteht, in dem die Vorderkanten der Druckprodukte oder der Druckproduktegruppen wieder gegen oben gerichtet sind (D.1 bis D.7). Im letzten Verfahrensschritt 4 (Übernahme) werden die Druckprodukte einzeln oder in Gruppen von den Greifern des Wegförderers übernommen und es entsteht der Förderstrom E (E.1 bis E.7, Greifer nicht dargestellt).
- Die erste Umlenkung (Verfahrensschritt 1) ist nur notwendig, wenn die Vorderkanten der Druckprodukte im zugeführten Strome A oben liegen, für einen Strom mit untenliegenden Vorderkanten erübrigt er sich im hier beschriebenen Verfahrensbeispiel. Es handelt sich dabei um eine Umlenkung des Schuppenstromes um ca. 180° nach oben oder nach unten, was üblicherweise an einer Umlenkungsstelle eines Bandförderers (erster Zwischen-Bandförderer) geschieht, während die Druckprodukte durch ein Anpressband auf das Förderband-gepresst werden. Das Anpressband ist dabei derart angeordnet, dass der Schuppenstrom zwischen Bandförderer und Anpressband gefördert wird, wobei das Anpressband mit derselben Geschwindigkeit bewegt wird wie der Bandförderer und einen Pressdruck auf den Schuppenstrom ausübt. Bei gleicher Geschwindigkeit des ersten Zwischen-Bandförderers und des Zuführungs-Bandförderers, verändern sich die Abstände zwischen den Druckprodukten beim Übergang vom Zuführungs-Bandförderer auf den Zwischen-Bandförderer nicht, bei höherer Geschwindigkeit des Zwischen-Bandförderers vergrössern sich die Abstände, bei geringerer Geschwindigkeit des Bandförderers verkleinern sich die Abstände.
- Die Taktierung (Verfahrensschritt 2) wird von einem Taktelement bewirkt, das in Transportrichtung an den Zuführungs-Bandförderer oder an den ersten Zwischen-Bandförderer anschliesst. Taktelemente, die die Abstände eines Schuppenstromes lediglich vergleichmässigen, gehören zum Stande der Technik. Entsprechende Elemente sind beispielsweise in den Patentschriften EP-0254851 und US-4905981 derselben Anmelderin beschrieben, wobei das eine Taktelement mit den Vorderkanten der Druckprodukte, das andere mit den Hinterkanten der Druckprodukte in Interaktion tritt. Um die erfindungsgemässe Aufgabe zu lösen, ist aber hier ein Taktelement gefragt, das einen zugeführten Schuppenstrom je nach Einstellung nicht nur vergleichmässigen sondern auch differenzieren kann; und zwar soll es für diese zwei Aufgaben nicht ausgewechselt werden müssen, sondern soll die Umstellung durch entsprechende Steuerbefehle einer Handeinstellung oder einer zentralen, übergeordneten Intelligenz möglich sein. Ein entsprechendes Taktelement wird im Zusammenhang mit den folgenden Figuren beschrieben.
- Die zweite Funktion des Taktelementes ist die Übergabe der Druckprodukte an den zweiten Zwischen-Bandförderer. Wenn die Geschwindigkeit des zweiten Zwischen-Bandförderers dieselbe ist wie die Geschwindigkeit des Bandförderers, der die Produkte zum Taktelement fördert, wird der mittlere Abstand zwiscben den Druckprodukten im Schuppenstrom auf dem zweiten Zwischen-Bandförderer derselbe sein wie vor dem Taktelement. Ist die Geschwindigkeit des zweiten Zwischen-Bandförderers grösser, vergrössert sich der Abstand, bei kleinerer Geschwindigkeit verkleinert sich sinngemäss auch der Abstand zwischen den Druckprodukten.
- In einem dritten Verfahrensschritt 3 wird der durch das Taktelement und die Geschwindigkeitsverhältnisse der Bandförderer erstellte Schuppenstrom zur Übernahmestelle transportiert, wobei er um ca. 180° nach oben oder nach unten umgelenkt werden kann, wenn die Übernahme an der Oberseite des Schuppenstromes liegende Vorderkanten der Druckprodukte erfordert. Für eine derartige Umlenkung ist der zweite Zwischen-Bandförderer in gleicher Weise ausgerüstet wie der erste Zwischen-Bandförderer.
- Es ist vorteilhaft die Druckprodukte, bevor sie das Taktelement passieren, in bezug auf die Position ihrer seitlichen Kanten auszurichten. Dies geschieht am besten mit entsprechenden Seitenrichtern im Bereiche des Endes des Zuführungs-Bandförderers oder im Bereiche des ersten Zwischen-Bandförderers.
- Figur 2 zeigt nun schematisch eine beispielhafte Ausführungsform der erfindungsgemässen Vorrichtung. Es handelt sich dabei um eine Vorrichtung zur Durchführung des Verfahrens mit erster Umlenkung, Taktierung und zweiter Umlenkung. Die für entsprechende Verfahrensschritte angeordnete Gruppen von Vorrichtungsteilen und die erstellten Formationen von Druckprodukten sind in der Figur mit den gleichen Bezugsziffern bzw. Bezugsbuchstaben bezeichnet wie in der Figur 1, also: Zuführungsstrom A, erste Umlenkung 1 (im wesentlichen erster Zwischen-Bandförderer), Schuppenstrom mit nach unten gerichteten Vorderkanten B, Taktierung 2 (im wesentlichen Bereich zwischen erstem und zweitem Zwischen-Bandförderer mit Taktelement), vergleichmässigter bzw. differenzierter Schuppenstrom mit nach unten gerichteten Vorderkanten C, zweite Umlenkung 3 (im wesentlichen zweiter Zwischen-Bandförderer), Übernahmestrom D, Übernahme 4 (im wesentlichen Abgabebereich des zweiten Zwischen-Bandförderers und Übernahmebereich des Wegförderers), Förderstrom mit Greifern E.
- Der Zuführungsstrom wird auf einem Zuführungs-Bandförderer 5, bestehend aus einem Band 51, einer Aufnahemrolle 52 und einer Abgaberolle 53, zugeführt. Der Zuführungs-Bandförderer kann mit Seitenrichtern 54 flankiert sein und kann derart schwenkbar ausgebildet sein, dass er in eine Schwenkposition 5′ geschwenkt werden kann, wenn der zugeführte Schuppenstrom aus irgend einem Grunde nicht dem Wegförderer zugeführt werden soll.
- Die erste Umlenkung (Verfahrensschritt 1) wird durch einen ersten Zwischen-Bandförderer realisiert. Dieser weist ein Umlenkungsband 11 auf, das über mindesten zwei Rollen, eine Umlenkrolle 12 und eine Abgaberolle 13 läuft und ein Anpressband 14, das beispielsweise über vier (mindestens drei) eigene Rollen 15.1/2/3/4 und über die Umlenkrolle 12 läuft. Von den vier Rollen 15.1/2/3/4 des Anpressbandes ist eine (15.4) im Bereiche der Abgaberolle 53 des Zuführungs-Bandförderers angeordnet und dient als Aufnahmerolle des Zwischen-Bandförderers. Die Anordnung ist dabei derart, dass das Anpressband 14 durch die Umlenkung an der Umlenkrolle 12 einen als konkave Kurve in das von den eigenen Rollen 15.1/2/3/4 aufgespannte Polyeder ragenden Verlauf aufweist, dessen dem Zuführungs-Bandförderer zugewandter Teil etwa dieselbe Richtung aufweist wie die Förderrichtung des Zuführungs-Bandförderers. Eine der Rollen 12 oder 13 wird angetrieben, das Anpressband 14 wird vom Umlenkband 11 geschleppt.
- Der zweite Zwischen-Bandförderer für die zweite Umlenkung (Verfahrensschritt 3) ist im wesentlichen gleich aufgebaut wie der erste Zwischen-Bandförderer, das heisst er weist ein Umlenkband 31 mit einer Umlenkrolle 32 und einer Abgaberolle 33 auf und ein Anpressband 34 mit vier eigenen Rollen 35.1/2/3/4, von denen eine als Aufnahmerolle (35.4) dient und im Bereiche der Abgaberolle 13 des ersten Zwischen-Bandförderers angeordnet ist.
- Zwischen der Abgaberolle 13 des ersten Zwischen-Bandförderers und der Aufnahmerolle 35.4 des zweiten Zwischen-Bandförderers ist ein Taktelement 21 angeordnet. In diesem Bereich wird der Schuppenstrom taktiert (Verfahrensschritt 2), das heisst die Druckprodukte werden an einem Stoppelement 21.1 angehalten und von einem Förderelement 21.2 in getakteter Weise über das Stoppelement gehoben. Funktion und Ausgestaltung des Taktgebers werden im Zusammenhang mit den Figuren 3 und 4 beschrieben. Damit die Taktierung und die darauffolgende Übernahme der Druckprodukte vom zweiten Zwischen-Bandförderer geordnet ablaufen kann, werden die Druckprodukte auch über dieser Stelle von einem Anpressband 24, das über beispielsweise drei Rollen 25.1/2/3 läuft und das vom sich bewegenden Förderelement 21.2 leicht aus seiner durch die drei Rollen definierten Bahn ausgelenkt wird. Die Geschwindigkeit des zweiten Zwischen-Bandförderers richtet sich nach den für eine vorgesehene Übernahme notwendigen Abstände der Druckprodukte.
- Der in der zweiten Umlenkung gebildete Schuppenstrom wird im Bereiche der Abgaberolle 33 des zweiten Zwischen-Bandförderers von Greifern 41.1/2/3.... einer entsprechenden Fördereinrichtung 6 ergriffen (Verfahrensschritt 4). Derartige Anordnungen entsprechen dem zitierten Stande der Technik und sollen aus diesem Grunde an dieser Stelle nicht beschrieben werden. Es ist dabei vorteilhaft, die Greifer über der Übernahmestelle, wie in der Figur dargestellt, solange geradlinig zu bewegen, bis jedes ergriffene Produkt definitiv aus dem Schuppenstrom gelöst ist (in der Figur Greifer 41.4 und 41.5) und die Greifer erst dann um den Kreisbogen einer Umlenkungsrolle zu beschleunigen.
- Eine Vorrichtung wie sie in der Figur 2 dargestellt wird, kann beispielsweise von einem gemeinsamen Antrieb 61 angetrieben werden, wobei die Antriebe der einzelnen Bänder entsprechend übersetzt werden müssen. Soll die Vorrichtung an verschiedene Anwendungen adaptierbar sein, dadurch dass das Verhältnis der Abstände der Druckprodukte im Zuführungsstrom zu den mittleren Abständen im Übernahmestrom variierbar sein soll, müssen die Übersetzungsvorrichtungen entsprechend einstellbar sein.
- Die in der Figur 2 dargestellte Vorrichtung zur Durchführung des erfindungsgemässen Verfahrens als Variante für einen zugeführten Schuppenstrom mit nach oben gerichteten Vorderkanten und eine Übernahme von Druckprodukten mit ebenfalls nach oben gerichteten Vorderkanten bietet den Vorteil, dass sie auf einer minimalen Grundfläche realisiert werden kann, während sie sich in die Höhe ausstreckt, wo üblicherweise der Platz weniger eng limitiert ist. Die gesamte Vorrichtung kann in einem zugänglichen Gehäuse untergebracht sein, in das der Schuppenstrom unten zugeführt und die Produkte oben weggefördert werden.
- Beispielhafte Ausführungsformen der erfindungsgemässen Vorrichtung für andere Anforderungen wären:
- für einen Zuführungsstrom mit nach unten gerichteten Vorderkanten entfällt der erste Zwischen-Bandförderer, wobei der Taktgeber unmittelbar auf die Abgaberolle des Zuführungs-Bandförderers folgt;
- für eine Übernahme aus einem Schuppenstrom mit nach unten gerichteten Vorderkanten ist der zweite Zwischen-Bandförderer nicht als Umlenkungs-Bandförderer sondern als einfaches, geradliniges Transportband ausgestaltet, dessen Funktion es ist, das Verhältnis der Abstände der Druckprodukte auf dem erstem Zwischen-Bandförderer oder dem Zuführungs-Bandförderer und den Abständen bei der Übernahme einzustellen (durch entsprechende relative Geschwindigkeiten) und um die Druckprodukte in der durch Taktelement und Zwischen-Bandförderer erstellten Übernahmekonfiguration an die Übernahmestelle zu transportieren.
- Figur 3 zeigt eine beispielhafte Ausführungsform des bereits im Zusammenhang mit der Figur 2 generell beschriebenen Taktgebers 21. Wie in der Figur 2 sind in dieser Figur dargestellt: die Abgaberolle 13 des ersten Zwischen-Bandförderers (es könnte auch die Abgaberolle 53 des Zuführungs-Bandförderers sein), die Aufnahmerolle 35.4 des zweiten Zwischen-Bandförderers, zwei Rollen 25.1/2 des Anpressbandes 24 der Taktierung und entsprechende Teilstücke des ersten Umlenkbandes 11, des Anpressbandes 34 der zweiten Umlenkung und des Anpressbandes 24 der Taktierung. Die Transportrichtung der Druckprodukte ist mit den Pfeilen F angegeben.
- Das Taktelement 21 weist ein ortsfest montiertes Stoppelement 21.1 auf, dessen Stoppende 21.1′ derart zwischen der Abgaberolle 13, der Aufnahmerolle 35.4 und dem Anpressband 24 angeordnet ist, dass es auf dem Transportband 11 des ersten Zwischen-Bandförderers transportierte Druckexemplare stoppt. Das Stoppelement 21.1 hat quer zur Transportrichtung eine Ausdehnung, die es erlaubt, die Druckprodukte zu stoppen, ohne dass sie sich quer zur Transportrichtung verschieben. In der Mitte dieser queren Ausdehnung weist das Stoppelement 21.1 wenigstens im Bereiche seines Stoppendes 21.1′ eine Lücke auf, durch die sich das Förderelement 21.2 bewegt.
- Das Förderelement 21.2 ist derart beweglich angeordnet, dass sein Förderende 21.2′ in einer senkrechten Ebene in Transportrichtung eine elliptische Bahn H beschreiben kann um diejenige Linie herum, die die beiden Hälften des Stoppendes 21.1′ verbindet. Die Richtung dieser Bewegung ist derart eingerichtet, dass das Förderende 21.2′ sich nach oben bewegt, während es sich in Transportrichtung hinter dem Stoppelement 21.1 befindet, nach unten, während es sich vor dem Stoppelement 21.1 befindet (Pfeile G). Damit das Förderende 21.2′ eine derartige Bewegung ausführen kann, darf es nicht breiter sein als die erwähnte mittlere Lücke im Stoppelement 21.1.
- Das Förderelement 21.2 ist beispielsweise stabförmig mit quer zur Transportrichtung verbreitertem Förderende 21.2′ ausgebildet und wird von einem Antriebsrad 71 und einem Führungsrad 72 angetrieben. Die Achsen der beiden Räder liegen senkrecht zur Transportrichtung und im wesentlichen senkrecht untereinander und senkrecht unter dem Stoppende 21.1′ des Stoppelementes 21.1. Das Förderelement 21.2 ist am Antriebsrad 71 mit einer drehbaren Befestigung 73 in einem von der Achse um r beabstandeten Drehpunkt P.1 (Befestigungspunkt) befestigt und auf dem Führungsrad 72 in einer in einem von der Achse um R beabstandeten Drehpunkt P.2 (Führungspunkt) drehbar montierten Führung 74 geführt. Dabei ist der Durchmesser des vom Befestigungspunkt P.1 beschriebenen Kreises (2r) kleiner als der Durchmesser des vom Führungspunkt P.2 beschriebenen Kreises (2R). Wenn das Antriebsrad 71 und das Führungsrad 72 mit derselben Umdrehungszahl angetrieben werden, beschreibt das Förderende 21.2′ eine Ellipse, deren senkrechter längerer Durchmesser dem Durchmesser 2r entspricht.
- Während das Förderende 21.2′ sich in Transportrichtung vor oder unter dem Stoppende 21.1′ befindet, werden Druckprodukte, die in den Bereich der Taktierung befördert werden am Stoppelement gestoppt Das Förderende 21.2′ nähert sich solchen gestoppten Druckprodukten von unten und zwar mit einer Geschwindigkeit in Transportrichtung F, die sehr klein ist. Es hebt dann bei seiner Weiterbewegung die gestoppten Druckprodukte aus dem Bereich des Stoppendes 21.1′ gegen das Anpressband 24 und beschleunigt sie gleichzeitig. Auf diese Weise werden die Druckprodukte über das Stoppende 21.1′ gehoben und in den Bereich zwischen Anpressband 34 und Anpressband 24 übergeben, durch die sie dann weitergefördert werden. Offensichtlich ist die Bewegung der Druckprodukte vom Verhältnis der Frequenz der Druckprodukte auf dem Band 11 zur Frequenz der elliptischen Bewegung des Förderendes 21.2′ und von der Phasenverschiebung dieser beiden Bewegungen abhängig, beides Parameter, die problemlos ohne mechanische Eingriffe in weitem Rahmen eingestellt werden können.
- Figur 4 zeigt drei Beispiele für die Funktion des Taktelementes, das schematisch durch das Stoppelement 21.1, das Förderelement 21.2 und die elliptische Bewegungsbahn H des Förderendes des Förderelementes 21.2 einerseits und die im Bereiche des Taktelementes geförderten Druckprodukte 80.1/2/3..., 81.1/2/3...., 82.1/2/3.... andererseits dargestellt ist. Die Funktion wird bestimmt durch das Verhältnis der Umlaufzeit des Förderelementes T.1/2/3 zur Taktzeit T des Schuppenstromes (Zeit, die benötigt wird, um ein Druckprodukt an die Position seines Vorelementes zu fördern) und durch die Phasenverschiebung φ.1/2/3 der beiden Bewegungen, also beispielsweise durch die Zeit, um die die nächste Vorderkante vom Stoppelement entfernt ist, wenn das Förderelement in seiner höchsten Position ist.
- In der obersten Zeile ist eine Vergleichmässigung der Abstände in einem zugeführten Schuppenstrom, in der zweiten Zeile die Bildung von Zweiergruppen mit übereinanderliegenden Vorderkanten und in der dritten Zeile die Bildung von Zweiergruppen mit differenzierten Abständen dargestellt. Die Kolonnen stellen das Taktelement in jeweils derselben Position dar. In der ersten Kolonne ist das Förderelement 21.2 in seiner höchsten Position dargestellt, in den folgenden Kolonnen jeweils, nachdem es 90° seiner Bewegung zurückgelegt hat, sodass es in der Kolonne ganz rechts wieder dieselbe Stellung hat wie in der ersten Kolonne. Zwischen der ersten und der letzten Kolonne hat also das Förderende 21.2′ eine elliptische Bewegung gemacht.
- Um die Abstände der Druckprodukte zu vergleichmässigen, müssen das Stoppelement und das Förderelement mit jedem Druckprodukt in Interaktion gebracht werden, das heisst, jedes einzelne Druckprodukt muss am Stoppelement aufgehalten und vom Förderelement über das Stoppelement befördert werden (



- Die zweite Zeile der Figur 4 zeigt die Bildung von Zweiergruppen mit übereinander gelagerten Vorderkanten. Dafür muss gelten:



- Die effektiven Abstände der Druckprodukte nach der Taktierung sind, wie bereits erwähnt, auch abhängig vom Verhältnis der Bandgeschwindigkeiten vor und nach dem Taktelement.
- Die in Figur 4 dargestellten Funktionsweisen des Taktelementes lassen sich fast beliebig erweitern durch Variation des Verhältnisses T/T.x und die Phasenverschiebung φ.x. Weitere Varianten sind auch möglich durch andere Verhältnisse zwischen horizontalem Durchmesser der Ellipse H und dem Druckprodukteabstand vor dem Taktelement.
- Noch mehr Möglichkeiten zur Variation der erstellbaren Formationen können damit erreicht werden, dass zwei oder mehr erfindungsgemässe Taktelemente in Serie hintereinander geschaltet werden, wobei immer zwiscben zwei Taktelementen ein weiteres Förderband angeordnet werden muss.
Claims (16)
- Verfahren zum Wegfördern von Druckprodukten, die in einer Schuppenformation (B) mit untenliegenden vorlaufenden Produktekanten und mit im wesentlichen regelmässigen Abständen auf einem Zuführungs-Bandförderer zugeführt werden, wobei die Druckprodukte einzeln oder in Gruppen von äquidistanten Wegfördermitteln (41) übernommen und weggefördert werden, dadurch gekennzeichnet, dass die zugeführte Schuppenformation (B) mittels eines Taktelementes (21), das auf die vorlaufenden untenliegenden Produktekanten der Druckprodukte alternierend bremsend und beschleunigend wirkt, als weitere Schuppenformation (C) einem Zwischen-Bandförderer übergeben wird, wobei in der weiteren Schuppenformation (C) die Abstände gegenüber der zugeführten Schuppenformation vergleichmässigt oder rhythmisch alternierend sind, und dass die weitere Schuppenformation (C) durch den Zwischen-Bandförderer an eine Übernahmestelle gefördert wird, wo die Produkte einzeln oder in Gruppen von den Wegfördermitteln (41) übernommen werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die weitere Schuppenformation (C) vor der Übernahme durch die Wegfördermittel derart umgelenkt wird, dass für die Übernahme die vorlaufenden Kanten oben liegen.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass für eine Zuführung mit untenliegenden vorlaufenden Produktekanten eine Schuppenformation (A) mit obenliegenden vorlaufenden Produktekanten vor der Zuführung umgelenkt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass mindestens ein Teil der zyklisch wechselnden Produkteabstände in der weiteren Schuppenformation (C) gleich Null ist, sodass mindestens ein Teil der Produkte mit übereinanderliegenden vorlaufenden Kanten zur Übernahmestelle gefördert und durch die Wegfördermittel übernommen wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Zwischen-Bandförderer und der Zuführungs-Bandförderer verschiedene Geschwindigkeiten haben.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Taktelement (21) ein Stoppelement (21.1) und ein Förderelement (21.2) aufweist, wobei das Stoppelement (21.1) zugeförderte Produkte bremsend stoppt und das Förderelement (21.2) sich zyklisch bewegend zugeförderte und/oder gestoppte Produkte über das Stoppelement (21.1) fördert, indem es sie beschleunigt.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass die Produkteabstände in der weiteren Schuppenformation (C) durch Einstellung der Frequenz und der Phase der Bewegung des Förderelementes (21.2) einstellbar sind.
- Vorrichtung zur Durchführung des Verfahrens gemäss einem der Ansprüche 1 bis 7, welche Vorrichtung einen Zuführungs-Bandförderer zur Zuführung einer Schuppenformation (B) von Druckprodukten mit im wesentlichen regelmässigen Abständen und untenliegenden vorlaufenden Produktekanten und einen Wegförderer mit äquidistanten Wegfördermitteln (41) zur Wegförderung von einzelnen Druckprodukten oder Gruppen von Druckprodukten aufweist, dadurch gekennzeichnet, dass die Vorrichtung zwischen dem Zuführungs-Bandförderer und dem Wegförderer ein Taktelement (21) zur alternierend bremsenden und beschleunigenden Wirkung auf die untenliegenden vorlaufenden Produktekanten der Schuppenformation (C) und einen in Förderrichtung auf das Taktelement (21) folgenden Zwischen-Bandförderer (3) zur Übernahme der Druckprodukte vom Taktelement (21) und zu deren Förderung zu einer Übernahmestelle, wo sie von den Wegfördermitteln (41) des Wegförderers übernommen werden, aufweist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass der Zwischen-Bandförderer als Umlenkungs-Förderer (3) ausgestaltet ist und ein Transportband (31), das mindestens über eine Abgaberolle (33) und eine Umlenkrolle (32) läuft, und ein Anpressband (34) das über mindestens drei eigene Rollen (15.1/2/3/4) und über die Umlenkrolle (32) des Umlenkungsbandes läuft, aufweist, wobei die eine eigene Rolle (35.4) im Bereich des Taktelementes (21) positioniert ist.
- Vorrichtung nach einem der Ansprüche 8 oder 9, dadurch gekennzeichnet, dass zwischen dem Zuführungs-Bandförderer und dem Taktelement (21) ein weiterer Zwischen-Bandförderer (1) angeordnet ist und dass auch dieser weitere Zwischen-Bandförderer als Umlenkungs-Bandförderer ausgestaltet ist.
- Vorrichtung nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass das Taktelement (21) ein stationäres Stoppelement (21.1) und ein bewegliches Förderelement (21.2) aufweist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass das Stoppelement (21.1) sich quer zur Transportrichtung erstreckt und in seinem mittleren Bereich eine Lücke aufweist und dass das Förderelement (21.2) derart angeordnet ist, dass es sich durch diese Lücke bewegbar ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass das Förderelement (21.2) stangenförmig mit quer zur Transportrichtung verbreitertem Förderende (21.2') ausgebildet ist, dass es drehbar an einem Antriebsrad (71) befestigt ist und dass es in einer drehbar an einem Führungsrad (72) befestigten Führung (74) geführt ist.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass das Antriebsrad (71) und das Führungsrad (72) senkrecht untereinander und senkrecht unter dem Stoppende (21.1') des Stoppelementes (21.1) angeordnet sind.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die Distanz (r) zwischen der Achse des Antriebsrades (71) und dem Befestigungspunkt (P.1) kleiner ist als die Distanz (R) zwischen der Achse des Führungsrades (72) und dem Führungspunkt (P.2).
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass mindestens ein weiteres Taktelement zwischen dem Taktelement und dem Zwischenbandförderer angeordnet ist und dass zwischen je zwei Taktelementen ein weiteres Transportband angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1904/91 | 1991-06-27 | ||
| CH1904/91A CH683094A5 (de) | 1991-06-27 | 1991-06-27 | Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0520944A1 EP0520944A1 (de) | 1992-12-30 |
| EP0520944B1 true EP0520944B1 (de) | 1996-05-01 |
Family
ID=4221316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92810456A Expired - Lifetime EP0520944B1 (de) | 1991-06-27 | 1992-06-12 | Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US5295679A (de) |
| EP (1) | EP0520944B1 (de) |
| JP (1) | JP3325606B2 (de) |
| AT (1) | ATE137474T1 (de) |
| AU (1) | AU653826B2 (de) |
| CA (1) | CA2071274A1 (de) |
| CH (1) | CH683094A5 (de) |
| DE (1) | DE59206153D1 (de) |
| FI (1) | FI922988A7 (de) |
| RU (1) | RU2074096C1 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5586964A (en) * | 1994-11-02 | 1996-12-24 | B. Bunch Company, Inc. | System for delivering folded paper |
| US5957449A (en) * | 1995-04-11 | 1999-09-28 | Grapha-Holding Ag | Process and device for conveying a stream of print shop products |
| US5882006A (en) * | 1995-10-06 | 1999-03-16 | Baldwin Technology Corporation | Apparatus and method for turning and orienting articles within an article pathway |
| EP0863099B1 (de) * | 1997-03-04 | 2001-11-21 | Ferag AG | Einrichtung zum Vereinzeln gestapelter Druckereiprodukte |
| US6193227B1 (en) * | 1997-04-28 | 2001-02-27 | Grapha-Holding Ag | Continuously feeding sheets with coil unwind control |
| EP0990535B1 (de) * | 1998-09-28 | 2003-11-12 | Grapha-Holding Ag | Verfahren zur Herstellung von Druckerzeugnissen durch Einstecken von wenigstens einem Teilprodukt in ein Hauptprodukt und Einrichtung zur Durchführung des Verfahrens |
| DE59907748D1 (de) | 1998-10-26 | 2003-12-18 | Ferag Ag | Verfahren und vorrichtung zum fördern von druckereierzeugnissen |
| ATE259751T1 (de) * | 1999-05-31 | 2004-03-15 | Ferag Ag | Verfahren und vorrichtung zum transportieren von in einer schuppenformation anfallenden gegenständen |
| US6227532B1 (en) | 1999-06-21 | 2001-05-08 | Gbr Systems Corporation | Sheet turnover mechanism |
| DE50101385D1 (de) | 2000-10-02 | 2004-03-04 | Ferag Ag | Verfahren und Vorrichtung zur Bildung einer Doppelschuppenformation aus Druckereiprodukten |
| EP1227052B1 (de) * | 2001-01-24 | 2004-08-11 | Ferag AG | Verfahren und Einrichtung zum Umgreifen von mit Greifern gehalten geförderten, flachen Gegenständen |
| ATE337996T1 (de) * | 2001-12-21 | 2006-09-15 | Ferag Ag | Verfahren und vorrichtung zum födern von flächigen produkten |
| ATE412602T1 (de) * | 2002-04-18 | 2008-11-15 | Ferag Ag | Verfahren und einrichtung zur zuführung von je einer mehrzahl von flachen teilprodukten in eine serielle weiterverarbeitung |
| JP3895726B2 (ja) | 2003-12-26 | 2007-03-22 | 株式会社東京機械製作所 | 折帳集積装置 |
| EP2243734B1 (de) * | 2009-04-23 | 2011-10-26 | Müller Martini Holding AG | Verfahren zum Wenden von auf einem Förderweg in einem Förderstrom transportierten Druckprodukten |
| CH702403A1 (de) * | 2009-12-07 | 2011-06-15 | Ferag Ag | Verfahren zum Entkoppeln zweier aufeinanderfolgender Produkteströme von Druckprodukten sowie Vorrichtung zur Durchführung des Verfahrens. |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH618398A5 (de) * | 1977-06-06 | 1980-07-31 | Ferag Ag | |
| CH630583A5 (de) * | 1978-06-30 | 1982-06-30 | Ferag Ag | Vorrichtung zum wegfoerdern von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. |
| US4204286A (en) * | 1978-12-11 | 1980-05-27 | Gem Industries Inc. | Spring support |
| CH637091A5 (de) * | 1979-01-29 | 1983-07-15 | Ferag Ag | Vorrichtung zum zufuehren von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten, zu einem transporteur. |
| CH677778A5 (de) * | 1988-03-14 | 1991-06-28 | Ferag Ag |
-
1991
- 1991-06-27 CH CH1904/91A patent/CH683094A5/de not_active IP Right Cessation
-
1992
- 1992-06-12 AT AT92810456T patent/ATE137474T1/de not_active IP Right Cessation
- 1992-06-12 DE DE59206153T patent/DE59206153D1/de not_active Expired - Fee Related
- 1992-06-12 EP EP92810456A patent/EP0520944B1/de not_active Expired - Lifetime
- 1992-06-15 CA CA002071274A patent/CA2071274A1/en not_active Abandoned
- 1992-06-19 AU AU18401/92A patent/AU653826B2/en not_active Ceased
- 1992-06-25 JP JP19343892A patent/JP3325606B2/ja not_active Expired - Fee Related
- 1992-06-26 RU SU925052250A patent/RU2074096C1/ru active
- 1992-06-26 FI FI922988A patent/FI922988A7/fi unknown
- 1992-06-26 US US07/904,703 patent/US5295679A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CH683094A5 (de) | 1994-01-14 |
| FI922988A7 (fi) | 1992-12-28 |
| DE59206153D1 (de) | 1996-06-05 |
| JP3325606B2 (ja) | 2002-09-17 |
| EP0520944A1 (de) | 1992-12-30 |
| US5295679A (en) | 1994-03-22 |
| JPH0664819A (ja) | 1994-03-08 |
| AU653826B2 (en) | 1994-10-13 |
| ATE137474T1 (de) | 1996-05-15 |
| RU2074096C1 (ru) | 1997-02-27 |
| CA2071274A1 (en) | 1992-12-28 |
| AU1840192A (en) | 1993-01-07 |
| FI922988A0 (fi) | 1992-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0520944B1 (de) | Verfahren und Vorrichtung zum Wegfördern von in einem Schuppenstrom zugeführten flächigen Erzeugnissen, insbesondere Druckprodukten | |
| EP0399264B1 (de) | Verfahren und Vorrichtung zum Ändern der Relativstellung von Packungen, insbesondere quaderförmigen Zigaretten-Packungen des Typs Klappschachtel (Hinge-Lid-Packung) | |
| EP1498370B1 (de) | Vorrichtung zum Drehen eines Gegenstandes | |
| DE3742404C2 (de) | Verfahren und Vorrichtung zur Übergabe von Produkten | |
| DE69618181T2 (de) | Verpackungsmaschine für sammelpackungen | |
| DE3735486C2 (de) | ||
| DE3508416C2 (de) | ||
| DE2948589A1 (de) | Vorrichtung zur verteilung von behaeltern in mehreren reihen und anlage, die diese vorrichtung einsetzt | |
| EP0503531A1 (de) | Vorrichtung zur Bildung einer Folge von sich unterlappenden Gegenständen | |
| EP3450359A1 (de) | Vorrichtung und verfahren zum umgang mit in mindestens einer reihe hintereinander bewegten stückgütern | |
| EP0417503A1 (de) | Verfahren und Vorrichtung zum Weiterverarbeiten von gestapelten, vorzugsweise gefalteten Druckereierzeugnissen | |
| DE3438268C2 (de) | ||
| WO1997027132A1 (de) | Verfahren und vorrichtung zur auftrennung oder zusammenführung von behälterzargenabfolgen | |
| EP1914165B1 (de) | Verfahren und Einrichtung zur Erstellung einer Reihe von flachen Objekten | |
| AT516092B1 (de) | Vorrichtung und Verfahren zum Transport von schlauchförmigen Sackkörpern | |
| DE1900615A1 (de) | Vorrichtung zum Palettieren,insbesondere fuer Schlauchabschnittpakete | |
| EP1309504A1 (de) | Verfahren und vorrichtung zur herstellung von kreuzstapeln | |
| EP3375737A1 (de) | Transportabschnitt und verfahren zum einstellen und/oder verstellen mindestens einer transportbahn innerhalb eines transportabschnitts | |
| EP1432633A1 (de) | Verfahren zum verarbeiten von flächigen erzeugnissen und vorrichtung zur durchführung des verfahrens | |
| EP2281765A2 (de) | Vorrichtung and dazugehöriges Verfahren zum Ablegen von Produkten | |
| EP1312568B1 (de) | Zusammentragmaschine zum Bilden von losen Buchblöcken | |
| DE68919933T2 (de) | Blattzuführvorrichtung, die eine verbesserte Blattextraktion besitzt. | |
| DE4314644A1 (de) | Vorrichtung zum Ablegen flacher Gegenstände in Hochkantlage auf einem Transportband oder dergleichen | |
| EP2507155A1 (de) | Verfahren und vorrichtung zum wandeln eines stroms aus flexiblen flachen gegenständen | |
| EP3456668B1 (de) | Transporteinrichtung für faltschachtelzuschnitte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19930607 |
|
| 17Q | First examination report despatched |
Effective date: 19940606 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19960501 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19960501 Ref country code: GB Effective date: 19960501 Ref country code: FR Effective date: 19960501 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19960501 |
|
| REF | Corresponds to: |
Ref document number: 137474 Country of ref document: AT Date of ref document: 19960515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO |
|
| REF | Corresponds to: |
Ref document number: 59206153 Country of ref document: DE Date of ref document: 19960605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19960612 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19960501 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020510 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020531 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020603 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040101 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |