EP0482346B1 - Druckknopf - Google Patents
Druckknopf Download PDFInfo
- Publication number
- EP0482346B1 EP0482346B1 EP91115634A EP91115634A EP0482346B1 EP 0482346 B1 EP0482346 B1 EP 0482346B1 EP 91115634 A EP91115634 A EP 91115634A EP 91115634 A EP91115634 A EP 91115634A EP 0482346 B1 EP0482346 B1 EP 0482346B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- snap fastener
- cap
- rivet shaft
- sheet material
- fastener according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 claims abstract description 52
- 238000007789 sealing Methods 0.000 claims abstract description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 11
- 239000004033 plastic Substances 0.000 claims description 8
- 229920003023 plastic Polymers 0.000 claims description 8
- 230000000149 penetrating effect Effects 0.000 claims description 4
- 229920001971 elastomer Polymers 0.000 claims description 2
- 239000005060 rubber Substances 0.000 claims description 2
- 230000000284 resting effect Effects 0.000 claims 1
- 238000000465 moulding Methods 0.000 abstract 1
- 239000012528 membrane Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B17/00—Press-button or snap fasteners
- A44B17/0064—Details
- A44B17/0088—Details made from sheet metal
Definitions
- the invention relates to a push button for water-impermeable surface materials, consisting of an upper part and a lower part, which can each be fastened to surface materials to be connected and locked together, the upper part and the lower part each consisting of a cap with a rivet shaft penetrating the surface material and a ball part on the other side of the surface material, in which the rivet shaft is fixed in a receiving bore, and wherein in the upper part and / or lower part the perforation point in the surface material is sealed by a sealing ring attached to the rivet shaft so that no water from the outside in through the Perforation point can penetrate.
- a waterproof push button of this type is known from DE-PS 36 44 690. It is used to connect two surface materials, such as fabric panels, and basically consists of an upper part and a lower part, which can be locked together. The upper part is attached to one surface material and the lower part to the other surface material. The upper part and the lower part of the push button each consist of one Cap and is provided on its underside with a rivet shaft that pierces or protrudes through the surface material. It is a self-piercing version of the push button, in which the rivet shaft is inserted through the surface material without pre-punching.
- the upper and lower part of the push button consists of a spherical part on the other side of the surface material, the spherical part being designed as a sphere and a corresponding eyelet, the sphere and the eyelet being lockable with one another.
- the ball part is fastened to the upper or lower part by means of a receiving hole in the form of an opening which receives the rivet shaft to form a rivet.
- the front end of the rivet shaft can either be deformed like a mushroom head by the riveting or, if the rivet shaft is hollow on the inside and open at the front, it can be flanged to the outside.
- the upper or lower part can be fastened with its spherical part centrally in the middle or at several points, for example with multi-point riveting.
- Such snap fasteners are used, for example, in breathable, rainproof sports and rainwear.
- the waterproofness of such clothing is achieved by incorporating a membrane into the fabric of the clothing, which allows water vapor to pass through from the inside out but blocks rain from the outside in.
- Such membranes can consist of Teflon, for example.
- the conventional snap fasteners are used in these waterproof materials, they perforate the membrane, which is waterproof per se, and allow water to pass through in the area of the perforation point, so that the item of clothing is no longer impermeable to rain in the area of the snap fasteners. This is particularly true then noticeably noticeable when the user is in the rain for a long time or when the rain is very heavy.
- the known push button is inserted into the surface material in a self-sealing manner.
- an O-shaped ring is provided in the known push button, which serves as an adhesive layer between the underside of the cap and the outer layer of the surface material or between the underside of the ball and the inner layer of the surface material.
- This O-shaped ring consists of a middle carrier film, which is coated on both sides with an adhesive.
- the adhesive of the O-shaped ring is thermally liquefied, which can be done, for example, by blowing with hot air or with ultrasound.
- the object of the invention is to create a technically simple possibility for sealing a push button in a water-impermeable surface material.
- the invention proposes that the sealing ring is a deformable molded part.
- Such a sealing ring in the form of a deformable molded part has the advantage that a seal between the push button and the water-impermeable surface material can be created in a technically simple manner.
- the seal is achieved by means of the deformable molded part, the deformability ensuring that the material of the molded part creeps into all the leakage points during the attachment process and comes to rest firmly against the surfaces to be sealed and thus effects the seal.
- Such a sealing ring is particularly suitable for metal snap fasteners which undergo almost no deformation during the attachment process and are therefore not self-sealing in contrast to plastic snap fasteners.
- a sealing ring of the type according to the invention can be produced in a technically very simple manner and can also be installed automatically without any problems.
- the molded part preferably consists of plastic, rubber or a comparable deformable material.
- the first-mentioned plastic is preferred, since plastic molded parts can be produced very easily by means of an injection molding process.
- the molded part is arranged essentially in the area between the cap and the surface material. This arrangement between the underside of the cap and the surface material perfectly prevents water from passing between the cap and the surface material.
- the molded part In a preferred constructive embodiment of the molded part, it consists of the sleeve surrounding the rivet shaft, which has an integrally formed ring on the end facing the underside of the cap. Such a molded part is located thus in the corner area between the rivet shaft and the underside of the cap. This creates a large-area sealing area, which reliably prevents water from penetrating.
- the riveted surface material lies on one flat side of the ring, creating a large contact area.
- the outside transition area between the sleeve and the ring is filled in a substantially conical shape.
- the molded part is elastically deformable and is pretensioned after riveting.
- the molded part made of an elastic material has the advantage that it presses firmly against the parts of the push button to be sealed and thus brings about a very reliable sealing effect. This is particularly noticeable when sealing metal snap fasteners.
- the molded part have a smaller inner diameter than the rivet shaft of the cap and a larger outer diameter than the receiving bore of the spring part. Since the molded part thus has an undersize to the rivet shank and an oversize to the sleeve, an interference fit on both sides is created with the advantage of an extremely secure seal.
- This constructive development is particularly suitable for the molded part which, in the manner already described, consists of a sleeve surrounding the rivet shaft, at one end of which a ring is formed.
- the shaped part in addition to the rivet shank, also partially abuts the ball part in the region of the receiving bore.
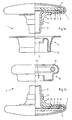
- a push button according to the invention is shown before assembly. It consists of an upper part 1, the is shown in Fig. 1a, and from a lower part 2, which is shown in Fig. 1b. Both the upper part 1 and the lower part 2 of the push button are to be fastened to a water-impermeable surface material 3, which, however, is only shown in the fully assembled state of the push button in FIGS. 2a and 2b.
- This surface material 3 can be, for example, a fabric web that has a central membrane, which can be made of Teflon, for example.
- This membrane is breathable and at the same time impermeable to rain, ie it only lets water vapor through from the inside out, but it blocks rain from the outside in so that the fabric can be used for sports or rainwear.
- An outer layer and an inner layer, which can be made of polyester or polyamide, are applied to both sides of the membrane.
- the top part 1 of the push button shown in FIG. 1 a initially consists of a cap 4 in which an annular, flat rivet flange 5 of a rivet shaft 6 is fixed by flanging the edge 7 of the cap 4.
- the rivet flange 5 and the rivet shaft 6 are formed in one piece and are preferably made of metal.
- the rivet shaft 6 is hollow cylindrical and tapers towards the front end. This front end of the rivet shaft 6 pierces or perforates the surface material 3.
- a sealing plate 8 is inserted between the surface of the rivet flange 5 facing away from the rivet shaft 6 and the bottom of the cap 4 and is squeezed between these two parts.
- This sealing plate 8 is in particular a round, punched-out plastic film which effects a seal between the cap 4 and the rivet flange 5.
- a sealing ring in the form of a molded part 9 made of plastic is pushed onto the rivet shaft 6.
- This molded part 9 consists first of all of a sleeve 9 ', which surrounds the rivet shaft 6, and of a flat ring formed at one end, which rests on the underside 10 of the cap 4 and thereby on the rivet flange 5 such that the sleeve 9' together with the ring 9 ′′ of the molded part 9, fills the ring edge region between the rivet flange 5 and the rivet shaft 6, in contact with these parts.
- the transition region between the sleeve 9 'and the ring 9' 'of the molded part 9 is filled with the plastic material to form a conical surface.
- the inner diameter of the sleeve 9 ' is also smaller than the outer diameter of the rivet shaft 6, so that the molded part 9 is seated in a press fit on the rivet shaft 6 of the cap 4.
- the upper part 1 On the other side of the surface material 3, the upper part 1 has a spherical part in the form of a ball 11 with a protruding snap area 12 and a central receiving bore 13 through which the rivet shaft 6 of the cap 4, after piercing or perforating the surface material 3, is inserted and flanged to the outside becomes, as can be seen in Fig. 2a.
- the receiving bore 13 of the ball 11 has a slightly smaller inner diameter than the outer diameter of the sleeve 9 'of the molded part 9, so that after the cap 4 has been pushed onto the ball 11, the latter has a press fit on the sleeve 9'. of the rivet shaft 6.
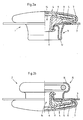
- FIG. 1 a While the state before the upper part 1 is joined together is shown in FIG. 1 a, the state after the cap 4 is joined together with the ball 11 to form the complete upper part 1 on the surface material 3 is shown in FIG. 2a.
- the molded part 9 Due to the elastic plastic, which forms the molded part 9, and due to the fact that the molded part 9 is in a bilateral press fit, the molded part 9 is elastically deformed during the attachment process and set under tension to the surface material 3 between the molded part 9 and the ball 11 riveted waterproof. The pre-tensioning further strengthens the watertight press fit of the molded part 9 on the rivet shaft 6 of the cap 4.
- Fig. 2a can also be seen that the molded part 9 in the region of the receiving bore 13 of the ball 11 is partially directly against the material of the ball 11, without the sheet material 3 is in between. This is the case in the area of riveting the rivet flange. 2a that the rivet flange 5 and the sealing plate 8 are deformed due to the forces acting during the riveting, which is a consequence of the elastic deformability of the molded part 9.
- the lower part 2 of the push button is shown, which is designed corresponding to the upper part 1 in Fig. 1a.
- the ball part is not designed as a ball 11 but as an eyelet 15 with a front snap area 16, the front snap area 12 of the ball 11 being in the snap area 16 of the eyelet 15 for connecting the upper part 1 to the lower part 2 snaps into place.
- the cap 4 of the lower part 2 also has a sealing plate 8 between the bottom of the Cap 4 and the rivet flange 5 of the rivet shaft 6.
- the receiving bore 13 in the eyelet 15 has a smaller inner diameter than the outer diameter of the sleeve 9 'of the molded part 9, so that in this respect identical relationships to the upper part 1 from FIG. 1a result.
- the cap 4 is also riveted to the eyelet 15 in the lower part 2, as is shown in FIG. 2b.
- the elastic molded part 9 is also pretensioned here and creates a watertight seal.
Landscapes
- Slide Fasteners (AREA)
- Insertion Pins And Rivets (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Massaging Devices (AREA)
Description
- Die Erfindung betrifft einen Druckknopf für wasserundurchlässige Flächenmaterialien, bestehend aus einem Oberteil und aus einem Unterteil, die jeweils an zu verbindenden Flächenmaterialien befestigbar und miteinander verrastbar sind, wobei das Oberteil und das Unterteil jeweils aus einer Kappe mit einem das Flächenmaterial durchstoßenden Nietschaft sowie aus einem Kugelteil auf der anderen Seite des Flächenmaterials besteht, in dem der Nietschaft in einer Aufnahmebohrung festgelegt ist, und wobei im Oberteil und/oder Unterteil die Perforationsstelle im Flächenmaterial durch einen auf den Nietschaft aufgesteckten Dichtring derart abgedichtet ist, daß kein Wasser von außen nach innen durch die Perforationsstelle hindurch dringen kann.
- Ein wasserdichter Druckknopf dieser Art ist aus der DE-PS 36 44 690 bekannt. Er dient zum Verbinden zweier Flächenmaterialien, beispielsweise Stoffbahnen, und besteht grundsätzlich aus einem Oberteil und aus einem Unterteil, die miteinander verrastbar sind. Dabei ist das Oberteil am einen Flächenmaterial und das Unterteil am anderen Flächenmaterial befestigt. Das Oberteil und das Unterteil des Druckknopfes besteht dabei jeweils aus einer Kappe und ist an seiner Unterseite mit einem Nietschaft versehen, der das Flächenmaterial durchstößt bzw. durchragt. Es handelt sich dabei um eine selbstlochende Ausführung des Druckknopfes, bei der der Nietschaft ohne Vorlochung durch das Flächenmaterial hindurchgesteckt wird. Weiterhin besteht das Ober- und Unterteil des Druckknopfes aus einem Kugelteil auf der anderen Seite des Flächenmaterials, wobei das Kugelteil als Kugel und dazu korrespondierende Öse ausgebildet ist, wobei die Kugel und die Öse miteinander verrastbar sind. Die Befestigung des Kugelteils am Ober- bzw. Unterteil erfolgt mittels einer Aufnahmebohrung in Form einer Durchbrechung, die den Nietschaft zur Bildung einer Vernietung aufnimmt. Zu diesem Zweck kann das vordere Ende des Nietschaftes entweder durch die Vernietung pilzkopfförmig deformiert oder, wenn der Nietschaft innen hohl und vorne offen ist, nach außen umgebördelt werden. Die Befestigung des Ober- bzw. Unterteils mit seinem Kugelteil kann zentral in der Mitte oder auch an mehreren Punkten beispielsweise mit einer Mehrpunktvernietung erfolgen.
- Derartige Druckknöpfe werden beispielsweise bei atmungsaktiver, regenundurchlässiger Sport- und Regenbekleidung verwendet. Die Wasserdichtigkeit bei derartigen Bekleidungen wird dadurch erreicht, daß man in die Stoffbahnen der Kleidung eine Membrane einarbeitet, die von innen nach außen zwar Wasserdampf durchläßt, von außen nach innen aber Regen sperrt. Derartige Membrane können beispielsweise aus Teflon bestehen.
- Werden die herkömmlichen Druckknöpfe in diese wasserdichten Materialien eingesetzt, perforieren sie die an sich wasserdichte Membrane und lassen im Bereich der Perforationsstelle Wasser durch, so daß das Kleidungsstück im Bereich der Druckknöpfe nicht mehr regenundurchlässig ist. Dies macht sich insbesondere dann nachteilig bemerkbar, wenn sich der Benutzer für längere Zeit im Regen aufhält oder wenn der Regen sehr heftig ist.
- Um zu verhindern, daß Wasser durch die Perforationsstelle hindurch von außen nach innen dringen kann, ist der bekannte Druckknopf selbstdichtend in das Flächenmaterial eingesetzt. Zu diesem Zweck ist bei dem bekannten Druckknopf ein O-förmiger Ring vorgesehen, der als Klebeschicht zwischen der Unterseite der Kappe und der Außenlage des Flächenmaterials bzw. zwischen der Unterseite der Kugel und der Innenlage des Flächenmaterials dient. Dieser O-förmige Ring besteht aus einer mittleren Trägerfolie, die auf beiden Seiten mit einer Klebemasse beschichtet ist. Während des Ansetzvorganges wird die Klebemasse des O-förmigen Ringes thermisch verflüssigt, was beispielsweise durch Anblasen mit Heißluft oder mit Ultraschall erfolgen kann. Durch diese thermische Verflüssigung der Klebemasse durchtränkt diese das Flächenmaterial und verschweißt nach Erkalten die Teile dichtend miteinander. Diese Art der Abdichtung ist durch die Verwendung eines speziellen Kleberinges sowie durch das Erweichen der Klebemasse während des Ansetzvorganges technisch aufwendig. Darüber hinaus können Probleme bei der automatischen Montage des Druckknopfes an dem jeweiligen Flächenmaterial auftreten.
- Davon ausgehend liegt der Erfindung die Aufgabe zugrunde, eine technisch einfache Möglichkeit für die Abdichtung eines Druckknopfes in einem wasserundurchlässigen Flächenmaterial zu schaffen.
- Als technische Lösung wird mit der Erfindung vorgeschlagen, daß der Dichtring ein verformbares Formteil ist.
- Ein derartiger Dichtring in Form eines verformbaren Formteiles hat den Vorteil, daß auf technisch einfache Weise eine Abdichtung zwischen dem Druckknopf und dem wasserundurchlässigen Flächenmaterial geschaffen werden kann. Die Abdichtung wird dabei durch das verformbare Formteil erreicht, wobei die Verformbarkeit dafür sorgt, daß das Material des Formteils während des Ansetzvorganges in sämtliche Undichtigkeitsstellen kriecht sowie fest an den abzudichtenden Flächen zur Anlage kommt und somit die Abdichtung bewirkt. Ein derartiger Dichtring eignet sich insbesondere für Druckknöpfe aus Metall, welche beim Ansetzvorgang so gut wie keiner Verformung unterliegen und somit im Gegensatz zu Kunststoffdruckknöpfen nicht selbstdichtend sind. Ein Dichtring der erfindungsgemäßen Art läßt sich technisch sehr einfach herstellen und läßt sich auch problemlos automatisch montieren.
- Vorzugsweise besteht das Formteil aus Kunststoff, Gummi oder einem vergleichbaren verformbaren Material. Bevorzugt wird allerdings der zuerst genannte Kunststoff, da sich Kunststofformteile sehr einfach mittels eines Spritzvorganges herstellen lassen.
- Eine Weiterbildung schlägt vor, daß das Formteil im wesentlichen im Bereich zwischen der Kappe und dem Flächenmaterial angeordnet ist. Diese Anordnung zwischen der Unterseite der Kappe und dem Flächenmaterial verhindert einwandfrei einen Wasserdurchtritt zwischen der Kappe und dem Flächenmaterial.
- In einer bevorzugten konstruktiven Ausbildung des Formteiles besteht dieses aus der den Nietschaft umgebenden Hülse, die am der Unterseite der Kappe zugewandten Ende einen angeformten Ring aufweist. Ein derart ausgebildetes Formteil befindet sich somit im Eckbereich zwischen dem Nietschaft und der Unterseite der Kappe. Dadurch ist ein großflächiger Dichtbereich geschaffen, welcher zuverlässig einen Wasserdurchtritt verhindert. Das Flächenmaterial liegt dabei im vernieteten Zustand auf der einen Flachseite des Ringes unter Schaffung einer großen Kontaktfläche auf.
- In einer bevorzugten konstruktiven Weiterbildung des auf diese Weise ausgebildeten Formteils ist der außenseitige Übergangsbereich zwischen der Hülse und dem Ring im wesentlichen kegelförmig ausgefüllt. Dies bringt den Vorteil mit sich, daß beim Vernieten der Innenrand der Aufnahmebohrung des Kugelteils auf diesem Kegelabschnitt zu liegen kommt und somit eine sehr dichte Verbindung hergestellt wird.
- In einer bevorzugten Weiterbildung des Formteiles ist dieses elastisch verformbar und steht nach der Vernietung unter Vorspannung. Das Formteil aus einem elastischen Material hat den Vorteil, daß sich dieses fest gegen die abzudichtenden Teile des Druckknopfes preßt und somit eine sehr sichere Dichtwirkung bewirkt. Dies macht sich insbesondere beim Abdichten von Metalldruckknöpfen positiv bemerkbar.
- In einer weiteren bevorzugten Weiterbildung wird vorgeschlagen, daß das Formteil einen kleineren Innendurchmesser als der Nietschaft der Kappe sowie einen größeren Außendurchmesser als die Aufnahmebohrung des Federteils aufweist. Da somit das Formteil ein Untermaß zum Nietschaft sowie ein Übermaß zur Hülse aufweist, wird ein beidseitiger Preßsitz mit dem Vorteil einer überaus sicheren Abdichtung geschaffen. Diese konstruktive Weiterbildung ist insbesondere für dasjenige Formteil geeignet, welches in der bereits zuvor beschriebenen Weise aus einer den Nietschaft umgebenden Hülse besteht, an der an dem einen Ende ein Ring angeformt ist.
- Schließlich wird in einer Weiterbildung vorgeschlagen, daß im vernieteten Zustand das Formteil außer am Nietschaft teilweise auch im Bereich der Aufnahmebohrung direkt am Kugelteil anliegt. Somit wird nicht nur eine Abdichtung zwischen der Kappe und dem Flächenmaterial sondern zusätzlich noch eine Abdichtung zwischen der Kappe und dem Kugelteil geschaffen, was die Dichtwirkung erhöht.
- Ein Ausführungsbeispiel eines erfindungsgemäßen Druckknopfes wird nachfolgend anhand der Zeichnungen beschrieben. In diesen zeigt:
- Fig. 1a
- ein Oberteil des Druckknopfes (hälftig geschnitten) vor der Montage an einem Flächenmaterial;
- Fig. 1b
- das zu Fig. 1a korrespondierende Unterteil des Druckknopfes, ebenfalls vor der Montage an einem zweiten Flächenmaterial;
- Fig. 2a
- das Oberteil aus Fig. 1a nach dem Zusammenfügen und Vernieten der Kappe mit dem Kugelteil;
- Fig. 2b
- das zu Fig. 2a korrespondierende Unterteil des Druckknopfes, ebenfalls nach dem Zusammenfügen und Vernieten der Kappe mit dem Federteil.
- In den Fig. 1a und 1b ist ein erfindungsgemäßer Druckknopf vor der Montage dargestellt. Er besteht aus einem Oberteil 1, das in Fig. 1a dargestellt ist, sowie aus einem Unterteil 2, das in Fig. 1b dargestellt ist. Sowohl das Oberteil 1 als auch das Unterteil 2 des Druckknopfes soll an einem wasserundurchlässigen Flächenmaterial 3 befestigt werden, welches allerdings nur im fertig montierten Zustand des Druckknopfes in den Fig. 2a und 2b dargestellt ist. Dieses Flächenmaterial 3 kann beispielsweise eine Stoffbahn sein, die eine mittlere Membrane aufweist, die beispielsweise aus Teflon bestehen kann. Diese Membrane ist atmungsaktiv und gleichzeitig regenundurchlässig, d.h. sie läßt von innen nach außen nur Wasserdampf durch, von außen nach innen sperrt sie aber Regen, so daß die Stoffbahn für Sport- bzw. Regenbekleidung verwendet werden kann. Beidseitig der Membrane ist dabei auf diese eine Außenlage sowie eine Innenlage aufgebracht, die aus Polyester oder Polyamid hergestellt sein können.
- Das in Fig. 1a dargestellte Oberteil 1 des Druckknopfes besteht zunächst aus einer Kappe 4, in dem ein ringförmiger, flacher Nietflansch 5 eines Nietschaftes 6 durch Umbördeln des Randes 7 der Kappe 4 festgelegt ist. Der Nietflansch 5 sowie der Nietschaft 6 sind dabei einstückig ausgebildet und bestehen vorzugsweise aus Metall. Wie in Fig. 1a zu erkennen ist, ist der Nietschaft 6 hohlzylindrisch ausgebildet und verjüngt sich zum vorderen Ende hin. Dieses vordere Ende des Nietschaftes 6 durchstößt bzw. durchlocht das Flächenmaterial 3.
- Zwischen der dem Nietschaft 6 abgewandten Fläche des Nietflansches 5 und dem Boden der Kappe 4 ist ein Abdichtplättchen 8 eingelegt und zwischen diesen beiden Teile eingequetscht. Dieses Abdichtplättchen 8 ist insbesondere eine runde, ausgestanzte Kunststoffolie, die eine Abdichtung zwischen der Kappe 4 und dem Nietflansch 5 bewirkt.
- Wie in Fig. 1a erkennbar ist, ist auf den Nietschaft 6 ein Dichtring in Form eines Formteils 9 aus Kunststoff aufgeschoben. Dieses Formteil 9 besteht dabei zunächst aus einer Hülse 9', welche den Nietschaft 6 umgibt, sowie aus einem am einen Ende angeformten, flächigen Ring, welcher an der Unterseite 10 der Kappe 4 und dabei am Nietflansch 5 derart anliegt, daß die Hülse 9' zusammen mit dem Ring 9'' des Formteils 9 den Ringkantenbereich zwischen dem Nietflansch 5 und dem Nietschaft 6 unter Anlage an diesen Teilen ausfüllt. Weiterhin ist erkennbar, daß der Übergangsbereich zwischen der Hülse 9' und dem Ring 9'' des Formteils 9 unter Bildung einer Kegelmanteloberfläche mit dem Kunststoffmaterial ausgefüllt ist. Der Innendurchmesser der Hülse 9' ist weiterhin geringer als der Außendurchmesser des Nietschaftes 6, so daß das Formteil 9 im Preßsitz auf dem Nietschaft 6 der Kappe 4 sitzt.
- Auf der anderen Seite des Flächenmaterials 3 besitzt das Oberteil 1 ein Kugelteil in Form einer Kugel 11 mit einem vorstehenden Schnappbereich 12 sowie einer mittleren Aufnahmebohrung 13, durch die der Nietschaft 6 der Kappe 4 nach Durchstoßen bzw. Durchlochen des Flächenmaterials 3 hindurchgesteckt und nach außen umgebördelt wird, wie in Fig. 2a zu erkennen ist.
- Wie in Fig. 1a angedeutet ist, besitzt die Aufnahmebohrung 13 der Kugel 11 einen etwas geringeren Innendurchmesser als der Außendurchmesser der Hülse 9' des Formteils 9, so daß nach Aufschieben der Kappe 4 auf die Kugel 11 sich diese im Preßsitz auf der Hülse 9' des Nietschaftes 6 befindet.
- Während in Fig. 1a der Zustand vor dem Zusammenfügen des Oberteils 1 dargestellt ist, ist in Fig. 2a der Zustand nach dem Zusammenfügen der Kappe 4 mit der Kugel 11 zur Bildung des vollständigen Oberteils 1 am Flächenmaterial 3 dargestellt.
- Nach dem Durchstechen des Nietschaftes 6 durch das Flächenmaterial 3 wird in diesem eine Durchstoßstelle in Form einer Perforationsstelle 14 gebildet, wie in Fig. 2a zu erkennen ist. Nach dem Durchstechen wird das vordere Ende des Nietschaftes 6 in der üblichen Weise vernietet, wie ebenfalls in Fig. 2a zu erkennen ist.
- Aufgrund des elastischen Kunststoffes, welcher das Formteil 9 bildet, sowie aufgrund der Tatsache, daß sich das Formteil 9 im beidseitigen Preßsitz befindet, wird beim Ansetzvorgang das Formteil 9 elastisch verformt und unter Vorspannung gesetzt, um das Flächenmaterial 3 zwischen dem Formteil 9 und der Kugel 11 wasserdicht einzunieten. Durch die Vorspannung wird weiterhin der wasserdichte Preßsitz des Formteils 9 auf dem Nietschaft 6 der Kappe 4 verstärkt. In Fig. 2a ist darüber hinaus erkennbar, daß das Formteil 9 im Bereich der Aufnahmebohrung 13 der Kugel 11 teilweise direkt an dem Material der Kugel 11 anliegt, ohne daß sich das Flächenmaterial 3 dazwischen befindet. Dies ist im Bereich der Umnietung des Nietflansches der Fall. Weiterhin ist in Fig. 2a erkennbar, daß aufgrund der bei der Vernietung wirkenden Kräfte der Nietflansch 5 sowie das Abdichtplättchen 8 verformt werden, was eine Folge der elastischen Verformbarkeit des Formteils 9 ist.
- In Fig. 1b ist das Unterteil 2 des Druckknopfes dargestellt, das entsprechend dem Oberteil 1 in Fig. 1a ausgebildet ist. Der einzige Unterschied besteht lediglich darin, daß das Kugelteil nicht als Kugel 11 sondern als Öse 15 mit einem vorderen Schnappbereich 16 ausgebildet ist, wobei zum Verbinden des Oberteils 1 mit dem Unterteil 2 der vordere Schnappbereich 12 der Kugel 11 in den Schnappbereich 16 der Öse 15 einrastet. Entsprechend wie beim Oberteil 1 weist auch hier die Kappe 4 des Unterteils 2 ein Abdichtplättchen 8 zwischen dem Boden der Kappe 4 und dem Nietflansch 5 des Nietschaftes 6 auf. Gleichermaßen weist die Aufnahmebohrung 13 in der Öse 15 einen geringeren Innendurchmesser auf als der Außendurchmesser der Hülse 9' des Formteils 9, so daß sich insoweit identische Verhältnisse zu dem Oberteil 1 aus Fig. 1a ergeben. In analoger Weise zu der Darstellung in Fig. 2a wird auch beim Unterteil 2 die Kappe 4 mit der Öse 15 vernietet, wie dies in Fig. 2b dargestellt ist. Das elastische Formteil 9 steht auch hier unter Vorspannung und schafft eine wasserundurchlässige Abdichtung.
Claims (7)
- Druckknopf für wasserundurchlässige Flächenmaterialien (3), bestehend aus einem Oberteil (1) und aus einen Unterteil (2), die jeweils an zu verbindenden Flächenmaterialien (3) befestigbar und miteinander verrastbar sind,
wobei das Oberteil (1) und das Unterteil (2) jeweils aus einer Kappe (4) mit einem das Flächenmaterial (3) durchstoßenden Nietschaft (6) sowie aus einem Kugelteil (Kugel ll/Öse 15) auf der anderen Seite des Flächenmaterials (3) besteht, in dem der Nietschaft (6) in einer Aufnahmebohrung (13) festgelegt ist,
und wobei im Oberteil (1) und/oder Unterteil (2) die Perforationsstelle (14) im Flächenmaterial (3) nur durch einen sowohl für das Oberteil (1) als auch für das Unterteil (2) verwendbaren und jeweils auf den Nietschaft (6) aufgesteckten Dichtring derart abgedichtet ist, daß kein Wasser von außen nach innen durch die Perforationsstelle (14) hindurch dringen kann,
dadurch gekennzeichnet,
daß der Dichtring ein elastisch verformbares Formteil (9) ist, welches nach der Vernietung unter Vorspannung steht. - Druckknopf nach Anspruch 1, dadurch gekennzeichnet, daß das Formteil (9) aus Kunststoff, Gummi oder einem vergleichbaren verformbaren Material besteht.
- Druckknopf nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß das Formteil (9) im wesentlichen im Bereich zwischen der Kappe (4) und dem Flächenmaterial (3) angeordnet ist.
- Druckknopf nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das Formteil (9) aus einer den Nietschaft (6) umgebenden Hülse (9') besteht, die am der Unterseite (10) der Kappe (4) zugewandten Ende einen angeformten Ring (9'') aufweist.
- Druckknopf nach Anspruch 4, dadurch gekennzeichnet, daß der außenseitige Übergangsbereich zwischen der Hülse (9') und dem Ring (9'') im wesentlichen kegelförmig ausgefüllt ist.
- Druckknopf nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß das Formteil einen kleineren Innendurchmesser als der Nietschaft (6) der Kappe (4) sowie einen größeren Außendurchmesser als die Aufnahmebohrung (13) des Kugelteils (Kugel 11/Öse 15) aufweist.
- Druckknopf nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß im vernieteten Zustand das Formteil (9) außer am Nietschaft (6) teilweise auch im Bereich der Aufnahmebohrung (13) direkt am Kugelteil (Kugel 11/Öse 15) anliegt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE9014692U | 1990-10-24 | ||
| DE9014692U DE9014692U1 (de) | 1990-10-24 | 1990-10-24 | Druckknopf |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0482346A1 EP0482346A1 (de) | 1992-04-29 |
| EP0482346B1 true EP0482346B1 (de) | 1994-05-18 |
Family
ID=6858681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91115634A Expired - Lifetime EP0482346B1 (de) | 1990-10-24 | 1991-09-14 | Druckknopf |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0482346B1 (de) |
| AT (1) | ATE105679T1 (de) |
| DE (2) | DE9014692U1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9216068U1 (de) * | 1992-11-26 | 1993-01-14 | Stocko Metallwarenfabriken Henkels Und Sohn Gmbh & Co, 5600 Wuppertal | Schuhbeschlag |
| DE4444333A1 (de) * | 1994-12-13 | 1996-06-20 | Happich Gmbh Gebr | Druckknopfartige Befestigungsvorrichtung |
| DE19746908C2 (de) * | 1997-10-23 | 2001-02-22 | Stocko Fasteners Gmbh | Wasserdichter Druckknopf |
| ES2214765T3 (es) * | 1999-04-15 | 2004-09-16 | Ykk Europe Ltd. | Elemento de cierre a presion impermeable al agua. |
| US7814624B2 (en) | 2007-01-23 | 2010-10-19 | Ykk Corporation | Self draining snap fastener sockets |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0401574A2 (de) * | 1989-06-06 | 1990-12-12 | William Prym GmbH & Co. KG | Druckknopfverbindung |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3644690C1 (en) * | 1986-12-30 | 1987-08-20 | Stocko Metallwarenfab Henkels | Snap fastener |
| DE3742007C1 (de) * | 1987-12-11 | 1988-06-09 | Stocko Metallwarenfab Henkels | Druckknopf |
| DE3932907C1 (en) * | 1989-10-03 | 1990-05-10 | Stocko Metallwarenfabriken Henkels Und Sohn Gmbh & Co, 5600 Wuppertal, De | Watertight press-stud for flat materials - incorporates two interlocking components gripping material |
-
1990
- 1990-10-24 DE DE9014692U patent/DE9014692U1/de not_active Expired - Lifetime
-
1991
- 1991-09-14 EP EP91115634A patent/EP0482346B1/de not_active Expired - Lifetime
- 1991-09-14 DE DE59101668T patent/DE59101668D1/de not_active Expired - Lifetime
- 1991-09-14 AT AT91115634T patent/ATE105679T1/de not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0401574A2 (de) * | 1989-06-06 | 1990-12-12 | William Prym GmbH & Co. KG | Druckknopfverbindung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0482346A1 (de) | 1992-04-29 |
| DE9014692U1 (de) | 1991-01-03 |
| DE59101668D1 (de) | 1994-06-23 |
| ATE105679T1 (de) | 1994-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0401574B1 (de) | Druckknopfverbindung | |
| DE10108902B4 (de) | Kugelgelenk mit Dichtungssystem | |
| DE1030111B (de) | Fluessigkeitsdichtes Befestigungselement | |
| EP0482346B1 (de) | Druckknopf | |
| DE19741779B4 (de) | Druckknopf | |
| EP0716819B1 (de) | Druckknopfartige Befestigungsvorrichtung | |
| EP0489067B1 (de) | Knopfverschluss, insbesondere für kleidungsstücke | |
| DE3644690C1 (en) | Snap fastener | |
| EP0320633B1 (de) | Druckknopf | |
| DE19731207C2 (de) | Druckknopf | |
| DE2057999C3 (de) | Verfahren zum Befestigen eines einteiligen Kunststoffknopfes z.B. an Textilgewebe od.dgl. Material | |
| DE1610444C3 (de) | Druckknopfverschlußteil | |
| DE112019005753T5 (de) | Dichtelement für öffnungen | |
| DE19746908A1 (de) | Wasserdichtes Druckknopfteil | |
| DE3932907C1 (en) | Watertight press-stud for flat materials - incorporates two interlocking components gripping material | |
| DE2335469A1 (de) | Antriebsgestaenge, insbesondere fuer scheibenreinigungsanlagen in kraftfahrzeugen | |
| EP0599025B1 (de) | Schuhbeschlag | |
| DE2829714A1 (de) | Knopf und vorrichtung zu dessen montage | |
| EP0674858B1 (de) | Wasserdichte Kappenniete für eine Stabfederöse und Verfahren zu deren Verbindung miteinander | |
| DE3227686A1 (de) | Oese | |
| DE2517822C3 (de) | Verriegelungsvorrichtung für einen Spannring | |
| DE4016077A1 (de) | Druckknopfverbindung | |
| DE7238313U (de) | Ventilanordnung fuer aufblasbare hohlkoerper insbesondere aus gummielastischen stoffen | |
| DE3438195C2 (de) | Niet | |
| DE3312974A1 (de) | Druckknopfteil mit zackenring-befestigung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR IT |
|
| 17P | Request for examination filed |
Effective date: 19920403 |
|
| 17Q | First examination report despatched |
Effective date: 19930115 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR IT |
|
| REF | Corresponds to: |
Ref document number: 105679 Country of ref document: AT Date of ref document: 19940615 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59101668 Country of ref document: DE Date of ref document: 19940623 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090911 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090915 Year of fee payment: 19 Ref country code: FR Payment date: 20091012 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100908 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100914 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100914 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59101668 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59101668 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20110915 |