EP0468607A1 - Flüssigkeitsgekühlte Kokille für das Stranggiessen von Metallen - Google Patents
Flüssigkeitsgekühlte Kokille für das Stranggiessen von Metallen Download PDFInfo
- Publication number
- EP0468607A1 EP0468607A1 EP91250192A EP91250192A EP0468607A1 EP 0468607 A1 EP0468607 A1 EP 0468607A1 EP 91250192 A EP91250192 A EP 91250192A EP 91250192 A EP91250192 A EP 91250192A EP 0468607 A1 EP0468607 A1 EP 0468607A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spring elements
- support plate
- mold according
- plates
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009749 continuous casting Methods 0.000 title claims abstract description 5
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 4
- 239000002184 metal Substances 0.000 title claims abstract description 4
- 150000002739 metals Chemical class 0.000 title claims abstract description 4
- 239000012530 fluid Substances 0.000 title 1
- 238000005266 casting Methods 0.000 claims abstract description 18
- 238000001816 cooling Methods 0.000 claims abstract description 7
- 238000007493 shaping process Methods 0.000 claims abstract description 7
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 3
- 239000010959 steel Substances 0.000 claims abstract description 3
- 239000007769 metal material Substances 0.000 claims abstract 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 9
- 239000010949 copper Substances 0.000 claims description 9
- 230000003068 static effect Effects 0.000 claims description 8
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 claims description 5
- 239000000110 cooling liquid Substances 0.000 claims description 2
- 238000009827 uniform distribution Methods 0.000 claims description 2
- 239000002826 coolant Substances 0.000 claims 1
- 238000006073 displacement reaction Methods 0.000 claims 1
- 230000010355 oscillation Effects 0.000 abstract description 19
- 239000000725 suspension Substances 0.000 abstract description 2
- 239000012809 cooling fluid Substances 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000002585 base Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 241001295925 Gegenes Species 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000003637 basic solution Substances 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/053—Means for oscillating the moulds
Definitions
- the invention relates to a liquid-cooled mold for the continuous casting of metals, in particular steel.
- tube molds are usually used for the production of billet, bloom and round strands, and plate molds are used for the production of slabs.
- the molds are oscillated in the casting direction.
- a sinusoidal mold movement is preferred, the speed of the downward movement of the mold being greater than the generally constant strip withdrawal speed (negative strip).
- the frequency and the stroke height of the oscillation movement are matched to the strand withdrawal speed.
- a frequency of approximately 100 vibrations per minute at stroke heights (amplitude of one vibration) of 4 to 15 mm are common values.
- higher numbers of vibrations have already been proposed. The realization has so far failed due to the size of the mass to be moved.
- the mass to be moved is approx. 30 t for the specified slab format.
- tubular molds such as those used to produce round strands or rectangular strands in billet or bloom format (100 - 500 mm 0 or 100 x 100 - 400 x 400 mm)
- the mass of the mold is lower and lies between 1.3 - 2.5 t, however, comparable difficulties can also be found here if a certain level of the oscillation frequency at low lifting heights and high line withdrawal speeds of z. B. 4 m / min and more while maintaining the "negative strip", ie leading the mold compared to the strand withdrawal speed during the downward stroke, should be ensured.
- the invention has for its object to reduce the suspension of the molds with inclusion of the oscillation device in the mass to be moved in liquid-cooled, oscillatably mounted molds in order to be able to set higher vibrations with the least possible power requirement.
- the plate mold shown in Fig. 1 consists of the shaping wall 1 in the form of copper plates, which form the mold cavity for the strand to be produced.
- the copper plates 1 are attached to support plates 2.
- the copper plates 1 are water-cooled.
- the cooling liquid is supplied to or removed from the support plates 2 of the broad sides via flexible lines and the connections 14 and the flow channel 15 (FIG. 2).
- the copper plates 1 of the narrow sides 3 can be supplied in the same way.
- the narrow sides 3 are clamped between the broad side plates 1, 2 and are carried by adjusting devices 5, with which the width of the slab to be produced is fixed, which in turn are fastened to clamping elements 13, which connect the support plates 2 outside the flow channels 15.
- a multiplicity of spring elements 7 - here leaf springs - are fastened on one side.
- laminated bodies which are formed from leaf springs with vulcanized-in intermediate layers of elastomers can also be used as spring elements.
- the leaf springs are evenly spaced from one another over the surface and extend transversely to the casting direction.
- the leaf springs are attached to a support plate 6 at their other ends.
- the support plates 6 are in turn fastened by spring-loaded, hydraulically decoupled adjustment and adjustment elements 11 (see FIG. 5) to a stationary base frame 12 encompassing the support plates 6 and the narrow side plates 3.
- Adjustment and adjustment elements 10, 11 provide an adjustment and alignment of the broad sides to different slab thicknesses with corresponding narrow side plates 3.
- cooling water is supplied to the oscillating plates (1, 2, 3) from the base frame (12) via hose connections 14 through the support plates (6) and a flow channel 15 provided on the back of the support plates (2) . Due to the water flow over the broad sides, the use of several hose connections is possible, so that the water distribution and pressure adjustment largely take place in the non-oscillating area of the mold and the flow cross section on the moving support plates can be minimized. It is also possible to make the upper and lower row of spring plates closed and to seal the sides with elastic elements in order to protect the components located within this area from the extremely aggressive environmental influences in the area of the system.
- the wall 1 which forms the mold cavity for the strand to be produced, consists of a copper tube of circular cross-sectional shape with a curved longitudinal axis 19.
- the copper pipe 1 is surrounded in a manner known per se by a water guide jacket 20 and is held by means of flanges 18 provided on the pipe ends and a tubular support plate 2 surrounding the copper pipe 1 and the water guide jacket 20.
- the flanges 18 have a rectangular shape in plan view.
- the spring elements 7, also formed here as leaf springs are arranged transversely to the casting direction.
- the spring elements 7 are fastened via mounting strips 8 to a respective support plate 6 which is connected to a base frame 12.
- the mold can be oscillated by means of a hydraulic cylinder 16, which on the one hand engages the support plate 2 and on the other hand is supported on the support plate 6 via a connecting web 21.
- the oscillation drive 16 is directly connected to the mass to be oscillated without the interposition of the usual intermediate gear or intermediate linkage.
- the spring elements 7 are aligned with their longitudinal axis 7 'so that their imaginary extensions intersect at the center of curvature 22 of the mold, or in a line through the center of curvature 22 and perpendicular to the spring element axes 7'. Since in a mold tube with a straight axis 19 the "center of curvature" is infinite, the spring elements 7 arranged one above the other and fastened to the two tube ends are generally parallel to one another.
- the invention is of course also applicable to a tubular mold in which the cooling is carried out by cooling channels running in the wall 1.
- the tubular support plate 2 can rest directly on the wall 1 and the spring elements can be attached analogously in the manner described for the slab mold.
- Handlebar length, width and number result essentially from the available installation space and the structural design of the crystallizer plates used, different designs are quite possible here, the handlebar thicknesses then having to be adjusted accordingly.
- the guidance accuracy is therefore dependent on the dimensions and the mounting positions of the handlebars.
- the handlebars are arranged as follows: Starting from an orientation in which the extension of the imaginary connecting lines from the inner and outer articulation points of all the handlebars point to the center of the casting, the mold-side articulation points are shifted upwards by the amount of the static depression. This arrangement is a prerequisite for the slight deviation of all points of contact between the strand and the shaping wall.
- Static countersink is understood to mean the change in position of the spring elements due to the load with the mass to be oscillated.
- the dynamic zero position that is to say the “center of oscillation”
- the two shaping walls are designated by 1, which accommodate the strand between them.
- the shaping walls are attached to the support plates 2.
- the support plates 2 are connected to the support plate 6 via spring elements 7.
- the "constructive zero position" is designated by a.
- the point of application of the leaf springs 7 on the support plate is offset by the amount of the static sag.
- the dynamic zero position b results from this.
- the dynamic zero position is at the same time the operating point around which the support plate 2 oscillates with the shaping wall 1, the top dead center of the oscillation being denoted by c and the bottom dead center of the oscillation being denoted by d.
- a hydraulic cylinder is particularly recommended as an oscillation drive.
- the hydraulic cylinder can be designed small, since basically only the friction between the mold wall and the strand shell has to be overcome. Since the hydraulic cylinder can also be operated at operating pressures below 10 bar, the cooling water system of the mold or that of the machine cooling can be used as a power source. Furthermore, the solution that can be implemented with the invention is recommended due to the design with the smallest space requirement for use in multiple continuous casting plants with billet and bloom formats.
- the design of the spring elements will be explained below with reference to FIGS. 9-11. It is essential that the spring elements can be produced as coherent units during manufacture or as spring assemblies, which are then only to be pushed into the jaws in a simple manner before screwing and thus fastening to corresponding brackets of the support plate or support plate. There are no differences for the assembly, whether it is a single spring in the spring element or a multiple arrangement of, for example, two or three springs. Correspondingly dimensioned intermediate layers ensure the spacing or the storage of the spring element (s) in the clamping pieces and thus the clamping jaws.
- brackets 117 are arranged on the support plate or support plate. These brackets form support surfaces for the clamping jaws 111.
- the clamping jaws 111 have a circular bore when viewed in cross section.
- Clamping pieces 112, which are produced from two cylinder sections, are arranged in this bore. In their shape, as can be seen from FIG. 9, these clamping pieces are adapted to the bore in the clamping jaws and, viewed in cross-section, again have a semicircular surface lying against the inner wall of the bore and a flat surface which faces the spring element (s) ( are).
- two spring elements 116 are provided.
- the intermediate layers can also be made from consistently thick flat material. Deviating from the illustration in FIG. 11, only one spring element is provided in FIG. 11, corresponding intermediate layers being shown here above and below. For comparison, FIG. 11 corresponds to the illustration in FIG. 9 and finally an arrangement with three spring elements can be seen in FIG. 11, in which correspondingly thinner intermediate layers are used.
- a fitting sleeve 113 is hammered in, which then holds the spring element or the spring elements together with the clamping pieces at both ends.
- This unit can then be inserted laterally into the holes in the clamping jaws, and then the screws indicated with 115 are passed through a corresponding hole in the clamping jaws or through the adapter sleeve and the bracket 117, and when screwing this is not only an adjustment but also also a firm connection between the spring elements and the console via the clamping pieces or clamping jaws. It is essential that - and this can be seen from FIG. 9 - the screws 115 have a smaller diameter than the inside dimension of the adapter sleeve. Due to the shape of the surfaces of the clamping pieces or clamping jaws and the dimensioning of the clamping screws, both axial forces and bending moments from the spring elements are frictionally transmitted to the brackets during operation of the mold. The described linkage acts like a rigid connection in operation. The effect as a rotary or rotary-push joint is limited to the adjustment process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Freezing, Cooling And Drying Of Foods (AREA)
- Springs (AREA)
- Adornments (AREA)
Abstract
Description
- Die Erfindung betrifft eine flüssigkeitsgekühlte Kokille für das Stranggießen von Metallen, insbesondere Stahl.
- Je nach zu erzeugendem Strangformat (Strangabmessung) werden üblicherweise zur Herstellung von Knüppel-, Bloom- und Rundsträngen Rohrkokillen, für die Herstellung von Brammen Plattenkokillen benutzt.
- Unabhängig vom Strangformat werden die Kokillen in Gießrichtung oszilliert. Dabei wird eine sinusförmige Kokillenbewegung bevorzugt, wobei die Geschwindigkeit der Abwärtsbewegung der Kokille größer als die in der Regel konstante Strangabzugsgeschwindigkeit ist (negativ strip).
- Die Frequenz und die Hubhöhe der Oszillationsbewegung wird dabei auf die Strangabzugsgeschwindigkeit abgestimmt. So sind beispielsweise bei Brammenformaten der Abmessung 250 mm x 2000 mm bei Strangabzugsgeschwindigkeiten von 1,3 m/min eine Frequenz von ca. 100 Schwingungen pro Minute bei Hubhöhen (Amplitude einer Schwingung) von 4 bis 15 mm gebräuchliche Werte. Hinsichtlich der Frequenz sind auch schon höhere Schwingungszahlen vorgeschlagen worden. Die Realisierung scheiterte aber bisher an der Größe der zu bewegenden Masse. Für das angegebene Brammenformat beträgt die zu bewegende Masse ca. 30 t. Bei Rohrkokillen, wie sie zur Erzeugung von Rundsträngen oder auch Rechtecksträngen im Knüppel- oder Bloomformat (100 - 500 mm 0 bzw. 100 x 100 - 400 x 400 mm) benutzt werden, ist zwar die Masse der Kokille geringer und liegt zwischen 1,3 - 2,5 t, jedoch sind auch hier vergleichbare Schwierigkeiten festzustellen, wenn eine bestimmte Höhe der Schwingungsfrequenz bei niedrigen Hubhöhen und hohen Strangabzugsgeschwindigkeiten von z. B. 4 m/min und mehr unter Beibehaltung des "negativ strip", also Voreilung der Kokille gegenüber der Strangabzugsgeschwindigkeit beim Abwärtshub, gewährleistet werden soll.
- Der Erfindung liegt die Aufgabe zugrunde, bei flüssigkeitsgekühlten, oszillierbar gelagerten Kokillen die Aufhängung der Kokillen unter Einbeziehung der Oszillationseinrichtung in der zu bewegenden Masse zu verringern, um höhere Schwingungszahlen bei geringstmöglichem Kraftbedarf einstellen zu können.
- Die Aufgabe wird erfindungsgemäß bei einer Kokille gemäß Gattungsbegriff des Anspruches 1 mit den Maßnahmen des kennzeichnenden Teils des Anspruches 1 gelöst. Vorteilhafte weitere Ausgestaltungen der Erfindung sind in den Unteransprüchen angegeben.
- Anhand der Zeichnungen, die Ausführungsbeispiele der Erfindung darstellen, soll die Erfindung näher erläutert werden.
- Es zeigen
- Fig. 1 eine perspektivische Ansicht einer Plattenkokille für Brammen,
- Fig. 2 eine perspektivische Ansicht des durch die Erfindung näher beschriebenen Bereichs der Kokille nach Fig. 1,
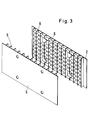
- Fig. 3 eine Einzeldarstellung einer Stütz- und Halteplatte nach Fig. 2,
- Fig. 4 eine Seitenansicht nach dem Schnitt A-A nach Fig. 1,
- Fig. 5 einen Schnitt B-B nach Fig. 1,
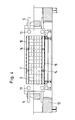
- Fig. 6 eine Draufsicht auf eine Rohrkokille,
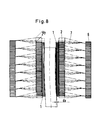
- Fig. 7 einen Schnitt C-C nach Fig. 6.
- Fig. 8 eine Prinzipdarstellung der Lage der Federelemente.
- Fig. 9 einen Längsschnitt durch die montierten Federelemente,
- Fig. 10 eine Aufsicht auf Figur 9 sowie die
- Fig. 11 a-c Einzelheiten der Anordnung von einer, zwei bzw. drei Federn.
- In den Zeichnungen sind gleiche Teile mit gleichen Bezugsziffern versehen.
- Die in Fig. 1 dargestellte Plattenkokille besteht aus der formgebenden Wandung 1 in Form von Kupferplatten, die den Formhohlraum für den zu erzeugenden Strang bilden. Die Kupferplatten 1 sind an Stützplatten 2 befestigt. Die Kupferplatten 1 sind wassergekühlt. Die Kühlflüssigkeit wird über flexible Leitungen und die Anschlüsse 14 und den Strömungskanal 15 (Fig. 2) den Stützplatten 2 der Breitseiten zu- bzw. von diesen abgeführt. Die Versorgung der Kupferplatten 1 der Schmalseiten 3 kann in gleicher Weise erfolgen. Die Schmalseiten 3 sind zwischen den Breitseitenplatten 1, 2 eingespannt und werden von Verstelleinrichtungen 5, mit denen die Breite der zu erzeugenden Bramme festgelegt wird, getragen, die ihrerseits an Spannelementen 13, die die Stützplatten 2 außerhalb der Strömungskanäle 15 verbinden, befestigt sind. An den Außenseiten, also den dem Gießraum abgewandten Seiten der Stützplatten 2 ist eine Vielzahl von Federelementen 7 - hier Blattfedern - einseitig befestigt. Natürlich können als Federelemente auch Schichtkörper verwendet werden, die aus Blattfedern mit einvulkanisierten Zwischenschichten aus Elastomeren gebildet sind. Die Blattfedern sind mit Abstand voneinander über die Fläche gleichmäßig verteilt angeordnet und erstrecken sich quer zur Gießrichtung. Mit ihren anderen Enden sind die Blattfedern an einer Tragplatte 6 befestigt. Die Tragplatten 6 sind wiederum über federbeaufschlagte, hydraulisch entkoppelbare Anstell- 10 und Justierelemente 11 (s. Fig. 5) an einem ortsfesten, die Tragplatten 6 und die Schmalseitenplatten 3 umgreifenden Grundrahmen 12 befestigt. Durch die Anstell- und Justierelemente 10, 11 ist eine Einstellung und Ausrichtung der Breitseiten auf verschiedene Brammendicken bei entsprechenden Schmalseitenplatten 3 gegeben. Die zur Oszillation notwendige Einrichtung 16, 17, nach Fig. 2 und 5 in Form eines Hydraulikzylinders 16 als Antrieb über einem Hebel 17, greift an der oder den Stützplatten 2 am Fuß der Kokille an.
- Durch diese prinzipielle Lösung wird erreicht, daß nur noch der eigentliche Kristallisator, also die Kupferplatten mit den zugehörigen Stützplatten einschließlich der Verstelleinrichtung für die Schmalseiten durch die Oszillationseinrichtung zu bewegen sind. Gegenüber den herkömmlichen Brammenkokillen wird eine Reduzierung der zu bewegenden Masse um ca. 60 % erzielt. Dadurch kann einerseits eine höhere Schwingungszahl erzielt werden, andererseits der Antrieb (16) der Oszillationseinrichtung kleiner gebaut und auf dem Grundrahmen (12) befestigt werden. Damit ist gleichzeitig eine Verkürzung bzw. eine Verringerung der zur Übertragung der Kräfte vom Antrieb auf die Kokille sonst nötigen Mechanik gegeben. Ein weiterer Vorteil ist dadurch gegeben, daß das Kühlwasser den oszillierenden Platten (1, 2, 3) vom Grundrahmen (12) aus über Schlauchverbindungen 14 durch die Tragplatten (6) und einen auf der Rückseite der Stützplatten (2) angebrachten Strömungskanal 15 zugeführt wird. Durch die Wasserführung über die Breitseiten ist die Verwendung mehrerer Schlauchverbindungen möglich, so daß die Wasserverteilung und Druckangleichung weitestgehend im nichtoszillierenden Bereich der Kokille geschehen und der Strömungsquerschnitt an den bewegten Stützplatten minimiert werden kann. Außerdem ist es möglich, die obere und untere Federblechreihe geschlossen auszuführen und die Seiten durch elastische Elemente anzudichten, um die innerhalb dieses Bereiches befindlichen Bauteile vor den außerordentlich aggressiven Umgebungseinflüssen im Anlagenbereich zu schützen.
- Bei der in den Fig. 6 und 7 dargestellten Rohrkokille besteht die Wandung 1, die den Formhohlraum für den zu erzeugenden Strang bildet, aus einem Kupferrohr kreisrunder Querschnittsform mit gekrümmter Längsachse 19. Natürlich können auch Rohre mit rechteckiger oder polygonaler Querschnittsform und gerader Längsachse 19 verwendet werden. Das Kupferrohr 1 ist in an sich bekannter Weise von einem Wasserleitmantel 20 umgeben und wird über an den Rohrenden vorgesehene Flansche 18 und einer das Kupferrohr 1 und den Wasserleitmantel 20 umschließenden rohrförmigen Stützplatte 2 gehalten. Die Flansche 18 haben in der Draufsicht eine rechteckige Form. An zwei sich einander gegenüberliegenden Seiten der Flansche 18 sind die Federelemente 7, auch hier als Blattfedern ausgebildet, quer zur Gießrichtung angeordnet. Die Federelemente 7 sind über Befestigungsleisten 8 an je einer Tragplatte 6, die mit einem Grundrahmen 12 verbunden ist, befestigt. Die Kokille ist mittels eines Hydraulikzylinders 16, der einerseits an der Stützplatte 2 angreift und sich andererseits an der Tragplatte 6 über einen Verbindungssteg 21 abstützt, oszillierbar.
- Hier ist also der Oszillationsantrieb 16 ohne Zwischenschaltung der üblichen Zwischengetriebe oder Zwischengestänge direkt mit der zu oszillierenden Masse verbunden. Die Federelemente 7 sind mit ihrer Längsachse 7' so ausgerichtet, daß ihre gedachten Verlängerungen sich im Krümmungsmittelpunkt 22 der Kokille, bzw. in einer durch den Krümmungsmittelpunkt 22 gelegten, senkrecht zu den Federelementachsen 7' verlaufenden Linie, schneiden. Da bei einem Kokillenrohr mit gerader Achse 19 der "Krümmungsmittelpunkt" im Unendlichen liegt, liegen die übereinander angeordneten, an den beiden Rohrenden befestigten Federelemente 7 insgesamt parallel zueinander.
- Es liegt mit im Rahmen der Erfindung, bei einer Kokille mit gerader Achse 19, den Flansch 18 in der Draufsicht mit polygonaler oder runder Umfangsbegrenzung auszubilden und die Federelemente 7 in gleichmäßiger Verteilung derart anzuordnen, daß die Achsen 7' der Federelemente 7 auf einem Radiusstrahl liegen, der von der Achse 19 der Kokille ausgeht.
- Die Erfindung ist natürlich auch anwendbar bei einer Rohrkokille, bei der die Kühlung durch in der Wandung 1 verlaufende Kühlkanäle erfolgt. Hier kann die rohrförmige Stützplatte 2 direkt an der Wandung 1 anliegen und die Befestigung der Federelemente analog in der Weise erfolgen, wie bei der Brammenkokille beschrieben.
- Wie aus den vorstehenden Darlegungen ersichtlich, ist, insbesondere bei Plattenkokillen, die Verbindung zwischen feststehenden (Tragplatten) und bewegbaren (Stützplatten) Kokillenteilen über die Federelemente so ausgelegt, daß
- eine Relativbewegung der inneren zu den äußeren Platten in Gießrichtung um den zugrunde gelegten Oszillationshub möglich ist,
- die innere und äußere Platte eine gegen Biegung um die Hochachse (insbesondere aus Thermospannungen) steife Einheit bilden,
- radiale Kräfte aus ferrostatischem Druck und erforderlicher Vorspannung sowie
- Scherkräfte in Richtung der längeren Brammenkante von der inneren auf die äußere Platte übertragen werden können,
- die Eigenfrequenz der Summen-Federsteifigkeit der Federblätter in Verbindung mit der oszillierenden Masse der Kokille gerade der gewünschten höchsten Betriebsfrequenz entspricht und
- aus der dynamischen Null-Lage (statische Durchsenkung) heraus im Bereich der vorgesehenen Oszillationsamplitude eine möglichst hohe Führungsgenauigkeit auf dem Gießradius gewährleistet ist.
- Anhand eines Beispiels soll die technische Auslegung einer Anlage nach der Erfindung näher erläutert werden. Es soll ein Strang der Abmessung 1600 x 250 mm mit einer max. Strangabzugsgeschwindigkeit von 3 m/min auf einer Bogenanlage mit 10500 mm Radius erzeugt werden. Die oszillierende Masse ergibt sich aus dem zu vergie- ßenden Strangformat und der konstruktiven Ausführung der verwendeten Kristallisatorplatten. Falls sich unter anderen Voraussetzungen diese Parameter ändern, kann diesem Umstand durch entsprechende Änderung der Federparameter Rechnung getragen werden. In bezug auf die Kokille sind folgende Werte gewählt:
- oszillierende Masse
- m = 5000 kg
- max. Hub
- s = ± 2,2 mm
- max. Frequenz
- f = 6 Hz
- Lenkerlänge
- 1 = 350 mm
- Lenkerbreite
- b = 70 mm
- Anzahl Lenker
- n = 2x8x14 = 224
- Hub und Frequenz ergeben sich aus der zu erzielenden Gießgeschwindigkeit, wobei dem zugrunde liegenden Konzept zufolge kleine Amplituden und hohe Frequenzen zu bevorzugen sind, weil
- mit steigender Betriebsfrequenz die zur Resonanz erforderliche Federsteifigkeit steigt und damit die statische Durchsenkung sinkt und
- mit geringerer Amplitude die Biegewechselbeanspruchung der Federblätter sinkt.
- Lenkerlänge, -breite und -anzahl ergeben sich im wesentlichen aus dem verfügbaren Einbauraum und der konstruktiven Ausführung der verwendeten Kristallisatorplatten, hier sind abweichende Auslegungen durchaus möglich, wobei dann die Lenkerdicken entsprechend anzupassen sind.
- Aufgrund der vorstehenden Daten ergeben sich folgende erforderliche Werte:
- Gesamt-Federrate
- C = 7170 N/mm
- Lenkerdicke
- d = 3,6 mm
- statische Absenkung
- Ay = - 6,8 mm
- Die erforderliche Gesamtfederrate des Systems errechnet sich für die gewünschte höchste Betriebsfrequenz zu C = m x (2-ff x f)2.
- Bei einer derart ausgelegten Kokille ergibt sich eine Führungsgenauigkeit (Abweichung der Kokillenkante vom Gießradius von < 10 um.
- Die Führungsgenauigkeit ist also von den Abmessungen und den Einbaulagen der Lenker abhängig. Die Lenker werden wie folgt angeordnet: Ausgehend von einer Ausrichtung, bei der die Verlängerung der gedachten Verbindungslinien von inneren und äußeren Anlenkpunkten aller Lenker auf den Gießmittelpunkt weisen, werden die kokillenseitigen Anlenkpunkte um den Betrag der statischen Durchsenkung nach oben verschoben. Diese Anordnung ist Voraussetzung für die geringe Abweichung aller Berührungspunkte zwischen Strang und formgebender Wandung.
- Unter statischer Durchsenkung ist dabei die Lageänderung der Federelemente durch die Belastung mit der zu oszillierden Masse zu verstehen. Von der konstruktiven Null-Lage ausgehend wird durch Versatz des Befestigungspunktes der Federelemente an der Stützplatte um den Betrag der statischen Durchsenkung die dynamische Null-Lage, also der "Oszillationsmittelpunkt", festgelegt. In Fig. 8 sind die beiden formgebenden Wandungen mit 1 bezeichnet, die zwischen sich den Strang aufnehmen. Die formgebenden Wandungen sind an den Stützplatten 2 befestigt. Die Stützplatten 2 sind mit der Tragplatte 6 über Federelemente 7 verbunden.
- In bezug auf die Lage der Feder und der Stützplatten 2 und Tragplatten 6 zueinander ist die "konstruktive Null-Lage" mit a bezeichnet. Der Angriffspunkt der Blattfedern 7 an der Stützplatte ist um den Betrag der statischen Durchsenkung versetzt. Es ergibt sich daraus die dynamische Null-Lage b. Die dynamische Null-Lage ist gleichzeitig der Betriebspunkt, um den die Stützplatte 2 mit der formgebenden Wandung 1 oszilliert, wobei der obere Totpunkt der Oszillation mit c und der untere Totpunkt der Oszillation mit d bezeichnet sind. Für die vorbeschriebene Auslegung einer Kokille gemäß der Erfindung empfiehlt sich insbesondere als Oszillationsantrieb ein Hydraulikzylinder. Da die oszillierenden Platten aufgrund der Federauslegung im Resonanzbereich schwingen, kann der Hydraulikzylinder klein ausgelegt werden, da im Grunde genommen nur die Reibung zwischen Kokillenwandung und Strangschale überwunden werden muß. Da außerdem der Hydraulikzylinder mit Betriebsdrücken unter 10 bar betrieben werden kann, ist als Kraftquelle beispielsweise das Kühlwassersystem der Kokille oder das der Maschinenkühlung anwendbar. Ferner empfiehlt sich die mit der Erfindung verwirklichbare Lösung aufgrund der Bauweise mit geringstem Raumbedarf für die Anwendung in Mehrfach-Stranggießanlagen bei Knüppel- und Bloomformaten.
- Als Vorteile der Erfindung insgesamt sind insbesondere folgende anzusehen,
- minimale oszillierende Masse,
- wenig oszillierende Bauteile und demzufolge geringere Einflüsse der Eigenfrequenz an der Schwingung beteiligter Bauteile auf den Soll-Verlauf der Oszillation,
- hohe Führungsgenauigkeit, durch die Bauart bedingte spielfreie und verschleißarme Auslegung,
- einfache Antriebe - es sind z. B. Plunger als Antriebselemente einsetzbar -, weil die Oszillation durch die im System gespeicherte Feder- und kinetische Energie kurzzeitig selbstgängig ist,
- Verringerung der erforderlichen Antriebsleistung durch Ausnutzung der Resonanz,
- aufgrund der hohen möglichen Frequenz bei kleinsten Amplituden eine Verbesserung der Oberflächengüte bei gleichzeitig erhöhter Gießgeschwindigkeit.
- Auch ist es möglich, nicht-sinusförmige Weg-Zeit-Verläufe der Kokillenoszillation bei sinusförmiger kraftgesteuerter Anregung zu realisieren.
- Nachfolgend soll noch die Ausbildung der Federelemente anhand der Figuren 9 - 11 erläutert werden. Wesentlich ist dabei, daß die Federelemente bei der Herstellung als zusammenhängende Einheiten hergestellt werden können bzw. als Federpakete, die dann nur noch in einfacher Wiese in die Klemmbacken einzuschieben sind, bevor eine Verschraubung und damit Befestigung an entsprechenden Konsolen der Stützplatte bzw. Tragplatte erfolgt. Für die Montage ergeben sich dabei keinerlei Unterschiede, ob es sich um eine einzelne Feder bei dem Federelement handelt oder aber um eine Mehrfachanordnung von beispielsweise zwei oder drei Federn. Für den Abstand bzw. die Lagerung des oder der Federelemente(s) in den Klemmstücken und damit den klemmbacken sorgen entsprechend dimensionierte Zwischenlagen.
- In diesen Zeichnungen sind die Teile der Kokille, zwischen denen die Federelemente angeordnet sind, nicht dargestellt.
- Es ergibt sich im einzelnen aber aus der Figur 9, daß an der Stützplatte bzw. Tragplatte Konsolen 117 angeordnet sind. Diese Konsolen bilden Auflageflächen für die Klemmbacken 111. Die Klemmbacken 111 weisen im Querschnitt gesehen eine kreisförmige Bohrung auf. In dieser Bohrung sind Klemmstücke 112 angeordnet, die aus zwei Zylinderabschnitten hergestellt werden. In ihrer Form sind, wie aus der Figur 9 ersichtlich, diese Klemmstücke der Bohrung in den Klemmbacken angepaßt und weisen wiederum im Querschnitt gesehen eine halbkreisförmige an der Bohrungsinnenwand anliegende Fläche auf sowie eine ebene Fläche, die dem oder den Federelement(en) zugewandt ist (sind). Bei der Ausführung, wie sie in Figur 9 dargestellt ist, sind zwei Federelemente 116 vorgesehen. Zwischen diesen beiden Federelementen 116 befindet sich an der jeweiligen Enden, also im Bereich der Klemmbacken bzw. Klemmstücke, eine diese auf Abstand haltende Zwischenlage 114. Diese planparallele Zwischenlage wird bei der Herstellung dem Sollmaß des vorgesehenen Federpaketes angepaßt.
- Falls die Federelemente stets gleiche Abmessungen besitzen, können auch die Zwischenlagen aus stets gleichbleibend dickem Flachmaterial hergestellt werden. In der Figur 11 ist abweichend von der Darstellung in Figur 9 nur ein Federelement vorgesehen, wobei hier ober- und unterhalb entsprechende Zwischenlagen dargestellt sind. Zum Vergleich entspricht die Figur 11 der Darstellung in Figur 9 und schließlich ist in der Figur 11 eine Anordnung mit drei Federelementen zu sehen, bei der entsprechend dünnere Zwischenlagen zur Anwendung kommen. Bei der Fertigung der Federelemente werden durch die Klemmstücke und das oder die Federelemente Durchgangslöcher gebohrt, und anschließend wird eine Paßhülse 113 eingeschlagen, die dann jeweils an beiden Enden das Federelement bzw. die Federelemente mit den Klemmstücken zusammenhält. Diese Einheit kann anschließend seitlich in die Bohrungen in den Klemmbacken eingeschoben werden, und anschließend werden die mit 115 angedeuteten Schrauben durch eine entsprechende Bohrung in den Klemmbacken bzw. durch die Paßhülse und die Konsole 117 hindurchgeführt und beim Verschrauben erfolgt damit nicht nur eine Justage, sondern auch eine feste Verbindung zwischen den Federelementen und der Konsole über die Klemmstücke bzw. Klemmbacken. Wesentlich ist, daß - und dies ergibt sich aus der Figur 9 - die Schrauben 115 einen geringeren Durchmesser aufweisen als das Innenmaß der Paßhülse. Durch die in ihrer Form angepaßten Flächen der Klemmstücke bzw. Klemmbakken und die Dimensierung der Klemmschrauben wird erreicht, daß im Betrieb der Kokille sowohl axiale Kräfte als auch Biegemomente aus den Federelementen reibschlüssig auf die Konsolen übertragen werden. Dabei wirkt die beschriebene Anlenkung im Betrieb wie eine starre Verbindung. Die Wirkung als Dreh- bzw. Dreh-Schub-Gelenk ist auf den Justiervorgang beschränkt.
Claims (15)
dadurch gekennzeichnet,
daß an der Stützplatte (2) an der der Wandung (1) abgekehrten Seite Federelemente (7), die gleichsinnig mit der Gießrichtung eine wesentlich geringere Steifigkeit gegenüber den beiden Querrichtungen aufweisen, in gleichmäßiger Verteilung einseitig befestigt sind,
dadurch gekennzeichnet,
daß die Wandung (1) rohrförmig ausgebildet ist und über die Stützplatte (2) beidendig mit quer zur Rohrachse liegenden Flanschen (18) verbunden ist, die Flansche (18) der Stützplatte (2) in der Draufsicht rechteckig und die Federelemente (7) an zwei einander gegenüberliegenden Seiten der Stützplatte (2) bzw. der Flansche (18) befestigt sind.
dadurch gekennzeichnet,
daß die Wandung (1) von Platten gebildet ist mit einander gegenüberliegenden, zwischen zwei Breitseitenplatten (1, 2) gehaltenen, verschiebbar angeordneten Schmalseitenplatten (3),
dadurch gekennzeichnet,
daß die Schmalseitenplatten (3) an ihren äußeren, mit den Breitseitenplatten (1, 2) in Berührung stehenden Flächen mit Formelementen versehen sind, die formschlüssig in Führungen (4) in der Wandung (1) eingreifen, die sich an der Oberkante der Breitseiten quer zur Gießrichtung erstrecken.
dadurch gekennzeichnet,
daß die Federelemente (7) mit ihren Enden an der Stützplatte (2) und an der Tragplatte (6) über Befestigungsleisten (8) verbunden sind, die mit Abstand parallel zueinander und quer zur Gießrichtung angeordnet sind.
dadurch gekennzeichnet,
daß an der Stützplatte (2) und der Tragplatte (6) zwischen Reihen von mehreren mit Abstand übereinander angeordneten Blattfedern (7) in Gießrichtung sich erstreckende Versteifungsleisten (9) angeordnet sind.
daß an der Außenseite der Stützplatte (2) in deren oberen und unteren Bereich sich über die Stützplatte (2) erstreckende Strömungskanäle (15) angeordnet sind, die über Ausnehmungen in der Stützplatte (2) mit Kühlkanälen zur Kühlung der Kupferplatten (1) verbunden sind und Anschlüsse (14) für die Zu- und Abfuhr von Kühlmitteln aufweisen.
daß die Stützplatten (2) außerhalb der Strömungskanäle (15) über Spannelemente (13) verbunden sind, die Verstellvorrichtungen (5) für die Schmalseiten (3) zur Einstellung unterschiedlicher Strangbreiten tragen.
daß die Lage der Federelemente (7) auf den Krümmungsmittelpunkt der Kokille ausgerichtet ist und der Anlenkungspunkt der Federelemente (7) an der Stützplatte (2) um den Betrag der statischen Durchsenkung derart versetzt ist, daß sie im belasteten Zustand eine derartige Lage einnehmen, wie sie im unbelasteten Zustand bei Ausrichtung auf den Krümmungsmittelpunkt bzw. eine durch den Krümmungsmittelpunkt gelegten Achse (22) einnehmen würden.
dadurch gekennzeichnet,
daß der Betrag der Versetzung umgekehrt proportional dem Quadrat der Betriebsfrequenz ist.
daß die Gesamtfedersteifigkeit der Federelemente (7) in Gießrichtung gerade so groß gewählt ist, daß das schwingende System aus Federelementen (7) und oszillierender Masse eine Eigenfrequenz in der Größe der geforderten höchsten Betriebsfrequenz aufweist.
daß die Federelemente (116) an ihren Enden in Klemmbacken (111) gehalten sind, die mittels durch die Federelemente hindurchgehende Klemmschrauben (115) mit an der Stützplatte bzw. Tragplatte befindlichen Auflageflächen bildenden Konsolen verbunden sind.
dadurch gekennzeichnet,
daß die Klemmflächen der Klemmbacken (111) - im Querschnitt gesehen - kreisförmige Bohrungen sind, daß darin aus Zylinderabschnitten gebildete Klemmstücke (112) angeordnet sind, die - im Querschnitt gesehen - jeweils eine halbkreisförmige an der Bohrungsinnenwand anliegende Fläche sowie eine den Federelementen zugewandte ebene Fläche aufweisen, daß zwischen den Klemmstücken (112) ein oder mehrere Federelement(e) (116) angeordnet ist (sind), die durch eine oder mehrere Zwischenlagen (114) im Abstand voneinander gehalten werden.
daß die Klemmstücke (112) sowie die Federelemente (116) senkrecht zur Längsachse der Federelemente (116) verlaufende Bohrungen aufweisen und daß die Klemmstücke und die Federelemente durch die Bohrung hindurchgetriebene Paßhülsen (113), durch die die Klemmschrauben (115) hindurchgeführt sind, verbunden sind.
daß der Außendurchmesser der Spannschrauben (115) kleiner ist als der lichte Innendurchmesser der Paßhülse (113), so daß zwischen beiden ein Abstand vorhanden ist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19904023672 DE4023672A1 (de) | 1990-07-23 | 1990-07-23 | Fluessigkeitsgekuehlte kokille fuer das stranggiessen von metallen |
| DE4023672 | 1990-07-23 | ||
| DE4117052A DE4117052A1 (de) | 1990-07-23 | 1991-05-22 | Fluessigkeitsgekuehlte kokille fuer das stranggiessen von metallen |
| DE4117052 | 1991-05-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0468607A1 true EP0468607A1 (de) | 1992-01-29 |
| EP0468607B1 EP0468607B1 (de) | 1995-04-19 |
| EP0468607B2 EP0468607B2 (de) | 2001-01-10 |
Family
ID=25895358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91250192A Expired - Lifetime EP0468607B2 (de) | 1990-07-23 | 1991-07-16 | Flüssigkeitsgekühlte Kokille für das Stranggiessen von Metallen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5201909A (de) |
| EP (1) | EP0468607B2 (de) |
| JP (1) | JP2978599B2 (de) |
| AT (1) | ATE121328T1 (de) |
| DE (2) | DE4117052A1 (de) |
| DK (1) | DK0468607T3 (de) |
| ES (1) | ES2071205T5 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994025201A1 (fr) * | 1993-05-04 | 1994-11-10 | Clecim | Dispositif de commande des mouvements d'une lingotiere |
| DE4341719C1 (de) * | 1993-12-03 | 1995-04-06 | Mannesmann Ag | Einrichtung zum Stranggießen von Stahl |
| WO1997026098A1 (de) * | 1996-01-18 | 1997-07-24 | Paul Wurth S.A. | Stranggiesskokille und abdichtelement für stranggiesskokille |
| EP0953391A1 (de) * | 1998-04-21 | 1999-11-03 | Sms Schloemann-Siemag Aktiengesellschaft | Hubtisch mit Oszillationsantrieb für eine Stranggiesseinrichtung |
| EP1057556A1 (de) * | 1999-05-29 | 2000-12-06 | Sms Schloemann-Siemag Aktiengesellschaft | Stranggiesskokille zum Stranggiessen von vorzugsweise Dünnbrammen aus Stahl |
| WO2001085370A1 (de) * | 2000-05-10 | 2001-11-15 | Sms Demag Aktiengesellschaft | Vorrichtung zum stranggiessen von metallen, insbesondere von stahl |
| US7036557B2 (en) | 2002-09-21 | 2006-05-02 | Sms Demag Aktiengesellschaft | Device for the continuous casting of metals, in particular steel material, to form elongated products in a multiple casting line |
| WO2006102813A1 (fr) | 2005-03-28 | 2006-10-05 | Hong Jiang | Appareil d'oscillation pour moule de moulage continu |
| EP2275216A3 (de) * | 2009-06-16 | 2011-04-27 | TBR casting technologies GmbH | Mittel zum Oszillieren einer Stanggiesskolille |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5219029A (en) * | 1992-03-09 | 1993-06-15 | Gunther Behrends | Oscillator for continuous casting mold |
| AT400416B (de) * | 1993-12-20 | 1995-12-27 | Voest Alpine Ind Anlagen | Stranggiess-plattenkokille |
| AT400935B (de) * | 1994-07-25 | 1996-04-25 | Voest Alpine Ind Anlagen | Tauchgiessrohr |
| US5526869A (en) * | 1994-09-29 | 1996-06-18 | Gladwin Corporation | Mold for continuous casting system |
| US5771958A (en) * | 1995-09-14 | 1998-06-30 | Ag Industries, Inc. | Mold for continuous casting system |
| US5927378A (en) * | 1997-03-19 | 1999-07-27 | Ag Industries, Inc. | Continuous casting mold and method |
| DE19753959A1 (de) * | 1997-12-05 | 1999-06-10 | Schloemann Siemag Ag | Kokille mit Breitseiten- und Schmalseitenanstellung |
| DE19940997A1 (de) * | 1999-08-28 | 2001-03-01 | Sms Demag Ag | Einrichtung zum Stranggießen von Metall |
| US6374903B1 (en) | 2000-09-11 | 2002-04-23 | Ag Industries, Inc. | System and process for optimizing cooling in continuous casting mold |
| DE10051489A1 (de) * | 2000-10-17 | 2002-04-18 | Sms Demag Ag | Plattenkokille zum Stranggießen von Metall, insbesondere von Stahl |
| KR100882110B1 (ko) * | 2002-06-04 | 2009-02-06 | 주식회사 포스코 | 연속주조설비의 퀵 체인지 스탠드 플렉시블 냉각수 공급기 |
| DE102004018602A1 (de) * | 2004-04-16 | 2005-11-03 | Sms Demag Ag | Oszillationsvorrichtung für Stranggießkokillen zum Gießen von flüssigem Metall, insbesondere von flüssigem Stahlwerkstoff |
| JP6171863B2 (ja) * | 2013-11-08 | 2017-08-02 | 新日鐵住金株式会社 | 連続鋳造用鋳型およびこれを用いた連続鋳造方法 |
| US10744725B2 (en) * | 2016-06-01 | 2020-08-18 | The Boeing Company | Support tools for forming laminates |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3635949A1 (de) * | 1985-12-23 | 1987-06-25 | Voest Alpine Ag | Fuehrungseinrichtung fuer eine oszillierende kokille einer stranggiessanlage |
| EP0305930A1 (de) * | 1987-08-29 | 1989-03-08 | Nippon Steel Corporation | Stranggusskokille und Verfahren zu ihrer Hochfrequenz-Oszillierung |
| EP0372506A2 (de) * | 1988-12-08 | 1990-06-13 | Kawasaki Steel Corporation | Kokillen-Oszillationsverfahren für Vertikalstranggussanlage |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2814843A (en) * | 1951-10-31 | 1957-12-03 | British Iron Steel Research | Method of and apparatus for the casting of metal |
| US2815551A (en) * | 1955-06-21 | 1957-12-10 | British Iron Steel Research | Method of and apparatus for the casting of metal |
| US3664409A (en) * | 1969-08-08 | 1972-05-23 | Kolomeitsev Adolf P | Mold rocking mechanism in a continuous metal casting plant |
| DE2248066A1 (de) * | 1972-09-30 | 1974-04-04 | Schloemann Ag | Vorrichtung zum fuehren einer oszillierenden stranggiesskokille |
| JPS5588957A (en) * | 1978-12-27 | 1980-07-05 | Kenji Chijiiwa | Horizontal circular vibration type continuous casting machine |
| JPS5611134A (en) * | 1979-07-06 | 1981-02-04 | Nippon Steel Corp | Solidifying method for metal |
| JPS58199645A (ja) * | 1982-05-14 | 1983-11-21 | Kawasaki Steel Corp | 連続鋳造鋳型の振動方法 |
| JPS5964142A (ja) * | 1982-10-05 | 1984-04-12 | Kawasaki Steel Corp | 連続鋳造装置における鋳型の振動装置 |
| JPS59197350A (ja) * | 1983-04-21 | 1984-11-08 | Nippon Steel Corp | 連続鋳造鋳型 |
| JPS60148645A (ja) * | 1984-01-12 | 1985-08-05 | Kawasaki Steel Corp | 連続鋳造鋳型の振動装置 |
-
1991
- 1991-05-22 DE DE4117052A patent/DE4117052A1/de not_active Withdrawn
- 1991-07-16 ES ES91250192T patent/ES2071205T5/es not_active Expired - Lifetime
- 1991-07-16 EP EP91250192A patent/EP0468607B2/de not_active Expired - Lifetime
- 1991-07-16 DE DE59105225T patent/DE59105225D1/de not_active Expired - Lifetime
- 1991-07-16 AT AT91250192T patent/ATE121328T1/de not_active IP Right Cessation
- 1991-07-16 DK DK91250192.1T patent/DK0468607T3/da active
- 1991-07-23 US US07/734,437 patent/US5201909A/en not_active Expired - Lifetime
- 1991-07-23 JP JP3206433A patent/JP2978599B2/ja not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3635949A1 (de) * | 1985-12-23 | 1987-06-25 | Voest Alpine Ag | Fuehrungseinrichtung fuer eine oszillierende kokille einer stranggiessanlage |
| EP0305930A1 (de) * | 1987-08-29 | 1989-03-08 | Nippon Steel Corporation | Stranggusskokille und Verfahren zu ihrer Hochfrequenz-Oszillierung |
| EP0372506A2 (de) * | 1988-12-08 | 1990-06-13 | Kawasaki Steel Corporation | Kokillen-Oszillationsverfahren für Vertikalstranggussanlage |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2704788A1 (fr) * | 1993-05-04 | 1994-11-10 | Clecim Sa | Dispositif de commande des mouvements d'une lingotière. |
| WO1994025201A1 (fr) * | 1993-05-04 | 1994-11-10 | Clecim | Dispositif de commande des mouvements d'une lingotiere |
| DE4341719C2 (de) * | 1993-12-03 | 2001-02-01 | Mannesmann Ag | Einrichtung zum Stranggießen von Stahl |
| DE4341719C1 (de) * | 1993-12-03 | 1995-04-06 | Mannesmann Ag | Einrichtung zum Stranggießen von Stahl |
| WO1995015232A1 (de) * | 1993-12-03 | 1995-06-08 | Mannesmann Ag | Einrichtung zum stranggiessen von stahl |
| CN1043615C (zh) * | 1993-12-03 | 1999-06-16 | 曼内斯曼股份公司 | 连续铸钢装置 |
| WO1997026098A1 (de) * | 1996-01-18 | 1997-07-24 | Paul Wurth S.A. | Stranggiesskokille und abdichtelement für stranggiesskokille |
| EP0953391A1 (de) * | 1998-04-21 | 1999-11-03 | Sms Schloemann-Siemag Aktiengesellschaft | Hubtisch mit Oszillationsantrieb für eine Stranggiesseinrichtung |
| EP1057556A1 (de) * | 1999-05-29 | 2000-12-06 | Sms Schloemann-Siemag Aktiengesellschaft | Stranggiesskokille zum Stranggiessen von vorzugsweise Dünnbrammen aus Stahl |
| WO2001085370A1 (de) * | 2000-05-10 | 2001-11-15 | Sms Demag Aktiengesellschaft | Vorrichtung zum stranggiessen von metallen, insbesondere von stahl |
| US6889748B2 (en) | 2000-05-10 | 2005-05-10 | Sms Demag Ag | Device for the continuous casting of metals, especially steel |
| US7036557B2 (en) | 2002-09-21 | 2006-05-02 | Sms Demag Aktiengesellschaft | Device for the continuous casting of metals, in particular steel material, to form elongated products in a multiple casting line |
| KR101031610B1 (ko) * | 2002-09-21 | 2011-04-28 | 에스엠에스 지마크 악티엔게젤샤프트 | 복수의 주조 라인에서 금속, 특히 강 재료를 길다란제품으로 연속주조하는 장치 |
| WO2006102813A1 (fr) | 2005-03-28 | 2006-10-05 | Hong Jiang | Appareil d'oscillation pour moule de moulage continu |
| EP2275216A3 (de) * | 2009-06-16 | 2011-04-27 | TBR casting technologies GmbH | Mittel zum Oszillieren einer Stanggiesskolille |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59105225D1 (de) | 1995-05-24 |
| EP0468607B1 (de) | 1995-04-19 |
| ES2071205T3 (es) | 1995-06-16 |
| JPH04251637A (ja) | 1992-09-08 |
| JP2978599B2 (ja) | 1999-11-15 |
| ATE121328T1 (de) | 1995-05-15 |
| ES2071205T5 (es) | 2001-03-16 |
| EP0468607B2 (de) | 2001-01-10 |
| DK0468607T3 (da) | 1995-06-26 |
| US5201909A (en) | 1993-04-13 |
| DE4117052A1 (de) | 1992-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0468607B1 (de) | Flüssigkeitsgekühlte Kokille für das Stranggiessen von Metallen | |
| DE19817701A1 (de) | Hubtisch mit Oszillationsantrieb für eine Stranggießeinrichtung | |
| DE4023672A1 (de) | Fluessigkeitsgekuehlte kokille fuer das stranggiessen von metallen | |
| EP0274722B1 (de) | Richtmaschine für Bleche und Bänder | |
| DE4444941C2 (de) | Stranggießkokille | |
| DE3230573A1 (de) | Vorrichtung zum kontinuierlichen giessen von stahl | |
| AT404443B (de) | Stranggiesskokille | |
| EP0294765B1 (de) | Präzisionsstanzautomat und zugehöriges Verfahren zum Werkzeugwechsel | |
| DE2021780C3 (de) | Verfahren zur Anpassung der Bogenfühning eines aus einer Stranggießkokille austretenden Stranges und Vorrichtung dazu | |
| EP1941956B1 (de) | Anbiegepresse zum Biegen eines Blechs bei der Herstellung eines Rohres | |
| EP2275216B1 (de) | Mittel zum Oszillieren einer Stanggiesskolille | |
| CH670779A5 (de) | ||
| EP2221126B1 (de) | Vorrichtung zur Herstellung von Formteilen | |
| EP0616864B1 (de) | Breitenverstellbare Stranggiesskokille | |
| AT400416B (de) | Stranggiess-plattenkokille | |
| EP1057556B1 (de) | Stranggiesskokille zum Stranggiessen von vorzugsweise Dünnbrammen aus Stahl | |
| EP0949024B1 (de) | Stützführung für den Giessstrang einer Stranggiessanlage | |
| DE10024514C2 (de) | Stranggießanlage | |
| DE4447941B4 (de) | Stranggießkokille | |
| DE2226095C3 (de) | Verfahren und Vorrichtung zum Fördern eines Stranges durch die Strangführung einer Stahlstranggießanlage | |
| DE2252837C2 (de) | Reibungsschweißmaschine | |
| EP4452536A1 (de) | Kokille einer stranggiessanlage | |
| WO2023118279A1 (de) | Kokille einer stranggiessanlage | |
| AT401028B (de) | Stranggiesskokille | |
| EP2277642B1 (de) | Werkzeug und Vorrichtung zur Herstellung von Formteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19911126 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19930802 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 121328 Country of ref document: AT Date of ref document: 19950515 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59105225 Country of ref document: DE Date of ref document: 19950524 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2071205 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950627 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3016007 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: VOEST-ALPINE INDUSTRIEANLAGENBAU GMBH Effective date: 19960116 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: VOEST-ALPINE INDUSTRIEANLAGENBAU GMBH |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| ITF | It: translation for a ep patent filed | ||
| 27A | Patent maintained in amended form |
Effective date: 20010110 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| NLR2 | Nl: decision of opposition | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 20010215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010410 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20010702 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010716 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020619 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020625 Year of fee payment: 12 Ref country code: NL Payment date: 20020625 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20020626 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20020627 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020711 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20020724 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030717 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 |
|
| BERE | Be: lapsed |
Owner name: *MANNESMANN A.G. Effective date: 20030731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040205 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030717 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100714 Year of fee payment: 20 Ref country code: DE Payment date: 20100723 Year of fee payment: 20 Ref country code: IT Payment date: 20100726 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100722 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59105225 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59105225 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20110715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20110715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20110717 |