EP0431320B1 - Ballenpresse mit einem Schnürnuten aufweisenden Pressstempel - Google Patents
Ballenpresse mit einem Schnürnuten aufweisenden Pressstempel Download PDFInfo
- Publication number
- EP0431320B1 EP0431320B1 EP90121116A EP90121116A EP0431320B1 EP 0431320 B1 EP0431320 B1 EP 0431320B1 EP 90121116 A EP90121116 A EP 90121116A EP 90121116 A EP90121116 A EP 90121116A EP 0431320 B1 EP0431320 B1 EP 0431320B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- baling press
- press according
- ram
- lacing
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000006835 compression Effects 0.000 title abstract 3
- 238000007906 compression Methods 0.000 title abstract 3
- 238000003825 pressing Methods 0.000 claims description 31
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 17
- 238000000034 method Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 239000010813 municipal solid waste Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/12—Baling or bundling compressible fibrous material, e.g. peat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3003—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3003—Details
- B30B9/3021—Press rams
Definitions
- the invention relates to a baler for producing tied bales with a press box, a press ram and at least one open lacing groove located in the end face of the ram with an outlet slot for a lacing wire.
- the pressed material is filled into the press box with the press ram retracted.
- a bale is formed which is tied up after the last stroke with the ram moved forward.
- the end position of the ram during tying is required to hold the lacing grooves in the lacing position and to prevent the bale from expanding during this.
- Behind the end face of the press ram vertical, horizontal or crosswise lacing grooves serve for tying, after the end of which the ram is retracted, the wire guided through the lacing grooves in the press ram remaining on the bale and ending in the end face of the ram via the lacing grooves Exit slots from the press ram is released.
- the time required for lacing with a lacing comb is greater compared to presses working with conventional lacing grooves.
- the reason is that with a baler working with a lace baler, additional work steps for tying up the bale are required, namely the locking of the lace comb by a locking bolt in the press box after the press stroke, the retraction of the press ram to release the lace comb for the passage of the lace needles, and unlocking and retracting the lacing comb after tying.
- a baler with temporary lacing grooves is also known from EP-OS 0 058 449.
- the press ram is not withdrawn while the comb plates remain on the bale to be pressed, but the press ram remains in constant contact with the bale during the entire pressing process, while the comb plates are retracted and the lacing grooves in the end face of the press ram release.
- the comb plates temporarily filling the lacing grooves are moved by a toggle lever mechanism arranged in a press ram.
- the invention is therefore based on the object of designing a baler of the type mentioned at the outset without great design effort in such a way that the tying and the retraction of the press ram after the tying is ensured without problems in the processing of difficult-to-press materials in the shortest possible time.
- a partial closure of the exit slot is already sufficient, since the material tends to penetrate into the exit slots provided for the lacing wire on the end face of the press die, particularly in the area of the shear blades when the press ram is advanced, since in the area of the exit slots close to the shear blade, the The shear forces also act on the material to be pressed. The risk of clogging decreases towards the bottom, so that there is no need to close the outlet slots in the case of less critical material.
- the outlet slot can be closed in a simple manner by turning the tube in the bore. This measure ensures that the press ram has a closed pressing surface during the pressing, which completely prevents penetration of the pressed material. Only in the front tying position is the outlet slot of the lacing groove aligned with a corresponding slot in the press ram, so that the lacing wire can be drawn from the lacing groove via the outlet slot through the slot in the press ram to the bales to be tied.
- the tube having the lacing groove advantageously has an outlet slot which is parallel both to the lacing plane and to the end face of the press ram.
- a tube consists of a longitudinally slotted tube with a circular inner cross section that is arranged concentrically and rotatably in the bore.
- the tubes with the lacing grooves can be rotated particularly easily with the aid of a lever linkage and a basic drive.
- Basic drives are, for example, electric motors producing rotary movements or cylinders producing thrust movements.
- the lever linkage can consist of a spring-loaded cross lever, which is connected to each tube via a link.
- the linear movement which is preferably initiated by pressure medium-operated cylinders in the transverse lever, transversely to the pressing direction, is converted in a simple manner via the handlebars into a rotary movement of the tubes.
- the cross lever can be spring-loaded to automatically return the tubes to the closed position when the cylinders are depressurized.
- the cross lever is arranged in the free space behind the end face of the press ram having the lacing grooves.
- the cylinders actuating the cross lever can either be aligned with the cross lever on the side walls of the press box or arranged in the free space behind the end face of the press ram. If the cylinders are arranged on the press box side walls, it is necessary that these have openings aligned with the transverse lever, so that the piston rods of the cylinders can move through the openings in the press ram end position.
- the cross lever opens and closes the outlet slots of the lacing grooves.
- the press ram has an upper closed plate with openings that have at least a lacing groove cross-section and are aligned in the lacing position with the lacing groove, contamination of the lacing groove by material passing through the outlet slots, but also by falling material from above into the lacing needle openings, can be prevented.
- the lacing grooves can be kept closed in every phase of the pressing operation, so that no material can fall into the lacing grooves from below when the filling shaft required for filling the material to be pressed is passed underneath.
- only the cross section of the lacing groove needs to be contained in only one semicircle of the cross-sectional area of the tube having the lacing groove.
- the diameter of the tube having the lacing groove is almost twice as large as that of a tube in which the cross section of the lacing groove almost corresponds to the tube cross section, so that this construction is primarily suitable for larger presses.
- the cross-sectional shape of the lacing groove is irrelevant for this advantage.
- a press ram 2 moved by a cylinder drive 3 is slidably mounted. 1, the press ram 2 is in its front end position P.
- the material to be pressed can be introduced through a filling shaft 4 opening into the press box at the top.
- several working strokes of the press ram 2 are required.
- the press box 1 there are three already pressed bales 5 according to FIG. 1, of which the middle and the right one are already tied with wire, while the left one is straight should be tied up.
- the middle and the right one are already tied with wire, while the left one is straight should be tied up.
- several loops of laced wire 6 are required for each bale, which loops are withdrawn from a number of supply rolls 7 corresponding to the number of loops.
- a lacing needle 8 has just pulled a wire loop 6a, 6b behind the left bale 5 to be tied up from the lower side of the press box 1 across the press box.
- Tubes 13 having outlet slots 12 are mounted in the bores 11. By simply turning the tubes 13, the outlet slot 12 can be made to coincide with a slot 14 in the end face 9 of the bore 11, so that the lacing wire 6 can emerge unhindered.
- the tubes 13 having the lacing grooves are driven by a drive 15 which lies partly inside and partly outside the press ram 2.
- the drive 15 consists essentially of a cross lever 16, two hydraulic cylinders 17 and the tubes 13 with the cross lever 16 connecting arms 18.
- the links 18 are at right angles from the surface of the tubes 13, rigidly attached to this.
- the cross lever 16 is displaceable in the press ram side walls 19 in slide bearings 21 transversely to the pressing direction Z.
- the hydraulic cylinders 17 are flanged to the right and left of a press box side wall 23 of the press box 1 at the level of the press ram end position P in such a way that piston rods 22 of the hydraulic cylinders 17 are aligned with the transverse lever 16.
- the hydraulic cylinder 17, each pressurized, projects with its piston rod 22 through in the press box side walls 23 arranged openings 24 and presses against the cross lever 16th
- the transverse lever 16 opens and closes the outlet slots 12 of the laced grooves 26, 27, 28 via the links 18 by the links 18 rotating the tubes 13.
- the transverse lever 16 is loaded on one side in its direction of movement by a return spring 25, which supports the closing of the outlet slots 12 of the laced grooves and holds the closed position during the press strokes.
- the lacing groove in the tube 13 has both in the exemplary embodiment according to FIG. 2 and that according to FIGS. 3 and 4 a cross section 26 which corresponds to that of a rectangle 27 which is open on one side, with boundary lines extending from the open side of the rectangle and extending to the slot 12 28 corresponds.
- a cross section 26 facilitates the sliding of the lacing wire 6 out of the lacing groove 26, 27, 28.
- the cross section 26 of the laced groove is completely contained in one half 29 of the cross sectional area of the tube 13.
- the press die 2 has an upper and a lower closed plate 31 with openings 32 aligned in the lacing position with the lacing groove 26, 27, 28.
- the cross section 26, 27, 28 of the lacing groove can be completely under the upper, closed plate are rotated so that the lacing is safely shielded from falling material from above during the pressing process.
- the tying begins in the operating state according to FIG. 1, at which time the bale 5 has just been pressed and the press die 2 is in the press end position P.
- the outlet slot 12 of the tube 13 is made to coincide with the slot 14 located in the end face 9 of the press ram 2 by rotating the tube 13 by means of the drive 15, so that the lacing wire 6 unhindered when the ram 2 is retracted from the lacing groove 26, 27, 28 can emerge.
- the lacing needles 8 are lowered in order to pull up wire loops 6a, 6b according to FIG. 1 in a known manner from the lacing wire 6, which are then automatically twisted and severed. Then the ram is moved back. This ends the tying.
- the closed, upper plate 31 of the ram 2 after rotating the tube 13 by 180 ° into the position shown in dashed lines in FIG. 3 prevents 4 press material from above into the lacing groove 26 when the filling shaft is passed under it , 27, 28 can penetrate.
- the lacing needles 8 can then be lowered and the lacing wire 6 pulled up.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Wire Processing (AREA)
- Paper (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Press Drives And Press Lines (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
- Die Erfindung betrifft eine Ballenpresse zum Herstellen von verschnürten Ballen mit einem Preßkasten, einem Preßstempel und mindestens einer in der Stirnfläche des Preßstempels befindlichen offenen Schnürnut mit Austrittsschlitz für einen Schnürdraht.
- Zum Herstellen verschnürter Ballen wird das Preßgut bei zurückgefahrenem Preßstempel in den Preßkasten eingefüllt. Durch mehrere Hübe des Preßstempels, während welcher auf den vorgefahrenen Preßstempel nachgefüllt wird, entsteht ein Ballen, der nach dem letzten Hub bei vorgefahrenem Preßstempel umschnürt wird. Die Endstellung des Preßstempels während des Verschnürens ist erforderlich, um die Schnürnuten in Schnürposition zu halten und den Ballen wärenddessen an einer Expansion zu hindern. Hinter der Stirnfläche des Preßstempels vertikal, horizontal oder auch kreuzweise verlaufende Schnürnuten dienen dem Umschnüren, nach dessen Beendigung der Preßstempel zurückgefahren wird, wobei der durch die Schnürnuten im Preßstempel geführte Draht am Ballen verbleibt und über von den Schnürnuten ausgehende, in die Stirnfläche des Preßstempels mündende Austrittsschlitze vom Preßstempel freigegeben wird.
- Verschiedene Materialien, insbesondere Altpapier` Müll oder Lumpen neigen dazu, unter dem Preßdruck in die Austrittsschlitze einzudringen und sich dort so festzusetzen, daß die Schnürdrähte, die bei vorgefahrenem Preßstempel durch die Schnürnuten gefädelt werden, beim Rückfahren des Preßstempels am Verlassen der Schnürnuten gehindert werden. Die Folge ist eine Zerstörung der Drähte und eine Beschädigung des Ballens. Dies führt zu einem erheblichen Produktionsausfall der Ballenpresse.
- Nach der deutschen Patentschrift 27 28 203 hat man versucht, diesem Nachteil dadurch zu begegnen, daß ein durch Ausnehmungen in der Stirnwand des Preßstempels ausfahrbarer Schnürkamm temporär Schnürnuten erzeugt. Hierbei entfallen die Schnürnuten mit ihrem Austrittsschlitz. Dabei sind parallel zueinander angeordnete, den Schnürkamm bildende Platten im eingefahrenen Zustand ein Teil der Preßfläche, so daß der Preßstempel während des Pressens eine völlig geschlossene Preßfläche besitzt. In der Praxis ist diese Bauweise geeignet, sämtliche Materialien zu verpressen; sie besitzt jedoch den Nachteil einer recht aufwendigen Konstruktion. Gegenüber einer Ballenpresse mit konventionellen Schnürnuten sind der Schnürkamm im Preßstempel, eine Schnürkamm-Verriegelung sowie speziell an den Schnürkamm angepaßte Preßstempelseitenwände erforderlich. Der Zeitbedarf für das Verschnüren mit einem Schnürkamm ist gegenüber mit konventionellen Schnürnuten arbeitenden Pressen größer. Das liegt daran, daß bei einer mit Schnürkamm arbeitenden Ballenpresse zusätzliche Arbeitsschritte zum Verschnüren des Ballens erforderlich sind, nämlich das Verriegeln des Schnürkamms durch einen Riegelbolzen im Preßkasten nach dem Preßhub, das Zurückziehen des Preßstempels, um den Schnürkamm für den Durchtritt der Schnürnadeln freizugeben, sowie das Entriegeln und Wiedereinfahren des Schnürkammes nach erfolgter Verschnürung.
- Aus der EP-OS 0 058 449 ist ebenfalls eine Ballenpresse mit temporären Schnürnuten bekannt. Dort wird allerdings im Gegensatz zur Schnürkammlösung der Preßstempel nicht zurückgezogen, während die Kammplatten an dem zu pressenden Ballen verbleiben, sondern der Preßstempel bleibt während des gesamten Preßvorgangs in ständiger Berührung mit dem Ballen, während die Kammplatten zurückgefahren werden und in der Stirnfläche des preßstempels die Schnürnuten freigeben. Die die Schnürnuten temporär ausfüllenden Kammplatten bewegt ein in Preßstempel angeordnetes Kniehebelgetriebe.
- Aus der deutschen Offenlegungsschrift 25 52 722 sind offene Schnürnuten mit in einem spitzen Winkel in die Preßfläche des Preßstempels mündenden Austrittsschlitzen bekannt. Die Austrittsschlitze bewirken, daß das Preßgut nicht geraden Wegs in Preßrichtung in die Schnürnuten eindringt. In der Praxis hat sich jedoch herausgestellt, daß Pressen sich mit solchen Schnürnuten in erster Linie nur zum Verpressen von Alttextilien eignen, während beim Verpressen von Müll unvorhersehbarer Zusammensetzung ein reibungsloses Verschnüren nicht möglich ist.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine Ballenpresse der eingangs erwähnten Art ohne großen konstruktiven Aufwand so auszubilden, daß das Verschnüren und das Zurückziehen des Preßstempels nach dem Verschnüren bei der Verarbeitung preßschwieriger Materialien störungsfrei in möglichst kurzer Zeit gewährleistet ist.
- Diese Aufgabe wird bei einer Ballenpresse nach dem Oberbegriff des Anspruchs 1 erfindungsgemäß dadurch gelöst, daß sich die Schnürnut in Längsrichtung durch ein drehbar in einer im Preßstempel befindlichen Bohrung gelagertes Rohr erstreckt, wobei der Austrittsschlitz durch Drehen des Rohres zumindest teilweise verschließbar ist. Der Querschnitt der Schnürnut bleibt somit im Unterschied zu den bekannten Lösungen mit temporären Schnürnuten über deren gesamte Länge auch bei verschlossenen Austrittsschlitzen frei. Der freie Schnürnutquerschnitt steht somit auch bei geschlossener Preßfläche, beispielsweise während des Preßvorganges, zur Verfügung. Ein teilweiser Verschluß des Austrittsschlitzes ist bereits ausreichend, da das Material die Tendenz hat, insbesondere im Bereich der Schermesser beim Vorfahren des Preßstempels in die für den Schnürdraht vorgesehenen Austrittsschlitze an der Stirnfläche des Preßstempels einzudringen, da in dem dem Schermesser nahen Bereich der Austrittsschlitze auf das Preßgut zusätzlich die Scherkräfte wirken. Nach unten hin nimmt die Verstopfungsgefahr ab, so daß dort - bei weniger kritischem Material - auf ein Verschließen der Austrittsschlitze verzichtet werden kann.
- Der Austrittsschlitz läßt sich in einfacher Weise durch Verdrehen des Rohres in der Bohrung verschließen. Durch diese Maßnahme wird erreicht, daß der Preßstempel während des Pressens eine geschlossene Preßfläche besitzt, die ein Eindringen von Preßgut völlig ausschließt. Ausschließlich in der vorderen Verschnürposition fluchtet der Austrittsschlitz der Schnürnut mit einem entsprechenden Schlitz im Preßstempel, so daß der Schnürdraht aus der Schnürnut über den Austrittsschlitz durch den Schlitz im Preßstempel an den zu verschnürenden Ballen herangezogen werden kann.
- Das die Schnürnut aufweisende Rohr besitzt vorteilhafterweise einen sowohl parallel zur Schnürebene als auch zur Stirnfläche des Preßstempels parallelen Austrittsschlitz. Ein solches Rohr besteht in seiner einfachsten Ausführung aus einem konzentrisch und verdrehbar in der Bohrung angeordneten, längsgeschlitzten Rohr mit kreisförmigem Innenquerschnitt.
- Das freie Ausgleiten des Schnürdrahtes aus der Schnürnut und somit auch aus dem Innenraum des drehbar im Preßstempel gelagerten Rohres wird durch eine Ausgestaltung des Schnürnutquerschnitts erleichtert, bei der der Querschnitt einem einseitig offenen Rechteck, mit von seiner offenen Seite ausgehenden, zum Austrittsschlitz verlaufenden Begrenzungslinien entspricht.
- Besonders einfach lassen sich die die Schnürnuten aufweisenden Rohre mit Hilfe eines Hebelgestänges und eines Grundantriebs drehen. Grundantriebe sind beispielsweise Drehbewegungen erzeugende Elektromotoren oder Schubbewegungen erzeugende Zylinder. Das Hebelgestänge kann aus einem federbelasteten Querhebel bestehen, der über je einen Lenker mit jedem Rohr verbunden ist. Die vorzugsweise durch druckmittelbetriebene Zylinder in den Querhebel-eingeleitete Linearbewegung, quer zur Preßrichtung, wird über die Lenker auf einfache Art und Weise in eine Drehbewegung der Rohre umgesetzt. Der Querhebel kann federbelastet sein, um im drucklosen Zustand der Zylinder die Rohre automatisch in Verschlußposition zurückzufahren.
- Der Querhebel ist in dem freien Raum hinter der die Schnürnuten aufweisenden Stirnfläche des Preßstempels angeordnet.
- Die den Querhebel betätigenden Zylinder können entweder an den Seitenwänden des Preßkastens mit dem Querhebel fluchtend oder in dem freien Raum hinter der Stirnfläche des Preßstempels angeordnet sein. Sind die Zylinder an den Preßkastenseitenwänden angeordnet, so ist es notwendig, daß diese mit dem Querhebel fluchtende Öffnungen besitzen, so daß sich die Kolbenstangen der Zylinder in Preßstempelendstellung durch die Öffnungen bewegen können. Durch abwechselndes Betätigen des an der linken oder rechten Preßkastenseitenwand liegenden Zylinders öffnet und schließt der Querhebel die Austrittsschlitze der Schnürnuten.
- Wenn der Preßstempel eine obere geschlossene Platte mit mindestens Schnürnut-Querschnitt aufweisenden, in Verschnürstellung mit der Schnürnut fluchtenden Öffnungen besitzt, kann nicht nur eine Verunreinigung der Schnürnut durch durch die Austrittsschlitze hindurchtretendes Material, sondern auch durch herabfallendes Material von oben in die Schnürnadelöffnungen verhindert werden. Durch diese Bauweise können die Schnürnuten in jeder Phase des Preßbetriebes verschlossen gehalten werden, so daß beim Unterfahren des zum Einfüllen des Preßgutes notwendigen Füllschachtes kein Material von oben in die Schnürnuten fallen kann. Hierzu braucht lediglich der Querschnitt der Schnürnut in nur einem Halbkreis der Querschnittsfläche des die Schnürnut aufweisenden Rohres enthalten zu sein. Durch die vorstehend genannte Bedingung ist der Durchmesser des die Schnürnut aufweisenden Rohres fast doppelt so groß wie der eines Rohres, in dem der Querschnitt der Schnürnut nahezu dem Rohrquerschnitt entspricht, so daß sich diese Bauweise in erster Linie für größere Pressen eignet. Für diesen Vorteil ist die Querschnittsform der Schnürnut ohne Bedeutung. Es empfiehlt sich jedoch auch hier, den Querschnitt als einseitig offenes Rechteck mit von seiner offenen Seite ausgehenden, zum Austrittsschlitz verlaufenden Begrenzungslinien zu gestalten, um die damit verbundenen Vorteile zusätzlich zu erzielen.
- Anhand einiger in der Zeichnung dargestellter Ausführungsbeispiele wird die Erfindung nachfolgend weiter erläutert. Es zeigen:
- Fig. 1 eine horizontale Kanalballenpresse im Längs-schnitt;
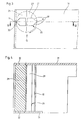
- Fig. 2 die geschnittene Aufsicht eines Preßstempels mit erfindungsgemäß verschließbaren Schnürnuten;
- Fig. 3 die Aufsicht auf einen Teil eines Preßstempels mit einer Schnürnutquerschnitt aufweisenden Öffnung in dessen oberer Platte; und
- Fig. 4 einen Schnitt entlang der Linie IV-IV in Fig. 3.
- In einem Preßkasten 1 von rechteckigem Querschnitt ist ein durch einen Zylinderantrieb 3 bewegter Preßstempel 2 verschiebbar gelagert. Bei der Darstellung gemäß Fig. 1 befindet sich der Preßstempel 2 in seiner vorderen Endstellung P. Bei zurückgefahrenem Preßstempel kann das Preßgut durch einen oben in den Preßkasten einmündenden Füllschacht 4 eingebracht werden. Zum Herstellen jedes Ballens sind mehrere Arbeitshübe des Preßstempels 2 erforderlich.
- Im Preßkasten 1 befinden sich gemäß Fig. 1 drei bereits gepreßte Ballen 5, von denen der mittlere und der rechte schon mit Draht umschnürt sind, während der linke gerade umschnürt werden soll. Zum Umschnüren werden für jeden Ballen mehrere Schlingen aus Schnürdraht 6 benötigt, der von einer der Zahl der Schlingen entsprechenden Anzahl Vorratsrollen 7 abgezogen wird. Gemäß Fig. 1 hat eine Schnürnadel 8 hinter dem zu verschnürenden linken Ballen 5 gerade eine Drahtschleife 6a, 6b von der unteren Seite des Preßkastens 1 aus quer durch den Preßkasten hochgezogen.
- In der Stirnfläche 9 des Preßstempels 2 befinden sich vier zylindrische Bohrungen 11. In den Bohrungen 11 sind Austrittsschlitze 12 aufweisende Rohre 13 gelagert. Durch einfaches Drehen der Rohre 13 kann der Austrittsschlitz 12 mit einem in der Stirnfläche 9 liegenden Schlitz 14 der Bohrung 11 zur Deckung gebracht werden, so daß der Schnürdraht 6 ungehindert austreten kann. Die die Schnürnuten aufweisenden Rohre 13 werden durch einen Antrieb 15 angetrieben, der teilweise innerhalb und teilweise außerhalb des Preßstempels 2 liegt. Der Antrieb 15 besteht im wesentlichen aus einem Querhebel 16, zwei Hydraulikzylindern 17 und die Rohre 13 mit dem Querhebel 16 verbindenden Lenkern 18. Die Lenker 18 sind rechtwinklig von der Oberfläche der Rohre 13 ausgehend, starr an dieser befestigt. Der Querhebel 16 ist in Preßstempelseitenwänden 19 in Gleitlagern 21 quer zur Preßrichtung Z verschiebbar.
- Die Hydraulikzylinder 17 sind sowohl rechts als auch links an einer Preßkastenseitenwand 23 des Preßkastens 1 auf Höhe der Preßstempelendstellung P so angeflanscht, daß Kolbenstangen 22 der Hydraulikzylinder 17 mit dem Querhebel 16 fluchten.
- Der jeweils mit Druck beaufschlagte Hydraulikzylinder 17 ragt mit seiner Kolbenstange 22 durch in den Preßkastenseitenwänden 23 angeordnete Öffnungen 24 und drückt gegen den Querhebel 16.
- Durch abwechselndes Beaufschlagen der Hydraulikzylinder 17 öffnet und schließt der Querhebel 16 über die Lenker 18 die Austrittsschlitze 12 der Schnürnuten 26, 27, 28, indem die Lenker 18 die Rohre 13 drehen.
- Der Querhebel 16 ist in seiner Bewegungsrichtung einseitig durch eine Rückholfeder 25 belastet, die das Verschließen der Austrittsschlitze 12 der Schnürnuten unterstützt und die Verschließstellung während der Preßhübe hält.
- Die Schnürnut in dem Rohr 13 besitzt sowohl in dem Ausführungsbeispiel gemäß Fig. 2 als auch dem gemäß Fig. 3 und 4 einen Querschnitt 26, der dem eines einseitig offenen Rechtecks 27, mit von der offenen Seite des Rechtecks ausgehenden, zum Schlitz 12 verlaufenden Begrenzungslinien 28 entspricht. Ein solcher Querschnitt 26 erleichtert das Ausgleiten des Schnürdrahtes 6 aus der Schnürnut 26, 27, 28.
- Als Besonderheit ist in dem Ausführungsbeispiel der Fig. 3 und 4 der Querschnitt 26 der Schnürnut völlig in einer Hälfte 29 der Querschnittsfläche des Rohres 13 enthalten.
- Der Preßstempel 2 besitzt eine obere und eine untere geschlossene Platte 31 mit in Verschnürstellung mit der Schnürnut 26, 27, 28 fluchtenden Öffnungen 32. Durch Verdrehen des Rohres 13 aus der Verschnürstellung kann der Querschnitt 26, 27, 28 der Schnürnut vollständig unter die obere, geschlossene Platte gedreht werden, so daß die Schnürnut gegen von oben herabfallendes Material während des Preßvorganges sicher abgeschirmt ist.
- Das Verschnüren beginnt in dem Betriebszustand gemäß Fig. 1, zu welchem Zeitpunkt der Ballen 5 gerade fertiggepreßt ist und der Preßstempel 2 in Preßendstellung P steht. Der Austrittsschlitz 12 des Rohres 13 wird mit dem in der Stirnfläche 9 des Preßstempels 2 liegenden Schlitz 14 durch Verdrehen des Rohres 13 mittels des Antriebs 15 zur Deckung gebracht, so daß der Schnürdraht 6 beim Zurückfahren des Preßstempels 2 ungehindert aus der Schnürnut 26, 27, 28 austreten kann. Die Schnürnadeln 8 werden abgesenkt, um in bekannter Weise vom Schnürdraht 6 Drahtschleifen 6a, 6b gemäß Fig. 1 hochzuziehen, die dann automatisch verdrillt und durchtrennt werden. Sodann wird der Preßstempel zurückgefahren. Damit ist das Verschnüren beendet.
- Bei der Ballenpresse nach Fig. 3 verhindert die geschlossene, obere Platte 31 des Preßstempels 2 nach einem Drehen des Rohres 13 um 180° in die in der Fig. 3 gestrichelt dargestellte Position, daß beim Unterfahren des Füllschachts 4 Preßmaterial von oben in die Schnürnut 26, 27, 28 eindringen kann. Vor dem Verschnüren ist es erforderlich, das die Schnürnut aufweisende Rohr 13 in Verschnürposition zu drehen, so daß der Querschnitt 26 der Schnürnut mit denen der Öffnungen 32 in der oberen und der unteren, geschlossenen Platte 31 des Preßstempels 2 fluchtet. Sodann können die Schnürnadeln 8 abgesenkt und der Schnürdraht 6 hochgezogen werden.
Claims (13)
- Presse zum Herstellen von verschnürten Ballen mit einem Preßkasten (1), einem Preßstempel (2) im Preßkasten (1) und mindestens einer in der Stirnfläche des Preßstempels befindlichen offenen Schnürnut (26, 27, 28) mit Austrittsschlitz (12) für einen Schnürdraht (6), dadurch gekennzeichnet, daß sich die Schnürnut (26, 27, 28) in Längsrichtung durch ein drehbar in einer im Preßstempel befindlichen Bohrung (11) gelagertes Rohr (13) erstreckt, wobei der Austrittsschlitz (12) durch Drehen des Rohres zumindest teilweise verschließbar ist.
- Ballenpresse nach Anspruch 1, dadurch gekennzeichnet, daß sich der sowohl parallel zur Schnürebene (X) als auch zur Stirnfläche des Preßstempels (2) liegende Austrittsschlitz (12) über die gesamte Länge des Rohres (13) erstreckt.
- Ballenpresse nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Querschnitt (26) der Schnürnut einem einseitig offenen Rechteck (27) mit von seiner offenen Seite ausgehenden, zum Austrittsschlitz (12) verlaufenden Begrenzungslinien (28) entspricht.
- Ballenpresse nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das die Schnürnut aufweisende Rohr (13) mit einem Antrieb (15) verbunden ist.
- Ballenpresse nach Anspruch 4, dadurch gekennzeichnet, daß der Antrieb (15) aus einem mehrere die Schnürnuten aufweisende Rohre (13) verbindenden Hebelgestänge (16, 18) und einem Grundantrieb (17) besteht.
- Ballenpresse nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß der Antrieb (15) aus einem durch mindestens einen druckmittelbetriebenen Zylinder (17) quer zur Preßrichtung (Z) des Preßstempels (2) beweglichen, federbelasteten Querhebel (16) und einer der Anzahl der die Schnürnuten aufweisenden Rohre (13) entsprechenden Zahl von die Rohre (13) und den Querhebel (16) verbindenden Lenkern (18) besteht.
- Ballenpresse nach einem oder mehreren der Ansprüche 4 bis 6, dadurch gekennzeichnet, daß der Querhebel (16) in dem freien Raum zwischen den Preßstempelseitenwänden (19) hinter der Stirnfläche (9) angeordnet ist.
- Ballenpresse nach einem oder mehreren der Ansprüche 4 bis 7, dadurch gekennzeichnet, daß auf Höhe der Preßstempelendstellung (P) zwei mit dem Querhebel (16) fluchtende Zylinder (17) an den Seitenwänden (23) des Preßkastens (1) angeordnet sind.
- Ballenpresse nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß der gesamte Antrieb (15) in dem freien Raum hinter der Stirnfläche (9) liegt.
- Ballenpresse nach einem oder mehreren der Ansprüche 4 bis 8, dadurch gekennzeichnet, daß der Querhebel (16) in den Preßstempelseitenwänden (19) gelagert ist.
- Ballenpresse nach einem oder mehreren der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der Preßstempel (2) eine obere, geschlossene Platte mit mindestens Schnürnut-Querschnitt (26) aufweisenden, in Verschnürstellung mit der Schnurnut fluchtenden Öffnungen (32) besitzt.
- Ballenpresse nach einem oder mehreren der Ansprüche 3 bis 11, dadurch gekennzeichnet, daß der Querschnitt der Schnürnut (26) völlig in einem Halbkreis (29) der Querschnittsfläche des die Schnürnut aufweisenden Rohres (13) enthalten ist.
- Ballenpresse nach Anspruch 11 oder 12, dadurch gekennzeichnet, daß der Querschnitt der Öffnung (32) dem der Schnürnut entspricht.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90121116T ATE83723T1 (de) | 1989-12-02 | 1990-11-05 | Ballenpresse mit einem schnuernuten aufweisenden pressstempel. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3939944 | 1989-12-02 | ||
| DE3939944A DE3939944C2 (de) | 1989-12-02 | 1989-12-02 | Ballenpresse mit einem Schnürnuten aufweisenden Preßstempel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0431320A1 EP0431320A1 (de) | 1991-06-12 |
| EP0431320B1 true EP0431320B1 (de) | 1992-12-23 |
Family
ID=6394705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90121116A Expired - Lifetime EP0431320B1 (de) | 1989-12-02 | 1990-11-05 | Ballenpresse mit einem Schnürnuten aufweisenden Pressstempel |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0431320B1 (de) |
| AT (1) | ATE83723T1 (de) |
| DE (2) | DE3939944C2 (de) |
| ES (1) | ES2036392T3 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19860316B4 (de) * | 1998-12-24 | 2008-12-11 | Avermann Maschinenfabrik Gmbh & Co. Kg | Ballenpresse |
| DE10119192C2 (de) * | 2001-04-19 | 2003-07-10 | Paal Gmbh | Maschine zum Pressen und Umschnüren von Ballen |
| CN100395103C (zh) * | 2005-11-14 | 2008-06-18 | 江苏华宏科技股份有限公司 | 卧式液压全自动打包机 |
| EP3323284B1 (de) | 2016-11-21 | 2019-10-02 | Bollegraaf Patents and Brands B.V. | Ballenpresse sowie verfahren zum pressen und umschnüren von ballen in einer ballenpresse |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1171811B (de) * | 1961-02-01 | 1964-06-04 | Ver Metaalverpakking Mij Nv | Vorrichtung zum Befestigen eines Bandes oder eines Drahtes um ein Packstueck |
| DE2523043C2 (de) * | 1975-05-24 | 1982-06-03 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse |
| DE2552722C3 (de) * | 1975-11-25 | 1980-04-03 | Lindemann Maschinenfabrik Gmbh, 4000 Duesseldorf | Kanalpresse mit einem mit Schermessern und Schnürnuten versehenen Preßstempel |
| DE2728203C3 (de) * | 1977-06-23 | 1981-11-19 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse mit einem mehrere Schnürnuten aufweisenden Preßstempel |
| NL8100710A (nl) * | 1981-02-13 | 1982-09-01 | Boa Maschf Bv | Balenpers. |
| US4584935A (en) * | 1984-09-04 | 1986-04-29 | Luggen Leo J | Stock baler |
| DE3503546A1 (de) * | 1985-02-02 | 1986-08-07 | Paal's Packpressen-Fabrik GmbH & Co KG, 4504 Georgsmarienhütte | Maschine zum pressen und umschnueren von ballen |
| US4611534A (en) * | 1985-04-08 | 1986-09-16 | Cranston Machinery Co., Inc. | Bale strapping apparatus |
| DE3732390A1 (de) * | 1987-09-25 | 1989-04-06 | Fleissner Maschf Ag | Faserballenpresse |
-
1989
- 1989-12-02 DE DE3939944A patent/DE3939944C2/de not_active Expired - Fee Related
-
1990
- 1990-11-05 DE DE9090121116T patent/DE59000660D1/de not_active Expired - Fee Related
- 1990-11-05 EP EP90121116A patent/EP0431320B1/de not_active Expired - Lifetime
- 1990-11-05 ES ES199090121116T patent/ES2036392T3/es not_active Expired - Lifetime
- 1990-11-05 AT AT90121116T patent/ATE83723T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE83723T1 (de) | 1993-01-15 |
| DE59000660D1 (de) | 1993-02-04 |
| EP0431320A1 (de) | 1991-06-12 |
| ES2036392T3 (es) | 1993-05-16 |
| DE3939944C2 (de) | 1994-08-04 |
| DE3939944A1 (de) | 1991-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2111894C3 (de) | Vorrichtung zum Umbinden von Ballen mit einem PreBkanal und einem im Preßkanal hin- und herverschiebbaren Preßkolben | |
| DE2656457C3 (de) | Ballenpresse | |
| DE2728203C3 (de) | Ballenpresse mit einem mehrere Schnürnuten aufweisenden Preßstempel | |
| DE2460464B2 (de) | Umschnürungsvorrichtung an einer Ballenpresse | |
| EP0431320B1 (de) | Ballenpresse mit einem Schnürnuten aufweisenden Pressstempel | |
| DE2344698B1 (de) | Vorrichtung zum Verdichten von Muell | |
| DE102009040508A1 (de) | Ballenpresse | |
| DE202013012192U1 (de) | Kanalballenpresse | |
| DE2745864C2 (de) | Ballenpresse | |
| DE2523043A1 (de) | Ballenpresse | |
| EP0623455B1 (de) | Presse zum Verdichten von Material insbesondere Abfall | |
| DE69404057T2 (de) | Verdichter | |
| DE2552722B2 (de) | Kanalpresse mit einem mit Schermessern und Schnürnuten versehenen Preßstempel | |
| EP0492260A1 (de) | Presse zum Herstellen von verschnürten Ballen | |
| DE19860316B4 (de) | Ballenpresse | |
| DE102022113307A1 (de) | Kanalballenpresse mit Schlitzverschluss | |
| DE19860317A1 (de) | Drahteinlegeeinrichtung | |
| DE1938602C3 (de) | Ballenpresse für faseriges Gut | |
| DE1577267C3 (de) | Schrottpaketierpresse | |
| DE1653200C3 (de) | Vorrichtung zum Pressen von Formteilen aus einem aus zerkleinerten organischen Faserstoffen und einem wärmehärtenden Bindemittel bestehenden, nicht steigfähigen Gemisch | |
| DE9218458U1 (de) | Vorrichtung zum Betreiben einer Ballenpresse | |
| DE4240286A1 (de) | Kompaktpresse mit vollautomatischer Ballenverpackung | |
| DE7539758U (de) | Ballenpresse zum verpressen von altmaterial | |
| DE2244355B2 (de) | Ballenpresse | |
| DE1915805C (de) | Maschine zum Beziehen von Matratzen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910716 |
|
| 17Q | First examination report despatched |
Effective date: 19920124 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 83723 Country of ref document: AT Date of ref document: 19930115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59000660 Country of ref document: DE Date of ref document: 19930204 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930119 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2036392 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941017 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19941117 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19941122 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19941123 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19941130 Year of fee payment: 5 Ref country code: ES Payment date: 19941130 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19941206 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19941219 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950123 Year of fee payment: 5 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 90121116.9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951105 Ref country code: AT Effective date: 19951105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19951106 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19951106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19951130 Ref country code: CH Effective date: 19951130 Ref country code: BE Effective date: 19951130 |
|
| BERE | Be: lapsed |
Owner name: LINDEMANN MASCHINENFABRIK G.M.B.H. Effective date: 19951130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19960601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951105 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960731 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19960601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960801 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90121116.9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051105 |