EP0341436A2 - Verfahren und Vorrichtung zum Kühlen eines heissen Produktgases, das klebrige bzw. schmelzflüssige Partikel enthält - Google Patents
Verfahren und Vorrichtung zum Kühlen eines heissen Produktgases, das klebrige bzw. schmelzflüssige Partikel enthält Download PDFInfo
- Publication number
- EP0341436A2 EP0341436A2 EP89106390A EP89106390A EP0341436A2 EP 0341436 A2 EP0341436 A2 EP 0341436A2 EP 89106390 A EP89106390 A EP 89106390A EP 89106390 A EP89106390 A EP 89106390A EP 0341436 A2 EP0341436 A2 EP 0341436A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling fluid
- cooling
- nozzle ring
- product gas
- cooling zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10K—PURIFYING OR MODIFYING THE CHEMICAL COMPOSITION OF COMBUSTIBLE GASES CONTAINING CARBON MONOXIDE
- C10K1/00—Purifying combustible gases containing carbon monoxide
- C10K1/04—Purifying combustible gases containing carbon monoxide by cooling to condense non-gaseous materials
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10J—PRODUCTION OF PRODUCER GAS, WATER-GAS, SYNTHESIS GAS FROM SOLID CARBONACEOUS MATERIAL, OR MIXTURES CONTAINING THESE GASES; CARBURETTING AIR OR OTHER GASES
- C10J3/00—Production of combustible gases containing carbon monoxide from solid carbonaceous fuels
- C10J3/72—Other features
- C10J3/82—Gas withdrawal means
- C10J3/84—Gas withdrawal means with means for removing dust or tar from the gas
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10K—PURIFYING OR MODIFYING THE CHEMICAL COMPOSITION OF COMBUSTIBLE GASES CONTAINING CARBON MONOXIDE
- C10K1/00—Purifying combustible gases containing carbon monoxide
- C10K1/08—Purifying combustible gases containing carbon monoxide by washing with liquids; Reviving the used wash liquors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S48/00—Gas: heating and illuminating
- Y10S48/02—Slagging producer
Definitions
- the invention relates to a method and a device for cooling a hot product gas which contains sticky or molten particles which lose their tackiness on cooling, an annular jet of a cooling fluid being injected into the hot product gas in a cooling zone with a circular cross section in the flow direction of the gas becomes.
- Partial oxidation gas leaving the carburetor at a temperature of 12oo to 17oo o C contains sticky or molten slag particles and / or other tarry constituents which lead to the deposits described above.
- appropriate measures must therefore be taken to ensure that these accompanying substances do not impair the cooling and the downstream processing process by deposits on the walls of the apparatus used, on the heat exchanger surfaces and / or in the pipes.
- DE-OS 35 24 8o2 has proposed to use this cooling principle also for cooling hot product gases which contain sticky or molten particles, in particular for cooling partial oxidation gas.
- the introduction of a cooling fluid through an annular gap is intended to prevent the particles from coming into contact with the wall and thus to eliminate the risk of deposits.
- this goal cannot be achieved to a satisfactory extent in this way.
- the recirculation flow which forms at the edges of the frustoconical cooling fluid ring jet does not keep the sticky particles away from the wall, but on the contrary leads them to the wall.
- the invention is therefore based on the object of improving the method of the type mentioned in such a way that contact with the wall of the sticky or molten particles is avoided during the cooling process and the risk of caking or deposits is thereby eliminated. At the same time, a complete and uniform mixing of product gas flow and cooling fluid is to be ensured.
- the method of the generic type used to achieve this object is characterized according to the invention in that the annular jet is composed of a large number of separate cooling fluid jets, the mass and penetration depth of which is adapted to the mass of the product gas stream flowing in the individual annular spaces of the cooling zone, the injection speeds being Cooling fluid jets are chosen so that the desired depth of penetration can be achieved.
- the method according to the invention no longer provides for the introduction of the cooling fluid in the form of a closed annular jet. Instead, the annular jet is broken down into a large number of separate individual jets, some of which have different masses, some are different penetration depths and the same or some different injection angles.
- the cooling fluid supply can thus be adapted to the mass of the product gas stream flowing in the individual annular spaces of the cooling zone.
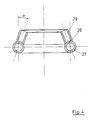
- FIG. 1 shows a schematic representation of the section from the cooling zone 2 in which the nozzle ring 4 for the injection of the separate cooling fluid jets is located.
- the diameter D of the cooling zone 2 is divided into four parts, for example.
- the diameter 1 ⁇ 4 D, 2nd 4th D, 3 ⁇ 4 D and D therefore delimit annular spaces with different base areas in the cooling zone, which is shown in the illustration by different hatching.
- the percentage of the base areas of these annular spaces in the total area of the cooling zone is 6.25%, 18.75%, 31.25% and 43.75% from inside to outside.
- cooling fluid masses ⁇ 1, ⁇ 2, ⁇ 3, ⁇ 4 with different penetration depths e1, e2, e3, e4 are therefore injected into the individual annular spaces of the cooling zone.
- the injection angle ⁇ i can be the same or different for operational reasons.
- the injection speeds of the cooling fluid are chosen so that the desired penetration depths are achieved.
- the injection speeds are preferably selected at the same time so that when the desired penetration depth is reached, the vertical component of the jet center speed in the flow direction is equal to the speed of the overall flow.
- the cooling of 12oo to 17oo o C partial oxidation gas is a preferred field of application of the method according to the invention or molten particles, for example, metals, salts or ashes.
- a partial stream of the cold, purified product gas can preferably be used as the cooling fluid.
- other media such as steam or possibly preheated water, can also be used for this.
- FIG. 2 shows the upper part of the reactor 1, which is used to generate the product gas to be cooled, and the cooling zone 2 directly adjoining it.
- the reactor 1 is concerned a gasification reactor with the features known per se. Since the generation of the respective product gas is not the subject of the present invention, there is no need to go into the structural details of the reactor 1 here.
- the cooling zone 2 has a circular cross section. The product gas generated flows in the direction of arrow 3 from the bottom upwards from the reactor 1 into the cooling zone 2.
- the cooling fluid is in three stages with different objectives and below given up different effects.
- the actual cooling of the product gas stream is carried out by the cooling fluid jets which are injected into the gas via the nozzle ring 4.
- the specific conditions of this cooling fluid addition have already been discussed above.
- the different penetration depths of the individual cooling fluid jets, which are marked by the arrows 5, are achieved by different injection speeds. These are in turn achieved by different initial pressures in the chambers 6a, 6b and 6c, into which the nozzle ring 4 is divided in this case, and by different nozzle diameters.
- the nozzle ring 4 has a number of nozzles corresponding to the number of cooling fluid jets required, which is not shown in the figure.
- the nozzles are evenly distributed over the entire circumference of the nozzle ring 4.
- the different cooling fluid masses are obtained from the different number of nozzles with the same diameter.
- the individual cooling fluid jets can have a different injection angle.
- This injection angle ⁇ i can be in the range between 0 o and 90 o .
- the corresponding injection angles are achieved by a corresponding inclination of the nozzles on the nozzle ring 4.
- the injection speeds of the cooling fluid at the nozzle ring 4 are between 1 m / s and 100 m / s.
- the individual nozzles are each connected via the chambers 6a, 6b and 6c to the lines 7 through which the required cooling fluid is supplied, the required pressure being able to be set via the valves 8.
- the pressure of the cooling fluid in the chambers 6a, 6b and 6c is controlled as a function of the gas temperature in the cooling zone 2.
- the gas temperature determined by the temperature measuring device 22 is used via the pulse line 21 as a control variable for the actuator 23 of the valve 8, so that this valve can be opened or closed depending on the measured temperature.
- This type of control is particularly appropriate when the product gas is only produced in a smaller amount than normal in part-load operation and therefore the cooling process is only operated with a reduced amount of cooling fluid. This can go so far that the cooling fluid supply to individual nozzle groups is completely interrupted.
- the control described above has only been drawn for the chamber 6a of the nozzle ring 4. Of course, this regulation can also be used for the other chambers.
- a further cooling fluid flow is introduced into the device in the direction of the arrows 11 via the annular gap 10.
- This cooling fluid flow is intended to keep the particles away from the reactor wall by displacement.
- the Transition area 9 is designed such that its change in inclination continuously changes into the cylindrical part of cooling zone 2 after an exponential function.
- the speed of the cooling fluid jet, which is injected via the annular gap 10 is in the range between 0.1 m / s and 50 m / s.
- the annular gap 10 is preferably formed in that the wall 12 in the upper part of the reactor 1 is offset, as can be seen from the figure.
- the annular gap 10 is connected via the line 13 to the ring line 14, which is supplied with the required cooling fluid via the line 15.
- a further cooling fluid stream is also injected into the cooling zone 2 above the nozzle ring 4 via the annular gap 16.
- This cooling fluid flow which is marked by the arrows 17, is intended to avoid or suppress eddies and backflows which may be generated by the injection of the cooling fluid via the nozzle ring 4 on the wall of the cooling zone 2.
- the angle ⁇ is selected to be correspondingly small, namely in the range between 0 o and 45 o , so that this cooling fluid flow itself does not cause any backflow on the wall of the cooling zone 2.
- the speed of the cooling fluid flow is in the range between 1 m / s and 50 m / s.
- the annular gap 16 is in turn connected via line 18 to the ring line 19, which is supplied with the required cooling fluid via line 20.
- FIG. 2 is only a schematic illustration of the device according to the invention, from which special structural configurations cannot be deduced.
- the walls of the reactor 1 and / or the cooling zone 2 can be designed as tube walls through which a cooling medium flows and which are provided on their inside with a refractory lining.
- the gap 16 can be given a different design for manufacturing reasons, which will be discussed further below in connection with FIG. 4.
- FIG. 3 shows a cross section through another embodiment of the nozzle ring 4.
- the nozzle ring in this case has two chambers 6a and 6b located one behind the other. While in the embodiment according to FIG. 2 the rows of nozzles of the individual chambers 6a, 6b and 6c lie one above the other, in the embodiment shown in FIG. 3 all the nozzles are in one plane.
- the nozzles 24 assigned to the rear chamber 6a are each connected to this chamber via the line pieces 25, while the nozzles 26 assigned to the front chamber 6b are embedded directly in the chamber wall.
- the nozzles 24 and 26 can have different diameters and / or angles of inclination. As a rule, the nozzles assigned to a nozzle chamber will each be the same.
- FIG. 4 finally shows a longitudinal section through a special embodiment for the addition of cooling fluid above the nozzle ring 4. While the cooling fluid is injected into the cooling zone 2 via the annular gap 16 in the device shown in FIG. 2, it can be attached for manufacturing reasons. a nozzle ring 27 is also to be used for this. In this case, the guide ring 29, which is open at the top, is placed on the nozzle ring 27, through which the cooling fluid jets emerging from the nozzles 28 are made more fluid.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Kühlen eines heißen Produktgases, das klebrige bzw. schmelzflüssige Partikel enthält, die beim Abkühlen ihre Klebrigkeit verlieren, wobei in das heiße Produktgas in einer Kühlzone mit kreisförmigem Querschnitt in Strömungsrichtung des Gases ein ringförmiger Strahl eines Kühlfluids eingedüst wird.
- Bei der Kühlung von heißen Produktgasen, die klebrige bzw. schmelzflüssige Partikel enthalten, die ihre Klebrigkeit verlieren, wenn sie eine bestimmte Erstarrungstemperatur unterschritten haben, besteht stets die Gefahr, daß diese Partikel infolge Anbackung zu Ablagerungen an den Wänden der verwendeten Apparaturen oder sonstigen Anlageteilen führen. Das zwangsläufige Wachsen dieser Ablagerungen führt dabei im Laufe der Zeit dazu, daß der Gasweg in den verwendeten Apparaturen allmählich verlegt und damit die gesamte Anlage funktionsunfähig wird. Ein ausgeprägtes Beispiel für ein derartiges, klebrige bzw. schmelzflüssige Bestandteile enthaltendes Produktgas ist das Partialoxidationsgas, das bei der Partialoxidation von Kohle und/oder sonstigen Kohlenstoffträgern bei Temperaturen oberhalb des Schlackenschmelzpunktes gewonnen wird. Hierbei führt das den Vergaser mit einer Temperatur von 12oo bis 17oooC verlassende Partialoxidationsgas klebrige bzw. schmelzflüssige Schlacketeilchen und/oder sonstige teerige Bestandteile mit sich, die zu den vorstehend beschriebenen Ablagerungen führen. Bei der Kühlung und Weiterbehandlung derartiger Gase muß deshalb durch geeignete Maßnahmen dafür gesorgt werden, daß diese Begleitstoffe den Kühl- sowie den nachgeschalteten Verarbeitungsprozeß nicht durch Ablagerungen an den Wänden der verwendeten Apparaturen, an den Wärmeaustauscherflächen und/oder in den Rohren beeinträchtigen.
- Zur KÜhlung heißer Produktgase ist es prinzipiell bekannt, in den heißen Produktgasstrom einen ringförmigen Strahl eines Kühlfluids in Strömungsrichtung des Gases einzuspritzen oder einzudüsen. Eine solche Einführung führt zwangsläufig zu einer kegelstumpfförmigen Ausbildung des ringförmigen Strahls, der dann einen konvergenten Primärteil und einen divergenten Sekundärteil aufweist, wenn er sich der Produktgasströmung überlagert. Beispiele für die praktische Anwendung dieses Kühlprinzips, bei dem das Kühlfluid über einen ringförmigen Spalt in den heißen Produktgasstrom eingeleitet wird, sind bereits seit langem bekannt. So wird dieses Verfahren beispielsweise beim sogenannten Wälzgasverfahren angewandt, bei dem dem heißen Verbrennungsgas zwecks Temperatureinstellung sogenanntes Rückgas zugemischt wird. (Ullmann, Bd. 1, 1951, Seite 182, Abbildung 332). Nach dem gleichen Prinzip arbeiten auch Toroidlufterhitzer, bei denen dem heissen Verbrennungsgas in einer Mischkammer Kalfluft beigemischt wird. In neuerer Zeit ist schließlich in der
- DE-OS 35 24 8o2 vorgeschlagen worden,dieses Kühlprinzip auch zur Kühlung von heißen Produktgasen, die klebrige bzw. schmelzflüssige Partikel enthalten, insbesondere zur Kühlung von Partialoxidationsgas, anzuwenden. Hierbei soll durch die Einleitung eines Kühlfluids über einen ringförmigen Spalt die Wandberührung der Partikel vermieden und damit die Gefahr von Ablagerungen ausgeschaltet werden. Es hat sich jedoch gezeigt, daß sich dieses Ziel auf diese Weise nicht im befriedigenden Umfange erreichen läßt. Die sich an den Rändern des kegelstumpfförmigen Kühlfluidringstrahles ausbildende Rezirkulationsströmung hält die klebrigen Partikel nicht von der Wand fern, sondern führt sie im Gegenteil an die Wand heran.
- Der Erfindung liegt deshalb die Aufgabe zugrunde, das Verfahren der eingangs genannten Art dahingehend zu verbessern, daß eine Wandberührung der klebrigen bzw. schmelzflüssigen Partikel während des Kühlvorganges vermieden und die Gefahr von Anbackungen bzw. Ablagerungen dadurch ausgeschaltet wird. Gleichzeitig soll eine vollständige und gleichmäßige Durchmischung von Produktgasstrom und Kühlfluid gewährleistet werden.
- Das der Lösung dieser Aufgabe dienende Verfahren der gattungsgemäßen Art, ist erfindungsgemäß dadurch gekennzeichnet, daß der ringförmige Strahl aus einer Vielzahl separater Kühlfluidstrahlen zusammengesetzt ist, deren Masse und Eindringtiefe der Masse des in den einzelnen Ringräumen der Kühlzone strömenden Produktgasstromes angepaßt ist, wobei die Eindüsgeschwindigkeiten der Kühlfluidstrahlen so gewählt werden, daß die gewünschten Eindringtiefen erreicht werden.
- In Abkehr von der bisher bekannten Arbeitsweise sieht also das erfindungsgemäße Verfahren nicht mehr die Einführung des Kühlfluids in Form eines geschlossenen ringförmigen Strahles vor. Stattdessen wird der ringförmige Strahl in eine Vielzahl separater Einzelstrahlen zerlegt, die teilweise unterschiedliche Massen, teilweise unterschiedliche Eindringtiefen und gleiche oder teilweise unterschiedliche Eindüswinkel haben. Damit kann die Kühlfluidzufuhr der Masse des in den einzelnen Ringräumen der Kühlzone strömenden Produktgasstromes angepaßt werden.
- Zur Erläuterung wird hierzu auf Fig. 1 verwiesen, die in schematischer Darstellung den Ausschnitt aus der Kühlzone 2 darstellt, in dem sich der Düsenring 4 für die Einspritzung der separaten Kühlfluidstrahlen befindet. Der Durchmesser D der Kühlzone 2 ist hierbei beispielsweise in vier Teile geteilt. Die Durchmesser¼ D,

- Wie bereits aus den weiter oben getroffenen Feststellungen hervorgeht, stellt die Kühlung von 12oo bis 17oooC heißem Partialoxidationsgas ein bevorzugtes Anwendungsgebiet des erfindungsgemäßen Verfahrens dar. Andere Produktgase, für die sich der Einsatz des erfindungsgemäßen Verfahrens besonders anbietet, sind solche Gase, die als klebrige bzw. schmelzflüssige Partikel beispielsweise Metalle, Salze oder Aschen enthalten. Als Kühlfluid kann vorzugsweise ein Teilstrom des kalten, gereinigten Produktgases verwendet werden. Es können hierfür aber auch andere Medien, wie Z.B. Dampf oder gegebenenfalls vorerhitztes Wasser, zur Anwendung gelangen.
- Weitere Einzelheiten des erfindungsgemäßen Verfahrens sowie einer zur Durchführung dieses Verfahrens besonders geeigneten Vorrichtung ergeben sich aus den vor liegenden Unteransprüchen und sollen nachfolgend an Hand der in den Figuren 2 bis 4 dargestellten Abbildungen erläutert werden. Diese Abbildungen zeigen:
- Fig. 2 einen Längsschnitt durch eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens in schematischer Darstellung,
- Fig. 3 einen Querschnitt durch einen Düsenring mit zwei hintereinanderliegenden Kammern, und
- Fig. 4 einen Längsschnitt durch eine Ausführungsform der Kühlfluidzugabe oberhalb des Düsenringes.
- Die Abbildung in Fig. 2 zeigt den Oberteil des Reaktors 1, der der Erzeugung des zu kühlenden Produktgases dient, sowie die sich unmittelbar daran anschliessende Kühlzone 2. Sofern das erfindungsgemäße Verfahren zur Kühlung von Partialoxidationsgas verwendet werden soll, handelt es sich bei dem Reaktor 1 um einen Vergasungsreaktor mit den an sich bekannten Merkmalen. Da die Erzeugung des jeweiligen Produktgases nicht Gegenstand der vorliegenden Erfindung ist, braucht hier auf die konstruktiven Einzelheiten des Reaktors 1 nicht näher eingegangen zu werden. Die Kühlzone 2 weist, wie bereits gesagt wurde, einen kreisförmigen Querschnitt auf. Das erzeugte Produktgas strömt in Richtung des Pfeiles 3 von unten nach oben aus dem Reaktor 1 in die Kühlzone 2. Bei der in Fig. 2 dargestellten Vorrichtung wird das Kühlfluid in drei Stufen mit unterschiedlicher Zielsetzung und unter schiedlicher Wirkung aufgegeben. Die eigentliche Kühlung des Produktgasstromes erfolgt durch die Kühlfluidstrahlen, die über den Düsenring 4 in das Gas eingedüst werden. Auf die spezifischen Bedingungen dieser Kühlfluidzugabe ist bereits weiter oben eingegangen worden. Die unterschiedlichen Eindringtiefen der einzelnen Kühlfluidstrahlen, die durch die Pfeile 5 markiert werden, erreicht man durch unterschiedliche Eindüsgeschwindigkeiten. Diese werden wiederum durch unterschiedliche Vordrücke in den Kammern 6a, 6b und 6c, in die der Düsenring 4 in diesem Falle unterteilt ist, sowie durch unterschiedliche Düsendurchmesser erzielt. Selbstverständlich weist der Düsenring 4 eine der Zahl der benötigten Kühlfluidstrahlen entsprechende Anzahl von Düsen auf, was in der Abbildung nicht näher dargestellt ist. Die Düsen sind hierbei über den gesamten Umfang des Düsenringes 4 gleichmäßig verteilt. Die unterschiedlichen Kühlfluidmassen erhält man dabei durch die unterschiedliche Anzahl von Düsen mit gleichem Durchmesser. Wie durch die Lage der Pfeile 5 angedeutet wird, können die einzelnen Kühlfluidstrahlen dabei einen unterschiedlichen Eindüswinkel aufweisen. Dieser Eindüswinkel αi kann im Bereich zwischen 0o und 90o liegen. Die entsprechenden Eindüswinkel werden durch entsprechende Neigung der Düsen am Düsenring 4 erzielt. Die Eindüsgeschwindigkeiten des Kühlfluids am Düsenring 4 liegen dabei zwischen 1 m/s und 1oo m/s. Die einzelnen Düsen sind jeweils über die Kammern 6a, 6b und 6c mit den Leitungen 7 verbunden, durch die die Zufuhr des erforderlichen Kühlfluids erfolgt, wobei der erforderliche Druck über die Ventile 8 eingestellt werden kann.
- Aus Gründen der Betriebsflexibilität kann es vorteilhaft sein, wenn der Druck des Kühlfluids in den Kammers 6a, 6b und 6c in Abhängigkeit von der Gastemperatur in der Kühlzone 2 gesteuert wird. Hierbei wird die durch das Temperaturmeßgerät 22 ermittelte Gastemperatur über die Impulsleitung 21 als Steuergröße für den Stellantrieb 23 des Ventiles 8 benutzt, so daß dieses Ventil in Abhängigkeit von der gemessenen Temperatur geöffnet oder geschlossen werden kann. Diese Art der Regelung ist insbesondere dann angebracht, wenn das Produktgas im Teillastbetrieb nur in geringerer Menge als normal anfällt und deshalb der Kühlvorgang nur mit einer reduzierten Kühlfluidmenge betrieben wird. Dies kann dabei soweit gehen, daß die Kühlfluidzufuhr zu einzelnen Düsengruppen ganz unterbrochen wird. Aus zeichentechnischen Gründen ist die vorstehend beschriebene Regelung nur für die Kammer 6a des Düsenringes 4 eingezeichnet worden. Selbstverständlich kann diese Regelung aber auch für die anderen Kammern angewandt werden.
- Um den Übergangsbereich 9 vom Oberteil des Reaktors 1 zur Kühlzone 2 unterhalb des Düsenrings 4 frei von Anbackungen zu halten, wird über den ringförmigen Spalt 1o ein weiterer Kühlfluidstrom in Richtung der Pfeile 11 wandparallel in die Vorrichtung eingeführt. Dieser Kühlfluidstrom soll durch Verdrängung die Partikel von der Reaktorwand fernhalten. Um eine ungestörte Grenzschicht dieses Kühlfluidstromes zu erreichen und um Partikelbahnen zu erhalten, die konturparallel zur Wand des Reaktors 1 verlaufen, wird der Übergangsbereich 9 so ausgebildet, daß seine Neigungsänderung stetig nach einer Exponentialfunktion in den zylindrischen Teil der Kühlzone 2 übergeht. Die Geschwindigkeit des Kühlfluidstrahles, der über den ringförmigen Spalt 1o eingedüst wird, liegt hierbei im Bereich zwischen o,1 m/s und 5o m/s. Der ringförmige Spalt 1o wird vorzugsweise dadurch ausgebildet, daß die Wand 12 im Oberteil des Reaktors 1 versetzt ausgebildet ist, wie das aus der Abbildung zu ersehen ist. Über die Leitung 13 ist der ringförmige Spalt 1o mit der Ringleitung 14 verbunden, die über die Leitung 15 mit dem erforderlichen Kühlfluid beaufschlagt wird.
- Ein weiterer Kühlfluidstrom wird außerdem oberhalb des Düsenringes 4 über den ringförmigen Spalt 16 in die Kühlzone 2 eingespritzt. Dieser Kühlfluidstrom, der durch die Pfeile 17 markiert wird, soll Wirbel und Rückströmungen, die möglicherweise durch die Eindüsung des Kühlfluids über den Düsenring 4 an der Wandung der Kühlzone 2 erzeugt werden, vermeiden bzw. unterdrücken. Dazu wird der Winkel β entsprechend klein, nämlich im Bereich zwischen 0o und 45o gewählt, damit dieser Kühlfluidstrom selbst keine Rückströmung an der Wandung der Kühlzone 2 bewirkt. Die Geschwindigkeit des Kühlfluidstromes liegt hierbei im Bereich zwischen 1 m/s und 5o m/s. Der ringförmige Spalt 16 ist wiederum über die Leitung 18 mit der Ringleitung 19 verbunden, die über die Leitung 2o mit dem erforderlichen Kühlfluid versorgt wird.
- Wie bereits weiter oben festgestellt wurde, handelt es sich bei Fig. 2 nur um eine schematische Darstellung der erfindungsgemäßen Vorrichtung, der spezielle konstruktive Ausgestaltungen nicht zu entnehmen sind. So können beispielsweise die Wandungen des Reaktors 1 und/oder der Kühlzone 2 als von einem Kühlmedium durchflossene Rohrwandungen ausgebildet sein, die auf ihrer Innenseite mit einer feuerfesten Auskleidung versehen sind. Ebenso kann der Spalt 16 aus fertigungstechnischen Gründen eine andere Ausgestaltung erfahren, worauf noch weiter unten im Zusammenhang mit Fig. 4 eingegangen werden wird.
- Fig. 3 zeigt einen Querschnitt durch eine andere Ausführungsform des Düsenringes 4. Im Gegensatz zur Ausführungsform in Fig. 2 weist der Düsenring in diesem Falle zwei hintereinanderliegende Kammern 6a und 6b auf. Während bei der Ausführungsform gemäß Fig. 2 die Düsenreihen der einzelnen Kammern 6a, 6b und 6c übereinander liegen, befinden sich bei der in Fig. 3 dargestellten Ausführungsform alle Düsen in einer Ebene. Die der hinteren Kammer 6a zugeordneten Düsen 24 sind dabei jeweils über die Leitungsstücke 25 mit dieser Kammer verbunden, während die der vorderen Kammer 6b zugeordneten Düsen 26 unmittelbar in die Kammerwand eingelassen sind. Selbstverständlich können die Düsen 24 und 26 dabei unterschiedliche Durchmesser und/oder Neigungswinkel aufweisen. In der Regel werden hierbei die einer Düsenkammer zugeordneten Düsen jeweils gleich sein.
- Fig. 4 zeigt schließlich einen Längsschnitt durch eine spezielle Ausführungsform für die Kühlfluidzugabe oberhalb des Düsenringes 4. Während bei der in Fig. 2 dargestellten Vorrichtung das Kühlfluid über den ringförmigen Spalt 16 in die Kühlzone 2 eingespritzt wird, kann es aus fertigungstechnischen Gründen angebracht sein, hierfür ebenfalls einen Düsenring 27 zu verwernden. Auf den Düsenring 27 ist dabei der oben offene Leitring 29 aufgesetzt, durch den die aus den Düsen 28 austretenden Kühlfluidstrahlen strömungstechnisch vergleichmäßigt werden.
Claims (13)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3816340 | 1988-05-13 | ||
| DE3816340A DE3816340A1 (de) | 1988-05-13 | 1988-05-13 | Verfahren und vorrichtung zum kuehlen eines heissen produktgases, das klebrige bzw. schmelzfluessige partikel enthaelt |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0341436A2 true EP0341436A2 (de) | 1989-11-15 |
| EP0341436A3 EP0341436A3 (en) | 1990-03-21 |
| EP0341436B1 EP0341436B1 (de) | 1992-07-01 |
Family
ID=6354298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89106390A Expired - Lifetime EP0341436B1 (de) | 1988-05-13 | 1989-04-11 | Verfahren und Vorrichtung zum Kühlen eines heissen Produktgases, das klebrige bzw. schmelzflüssige Partikel enthält |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US4954136A (de) |
| EP (1) | EP0341436B1 (de) |
| CN (1) | CN1020630C (de) |
| CS (1) | CS276636B6 (de) |
| DD (1) | DD283860A5 (de) |
| DE (2) | DE3816340A1 (de) |
| ES (1) | ES2042849T3 (de) |
| IN (1) | IN171396B (de) |
| PL (1) | PL162947B1 (de) |
| TR (1) | TR24006A (de) |
| ZA (1) | ZA891401B (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TR26119A (tr) * | 1989-08-02 | 1995-02-15 | Krupp Koppers Gmbh | Hidrojenle zenginlestirilmis bir gazin imalat metodu. |
| WO1996006901A1 (en) * | 1994-08-26 | 1996-03-07 | Stork Comprimo B.V. | Process for cooling a hot gas stream |
| WO2008095980A1 (de) * | 2007-02-07 | 2008-08-14 | Technische Universität Bergakademie Freiberg | Verfahren und vorrichtung zur konvertierung von rohgasen der kohlevergasung |
| WO2015044273A1 (de) * | 2013-09-25 | 2015-04-02 | Technische Universität Bergakademie Freiberg | Verfahren zur teilkonvertierung von rohgasen der flugstromvergasung |
| CN114350417A (zh) * | 2022-01-12 | 2022-04-15 | 新疆八一钢铁股份有限公司 | 一种焦炉煤气净化装置 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3901601A1 (de) * | 1989-01-20 | 1990-07-26 | Krupp Koppers Gmbh | Verfahren und vorrichtung zum kuehlen von partialoxidationsgas |
| US5041246A (en) * | 1990-03-26 | 1991-08-20 | The Babcock & Wilcox Company | Two stage variable annulus spray attemperator method and apparatus |
| ES2078078T3 (es) * | 1993-03-16 | 1995-12-01 | Krupp Koppers Gmbh | Procedimiento para la gasificacion bajo presion de combustibles finamente divididos. |
| US5433760A (en) * | 1993-05-13 | 1995-07-18 | Shell Oil Company | Method of quenching synthesis gas |
| DE4340156A1 (de) * | 1993-11-25 | 1995-06-01 | Krupp Koppers Gmbh | Verfahren und Vorrichtung zur Kühlung von Partialoxidationsrohgas |
| JP2544584B2 (ja) * | 1994-04-11 | 1996-10-16 | 株式会社日立製作所 | 石炭ガス化炉及び石炭ガス化炉の使用方法 |
| DE19526403A1 (de) * | 1994-07-20 | 1996-03-07 | Steag Ag | Vorrichtung zum Erzeugen von Gas unter hohem Druck und hoher Temperatur |
| DE19601323A1 (de) * | 1996-01-16 | 1997-07-17 | Atzger Juergen | Vorrichtung zur Abgaskühlung in Verdampfungskühlern |
| TW526086B (en) * | 2001-02-09 | 2003-04-01 | Nanya Technology Corp | Device and method for cooling and washing exhaust treatment machine |
| US6887456B2 (en) * | 2001-10-05 | 2005-05-03 | Conocophillips Company | Catalyst system for enhanced flow syngas production |
| US20040006917A1 (en) * | 2002-07-09 | 2004-01-15 | Wakefield David W. | Clean fuel gas made by the gasification of coal |
| US20080000155A1 (en) * | 2006-05-01 | 2008-01-03 | Van Den Berg Robert E | Gasification system and its use |
| CN101432400B (zh) * | 2006-05-01 | 2012-11-14 | 国际壳牌研究有限公司 | 气化反应器及其应用 |
| US7451591B2 (en) * | 2006-05-08 | 2008-11-18 | Econo-Power International Corporation | Production enhancements on integrated gasification combined cycle power plants |
| US9051522B2 (en) * | 2006-12-01 | 2015-06-09 | Shell Oil Company | Gasification reactor |
| JP5535912B2 (ja) | 2007-09-04 | 2014-07-02 | シエル・インターナシヨネイル・リサーチ・マーチヤツピイ・ベー・ウイ | 急冷容器 |
| AU2008294832B2 (en) * | 2007-09-04 | 2011-05-19 | Air Products And Chemicals, Inc. | Spray nozzle manifold and process for quenching a hot gas using such an arrangement |
| US7721809B2 (en) * | 2008-06-12 | 2010-05-25 | Schlumberger Technology Corporation | Wellbore instrument module having magnetic clamp for use in cased wellbores |
| WO2010023306A2 (en) * | 2008-09-01 | 2010-03-04 | Shell Internationale Research Maatschappij B.V. | Self cleaning arrangement |
| US8960651B2 (en) * | 2008-12-04 | 2015-02-24 | Shell Oil Company | Vessel for cooling syngas |
| AU2011208638B2 (en) * | 2010-01-25 | 2014-04-03 | Air Products And Chemicals, Inc. | Gasification reactor and process |
| US20120255301A1 (en) * | 2011-04-06 | 2012-10-11 | Bell Peter S | System for generating power from a syngas fermentation process |
| CN104650988A (zh) * | 2013-11-25 | 2015-05-27 | 航天长征化学工程股份有限公司 | 一种含碳物质反应系统及方法 |
| CN105219446B (zh) * | 2015-10-23 | 2018-07-03 | 中国五环工程有限公司 | 全方位水/气混合式激冷喷射装置 |
| CN106731918B (zh) * | 2016-12-29 | 2023-08-29 | 中国航天空气动力技术研究院 | 一种分段组合式混合室 |
| CN116021415B (zh) * | 2023-02-11 | 2023-06-20 | 定州市四新工业有限公司 | 一种具有散热装置的珩磨机 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB872088A (en) * | 1957-05-17 | 1961-07-05 | Jean Daubersy | Steel manufacture |
| US2971830A (en) * | 1958-06-18 | 1961-02-14 | Sumitomo Chemical Co | Method of gasifying pulverized coal in vortex flow |
| US3456928A (en) * | 1967-05-24 | 1969-07-22 | Chemical Construction Corp | Combined blast furnace scrubber and dust catcher |
| BE789914A (fr) * | 1971-10-12 | 1973-02-01 | Steag Ag | Dispositif d'epuration de gaz de fumees |
| US3841061A (en) * | 1972-11-24 | 1974-10-15 | Pollution Ind Inc | Gas cleaning apparatus |
| NL178134C (nl) * | 1974-06-17 | 1986-02-03 | Shell Int Research | Werkwijze en inrichting voor het behandelen van een heet produktgas. |
| NL7604513A (nl) * | 1976-04-28 | 1977-11-01 | Shell Int Research | Werkwijze voor het vergassen van fijn verdeelde asbevattende brandstoffen. |
| DE2710154C2 (de) * | 1977-03-09 | 1982-09-23 | Dr. C. Otto & Comp. Gmbh, 4630 Bochum | Unter Druck und hoher Temperatur arbeitender Gaserzeuger |
| NL7704399A (nl) * | 1977-04-22 | 1978-10-24 | Shell Int Research | Werkwijze en reactor voor de partiele ver- branding van koolpoeder. |
| DE3100004C2 (de) * | 1981-01-02 | 1986-11-20 | Achenbach Buschhütten GmbH, 5910 Kreuztal | Waschkolonne |
| US4581899A (en) * | 1984-07-09 | 1986-04-15 | Texaco Inc. | Synthesis gas generation with prevention of deposit formation in exit lines |
| GB2161593A (en) * | 1984-07-13 | 1986-01-15 | Shell Int Research | Method and apparatus for cooling a hot product gas |
| DE3601786C2 (de) * | 1986-01-22 | 1996-03-07 | Krupp Koppers Gmbh | Einrichtung zur Abkühlung des aus einem unter erhöhtem Druck betriebenen Vergasungsreaktor austretenden heißen Produktionsgases |
-
1988
- 1988-05-13 DE DE3816340A patent/DE3816340A1/de not_active Withdrawn
-
1989
- 1989-01-31 IN IN96/CAL/89A patent/IN171396B/en unknown
- 1989-02-17 CN CN89100856A patent/CN1020630C/zh not_active Expired - Fee Related
- 1989-02-23 ZA ZA891401A patent/ZA891401B/xx unknown
- 1989-03-22 PL PL27841289A patent/PL162947B1/pl unknown
- 1989-04-11 DE DE8989106390T patent/DE58901759D1/de not_active Expired - Fee Related
- 1989-04-11 EP EP89106390A patent/EP0341436B1/de not_active Expired - Lifetime
- 1989-04-11 ES ES89106390T patent/ES2042849T3/es not_active Expired - Lifetime
- 1989-05-03 TR TR89/0378A patent/TR24006A/xx unknown
- 1989-05-03 US US07/347,333 patent/US4954136A/en not_active Expired - Fee Related
- 1989-05-03 CS CS892727A patent/CS276636B6/cs unknown
- 1989-05-09 DD DD89328422A patent/DD283860A5/de not_active IP Right Cessation
- 1989-08-10 US US07/392,136 patent/US4973337A/en not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TR26119A (tr) * | 1989-08-02 | 1995-02-15 | Krupp Koppers Gmbh | Hidrojenle zenginlestirilmis bir gazin imalat metodu. |
| WO1996006901A1 (en) * | 1994-08-26 | 1996-03-07 | Stork Comprimo B.V. | Process for cooling a hot gas stream |
| NL9401387A (nl) * | 1994-08-26 | 1996-04-01 | Comprimo Bv | Werkwijze voor het koelen van een hete gasstroom, voor het verhogen van het rendement van de elektriciteitsproduktie, alsmede voor het reguleren van het koelproces van een synthesegasstroom, zodanig dat pieken in de elektriciteitsvraag kunnen worden opgevangen. |
| WO2008095980A1 (de) * | 2007-02-07 | 2008-08-14 | Technische Universität Bergakademie Freiberg | Verfahren und vorrichtung zur konvertierung von rohgasen der kohlevergasung |
| WO2015044273A1 (de) * | 2013-09-25 | 2015-04-02 | Technische Universität Bergakademie Freiberg | Verfahren zur teilkonvertierung von rohgasen der flugstromvergasung |
| CN114350417A (zh) * | 2022-01-12 | 2022-04-15 | 新疆八一钢铁股份有限公司 | 一种焦炉煤气净化装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0341436A3 (en) | 1990-03-21 |
| DD283860A5 (de) | 1990-10-24 |
| CN1037730A (zh) | 1989-12-06 |
| CS272789A3 (en) | 1992-03-18 |
| IN171396B (de) | 1992-10-03 |
| ES2042849T3 (es) | 1993-12-16 |
| DE58901759D1 (de) | 1992-08-06 |
| PL278412A1 (en) | 1989-12-11 |
| US4973337A (en) | 1990-11-27 |
| CN1020630C (zh) | 1993-05-12 |
| ZA891401B (en) | 1989-11-29 |
| PL162947B1 (pl) | 1994-01-31 |
| DE3816340A1 (de) | 1989-11-23 |
| TR24006A (tr) | 1991-01-28 |
| EP0341436B1 (de) | 1992-07-01 |
| CS276636B6 (en) | 1992-07-15 |
| US4954136A (en) | 1990-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0341436B1 (de) | Verfahren und Vorrichtung zum Kühlen eines heissen Produktgases, das klebrige bzw. schmelzflüssige Partikel enthält | |
| DE69319621T2 (de) | Verfahren und vorrichtung zur pyrolitischen zersetzung von kohlenwasserstoffen | |
| DE2817356C2 (de) | Produktgas-Kühlvorrichtung an einem Generator zur Kohlenstaub-Vergasung und Herstellung von Synthesegas | |
| DE2040610A1 (de) | Verfahren und Vorrichtung zum Kuehlen von Stahlgegenstaenden | |
| DE2617772C2 (de) | Vorrichtung zum Abkühlen eines Spaltgasstromes | |
| DE2610279A1 (de) | Verfahren zum verhindern der bildung von koksablagerungen bei einem wirbelschichtreaktor | |
| DE2952065A1 (de) | Verfahren zur trockenkuehlung von koks und kokskuehleinrichtung zur durchfuehrung des verfahrens | |
| DE3441361A1 (de) | Verfahren und einrichtung zum abkuehlen von stueckigem material | |
| DE2520132C3 (de) | Verfahren zum Kalzinieren von Koks | |
| DE1906895C3 (de) | Vorrichtung zur direkten Beheizung eines Wirbelschichtreaktors | |
| DE3427088A1 (de) | Vorrichtung zum abkuehlen eines heissen produktgases | |
| EP1390316A1 (de) | Anlage und verfahren zur herstellung von zementklinker | |
| DE2611844B2 (de) | Duese zur zufuehrung von gasen | |
| DE2104478A1 (de) | Verfahren und Vorrichtung zum Ab kühlen von heißen Medien | |
| DE69504346T2 (de) | Verfahren zur zerstäubung einer dispergierbaren flüssigkeit | |
| DE2031816C3 (de) | Verfahren zum Abkühlen eines auf einem Draht, Band oder einem anderen Profil ununterbrochener Länge durch Heißtauchmetallisierung abgeschiedenen Überzugs und Vorrichtung zur Durchführung des Verfahrens | |
| DE2003339C3 (de) | Vorrichtung zur Speisung der Blasöffnungen im Boden eines Stahlkonverters | |
| DE2726078B2 (de) | Verfahren und Vorrichtung zum Entfernen von Schlacke o.dgl. von geschmolzenem Metall | |
| DE1930496A1 (de) | Verfahren zum Beseitigen von Abfallstoffen | |
| DE2836345C2 (de) | Anlage zur Rußherstellung | |
| DE69515699T2 (de) | Dampfkrack-einrichtung und -verfahren mit kontrollierter injektion von festen teilchen in einem abschreck-austauscher | |
| DE69101858T2 (de) | Apparat zur Verbrennung von Abfällen in einem Wirbelschichtbett. | |
| DE838595C (de) | Vorrichtung und Verfahren zum Transportieren von feinverteilten festen Stoffen | |
| DE3409371A1 (de) | Verfahren und vorrichtung zur vollstaendigen oder teilweisen verbrennung von kohlenstoffhaltigem brennstoff | |
| DE2342003C2 (de) | Verfahren und Vorrichtung zum diskontinuierlichen Einblasen von Sauerstoff in LD-Konverter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES GB NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES GB NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900212 |
|
| 17Q | First examination report despatched |
Effective date: 19910312 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB NL SE |
|
| REF | Corresponds to: |
Ref document number: 58901759 Country of ref document: DE Date of ref document: 19920806 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2042849 Country of ref document: ES Kind code of ref document: T3 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 89106390.1 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980312 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980318 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980320 Year of fee payment: 10 Ref country code: NL Payment date: 19980320 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980417 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990412 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990411 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19991101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89106390.1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20020204 |