EP0334288B1 - Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter sowie Vorrichtung zum Durchführen dieses Verfahrens - Google Patents
Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter sowie Vorrichtung zum Durchführen dieses Verfahrens Download PDFInfo
- Publication number
- EP0334288B1 EP0334288B1 EP89105038A EP89105038A EP0334288B1 EP 0334288 B1 EP0334288 B1 EP 0334288B1 EP 89105038 A EP89105038 A EP 89105038A EP 89105038 A EP89105038 A EP 89105038A EP 0334288 B1 EP0334288 B1 EP 0334288B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- container
- phase
- valve
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/28—Flow-control devices, e.g. using valves
- B67C3/286—Flow-control devices, e.g. using valves related to flow rate control, i.e. controlling slow and fast filling phases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/001—Cleaning of filling devices
- B67C3/002—Cleaning of filling devices using cups or dummies to be placed under the filling heads
- B67C3/004—Cleaning of filling devices using cups or dummies to be placed under the filling heads permanently attached to the filling machine and movable between a rest and a working position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/06—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure
- B67C3/10—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure preliminary filling with inert gases, e.g. carbon dioxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2642—Filling-heads; Means for engaging filling-heads with bottle necks specially adapted for sterilising prior to filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0073—Sterilising, aseptic filling and closing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2668—Means for adapting the filling head to various sizes of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2688—Means for filling containers in defined atmospheric conditions
- B67C2003/2691—Means for filling containers in defined atmospheric conditions by enclosing one container in a chamber
Definitions
- the invention relates to a method for the aseptic or sterile filling of liquid contents into containers, in particular in bottles, according to the preamble of claim 1 and to an apparatus for performing this method according to the preamble of claim 15.
- a disadvantage of this known method is that, of the closed, very small-volume chamber, only the portion of the bottle neck immediately adjacent to the mouth of the bottle is accommodated, and in particular the filling tube only extends into the inside of the bottle with a very small part length during the sterilization phase, so that the lower, open end of the filling tube is at a distance from the bottom of the bottle which is many times greater than the distance between the open end of the filling tube and the bottle mouth.
- the invention has for its object to provide a method of the type described above, with which an aseptic filling of liquid contents under counterpressure in containers, in particular in bottles, without the use of chemical aids is particularly reliably possible.
- the hot sterilization medium which is preferably steam and preferably more saturated
- Water vapor is introduced into the interior of the container through the filling pipe in such a way that it emerges from the filling pipe directly at the bottom of the container.
- the sterilization phase there is a uniform and intensive flow of the hot sterilization medium along all the container surfaces critical for the container to be free from germs. -Areas, so that a high degree of sterility is achieved in a short treatment period, especially taking into account a preferably carried out heating of the container in a preheating phase.
- the chamber is closed at least during part of the sterilization phase and that a relatively high sterilization medium pressure and thus also a high sterilization medium temperature can be set in the chamber during the sterilization phase or during this part of the sterilization phase. It is also essential in the invention that the chamber is also closed during the filling phase following the sterilization phase, so that the liquid filling material can be filled under counterpressure by using the pressure prevailing in the chamber.
- the counterpressure required for the filling phase is formed by the pressure of the sterilization medium that has set in the chamber at the end of the sterilization phase. In this case, the filling phase immediately follows the sterilization phase.
- the sterilization medium is removed or drained from the chamber after the end of the sterilization phase, either by opening the chamber to the atmosphere or by applying a negative pressure to the chamber.
- both of the above-mentioned method steps are used sequentially in time, with residues remaining in the chamber or in the container interior even after the chamber has been subjected to negative pressure or by connecting the chamber to a negative pressure source even after the sterilization medium has been discharged to the environment on sterilization medium or on condensate (water) of the sterilization medium with certainty be removed completely.
- the chamber is then pre-tensioned with a pre-tensioning medium under pressure, namely with an inert gas (e.g. CO2) or with sterile air. After this preloading of the chamber, the filling phase is then initiated.
- an inert gas e.g. CO2
- sterile air sterile air
- the object of the invention is also to show a device which is particularly advantageously suitable for carrying out the method according to the invention.
- a device is designed in accordance with the characterizing part of patent claim 15.
- the filling machine shown in FIGS. 1-3 has a rotor 1 (arrow A) rotating around a vertical axis of rotation V, which in the embodiment shown has essentially two rotor parts 2 and 3 arranged one above the other in the vertical direction, which are supported by a plurality of vertical support columns 4 are preferably connected to one another in a height-adjustable manner.
- a rotary bearing connection 5 provided on the lower rotor part 3 rotatably supports the rotor 1 about the vertical axis of rotation V on a stationary machine frame 6 in the region of a foundation ring 7 of this machine frame.
- each filling element 8 On the outer circumference of the upper rotor part 2, a plurality of filling elements 8, each of identical design, are provided at uniform angular intervals about the axis of rotation V, offset from one another.
- Each filling element 8 has a valve housing 9 in which a channel 10 is formed which is open towards the top and the bottom of this valve housing 9 and which is composed essentially of the two sections 10 'and 10'.
- the channel is sealed by a closing element 11, through which (for example using a separating membrane, not shown) a valve tappet 12 is passed, the upper end of which has an actuating device 13 having an electromagnet cooperates, which is attached to the top of a housing part 14 which sits on the top of the valve body 9.
- valve tappet 12 When the actuating device 13 is activated, the valve tappet 12 becomes active with the action of a compression spring 15 accommodated in the housing part 14 moved from its rest position shown in FIG. 3 upwards by a certain amount.
- the valve tappet 12 At its lower end, which is provided in the interior of the valve housing 9 or in the channel 10, the valve tappet 12 has a valve body 16 which, in the rest position of the valve tappet 12 shown in FIG. 3, bears sealingly against a valve seat 17 with its approximately frustoconical peripheral surface, which the latter is formed by a frustoconical surface of the channel 10 in the region of a constriction of this channel between the sections 10 'and 10 ⁇ . In the rest position of the valve tappet 2 shown in FIG.
- the liquid valve formed by the valve body 16 and the valve seat 17 is closed.
- this liquid valve can be opened with the action of the compression spring 15 and then establishes a connection between the sections 10 'and 10 ⁇ .
- the individual actuating devices 13 are controlled by control electronics 18 in a manner described later.
- each filling element 8 is connected to one end of a line 19, via which the liquid filling material to be filled into the bottles 20, which is, for example, fruit juice, is fed to the respective filling element 8.
- All of the lines 19 are connected at their other end via a rotary distributor 21 provided in the region of the axis of rotation V to a common, stationary filling material or liquid line 22 which leads via a shut-off valve 23 to a storage container (not shown) for the filling material to be filled.
- valve housing 9 is formed in two parts, i.e. this valve housing consists of the upper, the section 10 'of the channel 10, but also the valve seat 17 having part 9' and a lower part 9 ⁇ , in which the section 10 ⁇ of the channel 10 is mainly formed and which also Filler tube 25 is attached with its upper end.
- the lower part 9 ' is formed on its side facing away from the upper part 9' as a downwardly open, the filling tube 25 concentrically enclosing bell 26 over its entire length such that the interior of the bell 26 has a height in the vertical direction which is slightly greater than the height of the upright bottles 20 and, moreover, the inner cross section of the bell 26 is adapted to the outer cross section of the bottles 20 such that the bell 26 of each filling element 8 can accommodate a bottle 20 at its full height and tightly surrounding it, as shown in FIG. 3.
- a bottle plate 27 Under each filling element 8 a bottle plate 27 is provided, which can be moved up and down in the vertical direction by means of a lifting device 28 provided on the rotor part 3, known per se and controlled in a known manner (double arrow B), in the form that the each bottle plate 27 in its uppermost stroke position with the upper side forming the base for the bottles 20, or with an annular seal 29 provided there, sealing against the edge of the bell 26 surrounding the lower opening of the bell 26 and thereby closing the interior of the bell 26.
- a lifting device 28 provided on the rotor part 3, known per se and controlled in a known manner (double arrow B), in the form that the each bottle plate 27 in its uppermost stroke position with the upper side forming the base for the bottles 20, or with an annular seal 29 provided there, sealing against the edge of the bell 26 surrounding the lower opening of the bell 26 and thereby closing the interior of the bell 26.
- annular channel 30 concentrically surrounding the channel 10 is formed, in which, with its upper end, a plurality of channels 31 open, which in part 9 ⁇ are evenly around the section 10' of the channel 10 are provided distributed and with their lower ends each open at different angles on the surface of the part 9 ⁇ which delimits the interior of the bell 26 at the top, specifically also such that these mouth openings of the channels 31 are provided distributed around the filling tube 25.
- the ring channel 30 is connected to a channel 32.
- Another channel 33 is connected at one end to the section 10 ⁇ of the channel 10, ie this channel 33 opens in the embodiment shown in the direction of flow, in which the liquid filling material flows through the channel 10 when the liquid valve is open, immediately after the valve seat 17 in the section 10 ⁇ of the channel 10.
- Each filling element 8 furthermore has a channel 34, which is connected to one end of a line 35, via which water vapor is supplied to the respective filling element 8, and which is connected at its other end to a common, stationary steam line 36 via the rotary distributor 21 is connected via a shut-off valve 37 to a device for generating water vapor (saturated water vapor), which is not shown in detail.
- the two channels 33 and 34 can be connected to one another via valves 38 and 39, the two channels 32 and 34 via a valve 40 and the two channels 32 and 33 via a valve 41, these valves being controllable separately and in the direction of the valve 38 formed connection, a throttle device 42 and in the connection formed by the valve 40, a throttle device 43 are provided.
- the two throttle devices 42 and 43 are each formed by at least one nozzle or by a channel section having a narrowed cross section.
- Valves 38-41 are also preferably not individual valves, but are formed by a changeover valve device 44 designed in the manner of a flat slide valve and having a slide disk, this valve device 44 or its slide disk having a plurality of operating positions which correspond to the respective operation which will be described later - or switching states of valves 38-41 correspond.
- the valve device 44 or one with whose control disk connected actuating lever interact with the rotor 1 with spaced and / or in different planes mounted control elements, for example control cams or control cams on a stationary control ring 45 to bring the valve device 44 or its slide disc in the required operating position.
- the valves 38-41 can also be single or multiple valves that are controlled mechanically by the control elements provided on the control ring 45, but in this case preferably electrically or pneumatically.
- Two further lines 46 and 47 open into the interior of the bell 26 of each filling element 8, of which the line 46 serves for the controlled application of a respective vacuum 26 to the respective bell 26 and the line 47 forms a return gas or return steam line which preferably opens as close as possible to the lower, open end of the bell 26 into the interior of this bell 26.
- Each line 46 which in the embodiment shown opens into the associated bell 26 above the line 47, is connected via a separate valve 48 to an annular collecting channel 49 provided on the rotor 1 or on the upper rotor part 2 and concentrically enclosing the axis of rotation V, which in turn is connected via the rotary distributor 21 to a stationary line 51 connected to a vacuum pump 50.
- the rotary distributor 21 is designed in such a way that a reliable separation of the individual media (filling material, steam and vacuum) is ensured in it.
- the line 47 is connected via a throttle and valve device 52 and a check valve 53 to an annular collecting duct 54 which concentrically surrounds the axis of rotation V and which is also provided on the upper rotor part 2.
- the throttle and valve device 52 consists of the parallel connection of a throttle device 55 and a series arrangement consisting of a throttle device 56 and a valve 57.
- the two throttle devices 55 and 56 are in turn of at least one nozzle or one narrowed line section formed, for example, the throttle device 55 has a diameter of 0.71 mm and the throttle device 56 has a diameter of 6 mm.
- the two valves 48 and 57 are electrically actuable valves which are controlled by the control electronics 18.
- the use of the common collecting channels 49 and 54 for all filling elements 8, of which the collecting channel 54 has an outlet to the atmosphere, has, in addition to a simplification of the construction, inter alia also the advantage that, for all filling elements 8, defined pressure ratios when opening the valves 48 and 57 are present, with the collecting channel 54 in addition to the check valve 53 also ensuring that no air is sucked in when a bell 26 cools down (for example when the machine is at a standstill).
- valves 48 and 57 by means of corresponding control elements provided on a stationary control ring when the rotor 1 rotates, the function of the valves 48 and / or 57 also being able to be achieved by the rotary distributor 21 that this rotary distributor 21 is designed as a rotary slide valve arrangement.
- the two valves 23 and 37 are controlled in the illustrated embodiment by preferably adjustable pressure regulators 59 and 60, in such a way that a predetermined or set vapor pressure and in by opening and closing the valve 37 or the valve 23 the line 22 result in a predetermined or set pressure for the liquid filling material, the valve 23 being controlled via the pressure regulator 59 also as a function of the vapor pressure in the line 35, preferably in such a way that the valve 23 only opens when the specified or set vapor pressure is present in the line 35, that is to say a filling of the liquid contents into the bottles 20 only is then possible if sufficient steam sterilization or sterilization of the bottles 20 is also ensured by a sufficient vapor pressure in the line 35.
- the bottles 20 to be filled are fed upright to the filling machine via a conveyor, not shown, as is indicated in FIG. 1 by the arrow C there.
- the bottles 20 then first move through a tunnel-like preheating device 61, in which the bottles 20 are heated or heated, which among other things serves to shorten the sterilization phase preceding the filling of the bottles 20 with the liquid filling material (filling phase), but also to avoid bottle breakage due to temperature shock during the sterilization phase.
- the preheated bottles 20 are then fed via a transport path 62 to the bottle insert formed by a feed screw 63 and an insert star 64, at which the bottles 20 to be filled are successively transferred to a lowered bottle plate 27. This transfer position is indicated by I in FIG. 1.
- the filled bottles 20 are at the bottle discharge, i.e. Removed from the lowered bottle plates 27 at the position indicated by III in FIG. 1 and reach a capper 66 by means of a transport element 65.
- the transport path 65 is closed off from the outside Tunnel 67 formed, which extends to the capper 66.
- the extension area is covered by a hood-like housing 68. In this housing, the filled bottles 20 removed from the bottle plates 27 can also be subjected to a heat treatment, preferably by gas flames.
- each filling element 8 is connected to a line 70 via a further valve 69.
- This is then connected via the rotary distributor 21 to a stationary line 72, which leads via a shut-off valve 71 to a pressure source (not shown) for sterile air or for inert gas.
- a preferably adjustable pressure regulator 73 is assigned to the valve 71, with which a predetermined or set pressure in the line 72 is adjusted by opening and closing the valve 71 accordingly.
- the pressure regulator 73 also responds to the pressure in the line 22, ie the valve 71 is controlled by the pressure regulator 73 so that the pressure in the line 72 is above the pressure in the line 22 by a predetermined or set amount.
- a stationary plate 75 is provided between positions III and I, which is held on the machine frame 6 so that this plate 75 lies with its surface sides in horizontal planes and slightly below the path of movement of the bells 26.
- the bottles 20 are sterilized and filled in a manner corresponding to Example I below.
- valves 69 and 71, the lines 70 and 72, the pressure regulator 73 and the source for the pressurized inert gas or the pressurized sterile air are of course not required.
- the pretensioning of the respective bell with steam or with inert gas prior to the initiation of the filling phase has the particular advantage over the pretensioning with sterile air that practically no oxygen gets into the bell 26 and consequently no oxygen is taken up by the filling material during the filling, which results in among others the shelf life of the filled product is also significantly improved.
- the bottles 20 are sterilized and filled in a manner corresponding to Example II below.
- the sheet 75 can also be provided, which forms the annular gap in example I in method step (17) or in example II in method step (14). Furthermore, it is also possible to provide a trough-shaped element between the positions III and I with a drain instead of the sheet 75. If the respective bell 26 and the filling tube 25 are cleaned with a cleaning liquid (water) between the positions III and I, the plate 75 is omitted or instead of the plate 75 the tray-like element already mentioned is provided for collecting and removing the cleaning liquid.
- a cleaning liquid water
- a corresponding seal can also be provided at the lower open end of the respective bell 26.
- the filling tube 25 is also possible to design the filling tube 25 as a probe instead of the probe 74 or to provide it with a corresponding probe contact.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Basic Packing Technique (AREA)
Description
- Die Erfindung bezieht sich auf ein Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter, insbesondere in Flaschen, entsprechend Oberbegriff Patentanspruch 1 sowie auf eine Vorrichtung zum Durchführen dieses Verfahrens entsprechend Oberbegriff Patentanspruch 15.
- In der Getränkeindustrie besteht vielfach das Problem, Trinkflüssigkeiten, wie beispielsweise Fruchtsäfte usw. in nicht-erhitztem Zustand und ohne Verwendung von chemischen Zusätzen in Behälter bzw. Flaschen derart abzufüllen, daß eine ausreichende Haltbarkeit des abgefüllten und verschlossenen Produktes gewährleistet ist. Dies setzt u.a. voraus, daß die Behälter beim Einbringen des flüssigen Füllgutes ein hohes Maß an Sterilität bzw. Keimfreiheit besitzen und dieses Maß an Sterilität auch bis zum Verschließen der Behälter aufrechterhalten bleibt.
- Bekannt ist u.a. ein Verfahren zum Füllen von Flaschen mit einem unter Druck stehenden flüssigen Füllgut und unter Verwendung eines Gegendruckfüllers (US-PS 2695743), bei dem (Verfahren) die jeweils zu füllende und aufrechtstehend unter einem Füllelement angeordnete Flasche in einer der Füllphase vorausgehenden Sterilisationsphase mit dem die Behälter- bzw. Flaschenmündung aufweisenden Teil ihres Flaschenhalses in einer geschlossenen Kammer angeordnet ist und bei dem über ein Füllrohr, welches allerdings wegen der Steuerung des Flüssigkeitsventils des Füllelementes nur eine sehr kurze Länge aufweisen kann, in das Innere der Flasche ein Sterilisationsmedium in Form von Wasserdampf eingebracht wird. Der Wasserdampf strömt hierbei durch die Flaschenmündung und um diese Flaschenmündung herum auch in die geschlossene Kammer und kann aus dieser über ein Rückschlagventil an die Umgebung entweichen. Eine Erwärmung der Flaschen vor der Sterilisationsphase erfolgt bei diesem bekannten Verfahren nicht.
- Nachteilig ist bei diesem bekannten Verfahren u.a., daß von der geschlossenen, sehr kleinvolumigen Kammer nur der an die Mündung der Flasche unmittelbar anschließende Teilbereich des Flaschenhalses aufgenommen ist und insbesondere das Füllrohr während der Sterilisationsphase nur mit einer ganz geringen Teillänge in das Innere der Flasche hineinreicht, so daß das untere, offene Ende des Füllrohres einen Abstand vom Boden der Flasche aufweist, der um ein Vielfaches größer ist als der Abstand zwischen dem offenen Ende des Füllrohres und der Flaschenmündung. Schon hierdurch sowie durch die Tatsache bedingt, daß in der kleinvolumigen Kammer nur der sich an die Mündung der Flasche unmittelbar anschließende Teilbereich des Flaschenhalses aufgenommen ist, ergibt sich nur eine ungenügende Sterilisation der jeweiligen Flasche, und zwar u.a. dadurch, daß nur eine ungenügende Umströmung der behandelten Flaschen mit dem Sterilisationsmedium sowie eine ungenügende Erhitzung der behandelten Flasche an ihren kritischen Flächen bzw. Bereichen erzielt werden. Schließlich erfordert dieses bekannte Verfahren für seine Durchführung auch eine relativ aufwendige Konstruktion, und zwar durch die Notwendigkeit einer Vielzahl von beweglichen Teilen am Füllelement sowie auch dadurch, daß ein spezielles Halteelement für den Flaschenverschluß in der Sterilisationskammer erforderlich ist.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs geschilderten Art aufzuzeigen, mit welchem ein aseptisches Abfüllen von flüssigem Füllgut unter Gegendruck in Behälter, insbesondere in Flaschen ohne Einsatz von chemischen Hilfsmitteln in vereinfachter Weise besonders zuverlässig möglich ist.
- Zur Lösung dieser Aufgabe ist ein Verfahren entsprechend dem kennzeichnenden Teil des Patentanspruches 1 ausgebildet.
- Da bei dem erfindungsgemäßen Verfahren während der Sterilisationsphase das heiße Sterilisationsmedium, welches bevorzugt Wasserdampf und dabei vorzugsweise gesättigter Wasserdampf ist, durch das Füllrohr in den Behälterinnenraum derart eingeleitet wird, daß es unmittelbar am Boden des Behälters aus dem Füllrohr austritt, ergibt sich während der Sterilisationsphase ein gleichmäßiger und intensiver Strom des heißen Sterilisationsmediums entlang sämtlicher, für die Keimfreiheit des Behälters kritischer Behälterflächen bzw. -bereiche, so daß insbesondere auch unter Berücksichtigung einer bevorzugt durchgeführten Erwärmung der Behälter in einer Vorwärmphase ein hohes Maß an Keimfreiheit in einem kurzen Behandlungszeitraum erreicht wird. Hierzu trägt vor allem auch bei, daß die Kammer zumindest während eines Teils der Sterilisationsphase geschlossen ist und sich während der Sterilisationsphase bzw. während dieses Teils der Sterilisationsphase ein relativ hoher Sterilisationsmediumdruck und damit auch eine hohe Sterilisationsmediumtemperatur in der Kammer einstellen können. Wesentlich bei der Erfindung ist aber auch, daß während der sich an die Sterilisationsphase anschließenden Füllphase die Kammer ebenfalls geschlossen ist, so daß das Abfüllen des flüssigen Füllgutes unter Gegendruck dadurch erfolgen kann, daß hierfür der in der Kammer herrschende bzw. eingestellte Druck verwendet wird. Hierdurch ergeben sich während der Sterilisationsphase und der Füllphase jeweils die gleichen Verhältnisse in bezug auf die Positionierung des Behälters insbesondere auch in Relation zu dem jeweiligen Füllelement und dessen Teilen. Hierdurch wird eine besonders einfache Steuerung der jeweils verwendeten Füllmaschine möglich und es ist insbesondere auch nicht notwendig, den Behälter mit seiner Behältermündung für die Füllphase und ein vorausgehendes Vorspannen in Dichtlage mit dem Füllelement oder einer das Füllrohr umschließenden Fläche dieses Füllelementes zu bringen.
- Bei einer Ausführungsform der Erfindung wird der für die Füllphase notwendige Gegendruck von dem Druck des Sterilisationsmediums gebildet, der sich am Ende der Sterilisationsphase in der Kammer eingestellt hat. In diesem Fall schließt sich dann die Füllphase unmittelbar an die Sterilisationsphase an.
- Bei einer anderen Ausführungsform der Erfindung wird das Sterilisationsmedium nach Beendigung der Sterilisationsphase aus der Kammer entfernt oder abgelassen, und zwar entweder durch Öffnen der Kammer zur Atmosphäre hin oder aber dadurch, daß die Kammer mit einem Unterdruck beaufschlagt wird. Bevorzugt werden dabei beide, vorgenannten Verfahrensschritte zeitlich aufeinander folgend angewandt, wobei durch die Beaufschlagung der Kammer mit Unterdruck bzw. durch das Anschließen der Kammer an eine Unterdruckquelle auch nach dem Ablassen des Sterilisationsmediums an die Umgebung ev. noch in der Kammer oder im Behälterinnenraum verbliebene Reste an Sterilisationsmedium oder an Kondensat (Wasser) des Sterilisationsmedium mit Sicherheit restlos entfernt werden. Nach dem Ablassen bzw. Entfernen des Sterilisationsmediums erfolgt dann bei geschlossener Kammer ein Vorspannen dieser Kammer mit einem unter Druck stehenden Vorspannmedium, nämlich mit einem Inertgas (z.B. CO₂) oder mit steriler Luft. Nach diesem Vorspannen der Kammer wird dann die Füllphase eingeleitet.
- Aufgabe der Erfindung ist es weiterhin, eine Vorrichtung aufzuzeigen, die in besonders vorteilhafter Weise zur Durchführung des erfindungsgemäßen Verfahrens geeignet ist. Zur Lösung dieser Aufgabe ist eine Vorrichtung entsprechend dem kennzeichnenden Teil des Patentanspruches 15 ausgebildet.
- Die Erfindung wird im folgenden anhand der Figuren an einem Ausführungsbeispiel näher erläutert. Es zeigen:
- Fig. 1
- in schematischer Darstellung und in Draufsicht eine Flaschenfüllmaschine zum aseptischen Abfüllen von Flüssigkeiten in Flaschen;
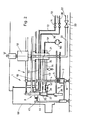
- Fig. 2
- in schematischer Darstellung und in Seitenansicht, teilweise auch geschnitten die Flaschenfüllmaschine gemäß Fig. 1;
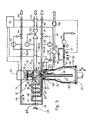
- Fig. 3
- in vereinfachter Darstellung eines der am Umfang des um eine vertikale Drehachse umlaufenden Rotors vorgesehenen Füllelemente im Schnitt, zusammen mit einer Flasche sowie den wesentlichen, die Sterilisations- und Füllphase steuernden Elementen, die in dieser Figur zum besseren Verständnis funktionsmäßig wiedergegeben sind;
- Fig. 4
- in einer tabellarischen Aufstellung verschiedene Betriebszustände einer Steuerventileinrichtung.
- Die in den Fig. 1-3 dargestellte Füllmaschine besitzt einen um eine vertikale Drehachse V umlaufenden Rotor 1 (Pfeil A), der bei der dargestellten Ausführungsform im wesentlichen zwei in vertikaler Richtung übereinander angeordnete Rotorteile 2 und 3 aufweist, die durch mehrere vertikale Tragsäulen 4 vorzugsweise höhenverstellbar miteinander verbunden sind. Durch eine am unteren Rotorteil 3 vorgesehene Kugeldrehverbindung 5 ist der Rotor 1 um die vertikale Drehachse V an einem ortsfesten Maschinengestell 6 im Bereich eines Fundamentenringes 7 dieses Maschinengestells drehbar gelagert. Am Außenumfang des oberen Rotorteils 2 sind in gleichmäßigen Winkelabständen um die Drehachse V gegeneinander versetzt mehrere, jeweils gleichartig ausgebildete Füllelemente 8 vorgesehen. Jedes Füllelement 8 besitzt ein Ventilgehäuse 9, in welchem ein zur Oberseite sowie zur Unterseite dieses Ventilgehäuses 9 hin offener Kanal 10 gebildet ist, der sich im wesentlichen aus den beiden Abschnitten 10′ und 10˝ zusammensetzt. An der Oberseite, d.h. im Bereich des Abschnittes 10′ ist der Kanal durch ein Abschlußelement 11 dicht verschlossen, durch welches (beispielsweise unter Verwendung einer nicht dargestellten Trennmembrane) ein Ventilstößel 12 hindurchgeführt ist, der mit seinem oberen Ende mit einer einen Elektromagneten aufweisenden Betätigungseinrichtung 13 zusammenwirkt, die auf der Oberseite eines Gehäuseteils 14 befestigt ist, welches auf der Oberseite des Ventilkörpers 9 sitzt. Beim Aktivieren der Betätigungseinrichtung 13 wird der Ventilstößel 12 mit Wirkung einer im Gehäuseteil 14 untergebrachten Druckfeder 15 aus seiner in der Fig. 3 wiedergegebenen Ruhestellung um einen bestimmten Betrag nach oben bewegt. An seinem unteren, im Inneren des Ventilgehäuses 9 bzw. im Kanal 10 vorgesehenen Ende besitzt der Ventilstößel 12 einen Ventilkörper 16, der bei der in der Fig. 3 dargestellten Ruhestellung des Ventilstößels 12 mit seiner in etwa kegelstumpfförmigen Umfangsfläche gegen einen Ventilsitz 17 dichtend anliegt, welch letzterer von einer kegelstumpfförmigen Fläche des Kanales 10 im Bereich einer Einschnürung dieses Kanals zwischen den Abschnitten 10′ und 10˝ gebildet ist. In der in der Fig. 3 gezeigten Ruhestellung des Ventilstößels 2 ist das von dem Ventilkörper 16 und dem Ventilsitz 17 gebildete Flüssigkeitsventil geschlossen. Durch Aktivieren der Betätigungseinrichtung 13 kann dieses Flüssigkeitsventil mit Wirkung der Druckfeder 15 geöffnet werden und stellt dann eine Verbindung zwischen den Abschnitten 10′ und 10˝ her. Die einzelnen Betätigungseinrichtungen 13 werden in einer noch später beschriebenen Weise von einer Steuerelektronik 18 angesteuert.
- Das obere Ende des Kanales 10 jedes Füllelementes 8 ist mit dem einen Ende einer Leitung 19 verbunden, über die dem jeweiligen Füllelement 8 das in die Flaschen 20 abzufüllende flüssige Füllgut zugeführt wird, welches beispielsweise Fruchtsaft ist. Sämtliche Leitungen 19 sind mit ihrem anderen Ende über einen im Bereich der Drehachse V vorgesehenen Dreh-Verteiler 21 an eine gemeinsame, ortsfeste Füllgut- bzw. Flüssigkeitsleitung 22 angeschlossen, die über ein Absperrventil 23 zu einem nicht dargestellten Vorratsbehälter für das abzufüllende Füllgut führt.
- Am unteren Ende, d.h. im Bereich des Abschnittes 10˝ mündet in den Kanal 10 das obere, offene Ende eines Kanales 24 eines an seinem unteren Ende ebenfalls offenen vertikalen Füllrohres 25, welches im Bereich seines oberen Endes in geeigneter Weise (vorzugsweise auswechselbar) am Ventilgehäuse 9 gehalten ist.
- Bei der dargestellten Ausführungsform ist das Ventilgehäuse 9 zweiteilig ausgebildet, d.h. dieses Ventilgehäuse besteht aus dem oberen, den Abschnitt 10′ des Kanales 10, aber auch noch den Ventilsitz 17 aufweisenden Teil 9′ sowie aus einem unteren Teil 9˝, in welchem der Abschnitt 10˝ des Kanales 10 hauptsächlich gebildet ist und an welchem auch das Füllrohr 25 mit seinem oberen Ende befestigt ist. Das untere Teil 9˝ ist an seiner dem oberen Teil 9′ abgewendeten Seite als eine nach unten hin offene, das Füllrohr 25 auf seiner gesamten Länge konzentrisch umschließende Glocke 26 derart ausgebildet, daß der Innenraum der Glocke 26 in vertikaler Richtung eine Höhe besitzt, die etwas größer ist als die Höhe der aufrecht stehenden Flaschen 20 und im übrigen der Innenquerschnitt der Glocke 26 an den Außenquerschnitt der Flaschen 20 derart angepaßt ist, daß die Glocke 26 jedes Füllelementes 8 jeweils eine Flasche 20 auf ihrer vollen Höhe und dicht umschließend aufnehmen kann, wie dies in der Fig. 3 dargestellt ist.
- Unter jedem Füllelement 8 ist ein Flaschenteller 27 vorgesehen, der mittels einer an dem Rotorteil 3 vorgesehenen, an sich bekannten und in bekannter Weise gesteuerten Hubeinrichtung 28 in vertikaler Richtung auf- und abbewegbar ist (Doppelpfeil B), und zwar in der Form, daß der jeweilige Flaschenteller 27 in seiner obersten Hubstellung mit der die Standfläche für die Flaschen 20 bildenden Oberseite bzw. mit einer dort vorgesehenen Ringdichtung 29 abgedichtet gegen den die untere Öffnung der Glocke 26 umschließenden Rand dieser Glocke 26 anliegt und dadurch den Innenraum der Glocke 26 verschließt.
- Im Bereich der horizontalen Trennebene zwischen den beiden Teilen 9′ und 9˝ des Ventilgehäuses 9 ist ein den Kanal 10 konzentrisch umschließender Ringkanal 30 gebildet, in welchen mit ihrem oberen Ende mehrere Kanäle 31 münden, die im Teil 9˝ gleichmäßig um den Abschnitt 10′ des Kanales 10 verteilt vorgesehen sind und mit ihrem unteren Ende jeweils in unterschiedlichen Winkeln an der den Innenraum der Glocke 26 oben begrenzenden Fläche des Teiles 9˝ münden, und zwar auch derart, daß diese Mündungsöffnungen der Kanäle 31 um das Füllrohr 25 verteilt vorgesehen sind. Der Ringkanal 30 steht mit einem Kanal 32 in Verbindung. Ein weiterer Kanal 33 steht mit einem Ende mit dem Abschnitt 10˝ des Kanales 10 in Verbindung, d.h. dieser Kanal 33 mündet bei der dargestellten Ausführungsform in Strömungsrichtung, in der das flüssige Füllgut bei geöffnetem Flüssigkeitsventil den Kanal 10 durchströmt, unmittelbar nach dem Ventilsitz 17 in den Abschnitt 10˝ des Kanales 10.
- Jedes Füllelement 8 weist weiterhin einen Kanal 34 auf, der an das eine Ende einer Leitung 35 angeschlossen ist, über die dem jeweiligen Füllelement 8 Wasserdampf zugeführt wird und die mit ihrem anderen Ende über den Dreh-Verteiler 21 mit einer gemeinsamen, ortsfesten Dampfleitung 36 verbunden ist, die über ein Absperrventil 37 an eine nicht näher dargestellte Einrichtung zur Erzeugung von Wasserdampf (gesättigtem Wasserdampf) angeschlossen ist. Die beiden Kanäle 33 und 34 sind über Ventile 38 und 39, die beiden Kanäle 32 und 34 über ein Ventil 40 und die beiden Kanäle 32 und 33 über ein Ventil 41 miteinander verbindbar, wobei diese Ventile getrennt steuerbar sind und in der von dem Ventil 38 gebildeten Verbindung eine Drosseleinrichtung 42 und in der von dem Ventil 40 gebildeten Verbindung eine Drosseleinrichtung 43 vorgesehen sind. Die beiden Drosseleinrichtungen 42 und 43 sind jeweils von wenigstens einer Düse oder von einem einen verengten Querschnitt aufweisenden Kanalabschnitt gebildet.
- Die vorgenannten Kanäle 32-34 sind in dem Ventilgehäuse 9 des jeweiligen Füllelementes 8 ausgebildet. Ebenso sind die Drosseleinrichtungen 42 und 43 in diesem Ventilgehäuse 9 vorgesehen. Auch die Ventile 38-41 sind bevorzugt nicht Einzelventile, sondern werden von einer nach Art eines Flachschiebers ausgeführten und eine Schieberscheibe aufweisenden Umschalt-Ventileinrichtung 44 gebildet, wobei diese Ventileinrichtung 44 bzw. deren Schieberscheibe mehrere Betriebsstellungen aufweist, die den jeweiligen, später noch beschriebenen Betriebs- bzw. Schaltzuständen der Ventile 38-41 entsprechen. Die Ventileinrichtung 44 bzw. ein mit deren Steuerscheibe verbundener Betätigungshebel wirken beim Umlauf des Rotors 1 mit abstandsweise und/oder in unterschiedlichen Ebenen angebrachten Steuerelementen, beispielsweise Steuerkurven oder Steuernocken an einem ortsfesten Steuerring 45 zusammen, um die Ventileinrichtung 44 bzw. deren Schieberscheibe in die jeweils erforderliche Betriebsstellung zu bringen. Selbstverständlich können die Ventile 38-41 auch Einzel- oder Mehrfachventile sein, die mechanisch durch die am Steuerring 45 vorgesehenen Steuerelemente, in diesem Fall aber bevorzugt elektrisch oder pneumatisch gesteuert werden.
- In den Innenraum der Glocke 26 jedes Füllelementes 8 münden noch zwei weitere Leitungen 46 und 47, von denen die Leitung 46 zur gesteuerten Beaufschlagung der jeweiligen Glocke 26 mit einem Unterdruck bzw. Vakuum dient und die Leitung 47 eine Rückgas- bzw. Rückdampfleitung bildet, die bevorzugt möglichst nahe am unteren, offenen Ende der Glocke 26 in den Innenraum dieser Glocke 26 mündet. Jede Leitung 46, die bei der dargestellten Ausführungsform oberhalb der Leitung 47 in die zugehörige Glocke 26 einmündet, ist über ein eigenes Ventil 48 mit einem am Rotor 1 bzw. am oberen Rotorteil 2 vorgesehenen ringförmigen und die Drehachse V konzentrisch umschließenden Sammelkanal 49 verbunden, der seinerseits über den Dreh-Verteiler 21 mit einer ortsfesten, an eine Vakuumpumpe 50 angeschlossenen Leitung 51 verbunden ist. Es versteht sich, daß der Dreh-Verteiler 21 so ausgebildet ist, daß in ihm eine sichere Trennung der einzelnen Medien (Füllgut, Dampf sowie Unterdruck) gewährleistet ist.
- Die Leitung 47 ist über eine Drossel- und Ventileinrichtung 52 und ein Rückschlagventil 53 mit einem ringförmigen, die Drehachse V konzentrisch umschließenden Sammelkanal 54 verbunden, der ebenfalls am oberen Rotorteil 2 vorgesehen ist. Die Drossel- und Ventileinrichtung 52 besteht aus der Parallelschaltung einer Drosseleinrichtung 55 und einer Serienanordnung, die aus einer Drosseleinrichtung 56 und einem Ventil 57 besteht. Die beiden Drosseleinrichtungen 55 und 56 sind wiederum von wenigstens einer Düse oder einem verengten Leitungsabschnitt gebildet, wobei beispielsweise die Drosseleinrichtung 55 einen Durchmesser von 0,71 mm und die Drosseleinrichtung 56 einen Durchmesser von 6 mm aufweisen. Die beiden Ventile 48 und 57 sind bei der dargestellten Ausführungsform elektrisch betätigbare Ventile, die von der Steuerelektronik 18 angesteuert werden. Die Verwendung der jeweils für sämtliche Füllelemente 8 gemeinsamen Sammelkanäle 49 und 54, von denen der Sammelkanal 54 einen Auslaß zur Atmosphäre hin aufweist, hat neben einer Vereinfachung der Konstruktion unter anderem auch den Vorteil, daß für alle Füllelemente 8 jeweils definierte Druckverhältnisse beim Öffnen der Ventile 48 und 57 vorliegen, wobei speziell der Sammelkanal 54 zusätzlich zu dem Rückschlagventil 53 auch sicherstellt, daß beim Abkühlen einer Glocke 26 (beispielsweise bei Maschinenstillstand) keine Luft angesaugt wird.
- Grundsätzlich ist es auch möglich, die Ventile 48 und 57 mechanisch durch entsprechende, an einem ortsfesten Steuerring vorgesehene Steuerelemente beim Umlauf des Rotors 1 zu steuern, wobei die Funktion des Ventiles 48 und/oder 57 auch durch den Dreh-Verteiler 21 dadurch erreicht werden kann, daß dieser Dreh-Verteiler 21 als Dreh-Schieberventilanordnung ausgebildet ist.
- Die beiden Ventile 23 und 37 sind bei der dargestellten Ausführungsform von vorzugsweise einstellbaren Druckreglern 59 und 60 gesteuert, und zwar derart, daß durch Öffnen und Schließen des Ventiles 37 bzw. des Ventiles 23 sich in der Leitung 35 ein vorgegebener bzw. eingestellter Dampfdruck und in der Leitung 22 ein vorgegebener bzw. eingestellter Druck für das flüssige Füllgut ergeben, wobei das Ventil 23 über den Druckregler 59 auch in Abhängigkeit von dem Dampfdruck in der Leitung 35 gesteuert wird, und zwar bevorzugt derart, daß das Ventil 23 erst dann öffnet, wenn in der Leitung 35 der vorgegebene bzw. eingestellte Dampfdruck vorhanden ist, also ein Abfüllen des flüssigen Füllgutes in die Flaschen 20 erst dann möglich ist, wenn durch einen genügenden Dampfdruck in der Leitung 35 auch ein ausreichendes Entkeimen bzw. Sterilisieren der Flaschen 20 gewährleistet ist.
- Die zu füllenden Flaschen 20 werden der Füllmaschine über einen nicht näher dargestellten Transporteur aufrechtstehend zugeführt, wie dies in der Fig. 1 mit dem dortigen Pfeil C angedeutet ist. Die Flaschen 20 bewegen sich dann zunächst durch eine tunnelartige Vorwärmeinrichtung 61, in der die Flaschen 20 erwärmt bzw. erhitzt werden, was unter anderem dazu dient, die dem Füllen der Flaschen 20 mit dem flüssigen Füllgut (Füllphase) vorausgehende Sterilisationsphase zu verkürzen, aber auch einen ev. Flaschenbruch durch Temperaturschock während der Sterilisationsphase zu vermeiden. Die vorgewärmten Flaschen 20 werden dann über eine Transportstrecke 62 dem von einer Einteilschnecke 63 und einem Einschubstern 64 gebildeten Flascheneinschub zugeführt, an welchem die zu füllenden Flaschen 20 nacheinander an jeweils einen abgesenkten Flaschenteller 27 übergeben werden. Diese Übergabeposition ist in der Fig. 1 mit I angegeben.
- Die gefüllten Flaschen 20 werden am Flaschenausschub, d.h. an der in der Fig. 1 mit III angegebenen Position von den abgesenkten Flaschentellern 27 abgenommen und gelangen mittels eines Transportelementes 65 an einen Verschließer 66. Um Wärmeverluste vor dem Verschließen der gefüllten Flaschen 20 zu vermeiden, ist die Transportstrecke 65 in einem nach außen hin abgeschlossenen Tunnel 67 ausgebildet, der bis an den Verschließer 66 reicht. Weiterhin ist auch aus dem gleichen Grunde der Ausschubbereich durch ein haubenartiges Gehäuse 68 abgedeckt. In diesem Gehäuse können die von den Flaschentellern 27 abgenommenen, gefüllten Flaschen 20 auch eine Wärmebehandlung, bevorzugt durch Gasflammen unterzogen werden.
- Ist bei dem Füllen der Flaschen 20 eine der eigentlichen Füllphase vorausgehende Vorspannphase vorgesehen, bei der die Glocke 26 und damit auch die jeweilige Flasche 20 mit einem Inertgas (z.B. CO₂) oder mit steriler Luft vorgespannt wird, so ist der Kanal 32 jedes Füllelementes 8 über ein weiteres Ventil 69 mit einer Leitung 70 verbunden. Diese ist dann über den Dreh-Verteiler 21 an eine ortsfeste Leitung 72 angeschlossen, die über ein Absperrventil 71 zu einer nicht dargestellten Druckquelle für sterile Luft oder für Inertgas führt. Dem Ventil 71 ist ein vorzugsweise einstellbarer Druckregler 73 zugeordnet, mit dem durch entsprechendes Öffnen und Schließen des Ventiles 71 ein vorgegebener oder eingestellter Druck in der Leitung 72 eingeregelt wird. Der Druckregler 73 spricht aber auch auf den Druck in der Leitung 22 an, d.h. durch den Druckregler 73 wird das Ventil 71 so gesteuert, daß der Druck in der Leitung 72 um einen vorgegebenen oder eingestellten Betrag über dem Druck in der Leitung 22 liegt.
- Bei der dargestellten Ausführungsform ist zwischen den Positionen III und I noch ein ortsfestes Blech 75 vorgesehen, welches an dem Maschinengestell 6 so gehalten ist, daß dieses Blech 75 mit seinen Oberflächenseiten in horizontalen Ebenen und geringfügig unterhalb der Bewegungsbahn der Glocken 26 liegt.
- Bei einer Ausführungsform erfolgt beim Umlauf des Rotors 1 in Richtung des Pfeiles A während der Positionen I und III das Sterilisieren sowie Füllen der Flaschen 20 in einer Weise entsprechend dem nachfolgenden Beispiel I.
-
- 1. Nach der Übergabe einer zu füllenden Flaschen 20 an der Position I an einen Flaschenteller 27 wird diese Flasche 20 mit dem Flaschenteller 27 soweit angehoben, daß das Füllrohr 25 durch die Mündung in das Innere der Flasche 20 hineinreicht, der Flaschenteller 27 jedoch noch nicht dicht gegen den unteren Rand der Glocke 26 anliegt, zwischen dem unteren Rand der Glocke 26 und dem Flaschenteller 27 also noch eine Öffnung zur Umgebung hin in Form eines ringförmigen Spaltes verbleibt. Bei diesem ersten Verfahrensschritt erfolgt ständig eine reduzierte Dampf zuführung über das Füllrohr 25 in das Innere der Flasche 20 sowie über die Kanäle 31 in das Innere der Glocke 26, wobei hierfür die Ventile 38 und 40 über die Drosseleinrichtungen 42 und 43 geöffnet, das Flüssigkeitsventil des betreffenden Füllelementes 8, aber auch die Ventile 39, 41, 48 und 79 geschlossen sind.
- 2. Der Flaschenteller 27 wird weiter nach oben bewegt. Kurz vor dem Abschließen der Glocke 26 erfolgt bei weiterhin geschlossenem Flüssigkeitsventil eine nicht reduzierte Dampfzuführung ausschließlich über das Füllrohr 25, wofür das Ventil 39 geöffnet ist und die Ventile 38, 40, 41, 48 und 57 geschlossen sind.
Durch die beiden bisher beschriebenen Verfahrensschritte 1 und 2 ist einmal eine weitere schonende Vorwärmung der Flaschen 20 sichergestellt. Zum anderen wird auch ev., sich an den Flächen der Flasche 20 niederschlagendes Kondensat (Wasser) und beim Verfahrensschritt 2 auch solches Kondensat, welches sich ev. im Inneren der Flasche 20 gebildet hat, vom Dampfstrom durch die zwischen der Glocke 26 und dem Flaschenteller 27 gebildeten Öffnung nach außen abgeführt, und zwar zusammen mit in der Flasche 20 oder in der Glocke 26 vorhandener Luft. - 3. Sobald der Flaschenteller 27 dicht gegen die Glocke 26 anliegt und diese abdichtet, werden die Flasche 20 und die Glocke 26 bei weiterhin geschlossenem Flüssigkeitsventil mit Wasserdampf vorgespannt, wobei die Ventile 38-41, 48 und 57 die gleiche Stellung wie beim Verfahrensschritt 2 aufweisen. Es erfolgt hier dann bei geschlossener Glocke 26 ein Dampfaustritt über die Drosseleinrichtung 55 in den Sammelkanal 54.
- 4. Der Zustand gemäß dem Verfahrensschritt 3 wird über eine Zeitdauer bzw. über einen dieser Zeitdauer entsprechenden Drehwinkelbereich des Rotors 1 aufrecht erhalten, bis eine einwandfreie Sterilisation der Flasche 20 unter dem hohen, in der Glocke 26 herrschenden Dampfdruck sichergestellt ist.
- 5. In einem weiteren Verfahrensschritt wird dann bei weiterhin geschlossenem Flüssigkeitsventil der in der Glocke 26 vorhandene Dampf abgelassen, was beispielsweise durch erneutes, geringfügiges Absenken des Flaschentellers 27 und über den dadurch gebildeten Ringspalt zwischen der Glocke 26 und dem Flaschenteller 27 erfolgt. Sämtliche Ventile 38-41, 48 und 57 sind hierbei geschlossen.
Das Ablassen des Dampfes kann aber auch bei weiterhin dicht gegen die Glocke 26 anliegendem Flaschenteller 27 über die Leitung 46 erfolgen, wobei in diesem Fall dann das Ventil 48 kurz geöffnet wird. - 6. Bei weiterhin geschlossenem Flüssigkeitsventil und wiederum durch den Flaschenteller 27 verschlossener Glocke 26 wird dann der Innenraum der Glocke 26 mit Unterdruck beaufschlagt, und zwar derart, daß der Druck in der Glocke 26 etwa 0,5 bar aufweist. Bei diesem Verfahrensschritt, bei dem das gesamte Restkondensat (Wasser) aus der Glocke 26 und Flasche 20 entfernt wird, sind die Ventile 38-41, 57 und 65, aber auch das Rückschlagventil 53 geschlossen.
- 7. Bei weiterhin geschlossenem Flüssigkeitsventil erfolgt ein Vorspannen der geschlossenen Glocke 26 und damit auch der Flasche 20 mit einem Inertgas (z.B. CO₂) oder mit steriler Luft. Hierbei sind die Ventile 38-41, 48 und 57 geschlossen und das Ventil 69 geöffnet, wobei sich ein reduzierter Strom an steriler Luft bzw. an Inertgas über die Drosseleinrichtung 55 und das Rückschlagventil 53 aus der Glocke 26 einstellt.
- 8 Mit den vorbeschriebenen Verfahrensschritten sind die Sterilisationsphase (Verfahrensschritte 1-5) sowie die der eigentlichen Füllphase auch vorausgehende Vorspannphase (Verfahrensschritte 6 und 7) abgeschlossen, so daß etwa an der Position II der Fig. 1 die Füllphase dadurch eingeleitet wird, daß das Füllventil des betreffenden Füllelementes 8 durch Aktivieren der Betätigungseinrichtung 13 durch die Steuerelektronik 18 geöffnet wird. An diesem Beginn der Füllphase sind alle Ventile 38-41, 48, 57 und 69 geschlossen, so daß das flüssige Füllgut über das Füllrohr 25 in die Flasche 20 zufließt, und zwar unter entsprechender Verdrängung des dort vorhandenen Inertgases bzw. der vorhandenen sterilen Luft, das bzw. die über die Drosseleinrichtung 55 in den Sammelkanal 54 abfließt, wodurch sich zunächst ein langsames Zufließen des flüssigen Füllgutes, d.h. ein Füllen mit geringer Füllgeschwindigkeit ergibt.
- 9. Nach dem Eintauchen des unteren Endes des Füllrohres 25 in den Flüssigkeitsspiegel erfolgt dann bei weiterhin geöffnetem Flüssigkeitsventil ein Füllen mit erhöhter Füllgeschwindigkeit, und zwar bei geschlossenen Ventilen 38-41, 48 und 69 und geöffnetem Ventil 57, so daß das von dem Füllgut verdrängte Inertgas- oder Luftvolumen über beide Drosseleinrichtungen 55 und 56 in den Sammelkanal 54 abfließen kann.
- 10. Nach der Beendigung der Schnellfüllphase (Verfahrensschritt 9) wird bei weiterhin geöffnetem Flüssigkeitsventil die Bremsphase eingeleitet, und zwar durch Schließen des Ventiles 57 und bei weiterhin auch geschlossenen Ventilen 38-41, 48 und 69.
- 11. Nach dem Ansprechen eines die Steuerelektronik 18 ansteuernden Füllstandssensors, der bei der dargestellten Ausführungsform von einem in der jeweiligen Glocke 26 vorgesehenen und durch die Mündung in die zu füllende Flasche 20 hineinreichenden Sensor 74 gebildet ist, erfolgt bei weiterhin geöffnetem Flüssigkeitsventil und geschlossenen Ventilen 38-41, 48, 57 und 69 eine Korrekturfüllphase, beispielsweise in der Form, daß über eine vorgegebene Zeitdauer die Steuerelektronik 18 das Flüssigkeitsventil noch geöffnet hält.
- 12. Nach Ablauf der Korrekturzeit wird bei weiterhin geschlossenen Ventilen 38-41, 48, 57 und 69 auch das Flüssigkeitsventil des betreffenden Füllelementes 8 geschlossen, wobei sich dann auch der Druck in der Glocke 26 über die Drosseleinrichtung 55 abbaut.
Wie vorstehend beschrieben, leitet der Sensor 74 über die Korrekturphase das Schließen des Flüssigkeitsventiles des betreffenden Füllelementes 8 ein. Bei entsprechender Ausbildung kann dieser Sensor auch dazu dienen, die Bremsphase (Verfahrensschritt 10) füllständsbezogen einzuleiten. Ist der Sensor 74 als Leitwertkontakt ausgebildet, so weist dieser Sensor 74 in diesem Fall neben einer gemeinsamen Elektrode zwei Steuerelektroden auf, die in vertikaler Richtung übereinander vorgesehen sind und von denen die untere beim Eintauchen in den Flüssigkeitsspiegel die Bremsphase und die obere beim Eintauchen in den Flüssigkeitsspiegel über die Korrekturphase das Schließen des Flüssigkeitsventils einleiten. - 13. Bei geschlossenem Flüssigkeitsventil, geschlossenen Ventilen 38, 39, 48, 57 und 69 und geöffneten Ventilen 40 und 41 erfolgt dann das Entleeren des Füllrohres 25 bei gleichzeitiger reduzierter Dampfzuführung in die Glocke 26, und zwar über das geöffnete Ventil 40 und die Drosseleinrichtung 43, wobei sich in der Glocke 26 ein ansteigender Dampfdruck ergibt, da der Dampf über die Drosseleinrichtung 55 nur reduziert abfließen kann.
- 14. Bei weiterhin geschlossenem Flüssigkeitsventil und geschlossenen Ventilen 38, 39, 48, 57 und 69 wird auch das Ventil 41 geschlossen, während das Ventil 40 offen bleibt und sich somit weiterhin ein reduzierter Dampfstrom in die Glocke 26 ergibt. Anschließend wird der Flaschenteller abgesenkt.
- 15. Sind der Flaschenteller 27 und damit auch die gefüllte Flasche 20 soweit abgesenkt, daß das untere Ende des Füllrohres 25 aus dem Flüssigkeitsspiegel austritt, wird bei weiterhin bestehendem reduziertem Dampfstrom in die Glocke 26, d.h. bei weiterhin geöffnetem Ventil 40 auch das Ventil 38 geöffnet, so daß sich dann auch zur vollständigen Entleerung des Füllrohres 25 ein reduzierter Dampfstrom durch den Kanal 24 dieses Füllrohres 25 ergibt, und zwar vorzugsweise während des weiteren Absenkens des Flaschentellers 27 und der gefüllten Flasche 20. Die Ventile 39, 41, 48, 57 und 69 sind geschlossen.
- 16. Die gefüllte Flasche 20 wird an der Position III ausgeschoben und über die Transporteinrichtung 65 dem Verschließer 66 zugeführt. Bei diesem Ausschieben der gefüllten Flasche 20 verbleiben die Ventile 38-41, 48, 57 und 69 in ihrer für den Verfahrensschritt (15) angegebenen Stellung, so daß weiterhin ein reduzierter Dampfstrom durch die Kanäle 31 und den Kanal 24 des Füllrohres 25 besteht.
- 17. Zwischen den Positionen III und I ist die jeweilige Glocke 26 bis auf einen engen, zwischen ihrem unteren offenen Ende und dem ortsfesten Blech 75 gebildeten Ringspalt verschlossen. Die für den Verfahrensschritt (15) beschriebene Stellung der Ventile 38-41, 48, 57 und 69 bleibt aufrechterhalten, so daß weiterhin ein reduzierter Dampfstrom durch die Kanäle 31 und den Kanal 24 des Füllrohres 25 besteht und hierdurch eine Beaufschlagung der Glocke 26 an ihren Innenraum und Innenflächen sowie des Füllrohres 25 an seinen Außen- und Innenflächen durch den über den Ringspalt zwischen der Glocke 26 und dem Blech 75 austretenden Dampf erfolgt. Die Verwendung des Bleches 75 hat insbesondere den Vorteil, daß bei diesem Verfahrensschritt die Dampfatmosphäre im Innenraum der jeweiligen Glocke 26 aufrechterhalten bleibt und somit auch unter Berücksichtigung der Bemessung bzw. Breite des zwischen dem unteren Glocke 26 und dem Blech 75 gebildeten Ringspaltes keine Umgebungsluft, Keime, Verunreinigungen usw. von außen her in die Glocke 26 eintreten können.
- Die Erfindung wurde voranstehend an einem Ausführungsbeispiel beschrieben. Es versteht sich, daß Änderungen sowie Abwandlungen insbesondere auch hinsichtlich des beschriebenen Verfahrens möglich sind, ohne daß dadurch der die Erfindung tragende Erfindungsgedanke verlassen wird. So werden bei einer gegenüber dem Beispiel I vereinfachten Ausführung des erfindungsgemäßen Verfahrens der Füllbeginn bzw. die Füllphase nach dem Verfahrensschritt 4 eingeleitet, d.h. unter Verzicht auf die Verfahrensschritte 5-7 schließen sich die Verfahrensschritte 8-17 unmittelbar an den Verfahrensschritt 4 an, d.h. der Dampfdruck, der sich am Ende des Verfahrensschritt 4 in der Glocke 26 eingestellt hat, bildet bei dieser vereinfachten Ausführung des erfindungsgemäßen Verfahrens den Gegendruck am Beginn der Füllphase. Bei dieser Ausführung werden dann selbstverständlich auch die Ventile 69 und 71, die Leitungen 70 und 72, der Druckregler 73 sowie die Quelle für das unter Druck stehende Inertgas oder die unter Druck stehende sterile Luft nicht benötigt. Das Vorspannen der jeweiligen Glocke mit Dampf bzw. mit Inertgas vor dem Einleiten der Füllphase hat gegenüber dem Vorspannen mit steriler Luft den besonderen Vorteil, daß praktisch kein Sauerstoff in die Glocke 26 gelangt und demnach auch keine Sauerstoffaufnahme durch das Füllgut beim Abfüllen erfolgt, wodurch sich u.a. auch die Haltbarkeit des abgefüllten Füllgutes wesentlich verbessert.
- Bei dem vorbeschriebenen, auch die Verfahrensschritte 5-7 des Beispiels I aufweisenden Verfahren werden für die von den Ventilen 38-41, 48, 57 und 69 gebildete Steuerventilanordnung insgesamt acht unterschiedliche Betriebsstellungen benötigt, während bei dem vereinfachten Verfahren ohne die Verfahrensschritte 5-7 und ohne die Ventile 48 und 69 insgesamt fünf unterschiedliche Betriebsstellungen für die Steuerventilanordnung ausreichend sind.
- In der Fig. 4 sind für die einzelnen Verfahrensschritte 1 bis 17 der Ausführungsform nach Beispiel I die jeweiligen Betriebsstellungen der Steuerventilanordnung und die zugehörigen Schaltstellungen der Ventile 38-41, 48, 57 und 69 in tabellarischer Form wiedergegeben. In dieser Darstellung bedeuten jeweils "X" den geöffneten Zustand und "O" den jeweils geschlossenen Zustand der Ventile in den einzelnen Verfahrensschritten bzw. in den einzelnen, diesen Verfahrensschritten entsprechenden Betriebsstellungen a-h der von den Ventilen 38-41, 48, 57 und 69 gebildeten Steuerventilanordnung.
- Bei einer weiteren Ausführungsform erfolgt das Sterilisieren sowie Füllen der Flaschen 20 in einer Weise entsprechend dem nachfolgenden Beispiel II.
-
- 1. Nach der Übergabe einer zu füllenden Flaschen 20 an der Position I an einen Flaschenteller 27 wird diese Flasche 20 mit dem Flaschenteller 27 soweit angehoben, daß das Füllrohr 25 durch die Mündung in das Innere der Flasche 20 hineinreicht, der Flaschenteller 27 jedoch noch nicht dicht gegen den unteren Rand der Glocke 26 anliegt, zwischen dem unteren Rand der Glocke 26 und dem Flaschenteller 27 also noch eine Öffnung zur Umgebung hin in Form eines ringförmigen Spaltes verbleibt. Bei diesem ersten Verfahrensschritt erfolgt ständig eine rudzierte Dampfzuführung über das Füllrohr 25 in das Innere der Flasche 20 sowie über die Kanäle 31 in das Innere der Glocke 26, wobei hierfür die Ventile 38 und 40 über die Drosseleinrichtungen 42 und 43 geöffnet, das Flüssigkeitsventil des betreffenden Füllelementes 8, aber auch die Ventile 39, 41, 48 und 79 geschlossen sind.
- 2. Der Flaschenteller 27 wird weiter nach oben bewegt. Kurz vor dem Abschließen der Glocke 26 erfolgt bei weiterhin geschlossenem Flüssigkeitsventil eine nicht reduzierte Dampfzuführung ausschließlich über das Füllrohr 25, wofür das Ventil 39 geöffnet ist und die Ventile 38, 40, 41, 48 und 57 geschlossen sind.
Durch die beiden bisher beschriebenen Verfahrensschritte 1 und 2 ist einmal eine schonende Vorwärmung der Flaschen 20 sichergestellt, zum anderen wird auch ev., sich an den Flächen der Flasche 20 niederschlagendes Kondensat (Wasser) durch den Dampfstrom durch die zwischen der Glocke 26 und dem Flaschenteller 27 gebildeten Öffnung nach außen abgeführt, und zwar insbesondere bei dem vorbeschriebenen Verfahrensschritt 2 auch solches Kondensat, welches sich ev. im Inneren der Flasche 20 gebildet hat. - 3. Sobald der Flaschenteller 27 dicht gegen die Glocke 26 anliegt und diese abdichtet, werden die Flasche 20 und die Glocke 26 bei weiterhin geschlossenem Flüssigkeitsventil mit Wasserdampf, beispielsweise Sattdampf von 130°C vorgespannt, wobei die Ventile 38-41, 48 und 57 die gleiche Stellung wie beim Verfahrensschritt 2 aufweisen. Es erfolgt hier dann bei geschlossener Glocke 26 ein Dampfaustritt über die Drosseleinrichtungen 55 und 56 in den Sammelkanal 54.
- 4. Der Zustand gemäß dem Verfahrensschritt 3 wird über eine Zeitdauer von beispielsweise 3 Sekunden bzw. über einen dieser Zeitdauer entsprechenden Drehwinkelbereich des Rotors 1 aufrecht erhalten, bis eine einwandfreie Sterilisation der Flasche 20 unter dem hohen, in der Glocke 26 herrschenden Dampfdruck, z.B. 1,7 bar sichergestellt ist, wobei die Drosseleinrichtung 56 nach etwa 1 Sekunde geschlossen wurde.
- 5. Bei weiterhin geschlossenem Flüssigkeitsventil erfolgt ein Vorspannen der geschlossenen Glocke 26 und damit auch der Flasche 20 mit einem Inertgas (z.B. CO₂) oder mit steriler Luft. Hierbei sind die Ventile 38-41, 48 und 57 geschlossen und das Ventil 69 geöffnet, wobei sich ein reduzierter Strom an steriler Luft bzw. an Inertgas über die Drosseleinrichtung 55 und das Rückschlagventil 53 aus der Glocke 26 einstellt.
- 6. Mit den vorbeschriebenen Verfahrensschritten sind die Sterilisationsphase (Verfahrensschritte 1-4) sowie die der eigentlichen Füllphase auch vorausgehende Vorspannphase (Verfahrensschritt 5) abgeschlossen, so daß etwa an der Position II der Fig. 1 die Füllphase dadurch eingeleitet wird, daß das Füllventil des betreffenden Füllelementes 8 durch Aktivieren der Betätigungseinrichtung 13 durch die Steuerelektronik 18 geöffnet wird. An diesem Beginn der Füllphase sind alle Ventile 38-41, 48, 57 und 69 geschlossen, so daß das flüssige Füllgut über das Füllrohr 25 in die Flasche 20 zufließt, und zwar unter entsprechender Verdrängung des dort vorhandenen Inertgases bzw. der vorhandenen sterilen Luft, das bzw. die über die Drosseleinrichtung 55 in den Sammelkanal 54 abfließt, wodurch sich zunächst ein langsames Zufließen des flüssigen Füllgutes, d.h. ein Füllen mit geringer Füllgeschwindigkeit ergibt.
- 7. Nach dem Eintauchen des unteren Endes des Füllrohres 25 in den Flüssigkeitsspiegel erfolgt dann bei weiterhin geöffnetem Flüssigkeitsventil ein Füllen mit erhöhter Füllgeschwindigkeit, und zwar bei geschlossenen Ventilen 38-41, 48 und 69 und geöffnetem Ventil 57, so daß das von dem Füllgut verdrängte Inertgas- oder Luftvolumen über beide Drosseleinrichtungen 55 und 56 in den Sammelkanal 54 abfließen kann.
- 8. Nach der Beendigung der Schnellfüllphase (Verfahrensschritt 7) wird bei weiterhin geöffnetem Flüssigkeitsventil die Bremsphase eingeleitet, und zwar durch Schließen des Ventiles 57 und bei weiterhin auch geschlossenen Ventilen 38-41, 48 und 69.
- 9. Nach dem Ansprechen eines die Steuerelektronik 18 ansteuernden Füllstandssensors, der bei der dargestellten Ausführungsform von einem in der jeweiligen Glocke 26 vorgesehenen und durch die Mündung in die zu füllende Flasche 20 hineinreichenden Sensor 74 gebildet ist, erfolgt bei weiterhin geöffnetem Flüssigkeitsventil und geschlossenen Ventilen 38-41, 48, 57 und 69 eine Korrekturfüllphase, beispielsweise in der Form, daß über eine vorgegebene Zeitdauer die Steuerelektronik 18 das Flüssigkeitsventil noch geöffnet hält.
- 10. Nach Ablauf der Korrekturzeit wird bei weiterhin geschlossenen Ventilen 38-41, 48, 57 und 69 auch das Flüssigkeitsventil des betreffenden Füllelementes 8 geschlossen, wobei sich dann auch der Druck in der Glocke 26 über die Drosseleinrichtung 55 abbaut.
Wie vorstehend beschrieben, leitet der Sensor 74 über die Korrekturphase das Schließen des Flüssigkeitsventiles des betreffenden Füllelementes 8 ein. Bei entsprechender Ausbildung kann dieser Sensor auch dazu dienen, die Bremsphase (Verfahrensschritt 8) füllstandsbezogen einzuleiten. Ist der Sensor 74 als Leitwertkontakt ausgebildet, so weist dieser Sensor 74 in diesem Fall neben einer gemeinsamen Elektrode zwei Steuerelektroden auf, die in vertikaler Richtung übereinander vorgesehen sind und von denen die untere beim Eintauchen in den Flüssigkeitsspiegel die Bremsphase und die obere beim Eintauchen in den Flüssigkeitsspiegel über die Korrekturphase das Schließen des Flüssigkeitsventils einleiten. - 11. Bei geschlossenem Flüssigkeitsventil, geschlossenen Ventilen 38, 39, 48, 57 und 69 und geöffneten Ventilen 40 und 41 erfolgt dann das Entleeren des Füllrohres 25 bei gleichzeitiger reduzierter Dampfzuführung in die Glocke 26, und zwar über das geöffnete Ventil 40 und die Drosseleinrichtung 43, wobei sich der in der Glocke 26 während der Füllung vorhandene Gegendruck über die Drosseleinrichtung 55 abbaut. Anschließend wird der Flaschenteller 27 abgesenkt.
- 12. Sind der Flaschenteller 27 und damit auch die gefüllte Flasche 20 soweit abgesenkt, daß das untere Ende des Füllrohres 25 aus dem Flüssigkeitsspiegel austritt, wird bei weiterhin bestehendem reduziertem Dampfstrom in die Glocke 26, d.h. bei weiterhin geöffnetem Ventil 40 auch das Ventil 38 geöffnet, so daß sich dann auch zur vollständigen Entleerung des Füllrohres 25 ein reduzierter Dampfstrom durch den Kanal 24 dieses Füllrohres 25 ergibt, und zwar vorzugsweise während des weiteren Absenkens des Flaschentellers 27 und der gefüllten Flasche 20. Die Ventile 39, 41, 48, 57 und 69 sind geschlossen.
- 13. Die gefüllte Flasche 20 wird an der Position III ausgeschoben und über die Transporteinrichtung 65 dem Verschließer 66 zugeführt. Bei diesem Ausschieben der gefüllten Flasche 20 verbleiben die Ventile 38-41, 48, 57 und 69 in ihrer für den Verfahrensschritt (12) angegebenen Stellung, so daß weiterhin ein reduzierter Dampfstrom durch die Kanäle 31 und den Kanal 24 des Füllrohres 25 besteht.
- 14. Zwischen den Positionen III und I ist die jeweilige Glocke 26 bis auf einen engen, zwischen ihrem unteren offenen Ende und dem ortsfesten Blech 75 gebildeten Ringspalt verschlossen. Die für den Verfahrensschritt (12) beschriebene Stellung der Ventile 38-41, 48, 57 und 69 bleibt aufrechterhalten, so daß weiterhin ein reduzierter Dampfstrom durch die Kanäle 31 und den Kanal 24 des Füllrohres 25 besteht und hierdurch eine Beaufschlagung der Glocke 26 an ihren Innenraum und Innenflächen sowie des Füllrohres 25 an seinen Außen- und Innenflächen durch den über den Ringspalt zwischen der Glocke 26 und dem Blech 75 austretenden Dampf erfolgt. Die Verwendung des Bleches 75 hat insbesondere den Vorteil, daß bei diesem Verfahrensschritt die Dampfatmosphäre im Innenraum der jeweiligen Glocke 26 aufrechterhalten bleibt und somit auch unter Berücksichtigung der Bemessung bzw. Breite des zwischen dem unteren Glocke 26 und dem Blech 75 gebildeten Ringspaltes keine Umgebungsluft, Keime, Verunreinigungen usw. von außen her in die Glocke 26 eintreten können.
- Wie die vorstehenden Ausführungen zeigen, ist bei dem Verfahren nach Beispiel II, bei dem auf die Leitung 46 verzichtet ist, am Ende der Sterilisationsphase ein Ablassen des Sterilisationsmediums nicht erforderlich. Vielmehr erfolgt hier unmittelbar nach der Sterilisationsphase bzw. nach dem Verfahrensschritt 4 das Vorspannen.
- Anstelle des oben beschriebenen Bleches 75 kann auch ein anderes Element vorgesehen sein, welches beim Beispiel I im Verfahrensschritt (17) bzw. beim Beispiel II im Verfahrensschritt (14) den Ringspalt bildet. Weiterhin ist es auch möglich, anstelle des Bleches 75 ein wannenförmiges, zwischen den Positionen III und I angeordnetes Element mit einem Abfluß vorzusehen. Erfolgt zwischen den Positionen III und I ein Reinigen der jeweiligen Glocke 26 sowie des Füllrohres 25 mit einer Reinigungsflüssigkeit (Wasser), so entfällt das Blech 75 oder anstelle des Bleches 75 ist das bereits angesprochene wannenförmige Element zum Auffangen und Abführen der Reinigungsflüssigkeit vorgesehen.
- Anstelle der Dichtung 29 an dem jeweiligen Flaschenteller 27 kann auch eine entsprechende Dichtung am unteren offenen Ende der jeweiligen Glocke 26 vorgesehen sein. Weiterhin ist es auch möglich, anstelle der Sonde 74 das Füllrohr 25 als Sonde auszubilden bzw. mit einem entsprechenden Sondenkontakt zu versehen.
Claims (37)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89105038T ATE69437T1 (de) | 1988-03-24 | 1989-03-21 | Verfahren zum aseptischen bzw. sterilen abfuellen von fluessigem fuellgut in behaelter sowie vorrichtung zum durchfuehren dieses verfahrens. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3809852 | 1988-03-24 | ||
| DE3809852A DE3809852A1 (de) | 1988-03-24 | 1988-03-24 | Verfahren zum aseptischen bzw. sterilen abfuellen von fluessigem fuellgut in behaelter sowie vorrichtung zum durchfuehren dieses verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0334288A1 EP0334288A1 (de) | 1989-09-27 |
| EP0334288B1 true EP0334288B1 (de) | 1991-11-13 |
Family
ID=6350521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89105038A Expired - Lifetime EP0334288B1 (de) | 1988-03-24 | 1989-03-21 | Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter sowie Vorrichtung zum Durchführen dieses Verfahrens |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US5031673A (de) |
| EP (1) | EP0334288B1 (de) |
| AT (1) | ATE69437T1 (de) |
| DE (2) | DE3809852A1 (de) |
| ES (1) | ES2028397T3 (de) |
| GR (1) | GR3003788T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3808696B1 (de) * | 2019-10-18 | 2023-11-08 | Krones Ag | Reinigungsvalidierung in einer vorrichtung zum abfüllen von behältern |
Families Citing this family (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4109731A1 (de) * | 1990-04-28 | 1991-10-31 | Seitz Enzinger Noll Masch | Vorrichtung zum fuellen von behaeltern, insbesondere flaschen mit einem fluessigen fuellgut |
| DE4036290A1 (de) * | 1990-06-06 | 1991-12-12 | Kronseder Maschf Krones | Verfahren und vorrichtung zum sterilen abfuellen von getraenkefluessigkeiten |
| DE4022142A1 (de) * | 1990-07-11 | 1992-01-16 | Seitz Enzinger Noll Masch | Einrichtung zur ueberwachung der fuellelemente von fuellmaschinen |
| DE4126951A1 (de) * | 1991-08-16 | 1993-02-18 | Kronseder Maschf Krones | Verfahren und vorrichtung zum behandeln von mehrwegflaschen aus kunststoff |
| DE4213737A1 (de) * | 1991-10-17 | 1993-04-22 | Seitz Enzinger Noll Masch | Verfahren zum fuellen von flaschen oder dergleichen behaelter mit einem fluessigen fuellgut sowie vorrichtung zum durchfuehren dieses verfahrens |
| DE4207829A1 (de) * | 1992-03-12 | 1993-09-16 | Magdeburg Getraenkemasch | Verfahren und vorrichtung zum sterilen abfuellen von getraenken |
| DE4213738A1 (de) * | 1992-04-25 | 1993-10-28 | Seitz Enzinger Noll Masch | Füllelement für Füllmaschinen zum Füllen von Flaschen o. dgl. Behälter |
| DE4225476C2 (de) * | 1992-08-01 | 2001-02-22 | Khs Masch & Anlagenbau Ag | Anordnung zum Füllen von Flaschen oder dergleichen Behältern |
| DE4231114A1 (de) * | 1992-09-17 | 1994-03-24 | Seitz Enzinger Noll Masch | Vorrichtung zum Füllen von Flaschen o. dgl. Behältern |
| DE4232323A1 (de) * | 1992-09-26 | 1994-03-31 | Seitz Enzinger Noll Masch | Vorrichtung zur Überwachung der Wärmebehandlung bzw. Sterilisation von Flaschen o. dgl. Behälter bei einer Behälter-Behandlungsmaschine |
| US5368828A (en) * | 1992-11-12 | 1994-11-29 | Tetra Laval Holdings & Finance S.A. | Method and apparatus for carton sterilization |
| EP0614850A1 (de) * | 1993-03-10 | 1994-09-14 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Füllelement für Füllmaschinen zum Abfüllen eines flüssigen Füllgutes in Flaschen oder dgl. Behälter |
| DE4307521C2 (de) * | 1993-03-10 | 1999-01-07 | Khs Masch & Anlagenbau Ag | Füllelement für Füllmaschinen zum Abfüllen eines flüssigen Füllgutes in Flaschen o. dgl. Behälter |
| DE4308833B4 (de) * | 1993-03-19 | 2004-06-03 | Khs Maschinen- Und Anlagenbau Ag | Füllelement für Füllmaschinen zum Abfüllen eines flüssigen Füllgutes in Flaschen oder dergl. Behälter |
| DE4334679A1 (de) * | 1993-07-17 | 1995-01-19 | Khs Masch & Anlagenbau Ag | Vorrichtung zum Füllen und Verschließen von Behältern |
| GB2280669B (en) * | 1993-07-27 | 1996-11-13 | Raymond William Sheppard | Aseptic new filling system |
| SE502182C2 (sv) * | 1994-02-15 | 1995-09-11 | Tetra Laval Holdings & Finance | Fyllning av förpackningsbehållare till en expanderad form varefter fyllgods återsugs så att förpackningen får en förutbestämd volym. |
| US5494086A (en) * | 1994-08-08 | 1996-02-27 | Mcbrady Engineering, Inc. | Bottle filling machine |
| DE4429594A1 (de) * | 1994-08-20 | 1996-02-22 | Khs Masch & Anlagenbau Ag | Verfahren zum Abfüllen eines flüssigen Füllgutes in Flaschen oder dgl. Behälter |
| US5548944A (en) * | 1994-09-28 | 1996-08-27 | Tetra Laval Holdings & Finance S.A. | Vacuum operated processing station having a liquid separating system |
| US5533550A (en) * | 1994-09-30 | 1996-07-09 | Tetra Laval Holdings & Finance S.A. | Tank venting apparatus for a packaging machine |
| US5848515A (en) * | 1995-08-11 | 1998-12-15 | Rossi & Catelli S.P.A. | Continuous-cycle sterile bottling plant |
| SE515221C2 (sv) * | 1996-03-20 | 2001-07-02 | Scandimed Internat Ab | Förfarande för framställning av och anordning vid en förpackning med en sterilt förpackad behållare med sterilt innehåll |
| GB9706090D0 (en) * | 1997-03-24 | 1997-05-14 | Scottish & Newcastle Plc | Integrated dispense system |
| WO1998042612A2 (en) * | 1997-03-24 | 1998-10-01 | Scottish & Newcastle Plc | Dispensing of beverages into a container within a pre-pressurised chamber |
| DE19719911A1 (de) * | 1997-05-13 | 1998-11-19 | Max Kettner Gmbh & Co Kg I K | Vorrichtung zur Behandlung von Getränkebehältern |
| FR2766473B1 (fr) | 1997-07-22 | 1999-09-17 | Sidel Sa | Procede pour le remplissage de recipients, et installation pour la mise en oeuvre |
| US5921759A (en) * | 1997-10-14 | 1999-07-13 | Sandeep Khan | Liquid metering piston pump and valves capable of being cleaned and sterilized without disassembly |
| FR2774912B1 (fr) * | 1998-02-16 | 2000-09-01 | Sidel Sa | Procede pour steriliser des corps creux et dispositif pour la mise en oeuvre |
| US6112780A (en) * | 1998-04-03 | 2000-09-05 | Meheen; David M. | 4-tube apparatus for gaseous contaminant control during bottling processes |
| US6082418A (en) * | 1998-06-10 | 2000-07-04 | Crown Simplimatic Incorporated | Aseptic container filling assembly |
| US6131624A (en) * | 1999-01-19 | 2000-10-17 | Crown Simplimatic Incorporated | Filling valve assembly |
| US6209591B1 (en) * | 1999-02-02 | 2001-04-03 | Steuben Foods, Inc. | Apparatus and method for providing container filling in an aseptic processing apparatus |
| WO2001005658A1 (en) * | 1999-07-15 | 2001-01-25 | Steuben Foods, Inc. | Apparatus and method for container filling |
| US20020085971A1 (en) * | 2001-01-03 | 2002-07-04 | Raniwala Subodh K. | Bottle sterilizing system and method |
| DE10140807A1 (de) * | 2001-08-15 | 2003-02-27 | Ruediger Haaga Gmbh | Maschinenanlage zum Sterilisieren und Befüllen von Behältern |
| US6752959B2 (en) * | 2001-10-05 | 2004-06-22 | Pepsico, Inc. | High-speed, low temperature sterilization and sanitization apparatus and method |
| EP1323667A1 (de) * | 2001-12-24 | 2003-07-02 | Sig Simonazzi S.P.A. | Ventileinheit für eine Füllmaschine |
| ITPR20030001A1 (it) * | 2003-01-17 | 2004-07-18 | Sig Technology Ltd | Macchina per il trattamento in asettico di contenitori |
| ATE494226T1 (de) * | 2004-11-16 | 2011-01-15 | Elopak Systems | Vorrichtung und verfahren zur behälterbefüllung |
| USD560501S1 (en) | 2005-08-22 | 2008-01-29 | Stokely-Van Camp, Inc. | Bottle |
| DE102006023764A1 (de) | 2006-05-20 | 2007-11-22 | Khs Ag | Verfahren sowie Vorrichtung zum Sterilisieren von Flaschen oder dergleichen Behälter |
| USD573030S1 (en) | 2007-02-02 | 2008-07-15 | Stokely-Van Camp, Inc. | Bottle |
| EP1982920A1 (de) * | 2007-04-19 | 2008-10-22 | Krones AG | Vorrichtung zum Sterilisieren von Behältnissen |
| KR20100051064A (ko) * | 2007-09-03 | 2010-05-14 | 다이니폰 인사츠 가부시키가이샤 | 포장체와 그 제조방법 및 장치 |
| FR2923802B1 (fr) * | 2007-11-19 | 2012-08-31 | Sidel Participations | Dispositif de transport d'un corps creux, installation pourvue de tels dispositifs et procede de convoyage d'un corps creux solidarise a un tel dispositif. |
| DE102008015675A1 (de) * | 2008-03-25 | 2009-10-01 | Khs Ag | Gefäßbehandlungsmaschine |
| USD601031S1 (en) | 2009-01-16 | 2009-09-29 | Stokely-Van Camp, Inc. | Bottle |
| IT1392774B1 (it) * | 2009-02-13 | 2012-03-23 | Four One S R L | Apparato e procedimento per il riempimento di un contenitore. |
| EP2261169A1 (de) * | 2009-06-12 | 2010-12-15 | INDAG Gesellschaft für Industriebedarf mbH & Co. Betriebs KG | Verfahren und Vorrichtung zum Desinfizieren von Getränkeverpackungen bei der Befüllung mit Produkt und Vorrichtung zum Aufbringen und/oder Sprühen von Desinfektionsmittel auf Getränkeverpackungen |
| DE102010006319A1 (de) * | 2010-01-29 | 2011-08-04 | Krones Ag, 93073 | Vorrichtung zum Behandeln von Behältnissen |
| JP5373223B2 (ja) * | 2011-04-06 | 2013-12-18 | 三菱重工食品包装機械株式会社 | 回転式充填機及び回転式充填機の充填量演算方法 |
| ITTO20120240A1 (it) † | 2012-03-19 | 2013-09-20 | Sidel Spa Con Socio Unico | Dispositivo di riempimento |
| DE102012005926A1 (de) * | 2012-03-26 | 2013-09-26 | Khs Gmbh | Verfahren sowie Vorrichtung zum Behandeln von Packmitteln |
| US10479536B2 (en) * | 2012-09-17 | 2019-11-19 | Portland Outdoors, Llc | System, methods and apparatus for urine collection and storage |
| US9790074B2 (en) * | 2013-02-25 | 2017-10-17 | Khs Gmbh | Filling system |
| DE102014104873A1 (de) * | 2014-04-04 | 2015-10-08 | Krones Ag | Verfahren und Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt |
| US20170225933A1 (en) * | 2014-08-29 | 2017-08-10 | Dr Tech S.R.L | Method for filling bottles with wine |
| US10846975B2 (en) * | 2015-03-23 | 2020-11-24 | Fountain Master, Llc | Fluid filling station |
| DE102015111536A1 (de) * | 2015-07-16 | 2017-01-19 | Khs Gmbh | Verfahren sowie Füllsystem zum Befüllen von Behältern |
| EP3176126B1 (de) * | 2015-12-04 | 2018-08-08 | Sidel Participations | Füllvorrichtung für eine füllmaschine |
| KR102459149B1 (ko) * | 2015-12-15 | 2022-10-27 | 삼성전자주식회사 | 냉장고 및 그 제어방법 |
| ITUA20164306A1 (it) * | 2016-06-13 | 2017-12-13 | Dr Tech S R L | Dispositivo e metodo per il riempimento di contenitori con un liquido, in particolare per l’imbottigliamento |
| DE102016123137A1 (de) * | 2016-11-30 | 2018-05-30 | Sig Technology Ag | Verfahren und Füllmaschine zum Füllen von einseitig offenen Packungen |
| DE102017105533A1 (de) * | 2017-03-15 | 2018-09-20 | Udo Tartler | Vorrichtung zum Evakuieren eines Behälters mit pastöser Flüssigkeit |
| DE102017109961A1 (de) * | 2017-05-09 | 2018-11-15 | Krones Ag | Vorrichtung und Verfahren zum Befüllen eines Behälters mit einem Füllprodukt |
| DE102018110227A1 (de) * | 2018-04-27 | 2019-10-31 | Multivac Sepp Haggenmüller Se & Co. Kg | Verpackungsmaschine zum Verpacken von Produkten in Kunststoffverpackungen |
| EP3822224A1 (de) * | 2019-11-14 | 2021-05-19 | Sidel Participations | Füllmaschine und verfahren zum befüllen von behältern mit einem fliessfähigen produkt |
| DE102020127389A1 (de) * | 2020-10-16 | 2022-04-21 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Behandeln eines Behälters mit Funktionsprüfung |
| IT202200023250A1 (it) * | 2022-11-10 | 2024-05-10 | Gea Procomac Spa | Un apparato di trattamento per trattare chiusure di contenitori |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US531717A (en) * | 1895-01-01 | Bottle-filling machine | ||
| US737480A (en) * | 1903-01-17 | 1903-08-25 | Henry Reininger | Counter-pressure racking and bunging apparatus. |
| US1022968A (en) * | 1910-10-20 | 1912-04-09 | Ludwig Neumayer | Apparatus for aerating liquids. |
| US1166607A (en) * | 1911-03-29 | 1916-01-04 | Crown Cork & Seal Company Of Baltimore City | Bottle-filling mechanism. |
| US1417182A (en) * | 1917-02-21 | 1922-05-23 | Wedoit Company | Sterilizing apparatus |
| GB421187A (en) * | 1932-07-14 | 1934-12-17 | Seitz Werke Gmbh | Improvements in and relating to apparatus for the sterilisation and sterile filling of vessels in one working process |
| US2012247A (en) * | 1933-05-25 | 1935-08-20 | Bishop & Babcock Mfg Co | Bottle filling means |
| US2330726A (en) * | 1939-09-20 | 1943-09-28 | Ronald B Mckinnis | Apparatus for filling containers |
| US2556038A (en) * | 1946-07-10 | 1951-06-05 | Kollsman Paul | Apparatus for carbonating beverages |
| US2695743A (en) * | 1951-11-20 | 1954-11-30 | Washington Kyle Sheffield | Sterile filling and closing machine |
| US2794455A (en) * | 1952-06-11 | 1957-06-04 | Crown Cork & Seal Co | Container filling machine with means to control the level of fill |
| DE1054910B (de) * | 1953-02-21 | 1959-04-09 | Seitz Werke Gmbh | Maschinengruppe zum fortlaufenden Behandeln von Gefaessen |
| US2770263A (en) * | 1954-03-03 | 1956-11-13 | Crown Cork & Seal Co | Method and apparatus for filling containers with a liquid |
| US2801651A (en) * | 1954-12-28 | 1957-08-06 | Crown Cork & Seal Co | Filling structure |
| US2885845A (en) * | 1956-03-21 | 1959-05-12 | W F And John Barnes Company | Method and apparatus for aseptically canning |
| BE572988A (de) * | 1957-11-14 | |||
| AT251440B (de) * | 1961-12-18 | 1967-01-10 | Owens Illinois Glass Co | Verfahren und Vorrichtung zum Gegendruckabfüllen von heißen, flüssigen oder pastösen Nahrungsmitteln in Behälter |
| AT231299B (de) * | 1962-07-12 | 1964-01-27 | Vapaver Ets | Verfahren und Vorrichtung zur Füllung von Druckbehältern mit einer kohlensäurehältigen, unter Druck stehenden Flüssigkeit |
| BE649590A (de) * | 1963-06-20 | |||
| GB1128323A (en) * | 1964-10-30 | 1968-09-25 | Nat Res Dev | Sterilising and filling bottles |
| US3356510A (en) * | 1965-11-12 | 1967-12-05 | Owens Illinois Inc | Method and apparatus for sterile packaging |
| SE355339B (de) * | 1967-03-06 | 1973-04-16 | Tetra Pak Int | |
| DE2002060C3 (de) * | 1970-01-17 | 1974-10-31 | Seitz-Werke Gmbh, 6550 Bad Kreuznach | Füllrohrloses Füllelement für Gegendruck-Füllmaschinen in Ein- oder Mehrkammer-Bauweise |
| DE2234120C3 (de) * | 1972-07-12 | 1979-08-09 | Seitz-Werke Gmbh, 6550 Bad Kreuznach | Füllelement mit langem Fallrohr für Mehrkammer-Gegendruckfüllmaschinen |
| DE2261978A1 (de) * | 1972-12-18 | 1974-06-20 | Hesser Ag Maschf | Vorrichtung zum sauerstofffreispuelen von abzumessenden und zu verpackenden schuettguetern |
| US3993111A (en) * | 1975-05-15 | 1976-11-23 | Horix Manufacturing Company | Container-filling machine with level sensing and blowdown |
| US4693054A (en) * | 1984-11-06 | 1987-09-15 | Anheuser-Busch, Incorporated | Process for filling beer into containers |
| DE3809855A1 (de) * | 1987-08-01 | 1989-02-09 | Seitz Enzinger Noll Masch | Verfahren zum aseptischen bzw. sterilen abfuellen von fluessigem fuellgut in behaelter sowie vorrichtung zum durchfuehren dieses verfahrens |
| DE3825093C2 (de) * | 1988-07-23 | 1994-01-13 | Kronseder Maschf Krones | Verfahren und Vorrichtung zum Füllen von Flaschen oder dgl. in Gegendruckfüllmaschinen |
| US4987934A (en) * | 1989-07-05 | 1991-01-29 | Fmc Corporation | Cleaner for filler nozzles |
-
1988
- 1988-03-24 DE DE3809852A patent/DE3809852A1/de not_active Withdrawn
-
1989
- 1989-03-21 ES ES198989105038T patent/ES2028397T3/es not_active Expired - Lifetime
- 1989-03-21 AT AT89105038T patent/ATE69437T1/de not_active IP Right Cessation
- 1989-03-21 EP EP89105038A patent/EP0334288B1/de not_active Expired - Lifetime
- 1989-03-21 DE DE8989105038T patent/DE58900444D1/de not_active Expired - Lifetime
-
1990
- 1990-07-12 US US07/552,326 patent/US5031673A/en not_active Expired - Fee Related
-
1991
- 1991-06-14 US US07/715,447 patent/US5163487A/en not_active Expired - Fee Related
-
1992
- 1992-02-11 GR GR920400215T patent/GR3003788T3/el unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3808696B1 (de) * | 2019-10-18 | 2023-11-08 | Krones Ag | Reinigungsvalidierung in einer vorrichtung zum abfüllen von behältern |
Also Published As
| Publication number | Publication date |
|---|---|
| US5031673A (en) | 1991-07-16 |
| DE3809852A1 (de) | 1989-10-05 |
| DE58900444D1 (de) | 1991-12-19 |
| US5163487A (en) | 1992-11-17 |
| ES2028397T3 (es) | 1992-07-01 |
| ATE69437T1 (de) | 1991-11-15 |
| EP0334288A1 (de) | 1989-09-27 |
| GR3003788T3 (de) | 1993-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0334288B1 (de) | Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter sowie Vorrichtung zum Durchführen dieses Verfahrens | |
| EP0303135B1 (de) | Verfahren zum aseptischen bzw. sterilen Abfüllen von flüssigem Füllgut in Behälter sowie Vorrichtung zum Durchführen dieses Verfahrens | |
| EP0539791B1 (de) | Verfahren zum Füllen von Flaschen oder dergleichen Behälter mit einem flüssigen Füllgut sowie Vorrichtung zum Durchführen dieses Verfahrens | |
| DE68905749T2 (de) | Aseptische fuellvorrichtung. | |
| EP2146922B1 (de) | Füllsystem sowie verfahren zum steuern eines füllsystems | |
| EP3020679B1 (de) | Vorrichtung und verfahren zum befüllen eines behälters mit einem karbonisierten füllprodukt | |
| DE4031472C2 (de) | Vorrichtung zum Sterilisieren, Füllen und Verschließen von eine Füllöffnung aufweisenden Behältern | |
| DE69622800T2 (de) | Anlage zum sterilen Füllen von Flaschen im Durchlaufverfahren | |
| WO2005056464A1 (de) | Füllelement für eine füllmaschine sowie füllmaschine mit derartigen füllelementen | |
| EP2788275B1 (de) | Füllelement mit einem trinox-rohr | |
| EP0614849A1 (de) | Füllelement für Füllmaschinen zum Abfüllen eines flüssigen Füllgutes in Flaschen oder dgl. Behälter | |
| EP2010447A1 (de) | Füllelement sowie füllmaschine mit einem füllelement | |
| EP0212201A1 (de) | Vorrichtung und Verfahren zur luftfreien Befüllung von Behältnissen, insbesondere von flexiblen Beuteln | |
| DE102011111496B3 (de) | Hubelement mit ausfahrbarer Spülhülse | |
| DE4036290A1 (de) | Verfahren und vorrichtung zum sterilen abfuellen von getraenkefluessigkeiten | |
| DE102011111483A1 (de) | Behälterbehandlungsmaschine | |
| EP2788274A1 (de) | Füllelement sowie füllsystem | |
| EP1215166B1 (de) | Verfahren und Vorrichtung zum Füllen von Behältern mit einem flüssigen Füllgut | |
| DE102014109810B3 (de) | Füllsystem sowie Verfahren zum Betrieb eines solchen Füllsystems | |
| EP0588134B1 (de) | Verfahren und Vorrichtung zur Überkopf-Behandlung von Flaschen | |
| EP0528217B1 (de) | Verfahren und Vorrichtung zum Behandeln von Mehrwegflaschen aus Kunststoff | |
| DE2739742A1 (de) | Gefaessfuellvorrichtung | |
| DE19612322C2 (de) | Vorrichtung und Verfahren zum Sterilisieren von Behältern und zum Füllen derselben mit fließfähigen Nahrungsmitteln | |
| DE4326346A1 (de) | Verfahren zum sterilen Füllen von Flaschen, Dosen o. dgl. Behälter mit einem flüssigen Füllgut sowie Füller zum Durchführen dieses Verfahrens | |
| EP4054972A1 (de) | VERFAHREN ZUM BEFÜLLEN UND VERSCHLIEßEN VON BEHÄLTERN |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19891027 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DEUTSCHE GRANINI GMBH & CO. KG. Owner name: SEITZ ENZINGER NOLL MASCHINENBAU AKTIENGESELLSCHAF |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: FUCHS DR., GUENTER Inventor name: HORN HANS-PETER Inventor name: GEISS HELMUT Inventor name: CLUESSERATH, LUDWIG, DIPL.-ING. |
|
| 17Q | First examination report despatched |
Effective date: 19910424 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 69437 Country of ref document: AT Date of ref document: 19911115 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 58900444 Country of ref document: DE Date of ref document: 19911219 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2028397 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3003788 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 89105038.7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960129 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 19960131 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960214 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19960311 Year of fee payment: 8 Ref country code: AT Payment date: 19960311 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960331 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960401 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19970321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970322 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19970331 Ref country code: CH Effective date: 19970331 Ref country code: BE Effective date: 19970331 |
|
| BERE | Be: lapsed |
Owner name: DEUTSCHE GRANINI G.M.B.H. & CO. K.G. Effective date: 19970331 Owner name: SEITZ ENZINGER NOLL MASCHINENBAU A.G. Effective date: 19970331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19971001 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3003788 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19971001 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89105038.7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990319 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990330 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000321 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040122 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051001 |