EP0290703A1 - Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes - Google Patents
Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes Download PDFInfo
- Publication number
- EP0290703A1 EP0290703A1 EP87810239A EP87810239A EP0290703A1 EP 0290703 A1 EP0290703 A1 EP 0290703A1 EP 87810239 A EP87810239 A EP 87810239A EP 87810239 A EP87810239 A EP 87810239A EP 0290703 A1 EP0290703 A1 EP 0290703A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- web
- application
- liquor
- foulard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B1/00—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating
- D06B1/10—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material
- D06B1/14—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller
- D06B1/143—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller where elements are used to mitigate the quantities of treating material on the roller and on the textile material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/10—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics
- D06B3/18—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics combined with squeezing, e.g. in padding machines
Definitions
- the invention relates to a method for the continuous application of fleets, in particular finishing fleets, to textile fiber webs. It also relates to devices for carrying out the method.
- web encompasses a textile structure capable of absorbing liquids, the length of which is very great in relation to the width, for example about 500 to 10,000 times, the width generally not exceeding 3 m, and with a thickness , which is usually between the simple and about ten times the diameter of the threads that make up the textile material.
- the term therefore includes knitted fabrics in addition to woven fabrics, other non-woven webs such as nonwovens and also sheets of parallel warp threads to be finished or, for example, dyed before weaving. In these cases, the thickness of the web can also be greater.
- Examples of such processes include padding, splashing, the various methods of impregnation, spraying, spotting the liquor, applying foam and printing; in many cases it is necessary or inexpensive to first apply the excess and then remove the excess.
- MA process Another important process for applying fleets, in particular finishing fleets, to textile goods webs has been the so-called "MA process” (MA stands for minimum order) since the 1970s, which allows uniform, regulated and excess orders to avoid impregnation of textile goods webs at high working speeds. It is e.g. in US-A 3 862 553 and 3 822 834 and does not require a squeeze mechanism. The process has become established worldwide and it should not be necessary to list its advantages.
- the applicant has developed a solution of this task that is relatively obvious to a person skilled in the art.
- the solution is to arrange a foulard and a minimal application unit in a machine frame. It is only possible to switch from one order type to the other by pulling in the textile web again. This is necessary because in each of the two application processes, the textile material web must be guided into the dryer, with the greatest possible avoidance of contact with other rollers, with the exception of a squeezing unit. Contact with rollers that are unnecessary per se is disadvantageous because of the soiling from the liquor with a reaction on the textile web and because of increased web tension. In addition, it is expensive and therefore uneconomical to provide two commissions with their numerous and complex auxiliary and ancillary facilities, one of which is always unused, so that this obvious solution was not commercially viable.
- the method according to the invention is based on the idea that initially appears to be impracticable, the two application devices under consideration to combine with one another by assigning different tasks to components of the device.
- the process is now characterized in that the textile material to be provided with liquor is fed into a device in which elements of the two types of application are combined to form a single application for the optional application of liquor by padding or by continuously controllable metering roller application.
- the elements mentioned are preferably arranged in such a way that a changeover from one type of application to the other is ensured without changing the feed of the textile fiber web.
- the invention also provides surprising improvements, in particular in the apparatus area. It has been shown that the generally inexpensive, if not necessary, measurement of the amount of liquor applied in the case of metering roller application, especially in the case of minimal application, is also very useful in foulard operation.
- the textile web to be impregnated is first conveyed, as usual, by a delivery plant.
- a delivery plant This consists either of two rolls with a nip through which the textile web is guided, at least one roll being driven, or of a driven roll with a non-slip surface which is wrapped around at least 180 °.
- the textile web is likewise, as usual, either transferred to a dryer, which can be a stenter, or fed to other process stages, for example subjected to a cold hold.
- FIG. 1 A first embodiment of the device according to the invention is shown in FIG. 1 very schematically shown.
- Auxiliary devices such as circulation and feed pumps, fleet tanks, machine frames, motors, control and regulating devices are not shown; they are known to the person skilled in the art.
- the device initially has a delivery mechanism, which is represented schematically by the rollers 10, 12, 14, 16 and 18.
- the rollers 10, 12 and 18 are small, non-driven deflection rollers.
- the web 20 passes through the measuring apparatus 28, 28 ⁇ measuring the web thickness without contact and indicating the square meter weight, and then it is fed via the deflecting and compensating rollers 30, 32 to a group of arch rollers 34 which serve to smooth the textile material and to spread out wrinkles. They are usually required for knitwear, but are usually not necessary for solid fabrics such as shirt fabrics. They are usually also unnecessary in the foulard operation of the new method and can be extended so that the web 20 then has no contact with them.
- the textile web is then guided around the foulard immersion roller 36, which is rotatably arranged in the trough 38 in a manner known per se. Then the web passes over a deflection roller 40 into the nip between the Tangential roller 42 and the metering roller application dip roller 44, which is rotated and driven in the trough 46.
- the tangential roller 42 is provided with an elastically soft covering and can be pressed by means of the hydraulic or pneumatic drive 48 against the plunger roller 44, held at a distance from it or raised to the upper end position 42 ⁇ shown in broken lines.
- Squeegees 52 and 54 ensure that the liquor in trough 46 is kept clean and for a bubble-free liquor film on dip roller 44.
- a lowerable, drivable counter-roller 50 is arranged above the dipping roller 44, the function of which is described below.
- the web 20 now leaves the device according to the invention via the deflection roller 56, through the second basis weight measuring apparatus 58, 58 ⁇ and a further deflection roller 60.
- Fig. 1 the MA operation (i.e. metering roller application) is shown in full lines. The exact course of this procedure is described in detail in the publication EP-A 0 137 089 mentioned.
- the rollers 50 ⁇ , 44 now form the squeezing mechanism of the foulard 36.
- the squeezed liquor automatically reaches the foulard trough 38 via the inclined front edge 47 of the trough 46 ⁇ .
- the textile web 20 takes between the deflection roller 40 and the pinch joint of the rollers 50 ⁇ , 44 the dashed line.
- the foulard squeezing unit can also be used in the MA operation, since the MA application unit is used for squeezing.
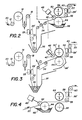
- FIG. 2 and 3 A further embodiment of the method and the device is shown in FIG. 2 and 3.
- the deflection rollers 12, 18 and 30, the delivery roller 14, the web tension compensation 16, the input basis weight measurement 28, 28 ⁇ , the sheet roller system 34 with rollers that can be lifted upwards in part, the foulard trough 38 with Foulard dip roller 36, the tangential roller 42 with pneumatic drive 48, the MA application roller 44 with the trough 46, the counter roller 50, the output deflection rollers 56 and 60 and the output basis weight measurement 58, 58 ⁇ are already shown in FIG. 1 has been described. The difference from that in FIG. However, the embodiment shown in FIG.
- the sheet roller group 34 which is not necessary for padding and is therefore deactivated, is only arranged after the padder 36, 38 and immediately in front of the MA device. It is thereby achieved that during MA operation smoothing and spreading of fabric folds and the tight spreading of the textile web is carried out immediately before it hits the tangential roller 42.
- FIG. 3 shows the operation of the device after switching to foulard operation. All changes correspond to those in FIG. 1 and are described there; they do not need to be repeated here.
- FIG. 4 to 6 is only a part of the in FIG. 2 schematically shown device, namely the section to the right of the substantially vertical dashed dividing line, while the left section remains the same in all embodiments.
- the device is supplemented by a squeeze mechanism with the rubber-coated rollers 62 and 64, the upper roller 64 being designed to be liftable from the textile web 20, while in FIGS. 1 to 3 a squeeze roller (44) is a steel roller.
- the lower roller 62 is stationary and arranged in such a way that when the roller 64 is raised into FIG. 4 shown position lifts the web 20 from the lower roller 62.
- the pair of rollers 62, 64 is used in any case in padding operation.
- the trough in which the squeezed liquor excess collects and which is attached under the roller 62 has not been shown.
- the rollers 62, 64 remain unused, as shown in FIG. 4 is shown.
- the drives of the MA applicator roller and the distribution crusher can be switched over depending on which operating mode is required.
- the arrangement of two rubber rollers 62, 64 has the advantage that a pair of appropriately segmented rollers can be used.
- FIG. 5 and 6 represent a further interesting embodiment of the device according to the invention. It was assumed that the applicator roller of the metering roller applicator unit, which was present anyway, could be used for the second stage of a double-acting squeezing unit.
- a horizontally movable press roller 66 is arranged laterally and at the top behind the MA applicator roller 44; their diameter is larger than the axial distance between the MA applicator roller 44 and the counter roller 50 mounted above it (cf. FIG. 1).
- the press roller 66 can be pressed against the counter roller 50 and at the same time against the applicator roller 44 by means of a pneumatic cylinder 68.
- the press roller 66 and the counter roller 50 have a rubber covering.
- nip of the Rolls 50 and 66 are squeezed off the excess liquor during padding (FIG. 6), a first squeezing already occurring in the gap between rolls 44 and 66; the device thus acts like a three-roll foulard.
- the applicator roller generally rotates more slowly than the web 20 is transported.
- the liquor film on the applicator roller is not influenced from the outside, e.g. by squeegee.
- the peripheral speed of the applicator roller determines the application quantity and is regulated in relation to the web speed.
- roller pressures can also be generated with drives other than pneumatic or hydraulic cylinders, e.g. with spring presses.
- the new process and the devices described allow the universal impregnation of the common textile material webs from a wide variety of materials, selected from natural and synthetic fibers and their mixtures, with any aqueous and non-aqueous liquors, with reproducible, homogeneous fleet orders can be achieved in regulated quantities.
- the devices according to the invention allow, for example, the following finishing processes to be carried out on textile goods, the composition of the required liquors being known to the person skilled in the art: - non-iron equipment, - shrink fixing, - stiffening, Dyeing, in particular pigment dyeing and reactive dyeing, - finishing, - To make something soft, - making hydrophobic, - mooring drops of water, - rotting mooring, - make dirt repellent, - making oleophobic, - crease resistant equipment, - gloss finish (chintz), - flame retardant equipment, - antistatic equipment, - freeing of felt, - moth-proof equipment, - carbonization, - Decating - Equip effects.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP87810239A EP0290703A1 (fr) | 1987-04-16 | 1987-04-16 | Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes |
| DE8707411U DE8707411U1 (de) | 1987-04-16 | 1987-05-23 | Vorrichtung zum kontinuierlichen Aufbringen von Flotten auf Textilfaserbahnen |
| US07/182,483 US4845964A (en) | 1987-04-16 | 1988-04-15 | Process for the continuous application of liquors on textile fiber webs |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP87810239A EP0290703A1 (fr) | 1987-04-16 | 1987-04-16 | Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0290703A1 true EP0290703A1 (fr) | 1988-11-17 |
Family
ID=8198395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87810239A Withdrawn EP0290703A1 (fr) | 1987-04-16 | 1987-04-16 | Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4845964A (fr) |
| EP (1) | EP0290703A1 (fr) |
| DE (1) | DE8707411U1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0421803A1 (fr) * | 1989-10-04 | 1991-04-10 | Bridgestone Corporation | Procédé et installation d'enduction d'une nappe de fils de chaîne |
| WO2014184046A1 (fr) * | 2013-05-14 | 2014-11-20 | A. Monforts Textilmaschinen Gmbh & Co. Kg | Dispositif d'enduction et/ou imprégnation d'une bande continue de matériau textile |
| WO2020254202A1 (fr) | 2019-06-19 | 2020-12-24 | A. Monforts Textilmaschinen Gmbh & Co. Kg | Dispositif et procédé pour le traitement continu d'un produit plat |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4299697A (en) * | 1979-06-29 | 1981-11-10 | True Temper Corporation | Liquid containment and storage system for railroad track |
| JPH0663171B2 (ja) * | 1988-09-06 | 1994-08-17 | 吉田工業株式会社 | 長尺被染物の色替え連続染色方法 |
| IT1243161B (it) * | 1990-11-09 | 1994-05-24 | Cartigliano Off Spa | Macchina tamponatrice a rulli per l'impregnazione superficiale di pelli e prodotti similari |
| AT403299B (de) * | 1991-09-23 | 1997-12-29 | Johannes Zimmer | Arbeitsvorrichtung mit mehreren wahlweise oder kombinierbar einzusetzenden bearbeitungseinheiten für bahnmaterial |
| DE4311619A1 (de) * | 1993-04-08 | 1994-10-13 | Sobrevin | Vorrichtung zum Auftragen einer Flüssigkeit auf einen laufenden Faden |
| IT1269484B (it) * | 1994-01-27 | 1997-04-01 | Sperotto Rimar Spa | Apparecchiatura per il trattamento superficiale ad umido di materiali tessili continui |
| JPH0975814A (ja) * | 1995-09-19 | 1997-03-25 | Fuji Photo Film Co Ltd | 塗布装置 |
| US7703599B2 (en) | 2004-04-19 | 2010-04-27 | Curt G. Joa, Inc. | Method and apparatus for reversing direction of an article |
| US8417374B2 (en) | 2004-04-19 | 2013-04-09 | Curt G. Joa, Inc. | Method and apparatus for changing speed or direction of an article |
| US7708849B2 (en) | 2004-04-20 | 2010-05-04 | Curt G. Joa, Inc. | Apparatus and method for cutting elastic strands between layers of carrier webs |
| US20050230037A1 (en) | 2004-04-20 | 2005-10-20 | Curt G. Joa, Inc. | Staggered cutting knife |
| US7638014B2 (en) | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7537215B2 (en) * | 2004-06-15 | 2009-05-26 | Curt G. Joa, Inc. | Method and apparatus for securing stretchable film using vacuum |
| US7811403B2 (en) | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| US8007484B2 (en) | 2005-04-01 | 2011-08-30 | Curt G. Joa, Inc. | Pants type product and method of making the same |
| US20060265867A1 (en) * | 2005-05-31 | 2006-11-30 | Curt G. Joa, Inc. | Use of ultrasonic horn to mechanically secure hooks to a smooth material web |
| ES2446045T3 (es) * | 2006-01-14 | 2014-03-06 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Dispositivo de revestimiento de bandas |
| US7770712B2 (en) | 2006-02-17 | 2010-08-10 | Curt G. Joa, Inc. | Article transfer and placement apparatus with active puck |
| US8172977B2 (en) | 2009-04-06 | 2012-05-08 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US10456302B2 (en) | 2006-05-18 | 2019-10-29 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US8016972B2 (en) | 2007-05-09 | 2011-09-13 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9622918B2 (en) | 2006-05-18 | 2017-04-18 | Curt G. Joe, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9433538B2 (en) | 2006-05-18 | 2016-09-06 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web and formation of articles using a dual cut slip unit |
| US7780052B2 (en) | 2006-05-18 | 2010-08-24 | Curt G. Joa, Inc. | Trim removal system |
| US20080034811A1 (en) * | 2006-08-10 | 2008-02-14 | Klaus Kubik | Device for the sectional application of liquor to a fabric web |
| DE102006038339B4 (de) * | 2006-08-15 | 2008-08-21 | Andritz Küsters GmbH & Co. KG | Verfahren und Vorrichtung zur Ausrüstung einer Warenbahn |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| PL1961403T3 (pl) | 2007-02-21 | 2022-10-17 | Curt G. Joa, Inc. | Sposób i urządzenie do rozmieszczania wkładki z pojedynczym przeniesieniem |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9387131B2 (en) | 2007-07-20 | 2016-07-12 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automated threading and re-threading of web materials |
| US8398793B2 (en) | 2007-07-20 | 2013-03-19 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations |
| US8182624B2 (en) | 2008-03-12 | 2012-05-22 | Curt G. Joa, Inc. | Registered stretch laminate and methods for forming a registered stretch laminate |
| US8342118B2 (en) * | 2009-06-01 | 2013-01-01 | Processing Technologies, Llc | Sheet coating system on an apparatus for extrusion forming a sheet product |
| US8673098B2 (en) | 2009-10-28 | 2014-03-18 | Curt G. Joa, Inc. | Method and apparatus for stretching segmented stretchable film and application of the segmented film to a moving web |
| US8460495B2 (en) | 2009-12-30 | 2013-06-11 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US8663411B2 (en) | 2010-06-07 | 2014-03-04 | Curt G. Joa, Inc. | Apparatus and method for forming a pant-type diaper with refastenable side seams |
| US9603752B2 (en) | 2010-08-05 | 2017-03-28 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automatic cuff defect correction |
| US9566193B2 (en) | 2011-02-25 | 2017-02-14 | Curt G. Joa, Inc. | Methods and apparatus for forming disposable products at high speeds with small machine footprint |
| US8656817B2 (en) | 2011-03-09 | 2014-02-25 | Curt G. Joa | Multi-profile die cutting assembly |
| USD684613S1 (en) | 2011-04-14 | 2013-06-18 | Curt G. Joa, Inc. | Sliding guard structure |
| US8820380B2 (en) | 2011-07-21 | 2014-09-02 | Curt G. Joa, Inc. | Differential speed shafted machines and uses therefor, including discontinuous and continuous side by side bonding |
| US10751220B2 (en) | 2012-02-20 | 2020-08-25 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| CA2991328C (fr) | 2015-07-24 | 2021-10-26 | Curt G. Joa, Inc. | Appareil et procedes de commutation a vide |
| DE102015114940A1 (de) * | 2015-09-07 | 2017-03-09 | A. Monforts Textilmaschinen Gmbh & Co. Kg | Vorrichtung und Verfahren zum Auftragen von Flotte auf eine Warenbahn |
| RU190203U1 (ru) * | 2018-09-28 | 2019-06-24 | Владимир Иванович Маринин | Компенсатор кратковременных изменений натяжения ленты из жгутов |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1120950B (de) * | 1958-05-10 | 1961-12-28 | Jagenberg Werke Ag | Vorrichtung zum Aufbringen schichtbildender Fluessigkeiten auf Werkstoffbahnen |
| FR2301308A1 (fr) * | 1975-02-18 | 1976-09-17 | Vlisco Bv | Procede d'humidification d'une matiere en bande |
| FR2444507A1 (fr) * | 1978-12-20 | 1980-07-18 | Inventing Ab | Procede pour traiter une bande continue en mouvement, notamment une bande de papier, et appareil selectivement transformable pour la mise en oeuvre de ce procede |
| EP0137089A1 (fr) * | 1983-10-07 | 1985-04-17 | Triatex International | Installation et procédé d'application contrôlée de liquides sur une nappe absorbante |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1715818A (en) * | 1926-11-10 | 1929-06-04 | Custers Peter Wilhelm | Machine for moistening and cooling fabrics |
| US2410415A (en) * | 1944-05-06 | 1946-11-05 | Cranston Print Works Co | Textile printing apparatus |
| US2615381A (en) * | 1949-12-09 | 1952-10-28 | Device for photographically | |
| US3098370A (en) * | 1955-08-17 | 1963-07-23 | Harmon A Poole | Treatment of liquid immersed material |
| US2795839A (en) * | 1956-01-27 | 1957-06-18 | Cocker Machine And Foundry Com | Fluid treating apparatus |
| US3036359A (en) * | 1958-06-12 | 1962-05-29 | Cocker Machine And Foundry Com | Apparatus for treating continuous running materials |
| CH465970A4 (fr) * | 1970-03-26 | 1972-04-14 |
-
1987
- 1987-04-16 EP EP87810239A patent/EP0290703A1/fr not_active Withdrawn
- 1987-05-23 DE DE8707411U patent/DE8707411U1/de not_active Expired
-
1988
- 1988-04-15 US US07/182,483 patent/US4845964A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1120950B (de) * | 1958-05-10 | 1961-12-28 | Jagenberg Werke Ag | Vorrichtung zum Aufbringen schichtbildender Fluessigkeiten auf Werkstoffbahnen |
| FR2301308A1 (fr) * | 1975-02-18 | 1976-09-17 | Vlisco Bv | Procede d'humidification d'une matiere en bande |
| FR2444507A1 (fr) * | 1978-12-20 | 1980-07-18 | Inventing Ab | Procede pour traiter une bande continue en mouvement, notamment une bande de papier, et appareil selectivement transformable pour la mise en oeuvre de ce procede |
| EP0137089A1 (fr) * | 1983-10-07 | 1985-04-17 | Triatex International | Installation et procédé d'application contrôlée de liquides sur une nappe absorbante |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0421803A1 (fr) * | 1989-10-04 | 1991-04-10 | Bridgestone Corporation | Procédé et installation d'enduction d'une nappe de fils de chaîne |
| WO2014184046A1 (fr) * | 2013-05-14 | 2014-11-20 | A. Monforts Textilmaschinen Gmbh & Co. Kg | Dispositif d'enduction et/ou imprégnation d'une bande continue de matériau textile |
| WO2020254202A1 (fr) | 2019-06-19 | 2020-12-24 | A. Monforts Textilmaschinen Gmbh & Co. Kg | Dispositif et procédé pour le traitement continu d'un produit plat |
Also Published As
| Publication number | Publication date |
|---|---|
| DE8707411U1 (de) | 1987-07-23 |
| US4845964A (en) | 1989-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0290703A1 (fr) | Procédé permettant d'apporter des liquides de traitement sur des matières textiles en bandes | |
| EP0137089B1 (fr) | Installation et procédé d'application contrôlée de liquides sur une nappe absorbante | |
| DD152819A5 (de) | Verfahren und vorrichtung zum kontinuierlichen behandeln von textilen und aehnlichen warenbahnen | |
| DE3145842A1 (de) | Kettschlichtverfahren und -maschine | |
| EP0286767B1 (fr) | Procédé et installation pour l'application en continu des liquides sur une matière en bande absorbante compressible | |
| EP0776392B1 (fr) | Petite installation d'ennoblissement pour textiles | |
| CH644912A5 (de) | Kettenlose mercerisieranlage mit einem foulard. | |
| DE4308501A1 (de) | Verfahren und Vorrichtung zum Färben von textilen Warenbahnen | |
| DE1760545A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Faerben von textilen Bahnen,insbesondere von Florgeweben,vornehmlich zu Florteppichen | |
| DE4023487A1 (de) | Verfahren und vorrichtung zum traenken einer textilen warenbahn | |
| DE3423942C2 (fr) | ||
| DE2556487C3 (de) | Vorrichtung zum kontinuierlichen Imprägnieren von Textilien in Strangform | |
| DE3120042A1 (de) | Verfahren und vorrichtung zum impraegnieren von nass vorbehandelten warenbahnen, insbes. gewirke und gestricke, mit faerbeflotten und/oder chemikalien | |
| WO1998014653A1 (fr) | Procede et dispositif pour le traitement d'une bande, notamment textile | |
| DE3801138C2 (de) | Vorrichtung zur kontinuierlichen Behandlung einer breit geführten Gewebebahn | |
| CH692360A5 (de) | Vorrichtung zum Beschlichten einer bahnförmig geführten Fadenschar. | |
| DE19516575C2 (de) | Schlichtanlage | |
| EP0937804B1 (fr) | Procédé et appareil pour le traitement en continu par voie humide d' une étoffe textile | |
| DE607805C (de) | Breitfaerbemaschine mit Geweberuecklauf (Jigger) | |
| DE488928C (de) | Verfahren und Vorrichtung zum fortlaufenden Breit-Nassbehandeln, insbesondere zum Impraegnieren, Faerben und Belaugen beim Mercerisieren von Geweben | |
| DE19813237C2 (de) | Verfahren und Vorrichtung zur kontinuierlichen Alkalibehandlung | |
| DE2823530A1 (de) | Verfahren und vorrichtung zum nassbehandeln einer warenbahn | |
| DE3112160A1 (de) | Maschine zum auftragen von chemikalien auf faserige flaechengebilde, insbesondere textile warenbahnen | |
| DE2837359A1 (de) | Verfahren zum faerben von dickem, bahnfoermigem textilgut | |
| DE3615579C1 (en) | Apparatus for the application of a liquor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19881216 |
|
| 17Q | First examination report despatched |
Effective date: 19900502 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19910418 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BORS, HANS Inventor name: GOETZ, ALBERT Inventor name: EGGER, PETER Inventor name: SCHWEMMER, MARTIN, DR. |