EP0255586A2 - Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer - Google Patents
Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer Download PDFInfo
- Publication number
- EP0255586A2 EP0255586A2 EP87108516A EP87108516A EP0255586A2 EP 0255586 A2 EP0255586 A2 EP 0255586A2 EP 87108516 A EP87108516 A EP 87108516A EP 87108516 A EP87108516 A EP 87108516A EP 0255586 A2 EP0255586 A2 EP 0255586A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- color
- partial
- colors
- values
- gray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0036—Devices for scanning or checking the printed matter for quality control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/50—Marks on printed material
- B41P2233/51—Marks on printed material for colour quality control
Definitions
- the printer periodically checks the print result by visually and possibly also measuring using the test areas on the print control bar 52 by checking the actual copy 62 (FIG. 2) with respect to the color appearance of the color area 56 to be influenced with a reference copy 61 compares. If no target copy 61 is available, the comparison is carried out using target measured values which have been determined on the basis of previous experience. The differences "actual measured value minus desired measured value" are formed from the actual measured values and the target measured values determined on actual copy 62 and are interpreted as control deviation in the control-technical sense. In the case of density measurement, there are differences in density values and in the case of color measurement, colorimetric difference values.
- control systems are known in which each control deviation can be converted fully automatically into a control command for correcting the coloring of the relevant partial color.
- An interruption of the control loop by the operating personnel is also possible and sensible here, since the production process can also be strongly influenced by other faults which cannot be detected with the selected test areas. An example of this is the influence of the dampening solution in the offset process.
- test areas used for the measurement differ very greatly in terms of the area coverage of the partial colors from the corresponding values of the color area to be influenced.
- known control methods only ensure that the color appearance of the test areas remains constant; this does not always have to apply to the color area to be influenced.
- the color appearance of these control fields can be kept constant; however, this does not necessarily also apply to the color appearance of a light tone. This depends not only on the layer thickness that can be controlled with full-tone control fields, but also strongly on production-related fluctuations in the area coverage in the light tone range.
- the coloring in an existing target copy based on the e.g. to reproduce density values measured on test areas as precisely as possible or to achieve a coloring that is characterized by a set of predetermined target density values.
- the color matches the original to a large extent and in printing processes for large runs (e.g. offset printing, gravure printing, letterpress printing, screen printing) the production-related fluctuations are limited one edition.
- a disadvantage of the previously known influencing methods is that the partial colors involved in the image construction are adjusted independently of one another. This can lead to the fact that the color appearance perceived by a viewer and in particular the color tone of a color area which is to be regarded as critical for the acceptance of the product initially change greatly because the exact gradation of the application quantities of the partial colors required for the formation of this color does not change during the control process is taken into account. If the application units of the partial colors differ with regard to their control behavior, the control process can even temporarily lead to an increase in the color deviation, even though the individual density deviations of the partial colors have all been reduced.
- the invention is based on a method according to the preamble of claim 1 or 2. It is based on the object of designing such a method in such a way that, while avoiding the deficiencies described in the prior art, an improved, in particular faster, influencing of the color appearance of the color surface a printing process is achieved.
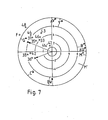
- the absolute amount of the sum vector OP gives the approximate color difference of the actual copy from the target copy without taking into account the brightness for a gray tone composed of cyan, magenta, yellow (here referred to as a shadow tone balance) with 10.5 units Area coverage C 72%, M 59%, Y 55% in the raster positive film in sensory units AE CIE-UCS-1964.
- the polar angle 342 0 denotes the approximate direction of the color shift that has occurred - here to red-violet.
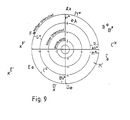
- the coefficients of the vectors M and Y contained in the bracketed expression are selected such that the evaluation of the brackets carried out geometrically in accordance with FIG. 5 leads back to the origin 0. i.e. Results in zero.
- the proportions can now be used according to different strategies for controlling the printing press. For example, you can decide. initially not to control the density value differences corresponding to the gray component. but first to make the corrections to the coloring according to experience that are associated with the density value differences 0.26 for magenta and -0.06 for yellow by setting the appropriate inking unit. After this relatively small intervention in the color flows of the magenta and yellow printing units, the original color appearance of the nominally gray color area has been restored except for a noticeable but not disturbing difference in brightness.
- D is the mean of the color densities of the colored partial colors measured in the test area or areas.
- the area coverage factor takes into account the fact that a measured change in the coloring of a partial color can only be effective to the extent that it is represented in the respective color area.
- the same fluctuations in production for example in a mid-tone balance color area with C 28 M 21 Y 19, have a factor of 2 to 3 less than in a shade tone balance with C 72 M 57 Y 55, which is about 2.5 times higher Has area coverage.
- the number triplet ( ⁇ , ⁇ . ⁇ ,) are chosen so that one of the coefficients ⁇ , u. ⁇ equal to 1 and additionally is.
- the symbol on the right denotes the zero vector. Since three coplanar vectors are always linearly dependent, the coefficient triples can be determined immediately. In the general case, there are at most three different decompositions, but two decompositions if OP is collinear with N. or Y, and only one decomposition if OP is the zero vector.
- the solution to the problem according to the invention is not linked to the partial colors cyan, magenta and yellow which have been particularly emphasized previously, rather any, at least three, non-identical, colorful partial colors can be used for image construction. If there are more than three part colors of different hues, there are as many different breakdowns into a gray part and a color part. However, these are reduced to a few as soon as the color portion is composed according to the invention from at most two brightly colored partial colors.
- a pressure control bar which contains at least one shadow tone balance control field in each zone and additionally e.g. Solid patches for four to six colors (see example 3).
- the densitometric measurement in a shadow tone balance control field is sufficiently precise to break down the control deviation calculated from it into an only brightness-effective gray component and a color component composed of a maximum of two brightly colored partial colors as well as the subsequent, separate return of these components by control and To enable control processes.
- the partial color black was not taken into account in the example under consideration because it is not contained in the text area used, black can in general be additionally introduced into the previously three-color superimposed printing field.
- the result is a linear system of equations with four equations for four unknowns, which has to be solved analogously. To meet lower demands on the Measurement accuracy of the densitometer, it is recommended to provide a separate control field for black.
- the density value differences D 'between the measured actual measurement values and the target measurement values of a target specimen were, as before, converted into density value differences D for cyan, magenta, yellow and black using a linear system of equations, which would have resulted on monochrome prints.
- the scale factors 0.71 x 106 for cyan, 0.57 x 106 for magenta and 0.55 x 106 for yellow resulted from equation (1); they apply to the color appearance of a Shadow tone balance color area.
- test areas which consist of selected image areas
- a colorimeter it is also possible to measure with a colorimeter.
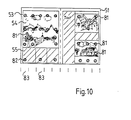
- the same criteria apply here for the selection of the image locations, however, one or more locations should also be selected on the overall format surface of the printed sheet 51, on which the partial color black is predominantly represented.
- These can be dark gray grid areas, so-called technical grid funds in tables, text passages (black picture point 82 in FIG. 10) or similar areas. In the latter case, however, a minimum size of approx. 10 x 10 mm must be provided for the measuring field diaphragm of the color measuring device, since this is the only way to avoid small positioning errors having a serious effect on the measurement result.
- the averaging is carried out separately via the colored and predominantly or exclusively black image areas, the latter only requiring the brightness coordinate.
- the averaged coordinates U *, V * and W are available in the CIE-UCS-1964 system for the colored image areas 81 and W * B for the predominantly black image areas 82.
- the brightness deviation of the black image points thus determined is used directly and according to the prior art to control or regulate the coloring of the partial color black.
- control deviation of the colored image areas is represented in the manner according to the invention as the sum of a gray component which is only effective in terms of brightness and a color component which relates to at most two colorful partial colors.
- the shares are then controlled or regulated separately.
- the measured colorimetric difference values are AU ', ⁇ V * and AW for the colored image areas and AW 3 for the black image areas.
- the coefficient P k depends on the reproduction photographic image structure. It is small if there has been no reduction in under-colors and no reduction in gray (also called achromatic build-up or complementary color reduction); k is close to 1 in the case of complete replacement of the image components of colorful partial colors that add up to gray by the partial color black.
- the applicable value can be determined by printing tests with the relevant reproduction types.
- the point P constructed from the measured colorimetric difference values AU * and ⁇ V * is marked in the ⁇ U * - ⁇ V * diagram in FIG. 12.
- the directions of the fully saturated, colorful partial colors, here cyan, magenta and yellow from DIN 16 539 and unit vectors pointing in these directions are also entered in the diagram
- the control deviation from the starting point O is expressed by the sum vector OP. According to the invention, this can be expressed as the sum of two portions to be treated differently in terms of control technology: where g is a number to be determined, the expression in brackets denotes a linear combination of the unit vectors 1 C , 1 M and 1 Y with positive factors ⁇ and ⁇ , resulting in the zero vector.
- brackets in equation (17) denotes the gray component that is only effective in terms of brightness; the color portion made up of at most two colors remains. Which two colors are used to represent (and control) the color component and which factor g is selected can be decided according to one of the criteria listed above. A preferred choice is the one in which the fourth criterion mentioned there is met.
- the change in brightness calculated from the two components thus determined should correspond to the change ⁇ W * which remained for the colored image areas after subtracting the black component k ⁇ ⁇ W * B.
- the calculation of the change in brightness for the portions requires a one-time printing test in which the coloring of the partial colors cyan, magenta and yellow is done individually by the increments b c 1 c to be determined colorimetrically.
- test areas on which the measurement is carried out for example single-color control fields or multi-color control fields as a balance, and a "color surface to be influenced", the color appearance of which is decisive for the fitness for purpose of the manufactured product or as a guarantee for the correct color rendering is assessed.
- the color area to be influenced must be at least approximately known in terms of its colorimetric coordinates, hue and saturation, and its degree of area coverage for the colored partial colors. It is not necessary that it is actually present on the subject to be printed. In this way, a print can be controlled in such a way that the color appearance of a shadow tone balance color area (not included in the subject) would remain constant.
- Averaging also takes place here if the corresponding input instruction a from unit 5 is present.
- the in The target measured value memory in unit 5 density measured values b are either entered by the user or stored by a target copy; they are subtracted from the actual measured values in unit 6. If the measurements were not carried out on single-color image areas or control fields, the matrix calculation of the individual color densities from the total color densities is carried out in unit 7.
- the calculation of the sum vector 0 P takes place in unit 8 if the inputs c: “setpoint values of the saturated, bright partial colors” and “setpoint color location and area coverage of the color area to be controlled” from unit 5 are present.
- the unassembled sum vector and preferably also the partial color vectors are displayed in an output unit 11 graphically (preferably in color) on the screen or on an XY recorder, for example in the manner of FIGS. 3 and 5.
- the numerical or verbal output of the density value differences of the partial colors e.g. cyan, magenta, yellow, black
- the absolute amount of the sum vector e.g. in units AE CIE-UCS-1964, as well as the color of the shift (color cast), e.g.
- reddish, greenish , yellow-reddish or as a polar angle can also be warned by the limit value indicator 9 as soon as the amount of the sum vector 0 P exceeds a defined size or the polar angle is in a region to be regarded as critical, for example green tinge when printing skin tones.
- the operator can also find out about the size and direction of the deviation for this color area.
- the calculation is made of the gray component, which is only effective in terms of brightness, and the color component, which relates to at most two colorful partial colors, if there is input information d from unit 5 about the partial colors of the color component or one of the selection criteria mentioned.
- the output of the control recommendation in density value units, or already converted to the respective manipulated variable is carried out by the unit 12 by outputting the values for the colorful partial colors and black separately for "color cast” and "brightness". This can be done in alphanumeric or graphic form on the output unit 11.
- the operator carries out the control corrections recommended to him in the order that appears to be favorable. If only densitometric control corrections are output, he must convert the values into the corresponding manipulated variable for the coloring based on experience. The success of the correction carried out is checked densitometrically on a further actual copy, resulting in new tax recommendations etc.
- the device is shown in FIG. 14 according to the pattern of FIG. 13 in the form of a signal flow diagram.
- the mechanical, optical and other electronic components are not shown.
- the signal path up to and including the analog / digital converter 3 is as described in Example 1.
- the signals measured either "on-line” in the production machine or "off-line” on a drawn actual copy are converted in unit 4 into actual measured values for the density; if there is a corresponding instruction c from unit 5, mean values of the density values of several test areas, e.g. Image sections, or successive "on-line” measured actual copies.
- the associated density measured values or their mean values are preferably calculated in each ink zone and, after evaluation, finally converted into control commands.
- units 6 and 7 The description of units 6 and 7 is as in example 1.
- unit 8 the approximated colorimetric deviations are calculated according to the inputs c from unit 5, hi 9 r being the color area to be influenced.
- the sum vector OP and its partial color vectors are shown numerically and / or graphically in an output unit 11, possibly for each color zone and different color areas to be influenced.
- a limit indicator 9 is provided, which warns when predetermined limits for the amount or direction of the deviation are exceeded.
- the total deviation according to the invention is broken down into two parts in accordance with the criteria input d from unit 5.
- rule recommendations for the actuators of the paint application are calculated in unit 12a, with input e from unit 5
- different control factors for the gray component and the color component as well as for the partial color black possibly different for each zone.
- the conversion factor between control deviation and correcting variable correction is called the control factor here.
- control commands are sent to the servomotors 13 of the inking unit.
- the success of the actuating process is checked densitometrically on an actual copy taken later, which may result in a further control process, etc.
- Example 2 While the device described so far under Example 2 makes it possible to regulate the color appearance of the color area to be influenced by means of densitometric measurement on test areas, it can also be derived immediately from this description how a device which works in a corresponding manner and which uses the color measurement can be constructed.
- the colorimetric measurement can advantageously be carried out on multicolored control fields and, in particular, on balance control fields, or can also be carried out directly on one or more colorful image areas serving as test areas and separately on black image areas, over which it is then to be averaged.
- the basic structure of the signal map of FIG. 14 is retained, the few changes are noted in FIG. 15.
- the colorimetric coordinates are calculated from the measured signals in unit 4, the colorimetric difference values are formed in unit 6.
- the unit 8 calculates the data for the alphanumeric and / or graphic output on the output unit 11 if the color words of the fully saturated partial colors and the target color location of the color area to be influenced have previously been entered via the input c from unit 5. Also in unit 8, the correction of the brightness value determined at the colored image areas takes place with the change that was determined at the - black image areas. Accordingly, not only the amount and direction of the sum vector OP appear on the output unit 11, but also the changes in the brightness of the colored image areas and the image areas used to control the partial color black. The already described decomposition of the sum vector 0 P into parts takes place in unit 10, the operator specifying the criteria for the selection of the two partial colors of the color part and for the change in brightness via input d from unit 5. The further control engineering process proceeds as described in FIG. 14.
- a film sheet (or several film sheets), which consists of a series of templates for control fields, which, after assembly as intended and subsequent copying onto the associated printing forms of the partial colors, produce a so-called print control bar consisting of control field images of different partial colors during the printing process.
- This is preferably designed so that in each pressure zone, i.e. every 30 to 40 mm, a shadow tone balance control field is available, which has graded areas of coverage on the original according to a reproduction photographic gray condition that is suitable for normal printing conditions. Examples are C 72, M 57, Y 55 and C 75, M 62, Y 60 for positive copies in offset printing on art paper.
- solid color fields of the partial colors as well as their overprinting and grid fields for the partial color black in three-quarter tone should be available.
- 16a and 16B show two preferred embodiments of the device, from which the selection and arrangement of the control fields can be seen.
- the pressure checklists generated with the devices together are shown according to the above definition.
- control field 21 of 5 ⁇ 5 mm 2 size designed as a shadow tone balance and in every second zone there is another control field 22 designed as a midtone balance.
- control field 22 designed as a midtone balance.
- the image reproduction in the mid-range can be influenced particularly well.
- grid 23 for black with 80% area coverage in every second zone. The latter makes the coloring of black controllable, the measurement of the coloring of the colored partial colors takes place in the control fields 21 and 22.
- a control field 21 and 22 are present in each zone, here also assumed to be 30 mm.
- solid tone fields 24, copy control fields 25 and line grid pairs 26 are provided for all partial colors; they repeat approximately every 9 zones.
- FIGS. 16a and 16b and the selection of the control fields can of course be modified, supplemented or changed in their repetition period, as long as a grid control field composed of the brightly colored primary partial colors is measurable and in every second or third zone a raster or solid color field black is also measurable.
- the devices described above are suitable not only for raster printing, but also for those printing processes which work with rastered originals.
- the devices according to Example 3 can also be used for completely rasterless processes if 21, 22, 23, 24 are formed as halftone fields, with the proviso that instead of the area coverage size, the computational size given in equation (12) is used.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Spectrometry And Color Measurement (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Printing Methods (AREA)
- Color, Gradation (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87108516T ATE73392T1 (de) | 1986-08-05 | 1987-06-12 | Verfahren und vorrichtung zur beeinflussung der farblichen erscheinung einer farbflaeche bei einem druckvorgang. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863626423 DE3626423A1 (de) | 1986-08-05 | 1986-08-05 | Verfahren und vorrichtung zur beeinflussung der farblichen erscheinung einer farbflaeche bei einem druckvorgang |
| DE3626423 | 1986-08-05 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0255586A2 true EP0255586A2 (fr) | 1988-02-10 |
| EP0255586A3 EP0255586A3 (en) | 1988-12-07 |
| EP0255586B1 EP0255586B1 (fr) | 1992-03-11 |
Family
ID=6306693
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87108516A Expired - Lifetime EP0255586B1 (fr) | 1986-08-05 | 1987-06-12 | Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer |
| EP87111135A Expired - Lifetime EP0255924B1 (fr) | 1986-08-05 | 1987-07-31 | Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87111135A Expired - Lifetime EP0255924B1 (fr) | 1986-08-05 | 1987-07-31 | Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4901254A (fr) |
| EP (2) | EP0255586B1 (fr) |
| AT (2) | ATE73392T1 (fr) |
| DE (3) | DE3626423A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0282446A1 (fr) * | 1987-02-23 | 1988-09-14 | GRETAG Aktiengesellschaft | Procédé de réglage continu de l'encrage en impression en creux ou flexographique et machine correspondante |
| EP0337148A2 (fr) * | 1988-04-12 | 1989-10-18 | Heidelberger Druckmaschinen Aktiengesellschaft | Procédé de commande de l'encrage d'une machine d'impression |
| EP0357986A2 (fr) * | 1988-09-09 | 1990-03-14 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif de mesure de l'impression |
| EP0796735B1 (fr) * | 1996-03-22 | 2001-08-01 | De La Rue Giori S.A. | Procédé de contrôle automatique de la qualité d'impression d'une image multichrome |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3643721A1 (de) * | 1986-12-20 | 1988-06-30 | Heidelberger Druckmasch Ag | Druckkontrollstreifen |
| FR2624142B1 (fr) * | 1987-12-07 | 1990-11-23 | Superba Sa | Procede d'impregnation d'un fil textile en continu, et installation pour la mise en oeuvre de ce procede |
| DE3829341A1 (de) * | 1988-08-30 | 1990-03-08 | Roland Man Druckmasch | Datenerfassung fuer farbregelanlagen |
| DE3903981C2 (de) * | 1989-02-10 | 1998-04-09 | Heidelberger Druckmasch Ag | Verfahren zur Regelung der Farbfüllung bei einer Druckmaschine |
| EP0408507B1 (fr) * | 1989-07-14 | 1993-11-10 | GRETAG Aktiengesellschaft | Méthode de détermination des écarts de couleur entre deux surfaces tramées imprimées avec une machine d'impression ainsi que méthode de commande ou réglage de l'impression couleurs d'une machine à imprimer |
| US5218555A (en) * | 1989-11-27 | 1993-06-08 | Toyo Boseki Kabushiki Kaisha | Method for judging a color difference using rules fuzzy inference and apparatus therefor |
| DE3942254A1 (de) * | 1989-12-21 | 1991-07-04 | Krzyminski Harald | Druckkontrollstreifen |
| CA2035666A1 (fr) * | 1990-02-05 | 1991-08-06 | Ehud Spiegel | Appareil et methodes de traitement de donnees telles que celles de l'imagerie couleur |
| DE4005558A1 (de) * | 1990-02-22 | 1991-09-19 | Roland Man Druckmasch | Verfahren zur prozessdiagnose einer rotationsdruckmaschine anhand von remissionen von vollton- und rastertonfeldern |
| ES2152223T5 (es) † | 1991-01-15 | 2005-05-01 | Creo Il.Ltd. | Aparato y tecnicas para impresion informatizada. |
| DE4104537C2 (de) * | 1991-02-14 | 1999-05-12 | Roland Man Druckmasch | Verfahren zur Steuerung einer Farbführung einer Offset-Druckmaschine |
| DE69217276T2 (de) * | 1991-06-20 | 1997-12-04 | Matsushita Electric Ind Co Ltd | Einrichtungen zur Beurteilung der Qualität eines Bildes |
| US5149960B1 (en) * | 1991-07-03 | 1994-08-30 | Donnelly R R & Sons | Method of converting scanner signals into colorimetric signals |
| US5317425A (en) * | 1992-02-10 | 1994-05-31 | Eastman Kodak Company | Technique for use in conjunction with an imaging system for providing an appearance match between two images and for calibrating the system thereto |
| ES2089470T3 (es) * | 1992-03-30 | 1996-10-01 | Ciba Geigy Ag | Procedimiento de impresion de varios colores, especialmente un procedimiento de serigrafia policroma de trama, para substratos textiles. |
| US5224421A (en) * | 1992-04-28 | 1993-07-06 | Heidelberg Harris, Inc. | Method for color adjustment and control in a printing press |
| DE4240077C2 (de) * | 1992-11-28 | 1997-01-16 | Heidelberger Druckmasch Ag | Verfahren zur zonalen Steuerung/Regelung der Farbführung in einer Druckmaschine |
| DE4335229C2 (de) * | 1993-10-15 | 1998-07-16 | Heidelberger Druckmasch Ag | Verfahren zum Erzeugen von auf einer Offsetdruckmaschine hergestellten Farbmustern |
| DE4335350A1 (de) * | 1993-10-16 | 1995-04-20 | Heidelberger Druckmasch Ag | Verfahren und Vorrichtung zur Ermittlung von Passerabweichungen bei mehrfarbigen, in einer Druckmaschine erstellten Druckprodukten |
| DE4402784C2 (de) * | 1994-01-31 | 2001-05-31 | Wifag Maschf | Messfeldgruppe und Verfahren zur Qualitätsdatenerfassung unter Verwendung der Messfeldgruppe |
| DE4402828C2 (de) * | 1994-01-31 | 2001-07-12 | Wifag Maschf | Messfeldgruppe und Verfahren zur Qualitätsdatenerfassung unter Verwendung der Messfeldgruppe |
| DE19511076C1 (de) * | 1995-03-25 | 1996-05-23 | Roland Man Druckmasch | Verfahren zum Feststellen von Farbverschmutzungen beim Herstellen mehrfarbiger Druckexemplare auf Druckmaschinen |
| DE19515499C2 (de) * | 1995-04-27 | 1997-03-06 | Heidelberger Druckmasch Ag | Verfahren zur simultanen Mehrfarbregelung beim Drucken |
| US5740076A (en) * | 1995-11-30 | 1998-04-14 | Candela, Ltd. | System for describing a color gamut in a graphical data processing system |
| DE60015675T3 (de) * | 1999-09-06 | 2010-01-14 | Komori Corporation | Color-Management-Verfahren und -Vorrichtung für eine Druckmaschine |
| EP1156667A3 (fr) * | 2000-05-17 | 2004-05-06 | Komori Corporation | Procédé et dispositif de gestion de couleurs dans une machine à imprimer |
| JP4194289B2 (ja) * | 2001-04-06 | 2008-12-10 | キヤノン株式会社 | 画像処理方法 |
| JP2003118085A (ja) * | 2001-10-10 | 2003-04-23 | Dainippon Screen Mfg Co Ltd | 印刷装置 |
| JP3880831B2 (ja) * | 2001-10-10 | 2007-02-14 | 大日本スクリーン製造株式会社 | インキプリセット方法 |
| US6792863B2 (en) * | 2001-10-15 | 2004-09-21 | Dainippon Screen Mfg Co., Ltd. | Printing apparatus for automatically controlling ink supply device |
| US7177476B2 (en) * | 2002-02-28 | 2007-02-13 | Eastman Kodak Company | Method of decoding data encoded in a monochrome medium |
| DE102004009271A1 (de) * | 2004-02-26 | 2005-09-15 | Man Roland Druckmaschinen Ag | Verfahren zur Farbregelung an Druckmaschinen |
| JP5022682B2 (ja) * | 2006-11-30 | 2012-09-12 | リョービ株式会社 | カラー印刷機の印刷画像品質管理方法及び印刷画像品質管理装置 |
| US9536322B1 (en) | 2007-05-15 | 2017-01-03 | Peter Harmon Smith | Implementation of multi-camera tracking applications using rich color transition curve target sequences |
| US8526717B2 (en) * | 2007-05-15 | 2013-09-03 | Vision Interface Technologies, LLC | Rich color transition curve tracking method |
| JP2010023498A (ja) * | 2008-06-18 | 2010-02-04 | Canon Inc | インクジェット記録装置および記録画像の乾燥条件決定方法 |
| DE102013109920A1 (de) * | 2013-09-10 | 2015-03-12 | Manroland Web Systems Gmbh | Verfahren zum Bedrucken eines Bedruckstoffs |
| WO2016047378A1 (fr) * | 2014-09-26 | 2016-03-31 | 富士フイルム株式会社 | Procédé de présentation de position de mesure, procédé de production de guide de présentation de position de mesure, procédé de mesure de matière imprimée, procédé de détermination de position de mesure de matière imprimée, et dispositif de détermination de position de mesure de matière imprimée |
| JP6285837B2 (ja) * | 2014-09-26 | 2018-02-28 | 富士フイルム株式会社 | 測定位置提示方法及び測定位置提示ガイドの製造方法並びに印刷物の測定方法 |
| JP6181025B2 (ja) * | 2014-09-26 | 2017-08-16 | 富士フイルム株式会社 | 印刷物の測定位置決定方法及び装置並びに測定方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4256131A (en) * | 1976-07-14 | 1981-03-17 | Sentrol Systems Ltd. | Feedback color control system |
| EP0196431A2 (fr) * | 1985-03-21 | 1986-10-08 | Felix Brunner | Procédé, dispositif de réglage et moyens auxiliaires pour l'obtention d'un résultat d'impression uniforme au moyen d'une machine d'impression offset polychrome fonctionnant suivant le procédé de similigravure |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH646788A5 (de) * | 1978-11-28 | 1984-12-14 | Hell Rudolf Dr Ing Gmbh | Verfahren und schaltungsanordnung zum erkennen von farben. |
| DE3007421A1 (de) * | 1980-02-27 | 1981-09-03 | Windmöller & Hölscher, 4540 Lengerich | Verfahren zur herstellung eines vorlagengetreuen farbengemisches, insbesondere einer farbe eines mehrfarbendruckes |
| US4310248A (en) * | 1980-04-24 | 1982-01-12 | Meredith Nolan J | Color control system |
| JPS59206839A (ja) * | 1983-05-10 | 1984-11-22 | Toppan Printing Co Ltd | 網点面積率入力装置 |
| US4706206A (en) * | 1983-09-20 | 1987-11-10 | Kollmorgen Technologies Corporation | Color printing control using halftone control areas |
| US4649502A (en) * | 1983-11-04 | 1987-03-10 | Gretag Aktiengesellschaft | Process and apparatus for evaluating printing quality and for regulating the ink feed controls in an offset printing machine |
| EP0144461B1 (fr) * | 1983-12-14 | 1987-05-20 | DR.-ING. RUDOLF HELL GmbH | Procédé et circuit pour la reconnaissance de chrominances et des couleurs |
| US4688178A (en) * | 1985-09-06 | 1987-08-18 | Burlington Industries, Inc. | Method and apparatus for inventory control to optimize usage of colored fabric |
| GB0227842D0 (en) * | 2002-11-29 | 2003-01-08 | Rolls Royce Plc | Sealing Arrangement |
-
1986
- 1986-08-05 DE DE19863626423 patent/DE3626423A1/de not_active Withdrawn
-
1987
- 1987-06-12 DE DE8787108516T patent/DE3777277D1/de not_active Expired - Fee Related
- 1987-06-12 AT AT87108516T patent/ATE73392T1/de active
- 1987-06-12 EP EP87108516A patent/EP0255586B1/fr not_active Expired - Lifetime
- 1987-07-14 US US07/073,444 patent/US4901254A/en not_active Expired - Fee Related
- 1987-07-31 EP EP87111135A patent/EP0255924B1/fr not_active Expired - Lifetime
- 1987-07-31 DE DE8787111135T patent/DE3785510D1/de not_active Expired - Fee Related
- 1987-07-31 AT AT87111135T patent/ATE88414T1/de not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4256131A (en) * | 1976-07-14 | 1981-03-17 | Sentrol Systems Ltd. | Feedback color control system |
| EP0196431A2 (fr) * | 1985-03-21 | 1986-10-08 | Felix Brunner | Procédé, dispositif de réglage et moyens auxiliaires pour l'obtention d'un résultat d'impression uniforme au moyen d'une machine d'impression offset polychrome fonctionnant suivant le procédé de similigravure |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0282446A1 (fr) * | 1987-02-23 | 1988-09-14 | GRETAG Aktiengesellschaft | Procédé de réglage continu de l'encrage en impression en creux ou flexographique et machine correspondante |
| EP0337148A2 (fr) * | 1988-04-12 | 1989-10-18 | Heidelberger Druckmaschinen Aktiengesellschaft | Procédé de commande de l'encrage d'une machine d'impression |
| EP0337148A3 (en) * | 1988-04-12 | 1990-08-22 | Heidelberger Druckmaschinen Aktiengesellschaft | Method for controlling the inking in a printing press |
| EP0357986A2 (fr) * | 1988-09-09 | 1990-03-14 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif de mesure de l'impression |
| EP0357986A3 (fr) * | 1988-09-09 | 1991-01-30 | Heidelberger Druckmaschinen Aktiengesellschaft | Dispositif de mesure de l'impression |
| EP0796735B1 (fr) * | 1996-03-22 | 2001-08-01 | De La Rue Giori S.A. | Procédé de contrôle automatique de la qualité d'impression d'une image multichrome |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3777277D1 (de) | 1992-04-16 |
| EP0255924B1 (fr) | 1993-04-21 |
| EP0255924A2 (fr) | 1988-02-17 |
| DE3785510D1 (de) | 1993-05-27 |
| US4901254A (en) | 1990-02-13 |
| ATE88414T1 (de) | 1993-05-15 |
| EP0255586B1 (fr) | 1992-03-11 |
| EP0255924A3 (en) | 1990-05-02 |
| ATE73392T1 (de) | 1992-03-15 |
| DE3626423A1 (de) | 1988-02-11 |
| EP0255586A3 (en) | 1988-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0255586B1 (fr) | Procédé et dispositif pour influencer l'encrage d'une surface encrée dans une machine à imprimer | |
| DE4431270C2 (de) | Verfahren zur Steuerung der Farbführung einer autotypisch arbeitenden Druckmaschine | |
| EP0143744B1 (fr) | Procédé et dispositif d'analyse de qualité d'impression et/ou de réglage d'encre dans une rotative offset et rotative offset équipée d'un tel dispositif | |
| EP0196431B1 (fr) | Procédé, dispositif de réglage et moyens auxiliaires pour l'obtention d'un résultat d'impression uniforme au moyen d'une machine d'impression offset polychrome fonctionnant suivant le procédé de similigravure | |
| DE3903981C2 (de) | Verfahren zur Regelung der Farbfüllung bei einer Druckmaschine | |
| EP0914945B1 (fr) | Procédé pour régler l'encrage dans une machine d'impression | |
| EP0321402A1 (fr) | Procédé de commande ou du réglage de l'encrage d'une presse à imprimer | |
| DE10359322B4 (de) | Verfahren und Vorrichtung zur Korrektur von nicht angepassten Druckdaten anhand eines farbmetrisch vermessenen Referenzbogens | |
| DE19515499C2 (de) | Verfahren zur simultanen Mehrfarbregelung beim Drucken | |
| EP0089016B1 (fr) | Procédé pour le réglage automatique des couleurs imprimées par les machines d'impression flexographiques imprimant en quatre couleurs | |
| DE19703129B4 (de) | Verfahren zur Bewertung der Qualität eines im Mehrfarbendruck auf einem Bedruckstoff erzeugten Druckbildes | |
| DE4343905C2 (de) | Verfahren zur Steuerung der Farbführung bei einer Druckmaschine | |
| EP0585740B1 (fr) | Méthode pour la commande du processus d'impression dans une presse d'imprimerie à cliché trame en particulier une machine à imprimer offset à feuilles | |
| EP0676285B1 (fr) | Gestion des couleurs dans une machine rotative offset pour feuilles | |
| EP0505323B2 (fr) | Procédé pour le réglage des grandeurs des points de trame pour une presse rotative à imprimer offset | |
| DE4240077C2 (de) | Verfahren zur zonalen Steuerung/Regelung der Farbführung in einer Druckmaschine | |
| DE3543444A1 (de) | Verfahren und regelvorrichtung zur erzielung eines gleichfoermigen druckresultats an einer autotypisch arbeitenden mehrfarbendruckmaschine | |
| EP0916491B1 (fr) | Procédé pour déterminer des gradients colorimétriques | |
| DE19830487B4 (de) | Verfahren zur Ermittlung von Flächendeckungen in einem Druckbild | |
| EP0649743B1 (fr) | Procédé pour contrÔler l'apport de couleur dans une presse fonctionnant suivant le procédé de similigravure | |
| EP0282446A1 (fr) | Procédé de réglage continu de l'encrage en impression en creux ou flexographique et machine correspondante |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890510 |
|
| 17Q | First examination report despatched |
Effective date: 19900727 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19920311 Ref country code: BE Effective date: 19920311 Ref country code: GB Effective date: 19920311 Ref country code: FR Effective date: 19920311 Ref country code: NL Effective date: 19920311 Ref country code: SE Effective date: 19920311 |
|
| REF | Corresponds to: |
Ref document number: 73392 Country of ref document: AT Date of ref document: 19920315 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3777277 Country of ref document: DE Date of ref document: 19920416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19920622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920630 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19930513 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930524 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940630 Ref country code: CH Effective date: 19940630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950828 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970301 |