EP0209143A2 - Verfahren zur Oberflächenbehandlung von mit einer Zink/Aluminium-Legierung versehenem Stahlblech - Google Patents
Verfahren zur Oberflächenbehandlung von mit einer Zink/Aluminium-Legierung versehenem Stahlblech Download PDFInfo
- Publication number
- EP0209143A2 EP0209143A2 EP86109842A EP86109842A EP0209143A2 EP 0209143 A2 EP0209143 A2 EP 0209143A2 EP 86109842 A EP86109842 A EP 86109842A EP 86109842 A EP86109842 A EP 86109842A EP 0209143 A2 EP0209143 A2 EP 0209143A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- solution
- chromium
- process step
- zinc
- brought
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
Definitions
- the object of the invention is to provide a method by means of which the corrosion resistance and the adhesion of a lacquer applied in a later phase to steel sheets which are provided with a zinc / aluminum alloy can be improved without thereby having to accept a complex method to have to.
- the object is achieved by the method of the type mentioned in the introduction according to the invention is designed in such a way that the metal surface in process step b) is brought into contact with a solution which additionally contains silica.
- the metal ions contained in the alkaline solution according to stage a) are usually used as inorganic salts, for example nitrates, sulfates, carbonates, chlorides and the like. the like. However, other compounds are also suitable as long as they are soluble in the alkaline medium.
- the concentration of the metal ions is generally 0.01 to 10 g / l, preferably 0.05 to 5 g / 1. These metal ions must be bound by a sufficient amount of complexing agent to ensure that they are and remain in the dissolved state. The amount of complexing agent is therefore about 0.1 to 20 g / l.
- the complexing agents can be inorganic or organic in nature.
- Suitable inorganic complexing agents are, for example, condensed phosphates, ammonia or amine compounds.
- Suitable organic complexing agents are, for example, dicarboxylic acids, in particular malonic acid, fumaric acid, amino acids, such as glycine, hydroxycarboxylic acids, such as citric acid, gluconic acid and lactic acid, polyhydroxyaliphatic compounds, such as sorbitol or 1,2-ethanediol, phenylcarboxylic acids, such as salicylic acid and phthalic acid, aminocarboxylic acids, such as ethylenedic acid, Polyamino acids such as diethanolamine methane phosphonate, lignin sulfonate and the like.
- Particularly preferred complexing agents are hexahydroxyheptanoic acid, sodium gluconate and sodium ethylenediaminetetraacetate.
- the treatment solution according to stage a) is applied at a temperature between room temperature and the boiling point of the solution in spraying or dipping for a time sufficient to selectively dissolve aluminum out of the alloy layer.
- Treatment at a temperature of 50 to 80 ° C. for a period of 4 to 10 seconds with a continuously operating belt system is particularly expedient. If necessary, shorter treatment times can also be used, in which case solutions of higher concentration and higher temperature should be used.
- the treatment solution according to process stage b) is obtained in the simplest way by dissolving chromic acid and incorporating colloidal silica.
- the layer formed with this solution should - after Drying on - have a layer weight of 10 to 400 mg / m 2 .
- the purpose pursued by the invention is only incompletely achieved, with higher layer weights there is a risk that the paint adhesion will decrease.
- Preferred refinements of the invention envisage using a treatment solution in process stage b) which additionally contains chromium III ions and / or phosphate ions.
- the chromium III ion content is created in the simplest manner by adding a reducing agent, such as starch, oxalic acid, tannin or alcohol, to the aqueous solution of chromate in certain amounts.
- the metal surfaces in process step b) into contact with a solution in which the weight ratio of SiO 2 : chromium VI is in the range from 0.6 to 15.
- the weight ratio chromium III: chromium VI should be 0.2 to 1. If the solution contains phosphate, it is recommended to set the weight ratio of P0 4 : Chrom-VI to a value in the range of 0.6 to 3.
- the method according to the invention is intended for the treatment of steel sheets provided with zinc / aluminum alloys, in which the aluminum content in the alloy layer is generally 1 to 70% by weight.
- the adhesion to organic coatings mediated by the layer formed is particularly high if an epoxy lacquer is applied in step d).
- at least the base lacquer should be an epoxy lacquer.
- Steel sheets of the nature mentioned in the test example were at 57 to 63 ° C. for 10 seconds with an alkaline solution containing 0.17 g / l Fe (III) and 0.24 g / 1 Ni ions (each introduced as nitrate) as well as 1.7 g / 1 sodium hexahydroxy heptonate and 22 g / l sodium hydroxide and had a pH of 13.6, treated by spraying, rinsed with water and with an aqueous solution containing provided by roll order. It was then dried. The layer weight was 190 mg / m 2 .
- the solution for producing the chromate coating used in comparative experiment la of table 2 had the same nature as the aforementioned solution.
- test sheets which were again the same, were pretreated with an alkaline solution at 55 to 60 ° C. and for 6 seconds in spraying, the 0.17 g / 1 Fe (III) -, 0.24 g / 1 Co ions (in each case as nitrate introduced), 1.7 g / 1 Contained sodium hexahydroxy heptonate and 22 g / 1 sodium hydroxide.
- the pH of the solution was 13.6. Then it was rinsed with water and a solution was applied by roller application contained and had a pH of 1.5. After drying, the layer weight was 280 mg / m2.
- the chromium-containing solution used in Table 2 in Comparative Example 2 had the same nature as the last-mentioned solution.
- the sheets treated as in Examples 1 and 2 above were subjected to two different coatings.
- it was a two-layer coating system with a Epoxy as a base paint was applied with a layer thickness of 5 / um and then baked at 190 ° C.
- a polyester paint which was applied with a layer thickness of 13 / um and baked at 200 ° C was used.
- the other painting consisted of a single-layer paint structure, for which a polyester top coat had been used. There were carried out the deposition with a layer thickness of 14 / um, and the baking at 210 ° C.
- a device from Du Pont was used to carry out the impact test. It works with a beater bar with a diameter of 12.7 mm, which is loaded with 1 kg and hits the painted sheet metal surface from a height of 50 cm. The paint adhesion is again determined using adhesive tape, as stated above.
- the evaluation is as follows.
- a cut was made with a knife to determine corrosion resistance and paint infiltration down to the metal surface.
- Such scored sheets and sheets deformed in accordance with the bending test were subjected to the salt spray test, which works with a 5% saline solution, for 500 hours (with a single-layer paint structure) or for 1000 hours (with a two-layer paint structure) in accordance with JIS-Z-2371. The evaluation takes place at the interfaces, on the edges and at the bending point.
- the treated sheets were exposed to the weather for a period of 3 years.
- the evaluation was carried out according to the following standards:
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
- a) In-Kontakt-Bringen mit einer Ionen eines oder mehrerer der Metalle Nickei, Eisen, Kobalt oder Mangan sowie Komplexbildner enthaltenden Lösung, deren pH-Wert 11 oder mehr beträgt,
- b) In-Kontakt-Bringen mit einer wässrigen, Chrom-VIlonen enthaltenden Lösung,
- c) Auftrocknen der Lösung gemäss Stufe b),
- d) Aufbringen eines organischen Überzuges,
arbeitet man zwecks zusätzlicher Verbesserung der Lackhaftung und des Korrosionswiderstandes in der Verfahrensstufe b) mit einer Lösung, die zusätzlich Kieselsäure enthält. Die dabei erzeugte Schicht sollte ein Schichtgewicht von 10 bis 400 mg/m2 besitzen. Die Lösung kann zusätzlich Chram-III-Ionen und/oder Phosphationen enthalten.
Description
- Die Erfindung berifft ein Verfahren zur Oberflächenbehandlung von mit einer Zink/Aluminium-Legierung versehenem Stahlblech gemäß der Verfahrensfolge
- a) In-Kontakt-Bringen mit einer Ionen eines oder mehrerer der Metalle Nickel, Eisen, Kobalt oder Mangan sowie Komplexbildner enthaltenden Lösung, deren pH-Wert 11 oder mehr beträgt,
- b) In-Kontakt-Bringen mit einer wäßrigen, Chrom-VI-Ionen enthaltenden Lösung,
- c) Auftrocknen der Lösung gemäß Stufe b),
- d) Aufbringen eines organischen Überzuges,
- Es ist bekannt, mit Zink beschichtete Stahlbleche mit einer wäßrigen Chromatierungslösung zu behandeln, die Chrom-VI-Ionen als Hauptkomponente enthält, um dadurch das Verhalten des anschließend aufgebrachten Lackes zu verbessern. Auch ist es bekannt, zuvor eine Behandlung mit einer alkalischen Lösung, die Ionen eines oder mehrerer Metalle sowie Komplexbildner enthält, vorzusehen (DE-PS 15 21 854). Hierdurch sollen Korrosionswiderstand und Lackhaftung gegenüber reinen Chromatierverfahren verbessert werden.
- In jüngerer Zeit sind vielfältige legierungsbeschichtete Stahlbleche entwickelt worden mit dem Ziel, deren Korrosionswiderstand zu verstärken. Dabei erlangen mit Zink/Aluminium-Legierungen beschichtete Stahlbleche zunehmend an Bedeutung. Derartige Zink/Aluminium-Legierungen enthalten etwa 1 bis 70 Gew.-% Aluminium. Die mit derartigen Legierungen beschichteten Stahlbleche besitzen bereits als solche gegenüber herkömmlichen feuerverzinkten Stahlblechen einen deutlich verbesserten Korrosionswiderstand. Jedoch ist die Wirkung gegenüber dem Verhalten der Lackschicht auch bei Auftrocknung einer Chromatierungslösung praktisch unverändert. Ebenso ist eine Verbesserung hinsichtlich der Blasenbildung an den Schnittkanten der lackierten Bleche bei dreijähriger Einwirkung von Witterungseinflüssen praktisch nicht erkennbar, gleichgültig ob die Bleche vor der Lackierung einer Chromatierbehandlung unterworfen worden sind oder nicht.
- Aufgabe der Erfindung ist es, ein Verfahren bereitzustellen, mit dessen Hilfe der Korrosionswiderstand und die Haftung eines in einer späteren Phase aufgebrachten Lackes bei Stahlblechen, die mit einer Zink/Aluminium-Legierung versehen sind, zu verbessern, ohne dadurch ein aufwendiges Verfahren in Kauf nehmen zu müssen.
- Die Aufgabe wird gelöst, indem das Verfahren der eingangs genannten Art entsprechend der Erfindung derart ausgestaltet wird, daß man die Metalloberfläche in der Verfahrensstufe b) mit einer Lösung in Kontakt bringt, die zusätzlich Kieselsäure enthält.
- Zwar ist bei der Darstellung des Standes der Technik und dementsprechend bei der Fassung des Oberbegriffs von Anspruch 1 zum Ausdruck gebracht, daß ein Verfahren mit der Abfolge gemäß den Stufen a) bis d) unter alleiniger Beachtung formeller Gesichtspunkte bekannt ist. Jedoch ist dabei zu berücksichtigen, daß dieses bekannte Verfahren als geeignet bezeichnet ist zum Aufbringen von Überzügen auf unterschiedlichste Metalloberflächen, nämlich von z.B. reinem Zink, elektroplattiertem Zink, feuerverzinkten Oberflächen, einschließlich solchen, die geringe Mengen legierende Bestandteile, wie z.B. Aluminium usw., enthalten, und auf Zinklegierungen als solche etc. Es ist also nicht erkannt worden, daß diese Verfahrensabfolge gerade bei der Behandlung von mit Zink/Aluminium-Legierungen versehenen Stahlblechen von beträchtlichem Vorteil ist.
- Die in der alkalischen Lösung gemäß Stufe a) enthaltenen Metallionen werden üblicherweise als anorganische Salze, z.B. Nitrate, Sulfate, Carbonate, Chloride u. dergl., eingebracht. Es sind jedoch auch andere Verbindungen geeignet, soweit sie im alkalischen Medium löslich sind. Die Konzentration der Metallionen beträgt im allgemeinen 0,01 bis 10 g/l, vorzugsweise 0,05 bis 5 g/1. Diese Metallionen müssen durch eine ausreichende Komplexbildnermenge gebunden sein, damit sichergestellt ist, daß sie in gelöstem Zustand sind und verbleiben. Die Komplexbildnermenge beträgt daher etwa 0,1 bis 20 g/l. Die Komplexbildner können anorganischer oder organischer Natur sein. Geeignete anorganische Komplexbildner sind beispielsweise kondensierte Phosphate, Ammoniak oder Aminverbindungen. Geeignete organische Komplexbildner sind beispielsweise Dicarbonsäuren, insbesondere Malonsäure, Fumarsäure, Aminosäuren, wie Glycin, Hydroxycarbonsäuren, wie Zitronensäure, Gluconsäure und Milchsäure, polyhydroxyaliphatische Verbindungen, wie Sorbitol oder 1,2-Ethandiol, Phenylcarbonsäuren, wie Salicylsäure und Phthalsäure, Amincarbonsäuren, wie Ethylendiamintetraessigsäure, Polyaminosäuren, wie Diethanolaminmethanphosphonat, Ligninsulfonat und dergl. Besonders bevorzugte Komplexbildner sind Hexahydroxyheptansäure, Natriumgluconat und Natriumethylendiamintetraacetat.
- Die Behandlungslösung gemäß Stufe a) wird bei einer Temperatur zwischen Raumtemperatur und dem Siedepunkt der Lösung im Spritzen oder Tauchen während einer Zeit, die ausreicht, selektiv Aluminium aus der Legierungsschicht herauszulösen, appliziert. Besonders zweckmäßig ist eine Behandlung bei einer Temperatur von 50 bis 80°C während einer Zeitdauer von 4 bis 10 sec. mit einer kontinuierlich arbeitenden Bandanlage. Im Bedarfsfall sind auch kürzere Behandlungszeiten anwendbar, wobei dann Lösungen höherer Konzentration und höherer Temperatur eingesetzt werden sollten.
- Im allgemeinen ist es üblich, nach der Applikation der Lösung gemäß Stufe a) mit Wasser zwischenzuspülen.
- Die Behandlungslösung gemäß der Verfahrensstufe b) wird in einfachster Weise durch Auflösen von Chromsäure und Einarbeiten von kolloidaler Kieselsäure erhalten. Die mit dieser Lösung gebildete Schicht sollte - nach dem Auftrocknen - ein Schichtgewicht von 10 bis 400 mg/m2 aufweisen. Bei geringerem Schichtgewicht wird der mit der Erfindung verfolgte Zweck nur unvollkommen erreicht, bei höheren Schichtgewichten besteht die Gefahr, daß die Lackhaftung nachläßt.
- Bevorzugte Ausgestaltungen der Erfindung sehen vor, in der Verfahrensstufe b) eine Behandlungslösung einzusetzen, die zusätzlich Chrom-III-Ionen und/oder Phosphationen enthält. Der Gehalt an Chrom-III-Ionen wird in einfachster Weise geschaffen, indem der wäßrigen Lösung von Chromat ein Reduktionsmittel, wie Stärke, Oxalsäure, Tannin oder Alkohol, in bestimmten Mengen zugesetzt wird.
- Im übrigen ist es vorteilhaft, die Metalloberflächen in der Verfahrensstufe b) mit einer Lösung in Kontakt zu bringen, in der das Gewichtsverhältnis von SiO2 : Chrom-VI im Bereich von 0,6 bis 15 liegt. Für den Fall eines Chrom-III-Gehaltes sollte das Gewicht,sverhältnis Chrom-III : Chrom-VI 0,2 bis 1 betragen. Sofern die Lösung Phosphat enthält, empfiehlt es sich, das Gewichtsverhältnis von P04 : Chrom-VI auf einen Wert im Bereich von 0,6 bis 3 einzustellen.
- Das erfindungsgemäße Verfahren ist zur Behandlung von mit Zink/Aluminium-Legierungen versehenen Stahlblechen bestimmt, bei denen in der Regel der Aluminiumanteil in der Legierungsschicht 1 bis 70 Gew.-% beträgt. Die durch die gebildete Schicht vermittelte Haftung gegenüber organischen Überzügen ist besonders hoch, wenn in der Stufe d) ein Epoxylack aufgebracht wird. Bei einem mehrschichtigen Lackaufbau sollte mindestens der Grundlack ein Epoxylack sein.
- Mit dem erfindungsgemäßen Verfahren werden besonders große Vorteile erzielt, wenn es zur Behandlung von Stahlblech, das mit einer 90 bis 96,5 Gew.-% sowie 3,5 bis 10 Gew.-% Aluminium enthaltenden Legierung beschichtet ist, angewendet wird.
- Die Erfindung wird anhand der nachfolgenden Beispiele beispielsweise und näher erläutert.
- Im Handel erhältliche, mit einer Zink/Aluminium-Legierung überzogene Stahlbleche (Zn 90 bis 96,5 Gew.-%, Al 3,5 bis 10 Gew.-%; Handelsbezeichnung "Superzinc") wurden bei 57 bis 63 °C 5 sec. mit verschiedenen alkalischen Lösungen, deren Gehalt an wirksamen Bestandteilen in Tabelle 1 angegeben ist und die einen pH-Wert von 13,5 bis 13,7 aufwiesen, im Spritzen behandelt. Die Eisen-(Fe3+),Nickel- und Kobaltionen wurden über die Nitrate eingebracht.
- Zur Ermittlung der Zn/Al-Anteile in der Legierungsoberfläche wurden die so behandelten Bleche einer Röntgenfluoreszenz-Analyse unterworfen und durch Auszählung der Zn- bzw. Al-K-alpha-Werte das Verhältnis Al/Zn bestimmt. Die Ergebnisse sind in Tabelle 1 enthalten.

- Aus der vorstehenden Tabelle ergibt sich, daß die Al-Menge in der Legierungsschicht der Stahlbleche, die mit den alkalischen Lösungen 1 bis 3 behandelt worden sind, gegenüber denen, die mit andersartigen Lösungen (Beispiel 4 und 5) oder ohne eine alkalische Lösung (Beispiel 6) in Kontakt gebracht worden sind, erniedrigt worden ist.
- Stahlbleche der im Testbeispiel genannten Beschaffenheit wurden bei 57 bis 63°C während 10 sec. mit einer alkalischen Lösung, die 0,17 g/l Fe(III)- und 0,24 g/1 Ni-Ionen (jeweils als Nitrat eingebracht) sowie 1,7 g/1 Natriumhexahydroxiheptonat und 22 g/l Natriumhydroxid enthielt und einen pH-Wert von 13,6 aufwies, im Spritzen behandelt, mit Wasser gespült und mit einer wäßrigen Lösung mit einem Gehalt an
- Die im Vergleichsversuch la der Tabelle 2 eingesetzte Lösung zur Erzeugung des Chromatüberzuges besaß die gleiche Beschaffenheit wie die vorgenannte Lösung.
- Die wiederum gleichen Testbleche wurden mit einer alkalischen Lösung bei 55 bis 60°C und während 6 sec. im Spritzen vorbehandelt, die 0,17 g/1 Fe(III)-, 0,24 g/1 Co-Ionen (jeweils als Nitrat eingebracht), 1,7 g/1 Natriumhexahydroxiheptonat und 22 g/1 Natriumhydroxid enthielt. Der pH-Wert der Lösung war 13,6. Anschließend wurde mit Wasser gespült und durch Rollenauftrag eine Lösung appliziert, die

- Die in Tabelle 2 im Vergleichsbeispiel 2 eingesetzte chromhaltige Lösung hatte die gleiche Beschaffenheit wie die zuletzt erwähnte Lösung.
- Die wie vorstehend in Beispiel 1 und 2 behandelten Bleche wurden zwei unterschiedlichen Lackierungen unterworfen. In einem Fall handelte es sich um einen zweischichtigen Lackaufbau mit einem Epoxylack als Grundlack, der mit einer Schichtdicke von 5 /um aufgebracht und dann bei 190°C eingebrannt wurde. Als Decklack diente ein Polyesterlack, der mit einer Schichtdicke von 13 /um aufgebracht und bei 200°C eingebrannt wurde.
- Die andere Lackierung bestand aus einem einschichtigen Lackaufbau, für den ein Polyesterdecklack eingesetzt worden war. Es erfolgten die Aufbringung mit einer Schichtdicke von 14 /um und das Einbrennen bei 210°C.
- Beide Blechserien wurden unterschiedlichen Tests unterworfen, die der Ermittlung des Korrosionswiderstandes und der Lackhaftung dienten. Die Ergebnisse sind in der Tabelle 2 zusammengestellt.
- Die Tests wurden wie folgt durchgeführt:
- Beim Biegetest wurden die behandelten Bleche von Hand über einen aus zwei unbehandelten Blechen gebildeten Kern gebogen. Die Biegestelle wurde dann mit Klebeband versehen, das anschließend schnell wieder entfernt wurde. Nach dem Test wurde das Ausmaß der Lackentfernung an der Biegestelle bewertet.
- Zur Durchführung des Schlagtestes diente ein Gerät der Firma Du Pont. Es arbeitet mit einer Schlagstange von 12,7 mm Durchmesser, die mit 1 kg belastet ist und aus 50 cm Höhe auf die lackierte Blechoberfläche auftrifft. Die Lackhaftung wird wiederum mit Klebeband, wie vorstehend angegeben, ermittelt.
- Die Bewertung bei beiden Tests geschieht wie folgt:

- Hierbei wird mit einer Münze über die lackierte Oberfläche gestrichen (gekratzt) und danach der Grad der Lackentfernung ermittelt.
- Die Bewertung erfolgt wie nachstehend aufgeführt.
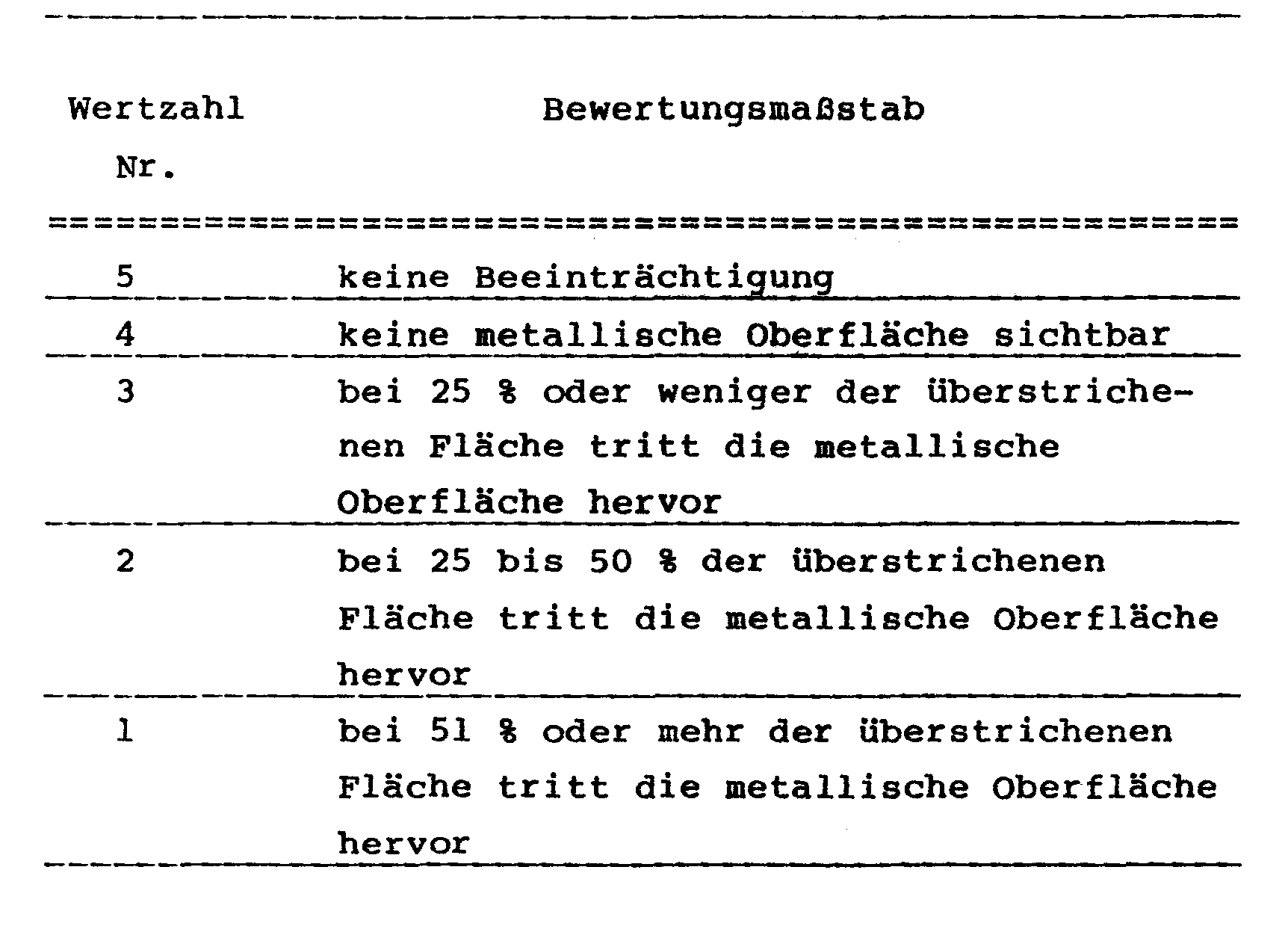
- Zur Ermittlung von Korrosionswiderstand und Lackunterwanderung wurde mit einem Messer ein Schnitt bis auf die Metalloberfläche durchgeführt. Derartig angeritzte Bleche sowie entsprechend dem Biegetest verformte Bleche wurden dem Salzsprühtest, der mit einer 5%igen Kochsalzlösung arbeitet, 500 Stunden lang (bei einschichtigem Lackaufbau) bzw. 1000 Stunden lang (bei zweischichtigem Lackaufbau) gemäß JIS-Z-2371 unterworfen. Die Bewertung erfolgt an den Schnittstellen, an den Kanten und an der Biegestelle.
- Hierzu wurden die behandelten Bleche für die Dauer von 3 Jahren dem Wetter ausgesetzt. Die Bewertung erfolgte nach folgenden Maßstäben:


- Ein Vergleich der in Tabelle 2 zusammengestellten Testergebnisse zeigt, daß der Korrosionswiderstand der mit einer Zn/Al-Legierung versehenen Stahlbleche verstärkt ist, wenn die Behandlung vor der Lackierung nach dem erfindungsgemäßen Verfahren anstelle von bekannten Verfahren erfolgte.


sowie dessen Anwendung auf die Behandlung von Stahlblech, das mit einer 90 bis 96,5 Gew.-% Zink sowie 3,5 bis 10 new.-% Aluminium enthaltenden Legierung beschichtet ist.
Claims (7)
dadurch gekennzeichnet, daß man die Metalloberfläche in der Verfahrensstufe b) mit einer Lösung in Kontakt bringt, die zusätzlich Kieselsäure enthält.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15801685A JPS6220880A (ja) | 1985-07-19 | 1985-07-19 | 亜鉛−アルミニウム合金めつき鋼板の表面処理方法 |
| JP158016/85 | 1985-07-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0209143A2 true EP0209143A2 (de) | 1987-01-21 |
| EP0209143A3 EP0209143A3 (en) | 1988-10-26 |
| EP0209143B1 EP0209143B1 (de) | 1991-06-19 |
Family
ID=15662426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19860109842 Expired - Lifetime EP0209143B1 (de) | 1985-07-19 | 1986-07-17 | Verfahren zur Oberflächenbehandlung von mit einer Zink/Aluminium-Legierung versehenem Stahlblech |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0209143B1 (de) |
| JP (1) | JPS6220880A (de) |
| AU (1) | AU6008486A (de) |
| BR (1) | BR8603404A (de) |
| DE (2) | DE3624101A1 (de) |
| GB (1) | GB2178065B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991011542A3 (en) * | 1990-01-30 | 1991-09-19 | Henkel Corp | Surface treatment method and composition for zinc coated steel sheet |
| FR2701754A1 (fr) * | 1993-02-18 | 1994-08-26 | Pont A Mousson | Elément de tuyauterie pour canalisation enterrée, canalisation enterrée correspondante, et procédé de protection d'un tel élément de tuyauterie. |
| EP1314796A3 (de) * | 2001-11-21 | 2004-04-14 | Chiyoda Chemical Co. Ltd | Verfahren zur Oberflächenbehandlung von Metallgegenständen |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0235297B1 (de) * | 1985-08-29 | 1992-03-18 | Nisshin Steel Co., Ltd. | Heiss-verzinkte stahlplatte und deren herstellungsverfahren |
| JPH08983B2 (ja) * | 1987-03-05 | 1996-01-10 | 新日本製鐵株式会社 | 耐食性に優れたクロメ−ト処理方法 |
| JP2697485B2 (ja) * | 1992-05-27 | 1998-01-14 | 住友金属工業株式会社 | 高耐食性合金化溶融亜鉛めっき鋼板の製造法 |
| LT3218B (en) | 1993-03-27 | 1995-04-25 | Chemijos Inst | Method for coating zinc alloy by chromium plating |
| JP3983386B2 (ja) | 1998-04-03 | 2007-09-26 | 日本ペイント株式会社 | クロメート防錆処理剤 |
| ES2428290T3 (es) * | 2011-03-22 | 2013-11-06 | Henkel Ag & Co. Kgaa | Tratamiento anticorrosivo de varios pasos para componentes metálicos, que por lo menos parcialmente presentan superficies de cinc o de aleaciones de cinc |
| EP2631333A1 (de) * | 2012-02-24 | 2013-08-28 | Henkel AG & Co. KGaA | Vorbehandlung von Zinkoberflächen vor einer Passivierung |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE316668B (de) * | 1963-09-23 | 1969-10-27 | Parker Ste Continentale | |
| GB1234181A (de) * | 1967-06-14 | 1971-06-03 | ||
| FR1596007A (de) * | 1968-04-18 | 1970-06-15 | ||
| JPS49135836A (de) * | 1973-05-04 | 1974-12-27 | ||
| JPS5392339A (en) * | 1977-01-25 | 1978-08-14 | Nippon Paint Co Ltd | Metal surface treatment agent |
| US4227946A (en) * | 1979-02-09 | 1980-10-14 | Oakite Products, Inc. | No-rinse pre-paint coating composition and method |
| JPS5745833A (en) * | 1980-09-01 | 1982-03-16 | Taeko Nakagawa | Stomack camera |
| JPH0647741B2 (ja) * | 1983-04-26 | 1994-06-22 | 日本ペイント株式会社 | 塗膜密着性に優れた耐食性金属表面処理用組成物 |
| FR2560894B1 (fr) * | 1984-03-07 | 1988-11-18 | Parker Ste Continentale | Procede de preparation de surfaces de zinc, d'alliages de zinc et d'acier recouvert de ces materiaux, destinees a recevoir des peintures ou des vernis |
| JPS6126784A (ja) * | 1984-07-16 | 1986-02-06 | Nippon Paint Co Ltd | 化成処理されたアルミニウム含有亜鉛めつき合金鋼板 |
-
1985
- 1985-07-19 JP JP15801685A patent/JPS6220880A/ja active Granted
-
1986
- 1986-07-11 AU AU60084/86A patent/AU6008486A/en not_active Abandoned
- 1986-07-15 GB GB8617211A patent/GB2178065B/en not_active Expired
- 1986-07-17 DE DE19863624101 patent/DE3624101A1/de not_active Withdrawn
- 1986-07-17 EP EP19860109842 patent/EP0209143B1/de not_active Expired - Lifetime
- 1986-07-17 DE DE8686109842T patent/DE3679866D1/de not_active Expired - Lifetime
- 1986-07-18 BR BR8603404A patent/BR8603404A/pt unknown
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991011542A3 (en) * | 1990-01-30 | 1991-09-19 | Henkel Corp | Surface treatment method and composition for zinc coated steel sheet |
| FR2701754A1 (fr) * | 1993-02-18 | 1994-08-26 | Pont A Mousson | Elément de tuyauterie pour canalisation enterrée, canalisation enterrée correspondante, et procédé de protection d'un tel élément de tuyauterie. |
| WO1994019640A1 (fr) * | 1993-02-18 | 1994-09-01 | Pont-A-Mousson S.A. | Element de tuyauterie pour canalisation enterree, canalisation enterree correspondante, et procede de protection d'un tel element de tuyauterie |
| TR27748A (tr) * | 1993-02-18 | 1995-07-10 | Pont A Mousson | Topraga gömülmüs kanalizasyon icin boru elemani, buna tekabül eden topraga gömülmüs kanalizasyon, ve böyle bir boru elemaninin korunmasi icin usul. |
| AU679499B2 (en) * | 1993-02-18 | 1997-07-03 | Pont-A-Mousson S.A. | Piping element for buried conduit, corresponding buried conduit, and method for protecting said piping element |
| US5706866A (en) * | 1993-02-18 | 1998-01-13 | Pont-A-Mousson S.A. | Pipe member for buried conduit with corrosion protection and process therefor |
| CN1041457C (zh) * | 1993-02-18 | 1998-12-30 | 蓬塔穆松公司 | 暗管用管件以及保护这种管件的方法 |
| EP1314796A3 (de) * | 2001-11-21 | 2004-04-14 | Chiyoda Chemical Co. Ltd | Verfahren zur Oberflächenbehandlung von Metallgegenständen |
| US7381281B2 (en) | 2001-11-21 | 2008-06-03 | Chiyoda Chemical Co., Ltd | Surface treatment method of metal member, and metal goods |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3624101A1 (de) | 1987-01-22 |
| BR8603404A (pt) | 1987-02-24 |
| EP0209143A3 (en) | 1988-10-26 |
| JPH0351797B2 (de) | 1991-08-07 |
| GB8617211D0 (en) | 1986-08-20 |
| GB2178065A (en) | 1987-02-04 |
| DE3679866D1 (de) | 1991-07-25 |
| EP0209143B1 (de) | 1991-06-19 |
| JPS6220880A (ja) | 1987-01-29 |
| AU6008486A (en) | 1987-01-22 |
| GB2178065B (en) | 1989-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0214571B1 (de) | Verfahren zur Erzeugung von Konversionsschichten auf Zink und/oder Zinklegierungen | |
| DE69211004T2 (de) | Zinkphosphat konversionsüberzugszusammensetzung und verfahren | |
| DE69503069T2 (de) | Zinkphosphaturlösung enthaltend oxim als beschleuniger | |
| DE3789746T2 (de) | Verfahren zur Herstellung von Zink-Nickel-Phosphatüberzügen. | |
| DE69012665T2 (de) | Verfahren zur Bildung eines Zinkphosphatfilmes auf einer Metallfläche. | |
| DE3234558C2 (de) | ||
| DE69633735T2 (de) | Zinkphosphat konversionsüberzugszusammensetzung und verfahren | |
| EP0796356B1 (de) | Verfahren zum aufbringen von phosphatüberzügen auf metalloberflächen | |
| EP0328908B1 (de) | Verfahren zum Aufbringen von Konversionsüberzügen | |
| EP0240943B1 (de) | Verfahren zur Erzeugung von Konversionsüberzügen auf Zink- oder Zinklegierungsoberflächen | |
| EP0478648B1 (de) | Verfahren zur herstellung von mangan- und magnesiumhaltigen zinkphosphatüberzügen | |
| EP0359296B1 (de) | Phosphatierverfahren | |
| EP0370535B1 (de) | Verfahren zum Aufbringen von Phosphatüberzügen | |
| EP1002143B1 (de) | Alkalische bandpassivierung | |
| EP0209143B1 (de) | Verfahren zur Oberflächenbehandlung von mit einer Zink/Aluminium-Legierung versehenem Stahlblech | |
| DE2315180C2 (de) | Phosphatierungslösung | |
| DE3245411C2 (de) | ||
| EP0486576B1 (de) | Verfahren zur herstellung von manganhaltigen zinkphosphatschichten auf verzinktem stahl | |
| DE19915058A1 (de) | Zusammensetzung und Verfahren zur korrosionsverhütenden Behandlung eines Nichteisenmetalls | |
| EP0264811B1 (de) | Verfahren zum Erzeugen von Phosphatüberzügen | |
| EP0078866B1 (de) | Überzugsausbildung auf Aluminiumoberflächen | |
| DE3780078T2 (de) | Korrosionsbestaendige beschichtung. | |
| DE3719312A1 (de) | Verfahren zur erzeugung von chromatueberzuegen | |
| DE69024774T2 (de) | Verfahren zur chemischen Konversion von Metallgegenständen, verwendetes Bad dafür und Konzentrat zur Herstellung des Bades | |
| DE19740953A1 (de) | Verfahren zur Phosphatierung von Stahlband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE FR IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: C23C 22/83 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE FR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881128 |
|
| 17Q | First examination report despatched |
Effective date: 19900208 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 3679866 Country of ref document: DE Date of ref document: 19910725 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920616 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920706 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920731 Year of fee payment: 7 Ref country code: BE Payment date: 19920731 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920827 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19930731 |
|
| BERE | Be: lapsed |
Owner name: NIHON PARKERIZING CO. LTD Effective date: 19930731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86109842.4 Effective date: 19940210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050717 |