EP0119185A2 - Verfahren zur Herstellung von schwer entflammbaren, hochtemperaturbeständigen Polyimidfasern - Google Patents
Verfahren zur Herstellung von schwer entflammbaren, hochtemperaturbeständigen Polyimidfasern Download PDFInfo
- Publication number
- EP0119185A2 EP0119185A2 EP84890036A EP84890036A EP0119185A2 EP 0119185 A2 EP0119185 A2 EP 0119185A2 EP 84890036 A EP84890036 A EP 84890036A EP 84890036 A EP84890036 A EP 84890036A EP 0119185 A2 EP0119185 A2 EP 0119185A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- spinning
- fibers
- section
- solution
- polyimide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 27
- 239000004642 Polyimide Substances 0.000 title claims abstract description 23
- 229920001721 polyimide Polymers 0.000 title claims abstract description 23
- 238000002360 preparation method Methods 0.000 title claims abstract description 6
- 239000000835 fiber Substances 0.000 claims abstract description 62
- 238000009987 spinning Methods 0.000 claims abstract description 39
- 238000000578 dry spinning Methods 0.000 claims abstract description 21
- 230000008569 process Effects 0.000 claims abstract description 18
- 229920000642 polymer Polymers 0.000 claims abstract description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 15
- 239000007787 solid Substances 0.000 claims abstract description 7
- 239000003960 organic solvent Substances 0.000 claims abstract description 5
- 239000013557 residual solvent Substances 0.000 claims abstract description 4
- 238000005507 spraying Methods 0.000 claims abstract description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 claims description 26
- 239000000203 mixture Substances 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 7
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 claims description 6
- 238000002788 crimping Methods 0.000 claims description 5
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 claims description 4
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 claims description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 claims description 4
- 239000003063 flame retardant Substances 0.000 claims description 4
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 239000000243 solution Substances 0.000 description 21
- 239000007789 gas Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 7
- 238000009835 boiling Methods 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 239000004753 textile Substances 0.000 description 4
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 3
- UITKHKNFVCYWNG-UHFFFAOYSA-N 4-(3,4-dicarboxybenzoyl)phthalic acid Chemical compound C1=C(C(O)=O)C(C(=O)O)=CC=C1C(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 UITKHKNFVCYWNG-UHFFFAOYSA-N 0.000 description 3
- GTDPSWPPOUPBNX-UHFFFAOYSA-N ac1mqpva Chemical compound CC12C(=O)OC(=O)C1(C)C1(C)C2(C)C(=O)OC1=O GTDPSWPPOUPBNX-UHFFFAOYSA-N 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002074 melt spinning Methods 0.000 description 3
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 3
- 238000002166 wet spinning Methods 0.000 description 3
- 229920002972 Acrylic fiber Polymers 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 125000002091 cationic group Chemical group 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229920005575 poly(amic acid) Polymers 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- FFRBMBIXVSCUFS-UHFFFAOYSA-N 2,4-dinitro-1-naphthol Chemical compound C1=CC=C2C(O)=C([N+]([O-])=O)C=C([N+]([O-])=O)C2=C1 FFRBMBIXVSCUFS-UHFFFAOYSA-N 0.000 description 1
- 241000170793 Phalaris canariensis Species 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000000010 aprotic solvent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000003880 polar aprotic solvent Substances 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000007420 reactivation Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000004758 synthetic textile Substances 0.000 description 1
- -1 tetracarboxylic acid dianhydride Chemical class 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/74—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2904—Staple length fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2973—Particular cross section
Definitions
- the invention relates to a process for producing flame-retardant, high-temperature-resistant polyimide fibers by the dry spinning method from a solution in aprotic organic solvents.
- Heat-resistant polymers have been known for a long time. They contain aromatic groups in their molecular chains, so that highly conjugated binding systems are formed which are essential for high temperature resistance. Examples of this are aromatic polyamides and polyimides, in which the temperature resistance could be significantly increased by substituting the aliphatic chain with benzene residues.
- a further known proposal for the production of flame-retardant, high-temperature-resistant polymers can be found in DE-PS 2 143 080.
- the mixed polyimides described therein are soluble in polar, aprotic organic solvents, such as dimethylformamide, dimethylacetamide, N-methylpyrrolidone or dimethyl sulfoxide.
- the polymers are prepared by solution condensation of benzophenonetetracarboxylic acid dianhydride with a mixture of tolylene diisocyanate and diphenylmethane diisocyanate in one of the aforementioned solvents.
- the polymer can be processed directly from the solutions.
- DE-OS 2 442 203 further describes that fibers can be produced from the solutions, in particular by wet spinning, it being possible for the fiber cross section to be designed differently by selecting the spinning bath.
- the fiber cross section is round or elliptical.
- Precipitation bath creates pseudo hollow fibers with a narrow longitudinal slit and a serrated outer side.
- DE-OS 24 42 203 contains only general information without any statement about the fiber properties that can be achieved.
- the object of the invention is to produce fibers from flame-retardant, high-temperature-resistant polyimide polymers according to the dry spinning method, which have improved performance properties, in particular an irregular fiber cross-section, which, with the same basis weight as fibers of round cross-section, ensure much better coverage, a pleasant feel and a high level To have shine.
- the preparation of the polymers can be carried out by reacting benzophenonetetracarboxylic acid dianhydride, tolylene diisocyanate and diphenylmethane diisocyanate in an aprotic organic solvent, giving a solution of the polymer.
- the solid powdery polymer can also be brought into solution continuously or discontinuously in an aprotic solvent such as dimethylacetamide, N-methylpyrrolidone or dimethyl sulfoxide, preferably dimethylformamide.
- the dissolving temperature is chosen between 30 and 120 ° C, preferably a solution with a content between 25 and 35 wt.% Is prepared.
- the solution obtained is degassed, can be filtered one or more times and is fed to the spinning head of a dry spinning device via a spinning pump.
- the individual shaft output can expediently be between 20 and 400 kg fiber / d, preferably between 150 and 300 kg / d.
- spinning shafts can be combined to form a so-called “spinning machine".
- the technical design of the spinning head, the spinning shaft or the entire spinning machine can be similar to that which is common in the dry spinning of acrylic fibers.
- dry spinning from round nozzles results in surprisingly strongly lobed and irregularly toothed fiber cross sections.
- the cross sections are irregular and - to use alphabetical letters as a comparison - have strongly profiled shapes such as W, U, C, Y, E, V, T, X.
- These fiber cross-sectional shapes which can also be found in the The following fiber aftertreatment is not a property that has long been desired by textile technicians and which brings about the improvement in use properties mentioned above.
- the typical fiber bundle cross sections shown in FIG. 1 do not change when different numbers of nozzle holes are used, provided that the nozzle holes are only round.
- the same typical cross-sectional shapes were obtained when using 100-hole nozzles as well as 200, 400, 600 and 800-hole nozzles.
- the shaft cables obtained in the manner described by means of dry spinning, spooled in between or deposited in cans are advantageously washed with water at a speed of 2 to 20 m / min at first at temperatures of 80 to 100 ° C. for the aftertreatment, then previved, using a sieve drum or calender dryer dried at temperatures between 120 and 300 ° C until the Cable moisture after the dryer is less than 5%, the cable tape is then stretched in one or more stages in a ratio of 1: 2 to 1:10 at temperatures between 315 to 450 ° C, then re-aged with a conventional preparation, crimped in a compression crimping machine at room temperature and finally cut into staple fibers or, in the case of the production of continuous filaments, wound up after the drawing process.
- the fibers are freed of residual solvent by intensive washing with hot water. Preavivation involves the application of a commercially available antistatic in order to be able to pass the sliver through the dryer without any problems. Maintaining the moisture content of less than 5% after drying is important in order to be able to carry out the subsequent high-temperature drawing without difficulty. This high temperature drawing is carried out either over heated rolls, a heating table or over a hot air oven, and it can be done in one or more stages. Maintaining temperatures between 315 and 450 ° C during stretching is necessary because of the high glass transition point of the polyimide fibers (about 315 ° C).
- the spinning gas temperature at the level of the nozzle package is 295 ° C and at the end of the 8 m long spinning shaft is 115 ° C, the amount of spinning gas is 60 m '/ h (based on normal conditions).
- the shaft output is set to 150 kg fiber / d.
- the spun material with a total titer of 2640 dtex, which has a residual DMF content of 15% by weight, based on polymer solids, is collected on spools and folded into a cable band with a total titer of 184 800 dtex.
- the cable tape is then washed in water at 90 ° C, provided with an anti-static finish in an immersion bath, dried at 180 ° C using a drum dryer and then stretched over a heating bracket in a ratio of 1: 5.
- the surface temperature of the heating bracket is 380 ° C.
- the stretched cable tape is provided with a mixture of cationic / nonionic preparation, crimped in a stuffer box at room temperature and cut into staple fibers of 40 mm in length.
- the fibers which have a final titer of 2.2 dtex, have a strength of 28 cN / tex, the fiber elongation is 34%, the loop strength 15 cN / tex, the knot strength 20 cN / tex, the boiling shrinkage is 0.4%.
- the fibers have a pronounced lobed or counted shape in cross section (as shown in FIG. 1) and the LOI value, measured on a knitted stocking with a weight per unit area of 150 g / m 2 , is 37% 0 2 . If the fibers are exposed to a temperature of 260 ° C for a period of 250 hours, the specified fiber data will not change, ie the fiber is thermostable at the specified temperature. The water absorption of the fibers is 20 ° C and 65% relative humidity 2.7%.
- the spinning gas temperature at the height of the nozzle pack is 320 ° C and at the end of the spinning shaft 120 ° C, the amount of spinning gas is 70 m '/ h (based on normal conditions).
- the shaft output is set to 200 kg fiber / d.
- the spinning material with a total titre of 7140 dtex which has a residual DMF content of 17% by weight, based on polymer solid, is collected on spools and into a cable band with a total titre of 357,000 dtex fold.
- the cable tape is washed, pre-treated, dried and then stretched in two stages over heated rollers.
- the total stretch ratio is 1: 7, the surface temperature of the heated rolls is 340 ° C.
- the cable tape is crimped at room temperature in a compression crimping chamber, then treated with a nonionic finishing agent by spraying and cut into staple fibers.
- the fibers which have a final titer of 1.7 dtex, have a strength of 30 cN / tex, the fiber elongation is 30%, the boiling shrinkage is 0.45%.
- the fibers show in cross section the characteristic shape shown in FIG. 1 or described in Example 1.
- the further treatment of the solution is carried out as in Example 1.
- the solution is spun using a 240-hole nozzle, the nozzle hole shape is circular and has a hole diameter of 175 ⁇ m.
- the spinning solution temperature is 60 ° C before entering the nozzle pack.
- the spinning gas temperature at the level of the nozzle package is 260 ° C and at the end of the spinning shaft 110 ° C, the amount of spinning gas is 55 m 3 / h (based on normal conditions).
- the shaft output is set at 130 kg fiber / d.
- the spun material with a total titer of 6240 dtex which has a residual DMF content of 20% by weight, based on polymer solids, is collected on bobbins and several bobbins are submitted to the aftertreatment process.
- the individual cable bands, each with a total titer of 6240 dtex are separated guided through the post-treatment process, that is, washed, pre-washed and dried.
- the drawing is carried out in one step in a hot air oven, the drawing ratio is 1: 4.7.
- the air temperature during stretching is 420 ° C.
- the stretched cable strips are then individually wound on cross-wound bobbins as an endless filament bundle.
- the individual filaments, which have a final titer of 5.5 dtex have a strength of 24 cN / tex, the fiber elongation is 40%, the boiling shrinkage is 0.3%.
- the filaments show in cross section the characteristic shape shown in FIG. 1.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract

Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von schwer entflammbaren, hochtemperaturbeständigen Polyimidfasern nach der Trockenspinnmethode aus einer Lösung in aprotischen organischen Lösungsmitteln.
- Hitzebeständige Polymerisate sind seit längerem bekannt. Sie enthalten in ihren Molekülketten aromatische Gruppen, so daß hochkonjungierte Bindungssysteme entstehen, die für die Hochtemperaturbeständigkeit wesentlich sind. Beispiele dafür sind aromatische Polyamide und Polyimide, bei denen durch Substitution der aliphatischen Kette durch Benzolreste die Temperaturbeständigkeit wesentlich erhöht werden konnte.
- Ein Hindernis für die technische Anwendung dieser Verbindungen stellt die Tatsache dar, daß sie in der Regel weder in Lösungsmitteln löslich noch schmelzbar sind. Ihre Formgebung kann daher nicht, wie bei anderen Kunststoffen, durch Extrusion, Schmelzspinnen, Trockenspinnen, Naßspinnen oder ähnliche Vorgänge erfolgen.
- Um diese Schwierigkeiten'zu umgehen, hat man vorgeschlagen, durch Kondensation eines Tetracarbonsäuredianhydrids mit einem Diamin unter relativ milden Bedingungen zuerst eine Polyamidsäure herzustellen, bei der die jeweilige Amingruppe erst mit jeweils einer der zwei zur Verfugung stehenden Carboxylgruppen des Anhydrids reagiert. Diese Polyamidsäure ist löslich und aus ihren Lösungen lassen sich Folien, Filme oder auch Fasern formen. Anschließend wird durch Erhitzen aus diesen Produkten das Lösungsmittel entfernt und durch weiteres Erhitzen die Reaktion zum Polyimid durchgeführt.
- Diese Vorgangsweise hat jedoch schwerwiegende Nachteile, indem die Zwischenstufe gegen hydrolytischen Abbau sehr empfindlich ist und bei der endgültigen Kondensation zum Polyimid nochmals Wasser freigesetzt wird, welches aus dem Inneren der Formkörper (Folien, Filme, Fasern) nur durch Diffusion entweichen kann. Wird diese Reaktion zu schnell durchgeführt, so bildet der entstehende Wasserdampf im Inneren der Formkörper Hohlräume, die für die Gebrauchseigenschaften schädlich sind.
- Ein weiterer bekannter Vorschlag zur Gewinnung von schwer entflammbaren hochtemperaturbeständigen Polymeren findet sich in der DE-PS 2 143 080. Die dort beschriebenen Mischpolyimide sind in polaren, aprotischen organischen Lösungsmitteln, wie Dimethylformamid, Dimethylacetamid, N-Methylpyrrolidon oder Dimethylsulfoxid löslich. Die Polymere werden durch Lösungskondensation von Benzophenontetracarbonsäuredianhydrid mit einer Mischung aus Toluylendiisocyanat und Diphenylmethandiisocyanat in einem der vorerwähnten Lösungsmittel hergestellt. Aus .den Lösungen kann das Polymer direkt weiterverarbeitet werden. In der DE-OS 2 442 203 wird weiters beschrieben, daß aus den Lösungen insbesondere durch Naßspinnen Fasern hergestellt werden können,wobei durch Auswahl des Spinnbades der Faserquerschnitt verschieden ausgebildet werden kann. Bei Verwendung von Wasser mit wechselnden Anteilen von polarem aprotischem Lösungsmittel (z.B. Dimethylformamid, Dimethylacetamid, N-Methylpyrrolidon oder ähnliche) ist der Faserquerschnitt rund bzw. elliptisch. Bei Verwendung von z.B. Glycerin im. Fällbad entstehen Pseudohohlfasern mit einem schmalen Längsschlitz und einer gezähnten Außenseite.Hinsichtlich Trockenspinnen finden sich in der DE-OS 24 42 203 lediglich allgemeine Hinweise ohne Aussage über dabei erzielbare Fasereigenschaften.
- Die Herstellung von Polyimidfasern nach dem Trockenspinnverfahren aus Lösungen, welche Polymere,gebildet aus Benzophenontetracarbonsäuredianhydrid und einer Mischung aus Toluylendiisocyanat und Diphenylmethandiisocyanat enthalten, ist demnach bis heute nicht zufriedenstellend gelöst. Infolge der Einsparung von Koagulationsbädern und der einfacheren Rückgewinnbarkeit der Spinnlösungsmittel beim Trockenspinnen ist die Faserherstellung nach der Trockenspinnmethode auch aus dem Gesichtspunkt der Wirtschaftlichkeit günstiger als mittels Naßspinnen.
- Es wurde auch bereits vorgeschlagen, beim Trocken- oder Schmelzspinnen von textilen Synthesefasern diesen einen gewünschten gelappten oder gezähnten Querschnitt zu verleihen, indem man Düsenlöcher mit einem entsprechenden Querschnitt, beispielsweise in Sternform, verwendet. So wird z.B. in der DE-OS 30 40 970 beschrieben, daß querschnittsmodifizierte Acrylfasern nach dem Trockenspinnverfahren durch besondere geometrische Ausführung der Düsenlöcher - mittels sogenannter Profildüsenlöcher - erhalten werden können. Abgesehen von der schwierigen und teuren Herstellung der komplizierten Düsenöffnungen ergibt sich auch der Nachteil, daß solche Düsen wesentlich schneller korrodieren als Düsen mit rundem Querschnitt. Trotzdem wurde dieser Nachteil in Kauf genommen, um bessere Gebrauchseigenschaften der Fasern, insbesondere eine Verbesserung des Anschmutzverhaltens, eine Erhöhung der Farbbrillanz, die Erzielung eines angenehmen Griffes und eine Verbesserung des Warenausfalls bei textilen Anwendungen zu erhalten.
- Üblicherweise werden bei Verwendung von runden Düsenlöchern beim Schmelzspinnen runde und beim Trockenspinnen von Lö- sungen hantelförmige Faserquerschnitte erhalten. Somit war auch beim Einsatz von Polyimid-Lösungen in einem herkömmlichen Trockenspinnverfahren kein anderes Ergebnis zu erwarten.
- Die Erfindung stellt sich die Aufgabe, Fasern aus schwer entflammbaren, hochtemperaturbeständigen Polyimidpolymeren nach der Trockenspinnmethode herzustellen, die verbesserte Gebrauchseigenschaften, insbesondere einen unregelmäßigen Faserquerschnitt, aufweisen, die bei gleichem Flächengewicht wie Fasern von rundem Querschnitt eine wesentlich bessere Deckung gewährleisten, einen angenehmen Griff und hohen Glanz haben.
- Diese Aufgabe wird bei einem Verfahren der eingangs definierten Art ausgehend von Polyimidpolymeren mit einer Zusammensetzung der allgemeinen Formel


- Die Herstellung der Polymeren kann, wie bekannt, durch Umsetzen von Benzophenontetracarbonsäuredianhydrid, Toluylendiisocyanat und Diphenylmethandiisocyanat in einem aprotischen organischen Lösungsmittel vorgenommen werden, wobei man eine Lösung des Polymeren erhält. Man kann das feste pulverförmige Polymere aber auch kontinuierlich oder diskontinuierlich in einem aprotischen Lösungsmittel wie Dimethylacetamid, N-Methylpyrrolidon oder Dimethylsulfoxid, vorzugsweise Dimethylformamid, in Lösung bringen. Die Lösetemperatur wird zwischen 30 und 120°C gewählt, vorzugsweise wird eine Lösung mit einem Gehalt zwischen 25 und 35 Gew.% bereitet. Die erhaltene Lösung wird entgast, kann ein- oder mehrmals filtriert werden und wird über eine Spinnpumpe dem Spinnkopf einer Trockenspinneinrichtung zugeführt.
- Die Einzelschachtleistung kann zweckmäßig zwischen 20 und 400 kg Faser/d, vorzugsweise zwischen 150 und 300 kg/d, betragen.
- Je nach Auslegung der Anlage können mehrere Spinnschächte zu einer sogenannten "Spinnmaschine" kombiniert werden. Die technische Ausführung des Spinnkopfes, des Spinnschachtes bzw. der gesamten Spinnmaschine kann ähnlich jener sein, die beim Trockenspinnen von Acrylfasern üblich ist.
- Unter Einhaltung der angegebenen Spinnbedingungen erhält man erfindungsgemäß beim Trockenspinnen aus Runddüsen in völlig überraschender Weise stark gelappte und unregelmäßig gezähnte Faserquerschnitte.
- In Fig. 1 sind typische Faserquerschnitte eines auf diese Weise erhaltenen Schachtkabels dargestellt.
- Obwohl die Einzelfilamente etwa gleiche Fasertiter aufweisen, sind die Querschnitte unregelmäßig und besitzen - um alphabetische Buchstaben als Vergleich heranzuziehen - stark profilierte Formen wie W, U, C, Y, E, V, T, X. Diese Faserquerschnittsformen, welche sich auch bei der folgenden Fasernachbehandlung nicht ändern, sind eine von Textiltechnikern seit langem gewünschte Eigenschaft, welche die oben erwähnte Verbesserung der Gebrauchseigenschaften mit sich bringt. Die in Fig. 1 gezeigten, typischen Faserbündelquerschnitte ändern sich nicht bei Anwendung unterschiedlicher Düsenlochanzahlen, sofern die Düsenlöcher nur rund sind. So wurden die gleichen typischen Querschnittsformen sowohl beim Einsatz von 100-Loch-Düsen, als auch von 200-, 400-, 600- und 800-Loch-Düsen erhalten.
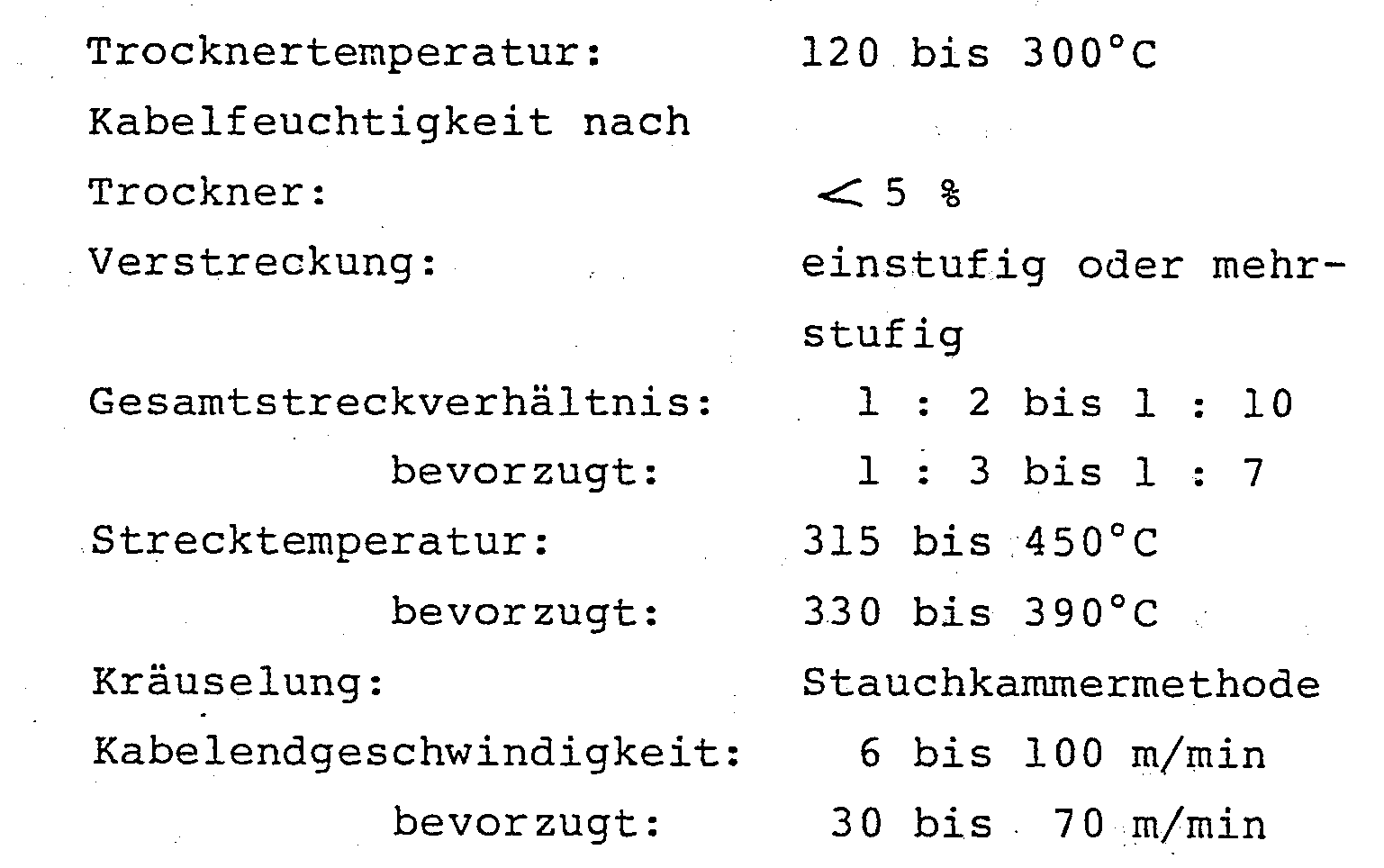
- Die in beschriebener Weise mittels Trockenspinnen erhaltenen, zwischendurch aufgespulten oder in Kannen abgelegten Schachtkabel werden zur Nachbehandlung vorteilhaft mit Einzugsgeschwindigkeiten von 2 bis 20 m/min zunächst bei Temperaturen von 80 bis 100°C mit Wasser gewaschen, dann voraviviert, über einen Siebtrommel- oder Kalandertrockner bei Temperaturen zwischen 120 und 300°C getrocknet, bis die Kabelfeuchte nach dem Trockner weniger als 5 % beträgt, das Kabelband wird anschließend ein- oder mehrstufig im Verhältnis 1 : 2 bis l : 10 bei Temperaturen zwischen 315 bis 450°C verstreckt, anschließend mit einer üblichen Präparation nachaviviert, in einer Stauchkräuselmaschine bei Raumtemperatur gekräuselt und schließlich zu Stapelfasern geschnitten bzw. im Falle der Herstellung von Endlosfilamenten nach dem Verstreckvorgang aufgespult.
- Durch die intensive Wäsche mit heißem Wasser werden die Fasern vom Restlösungsmittel befreit. Die Voravivierung beinhaltet den Auftrag eines handelsüblichen Antistatikums, um das Faserband problemlos durch den Trockner führen zu können. Die Einhaltung des Feuchtigkeitsgehaltes von weniger als 5 % nach der Trocknung ist wichtig, um die darauffolgende Hochtemperaturverstreckung ohne Schwierigkeiten durchführen zu können. Diese Hochtemperaturverstreckung wird entweder über beheizte Walzen, einen Heiztisch oder über einen Heißluftofen durchgeführt, und sie kann einstufig oder mehrstufig erfolgen. Die Einhaltung der Temperaturen zwischen 315 und 450°C während der Verstreckung ist wegen des hohen Glasumwandlungspunktes der Polyimidfasern (etwa 315°C) notwendig.
- Trotz des hohen Glasumwandlungspunktes der Polymeren kann mit herkömmlichen Stauchkammerkräuselmaschinen bei Temperaturen <.100°C eine befriedigende Kräuselung aufgebracht werden, welche die spätere Weiterverarbeitung der Stapelfasern auf üblichen Textilmaschinen ermöglicht. Die Nachavivierung erfolgt mittels handelsüblicher Avivagen für Synthesefasern, welche kationischen und/oder anionischen und/oder nichtionogenen Charakter haben können. Der Zeitpunkt der Nachavivierung muß nicht unbedingt nach der Hochtemperaturverstreckung, sondern kann auch nach der Kräuselung gewählt werden. Das Schneiden zu Stapelfasern erfolgt mit handelsüblichen Schneidmaschinen. Im Falle der Herstellung von Endlosgarnen werden die Kabelbänder mit der gewünschten Kabelstärke getrennt durch die Nachbehandlungsanlage geführt und nach der Hochtemperaturverstreckung und eventuell einer Nachavivierung auf Spulen aufgewickelt.
- Die Bedingungen, die im erfindungsgemäßen Verfahren in den einzelnen Stufen einzuhalten sind, sind in der folgenden Aufstellung übersichtlich zusammengefaßt:
-

- Die nach dem erfindungsgemäßen Verfahren hergestellten, trockengesponnenen Polyimidfasern zeichnen sich durch folgende Eigenschaften aus:
- - Schwerentflammbarkeit: die Fasern besitzen einen LOI (Limiting Oxygen Index) nach ASTM D-2863 von ≥33 % 02.
- - Die Fasern schmelzen nicht, sondern zersetzen sich bei Temperaturen > 450°C.
- - Thermostabilität: die bisherigen Messungen zeigen, daß die nach obigem Verfahren hergestellten Polyimidfasern Dauertemperaturbelastungen bis 260°C standhalten, ohne ihre Fasereigenschaften merklich einzubüßen.
- - Textilmechanische Faserdaten:
- - ausgezeichnetes Arbeitsvermögen; (ein typisches Kraft/Dehnungs-Diagramm ist in Fig. 2 dargestellt)
- - sehr gute Knoten- und Schlingenfestigkeit;
- niedriger Faserschrumpf in kochendem Wasser (< 0,5 %);
- unregelmäßiger, gelappter bzw. gezähnter Faserquerschnitt;
- - begrenztes Wasseraufnahmevermögen;
- - hoher Glanz;
- - angenehmer, wollähnlicher Griff:
- - Endfasertiter variabel von 0,6 bis 10 dtex.
- - Farbe: die natürliche Farbe der nach obigem Verfahren hergestellten Polyimidfaser ist goldgelb.
- Das erfindungsgemäße Verfahren ist in folgenden Beispielen näher erläutert:
- 9 kg Polyimid der allgemeinen Formel (I) werden in 24,3 kg Dimethylformamid 30 min bei einer Temperatur von 30°C unter Rühren in einem Behälter gelöst. Anschließend wird das Gemisch durch 40-minütiges Erhitzen auf 60°C in eine Spinnlösung übergeführt, bei einem Druck von 507 mbar entgast, filtriert und über eine Zahnradpumpe dem Spinnkopf eines Trockenspinnschachtes zugeführt. Die Verspinnung erfolgt über eine 240-Lochdüse, die Düsenlochform ist kreisrund und besitzt einen Lochdurchmesser von 175 um. Die Spinnlösungstemperatur beträgt vor dem Eintritt in das Düsenpaket 70°C. Die Spinngastemperatur beträgt in Höhe des Düsenpaketes 295°C und am Ende des 8 m langen Spinnschachtes 115°C, die Spinngasmenge 60 m'/h (bezogen auf Normalbedingungen). Die Schachtleistung wird auf 150 kg Faser/d eingestellt. Das Spinngut vom Gesamttiter 2640 dtex, welches einen Rest-DMF-Gehalt von 15 Gew.%, bezogen auf Polymerfeststoff, aufweist, wird auf Spulen gesammelt und zu einem Kabelband vom Gesamttiter 184 800 dtex gefacht. Das Kabelband wird anschließend in Wasser von 90°C gewaschen, in einer Tauchwanne mit einer Antistatik-Avivage versehen, bei 180°C über einen Siebtrommeltrockner getrocknet und anschließend über einen Heizbügel im Verhältnis 1 : 5 verstreckt. Die Oberflächentemperatur des Heizbügels beträgt 380°C. Das verstreckte Kabelband wird mit einer Mischung von kationaktiver/nichtionogener Präparation versehen, in einer Stauchkammer bei Raumtemperatur gekräuselt und zu Stapelfasern von 40 mm Länge geschnitten. Die Fasern, welche einen Endtiter von 2,2 dtex aufweisen, besitzen eine Festigkeit von 28 cN/tex, die Faserdehnung beträgt 34 %, die Schlingenfestigkeit 15 cN/tex, die Knotenfestigkeit 20 cN/tex, der Kochschrumpf ist 0,4 %.
- Die Fasern zeigen im Querschnitt ausgeprägte gelappte bzw. gezählte Form (wie in Fig. 1 dargestellt) und der LOI-Wert, gemessen an einem Strickstrumpf mit einem Flächengewicht von 150 g/m2, beträgt 37 % 02. Werden die Fasern über einen Zeitraum von 250 Stunden einer Temperatur von 260°C ausgesetzt, ändern sich die angegebenen Faserdaten nicht, d.h. die Faser ist bei der angegebenen Temperatur thermostabil. Die Wasseraufnahme der Fasern liegt bei 20°C und 65 % relativer Luftfeuchtigkeit bei 2,7 %.
- 11 kg Polyimid der in Beispiel 1 beschriebenen Zusammensetzung werden in 25 kg Dimethylformamid 40 min bei einer Temperatur von 50°C unter Rühren in einem Behälter gelöst. Anschließend wird das Gemisch durch einstündiges Erhitzen auf 80°C in eine 31,5 %ige Spinnlösung übergeführt, bei einem Druck von 467 mbar entgast, filtriert und über eine Zahnradpumpe dem Spinnkopf eines Trocken-. spinnschachtes zugeführt. Die Verspinnung erfolgt über eine 600-Lochdüse, die Düsenlochform ist kreisrund und besitzt einen Lochdurchmesser von 150 um. Die Spinnlösungstemperatur beträgt vor dem Eintritt in das Düsenpaket 90°C. Die Spinngastemperatur beträgt in der Höhe des Düsenpaketes 320°C und am Ende des Spinnschachtes 120°C, die Spinngasmenge 70 m'/h (bezogen auf Normalbedingungen). Die Schachtleistung wird auf 200 kg Faser/d eingestellt. Das Spinngut vom Gesamttiter 7140 dtex, welches einen Rest-DMF-Gehalt von 17 Gew.%, bezogen auf Polymerfeststoff, aufweist, wird auf Spulen gesammelt und zu einem Kabelband von Gesamttiter 357 000 dtex gefacht. Das Kabelband wird, wie in Beispiel 1 beschrieben, gewaschen, voraviviert, getrocknet und anschließend über beheizte Walzen zweistufig verstreckt. Das Gesamtstreckverhältnis ist 1 : 7, die Oberflächentemperatur der beheizten Walzen beträgt 340°C. Das Kabelband wird bei Raumtemperatur in einer Stauchkräuselkammer gekräuselt, anschließend mit einer nichtionogenen Avivage durch Sprühavivierung behandelt und zu Stapelfasern geschnitten.
- Die Fasern, welche einen Endtiter von 1,7 dtex aufweisen, besitzen eine Festigkeit von 30 cN/tex, die Faserdehnung beträgt 30 %, der Kochschrumpf ist 0,45 %.
- Die Fasern zeigen im Querschnitt die in Fig. 1 dargestellte bzw. in Beispiel 1 beschriebene, charakteristische Form.
- Eine 25 %ige Lösung von Polyimid (Zusammensetzung siehe Beispiel 1) in DMF, welche bei der Polykondensationsreaktion erhalten wurde, wird filtriert und direkt in den Entgasungsbehälter gefüllt. Die weitere Behandlung der Lösung erfolgt wie in Beispiel 1. Die Verspinnung der Lösung erfolgt über eine 240-Lochdüse, die Düsenlochform ist kreisrund und besitzt einen Lochdurchmesser von 175 um. Die Spinnlösungstemperatur beträgt vor dem Eintritt in das Düsenpaket 60°C. Die Spinngastemperatur beträgt in Höhe des Düsenpaketes 260°C und am Ende des Spinnschachtes 110°C, die Spinngasmenge 55 m3/h (bezogen auf Nornalbedingungen). Die Schachtleistung wird auf 130 kg Faser/d eingestellt. Das Spinngut vom Gesamttiter 6240 dtex, welches einen Rest-DMF-Gehalt von 20 Gew.%, bezogen auf Polymerfeststoff, aufweist, wird auf Spulen gesammelt und mehrere Spulen dem Nachbehandlungsprozeß vorgelegt. Die einzelnen Kabelbänder, welche je einen Gesamttiter von 6240 dtex aufweisen, werden getrennt durch den Nachbehandlungsprozeß geführt, also gewaschen, voraviviert und getrocknet. Die Verstreckung erfolgt in einem Schritt in einem Heißluftofen, das Verstreckverhältnis beträgt 1 : 4,7. Die Lufttemperatur beim Verstrecken beträgt 420°C. Die verstreckten Kabelbänder werden anschließend einzeln auf Kreuzspulen als Endlosfilamentbündel gewickelt. Die Einzelfilamente, welche einen Endtiter von 5,5 dtex aufweisen, besitzen eine Festigkeit von 24 cN/tex, die Faserdehnung beträgt 40 %, der Kochschrumpf ist 0,3 %.
- Die Filamente zeigen im Querschnitt die in Fig. 1 dargestellte, charakteristische Form.
Claims (3)



Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0082083A AT377016B (de) | 1983-03-09 | 1983-03-09 | Verfahren zur herstellung von schwer entflammbaren, hochtemperaturbestaendigen polyimidfasern |
| AT820/83 | 1983-03-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0119185A2 true EP0119185A2 (de) | 1984-09-19 |
| EP0119185A3 EP0119185A3 (en) | 1986-11-26 |
| EP0119185B1 EP0119185B1 (de) | 1989-01-18 |
Family
ID=3500501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84890036A Expired EP0119185B1 (de) | 1983-03-09 | 1984-03-01 | Verfahren zur Herstellung von schwer entflammbaren, hochtemperaturbeständigen Polyimidfasern |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4801502A (de) |
| EP (1) | EP0119185B1 (de) |
| JP (1) | JPS59168120A (de) |
| AT (1) | AT377016B (de) |
| CA (1) | CA1229209A (de) |
| DE (1) | DE3476227D1 (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0246634A3 (en) * | 1986-05-21 | 1989-05-10 | Kuraray Co. Ltd. | Heat resistant organic synthetic fibers and process for producing the same |
| WO1989008161A1 (fr) * | 1988-02-26 | 1989-09-08 | Lenzing Aktiengesellschaft | Fibres en polyimide difficilement inflammables et resistantes aux temperatures elevees, corps moules avec ces fibres |
| EP0371957A3 (de) * | 1988-11-29 | 1991-03-27 | Lenzing Aktiengesellschaft | Schwer entflammbare, hochtemperaturbeständige, papierartige Materialien auf Basis von thermostabilen Polymeren |
| US5066760A (en) * | 1989-07-13 | 1991-11-19 | Lenzing Aktiengesellschaft | Mixed polyimides and process for preparing them |
| AT395188B (de) * | 1989-04-13 | 1992-10-12 | Chemiefaser Lenzing Ag | Verfahren zur herstellung schwer entflammbaren, hochtemperaturbestaendigen, papierartigen materials auf basis von polyimidfasern |
| EP0481953A3 (en) * | 1990-10-15 | 1992-10-14 | Lenzing Aktiengesellschaft | Flame-retardant high-temperature resistant polyimidefibers and process for producing the same |
| WO1996004414A1 (en) * | 1994-08-01 | 1996-02-15 | Tamara Kurmangazievna Musina | Polyimide fibres and a method of obtaining them |
| US5804290A (en) * | 1993-11-03 | 1998-09-08 | Lenzing Aktiengesellschaft | Monoaxially stretched molded article made of polytetrafluoroethylene |
| WO2011000764A1 (fr) | 2009-07-03 | 2011-01-06 | Rhodia Operations | Polyamide modifie, procede de preparation, article obtenu a partir de ce polyamide |
| CN111254505A (zh) * | 2020-02-19 | 2020-06-09 | 江苏恒科新材料有限公司 | 一种大有光聚酯纤维及其纺丝所用的喷丝板及其制备方法 |
| CN118407147A (zh) * | 2024-05-06 | 2024-07-30 | 浙江佳人新材料有限公司 | 一种w截面再生半光纤维的制造工艺 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5051210A (en) * | 1988-08-03 | 1991-09-24 | Kyoto Institute Of Technology | Alumina fiber and a method of producing the same |
| JPH0247308A (ja) * | 1988-08-03 | 1990-02-16 | Kyoto Kogei Seni Univ | 導電性アルミナ質繊維及びその製造方法 |
| JPH07310232A (ja) * | 1994-05-13 | 1995-11-28 | Toyobo Co Ltd | バグフィルター用ポリアミドイミド繊維 |
| US6610242B1 (en) | 2000-11-13 | 2003-08-26 | Malcolm Swanson | Method for treating polymeric fiber mats and for making filters from such treated fiber mats |
| US6782185B2 (en) | 2002-07-03 | 2004-08-24 | Sumitomo Electric Industries, Ltd. | Optical variable attenuator and optical module |
| US20050129764A1 (en) * | 2003-12-11 | 2005-06-16 | Vergez Juan A. | Osmotic device containing licofelone |
| US20060248651A1 (en) * | 2005-05-05 | 2006-11-09 | Creative Bedding Technologies, Inc. | Stuffing, filler and pillow |
| JP5086764B2 (ja) * | 2007-10-17 | 2012-11-28 | 株式会社カネカ | 非熱可塑性不織布及びその利用、並びに当該非熱可塑性不織布の製造方法。 |
| EP2204484B1 (de) | 2007-10-26 | 2019-05-15 | Kaneka Corporation | Polyimidfasermasse, schalldämpfungsmaterial, wärmeisolierungsmaterial, flammhemmende matte, filtertuch, hitzebeständige bekleidung, vlies, wärmeisolierendes/schalldämmendes material für ein flugzeug und hitzebeständiges beutelfilter |
| JP5254593B2 (ja) * | 2007-11-05 | 2013-08-07 | 株式会社カネカ | 非熱可塑性ポリイミド繊維を含む繊維集合体を含む断熱・吸音材および航空機 |
| WO2010043705A1 (en) * | 2008-10-17 | 2010-04-22 | Solvay Advanced Polymers, L.L.C. | Fiber or foil from polymers with high tg and process for their manufacture |
| KR101898455B1 (ko) * | 2016-03-31 | 2018-09-13 | 가부시키가이샤 아이.에스.티 | 폴리이미드 섬유 및 폴리이미드 섬유의 제조 방법 |
| DE202020003237U1 (de) * | 2019-07-23 | 2020-08-27 | Evonik Fibres Gmbh | Polyimidfasern für die Heißgasfiltration |
| WO2025168379A1 (en) | 2024-02-09 | 2025-08-14 | Evonik Fibres Gmbh | Solvent soluble polyimide powders and a method for making them |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1603108A (de) * | 1968-06-04 | 1971-03-22 | ||
| CA1035496A (en) * | 1973-10-12 | 1978-07-25 | Upjohn Company (The) | High temperature resistant aromatic copolyimide fibers |
| US3985934A (en) * | 1974-07-26 | 1976-10-12 | The Upjohn Company | Polyimide fiber having a serrated surface and a process of producing same |
| JPS56159314A (en) * | 1980-05-09 | 1981-12-08 | Ube Ind Ltd | Preparation of polyimide fiber |
| JPS57205517A (en) * | 1981-06-11 | 1982-12-16 | Ube Ind Ltd | Preparation of polyimide hollow fiber |
-
1983
- 1983-03-09 AT AT0082083A patent/AT377016B/de not_active IP Right Cessation
-
1984
- 1984-03-01 DE DE8484890036T patent/DE3476227D1/de not_active Expired
- 1984-03-01 EP EP84890036A patent/EP0119185B1/de not_active Expired
- 1984-03-07 CA CA000449016A patent/CA1229209A/en not_active Expired
- 1984-03-08 JP JP59045357A patent/JPS59168120A/ja active Granted
-
1987
- 1987-05-11 US US07/048,975 patent/US4801502A/en not_active Expired - Lifetime
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0246634A3 (en) * | 1986-05-21 | 1989-05-10 | Kuraray Co. Ltd. | Heat resistant organic synthetic fibers and process for producing the same |
| WO1989008161A1 (fr) * | 1988-02-26 | 1989-09-08 | Lenzing Aktiengesellschaft | Fibres en polyimide difficilement inflammables et resistantes aux temperatures elevees, corps moules avec ces fibres |
| EP0371957A3 (de) * | 1988-11-29 | 1991-03-27 | Lenzing Aktiengesellschaft | Schwer entflammbare, hochtemperaturbeständige, papierartige Materialien auf Basis von thermostabilen Polymeren |
| AT395188B (de) * | 1989-04-13 | 1992-10-12 | Chemiefaser Lenzing Ag | Verfahren zur herstellung schwer entflammbaren, hochtemperaturbestaendigen, papierartigen materials auf basis von polyimidfasern |
| US5066760A (en) * | 1989-07-13 | 1991-11-19 | Lenzing Aktiengesellschaft | Mixed polyimides and process for preparing them |
| EP0481953A3 (en) * | 1990-10-15 | 1992-10-14 | Lenzing Aktiengesellschaft | Flame-retardant high-temperature resistant polyimidefibers and process for producing the same |
| US5804290A (en) * | 1993-11-03 | 1998-09-08 | Lenzing Aktiengesellschaft | Monoaxially stretched molded article made of polytetrafluoroethylene |
| WO1996004414A1 (en) * | 1994-08-01 | 1996-02-15 | Tamara Kurmangazievna Musina | Polyimide fibres and a method of obtaining them |
| US5716567A (en) * | 1994-08-01 | 1998-02-10 | Tamara Kurmangazievna Musina | Process for producing polyimide fiber |
| WO2011000764A1 (fr) | 2009-07-03 | 2011-01-06 | Rhodia Operations | Polyamide modifie, procede de preparation, article obtenu a partir de ce polyamide |
| US8952122B2 (en) | 2009-07-03 | 2015-02-10 | Rhodia Operations | Modified polyamide, preparation method thereof and article obtained from said polyamide |
| CN111254505A (zh) * | 2020-02-19 | 2020-06-09 | 江苏恒科新材料有限公司 | 一种大有光聚酯纤维及其纺丝所用的喷丝板及其制备方法 |
| CN118407147A (zh) * | 2024-05-06 | 2024-07-30 | 浙江佳人新材料有限公司 | 一种w截面再生半光纤维的制造工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| US4801502A (en) | 1989-01-31 |
| AT377016B (de) | 1985-01-25 |
| ATA82083A (de) | 1984-06-15 |
| DE3476227D1 (en) | 1989-02-23 |
| JPS6327444B2 (de) | 1988-06-03 |
| CA1229209A (en) | 1987-11-17 |
| JPS59168120A (ja) | 1984-09-21 |
| EP0119185A3 (en) | 1986-11-26 |
| EP0119185B1 (de) | 1989-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0119185B1 (de) | Verfahren zur Herstellung von schwer entflammbaren, hochtemperaturbeständigen Polyimidfasern | |
| DE2948298C2 (de) | ||
| DE1494692A1 (de) | Verfahren zur Herstellung von geformten Gegenstaenden aus Loesungen von vollstaendig aromatischen Polyamiden | |
| EP0801159B1 (de) | Schrumpfarme Hybridgarne, Verfahren zu deren Herstellung und deren Verwendung | |
| DE69518988T2 (de) | Verfahren zur herstellung eines polyesterendlosfilamentgarnes, verwendung des filamentgarnes und davon hergestelltes cord | |
| DE69228599T2 (de) | Flache faser aus aromatischem polyamid | |
| DE3105360C2 (de) | Verfahren zur Herstellung hochfester Fäden aus Polyacrylnitril | |
| DE1928435C3 (de) | Hitzebeständige Fäden und Fasern aus Polyamid-imiden und Verfahren zu ihrer Herstellung | |
| AT395178B (de) | Schwer entflammbare, hochtemperaturbestaendige polyimidfasern, sowie verfahren zu ihrer herstellung | |
| DE1286684B (de) | Verfahren zur Herstellung von Faeden, Fasern oder Folien durch Nass- oder Trockenverspinnen einer Acrylnitrilpolymerisatmischung | |
| EP0283831A1 (de) | Verfahren zur Herstellung von Garnen durch das Schmelzspinnen von Polyethylenterephthalat | |
| DE68928911T2 (de) | Verfahren zur Herstellung von Kohlenstoffasern, oder ihren Ausgangsfasern, mittels Vorstreckung | |
| DE2356329A1 (de) | Synthetische hochpolymere masse zur herstellung von textilem material | |
| DE2023527B2 (de) | Fasern und faeden aus mit 2,2dimethylpropandiol-1,3 modifiziertem polyaethylenterephthalat | |
| DE3609024C2 (de) | Verfahren zum kontinuierlichen thermischen Schrumpfen eines Bandes aus thermisch schrumpfbaren Fasern | |
| DE3015565A1 (de) | Verfahren zur herstellung von geformten koerpern aus regenerierter cellulose aus spinnloesungen | |
| DE3885277T2 (de) | Verfahren zur Behandlung von schrumpffähigen Fasern. | |
| DE1785137C3 (de) | Verfahren zur Herstellung von verstreckten hochmolekularen kristallinen-Polycarbonatfäden | |
| DE4002299A1 (de) | Pan-trockenspinnverfahren aus dmac-loesungen bei erhoehter spinnschachtleistung mittels ueberhitztem dampf | |
| WO1997036028A1 (de) | Verfahren zur herstellung von cellulosischen fasern mit verringerter fibrillierungsneigung | |
| DE3926857C2 (de) | ||
| CH365823A (de) | Verfahren zur Herstellung von Polypropylen enthaltenden synthetischen Stapelfasern | |
| DE19829063A1 (de) | Elastane mit grobem Titer und Naßspinnverfahren zu ihrer Herstellung | |
| DD150765A1 (de) | Verfahren zur herstellung von verbesserten bikomponentfaserstoffen auf acrylnitrilpolymebasis | |
| DD279275A1 (de) | Verfahren zur herstellung von polyarynitrilfaeden mit hoher festigkeit und hohem elastizitaetsmodul |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19870206 |
|
| 17Q | First examination report despatched |
Effective date: 19880202 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: LENZING AKTIENGESELLSCHAFT |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 3476227 Country of ref document: DE Date of ref document: 19890223 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| NLS | Nl: assignments of ep-patents |
Owner name: IMI-TECH FIBRES GMBH |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030226 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20030228 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030311 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030314 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20040229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20040301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20040301 |