EP0025472B2 - Schaltschranktürverschluss-Befestigungsmutter zur Befestigung von aus Metall bestehenden Verschlüssen für Schaltschranktüren - Google Patents
Schaltschranktürverschluss-Befestigungsmutter zur Befestigung von aus Metall bestehenden Verschlüssen für Schaltschranktüren Download PDFInfo
- Publication number
- EP0025472B2 EP0025472B2 EP80100170A EP80100170A EP0025472B2 EP 0025472 B2 EP0025472 B2 EP 0025472B2 EP 80100170 A EP80100170 A EP 80100170A EP 80100170 A EP80100170 A EP 80100170A EP 0025472 B2 EP0025472 B2 EP 0025472B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- switch box
- fixing nut
- tooth
- door lock
- box door
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002184 metal Substances 0.000 title claims abstract description 23
- 239000003973 paint Substances 0.000 claims abstract description 7
- 238000007790 scraping Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 39
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 230000000149 penetrating effect Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 description 10
- 230000002393 scratching effect Effects 0.000 description 9
- 238000006748 scratching Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 6
- 239000004922 lacquer Substances 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000014509 gene expression Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 238000003801 milling Methods 0.000 description 4
- 239000007789 gas Substances 0.000 description 3
- 238000007373 indentation Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 229910000953 kanthal Inorganic materials 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05C—BOLTS OR FASTENING DEVICES FOR WINGS, SPECIALLY FOR DOORS OR WINDOWS
- E05C3/00—Fastening devices with bolts moving pivotally or rotatively
- E05C3/02—Fastening devices with bolts moving pivotally or rotatively without latching action
- E05C3/04—Fastening devices with bolts moving pivotally or rotatively without latching action with operating handle or equivalent member rigid with the bolt
- E05C3/041—Fastening devices with bolts moving pivotally or rotatively without latching action with operating handle or equivalent member rigid with the bolt rotating about an axis perpendicular to the surface on which the fastener is mounted
- E05C3/042—Fastening devices with bolts moving pivotally or rotatively without latching action with operating handle or equivalent member rigid with the bolt rotating about an axis perpendicular to the surface on which the fastener is mounted the handle being at one side, the bolt at the other side or inside the wing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/26—Connections in which at least one of the connecting parts has projections which bite into or engage the other connecting part in order to improve the contact
Definitions
- the invention relates to a control cabinet door fastening nut for fastening metal closures for control cabinet doors, in which the closure passed through a metallic wall is grounded by electrical contact with the metallic wall.
- Such a switch cabinet door lock fastening nut also called simply fastening nut below, is already known from DE-U-76 21 270.
- Control cabinets are mostly made of sheet metal for safety reasons, the control cabinet door e.g. is provided with a rod lock or twist lock closure, as is already known from the aforementioned DE-U-76 21 270.
- a rod lock or twist lock closure As is already known from the aforementioned DE-U-76 21 270.
- an opening is punched into the sheet metal of the door leaf, through which a screw provided with an axial bore is passed, which forms a bearing for the cabinet door closing device and even by means of a nut in the Die cut can be firmly attached.
- These locking devices can also have a square arranged within the bore, which can be rotated with a handle or key that can be plugged onto this square.
- the lock is always in electrical contact with the metallic and thus electrically conductive door leaf, i.e. is grounded.
- the screw provided with the hole or the associated fastening nut must be in electrical contact with the sheet metal of the door leaf.
- Nomel disks which are fan-shaped and have on their outer edges in the one axial direction protrusions, while on the contact surface for the mother have radial, in the other axial direction protruding corrugations, which also to secure the Serve mother.
- the etz-a (Elektrotechnische Zeitschrift), vol. 99, number 2, pages 89 to 92, furthermore DE-C-319 339 and JP-U-11031/76 each disclose toothed screws for the electrically conductive connection of two painted sheets over the paint scraping screws.
- this nut is again unsuitable for fastening closures for control cabinet doors, since it requires relatively high compressive forces for the scratch effect to take effect, which a control cabinet door lock does not allow due to its special design, since on the one hand its wall thickness is much too small for this, and on the other hand only the space available allow very narrow fastening nuts, which therefore contain only a few threads and therefore can only absorb relatively low compressive forces.
- the grater in order to be able to use the known nut at all for fastening the door lock in question, the grater must first be dismantled. In some embodiments this can be done by removing a screw, but in other embodiments with a fixed grater this is not possible, so that the known fastening nut cannot be used there.
- DE-C-319 339 it is not known from DE-C-319 339 to provide both contact surfaces with teeth which are sharp in the tightening direction and have their tips protruding beyond the contact surface for scratching non-conductive layers (such as oxide layers) on the metallic wall.
- the nut described in the Bulten-Kanthal publication has sharp edges arranged on the outer edge, which also protrude beyond the clamping surface, but has the shape of a normal machine screw and would only be a fastening screw for a control cabinet door lock according to the preamble after it has been greatly flattened. or according to DE-U-76 21 270) operational, as already described above.
- the object of the invention is to provide a cabinet door lock fastening nut of the type mentioned, which certainly makes an earth contact to the metallic door leaf surface, is billing in production, and cannot be incorrectly assembled or forgotten.
- control cabinet door fastening nut is also a grounding nut that both side surfaces of the Cabinet door lock fastening nut with teeth sharp in the tightening direction, with their tips protruding beyond the contact surface for scratching non-conductive layers, in particular lacquer and oxide layers on the metallic wall, in order to make electrical contact between the lateral contact surface of the control cabinet door fastening nut and the metallic wall
- each tooth having a width which is substantially smaller than the cross-sectional width of the contact surface of the control cabinet door lock fastening nut, so that a scratched-in material receiving recess is provided in front of each tooth with respect to the tightening direction of rotation, so that each tooth is formed by a material expression that the depression occurred during the production of the material expression, and that the material expression for the simultaneous formation of the teeth and the egg Reductions are generated by a tool that can be applied obliquely in the direction of the sharpness of the tooth to be formed in the material penetr
- the cabinet door locking nut is also the grounding means avoids the need for additional grounding means, e.g. Serrated lock washers, Nomel washers and the like, which on the one hand leads to a cheaper grounding measure, and on the other hand makes it particularly impossible to forget the grounding means.
- additional grounding means e.g. Serrated lock washers, Nomel washers and the like
- each tooth has a smaller width than the cross-sectional width of the contact surface of the fastening nut, the occurrence of unfavorable leakage paths is also prevented, since an annular cross-sectional area is always left, which creates a sealing effect in connection with, for example, the door coating.
- Such fastening nuts can be produced in a single operation, although a tangential force (torque) arises due to the tangential component of the pressure force acting obliquely in the direction of sharpness, that is to say in the tangential direction, on the side surface during tooth production (oblique pressing in of tool tips) onto the fastening nut to be machined or manufactured.
- This torque can namely be easily compensated for by the corresponding torque forces which are generated by the tool tips placed on the other side of the nut.
- the mother then does not need to be held particularly tight (e.g. on its circumference), while the tooling devices engage the two sides of the nut (e.g. while simultaneously pressing and slightly twisting the tool halves against one another), thereby producing the teeth and indentations.
- the material expressions are for the simultaneous formation of the teeth and the sinking gene generated by a tool that can be applied obliquely in the direction of the sharpness of the tooth to be formed penetrating into the material on the side surfaces of the fastening nut.
- Such fastening nuts can be produced in a single operation, although a tangential force (torque) arises on the fastening nut to be machined or manufactured during tooth production (oblique pressing in of tool tips) due to the tangential component of the pressure force acting obliquely in the direction of sharpness, that is to say in the tangential direction on the side surface .
- This torque can namely be easily compensated for by the corresponding torque forces generated by the tool tips placed on the other side of the nut.
- radially opposite teeth are provided in the fastening nut. This is cheap because it makes the load on the nut more uniform. With the hexagon circumference of the fastening nut, it is particularly advantageous to arrange one tooth in the area of each corner.
- the height of the tooth must be greater than the thickness of the lacquer or oxide layer, which is, for example, 50 x 10- 6 m.
- the tooth since the tooth may be partially blunted during tightening, it is advisable to design the tooth so that it is after it Production protrudes by about 0.2 to 0.4 mm beyond the contact surface of the fastening nut.
- the teeth are arranged spirally with a larger radial distance from tooth to tooth over at least part of the support circumference of the fastening nut, the distance differences being approximately the same or slightly smaller than the tooth width.
- a fastening nut which has been stamped from sheet metal and / or deep-drawn has proven to be particularly advantageous.
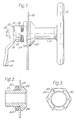
- Fig. 1 is a side view of a so-called rotary bolt or friction door lock, as it is often used in electrical cabinets. It consists of a lock bearing 10, in which an actuating shaft 14 having a toggle handle 12 at its free end is rotatably supported by 90 °. The angle of rotation is limited by a nose 16, which is attached to the actual grater 18 and strikes a stop at two stop surfaces 20 at the end of the bearing cylinder 10 to limit the angle of rotation.
- the grater is fastened to the actuating shaft 14 by means of a screw 22 and slides with its grater surface 24 on a corresponding path of the door frame when the control cabinet door is closed.
- the handle can also be removable, for example by providing a square on the actuating shaft 14 within the bearing 10, onto which a key provided with a corresponding square recess can be attached. Other embodiments such as triangular, double beard, etc. are also possible.
- the bearing 10 and handle 12 if these consist mostly of metal, must be electrically connected to the wall panel 26 of the door leaf, so that this is not caused by a wire that is torn off inside the cabinet and is under tension, for example touching the grater 18 Bearing 10 and the handle 12 under Get tense.
- the opposite surface 32 of the sheet 26 was scraped bare, on which the bearing surface of a fastening nut 34 comes to rest, in which the overall arrangement after being pushed through is fixed by a corresponding punching in the wall sheet 26 by screwing the nut 34 onto a corresponding thread 36 is, the bearing 10 is secured against rotation by flattenings 38 within the punched.
- FIG. 3 shows a fastening nut 34, the two side surfaces 50 of which are provided with teeth 40 which are sharp in the tightening direction and whose tip protrudes beyond the bearing surface 50 for scratching on non-conductive layers 74 (see FIGS. 4, 5a and 5b), and so on to establish an electrical contact between the lateral contact surface 50 of the fastening nut 34 and the metallic wall, here the door leaf 26.
- One of the several teeth 40 that are sharp in the tightening direction (usually a clockwise direction of rotation) is shown in an enlarged top view.
- Fig. 4 and from Fig. 5a which shows a section through Fig.
- the tooth is arranged so that it with its tip 42 when tightening the nut 34 what leads to a movement of the tooth tip 42 with respect to the sheet 26 to the right, scrapes the lacquer layer or oxide layer 44 down to the bare metal of the sheet 26, the scraped-off lacquer or oxide chips 46 expediently being able to collect in a depression 48, which is in front of the tooth tip 42 is provided, as can also be seen in FIG. 5b.
- Tooth tip 42 and countersink 48 can be formed in a particularly favorable manner at the same time that material is thrown up with a suitable tool by pressing into the surface 50 of the nut 34 in such a way that the tip 42 results.
- the tool could be placed obliquely in the direction of the sharpness of the tooth 42 to be formed in the surface 50 and brought to penetrate into the material, the tool simultaneously forming the depression 48 and the material throw-up 42, which automatically indicates a certain sharpness receives its top position if a suitable material is selected for nut 34.
- Brass, hard bronze or steel are particularly suitable for this purpose.
- a simple grain or chisel can be used, but for the cheapest possible production, a machine specially designed for this purpose is of course preferable, with which the teeth and the corresponding depressions on both sides of the fastening nut are produced simultaneously by using appropriate tools the side surfaces of the fastening nut act in, for example, only a single operation.
- the layer 44 of varnish or oxide thin has for example a thickness of less than 50 x 10- e m, also includes the nut 34, the normally standard threaded and the other parts are made accurately, there is less than one revolution between the beginning of the scratching and the final tightening of the screw 34.
- the side surface 50 of the fastening nut 34 approaches the surface 52 of the sheet 26 more and more, while at the same time the apex 42a becomes blunt, as shown in FIG. 5b, while the chips 46, if not in any case, move fall out of the area of the fastening nut 34 because of the vertical arrangement of the metal wall 26, collect in the depression 48.
- the remaining blunted tip 42a will press a little into the material of the sheet 26 and not only bring about an even closer electrical contact with an even lower contact resistance, but also a locking of the fastening nut 34.
- each tooth 40 has a smaller width 54 than the cross-sectional width 56 on the bearing surface 50 of the fastening nut 34. After all, a relatively wide area of the sheet 26 is still scratched free. For particularly hard materials, however, it may be cheaper to make the tooth 40 considerably narrower than the full width 56 of the contact surface 50 of the fastening nut 34, in order to make it even sharper Get scratching effect. In this case, it may be advantageous to arrange a plurality of teeth at radially different distances R from the axis of the nut 34, the difference in distance in each case corresponding approximately to the width 54 of the individual teeth 40 or also being slightly smaller.
- the insulating layer 44 would be removed in strips from the individual teeth, so that after, for example, one full turn of the nut 34, the lacquer would be scraped off in a manner that would correspond to the staggered width of the teeth 40.
- the fastening nut shown in FIG. 3 can be solid, but, as will be explained in more detail below, it can also be punched out of sheet metal and / or deep-drawn. result in considerable material savings.
- the fastening nut will then be made of sheet steel, because steel can be machined particularly well in the form specified and sufficient stability is ensured even when thin-walled material is used.
- the toothed fastening nut can be formed by deep drawing or pressing in one or at most two working steps.
- the deep-drawing tools required for this are complex, but allow simple and extremely inexpensive manufacture.
- a fastening nut according to the invention with teeth which have the shape shown in FIG. 4 can be produced simultaneously with an appropriate tool in a single operation by obliquely pressing in tool tips on both side surfaces, the tooth groups which are sharp in the tightening direction being produced simultaneously.
- the torques created by the oblique placement essentially compensate each other, so that holding the blank is either unnecessary or requires only slight holding forces.
- the machining forces are rather applied in that the opposing tool parts, which grip the two sides of the fastening nut, engage the fastening nut while simultaneously pressing and slightly rotating the tool halves, while simultaneously pressing out the material 42 and the depression 48 on both sides for all effect teeth to be generated simultaneously.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connection Of Plates (AREA)
- Elimination Of Static Electricity (AREA)
- Lock And Its Accessories (AREA)
- Patch Boards (AREA)
Description
- Die Erfindung betrifft eine Schaltschranktürverchluß-Befestigungsmutter zur Befestigung von aus Metall bestehenden Verschlüssen für Schaltschranktüren, bei denen der durch eine metallische wand hindurchgeführte verschluß durch elektrischen Kontakt mit der metallischen Wand geerdet wird.
- Eine derartige Schaltschranktürverschluß-Befestigungsmutter, im folgenden auch einfach Befestigungsmutter genannt, ist aus der DE-U-76 21 270 bereits bekannt.
- Schaltschränke werden aus Sicherheitsgründen meist aus Metallblech hergestellt, wobei die Schaltschranktür z.B. mit einem Stangenverschluß oder Drehriegelverschluß versehen wird, wie er bereits aus der genannten DE-U-76 21 270 bekannt ist. Zur Betätigung dieses Stangenverschlusses oder eines anderen Verschlusses, der einen Reiber aufweist, ist in das Blech des Türblatts ein Durchbruch gestanzt, durch den eine mit einer axialen Bohrung versehene Schraube hindurchgeführt wird, die eine Lagerung für die Schranktürschließeinrichtung bildet und selbst mittels einer Mutter in der Ausstanzung fest befestigt werden kann. Diese Verschließeinrichtungen können auch einen innerhalb der Bohrung angeordneten Vierkant aufweisen, der mit einem auf diesen Vierkant aufsteckbaren Handgriff oder Schlüssel gedreht werden kann.
- Aus Sicherheitsgründen ist es nun notwendig, daß der Verschluß stets in elektrischem Kontakt mit dem metallischen und damit elektrisch leitenden Türblatt steht, d.h. geerdet ist. Zu diesem Zweck muß die mit der Bohrung versehene Schraube bzw. die zugehörige Befestigungsmutter mit dem Blech des Türblattes in elektrischem Kontakt stehen.
- Um diesen elektrischen Kontakt mit Sicherheit zu erreichen, war es bisher üblich, den um die Ausstanzung herum liegenden Bereich des Türblattes während der Fertigung unlackiert zu lassen oder, da dies fertigungstechnisch manchmal erhebliche Probleme bringt, diesen Bereich nach dem Lackieren wieder vom Lack zu befreien, beispielsweise durch Abschleifen. Dies bedeutet jedoch einen zusätzlichen Arbeitsschritt, der das Herstellungsverfahren verteuert, außerdem ist nicht sichergestellt, daß nur die später mit der Schraube oder der Mutter in Kontakt tretende Fläche vom Lack befreit wird, sondern auch darüber hinausgehende Bereiche, was unschön aussehen kann und auch diese Flächen rostanfällig macht, da das Material der Schaltschränke meist Stahlblech ist.
- Läßt man das Blech vor vornherein unlackiert, ergibt sich als weiterer Nachteil, daß nicht sichergestellt ist, daß auch Oxidreste und Verschmutzungen, die während des Walzens des Stahlblechs entstanden sind, so sicher entfernt werden, daß nicht etwa doch durch hohe Übergangswiderstände zwischen der Befestigungsmutter und dem Türblatt sich eine schlechte Erdung ergibt.
- Man hat sich vielfach dadurch geholfen, daß man zwischen der Mutter und der Türblattfläche eine Fächerscheibe angeordnet hat, die durch ihre Fächerung beim Hin- und Herbewegen der Mutter während des Festziehvorganges eventuell vorhandene Lack-und Oxidschichten des Stahlbleches sowie ggf. der Befestigungsmutter durchdringen und dadurch einen einwandfreien Erdungskontakt herstellen, siehe z.B. die aus dem Jahre 1970 stammende VDE-0660-Druckschrift, Seite 35, vorletzter Absatz.
- Eine weitere Möglichkeit ist die Verwendung von Nomelscheiben, die fächerförmig ausgebildet sind und an ihren Außenkanten in die eine axiale Richtung weisende Vorsprünge besitzen, während sie an der Auflagefläche für die Mutter radiale, in die andere axiale Richtung vorspringende Riffelungen besitzen, die ebenfalls zur Sicherung der Mutter dienen.
- Nachteilig bei der Verwendung von Fächerscheiben und Nomelscheiben ist jedoch die Tatsache, daß ein zusätzliches Teil benötigt wird, das zum einen die Kosten erhöht und zum anderen möglicherweise bei der Montage falsch eingelegt oder gar ganz vergessen wird, so daß der Sicherungszweck verfehlt wird.
- AusderUS-A-21 12 494 und der DE-A-26 41 177 ist jeweils eine beidseitig mit Zähnen und diesen Zähnen zugeordneten Einsenkungen versehene Schraubenmutter (Sperrzahnmutter) bekannt, bei der die Zähne zur Schraubensicherung dienen. Beim Festziehen (US-A-21 12 494) bzw. Lösen (DE-A-26 41 177) sollen sich die Zähne in das Material des Werkstücks eingraben und sich dabei verhaken. Bei der US-A-21 12 494 wird erwähnt, daß die Einsenkungen vom Werkstück teilweise durch die Schneidwirkung der Zähne abgeschnittenes Material als zusammengedrängte Masse aufnehmen sollen, um dadurch die "Klemmeinrichtung" gegen Bewegung zu sichern (siehe Seite 2, rechte Spalte, Zeilen 59 bis 64). Eine Anregung in dem Sinne, daß eine Mulde bezüglich dar Festziehrichtung vor jedem Zahn deshalb anzuordnen ist, um so sicherzustellen, daß abgekratztes Material sich nicht zwischen die eigentliche Auflagefläche der Mutter und der Auflagefläche des Türblatts festsetzt und dadurch den Erdungskontakt und die Gasdichtheit verschlechtert, findet sich in diesen Druckschriften jedoch nicht. Im Gegenteil wird der Fachmann durch den Hinweis beispielsweise in der DE-A-26 41 177, daß diese Mulde. "nicht stört", gerade nicht dazu angeregt, diese Mulde bewußt zur Erfüllung bestimmter Zwecke (hier der Herstellung eines Erdungskontaktes und der Herstellung einer Gasdichtheit) vorzusehen, vielmehr wird er diesem Hinweis nachgehend eher Lösungsmöglichkeiten ins Auge nehmen, bei denen derartige Mulden gar nicht erst entstehen. Bei der US-A-21 12 494 findet sich im übrigen der Hinweis, daß ein erheblicher Druck notwendig ist, damit das Einschneiden in das Werkstückmaterial stattfinden kann, siehe Seite 2, rechte Spalte, Zeilen 39 bis 48. Dies ist bei Befestigungsmuttern für Schaltschrankverschlüsse mit ihrer begrenzten Festigkeit ein Merkmal, das den Durchschnittsfachmann ebenfalls nicht dazu anregen kann, bei Schaltschranktürverschlüssen die Befestigungsschraube mit derartigen Zähnen zu versehen, die erheblichen Druck notwendig machen. Aus alledem ergibt sich, daß diese beiden Druckschriften von Aufgabenstellung und Lösung her dem Durchschnittsfachmann keinerlei Anregungen geben können, die auf den Erfindungsgegenstand führen. Beide Druckschriften betreffen vielmehr nur Maßnahmen zur Sicherung von Schrauben gegen Lösen und sind daher für den Gegenstand der vorliegenden Erfindung nicht relevant.
- Die etz-a (Elektrotechnische Zeitschrift), Bd. 99, Heft 2, Seiten 89 bis 92, desweiteren die DE-C-319 339 und die JP-U-11031/76 offenbaren jeweils mit Zähnen versehene Schrauben für die elektrisch leitende Verbindung zweier lackierter Bleche über die lackabkratzenden Schrauben. Die etz-a erwähnt dabei in der Zusammenfassung gleich nach dem Titel, daß die Schraubverbindung der Erdung der Bauteile dient.
- Soweit in den oben geschilderten Druckschriften lediglich Schrauben (und keine Muttern) erwähnt werden, ist zu sagen, daß Schrauben überhaupt nicht geeignet sind, einen Schaltschranktürverschluß der eingangs geschilderten Art zu befestigen, da dieser Schaltschranktürverschluß keinerlei Öffnungen oder Durchbrüche besitzt, durch die Schrauben hindurchgesteckt und zur Befestigung des Verschlusses verwendet werden können.
- Eine Mutter mit auf den Seitenflächen befindlichen Zähnen für Erdungszwecke zeigt von allen Entgegenhaltungen letztlich nur die DE-C-319 339, sowie eine Druckschrift der Firma Bulten-Kanthal AB, Hallstahammar, Schweden, vom Februar 1979, mit der Bezeichnung PI Nr. 7905 E, wobei aus der DE-C-319 339 eine Mutter zur Herstellung eines elektrischen Kontaktes bekanntgeworden ist, die durch ihre an den beiden Druckflächen befindlichen "Erhöhungen" f bzw. durch kratzend ausgebildete Teile Oxidschichten auf den Kontaktflächen aufkratzt. Jedoch ist diese Mutter zur Befestigung von Verschlüssen für Schaltschranktüren wiederum ungeeignet, da sie zum Wirksamwerden des Kratzeffektes relativ hohe Druckkräfte erfordert, die ein Schaltschranktürverschluß aufgrund seiner besonderen Bauform nicht zuläßt, da zum einen seine Wandstärke dafür viel zu gering ist, zum anderen die Platzverhältnisse nur sehr schmale Befestigungsmuttem zulassen, die dadurch nur wenig Gewindegänge enthalten und daher nur verhältnismäßig geringe Druckkräfte aufnehmen können. Hinzu kommt, daß, um die bekannte Mutter überhaupt zur Befestigung des hier in Rede stehenden Türverschlusses verwenden zu können, zunächst dessen Reiber demontiert werden muß. Dies kann zwar bei einigen Ausführungsformen durch Entfernen einer Schraube geschehen, bei anderen Ausführungsformen mit fixiertem Reiber ist dies jedoch nicht möglich, so daß dort die bekannte Befestigungsmutter nicht angewendet werden kann.
- Außerdem ist aus der DE-C-319 339 nicht bekannt, beide Auflageflächen mit in festziehrichtung scharfen, mit ihrer Spitze über die Auflagefläche hinausragenden Zähnen zum Aufkratzen von nichfleitenden Schichten (wie Oxidschichten) auf der metallischen Wand zu versehen.
- Aus dem Gesamtzusammenhang ist vielmehr zu entnehmen, daß es sich bei den in der Druckschrift erwähnten "Zähnen" um über die Auflagefläche der Mutter gerade nicht hinausragende Fräsleisten handelt. Da diese Fräsleisten zudem sich über die gesamte Querschnittsbreite der Auflagefläche der Mutter erstrecken, wird die erforderliche Druckkraft noch stärker erhöht und außerdem ein oftmals nicht erwünschter Leckweg durch diese Fräsleisten entstehen, der von der einen Türblattebene durch die Fräsleisteneinpressungen, entlang dem Außenumfang des Verschlußgehäuses zur entgegengesetzten Türblattfläche führt. Durch diesen Leckweg können Feuchtigkeit in den Schaltschrank eindringen, oder auch aggressive oder explosionsgefährdete Gase, sofern der Schaltschrank in entsprechenden Umgebungen eingesetzt wird.
- Die in der Bulten-Kanthal-Druckschrift beschriebene Mutter besitzt dagegen am äußeren Rand angeordnete, über die Klemmfläche auch vorspringende scharfe Kanten, hat im übrigen aber die Form einer normalen Maschinenschraube und wäre insoweit erst nach starker Abflachung als Befestigungsschraube für einen Schaltschranktürverschluß gemäß dem Oberbegriff (bzw. gemäß der DE-U-76 21 270) einsatzfähig, wie weiter oben bereits geschildert. Insbesondere fehlt es aber an dem wichtigen Merkmal der bezüglich der in Festziehrichtung vor jedem Zahn vorgesehenen, abgekratztes Material aufnehmenden Einsenkung. Abgekratztes Material kann sich daher zwischen die eigentliche Auflagefläche der Mutter und des Türblattes festsetzen und dadurch den Erdungskontakt verschlechtern.
- Denkbar ist auch, daß derartiges abgekratztes Material an manchen Stellen ein sattes Anliegende Auflagefläche der Mutteran der Türblattfläche verhindert und dadurch die Gefahr der Erhöhung des Erdungswiderstandes sich ergibt.
- Aufgabe der Erfindung ist es, eine Schaltschranktürverschluß-Befestigungsmutter der eingangs genannten Art zu schaffen, die mit Sicherheit einen Erdungskontakt zur metallischen Türblattfläche herstellt, billing in der Herstellung ist, und nicht falsch montiert oder vergessen werden kann.
- Gelöst wird die Aufgabe dadurch, daß die Schaltschranktürverschlüß-Befestigungsmutter gleichzeitig Erdungsmutter ist, daß beide Seitenflächen der Schaltschranktürverschluß-Befestigungmutter mit in Festziehrichtung scharfen, mit ihrer Spitze über die Auflagefläche hinausragenden Zähnen zum Aufkratzen von nichtleitenden Schichten, insbesondere Lack- und Oxidschichten auf der metallischen Wand versehen sind, um einen elektrischen Kontakt zwischen der seitlichen Auflagefläche der Schaltschranktürverschluß-Befestigungsmutter und der metallischen Wand herzustellen, um dadurch gesonderte Erdungsmaßnahmen entbehrlich zu machen wobei jeder Zahn eine wesentlich kleinere Breite als die Querschnittsbreite der Auflagefläche der Schaltschranktürverschluß-Befestigungsmutter besitzt, daß bezüglich der Festziehdrehrichtung vor jedem Zahn eine abgekratztes Material aufnehmende Einsenkung vorgesehen ist, daß jeder Zahn von einer Materialherausdrückung gebildet ist, daß die Einsenkung beim Erzeugen der Materialherausdrückung entstanden ist, und daß die Materialherausdrückungen für die gleichzeitige Bildung der Zähne und der Einsenkungen durch ein Werkzeug erzeugt sind, das schräg in Richtung der Schärfe des jeweils zu bildenden Zahnes in das Material eindringend an die Seitenflächen der Schaltschranktürverschluß-Befestigungsmutter ansetzbar ist, und daß mehrere Zähne in jeweils anderen Radialabstand (R1, R2, R3) von der Mutternachse angeordnet sind.
- Durch diese Kombination von Merkmalen wird die o.g. Aufgabe gelöst.
- Dadurch, daß die Schaltschranktürverschluß-Befestigungsmutter, gleichzeitig das Erdungsmittel ist, vermeidet man die Notwendigkeit von zusätzlichen Erdungsmitteln, wie z.B. Fächerscheiben, Nomelscheiben und dgl., was zum einen zu einer Verbilligung der Erdungsmaßnahme führt, zum anderen aber insbesondere ein Vergessen des Erdungsmittels unmöglich macht.
- Dadurch, daß beide Seitenflächen der Befestigungsmutter mit Zähnen versehen sind, wird eine falsche Montage der Erdungsmutter und damit eine Vereitelung der einwandfreien Erdung verhindert, außerdem wird die Herstellung erleichtert und damit verbilligt, wie noch ausgeführt wird.
- Dadurch, daß die Zähne in Festziehrichtung scharf sind und insbesondere über die Auflagefläche hinausragen, wie auch dadurch, daß der Zahn jeweils eine kleinere Breite als die Querschnittsbreite der Auflagefläche der Befestigungsmutter aufweist, läßt sich der für den Aufkratzvorgang benötigte Preßdruck verringern, wodurch die Befestigungsmutter für die erdende Befestigung von Schaltschranktürverschlüssen ihre Eignung bekommt, da derartige Befestigungsmuttern aus Platzgründen sehr flach gehalten werden müssen und damit nurwenige Gewindegänge aufweisen und zudem das dünnwandige Verschlußgehäuse von üblichen Schaltschranktürverschlüssen oftaus nichtsehrzugfestem Druckgußmaterial hergestellt wird, so daß die für den Kratzvorgang zur Verfügung stehenden Druckkräfte nur begrenzt sind.
- Durch das Merkmal, daß jeder Zahn eine kleinere Breite als die Querschnittsbreite der Auflagefläche der Befestigungsmutter besitzt, wird zudem das Entstehen von ungünstigen Leckwegen verhindert, da stets ein ringförmiger Querschnittsbereich übrig bleibt, der in Verbindung beispielsweise mit der Türlackierung eine Abdichtwirkung erzeugt.
- Dadurch, daß bezüglich der Festziehdrehrichtung vor jedem Zahn eine abgekratztes Material aufnehmende Einsenkung vorgesehen ist, kann sich dieses abgekratzte Material nicht zwischen die eigentliche Auflagefläche der Mutter und des Türblattes festsetzen und dadurch etwa den Erdungskontakt verschlechtern oder durch nicht sattes Anliegen der Auflagefläche der Mutter an der Türblattfläche wiederum sich eine Undichtigkeit ergeben.
- Besonders kostengünstig ist es, den Zahn mit Hilfe einer Materialherausdrückung zu bilden, welches Herausdrücken gleichzeitig zur Bildung einer bezüglich der zu Festziehdrehrichtung vor dem Zahn liegende Einsenkung führen könnte, welche Einsenkung zur Aufnahme von abgekratztem Material dient. Dadurch, daß abgekratztes Material in diese Einsenkung aufgenommen werden kann, kann es sich nicht zwischen die eigentliche Auflagefläche der Mutter und des Türblattes festsetzen und dadurch etwa den Erdungskontakt verschlechtern. Die Materialherausdrückungen sind für die gleichzeitige Bildung der Zähne und der Einsenkungen durch ein Werkzeug erzeugt, das schräg in Richtung der Schärfe des jeweils zu bildenden Zahnes in das Material eindringend an die Seitenflächen der Befestigungsmutter ansetzbar ist. Derartige Befestigungsmuttern sind in einem einzigen Arbeitsgang herstellbar, obwohl bei derZahnherstellung (schräges Eindrücken von Werkzeugspitzen) auf die zu bearbeitende oder herzustellende Befestigungsmutter eine Tangentialkraft (Drehmoment) aufgrund der Tangentialkomponente der schräg in Richtung der Schärfe, also in Tangentialrichtung auf die Seitenfläche einwirkenden Druckkraft entsteht. Dieses Drehmoment kann nämlich problemlos durch die entsprechenden Drehmomentkräfte kompensiert werden, die durch die auf der anderen Seite der Mutter aufgesetzten Werkzeugspitzen erzeugt werden. Dies gilt insbesondere dann, wenn auf beiden Seiten der Mutter eine gleich große Anzahl von Zähnen etwa gleicher Abmessungen in etwa gleicher oder symmetrischer Radialabstandsanordnung erzeugt werden. Die Mutter braucht dann nicht (z.B. an ihrem Umfang) besonders festgehalten zu werden, während die Werzeugeinrichtungen die beiden Seiten der Mutter (z.B. unter gleichzeitigem Andrücken und geringfügigem gegenseitigen Verdrehen der Werkzeughälften) in Eingriff nehmen und dabei die Zähne und Einsenkungen erzeugen.
- Die Materialherausdrückungen sind für die gleichzeitige Bildung der Zähne und der Einsenkungen durch ein Werkzeug erzeugt, das schräg in Richtung der Schärfe des jeweils zu bildenden Zahnes in das Material eindringend an die Seitenflächen der Befestigungsmutter ansetzbar ist. Derartige Befestigungsmuttern sind in einem einzigen Arbeitsgang herstellbar, obwohl bei der Zahnherstellung (schräges Eindrücken von Werkzeugspitzen) auf die zu bearbeitende oder herzustellende Befestigungsmutter eine Tangentialkraft (Drehmoment) aufgrund der Tangentialkomponente der schräg in Richtung der Schärfe, also in Tangentialrichtung auf die Seitenfläche einwirkenden Druckkraft entsteht. Dieses Drehmoment kann nämlich problemlos durch die entsprechenden Drehmomentkräfte kompensiert werden, die durch die auf der anderen Seite der Mutter aufgesetzten Werzeugspitzen erzeugt werden. Dies gilt insbesondere dann, wenn auf beiden Seiten der Mutter eine gleich große Anzahl von Zähnen etwa gleicher Abmessungen in etwa gleicher oder symmetrischer Radialabstandsanordnung erzeugt werden. Die Mutter braucht dann nicht (z.B. an ihrem Umfang) besonders festgehalten zu werden, während die Werkzeugeinrichtungen die beiden Seiten der Mutter (z.B. unter gleichzeitigem Andrücken und geringfügigem gegenseitigen Verdrehen der Werkzeughälften) in Eingriff nehmen und dabei die Zähne oder Einsenkungen erzeugen.
- Günstig ist es auch, dem einzelnen Zahn nicht nur eine kleinere Breite als der Querschnittsbreite der Auflagefläche der Befestigungsmutter entspricht, zu geben, sondern diese Breite wesentlich kleiner zu machen, und dann mehrere Zähne in jeweils anderem Radialabstand von der Mutternachse anzuordnen. Durch diese Anordung der Zähne wird die isolierende Schicht mit einer größeren Breite abgeschabt, als es der Breite des einzelnen Zahnes entspricht, was einen noch besseren Erdnungskontakt herzustellen ermögl icht.
- Gemäß einer vorteilhaften Weiterbildung der Erfindung sind bei der Befestigungsmutter radial sich gegenüberliegende Zähne vorgesehen. Dies ist günstig, weil dadurch die Belastung der Mutter gleichförmiger wird. Bei Sechseckumfang der Befestigungmutter ist es dabei besonders vorteilhaft, jeweils einen Zahn im Bereich einer jeden Ecke anzuordnen.
- Die Höhe des Zahnes muß größer als die Dicke der Lack- oder Oxidschicht sein, die beispielsweise 50 x 10-6 m beträgt Da außerdem der Zahn möglicherweise während des Festziehens teilweise abgestumpft wird, ist es zweckmäßig, den Zahn so auszuführen, daß er nach seiner Herstellung um etwa 0,2 bis 0,4 mm über die Auflagefläche der Befestigungsmutter hinausragt.
- Gemäß einer noch anderen Weiterbildung der Erfindung erfolgt über zumindest einen Teil des Auflagenumfanges der Befestigungsmutter die Anordung der Zähne spiralförmig mit von Zahn zu Zahn größerem Radialabstand, wobei die Abstandsdifferenzen etwa gleich oder etwas kleiner als die Zahnbreite sind.
- Als besonders vorteilhaft hat sich einer Befestigungsmutter erwiesen, die aus Metallblech gestanzt und/oder tiefgezogen ist.
- Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen näher erläutert, die in den Zeichnungen dargestellt sind.
- Es zeigt :
- Fig. 1 in einer Seitenansicht einen Schaltschranktürverschluß, der in der Blechwand des Türblattes mittels einer Befestigungsmutter gehalten ist;
- Fig. 2 eine Schnittansicht durch eine in einer Blechwand mit einer Befestigungsmutter befestigte Türverschlußlagerung ;
- Fig. 3 eine Befestigungsmutter in Draufsicht gemäß einer Ausführungsform der Erfindung ;
- Fig. 4 eine vergrößerte Teilansicht der Befestigungsmutter der Fig. 3 ;
- Fig. 5a eine Detailschnittansicht längs der Linie V-V der Fig. 4 zur Darstellung der Schabewirkung des Zahnes auf das mit Lack beschichtete Blech;
- Fig. 5b eine ähnliche Ansicht wie Fig. 5a, jedoch mit durch die Schabewirkung abgestumpftem Zahn und mit durch abgeschabtes Material gefüllter Einsenkung; und
- Fig. 6 eine weitere Ausführunqsform der erfindungsgemäßen Befestigungsmutter mit spiralförmig angeordneten Zähnen.
- In Fig. 1 ist eine Seitenansicht auf einen sogenannten Drehriegel- oder Reibertürverschluß dargestellt, wie er bei elektrischen Schaltschränken häufig angewendet wird. Er besteht aus einem Verschlußlager 10, in dem eine an ihrem freien Ende einen Knebelhandgriff 12 aufweisende Betätigungswelle 14 um 90° drehbar gelagert ist. Der Drehwinkel wird durch eine Nase 16 begrenzt, die auf dem eigentlichen Reiber 18 angebracht ist und an zwei Anschlagflächen 20 einer Einsenkung am Ende des Lagerzylinders 10 zur Begrenzung des Drehwinkel anschlägt.
- Der Reiber ist an der Betätigungswelle 14 mittels einer Schraube 22 befestigt und gleitet mit seiner Reiberfläche 24 auf einer entsprechenden Bahn der Türzarge beim Schließen der Schaltschranktür. Der Handgriff kann auch abnehmbar sein, beispielsweise indem innerhalb des Lagers 10 ein Vierkant an der Betätigungswelle 14 vorgesehen wird, auf den ein mit einer entsprechenden Vierkantausnehmung versehener Schlüssel aufsteckbar ist. Andere Ausführungsformen wie Dreikant, Doppelbart usw. sind ebenfalls möglich.
- Aus Sicherheitsgründen müssen Lager 10 und Handgriff 12, falls diese wie meist aus Metall bestehen, mit dem Wandblech 26 des Türblatts elektrisch verbunden werden, damit nicht etwa durch einen innerhalb des Schrankes abgerissenen, unter Spannung stehenden Draht, der beispielsweise den Reiber 18 berührt, das Lager 10 und der Handgriff 12 unter Spannung geraten.
- Um eine sichere Erdverbindung zwischen dem Lager 10 und dem Handgriff 12 und der Türfläche 26 herzustellen, war es bisher üblich, das Türblech 26 im Bereich der Auflagebleche 28 des Flansches 30 des Lagers 10, siehe Fig. 2, vor dem Einbau blankzuschaben, so daß ein sicherer Erdungskontakt mit geringem Übergangswirderstand erhalten wird.
- Alternativ wurde die gegenüberliegende Fläche 32 des Bleches 26 blankgeschabt, auf der die Auflagefläche einer Befestigungsmutter 34 zu liegen kommt, bei der die Gesamtanordnung nach dem Durchstecken durch eine entsprechende Ausstanzung in dem Wandblech 26 festgelegt wird, indem die Mutter 34 auf ein entsprechendes Gewinde 36 aufgeschraubt wird, wobei das Lager 10 durch Ablachungen 38 innerhalb der Ausstanzung drehgesichert ist.
- Das Abkratzen des Lackes vor der Montage der Verschlußeinrichtung wie auch die Anwendung von Zusatzeinrichtungen, wie Nomelscheiben, Fächerscheiben o. dgl. läßt sich vermeiden, wenn zur Befestigung der Verschlußeinrichtung eine Befestigungsmutter 34 Verwendung findet, wie sie im folgenden näher beschrieben wird.
- So zeigt die Fig. 3 eine Befestigungsmutter 34, deren beide Seitenflächen 50 mit in Festziehrichtung scharfen, mit ihrer Spitze über die Auflagefläche 50 hinausragenden Zähnen 40 zum Aufkratzen von nichtleitenden Schichten 74 (siehe Fig. 4, 5a und 5b) versehen ist, um so einen elektrischen Kontakt zwischen der seitlichen Auflagefläche 50 der Befestigungsmutter 34 und der metallischen Wand, hier dem Türblatt 26, herzustellen. Von dem mehreren in Festziehrichtung (üblicherweise eine Rechtsdrehrichtung) scharfen Zähnen 40 ist in Fig. 4 einer in vergrößerter Draufsicht dargestellt. Wie aus dieser Fig. 4 sowie aus der Fig. 5a, die einen Schnitt durch die Fig. 4 längs der Linien V-V wiedergibt, zu erkennen ist, ist der Zahn so angeordnet, daß er mit seiner Spitze 42 beim Festziehen der Mutter 34, was zu einer Bewegung der Zahnspitze 42 bezüglich des Bleches 26 nach rechts führt, die Lackschicht oder Oxidschicht 44 bis auf das blanke Metall des Bleches 26 abkratzt, wobei die abgekratzten Lack- oder Oxidspäne 46 zweckmäßigerweise in einer Einsenkung 48 sich sammeln können, die vor der Zahnspitze 42 vorgesehen ist, wie auch Fig. 5b erkennen läßt.
- Zahnspitze 42 und Einsenkung 48 können in besonders günstiger Weise gleichzeitig dadurch gebildet werden, daß mit einem geeigneten Werkzeug Material durch Eindrücken in die Oberfläche 50 der Mutter 34 in der Form aufgeworfen wird, daß sich die Spitze 42 ergibt. Zu diesem Zweck könnte beispielsweise das Werkzeug schräg in Richtung der Schärfe des zu bildenden Zahnes 42 in die Fläche 50 aufgesetzt und zum Eindringen in das Material gebracht werden, wobei gleichzeitig das Werkzeug die Einsenkung 48 und den Materialaufwurf 42 bildet, der automatisch eine bestimmte Scharfkantigkeit an seiner obersten Stelle erhält, falls für d ie Mutter 34 ein geeignetes Material gewählt wird. Für diesen Zweck besonders geeignet sind Messing, Hartbronze oder Stahl.
- Als Werkzeug kann ein einfacher Körner oder Meißeil herangezogen werden, für die möglichst billige Herstellung ist aber natürlich eine speziell für diesen Zweck konstruierte Maschine vorzuziehen, mit der die Zähne und die zugehörigen Einsenkungen auf beiden Seiten der Befestigungsmutter gleichzeitig dadurch hergestellt werden, daß entsprechende Werkzeuge auf die Seitenflächen der Befestigungsmutter in beispielsweise nur einem einzigen Arbeitsgang einwirken.
- Je nach Ganghöhe des Gewindes der Schraube 34 und je nach der Dicke und Festigkeit der Schicht 44 ist eine ganze oder auch mehr als eine ganze Umdrehung erforderlich, um die Mutter 34 fest anzuziehen.
- Ist die Schicht 44 aus Lack oder Oxid jedoch dünn, besitzt sie z.B. eine Dicke von weniger als 50 x 10-e m, weist außerdem die Mutter 34 das normalerweise übliche Gewinde auf und sind die übrigen Teile genau gearbeitet, ergibt sich weniger als eine Umdrehung zwischen dem Beginn des Kratzens und dem endgültigen Festziehen der Schraube 34. Hier, wirkt sich günstig aus, daß mehrere Zähne auf der Auflagefläche der Mutter 34 vorgesehen sind, wie in der Fig. 3 dargestellt ist. Auf diese wird auch in diesem Falle gewährleistet, daß der gesamte Kreisbogen der Auflagefläche 32 des Bleches 26 für die Mutter 34 von zumindest einem Zahn 42 überstrichen und damit zumindest teilweise von seiner isolierenden Schicht 44 befreit ist. Während die Befestigungsmutter festgezogen wird, nähert sich die Seitenfläche 50 der Befestigungsmutter 34 der Fläche 52 des Bleches 26 immer mehr an, wobei gleichzeitig eine Abstumpfung der Spitze 42a eintritt, wie es Fig. 5b zeight, während sich die Späne 46, soweit sie nicht ohnehin wegen senkrechter Anordung der Metallwand 26 aus dem Bereich der Befestigungsmutter 34 herausfallen, sich in der Einsenkung 48 sammeln. Zum Ende des Festziehens wird sich die verbliebene abgestumpfte Spitze 42a in das Material des Bleches 26 ein Stück eindrücken und dadurch nicht nur einen noch engeren elektrischen Kontakt mit noch geringerem Übergangswiderstand bewirken, sondern auch eine Arretierung der Befestigungsmutter 34 ergeben.
- Aus den eingangs geschilderten Gründen besitzt jeder Zahn 40 eine kleinere Breite 54 als die Querschnittsbreite 56 auf Lagerfläche 50 der Befestigungsmutter34. Immerhin wird noch ein relativ breiter Bereich des Bleches 26 freigekratzt. Für besonders harte Materialien kann es aber günstiger sein, den Zahn 40 erheblich schmäler zu machen, als es der vollen Breite 56 der Auflagefläche 50 der Befestigungsmutter 34 entspricht, um so eine noch schärfere Kratzwirkung zu erhalten. In diesem Falle kann es günstig sein, mehrere Zähne in radial unterschiedlichen Abständen R von der Achse der Mutter 34 anzuordnen, wobei die Abstandsdifferenz jeweils etwa der Breite 54 der einzelnen Zähne 40 entsprechen würde oder auch geringfügig Kleiner wäre. Durch diese gestaffelte Anordung der Zähne 40 würde die isolierende Schicht 44 von den einzelnen Zähnen streifenweise entfernt werden, so daß nach z.B. einer vollen Umdrehung der Mutter 34 der Lack in einer Weise abgeschabt wäre, die der Staffelbreite der Zähne 40 entspräche.
- Die in Fig. 3 dargestellte Befestigungsmutter kann massiv sein, sie kann aber auch, wie im folgenden noch näher erläutert wird, aus Metallblech gestanzt und/oder tiefgezogen sein, wobei sich u.a. erhebliche Materialeinsparungen ergeben. Vorzugsweise wird die Befestigungsmutter dann aus Stahlblech bestehen, weil sich Stahl besonders gut in der angegebenen Form bearbeiten läßt und auch bei Anwendung von dünnwandigem Material noch ausreichende Stabilität gewährleistet ist.
- Die mit Zähnen zu versehende Befestigungsmutter kann durch Tiefziehen oder Pressen in einem, allerhöchstens zwei Arbeitsschritten gebildetwerden. Die dafür erforderlichen Tiefziehwerkzeuge sind zwar aufwendig, erlauben aber eine einfache und außerordentlich preisgünstige Herstellung.
- So läßt sich eine erfindungsgemäße Befestigungsmutter mit Zähnen, die die in Fig. 4 dargestellte Form aufweisen, mit entsprechendem Werkzeug in einem einzigen Arbeitsgang durch schräges Eindrücken von Werkzeugspitzen gleichzeitig an beiden Seitenflächen herstellen, wobei die in Anziehrichtung scharfen Zahngruppen gleichzeitig entstehen. Die durch das schräge Aufsetzen entstehenden Drehmomente kompensieren sich im wesentlichen gegenseitig, so daß das Festhalten des Rohlings entweder entbehrlich ist oder nur geringe Haltekräfte erfordert. Die Bearbeitungskräfte werden vielmehr dadurch aufgebracht, daß die sich gegenüberstehenden, die beiden Seiten der Befestigungsmutter greifenden Werkzeugteile die Befestigungsmutter unter gleichzeitigem Andrücken und geringfügigem gegenseitigen Verdrehen der Werkzeughälften in Eingriff nehmen und dabei die Materialherausdrückung 42 und die Einsenkung 48 in einem Arbeitsgang auf beiden Seiten für alle zu erzeugenden Zähne gleichzeitig bewirken.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT80100170T ATE10048T1 (de) | 1979-09-08 | 1980-01-15 | Befestigungsmutter zur befestigung von aus metall bestehenden verschluessen fuer schaltschranktueren. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19792936405 DE2936405A1 (de) | 1979-09-08 | 1979-09-08 | Erdungsmutter |
| DE2936405 | 1979-09-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0025472A1 EP0025472A1 (de) | 1981-03-25 |
| EP0025472B1 EP0025472B1 (de) | 1984-10-24 |
| EP0025472B2 true EP0025472B2 (de) | 1991-07-10 |
Family
ID=6080419
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80100170A Expired - Lifetime EP0025472B2 (de) | 1979-09-08 | 1980-01-15 | Schaltschranktürverschluss-Befestigungsmutter zur Befestigung von aus Metall bestehenden Verschlüssen für Schaltschranktüren |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0025472B2 (de) |
| AT (1) | ATE10048T1 (de) |
| DE (2) | DE2936405A1 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3932939B4 (de) * | 1989-10-03 | 2007-09-20 | Dieter Ramsauer | Mittels Erdungs- und/oder Befestigungsfeder in dem Durchbruch einer Blechwand, wie Schaltschranktür befestigbarer Verschluß |
| DE8911765U1 (de) * | 1989-10-03 | 1991-01-31 | Ramsauer, Dieter, 5620 Velbert | Verschlußgehäuse mit Flansch zur Montage in einem Durchbruch einer dünnwandigen Fläche, insbesondere Blechschranktür oder Blechkastendeckel |
| DE4006706C2 (de) * | 1990-03-03 | 1999-04-08 | Dieter Ramsauer | Vorreiberverschluß für Klappen, Seitenverkleidung, oder dgl. aus dünnem Wandmaterial |
| DE9105667U1 (de) * | 1991-05-07 | 1991-07-04 | Steinbach & Vollmann Gmbh & Co, 5628 Heiligenhaus | Erdungsmutter |
| DE9310330U1 (de) * | 1993-07-12 | 1994-11-17 | DIRAK Dieter Ramsauer Konstruktionselemente GmbH & Co. KG., 58332 Schwelm | Vorreiberverschluß zur Befestigung von Klappen, Seitenverkleidungen, für das Schließen von Türen o.ä., die aus elektrisch leitendem, mit oberflächlicher Isolierschicht versehenem Wandmaterial, wie lackiertem Stahlblech bestehen |
| DE19505227C1 (de) * | 1995-02-16 | 1996-07-11 | Schulte Gmbh & Co Kg L | Erdungsmutter |
| DE29904771U1 (de) * | 1999-03-16 | 1999-07-08 | Emka Beschlagteile Gmbh & Co. Kg, 42551 Velbert | Stangenverschluß mit Erdungseinrichtung |
| GB2417367A (en) * | 2004-08-19 | 2006-02-22 | Richard Henry Pearce | Electrical earthing nut |
| GB2454643B (en) | 2007-07-20 | 2012-02-08 | Container Components Europ Ltd | A Lock assembley |
| DE102013226768A1 (de) * | 2013-12-19 | 2015-06-25 | Vega Grieshaber Kg | Mutter |
| CN108710059A (zh) * | 2018-08-23 | 2018-10-26 | 吕清胜 | 一种煤矿井下人工远方漏电试验装置 |
| CN115681289A (zh) * | 2022-10-20 | 2023-02-03 | 一汽奔腾轿车有限公司 | 一种带接地功能的焊接螺栓及其安装方法 |
| CN115681288A (zh) * | 2022-10-20 | 2023-02-03 | 一汽奔腾轿车有限公司 | 一种带接地功能的螺母与焊接螺栓配合结构及其安装方法 |
| IT202300004293A1 (it) * | 2023-03-08 | 2024-09-08 | Bticino Spa | Dispositivo di collegamento per fissare e collegare elettricamente un pannello ad un quadro elettrico |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7621270U1 (de) † | 1976-07-06 | 1976-12-23 | Fa. Emil Krachten Jun., 5620 Velbert | Stangenverschluss |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE460955C (de) * | 1928-06-08 | Ernst Welker | Schraubenmuttersicherung | |
| DE319339C (de) * | 1918-09-25 | 1920-03-04 | Aeg | Elektrisch leitende Verbindung |
| US2112494A (en) * | 1937-11-02 | 1938-03-29 | Illinois Tool Works | Locking means for screw threaded fasteners |
| DE1034739B (de) * | 1955-04-06 | 1958-07-24 | Siemens Ag | Erdungs- oder Nullungsanordnung fuer gekapselte elektrische Verteilungsanlagen |
| DE1090468B (de) * | 1956-04-19 | 1960-10-06 | Illinois Tool Works | Mit Gewinde versehenes Befestigungselement |
| DE1489563B2 (de) * | 1964-10-26 | 1970-02-05 | Trilux-Lenze KG, 5760 Neheim-Hüsten | Zahnunterlegscheibe zur Herstellung einer elektrischleitenden Verbindung |
| DE1230876B (de) * | 1964-11-30 | 1966-12-22 | Alois Schiffmann Dipl Kfm | Klemme zur Kontaktgabe an einem elektrischen Leiter, insbesondere zum Erden einer Schiene |
| FR1487667A (fr) * | 1966-07-25 | 1967-07-07 | Illinois Tool Works | Rondelle élastique de freinage bombée |
| GB1283036A (en) * | 1968-11-07 | 1972-07-26 | Albert Leonard Pike | Improvements in and relating to nut like securing devices for securing or locking electric fittings or components |
| US3528050A (en) * | 1969-05-02 | 1970-09-08 | Holub Ind Inc | Push-on type grounding clip |
| GB1298759A (en) * | 1970-03-09 | 1972-12-06 | Albert Leonard Pike | Improvements in and relating to nuts |
| JPS5111031Y1 (de) * | 1970-03-24 | 1976-03-25 | ||
| CA969846A (en) * | 1972-11-02 | 1975-06-24 | Julius P. Andrasik | Reducing assembly |
| US4060301A (en) * | 1974-03-12 | 1977-11-29 | Beatty Albert W | Electrical connector for transmission line insulators |
| DE2641177A1 (de) * | 1976-09-13 | 1978-03-16 | Wolf Dipl Ing Riebling | Sicherung fuer schrauben oder muttern gegen unbeabsichtigtes loesen |
-
1979
- 1979-09-08 DE DE19792936405 patent/DE2936405A1/de not_active Ceased
-
1980
- 1980-01-15 DE DE8080100170T patent/DE3069475D1/de not_active Expired
- 1980-01-15 AT AT80100170T patent/ATE10048T1/de not_active IP Right Cessation
- 1980-01-15 EP EP80100170A patent/EP0025472B2/de not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7621270U1 (de) † | 1976-07-06 | 1976-12-23 | Fa. Emil Krachten Jun., 5620 Velbert | Stangenverschluss |
Non-Patent Citations (3)
| Title |
|---|
| "Elektrotechnische Zeitschrift", Ausgabe A(etz-a), Band 99(1978), Heft 2, S.89-92 † |
| Bulten-Poroduktinformation, P1, Nr. 79 DSE, Feb. 79 † |
| VDE-0660, Teil 5, 11.67, Seite 35 † |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE10048T1 (de) | 1984-11-15 |
| EP0025472B1 (de) | 1984-10-24 |
| DE3069475D1 (en) | 1984-11-29 |
| DE2936405A1 (de) | 1981-03-26 |
| EP0025472A1 (de) | 1981-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0025472B2 (de) | Schaltschranktürverschluss-Befestigungsmutter zur Befestigung von aus Metall bestehenden Verschlüssen für Schaltschranktüren | |
| DE3610392C2 (de) | Schraube für verunreinigte Gewindebohrungen | |
| EP2193573B1 (de) | Elektrische vorrichtung | |
| EP0694988A2 (de) | Kabelschuh mit Befestigungselement | |
| EP0634550B1 (de) | Vorreiberverschluss | |
| DE4024293C2 (de) | Rastklammer für einen Elektroinstallations-Wandkanal | |
| WO2012130234A1 (de) | Elektrisch leitende schraubverbindung und spezial-buchse für eine solche schraubverbindung | |
| DE3517933C2 (de) | Schloßmechanismus mit einer Sperrklinkenwelle | |
| EP0786827B1 (de) | Kabelschuh für den elektrischen Anschluss eines Kabels | |
| DE2855216A1 (de) | Beschlag zum verbinden zweier moebelteile | |
| DE19860085B4 (de) | Selbstschneidendes metallisches Gewindeteil | |
| DE2854121C2 (de) | An ein Maschinenteil ansetzbare Vorrichtung zum Ausstechen von Ringlippen dort in Bohrungen eingestemmter Lagerbüchsen | |
| EP0056982B1 (de) | Auflaufzunge für einen einschraubbaren Vorreiberverschluss | |
| EP0545158A1 (de) | Schraubeinrichtung | |
| DE3001350A1 (de) | Erdungsbefestigung | |
| DE102014014086A1 (de) | Schraube und Schraubenanordnung | |
| DE3019084C2 (de) | Stanzwerkzeug und Verfahren zur Herstellung einer Mutter | |
| EP2088645B1 (de) | Befestigungssystem | |
| EP0514924B1 (de) | Kontaktschraube | |
| DE1090468B (de) | Mit Gewinde versehenes Befestigungselement | |
| DE2742074A1 (de) | Schraubensicherung | |
| DE7925488U1 (de) | Erdungsmutter | |
| DE102015016365A1 (de) | Schraube | |
| EP4256210B1 (de) | Unterlegscheibe zur abdeckung von langlöchern | |
| DE2527557A1 (de) | Reibschlusschraube |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19810704 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19841024 Ref country code: BE Effective date: 19841024 |
|
| REF | Corresponds to: |
Ref document number: 10048 Country of ref document: AT Date of ref document: 19841115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3069475 Country of ref document: DE Date of ref document: 19841129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19850115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19850131 Ref country code: CH Effective date: 19850131 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: STEINBACH & VOLLMANN GMBH & CO. Effective date: 19850712 |
|
| 26 | Opposition filed |
Opponent name: BULTEN AB Effective date: 19850715 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| ITTA | It: last paid annual fee | ||
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19910710 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| ITF | It: translation for a ep patent filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920117 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920122 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920413 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930116 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19931001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 80100170.2 Effective date: 19930810 |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |