EP0001025A1 - Ensacheuse pour le conditionnement de produits pulvérulents - Google Patents
Ensacheuse pour le conditionnement de produits pulvérulents Download PDFInfo
- Publication number
- EP0001025A1 EP0001025A1 EP78400074A EP78400074A EP0001025A1 EP 0001025 A1 EP0001025 A1 EP 0001025A1 EP 78400074 A EP78400074 A EP 78400074A EP 78400074 A EP78400074 A EP 78400074A EP 0001025 A1 EP0001025 A1 EP 0001025A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bags
- station
- chute
- bag
- bagging machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/20—Reducing volume of filled material
- B65B1/22—Reducing volume of filled material by vibration
Definitions
- the present invention relates to the field of packaging of pulverulent products, in particular dry products.
- the invention aims to overcome this drawback by providing a machine for bagging powdered products in bags of the "open mouth” type made of plastic, the interior of the bag being filled being subjected to air pumping. conveyed by the product, the welding zones of the bag being protected from any contact with the product during bagging.
- the invention also aims to provide a machine ensuring complete automation of the bagging process from taking the bag to welding, the various operations being carried out at high speed and with high reliability.
- the subject of the invention is a bagging machine for packaging powdered products in bags of the "open mouth" type, characterized in that it comprises a station for entering and opening bags of the type with connected squeegees to a vacuum source, a bag filling station comprising a product supply chute connected to a metering and / or weighing machine, means for opening and closing the orifice of the chute, means for introducing this orifice into the open mouth of the bags and for applying the lips of the latter in tight contact against said chute, means for compacting the product during filling of the bags and means for sucking the air contained inside the bags during filling, a station for closing the bags by welding and / or stitching, means for retaining the bags by suspension and transfer successively from one station to another, and means for automatically synchronizing and linking the various movements and operations in the various stations.
- the machine shown diagrammatically in perspective view in FIGS. 1 to 3 comprises a frame on which are arranged, side by side, the bag picking station 2, the bagging station 3 and the bag welding station 4.
- the station 2 for gripping and opening the lips of the bag 5 is conventional and includes a set of squeegees connected to a vacuum pump and some of which remain at station 2 while others are carried by a part 6a in the form of a fork. of a carriage 6 with horizontal displacement.
- the carriage 6 is likely to move the along two parallel runners 7 carried by the frame 1, under the control of a drive system (not shown) constituted for example by an endless chain driving the carriage 6 and two sprockets carried by the frame 1 and one of which is driven by an electric motor.
- a drive system (not shown) constituted for example by an endless chain driving the carriage 6 and two sprockets carried by the frame 1 and one of which is driven by an electric motor.
- the part of the carriage 6 sliding on the runners 7 can move between two extreme positions, one in which this part of the carriage 6 is located at station 3 (fig. 1 and 3) and the other in which it is located at post 4 (fig. 2).
- the fork-shaped part 6 is cantilevered relative to the carriage 6 and is responsible for transferring the bag 5 from station 2 (fig. 1) to station 3 (fig. 2).
- the bagging station 3 comprises the members for holding the sealed lips of the bag 5 in the open open position, carried by a frame 8 movable vertically.
- the frame 8 is mounted at the end of a deformable parallelogram 9, the other end of which is fixed to the frame 1 and the displacement of which is ensured by a hydraulic or pneumatic cylinder not shown in FIGS. 1 to 3.
- a flexible chute 10 is trapped in the frame 8, the upper end being fixed to the lower part of a hopper of a doser or weigher not shown.
- a system of plates 11 movable relatively to one another and sandwiching the bag 5 during filling.
- the plates 11 are articulated at their lower part and moved by jacks 12.
- one of the plates 11 carries a vibrator (not shown) responsible for packing the product in the bag 5.
- the plate 11 not provided with the vibrator has in its central part an orifice provided with a connector 13 intended to be connected by a flexible conduit 14 to a vacuum pump not shown.
- Said orifice is located opposite a filtering valve 15 which is provided with the wall of each bag 5.
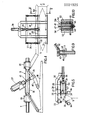
- the welding station 4 comprises a clamping and welding system for the full bag 5 comprising two jaws 16 movable relatively under the action of a jack 17 carried by the frame 1. Details on this station 4 will be given with reference to FIGS. . 12, 13 and 14.
- This station includes a first series of upper squeegees 21 and 22 arranged opposite one another and constituted by suction cups connected by flexible pipes (not shown) to a source of vacuum.
- a part (21) of these nozzles is fixed and mounted on an angle iron (23) fixed to the end of arms 24 secured to the frame 1.
- the opposing squeegees (22) are slidably mounted in an angle 25 also fixed on the arms 24.
- the squeegees 33 are fixed to the end of hollow rods 26 connected by flexible pipes not shown to a source of vacuum.
- the sliding of the hollow rods 26 in the angle iron is carried out against return springs 27 under the action of a jack 28 secured to the frame 1, the rod 29 of which is secured to a thrust plate 30 acting on the rods 26 to bring the squeegees 22 closer to the squeegees 21.
- Station 2 includes a second series of lower squeegees 31, 32 arranged opposite one another and also constituted by suction cups connected by flexible pipes (not shown) to said vacuum source.
- a part (31) of these nozzles is fixedly mounted on the fork 6a by means of an angle iron 33.
- the opposing squeegees (32) are identical to the upper squeegees 22 and are slidably mounted in an angle iron 34 fixed to the other branch of the fork 6a.
- They also include a hollow rod 26, a return spring 27, and are pushed by the plate 30.
- Fig. 4 also partially represents the carriage 6 for transferring the bags from one station to another.
- This carriage 6 consists of two symmetrical parts, only one being shown in FIG. 4.
- Each half-carriage comprises two sockets 35 joined by a sleeve 36 on which are fixed a jack 37 and rods for controlling a blade 38 intended to grip the bag 5 and hold it suspended.
- One of the rods comprises two parts 39 and 40 articulated on an axis to which the end of the rod 41 of the jack 37 is fixed. In FIG. 4, the means of displacement in horizontal translation of the carriage 6 has not been shown.
- This station 3 is located directly above the chute 10 which is made of a flexible material.
- the chute 10 tapers to the level of the frame 8 in the form of a box then widens in 10A to end in a horizontal mouth trapped by the system intended to apply the lips of a bag 5 against the sides outer lips of the chute 10a.
- the body-frame 8 is intended to carry the members for opening the chute 10. These members comprise two horizontal cylinders 42 symmetrically arranged on either side of the body 8. Each cylinder 42 drives two pieces of its rod spacing 43 (fig. 9) integral with the chute 10, the parts 43 being carried by guide rods 44 sliding in sockets 45 fixed to the body 8.
- the walls of the chute 10 are constituted by a double thickness so as to trap the parts 43 joined together by a connecting plate 46 fixed to the end of the rod of the jack 42.
- Fig. 10 shows the structure of the lower part 10a of the chute.
- the plates 47 form a hinged system in several parts joined by connecting pieces 51, the double walls of the chute 10a not being shown in this fig. 7.
- the plates 47 are held in the closed position of the chute by the pressure exerted by the jacks 45, by means of the part 46 articulated on 47.
- a rubber band is glued to the internal face of the plates 52.
- the plates 52 are fixed at the end of bent levers 55a and 55b articulated at their other end on the frame 8.
- the levers 55a and 55b are moved by a jack 56 whose body is integral with one of the levers (55a) and the rod secured to the other lever (55b).
- a jack 56 whose body is integral with one of the levers (55a) and the rod secured to the other lever (55b).
- the systems constituted by the levers 55a, 55b and the jacks 56 are fixed to the frame 8 by two pieces 57 carrying a pivot 58 sliding in a sleeve 59 integral with the frame 8 and associated with a spring wedging system 60.
- a positioning system constituted by a centering lug 61 fixed on one of the plates 52 and cooperating with a hole 62 formed in a lug secured to the internal frame of the chute 10a.
- the frame 8 is mounted vertically movable and, for this purpose, is connected to the frame 1 of the machine by an articulated parallelogram system 66 (fig. 11) controlled by a jack 67.
- the welding members consist of two conventional welding jaws 16 carried by supports 69 and 70 themselves mounted on a system allowing them to be brought together or removed.
- One of the supports (69) is fixedly mounted at the end of slides 71 integral with the frame 1 of the machine, while the other support (70) is slidably mounted on the slides 71 and move under the action of the cylinder rod 72 17.
- the rod 29 of the jack 28 is extended.
- the plate 30 pushes the squeegees 22 and 32 against the springs 27 in the direction of the squeegees 21, 31.
- the bag 5 is then transferred to this station by translation of the carriage 6 which will occupy the position shown in FIG. 2.
- the squeegees 21 and 22 stop sucking, the bag 5 being retained by the only lower squeegees 31 and 32, which move with the carriage 6 (the squeegees 32 are not physically linked to the push plate 30).
- the jacks 56 are controlled so that the members 52, 54 are separated (fig. 8), the jacks 42 being held such that the lips of the chute 10a are closed (part 47 in the position shown on the left of the Fig. 7 and Fig. 8).
- the bagging operation then begins.
- the metered or weighed quantity of product is poured into the chute 10 and fills the bag 5, the sides of which are sandwiched by the plates 11 by means of the jacks 12.
- the vibrator integral with one of the plates 11 is brought into operation. road however that the vacuum is made in the conduit 14 so as to suck through the connector 13 and the valve 15 the air conveyed in the bag by the product. The latter is thus compacted and deaerated and fills practically all the useful volume of the bag.
- the plates 11 are separated and the carriage 6 is moved to the left to transfer the full bag to the welding station 4 (fig. 2).
- the welding jaws 16 are brought together by means of the jack 17 to produce a weld line closing off the mouth of the bag.
- the only manual command is that of the jack 28 to initialize a cycle of the machine, this jack being responsible for controlling the reconciliation of the suction nozzles for taking over an empty bag at station 2.
- the welding station can be replaced by a station for stitching bags which can be made of plastic, paper or composites, the general structure of the machine remaining unchanged.
Abstract
Description
- La présente invention concerne le domaine du conditionnement de produits pulvérulents, notamment en secs.
- Les produits pulvérulents ou ayant une forte propension à se mélanger à l'air durant les opérations de transport et de pesage posent des problèmes lors de leur ensachage, notamment dans les sacs en matière plastique ou en papier.
- La proportion d'air qu'ils véhiculent provoque l'augmentation considérable de leur volume, ce qui oblige, dans la plupart des cas, à l'emploi de sacs d'un volume plus important que le nécessiterait le même produit ramené à sa densité réelle.
- On a déjà essayé de résoudre ce problème en pratiquant sur des sacs de type "gueule ouverte" un trou
- dans l'une de ses faces au niveau de l'endroit où sera effectuée la fermeture du sac par soudure et/ou couture et en ménageant, sur la bouche d'ensachage de la condi- tionneuse, un passage d'air correspondant à celui du sac lorsque celui-ci est maintenu par l'accroche-sac, une pompe à vide aspirant l'air mélangé au produit durant tout le temps du remplissage, après quoi ledit trou est fermé hermétiquement simultanément avec la gueule du sac.
- Toutefois, un tel dispositif ne donne pas complètement satisfaction à cause de la difficulté de maintenir la zone du sac destinée à être scellée par soudage exempte de particules de produit du fait de l'implantation du système de mise sous vide de l'intérieur du sac durant son remplissage. Les lèvres du sac destinées à être soudées restent en effet plus ou moins polluées ce qui nuit à la qualité de la soudure.
- L'invention a pour but de pallier cet inconvénient en proposant une machine pour ensachage de produits pulvérulents dans des sacs du type "gueule ouverte" en matière plastique, l'intérieur du sac en cours de remplissage étant soumis à un pompage de l'air véhiculé par le produit, les zones de soudage du sac étant préservées de tout contact avec le produit au cours de l'ensachage.
- L'invention a également pour but de proposer une machine assurant une automatisation complète du processus d'ensachage depuis la prise du sac jusqu'au soudage, les différentes opérations s'effectuant à haute cadence et avec une grande fiabilité.
- A cet effet, l'invention a pour objet une ensacheuse pour le conditionnement de produits pulvérulents dans des sacs du type "gueule ouverte", caractérisée en ce qu'elle comprend un poste de saisie et d'ouverture des sacs du type à suceurs reliés à une source de vide, un poste de remplissage des sacs comportant une goulotte d'amenée du produit reliée à une doseuse et/ou peseuse, des moyens pour ouvrir et fermer l'orifice de la goulotte, des moyens pour introduire cet orifice dans la gueule ouverte des sacs et pour appliquer les lèvres de ces derniers en contact étanche contre ladite goulotte, des moyens pour compacter le produit en cours de remplissage des sacs et des moyens pour aspirer l'air contenu à l'intérieur des sacs en cours de remplissage, un poste de fermeture des sacs par soudage et/ou couturage, des moyens de rétention des sacs par suspension et de transfert successivement d'un poste à l'autre, et des moyens pour synchroniser et enchaîner automatiquement les divers mouvements et opérations dans les différents postes.
- On va décrire maintenant un mode de réalisation d'une telle machine en se reportant aux dessins annexés sur lesquels:
- La Fig. 1 est une vue schématique partielle et en perspective d'une machine selon l'invention, un sac étant en cours de remplissage, cependant qu'un autre sac est au poste de saisie et d'ouverture;
- La Fig. 2 est une vue analogue à celle de la Fig. 1, le sac rempli de la fig. 1 ayant été transféré au poste de soudage et l'autre sac ayant été transféré au poste d'ensachage;
- La Fig. 3 est une vue analogue à celles des fig. 1 et 2, le sac rempli ayant été évacué, l'autre sac étant en cours de remplissage et un troisième sac étant présenté à la machine;
- La Fig 4 est une vue de dessus partielle du poste de saisie et d'ouverture des sacs et du chariot de transfert horizontal des sacs d'un poste à l'autre;
- La Fig. 5 est une vue en coupe suivant la ligne V-V du dispositif de la fig. 4;
- La Fig. 6 représente une vue partielle en élévation de face des organes de maintien en position étanche ouverte des lèvres du sac 5 et des lèvres de la goulotte 10;
- La Fig. 7 représente une vue en coupe suivant la ligne VII-VII du dispositif de la fig. 6;
- La Fig. 8 représente une vue de gauche du dispositif de la fig. 6;
- La Fig. 9 représente une vue en coupe suivant la ligne IX-IX du dispositif de la fig. 6;
- La Fig. 10 est une vue en coupe suivant la ligne X-X du dispositif de la fig. 7;
- La Fig. 11 est une vue partielle du système de liaison entre le bâti de la machine et le système d'ouverture de la goulotte;
- La Fig. 12 est une vue schématique en élévation de face des organes de soudage;
- La Fig. 13 est une vue de dessus du dispositif de la fig. 11, et
- La Fig. 14 est une vue de gauche du dispositif de la fig. 11.
- La machine représentée schématiquement en vue en perspective sur les fig. 1 à 3 comprend un bâti sur lequel sont disposés, côte à côte, le poste 2 de saisie des sacs, le poste 3 d'ensachage et le poste 4 de soudage des sacs.
- Le poste 2 de saisie et d'ouverture des lèvres du sac 5 est classique et comprend un ensemble de suceurs reliés à une pompe à vide et dont certains demeurent au poste 2 alors que d'autres sont portés par une partie 6a en forme de fourche d'un chariot 6 à déplacement horizontal.
- On décrira plus en détail le poste 2 en se reportant aux figures 4 et 5.
- Le chariot 6 est susceptible de se déplacer le long de deux glissières 7 parallèles portées par le bâti 1, sous la commande d'un système d'entrainement (non représenté) constitué par exemple par une chaîne sans fin entrainant le chariot 6 et deux pignons portés par le bâti 1 et dont un est mû par un moteur électrique.
- La partie du chariot 6 coulissant sur les glissières 7 peut se déplacer entre deux positions extrêmes, l'une dans laquelle cette partie du chariot 6 se trouve au poste 3 (fig. 1 et 3) et l'autre, dans laquelle elle se trouve au poste 4 (fig. 2).
- La partie en forme de fourche 6 est en porte-à- faux par rapport au chariot 6 et est chargée du transfert du sac 5 du poste 2 (fig. 1) au poste 3 (fig. 2).
- Le poste 3 d'ensachage comprend les organes de maintien en position ouverte étanche des lèvres du sac 5, porté par un bâti 8 mobile verticalement.
- A cet effet, le bâti 8 est monté à l'extrémité d'un parallélogramme déformable 9 dont l'autre extrémité est fixée au bâti 1 et dont le déplacement est assuré par un vérin hydraulique ou pneumatique non représenté sur les fig. 1 à 3.
- L'extrémité inférieure d'une goulotte souple 10 est emprisonnée dans le bâti 8, l'extrémité supérieure étant fixée à la partie inférieure d'une trémie d'une doseuse ou peseuse non représentée.
- Dans l'axe de la goulotte 10, en dessous du bâti 8,est disposé un système de plaques 11 mobiles relativement l'une vers l'autre et prenant en sandwich le sac 5 en cours de remplissage.
- Les plaques 11 sont articulées à leur partie inférieure et mues par des vérins 12. En outre, l'une des plaques 11 porte un vibreur (non représenté) chargé de tasser le produit dans le sac 5.
- Enfin, la plaque 11 non munie du vibreur comporte dans sa partie centrale un orifice pourvu d'un raccord 13 destiné à être relié par un conduit souple 14 à une pompe à vide non représentée.
- Ledit orifice se situe en regard d'une valve filtrante 15 dont est munie la paroi de chaque sac 5.
- Les sacs équipés de telles valves sont bien connus et ne seront pas décrits plus en détail.
- D'autres détails de la structure du poste 3 seront donnés dans la suite en référence aux fig. 6 à 10.
- Le poste de soudage 4 comporte un système de pinçage et de soudage du sac 5 plein comportant deux mâchoires 16 mobiles relativement sous l'action d'un vérin 17 porté par le bâti 1. Des détails sur ce poste 4 seront donnés en référence aux fig. 12, 13 et 14.
- Le transfert du sac 5 plein du poste 3 au poste 4 est assuré par deux lames antagonistes 18 pinçant et soutenant le sac plein, ces lames étant reliées au chariot 6 par des biellettes 19 et déplacées par un vérin 20 fixé au chariot 6.
- On va maintenant se reporter aux fig. 4 et 5 afin de décrire plus en détail le poste 2 de saisie et d'ouverture du sac 5.
- Ce poste comprend une première série de suceurs supérieurs 21 et 22 disposés en regard les uns aux autres et constitués par des ventouses reliées par des conduites souples (non représentés) à une source de vide.
- Une partie (21) de ces suceurs est fixe et montée sur une cornière (23) fixée à l'extrémité de bras 24 solidaires du bâti 1.
- Les suceurs antagonistes (22) sont montés coulissants dans une cornière 25 également fixée sur les bras 24.
- Les suceurs 33 sont fixés à l'extrémité de tiges creuses 26 reliées par des conduites souples non représentées à une source de vide. Le coulissement des tiges creuses 26 dans la cornière s'effectue à l'encontre de ressorts 27 de rappel sous l'action d'un vérin 28 solidaire du bâti 1 dont la tige 29 est solidaire d'une plaque de poussée 30 agissant sur les tiges 26 pour rapprocher les suceurs 22 des suceurs 21.
- Le poste 2 comprend une seconde série de suceurs inférieurs 31, 32 disposés en regard les uns les autres et constitués également par des ventouses reliées par des conduites souples (non représentées) à ladite source de vide.
- Une partie (31) de ces suceurs est montée fixe sur la fourche 6a par l'intermédiaire d'une cornière 33.
- Les suceurs antagonistes (32) sont identiques aux suceurs supérieurs 22 et sont montés coulissants dans une cornière 34 fixée sur l'autre branche de la fourche 6a.
- Ils comprennent également une tige creuse 26, un ressort de rappel 27, et sont poussés par la plaque 30.
- La Fig. 4 représente également partiellement le chariot 6 de transfert des sacs d'un poste à l'autre.
- Ce chariot 6 est constitué de deux parties symétriques,une seule étant représentée sur la fig. 4. Chaque demi-chariot comprend deux douilles 35 réunies par un manchon 36 sur lequel sont fixés un vérin 37 et des biellettes de commande d'une lame 38 destinée à enserrer le sac 5 et le retenir suspendu. L'une des biellettes comprend deux parties 39 et 40 articulées sur un axe auquel est fixé l'extrémité de la tige 41 du vérin 37. Sur la fig. 4 on n'a pas représenté les moyens de déplacement en translation horizontale du chariot 6.
- On va maintenant décrire plus en détails la structure du poste 3 d'ensachage en se reportant aux fig. 6 à 10.
- Ce poste 3 est situé à l'aplomb de la goulotte 10 qui est constituée en un matériau souple.
- En se reportant à la fig. 6, la goulotte 10 va en se rétrécissant jusqu'au niveau du bâti 8 en forme de caisse puis s'élargit en 1Oa pour se terminer par une embouchure horizontale emprisonnée par le système destiné à appliquer les lèvres d'un sac 5 contre les flancs externes des lèvres de la'goulotte 10a.
- La caisse-bâti 8 est destinée à porter les organes pour ouvrir la goulotte 10. Ces organes comprennent deux vérins 42 horizontaux symétriquement disposés de part et d'autre de la caisse 8. Chaque vérin 42 entrai- ne par sa tige deux pièces d'écartement 43 (fig.9) solidaires de la goulotte 10, les pièces 43 étant portées par des tiges de guidage 44 coulissant dans des douilles 45 fixées sur la caisse 8. Les parois de la goulotte 10 sont constituées par une double épaisseur de manière à emprisonner les pièces 43 réunies par une plaque de liaison 46 fixée à l'extrémité de la tige du vérin 42.
- La fig. 10 montre la structure de la partie inférieure 10a de la goulotte.
- Dans l'épaisseur de la double paroi des deux lèvres en regard sont insérées des plaques 47 dont les bords extérieurs inférieurs 48 sont arrondis. Pour avoir une obturation bien étanche de la goulotte, on a prévu à l'intérieur de la double paroi un couteau 49 solidaire de l'une des plaques 47 coopérant avec une lèvre élastique 50 solidaire de la plaque 47 en regard.
- Comme on peut le constater sur la fig.7, les plaques 47 forment un système articulé en plusieurs parties réunies par des pièces de liaison 51, les doubles parois de la goulotte 10a n'étant pas représentées sur cette fig. 7.
- Sur la fig. 10, les plaques 47 sont maintenues en position d'obturation de la goulotte par la pression exercée par les vérins 45, par l'intermédiaire de la pièce 46 articulée sur 47.
- Une bande de caoutchouc est collée sur la face interne des plaques 52.
- Ces dernières peuvent se rapprocher ou s'éloigner les unes des autres pour appliquer les lèvres d' un sac 5 contre la face externe des lèvres de la goulotte 10a grâce à un système représenté sur la fig.8. Sur cette figure, on n'a représenté que l'armature intérieure (46, 47, 51) de la goulotte 10a, à l'exclusion des doubles parois dans l'épaisseur desquelles sont disposées ces armatures.
- Les plaques 52 sont fixées à l'extrémité de leviers coudés 55a et 55b articulés à leur autre extrémité sur le bâti 8. Les leviers 55a et 55b sont mus par un vérin 56 dont le corps est solidaire d'un des leviers (55a) et la tige solidaire de l'autre levier (55b). Il existe deux systèmes de ce type disposés symétriquement de part et d'autre du bâti 8. Sur la fig. 6, on n'a représenté qu'un seul de ces systèmes pour simplifier le dessin.
- Les systèmes constitués par les leviers 55a,55b et les vérins 56 sont fixés au bâti 8 par deux pièces 57 portant un pivot 58 coulissant dans un manchon 59 solidaire du bâti 8 et associées à un système de calage à ressort 60.
- Il est prévu,de plus, un système de positionnement constitué par un ergot de centrage 61 fixé sur l' une des plaques 52 et coopérant avec un trou 62 ménagé dans une patte solidaire de l'armature interne de la goulotte 10a.
- Le guidage de certaines des plaques 52 lors de l'ouverture des lèvres de la goulotte 10a est assuré (fig. 6,7) par des tiges 63 articulées sur les plaques 52, coulissant dans des cornières 64 et rappelées par un ressort 65.
- Sur les fig. 6 et 7 on n'a représenté, afin de simplifier le dessin, qu'une seule tige de guidage 63, alors qu'en réalité il y en a quatre pour les quatre plaques 52 disposées en losange lors de l'ouverture des lèvres de la goulotte (demi-partie droite de la fig.7).
- Le bâti 8 est monté mobile verticalement et,à cet effet, est relié au bâti 1 de la machine par un système à parallélogramme articulé 66 (fig. 11) commandé par un vérin 67.
- On va maintenant décrire plus en détails le poste 4 de soudage en se reportant aux fig. 12, 13 et 14.
- Les organes de soudage sont constitués par deux mâchoires de soudage classiques 16 portées par des supports 69 et 70 eux-mêmes montés sur un système permettant leur rapprochement ou leur éloignement. L'un des supports (69) est monté fixe à l'extrémité de glissières 71 solidaires du bâti 1 de la machine cependant que l'autre support (70) est monté coulissant sur les glissières 71 et se déplacent sous l'action de la tige 72 du vérin 17.
- Le fonctionnement de la machine que l'on vientde décrire est le suivant:
- La mise en place d'un sac vide 5 se fait manuellement par l'opérateur qui présente un sac verticalement la gueule fermée, la valve 15 faisant face à l'orifice d'aspiration. L'opérateur présente les lèvres du sac dans l'intervalle entre les séries de suceurs 21, 22 et 31, 32, le chariot 6 étant dans la position représentée à la figure 1. La machine est alors mise en route.
- La tige 29 du vérin 28 est mise en extension. La plaque 30 repousse les suceurs 22 et 32 à l'encontre des ressorts 27 en direction des suceurs 21, 31.
- En fin de course du vérin 28, les suceurs 21, 22 31 et 32 aspirent les parois du sac 5, puis la pression dans le vérin 28 est relâchée et les ressorts 27 ramènent les suceurs 22, 32 dans leur position initiale (fig. 4 et 5), ce qui ouvre la gueule du sac 5.
- En supposant que le poste d'ensachage 3 est libre,le sac 5 est alors transféré à ce poste par translation du chariot 6 qui va occuper la position représentée sur la fig. 2. Préalablement à ce déplacement, les suceurs 21 et 22 cessent d'aspirer, le sac 5 étant retenu par les seuls suceurs inférieurs 31 et 32, qui se déplacent avec le chariot 6 (les suceurs 32 n'étant pas liés physiquement à la plaque de poussée 30).
- Une fois au poste d'ensachage 3, le sac 5 va être enfilé sur l'extrémité de la goulotte 10 de la manière suivante:
- Les vérins 56 sont commandés de façon que les organes.52, 54 soient écartés (fig. 8), les vérins 42 étant maintenus tels que les lèvres de la goulotte 10a soient fermées (pièce 47 dans la position représentée à la partie gauche de la fig. 7 et à la fig. 8).
- Puis, sous l'action du vérin 67 (fig.11) le bâti 8 est abaissé de manière que les lèvres de la goulotte 10a soient engagées dans la gueule du sac 5 comme représenté sur la fig. 8.
- Ensuite, simultanément, les tiges des vérins 42 et 56 sont rétractées de manière à emprisonner entre les plaques 47 et 52 le sac 5 dans la position d'ouverture. On a représenté sur la partie droite de la fig. 7 les plaques 47 et 52 dans leur position de prise en sandwich de manière étanche grâce au caoutchouc 54 du sac 5 qui n'est toutefois pas représenté sur cette figure de même que les doubles parois de la goulotte 10a.
- L'opération d'ensachage commence alors. La quantité dosée ou pesée de produit est déversée dans la goulotte 10 et remplit le sac 5 dont les flancs sont pris en sandwich par les plaques 11 grâce aux vérins 12. Le vibreur solidaire de l'une des plaques 11 est mis en route cependant que le vide est fait dans le conduit 14 de manière à aspirer à travers le raccord 13 et la valve 15 l'air véhiculé dans le sac par le produit. Ce dernier est ainsi compacté et désaéré et remplit pratiquement tout le volume utile du sac.
- Une fois le sac rempli, la tige des vérins 42 est mise en extension pour obturer la goulotte 10a de manière étanche (fig.10 et partie de gauche de la fig.7)
- Les tiges des vérins 20 du chariot 6 qui, entre temps est revenu dans sa position de la fig. 1, sont mises en extension afin de saisir par pincement le sac par l'intermédiaire des lames 18.
- Puis, les tiges des vérins 56 et 67 sont mises en extension afin de libérer et de dégager le sac de la goulotte, le sac demeurant suspendu par les lames 18.
- Les plaques 11 sont écartées et le chariot 6 est déplacé vers la gauche pour transférer le sac plein au poste de soudage 4 (fig. 2).
- A ce poste, les mâchoires de soudage 16 sont rapprochées gràce au vérin 17 pour réaliser une ligne de soudure obturant la gueule du sac.
- Enfin,le sac 5 est libéré et évacué et le chariot 6 revient à sa position initiale (fig. 3).
- Au cours du transfert du sac plein du poste d' ensachage 3 au poste de soudage 4, un autre sac 5 pris en charge au poste 2 est transféré au poste d'ensachage (fig. 1 et 2).
- L'enchatnement des différents mouvements des tiges des vérins des divers postes s'effectue automatiquement à la manière bien connue, à l'aide notamment de détecteurs de fin de course et de temporisateurs.
- La seule commande manuelle est celle du vérin 28 pour initialiser un cycle de la machine, ce vérin étant chargé de commander le rapprochement des suceurs de prise en charge d'un sac vide au poste 2.
- Il est à noter qu'avec une telle machine le soudage des lèvres du sac s'effectue dans d'excellentes conditions du fait que les zones du sac où doit se faire le soudage sont totalement préservées de tout contact avec le produit en cours d'ensachage, ces zones se trouvant prises en sandwich de manière étanche entre les plaques 47 et 52.
- Bien entendu, l'invention n'est pas limitée au mode de réalisation représenté et décrit ci-dessus, mais en couvre au contraire toutes les variantes. C'est ainsi qu'au poste de soudage peut être substitué un poste de couturage des sacs qui peuvent être en matière plastique, en papier ou composites, la structure générale de la machine demeurant inchangée.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7725335 | 1977-08-18 | ||
| FR7725335A FR2400462A1 (fr) | 1977-08-18 | 1977-08-18 | Ensacheuse pour le conditionnement de produits pulverulents |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0001025A1 true EP0001025A1 (fr) | 1979-03-07 |
| EP0001025B1 EP0001025B1 (fr) | 1981-12-30 |
Family
ID=9194618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP78400074A Expired EP0001025B1 (fr) | 1977-08-18 | 1978-08-08 | Ensacheuse pour le conditionnement de produits pulvérulents |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US4174599A (fr) |
| EP (1) | EP0001025B1 (fr) |
| JP (1) | JPS5472186A (fr) |
| BE (1) | BE869643A (fr) |
| BR (1) | BR7805319A (fr) |
| CA (1) | CA1080177A (fr) |
| DE (1) | DE2861468D1 (fr) |
| DK (1) | DK363078A (fr) |
| ES (1) | ES472654A1 (fr) |
| FI (1) | FI782511A (fr) |
| FR (1) | FR2400462A1 (fr) |
| GB (1) | GB2002712B (fr) |
| IE (1) | IE47313B1 (fr) |
| IT (1) | IT1115560B (fr) |
| LU (1) | LU80125A1 (fr) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2584676A1 (fr) * | 1985-07-11 | 1987-01-16 | Kureha Chemical Ind Co Ltd | Systeme automatique de remplissage et d'emballage |
| EP0250689A2 (fr) * | 1985-10-21 | 1988-01-07 | Lucienne Chervalier | Dispositif d'ensachage sous vide rotatif ou linéaire équipé de caisson compacteur conformateur |
| CN104340402A (zh) * | 2014-10-21 | 2015-02-11 | 厦门市宇捷包装机械有限公司 | 全自动真空酱菜包装设备 |
| CN105035412A (zh) * | 2015-07-16 | 2015-11-11 | 安徽正远包装科技有限公司 | 一种包装机的输送机构 |
| CN105129143A (zh) * | 2015-07-16 | 2015-12-09 | 安徽正远包装科技有限公司 | 一种包装机的抓取提升控制方法 |
| EP3323739A1 (fr) * | 2016-11-22 | 2018-05-23 | Payper, S.A. | Dispositif d'ouverture de sac pour des machine a former , remplir et sceller |
| CN111703652A (zh) * | 2020-06-23 | 2020-09-25 | 李桂华 | 一种水泥制备用环保型装袋封料加工装置及加工方法 |
| CN112061437A (zh) * | 2020-09-29 | 2020-12-11 | 安徽侯王面业有限公司 | 一种面粉定量无尘装袋设备 |
| CN112173186A (zh) * | 2020-09-24 | 2021-01-05 | 王庆超 | 一种具有防粉尘外溢的粉尘装袋机构 |
| CN112874826A (zh) * | 2021-01-11 | 2021-06-01 | 珠海市维启自动化设备有限公司 | 送粉装置及灌粉系统 |
| CN114560136A (zh) * | 2022-04-28 | 2022-05-31 | 徐州永路生物质能源有限公司 | 一种生物质燃料制品的包装设备 |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS594883Y2 (ja) * | 1978-08-25 | 1984-02-14 | 株式会社東京商会 | 粉剤包装機の装填装置 |
| US4305242A (en) * | 1978-12-05 | 1981-12-15 | Generale D'entreprise De Conditionnement | Vacuum bagging device with a flexible spout and programming system |
| DE3118866C2 (de) * | 1981-05-13 | 1984-04-12 | Haver & Boecker, 4740 Oelde | "Maschine zum Füllen und Verschließen von Säcken aus Kunststoff, vorzugsweise von Seitenfaltensäcken oder Flachsäcken" |
| DE3309531C2 (de) * | 1983-03-17 | 1986-02-27 | Haver & Boecker, 4740 Oelde | Absackstutzen zum Abfüllen staubiger Produkte in oben offene Säcke |
| US4549387A (en) * | 1982-07-07 | 1985-10-29 | Aci Australia Limited | Flexible container filling apparatus |
| US4526214A (en) * | 1983-07-29 | 1985-07-02 | Mcgregor Harold R | Bag filling apparatus |
| US4577454A (en) * | 1984-05-31 | 1986-03-25 | Douglas & Lomason Company | Valve bag placing machine and method |
| US4823538A (en) * | 1986-05-30 | 1989-04-25 | Fuji Pack System Ltd. | Bagging machine |
| JPS62287812A (ja) * | 1986-05-30 | 1987-12-14 | 株式会社 フジパツクシステム | 袋詰包装機 |
| IT1233855B (it) * | 1988-01-22 | 1992-04-21 | Interdibipack Spa | Dispositivo per la chiusura ermetica di sacchetti destinati al confezionamento sottovuoto di prodotti vari, in particolare generi alimentari. |
| DE3832634A1 (de) * | 1988-09-26 | 1990-03-29 | Windmoeller & Hoelscher | Vorrichtung zum befuehlen von saecken |
| US5265402A (en) * | 1989-08-18 | 1993-11-30 | Automated Packaging Systems, Inc. | Packaging machine |
| US5077958A (en) * | 1989-08-18 | 1992-01-07 | Automated Packaging Systems, Inc. | Packaging machine and method |
| US5259172A (en) * | 1989-08-18 | 1993-11-09 | Automated Packaging Systems, Inc. | Packaging machine and method |
| US4995219A (en) * | 1989-12-13 | 1991-02-26 | Hicks Ray T | Combination cutter and bagger for photographic negatives |
| US5014497A (en) * | 1990-03-06 | 1991-05-14 | Zip-Pak, Incorporated | Method and apparatus for smoothing of bag making material in form, fill and seal machines |
| DE4024984A1 (de) * | 1990-07-30 | 1992-02-06 | Focke & Co | Verfahren und vorrichtung zum verpacken von schuettguetern |
| US5819509A (en) * | 1995-01-06 | 1998-10-13 | Mcgregor; Harold | Bag shouldering and deaerating apparatus |
| US5771665A (en) * | 1995-12-12 | 1998-06-30 | Nelson; W. Titus | Sand bagging system |
| DE19749025A1 (de) * | 1997-11-06 | 1999-05-27 | Icoma Fbs Gmbh Packtechnik | Verfahren zum Befüllen und Verschließen von Säcken |
| DE10358490B4 (de) * | 2003-12-13 | 2005-12-15 | Chronos Richardson Gmbh | Vorrichtung zum Handhaben eines Sackes beim Vernähen |
| US7392898B2 (en) | 2004-05-12 | 2008-07-01 | Plant Products Co. Ltd. | Packaging process for granular material and package produced thereby |
| DE102004048863A1 (de) | 2004-10-07 | 2006-04-13 | Robert Bosch Gmbh | Vorrichtung zum Öffnen flachgelegter Beutel |
| ITBO20050408A1 (it) * | 2005-06-17 | 2006-12-18 | Ivo Passini | Apparecchiatura insaccatrice, particolarmente per prodotti granulari e/o polverulenti |
| DE202010008093U1 (de) * | 2010-07-16 | 2011-08-09 | Roland Draier | Vorrichtung zum Befüllen von körnigen, pulverförmigen, schüttfähigen Materialien in ein aus Geotextilmaterial gefertigtes Behältnis |
| CN103407591B (zh) * | 2013-07-19 | 2015-12-02 | 联塑科技发展(贵阳)有限公司 | 一种pe造粒料装袋装置及方法 |
| DE102013114223B4 (de) | 2013-12-06 | 2021-08-05 | Hörmann KG Antriebstechnik | Fernsteuerbare tür- oder torantriebsvorrichtung mit magnetischer antenne |
| CN104608963B (zh) * | 2015-01-06 | 2016-10-05 | 江西绿萌科技控股有限公司 | 一种赣南脐橙全自动包袋机包装袋专用开口装置 |
| US10071830B2 (en) * | 2015-06-04 | 2018-09-11 | Qingdao Yilong Packaging Machinery Co., Ltd. | Packaging device with zipper opener arrangement and hole pressing arrangement |
| US10683109B2 (en) * | 2016-08-22 | 2020-06-16 | C.G. Bretting Manufacturing Co., Inc. | System, apparatus and method of placing an insert in a bag |
| CN107826323A (zh) * | 2017-11-13 | 2018-03-23 | 广东邦天智能制造有限公司 | 一种全自动包装机 |
| US11091285B2 (en) * | 2018-10-25 | 2021-08-17 | Nortech, Inc. | Adjustable, inline packaging machine for filling and sealing pouches and method of using same |
| US11472645B2 (en) | 2019-08-12 | 2022-10-18 | David A. Strong | Devices and methods for vibration of containers |
| CN110816998A (zh) * | 2019-11-04 | 2020-02-21 | 广州嘉湛力安全防护用品有限公司 | 热封机构 |
| US11345500B1 (en) * | 2019-12-10 | 2022-05-31 | Amazon Technologies, Inc. | Bag loading machine and method of packaging items |
| CN111169724A (zh) * | 2020-01-03 | 2020-05-19 | 长兴水木机电有限公司 | 一种医疗垃圾初步装袋打包设备 |
| CN111846437A (zh) * | 2020-07-30 | 2020-10-30 | 北京惠朗时代科技有限公司 | 一种印油棉卡具工装 |
| TR2021017714A2 (tr) * | 2020-11-14 | 2022-05-23 | Seyzer Gayrimenkul San Ve Tic Ltd Sti | Ambalajlama maki̇nesi̇ |
| CN112830057B (zh) * | 2021-01-06 | 2022-09-02 | 临沂大学 | 一种档案消毒净化整理设备 |
| CN113086315B (zh) * | 2021-03-04 | 2023-05-02 | 浙江迪弗莱包装科技股份有限公司 | 一种物流运输袋的快速真空包装机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2938314A (en) * | 1957-10-28 | 1960-05-31 | Bemis Bro Bag Co | Method of and apparatus for evacuating air from bag body at time of filling |
| US3225514A (en) * | 1960-11-15 | 1965-12-28 | Inglett & Company Inc | Automatic bag-hanging and bag-filling apparatus |
| DE1586075A1 (de) * | 1966-10-10 | 1970-04-16 | Albert Giorda | Automatische Einsackmaschine |
| DE2444996A1 (de) * | 1974-09-20 | 1976-04-01 | Haver & Boecker | Vorrichtung zum verdichten von vorzugsweise in offene saecke oder dergleichen abgefuellte produkte |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2900774A (en) * | 1957-01-02 | 1959-08-25 | Norsk Hydro Elektrisk | Machine for packing bags with powdered or granulated material |
| US3851444A (en) * | 1969-02-17 | 1974-12-03 | J Merat | Apparatus for opening and protecting from contamination heat-sealable bags |
-
1977
- 1977-08-18 FR FR7725335A patent/FR2400462A1/fr active Granted
-
1978
- 1978-08-08 DE DE7878400074T patent/DE2861468D1/de not_active Expired
- 1978-08-08 EP EP78400074A patent/EP0001025B1/fr not_active Expired
- 1978-08-09 BE BE78189804A patent/BE869643A/fr not_active IP Right Cessation
- 1978-08-11 IT IT68909/78A patent/IT1115560B/it active
- 1978-08-15 US US05/933,965 patent/US4174599A/en not_active Expired - Lifetime
- 1978-08-17 DK DK363078A patent/DK363078A/da not_active Application Discontinuation
- 1978-08-17 IE IE1668/78A patent/IE47313B1/en unknown
- 1978-08-17 LU LU80125A patent/LU80125A1/fr unknown
- 1978-08-17 JP JP10086478A patent/JPS5472186A/ja active Pending
- 1978-08-17 FI FI782511A patent/FI782511A/fi unknown
- 1978-08-17 CA CA309,525A patent/CA1080177A/fr not_active Expired
- 1978-08-17 BR BR7805319A patent/BR7805319A/pt unknown
- 1978-08-17 ES ES472654A patent/ES472654A1/es not_active Expired
- 1978-08-17 GB GB7833687A patent/GB2002712B/en not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2938314A (en) * | 1957-10-28 | 1960-05-31 | Bemis Bro Bag Co | Method of and apparatus for evacuating air from bag body at time of filling |
| US3225514A (en) * | 1960-11-15 | 1965-12-28 | Inglett & Company Inc | Automatic bag-hanging and bag-filling apparatus |
| DE1586075A1 (de) * | 1966-10-10 | 1970-04-16 | Albert Giorda | Automatische Einsackmaschine |
| DE2444996A1 (de) * | 1974-09-20 | 1976-04-01 | Haver & Boecker | Vorrichtung zum verdichten von vorzugsweise in offene saecke oder dergleichen abgefuellte produkte |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2584676A1 (fr) * | 1985-07-11 | 1987-01-16 | Kureha Chemical Ind Co Ltd | Systeme automatique de remplissage et d'emballage |
| EP0250689A2 (fr) * | 1985-10-21 | 1988-01-07 | Lucienne Chervalier | Dispositif d'ensachage sous vide rotatif ou linéaire équipé de caisson compacteur conformateur |
| EP0250689A3 (fr) * | 1985-10-21 | 1988-03-16 | Lucienne Chervalier | Dispositif d'ensachage sous vide rotatif ou linéaire équipé de caisson compacteur conformateur |
| CN104340402A (zh) * | 2014-10-21 | 2015-02-11 | 厦门市宇捷包装机械有限公司 | 全自动真空酱菜包装设备 |
| CN104340402B (zh) * | 2014-10-21 | 2016-09-28 | 厦门市宇捷包装机械有限公司 | 全自动真空酱菜包装设备 |
| CN105035412A (zh) * | 2015-07-16 | 2015-11-11 | 安徽正远包装科技有限公司 | 一种包装机的输送机构 |
| CN105129143A (zh) * | 2015-07-16 | 2015-12-09 | 安徽正远包装科技有限公司 | 一种包装机的抓取提升控制方法 |
| US10723495B2 (en) | 2016-11-22 | 2020-07-28 | Payper, S.A. | Bag opening device for form-fill-seal machines |
| EP3323739A1 (fr) * | 2016-11-22 | 2018-05-23 | Payper, S.A. | Dispositif d'ouverture de sac pour des machine a former , remplir et sceller |
| CN111703652A (zh) * | 2020-06-23 | 2020-09-25 | 李桂华 | 一种水泥制备用环保型装袋封料加工装置及加工方法 |
| CN112173186A (zh) * | 2020-09-24 | 2021-01-05 | 王庆超 | 一种具有防粉尘外溢的粉尘装袋机构 |
| CN112061437A (zh) * | 2020-09-29 | 2020-12-11 | 安徽侯王面业有限公司 | 一种面粉定量无尘装袋设备 |
| CN112874826A (zh) * | 2021-01-11 | 2021-06-01 | 珠海市维启自动化设备有限公司 | 送粉装置及灌粉系统 |
| CN112874826B (zh) * | 2021-01-11 | 2023-08-18 | 珠海市维启自动化设备有限公司 | 送粉装置及灌粉系统 |
| CN114560136A (zh) * | 2022-04-28 | 2022-05-31 | 徐州永路生物质能源有限公司 | 一种生物质燃料制品的包装设备 |
| CN114560136B (zh) * | 2022-04-28 | 2022-10-25 | 徐州永路生物质能源有限公司 | 一种生物质燃料制品的包装设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US4174599A (en) | 1979-11-20 |
| GB2002712B (en) | 1982-03-17 |
| BE869643A (fr) | 1979-02-09 |
| IE781668L (en) | 1979-02-18 |
| IT7868909A0 (it) | 1978-08-11 |
| ES472654A1 (es) | 1979-03-16 |
| DK363078A (da) | 1979-02-19 |
| CA1080177A (fr) | 1980-06-24 |
| GB2002712A (en) | 1979-02-28 |
| EP0001025B1 (fr) | 1981-12-30 |
| JPS5472186A (en) | 1979-06-09 |
| DE2861468D1 (en) | 1982-02-18 |
| FR2400462A1 (fr) | 1979-03-16 |
| LU80125A1 (fr) | 1980-04-21 |
| FR2400462B1 (fr) | 1981-09-11 |
| IE47313B1 (en) | 1984-02-22 |
| IT1115560B (it) | 1986-02-03 |
| BR7805319A (pt) | 1979-03-27 |
| FI782511A (fi) | 1979-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0001025B1 (fr) | Ensacheuse pour le conditionnement de produits pulvérulents | |
| EP0250689A2 (fr) | Dispositif d'ensachage sous vide rotatif ou linéaire équipé de caisson compacteur conformateur | |
| FR2505771A1 (fr) | Machine pour emplir et fermer des sacs de matiere plastique, de preference des sacs a soufflets ou des sacs plats | |
| FR2558438A1 (fr) | Produit conditionne et procede et appareil de conditionnement d'articles | |
| FR2547794A1 (fr) | Dispositif pour l'ouverture de sacs et leur transfert vers une canule de remplissage | |
| EP0003724A1 (fr) | Machine d'ouverture et de vidage mécaniques de sacs pouvant contenir un produit toxique | |
| EP0560699B1 (fr) | Machine automatique pour la pose en continu de poignées autocollantes | |
| FR2688192A1 (fr) | Dispositif de fermeture de recipients par thermosoudage d'opercules et installation le comportant. | |
| FR2518052A1 (fr) | Machine et procede pour produire des emballages du type sac | |
| EP0057144B1 (fr) | Machine à emballer des objets de forme sensiblement cylindrique dans des feuilles découpées selon un contour fermé dans des bandes d'un matériau souple d'emballage | |
| FR2530582A1 (fr) | Nouvelle installation complete d'ensachage classique ou sous vide a goulotte articulee ou souple et a caisson compacteur conformateur | |
| FR2470054A1 (fr) | Machine d'emballage pour deposer un produit dans des sacs dresses avancant pas a pas le long d'un trajet predetermine passant par une station de remplissage | |
| FR2494215A1 (fr) | Dispositif pour le transport de sacs vides ouvrant a leur partie superieure depuis un magasin jusqu'a un poste d'ouverture | |
| FR2471916A1 (fr) | Procede et dispositif pour presenter a la canule de remplissage d'une ensacheuse des sacs ouverts a leur partie superieure et pour tasser le contenu des sacs | |
| FR2632606A1 (fr) | Dispositif de remplissage et de fermeture de sacs ouverts | |
| FR2619077A1 (fr) | Dispositif pour remplir des sacs a dessus ouverts | |
| EP0028219B1 (fr) | Appareil chargeur automatique de sacs sur ensacheuses rotatives | |
| FR2501157A1 (fr) | Appareil pour fixer une soupape sur un sac au moyen d'un adhesif | |
| FR2621888A1 (fr) | Appareil pour l'emballage sous vide de produits dans des sacs souples | |
| CH376418A (fr) | Appareil semi-automatique pour le conditionnement de matières solides ou liquides dans des sacs ou sachets scellables | |
| CH634788A5 (fr) | Machine de mise en forme, de remplissage et de depot de sacs remplis dans des cartons et procede de mise en action de cette machine. | |
| FR2533886A1 (fr) | Dispositif de remplissage de sacs | |
| FR2604984A1 (fr) | Dispositif de securite pour appareil a depression | |
| FR2580456A1 (fr) | Procede et machine pour confectionner des bouquets rectangulaires | |
| FR2537947A1 (fr) | Ensacheuse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE NL SE |
|
| 17P | Request for examination filed | ||
| DET | De: translation of patent claims | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE NL SE |
|
| REF | Corresponds to: |
Ref document number: 2861468 Country of ref document: DE Date of ref document: 19820218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19830831 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19850301 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19890830 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19890908 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19900809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19910501 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 78400074.7 Effective date: 19910410 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |