-
Hintergrund
der Erfindung
-
Die
vorliegende Erfindung betrifft einen Luftreifen (pneumatischen Reifen),
der in unterschiedlichen Reifeneigenschaften verbessert ist, welcher
durch Einarbeiten einer speziellen kurzen Faser in ein Kautschukteil,
welches den Reifen bildet, so wirksam verstärkt ist, daß er die Erfordernisse für einen
Reifen erfüllt.
-
Als
Mittel zur Verstärkung
des Kautschukteils das einen Reifen bildet, war es allgemeine Praxis,
Verstärkungscords
in den Kautschuk einzubetten oder einen Kautschuk hoher Härte zu verwenden.
Wenn die Steifigkeit des Kautschukteils gleichförmig verändert wurde, um eine spezielle
Reifeneigenschaft zu verbessern, trat das Problem auf, daß sich andere
Eigenschaften des Reifens verschlechterten.
-
Für einen
Radialluftreifen war beispielsweise bekannt, daß das Straßengeräusch verringert werden kann
durch Erhöhung
der Steifigkeit der Schulterbereiche in der Nähe der Gürtelränder und es war folglich allgemeine
Praxis, Lagen (Sheets) oder Füllstoffe,
die aus einer Verbindung mit hoher Härte gebildet sind, unter beide
Gürtelendbereiche
einzufügen,
um so die Steifigkeit der Schulterbereiche zu erhöhen. Wenn
solche, aus einer Verbindung hoher Härte hergestellte Lagen oder
Füllstoffe
verwendet werden, verändern
sich jedoch die Grundeigenschaften, wie beispielsweise der Komfort
beim Fahren und die Lenkstabilität
durch Erhöhung
der Steifigkeit der Schulterbereiche, obwohl das Straßengeräusch verringert werden
kann. Darüber
hinaus wurden Versuche unternommen, um selektiv den Modul eines
Kautschukteils, welches einen Reifen bildet, in einer bestimmten
Richtung zu erhöhen,
indem eine kurze, aus Nylon oder dgl. hergestellte Faser in das
Kautschukteil eingearbeitet wurde und diese in die bestimmte Richtung
orientiert wurde. Die kurzen Fasern des Standes der Technik versagten
jedoch dabei, eine solch wirksame Verstärkung zu erzielen, um die Anforderungen
an einen Reifen zu erfüllen.
-
JP 04059831 offenbart ein
leichtgewichtiges und rostfreies Material für die Kautschukverstärkung, welches
in Autoreifen nützlich
ist. Dieses Material ist durch eine Meer-Insel-Schnittform gekennzeichnet, wobei ein
Faserbündel
für die
Verstärkung
und ein thermoplastisches Harz für
die Beschichtung in einem Faserquerschnitt dispergiert sind und
eine Meer-Insel-Form in Querschnitt ausbilden. Das Material enthält eine
vollständig
aromatische Polyamid-Faser, eine vollständig aromatische Polyester-Faser
usw., welche mit einem thermoplastischen Harz, wie beispielsweise
Polyamid oder Polyethylen, die unterschiedliche Arten von Additiven enthalten,
beschichtet ist.
-
EP-A-0
604 108 offenbart Radialreifen, die eine obere Lauffläche (cap
tread) mit einer tanδ-Höchsttemperatur
von nicht weniger als –30°C aufweisen.
Die Basislauffläche
umfaßt
nicht weniger als 30 Teile eines Rußes mit einer Iodadsorptionszahl
von 30 bis 90 mg/g und nicht weniger als 10 Teile einer in axialer
Richtung orientierten kurzen Faser. Die Seitenwand umfaßt nicht
mehr als 30 Gew.-Teile des Rußes
und nicht weniger als 10 Gew.-Teile der in Umfangsrichtung orientierten
kurzen Faser. Der Wulstscheitel umfaßt nicht weniger 65 Gew.-Teile
eines Rußes,
der eine Iodadsorptionszahl von 60 bis 100 mg/g besitzt und nicht
weniger als 20 Gew.-Teile der kurzen Faser, die in axialer Richtung
oder einer Richtung, welche die axiale Richtung kreuzt, orientiert
ist.
-
Zusammenfassung
der Erfindung
-
Das
erste erfindungsgemäße Ziel
ist es, einen Luftreifen zur Verfügung zu stellen, der durch
Einarbeiten einer speziellen kurzen Faser in ein Kautschukteil,
welches den Reifen bildet, so wirksam verstärkt ist, daß er die Anforderungen an einen
Reifen erfüllt.
-
Das
zweite erfindungsgemäße Ziel
ist es, einen Luftreifen bereitzustellen, dessen Straßengeräusch reduziert
ist durch die Verwendung der obigen speziellen kurzen Faser, wobei
die Grundeigenschaften, wie Fahrkomfort und Lenkstabilität auf hohem
Niveau bleiben.
-
Das
dritte erfindungsgemäße Ziel
ist es, einen Luftreifen zur Verfügung zu stellen, der ausgezeichnete Bremseigenschaften,
sowohl auf trockener Straßenoberfläche als
auch auf nasser Straßenoberfläche aufweisen
kann infolge der Verwendung der speziellen kurzen Faser von oben.
-
Das
vierte erfindungsgemäße Ziel
liegt darin, einen Luftreifen bereitzustellen, der eine untere Lauffläche (under
tread) umfaßt,
der gefertigt ist unter Verwendung eines Kautschuks, der einen geringen
Energieverlust zeigt, um so den Rollwiderstand zu erniedrigen, der
verringert ist in der Ungleichmäßigkeit
der Dicke, welche aus dem Kautschukfluß resultiert, der beim Formen
des Reifens durch Vulkanisation auftritt, und der eine verbesserte
Lenkstabilität
aufweist dank der Verwendung der speziellen kurzen Faser von oben.
-
Das
fünfte
erfindungsgemäße Ziel
ist es, einen Luftreifen bereitzustellen, dessen Seitenwanddicke verringert
ist durch Verwendung der speziellen kurzen Faser von oben mit einer Verringerung
des Gewichts, ohne die Beständigkeit
gegen äußere Beschädigung zu
beeinträchtigen.
-
Das
sechste erfindungsgemäße Ziel
besteht darin, einen Luftreifen bereitzustellen, der hinsichtlich
seiner Dauerhaftigkeit verbessert ist, durch die Verwendung der
speziellen kurzen Faser von oben mit einer Verringerung des Kautschukvolumens
der Wulstbereiche.
-
Es
ist das siebte Ziel der vorliegenden Erfindung, einen Luftreifen
zur Verfügung
zu stellen, dessen Gewicht verringert ist und dessen Fahrkomfort
verbessert ist durch die Verwendung der speziellen kurzen Faser
von oben, wobei die Lenkstabilität
auf einem Niveau verbleibt, das demjenigen eines Reifens, der mit
Stahlverstärkungen
in der Nachbarschaft der Wulstfüllstoffe
versehen ist, entspricht oder diesem überlegen ist.
-
Der
erfindungsgemäße Luftreifen,
der das erste der obigen Ziele erreicht, ist einer, der ein Kautschukteil
gemäß Anspruch
1 umfaßt.
-
Wenn
die fibrillierte kurze Faser (A')
in das Kautschukteil eingearbeitet wird, erhöht die kurze Faser (A') den Modul des Teils
bei geringer Dehnung sprunghaft und zeigt so einen ausgezeichneten
Verstärkungseffekt.
-
Der
in dieser Anmeldung verwendete Begriff "Modul" betrifft den "Modul bei 20% Dehnung" (nachfolgend einfach
als "20% Modul" bezeichnet). Ein
Reifen wird üblicherweise
im Spannungsbereich von 50% oder darunter verwendet, so daß die Eigenschaften
eines Kautschuks bei niedriger Dehnung auf Basis eines 20%-Moduls
mit den Reifeneigenschaften in hohem Maße korrelieren. So kann ein
Reifen wirksam verstärkt werden
durch Erhöhung
des 20%-Moduls. Entsprechend macht es die Verstärkung eines Reifen mit der
obigen kurzen Faser möglich, unterschiedliche
Reifeneigenschaften, die abhängig
von der Verwendung des Reifens gefordert werden, zu verbessern.
-
Ein
solcher 20%-Modul kann gemäß dem Verfahren
des Zugtests bei geringen Dehnungen, wie in JIS K6301 vorgeschrieben,
bestimmt werden. Dieses Verfahren umfaßt die Verwendung eines Teststücks mit
einer Breite von 5 mm, einer Länge
von 100 mm, einer Dicke von 2 mm und einem Abstand von 40 mm zwischen zwei
Meßmarken,
vorläufiges
Verstrecken dieses Teststücks
zweimal mit einer Geschwindigkeit von 45 ± 15 mm/min um das 1,5-fache
der Dehnung (20%) der es im Test unterzogen werden soll, Verstrecken
des erhaltenen Teststücks
um 20% mit derselben Geschwindigkeit wie derjenigen, die beim vorläufigen Verstrecken
verwendet wurde und Halten desselben im so verstreckten Zustand,
sowie die Messung der Last nach Ablauf von 30 Sekunden. Der Modul
bei 20% Dehnung (20%-Modul)
kann mit der folgenden Formel bestimmt werden. Die Messung der Last
wird üblicherweise
viermal wiederholt und der Mittelwert der vier Werte verwendet. σ20 = F20/Sσ20:
Modul bei 20% Dehnung (MPa)
F20: Last
bei 20% Dehnung (N)
S: Schnittfläche des Teststücks
-
Ein
erfindungsgemäßer Luftreifen,
der das zweite erfindungsgemäße Ziel
von oben erreicht, ist ein Radialluftreifen, welcher eine Karkassenschicht,
die ein Paar von, d. h. linksseitigen und rechtsseitigen Wulstbereichen
verbrückt,
und mehrere Gürtelschichten,
die im Laufflächenbereich
außerhalb
der Karkassenschicht liegen, umfaßt, und der ferner Verbindungslagen
umfaßt,
die jeweils in beiden Endbereichen der Gürtelschichten der Breite nach
liegen, wobei das Verhältnis
des Reifen-Umfangsmoduls (b) der Verbindungslagen zu dem radialen
Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf 1,2 oder darüber eingestellt
ist, durch Einarbeiten einer kurzen Faser (A'), die durch Fibrillieren einer kurzen
Faser (A) gebildet ist, deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, in den die Verbindungslagen bildenden Kautschuk in einem Anteil
von 0,5 bis 15 Gew.-Teilen pro 100 Gew.-Teile des Kautschuks und
Orientieren der fibrillierten kurzen Faser (A') in der Umfangsrichtung des Reifens.
-
Ein
weiterer erfindungsgemäßer Luftreifen,
der das zweite Ziel von oben erreicht, ist ein Radialluftreifen,
der eine Karkassenschicht, die ein Paar von d. h. linksseitigen
und rechtsseitigen Wulstbereichen verbrückt, und mehrere Gürtelschichten,
die im Lauffhächenbereich
außerhalb
der Karkassenschicht liegen, umfaßt, und der ferner Verbindungslagen
umfaßt,
die jeweils in beiden Endbereichen der Gürtelschichten der Breite nach
liegen, wobei das Verhältnis
des Reifen-Umfangsmoduls (b) der Verbindungslagen zu dem radialen
Reifen-Modul (a) davon (d. h. b/a-Verhältnis) auf 1,2 oder darüber eingestellt
ist, durch Einarbeiten einer kurzen Faser (1'), die durch Fibrillieren einer kurzen
Faser (A) gebildet ist, deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, und einer Zusammensetzung, die eine kurze Faser (B), die aus
einem thermoplastischen Polymer mit Amidgruppen in der Hauptkette
hergestellt ist, und eine aus einem Kautschuk und/oder einem Polyolefin
hergestellte Matrix umfaßt,
wobei die kurze Faser (B) in der Matrix dispergiert ist und chemisch
an die Matrix gebunden ist, in den die Verbindungslagen bildenden
Kautschuk in Anteilen von 0,5 bis 10 Teilen der fibrillierten kurzen
Faser (A') und 1
bis 15 Gew.-Teilen der kurzen Faser (B) pro 100 Gew.-Teile des Kautschuks
und Orientieren der fibrillierten kurzen Faser (A') und der kurzen
Faser (B) in der Umfangsrichtung des Reifens.
-
In
den obigen Fällen,
in denen solch anisotrope Kautschuk-Verbindungslagen, daß das Reifen-Umfangsmodul (b)
um einen spezifischen Faktor oder darüber größer ist als das radiale Reifen-Modul
(a), in beide Endbereiche der Gürtelschichten
gelegt sind, können
die Steifigkeiten in Breitenrichtung des Reifens und Radialrichtung
des Reifens (senkrecht zur Reifendrehachse) auf ein Niveau eingestellt
werden, das denen des Standes der Technik entspricht mit einer Erhöhung der
Reifenumfangssteifigkeit der Schulterbereiche nahe den Gürtelrändern, was
es möglich
macht, das Straßengeräusch zu
verringern, wobei die Grundeigenschaften, wie der Fahrkomfort und
die Lenkstabilität
auf hohem Niveau bleiben.
-
Ein
erfindungsgemäßer Luftreifen,
der das dritte Ziel von oben erreicht, ist einer, in dem das Verhältnis des
Reifen-Umfangsmoduls
(b) der Lauffläche
zu seinem radialen Reifen-Modul
(a) (d. h. das b/a)-Verhältnis) auf
1,2 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die gebildet ist
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur aufweist, die im wesentlichen aus mindestens
zwei Polymeren besteht, in den Kautschuk der Lauffläche in einem
Anteil von 0,5 bis 15 Gew.-Teilen
pro 100 Gew.-Teilen des Kautschuks und Orientieren der kurzen Faser
(A') in Umfangsrichtung
des Reifens, und wobei der Flächenanteil
der Rillen der Lauffläche
auf 30 bis 40% eingestellt ist.
-
Ein
weiterer erfindungsgemäßer Luftreifen,
der das dritte Ziel von oben erreicht, ist einer, in dem das Verhältnis des
Seiten-Umfangsmoduls (b) der Lauffläche zu dem radialen Reifen-Modul
(a) (d. h. das b/a-Verhältnis)
auf 1,2 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die durch Fibrillieren
einer kurzen Faser (A) gebildet ist, deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt ist,
und einer Zusammensetzung, die eine kurze Faser (B), die aus einem
thermoplastischen Polymer mit Amidgruppen in der Hauptkette hergestellt
ist, und eine aus einem Kautschuk und/oder einem Polyolefin hergestellte
Matrix umfaßt,
wobei die kurze Faser (B) in der Matrix dispergiert ist und chemisch
an die Matrix gebunden ist, in den Laufflächenkautschuk in Anteilen von
0,5 bis 10 Gew.-Teilen der fibrillierten kurzen Faser (A') und 1 bis 15 Gew.-Teilen
der kurzen Faser (B) pro 100 Gew.-Teilen des Kautschuks und Orientieren
der fibrillierten kurzen Faser (A') und der kurzen Faser (B) in Umfangsrichtung
des Reifens, und der Flächenanteil
der Rillen der Lauffläche
ist auf 30 bis 40% eingestellt.
-
Obwohl
ein Luftreifen mit einer größeren Bodenkontaktfläche vorteilhafter
ist hinsichtlich des Bremsverhaltens auf einer trockenen Straßenoberfläche, ist
es ebenso erforderlich, daß er
ausreichend Rillenfläche besitzt,
um ein zufriedenstellendes Drainageverhalten auf einer nassen Straßenoberfläche sicherzustellen. Folglich
gibt es eine Grenze für
die Verbesserung von beiden, dem Bremsverhalten auf einer trockenen
Straßenoberfläche und
demjenigen auf einer nassen Straßenoberfläche in wohlausgeglichenem Zustand
durch Änderung
des Flächenanteils
der Rillen.
-
In
den obigen Fällen,
in denen der Flächenanteil
der Rillen der Lauffläche
auf den obigen Bereich eingeschränkt
ist und eine derart anisotrope Kautschuklauffläche verwendet wird, daß der Reifen-Umfangsmodul, (b)
um einen spezifischen Faktor oder darüber größer ist als der radiale Reifen-Modul
(a) verwendet wird, kann ausschließlich die Reifenumfangssteifigkeit
der Lauffläche
selektiv erhöht
werden, während
eine ausreichende effektive Bodenkontaktfläche sichergestellt ist durch
Kontrolle der radialen Reifensteifigkeit der Lauffläche auf ein
herkömmliches
Niveau oder darunter. So kann das Bremsverhalten auf einer trockenen
Straßenoberfläche gut
mit dem auf einer nassen Straßenoberfläche auf
hohem Niveau zusammentreffen.
-
Ein
erfindungsgemäßer Luftreifen,
der das vierte Ziel von oben erreicht ist einer, in dem der Laufflächenbereich
aus mindestens zwei Schichten besteht, die eine obere Lauffläche (cap
tread) und eine untere Lauffläche
(under tread) umfassen, und das Verhältnis des Reifen-Umfangsmoduls
(b) der unteren Lauffläche zu
dem Reifen-Modul der Breite nach (a) davon (d. h. das b/a-Verhältnis) auf
1,5 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die gebildet wird
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, in den Kautschuk, der die untere
Lauffläche
bildet, in einem Anteil von 1 bis 15 Gew.-Teilen pro 100 Gew.-Teile
des Kautschuks und Orientieren der fibrillierten kurzen Faser (A)
in Umfangsrichtung des Reifens.
-
Ein
weiterer erfindungsgemäßen Luftreifen,
der das vierte Ziel von oben erreicht, ist einer, in dem die Lauffläche aus
mindestens zwei Schichten besteht, die eine obere Lauffläche und
eine untere Lauffläche
umfassen, und das Verhältnis
des Reifen-Umfangsmoduls (b) der unteren Lauffläche zu dem Reifen-Modul der Breite
nach (a) davon (d. h. das b/a-Verhältnis) auf
1,5 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur einnimmt,
die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, gebildet ist, und einer Zusammensetzung, die eine kurze Faser
(B), die aus einem thermoplastischen Polymer mit Amidgruppen in
der Hauptkette und einer aus einem Kautschuk und/oder einem Polyolefin
hergestellte Matrix umfaßt,
wobei die kurze Faser (B) in der Matrix dispergiert ist und chemisch
an die Matrix gebunden ist, in den Kautschuk, der die untere Lauffläche bildet,
in Anteilen von 1 bis 12 Gew.-Teilen der fibrillierten kurzen Faser
(A') und 1 bis 10 Gew.-Teilen
der kurzen Faser (B) pro 100 Gew.-Teilen des Kautschuks und Orientieren
der fibrillierten kurzen Faser (A') und der kurzen Faser (B) in Umfangsrichtung
des Reifens.
-
Zum
Zweck, die Nachfrage nach einem verbesserten Treibstoffverbrauch
von Fahrzeugen in der letzten Zeit zu erfüllen, wurden unterschiedliche
Versuche unternommen, um den Rollwiderstand eines Reifens zu verringern.
Als Verfahren, um verbesserten Treibstoffverbrauch mit den Reiseeigenschaften
auf einer nassen Straßenoberfläche in Einklang
zu bringen, war es beispielsweise herkömmliche Praxis, eine Zweischicht-Lauffläche zu verwenden,
die aus einer oberen Lauffläche
(cap tread) und einer unteren Lauffläche (under tread) besteht,
um so das Volumen der oberen Lauffläche, die einen großen Energieverlust
aufweist, zu verringern. Bei dieser Praxis wird insbesondere ein
Kautschuk mit ausgezeichnetem Naßverhalten als obere Lauffläche verwendet
und ein Kautschuk, der einen kleinen Energieverlust zeigt, wird
als untere Lauffläche
verwendet.
-
Wenn
der Gehalt an Ruß in
der unteren Lauffläche
verringert wird, um den Energieverlust der unteren Lauffläche zu erniedrigen,
ergibt jedoch der resultierende Kautschuk ein zu weiches Vulkanisat,
um eine zufriedenstellende Lenkstabilität zu erzielen. Wenn andererseits
ein Butadien-Kautschuk mit ausgezeichneter Stoßelastizität in die untere Lauffläche eingearbeitet
wird, besitzt die resultierende untere Lauffläche eine derart niedrige Viskosität des Kautschuks
im unvulkanisierten Zustand (green viscosity), daß ohne weiteres
beim Pressen der rillenbildenden Gerüste, die auf der Innenfläche eines
Formwerkzeugs vorliegen gegen die Lauffläche beim Formen des Reifens
durch Vulkanisation Kautschukfluß verursacht wird, und folglich
wird die untere Lauffläche
zu dünn
in den Bereichen, die sich unter den Rillen befinden und wird zu
dick in den Bereichen, die sich unter Blöcken befinden. Somit ist der
Reifen, der mit einer unteren Lauffläche versehen ist, die einen Butadien-Kautschuk
oder dgl. enthält,
darin nachteilig, daß die
untere Lauffläche
im letzten Stadium der Abnutzung an die Oberfläche gelangt, was zu geringen
Griffigkeitseigenschaften führt.
-
In
den obigen Fällen,
in denen das Verhältnis
des Reifen-Umfangsmoduls
(b) der unteren Lauffläche zum
Reifen-Modul der Breite nach (a) davon (d. h. das b/a-Verhältnis) auf
1,5 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die gebildet ist
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, in einem spezifischen Anteil
und Orientieren der kurzen Faser (A'), in Umfangsrichtung des Reifens, wird
die Formung des Reifens durch Vulkanisation wenig von Kautschukfluß begleitet,
was eine verbesserte Gleichförmigkeit
in der Dicke der unteren Lauffläche
ergibt, auch dann, wenn ein Kautschuk, der einen niedrigen Energieverlust
zeigt, als untere Lauffläche
verwendet wird, zum Zweck, den Rollwiderstand des Reifens zu verringern.
Nach der Vulkanisation liegt die fibrillierte kurze Faser (A') in der unteren
Lauffläche
in einem in Umfangsrichtung des Reifens orientiertem Zustand vor
und zeigt so einen hohen Verstärkungseffekt,
womit die Lenkstabilität
verbessert wird.
-
Die
fibrillierte kurze Faser (A')
hat im Vergleich zu der kurzen Nylonfaser und dem Ruß gemäß Stand der
Technik ausgezeichnete Eigenschaften. Insbesondere erleidet ein
Kautschuk, der die fibrillierte kurze Faser (A') auch in einer großen Menge enthält, kaum
einen Anstieg von tanδ,
obwohl ein Kautschuk, der Ruß in einer
zum Zweck der Erhöhung
der Härte
der unteren Lauffläche
vergrößerten Menge
enthält,
mit einem Anstieg der Härte
ein erhöhtes
tanδ aufweist.
-
Ferner
ist die Viskosität
des Kautschuks, der die fibrillierte kurze Faser (A') sogar in einer
großen
Menge enthält,
in unvulkanisiertem Zustand wenig erhöht, obwohl ein Kautschuk, der
eine große
Menge der Nylon-Kurzfaser des Standes der Technik enthält, eine
zu hohe Viskosität
des Kautschuks in unvulkanisiertem Zustand aufweist, um eine zufriedenstellende
Verarbeitbarkeit beim Kneten und der Extrusion zu zeigen. Folglich
kann das Einarbeiten der fibrillierten kurzen Faser (A') in einen Kautschuk
den Modul des Kautschuks in unvulkanisiertem Zustand (green modulus)
nicht nur in Kornrichtung (Richtung der Faserorientierung), sondern auch
in reverser Kornrichtung (senkrecht zur Richtung der Faserorientierung)
erhöhen.
Somit ergibt das Einarbeiten der fibrillierten kurzen Faser (A') in eine untere
Lauffläche
eine untere Lauffläche,
welche hart ist und einen niedrigen Wärmeaufbau zeigt. Ferner wird
folglich bei dieser unteren Lauffläche infolge ihrer hohen Festigkeit
des Kautschuks in unvulkanisiertem Zustand (green strength) verhindert,
daß Kautschuk
während
der Vulkanisation des Reifens fließt, trotz der Tatsache, daß sie eine
bessere Verarbeitbarkeit besitzt als diejenige, welche die Nylon-Kurzfaser
des Standes der Technik enthält.
Darüber
hinaus bringt das Einarbeiten der fibrillierten kurzen Faser (A') ebenso den Effekt
mit sich, daß verhindert
wird, daß die
Kautschuk-Verbindung während
der Lagerung kalt fließt.
-
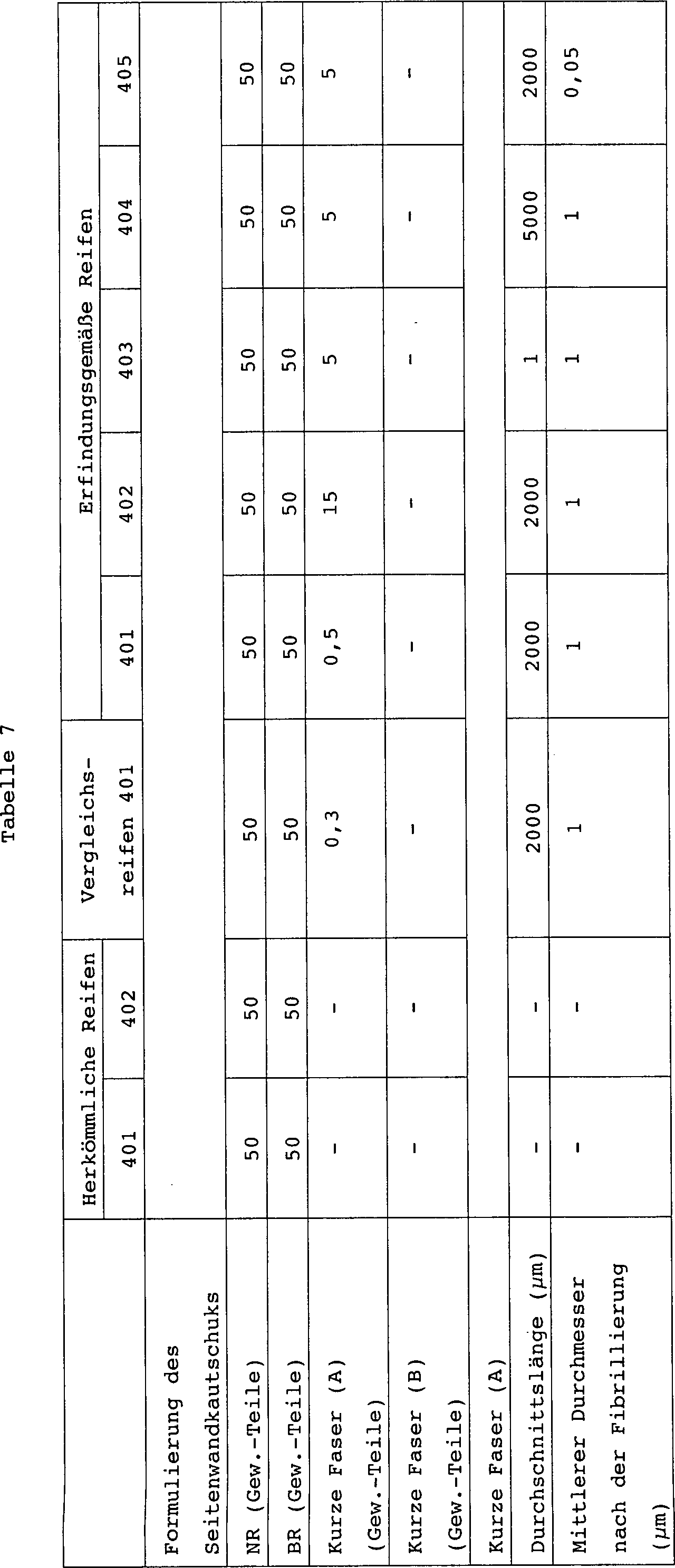
Ein
erfindungsgemäßer Luftreifen,
der das fünfte
der obigen Ziele erreicht, ist einer, in dem mindestens ein Teil
der Seitenwand aus einer Kautschukzusammensetzung gebildet ist,
die 0,5 bis 15 Gew.-Teile einer kurzen Faser (A') enthält, die gebildet wird durch
Fibrillieren einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist.
-
Ein
weiterer erfindungsgemäßer Luftreifen,
der das fünfte
Ziel von oben erreicht, ist einer, in dem mindestens ein Teil der
Seitenwand gebildet ist aus einer Kautschukzusammensetzung, die
eine kurze Faser (A') enthält, die
gebildet ist durch Fibrillieren einer kurzen Faser (A), deren Querschnitt
eine Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, und einer Zusammensetzung, die
eine kurze Faser (B), die aus einem thermoplastischen Polymer mit
Amidgruppen in der Hauptkette und einer aus einem Kautschuk und/oder
einem Polyolefin gebildete Matrix umfaßt, wobei die kurze Faser (B)
in der Matrix dispergiert ist und an die Matrix chemisch gebunden
ist, in Anteilen von 0,5 bis 10 Gew.-Teilen der fibrillierten kurzen
Faser (A') und 1
bis 15 Gew.-Teilen der kurzen Faser (B), bezogen auf 100 Gew.-Teile
des Kautschuks.
-
Die
Beständigkeit
eines Luftreifens gegen äußere Beschädigungen
erniedrigt sich, wenn die Dicke des Seitenwandkautschuks ausschließlich zum
Zweck der Gewichtverringerung verringert wird. Obwohl eine Seitenwand
durch Zusatz von Nylon-Kurzfasern zu dem Kautschuk, der die Seitenwand
bildet, verstärkt
werden kann, führt
die Verstärkung
mit Nylonfasern zu einem nicht zufriedenstellenden Verstärkungseffekt.
So kann keine zufriedenstellende Beständigkeit gegen äußere Beschädigungen
sichergestellt werden, wenn das Gewicht eines Reifens verringert
wird durch Verringerung der Seitenwanddicke.
-
In
den obigen Fällen,
in denen eine kurze Faser (A'),
die gebildet ist durch Fibrillieren einer kurzen Faser (A), deren
Querschnitt eine Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren besteht, in den Seitenwandkautschuk in einem bestimmten
Anteil eingebaut ist, erhöht
die fibrillierte kurze Faser (A')
den Modul bei geringer Dehnung sprunghaft und zeigt so einen ausgezeichneten
Verstärkungseffekt,
was es ermöglicht,
zufriedenstellende Beständigkeit
gegen äußere Beschädigungen
sicherzustellen, wenn das Gewicht eines Reifens durch Verringerung
der Seitenwanddicke reduziert wird.
-
Es
ist bevorzugt, daß die
fibrillierte kurze Faser (A')
in einer Richtung parallel zur Seitenwandfläche orientiert ist. Die fibrillierte
kurze Faser (A')
kann in beliebigem Zustand in Umfangs- und Radialrichtungen des Reifens
orientiert sein, solange sie in einer Richtung parallel zur Seitenwandfläche orientiert
ist. Beispielsweise kann die kurze Faser (A') in einer bestimmten Richtung orientiert
sein (wie beispielsweise in Umfangsrichtung) oder zufällig angeordnet
sein. Der maximale Verstärkungseffekt
der fibrillierten kurzen Faser (A') kann erreicht werden, wenn die Faser
(A') in einem solchen
Zustand orientiert ist.
-
Ein
erfindungsgemäßer Luftreifen,
der das sechste der obigen Ziele erreicht, ist ein Hochleistungs- (heavy-duty)
Radialluftreifen, der eine Karkassenschicht umfaßt, die mehrere Karkassencords
in einem in Radialrichtung des Reifens orientiertem Zustand enthält und ein
Paar von, d. h. linksseitige und rechtsseitige wulstbereiche verbrückt, wobei
beide Bereiche der Karkassenschicht der Endbereiche des Reifens
der Breite nach jeweils von der inneren Seite des Reifens zur äußeren Seite
des Reifens um die Wulstkerne noch oben gewunden (aufgewickelt)
sind, und der ferner durch kurze Fasern verstärkte Schichten umfaßt, die
mindestens in den nach oben gewundenen Endbereichen der Karkassenschicht
liegen, wobei das Verhältnis
des Reifen-Umfangsmoduls (b) der durch kurze Fasern verstärkten Schichten
zu dem radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) 1,2
oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die gebildet ist
durch die Fibrillieren einer kurzen Faser (A), deren Querschnitt
eine Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, in den Kautschuk, der die durch
kurze Fasern verstärkten
Schichten bildet, in einem Anteil von 0,5 bis 15 Gew.-Teilen, bezogen
auf 100 Gew.-Teile des Kautschuks, und Orientieren der fibrillierten
kurzen Faser (A')
in Umfangsrichtung des Reifens.
-
Ein
weiterer erfindungsgemäßer Luftreifen,
der das sechste der obigen Ziele erreicht, ist ein Hochleistungs-Radialluftreifen,
der eine Karkassenschicht umfaßt,
die mehrere Karkassencords in einem in Radialrichtung des Reifens
angeordneten Zustands enthält,
ein Paar von, d. h. linksseitige und rechtsseitige Wulstbereichen
verbrückt,
wobei beide Reifenendbereiche der Karkassenschicht der Breite nach
von der Innenseite des Reifen zur Außenseite des Reifens um die
Wulstkerne nach oben gewunden sind, und ferner durch kurze Fasern
verstärkte
Schichten umfaßt,
die mindestens in den nach oben gewundenen Endbereichen der Karkassenschicht
liegen, wobei das Verhältnis
des Reifen-Umfangsmoduls (b) der durch die kurzen Fasern verstärkten Schichten
zum radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf
1,2 oder darüber
eingestellt ist durch Einarbeiten einer kurzen Faser (A'), die gebildet ist
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnimmt, die im wesentlich aus mindestens zwei
Polymeren zusammengesetzt ist, und einer Zusammensetzung, die eine
kurze Faser (B), die aus einem thermoplastischen Polymer mit Amidgruppen
in der Hauptkette gefertigt ist, und eine aus einem Kautschuk und/oder
einem Polyolefin hergestellte Matrix umfaßt, wobei die kurze Faser (B)
in der Matrix dispergiert ist und chemisch an die Matrix gebunden
ist, in den Kautschuk, welcher die durch kurze Fasern verstärkten Schichten
bildet, in Anteilen von 0,5 bis 10 Gew.-Teilen der fibrillierten
kurzen Faser (A')
und 1 bis 15 Gew.-Teilen der kurzen Faser (B) pro 100 Gew.-Teilen
des Kautschuk und Orientieren der fibrillierten kurzen Faser (A') und der kurzen
Faser (B) in Umfangsrichtung des Reifens.
-
Es
sind Hochleistungs- (heavy-duty) Radialluftreifen bekannt, in denen
Verstärkungsschichten,
die Stahlcords oder Cords organischer Fasern enthalten, in die Wulstbereiche
gelegt sind, zum Zweck der Erhöhung
der Dauerhaftigkeit. Selbst wenn eine solche Verstärkungsstruktur
gebildet wird, ist es immer noch schwierig, die Delaminierung zwischen
Cords zu verhindern, die in den nach oben gewundenen Endbereichen der
Karkassenschicht auftritt.
-
Genaugenommen
enthalten die nach oben gewundenen Endbereiche der Karkassenschicht
Teile, in denen die Karkassencords nicht an den Kautschuk gebunden
sind, so daß Risse
in solchen Teilen beginnen und dann wachsen, was zur Delaminierung
zwischen Karkassencords führt.
Obwohl es bekannt ist, daß die nach
oben gewundenen Endbereiche der Karkassenschicht durch Kautschukverstärkungsschichten
verstärkt werden
können,
versagt eine solche Verstärkung
nicht nur darin, einen zufriedenstellenden Effekt zu erzielen, sondern
bringt auch eine Gewichtserhöhung
mit sich.
-
In
den obigen Fällen,
in denen durch derart anisotrope kurze Fasern verstärkte Kautschukschichten, daß der Reifen-Umfangsmodul (b)
größer ist
als der radiale Reifen-Modul (b) um einen spezifischen Faktor oder
darüber,
in die nach oben gewundenen Endbereiche der Karkassenschicht gelegt
werden, wird wirksam verhindert, daß sich die in Radialrichtung
des Reifens angeordneten Cords in einer Umfangsrichtung des Reifens
bewegen, so daß die
Spannungskonzentration in den nach oben gewundenen Endbereichen
entspannt werden kann mit einer Abnahme des Kautschukvolumens der
Wulstbereiche, wodurch die Delaminierung zwischen Cords verhindert
und somit die Dauerhaftigkeit des Reifens erhöht wird. Zusätzlich kann,
wenn eine stahlcordverstärkte
Schicht, die mehrere Stahlcords in einem in Radialrichtung des Reifens
angeordneten Zustand enthält,
ferner in einer solchen Weise gelegt wird, daß sie entlang der Karkassenschicht
in den Wustbereichen liegt, auch die Laminierung zwischen Cords
in den oberen Endbereichen der stahlcordverstärkten Schicht verhindert werden
durch Legen der durch kurze Fasern verstärkten Schicht in die oberen
Endbereiche der stahlcordverstärkten
Schicht.
-
Ein
erfindungsgemäßer Luftreifen,
der das siebte Ziel von oben erreicht, ist ein Radialluftreifen,
der Wulstfüllstoffe
umfaßt,
die jeweils an den äußeren peripheren
Seiten der Wulstkerne angeordnet sind, wobei die Wulstfüllstoffe
gebildet sind aus einer Kautschukzusammensetzung, die eine kurze
Faser (A'), die
gebildet wird durch Fibrillieren einer kurzen Faser (A), deren Querschnitt
eine Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, enthält, in einem Anteil von 3 bis
15 Gew.-Teilen pro 100 Gew.-Teilen des Kautschuks in einem in einer
Richtung senkrecht zur radialen Richtung des Reifens orientierten
Zustand, wodurch das Verhältnis
des Speichermoduls (b) der Wulstfüllstoffe in der Orientierungsrichtung
der kurzen Faser zum radialen Reifenspeichermodul (a) davon (d.
h. das b/a-Verhältnis) auf
4 bis 10 eingestellt wird.
-
Ein
weiterer erfindungsgemäßer Luftreifen,
der das siebte der obigen Ziele erreicht, ist ein Radialluftreifen,
der Wulstfüllstoffe
umfaßt,
die jeweils an den äußeren peripheren
Seiten der Wulstkerne angeordnet sind, wobei die Wulstfüllstoffe
gebildet sind aus einer Kautschukzusammensetzung, die eine kurze
Faser (A'), die
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnimmt, die im wesentlich aus mindestens zwei
Polymeren zusammengesetzt ist, gebildet ist, enthält, und
einer Zusammensetzung, die eine kurze Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkette gebildet ist, und eine
Matrix, die aus einem Kautschuk und/oder einem Polyolefin hergestellt
ist, umfaßt,
wobei die kurze Faser (B) in der Matrix dispergiert ist und chemisch
an die Matrix gebunden ist, in Anteilen von 3 bis 10 Gew.-Teilen
der fibrillierten kurzen Faser (A') und 1 bis 15 Gew.-Teilen der kurzen
Faser (B) pro 100 Gew.-Teilen in einem in einer Richtung senkrecht
zur Radialrichtung des Reifens orientierten Zustand, wodurch das
Verhältnis
des Speichermoduls (b) der Wulstfüllstoffe in der Orientierungsrichtung
der kurzen Faser zu dem radialen Reifenspeichermodul (a) davon (d.
h. das b/a-Verhältnis)
auf 4 bis 10 eingestellt wird.
-
Bei
der Verbesserung der Lenkstabilität eines Radialluftreifens mit
einem Aspektverhältnis
von 60% oder darunter werden üblicherweise
Mittel zum Verlegen von Stahlverstärkungen in der Nachbarschaft
der Wulstfüllstoffe
verwendet, weil die Steifigkeit der Wulstbereiche durch bloßes Erhöhen der
Steifigkeit der Wulstfüllstoffe
nicht ausreichend erhöht
werden kann. Wenn jedoch solche Stahlverstärkungen in die Wulstbereiche
gelegt werden, ist der erhaltene Reifen infolge seiner zu hohen
radialen Reifensteifigkeit signifikant in seinem Fahrkomfort verschlechtert
und sein Gewicht ist erhöht.
Wenn andererseits keine Stahlverstärkung verwendet wird, besitzt
der resultierende Reifen eine geringe Lenkstabilität infolge
zu weicher Wulstbereiche.
-
In
den obigen Fällen,
in denen Wulstfüllstoffe
aus anisotropen Kautschuk, welche die fibrillierte kurze Faser (A') in einem in einer
Richtung senkrecht zur Radialrichtung des Reifens orientierten Zustand
enthalten und in denen der Speichermodul (b) in Richtung der Orientierung
der kurzen Faser um einen spezifischen Faktor oder darüber größer ist
als der radiale Reifenspeichermodul (a), an den äußeren peripheren Seiten der Wulstkerne
verlegt sind, kann die Steifigkeit der Wulstbereiche in einer zur
Radial-Reifenrichtung
senkrechten Richtung erhöht
werden, ohne irgendeine wesentliche Veränderung der Steifigkeit der Wulstbereiche
in Radialrichtung des Reifens. Entsprechend macht es die Verwendung
solcher Wulstfüllstoffe
möglich,
nicht nur eine Lenkstabilität
sicherzustellen, die derjenigen eines mit Stahlverstärkungen
in der Nachbarschaft der Wulstfüllstoffe
versehenen Reifens ebenbürtig
oder überlegen
ist, sondern auch einen Fahrkomfort und ein geringes Gewicht, das
demjenigen eines Reifens entspricht, der mit keiner Stahlverstärkung versehen
ist.
-
Die
obige Anisotropie der Wulstfüllstoffe
kann erreicht werden durch Orientieren der fibrillierten kurzen Faser
(A') in einer Richtung
senkrecht zur Radialrichtung des Reifens. Die kurze Faser (A') kann orientiert
werden in Reifenumfangsrichtung oder in Richtung der Reifendrehachse.
Die Orientierung in Reifenumfangsrichtung ist bevorzugt. Alternativ
können
Zweischicht-Wulstfüllstoffe,
die aus zwei Schichten bestehen, die in Richtung der Reifendrehachse
laminiert sind, verwendet werden, wobei eine der Schichten die kurze
Faser in einem in Reifenumfangsrichtung orientierten Zustand enthält, und
die andere diese in einem in Richtung der Reifendrehachse orientierten
Zustand enthält.
-
Es
ist bevorzugt, daß der
obige anisotrope Aufbau der Wulstfüllstoffe auf Radialluftreifen
mit Aspektverhältnissen
von 60% oder darunter angewandt wird. Die Anwendung auf solch abgeflachte
Reifen bringt deutlicherer Funktionen und Wirkungen hervor.
-
In
dieser Anmeldung ist der jeweilige Wert des Speichermoduls einer,
der in bezug auf ein Teststück mit
einer Breite von 5 mm, einer Länge
von 20 mm und einer Dicke von 2 mm unter Verwendung eines Viskoelastizitäts-Spektrometers
bei einer Dehnung (strain) von 5 ± 1%, einer Frequenz von 20
Hz und einer Temperatur von 20°C
bestimmt wurde.
-
Kurze Beschreibung der
Zeichnungen
-
1 ist eine meridionale Schnittansicht,
die ein Beispiel des Radialluftreifens gemäß der ersten erfindungsgemäßen Ausführungsform
zeigt;
-
2 ist eine meridionale Schnittansicht,
welche den wesentlichen Teil eines Modifizierungsbeispiels des Radialluftreifens
gemäß der ersten
erfindungsgemäßen Ausführungsform
zeigt;
-
3 ist eine meridionale Schnittansicht,
welche den wesentlichen Teil eines weiteren Modifizierungsbeispiels
des Radialluftreifens gemäß der ersten
erfindungsgemäßen Ausführungsform
zeigt;
-
4 ist eine meridionale Halbschnittansicht,
die ein Beispiel eines Radialluftreifens gemäß der zweiten erfindungsgemäßen Ausführungsform
zeigt;
-
5 ist eine meridionale Halbschnittansicht,
die den Luftreifen gemäß der dritten
erfindungsgemäßen Ausführungsform
zeigt;
-
6 ist eine meridionale Halbschnittansicht,
die ein Beispiel des Luftreifens gemäß der vierten erfindungsgemäßen Ausführungsform
zeigt;
-
7 ist eine meridionale Halbschnittansicht,
die ein Modifizierungsbeispiel des Luftreifens gemäß der vierten
erfindungsgemäßen Ausführungsform
zeigt;
-
8 ist eine meridionale Halbschnittansicht,
die ein weiteres Modifizierungsbeispiel des Luftreifens gemäß der vierten
erfindungsgemäßen Ausführungsform
zeigt;
-
9 ist eine Schnittansicht,
die ein Beispiel des Wulstbereichs des Hochleistungs-Radialluftreifens gemäß der fünften erfindungsgemäßen Ausführungsform
zeigt;
-
10 ist eine perspektivische
Ansicht, welche den nach oben gewundenen Bereich der in 9 gezeigten Karkassenschicht
zeigt;
-
11 ist eine Schnittansicht,
die ein Modifizierungsbeispiel des Wulstbereichs des Hochleistungs-Radialluftreifens
gemäß der fünften erfindungsgemäßen Ausführungsform
zeigt;
-
12 ist eine meridionale
Halbschnittansicht, die ein Beispiel des Radialluftreifens gemäß der sechsten
erfindungsgemäßen Ausführungsform
zeigt;
-
13 ist eine perspektivische
Schnittansicht, die ein Beispiel des Wulstfüllstoffs gemäß der in 12 gezeigten Ausführungsform
zeigt;
-
14 ist eine perspektivische
Schnittansicht, die ein Modifizierungsbeispiel des Wulstfüllstoffs
gemäß der in 12 gezeigten Ausführungsform
zeigt; und
-
15 ist eine perspektivische
Schnittansicht, die ein weiteres Modifizierungsbeispiel des Wulstfüllstoffs
gemäß der in 12 gezeigten Ausführungsform
zeigt.
-
Ausführliche
Beschreibung der bevorzugten Ausführungsformen
-
1 zeigt ein Beispiel des
Radialluftreifens gemäß der ersten
erfindungsgemäßen Ausführungsform. In 1 verbrückt eine Karkassenschicht 12,
die mehrere Verstärkungscords
in einem in Radialrichtung angeordneten Zustand enthält, ein
Paar, d. h. linksseitige und rechtsseitige Wulstbereiche 11, 11 und
beide Endbereiche der Karkassenschicht 12 des Reifens der
Breite nach sind jeweils um die Wulstkerne 13 von der inneren
Seite des Reifens zur äußeren Seite
des Reifens nach oben gewunden.
-
Zwei
Gürtelschichten 15a und 15b,
die jeweils mehrere Stahlcords enthalten, sind im Laufflächenbereich 14 an
der Außenseite
der Karkassenschicht 12 verlegt. Diese Gürtelschichten 15a und 15b sind
in solcher Weise verlegt, daß die
Verstärkungscords
schräg
zur Reifenumfangsrichtung angeordnet ist, und daß die Verstärkungscords, die in einer der
Schichten 15a und 15b enthalten sind, diejenigen
kreuzen, die in der anderen enthalten sind. In der inneren Gürtelschicht 15a ist
der Cordwinkel auf 15 bis 30° zur
Reifenumfangsrichtung eingestellt, während in der äußeren Gürtelschicht 15b der
Cordwinkel auf 15 bis 30° dazu
eingestellt ist.
-
Verbindungslagen 16 sind
jeweils in die Endbereiche der Gürtelschichten 15a und 15b der
Breite des Reifens nach gelegt. Es ist bevorzugt, daß diese
Verbindungslagen 16 zwischen die Gürtelschichten 15a und 15b gelegt
sind, wie in 2 gezeigt
ist oder auf der Außenseite
der Gürtelschichten 15a und 15b,
wie in 1 gezeigt ist,
obwohl sie auf der Innenseite der Gürtelschicht 15a verlegt
sein können,
wie in 3 gezeigt ist. Ferner
können
Gürtelränder-Abdeckungsschichten,
die jeweils mehrere organische Fasercords in einem in einer Reifenumfangsrichtung
angeordneten Zustand enthalten, in den Endbereichen der Gürtelschichten 15a und 15b der
Breite des Reifens nach zusätzlich
zu den Verbindungslagen 16 von oben verlegt sein.
-
Das
Verhältnis
des Reifen-Umfangsmoduls (b) der Verbindungslagen 16 zum
radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) ist
auf 1,2 oder darüber
eingestellt durch Einarbeiten einer kurzen Faser (A'), die gebildet ist durch
Fibrillieren einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, und gegebenenfalls einer kurzen Faser (B), die hergestellt
ist aus einem thermoplastischen Polymer mit Amidgruppen in der Hauptkette, in
den Kautschuk, welcher die Verbindungslagen 16 bildet,
und Orientierung der fibrillierten kurzen Faser (A') oder der hybridisierten
kurzen Fasern (A')
und (B) in einer Umfangsrichtung des Reifens.
-
Die
Umfangssteifigkeit des Reifens kann selektiv erhöht werden durch Verlegen derart
anisotroper Verbindungslagen 16 in beide Endbereiche der
Gürtelschichten 15a und 15b,
wodurch das Straßengeräusch verringert
werden kann, während
die Basiseigenschaften, wie der Fahrkomfort und die Lenkstabilität auf hohem
Niveau beibehalten werden. Es ist notwendig, daß das Verhältnis des Reifen-Umfangsmoduls
(b) der Verbindungslagen 16 zum radialen Reifen-Modul (a)
davon (d. h. das b/a-Verhältnis)
auf 1,2 oder darüber,
vorzugsweise 1,5 oder darüber
eingestellt ist. Wenn das Verhältnis
weniger als 1,2 ist, ist es schwierig, die Aufrechterhaltung der
Basiseigenschaften des Reifens mit der Verringerung des Straßengeräusches in
Einklang zu bringen. Darüber
hinaus hängt
das b/a-Verhältnis
auch von der Härte
des Kautschuks, den Zugabemengen der kurzen Faser, dem Extrusionsverfahren
der Lagen usw. ab und seine Obergrenze ist etwa 10.
-
Es
ist bevorzugt, daß die
Verbindungslagen eine Breite von mindestens 5% der maximalen Gürtelbreite
haben. Wenn die Breite der Verbindungslagen 16 weniger
als 5% der maximalen Gürtelbreite
ist, ist der Verstärkungseffekt
zu gering, um das Straßengeräusch zu
verringern. wenn die Breite der Verbindungslagen zu groß ist, wird
der Fahrkomfort gering, wenn auch ein hoher Verstärkungseffekt
erzielt wird. Entsprechend ist es bevorzugt, daß die obere Grenze der Breite
der Verbindungslagen 40% der maximalen Gürtelbreite ist.
-
Als
nächstes
ist es bevorzugt, daß die
Verbindungslagen 16 eine Dicke von 0,3 mm oder darüber haben.
Wenn die Dicke der Verbindungslagen 16 weniger als 0,3
mm ist, ist der Verstärkungseffekt
gering, um das Straßengeräusch zu
verringern. Wenn im Gegensatz hierzu die Dicke zu groß ist, erhöht sich
das Gewicht und der Wärmeaufbau
des erhaltenen Reifens, was zu einer geringen Dauerhaftigkeit führt, wenn
auch ein hoher Verstärkungseffekt
erzielt wird. Entsprechend ist es bevorzugt, daß die Obergrenze der Dicke
3 mm ist.
-
Wenn
die fibrillierte kurze Faser (A')
alleine für
die Verbindungslagen 16 verwendet wird, wird die kurze Faser
(A') in den Kautschuk,
welcher die Verbindungslagen 16 bildet, in einer Menge
von 0,5 bis 15 Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingebaut.
Wenn die Menge der fibrillierten kurzen Faser (A') weniger als 0,5 Gew.-Teile beträgt, ist
es schwierig, das Verhältnis
des Reifen-Umfangmoduls (b) der Verbindungslagen 16 zum
radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf
1,2 oder darüber
einzustellen, während dann,
wenn die Menge 15 Gew.-Teile übersteigt,
die resultierende Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit
beim Kneten und der Extrusion besitzt. Es ist anzumerken, daß die Menge
der zugegebenen kurzen Faser (A) im wesentlichen gleich ist der
Menge der eingearbeiteten fibrillierten kurzen Faser (A').
-
Zum
Hybridisieren der fibrillierten kurzen Faser (A') mit der kurzen Faser (B) wird die
Menge der eingearbeiteten fibrillierten kurzen Faser (A') auf 0,5 bis 10
Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt, während diejenige
der eingearbeiteten kurzen Faser (B) auf 1 bis 15 Gew.-Teile, bezogen
darauf, eingestellt wird. Wenn die Gesamtmenge der eingearbeiteten
kurzen Fasern (A')
und (B) weniger als 1,5 Gew.-Teile ist, wird es schwierig, das Verhältnis des
Reifen-Umfangsmoduls (b) der Verbindungslagen 16 zum radialen Reifen-Modul
(a) davon (d. h. das b/a-Verhältnis)
auf 1,2 oder darüber
einzustellen, während
dann, wenn die Gesamtmenge 25 Gew.-Teile übersteigt die resultierende
Kautschukzusammensetzung eine sehr schwache Verarbeitbarkeit beim
Kneten und der Extrusion zeigt.
-
4 zeigt ein Beispiel des
Radialluftreifens gemäß der zweiten
erfindungsgemäßen Ausführungsform.
In 4 verbrückt eine
Karkassenschicht 22, die mehrere Verstärkungscords in einem in Radialrichtung angeordneten
Zustand enthält,
ein Paar von, d. h. linksseitige und rechtsseitige Wulstbereiche 21, 21,
und die Endbereiche der Karkassenschicht 22 in Breitenrichtung
des Reifens sind jeweils von der Innenseite des Reifens zur Außenseite
des Reifens um die Wulstkerne 23 nach oben gewunden. Ferner
sind mehrere Gürtelschichten 25,
die jeweils mehrere Stahlcords in einem schräg zur Umfangsrichtung des Reifens
angeordneten Zustands enthalten, zwischen der Lauffläche und
der Karkassenschicht 22 in einer solchen Weise gelegt,
daß die
Verstärkungscords,
die in einer der Gürtelschichten 25 enthalten
sind, die in der anderen enthaltenen kreuzen. Die Lauffläche 24 hat
Rillen einschließlich
Hauptrillen 26, die sich in Reifenumfangsrichtung erstrecken, und
der Flächenanteil
der Rillen der Lauffläche 24 ist
auf 30 bis 40% eingestellt.
-
Das
Verhältnis
des Reifen-Umfangsmoduls (b) der Lauffläche 24 zum radialen
Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) ist auf 1,2 oder darüber eingestellt
durch Einarbeiten einer kurzen Faser (A'), die gebildet wird durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus zwei Polymeren zusammengesetzt
ist, und gegebenenfalls einer kurzen Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkette hergestellt ist, in den
Kautschuk, der die Lauffläche 24 bildet
und Orientieren der fibrillierten kurzen Faser (A') oder der hybridisierten
kurzen Fasern (A')
und (B) in Umfangsrichtung des Reifens.
-
In
dieser Ausführungsform
ist, wie zuvor beschrieben, der Flächenanteil der Rillen der Lauffläche 24 auf
30 bis 40% eingestellt und die Umfangssteifigkeit der Lauffläche des
Reifens ist dadurch erhöht,
daß dem Kautschuk,
welcher die Lauffläche
bildet, Anisotropie verliehen wird, wodurch das Bremsverhalten auf
einer trockenen Straßenoberfläche mit
demjenigen auf einer nassen Straßenoberfläche auf hohem Niveau in Einklang
gebracht werden kann. Wenn der Flächenanteil der Rillen der Lauffläche 24 weniger
als 30% ist, besitzt der resultierende Reifen ein schlechtes Bremsverhalten
auf einer nassen Straßenoberfläche, während dann, wenn
er 40% übersteigt,
der Reifen ein schlechtes Bremsverhalten auf einer trockenen Straßenoberfläche besitzt.
-
Es
ist notwendig, daß das
Verhältnis
des Reifen-Umfangsmoduls (b) der Lauffläche 24 zum radialen Reifen-Modul
(a) davon (d. h. das b/a-Verhältnis)
auf 1,2 oder darüber,
vorzugsweise 1,5 oder darüber
eingestellt ist. Wenn das Verhältnis
weniger als 1,2 ist, ist es schwierig, das Bremsverhalten auf einer
trockenen Straßenoberfläche mit
demjenigen auf einer ersten Straßenoberfläche auf hohem Niveau in Einklang
zu bringen. Ferner hängt
das b/a-Verhältnis
auch von der Härte
des Laufflächengummis,
den Zugabemengen der kurzen Faser, dem Extrusionsverfahren der Lauffläche usw.
ab, und seine obere Grenze ist etwa 10.
-
Wenn
die fibrillierte kurze Faser (A')
alleine für
den Laufflächenkautschuk
verwendet wird, wird die kurze Faser (A') in einer Menge von 0,5 bis 15 Gew.-Teilen
pro 100 Gew.-Teile
des Kautschuks in den Laufflächenkautschuk
eingearbeitet. wenn die Menge der fibrillierten kurzen Faser (A') weniger als 0,5
Gew.-Teile ist, wird es schwierig, das Verhältnis des Reifen-Umfangsmoduls
(b) der Lauffläche 24 zum
radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf
1,2 oder darüber
einzustellen, während
dann, wenn die Menge 15 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt. Es ist festzustellen, daß die Menge
der zugesetzten kurzen Faser (A) im wesentlichen gleich ist der
Menge der eingearbeiteten fibrillierten kurzen Faser (A').
-
Um
die fibrillierte kurze Faser (A')
mit der kurzen Faser (B) zu hybridisieren, wird die Menge der eingearbeiteten
fibrillierten kurzen Faser (A')
auf 0,5 bis 10 Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt,
während
diejenige der eingearbeiteten kurzen Faser (B) auf 1 bis 15 Gew.-Teile,
bezogen darauf, eingestellt wird. Wenn die Gesamtmenge der eingearbeiteten
kurzen Fasern (A')
und (B) weniger als 1,5 Gew.-Teile beträgt, wird es schwierig, das
Verhältnis
des Reifen-Umfangsmoduls (b) der Lauffläche 24 zum radialen
Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf 1,2 oder darüber einzustellen,
während
dann, wenn die Gesamtmenge 25 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt.
-
5 zeigt ein Beispiel des
Luftreifens gemäß der dritten
erfindungsgemäßen Ausführungsform.
In 3 verbrückt eine
Karkassenschicht 32, die mehrere Verstärkungscords in einem in radialer
Richtung angeordneten Zustand enthält, ein Paar von, d. h. linksseitige
und rechtsseitige Wulstbereiche 31, 31, und beide Endbereiche
der Karkassenschicht 32 in Breitenrichtung des Reifens
sind jeweils von der Innenseite des Reifens zur Außenseite
des Reifens um die Wulstkerne 33 nach oben gewunden. Zwei
Gürtelschichten 35, 35, die
jeweils mehrere Verstärkungscords
enthalten, sind in den Laufflächenbereich 34 auf
der Außenseite
der Karkassenschicht 32 gelegt. Diese Gürtelschichten 35, 35 sind
so angeordnet, daß die
Verstärkungscords schräg zur Umfangsrichtung
des Reifens angeordnet sind und daß die Verstärkungscords, die in einer der Schichten 35, 35 enthalten
sind, die in der anderen enthaltenen kreuzen.
-
Der
Laufflächenbereich 34 nimmt
eine Laminatstruktur an, die aus mindestens zwei Schichten besteht, die
eine obere Lauffläche
(cap tread) 34a, die auf der Außenseite des Reifens liegt,
und eine untere Lauffläche (under
tread) 34b, die auf der Innenseite des Reifens liegt, umfaßt, wobei
die obere Lauffläche 34a aus
einem Kautschuk mit ausgezeichnetem Verhalten bei Feuchtigkeit hergestellt
ist, und die untere Lauffläche 34b aus einem
Kautschuk hergestellt ist, der einen niedrigen Energieverlust zeigt,
zum Zweck der Verringerung des Rollwiderstands. Der Energieverlust
der unteren Lauffläche 34b kann
reduziert werden durch Verringerung der Zugabemengen von Ruß oder durch
Verwendung einer Kautschukzusammensetzung mit ausgezeichneter Stoßelastizität.
-
Das
Verhältnis
des Reifen-Umfangsmoduls (b) der unteren Lauffläche 34b zum Modul
des Reifens der Breite nach (a) davon (d. h. das b/a-Verhältnis) wird
eingestellt auf 1,5 oder darüber
durch Einarbeiten einer kurzen Faser (A'), die gebildet ist durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, sie im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, und gegebenenfalls einer kurzen Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkette hergestellt ist, in den
Kautschuk, der die untere Lauffläche 34b bildet,
und Orientieren der fibrillierten kurzen Faser (A') oder der hybridisierten
kurzen Fasern (A')
und (B) in Umfangsrichtung des Reifens.
-
Der
Einbau einer kurzen Faser (A'),
die durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, gebildet ist, in den Kautschuk, der die untere Lauffläche 34b bildet,
in einer bestimmten Menge, macht es möglich, den Kautschukfluß während des
Formens des Reifens zu hemmen, was eine Verbesserung der Gleichförmigkeit
der Dicke ergibt, selbst wenn die untere Lauffläche 34b hergestellt
wird unter Verwendung eines Kautschuks, der einen geringen Energieverlust
zeigt zum Zweck der Verringerung des Rollwiderstands des Reifens.
Ferner besitzt der erhaltene vulkanisierte Reifen eine verbesserte
Lenkstabilität
dank des hohen Verstärkungseffekts
infolge der in einer Umfangsrichtung des Reifens orientierten fibrillierten
kurzen Faser (A').
-
Es
ist notwendig, daß das
Verhältnis
des Reifen-Umfangsmoduls (b) der unteren Lauffläche 34b zum Modul
des Reifens der Breite nach (a) davon (d. h. das a/b-Verhältnis) auf
1,5 oder darüber,
vorzugsweise 2,0 oder darüber
eingestellt ist. Wenn das b/a-Verhältnis weniger als 1,5 ist,
ist der Hoop-Effekt in Umfangsrichtung des Reifen zu schwach um
die Lenkstabilität
zu verbessern. Ferner hängt
das b/a-Verhältnis
auch von der Härte
des Kautschuks, den Zugabemengen der kurzen Faser, dem Extrusionsverfahren
der Lage usw. ab und seine Obergrenze ist etwa 10.
-
In
dieser Ausführungsform
verursacht der Kautschuk der unteren Lauffläche kaum Kautschukfluß während des
Formens des Reifens durch Vulkanisation, so daß die Dicke der unteren Lauffläche 34b im
Vergleich zu derjenigen des Standes der Technik vergrößert werden
kann und so der Rollwiderstand weiter erniedrigt werden kann. Es
ist bevorzugt, daß das
Volumenverhältnis
der unteren Lauffläche 34b zum
Laufflächenbereich 34 von
25 bis 40% reicht. Wenn das Volumenverhältnis weniger als 25% ist,
wird der Rollwiderstand nicht ausreichend erniedrigt, während dann,
wenn es 40% übersteigt,
die Dicke der Kappenverbindung (cap compound) kleiner wird als die
Rillentiefe der Lauffläche,
so daß die
untere Lauffläche
im letzten Stadium der Abnützung
an der Oberfläche
herauskommt. Die Bezeichnung "Volumenverhältnis einer
unteren Lauffläche", die in dieser Anmeldung
verwendet wird, betrifft ein Verhältnis des Volumens einer unteren
Lauffläche zum
Gesamtvolumen einer oberen Lauffläche und einer unteren Lauffläche.
-
Es
ist ebenso bevorzugt, Ruß mit
einer Iod-Absorption von 60 bis 60 mg/g in den Kautschuk, welcher die
untere Lauffläche 34b bildet,
in einer Menge von 25 bis 60 Gew.-Teilen pro 100 Gew.-Teile des
Kautschuks einzuarbeiten. Die Verwendung eines derart groben Rußes in der
Menge von oben kann die Erhöhung
von tanδ verhindern.
Ferner ist es ebenso bevorzugt, daß die Mooney-Viskosität des Kautschuk
80 oder darunter ist, bestimmt in einem Zustand, daß die kurze
Faser, Ruß und
weitere Additive enthalten sind. Eine gute Verarbeitbarkeit kann
sichergestellt werden durch Einstellung der Mooney-Viskosität auf 80
oder darunter.
-
Wenn
die fibrillierte kurze Faser (A')
allein für
den Kautschuk, der die untere Lauffläche 34b bildet, verwendet
wird, wird die kurze Faser (A')
in einer Menge von 1 bis 15 Gew.-Teilen pro 100 Gew.-Teile des Kautschuks
in den Kautschuk eingearbeitet. Wenn die Menge der fibrillierten
kurzen Faser (A')
weniger als 1 Gew.-Teil ist, wird es schwierig, das Verhältnis des
Reifen-Umfangsmoduls (b) der unteren Lauffläche 34b zum radialen
Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf 1,5 oder darüber einzustellen,
während
dann, wenn die Menge 15 Gew.-Teile übersteigt, die erhaltene Kautschukzusammensetzung
eine sehr schwache Verarbeitbarkeit beim Kneten und der Extrusion
besitzt. Es ist anzumerken, daß die
zugesetzte Menge der kurzen Faser (A) im wesentlichen gleich ist
derjenigen der eingearbeiteten fibrillierten kurzen Faser (A').
-
Um
die fibrillierte kurze Faser (A')
mit der kurzen Faser (B) zu hybridisieren, wird die Menge der eingebauten
fibrillierten kurzen Faser (A')
auf 1 bis 12 Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt, während diejenige
der eingearbeiteten kurzen Faser (B) auf 1 bis 10 Gew.-Teile, bezogen
darauf, eingestellt wird. Wenn die Gesamtmenge der eingearbeiteten
kurzen Fasern (A')
und (B) weniger als 2 Gew.-Teile beträgt, wird es schwierig, das
Verhältnis
des Reifen-Umfangsmoduls (b) der unteren Lauffläche 34b zum radialen
Modul des Reifens (a) davon (d. h. das b/a-Verhältnis)
auf 1,5 oder darüber
einzustellen, während
dann, wenn die Gesamtmenge 22 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt.
-
6 zeigt ein Beispiel des
Luftreifens gemäß der vierten
erfindungsgemäßen Ausführungsform.
In 6 verbrückt eine
Karkassenschicht 42 ein Paar von d. h. linksseite und rechtsseitige
Wulstbereiche 41, 41 und beide Endbereiche der
Karkassenschicht 42 in Breitenrichtung des Reifens sind
jeweils von der inneren Seite des Reifens zur der äußeren Seite
des Reifens um die Wulstkerne 43 nach oben gewunden. Darüber hinaus
sind mehrere Gürtelschichten 45,
die jeweils mehrere Verstärkungscords
in einem schräg
zur Umfangsrichtung des Reifens angeordneten Zustand enthalten,
in den Laufflächenbereich 44 auf
der äußeren peripheren
Seite der Karkassenschicht 42 in solcher Weise gelegt,
daß die
in einer der Gürtelschichten 45 enthaltenen Verstärkungscords
diejenigen kreuzen, die in der anderen enthalten sind.
-
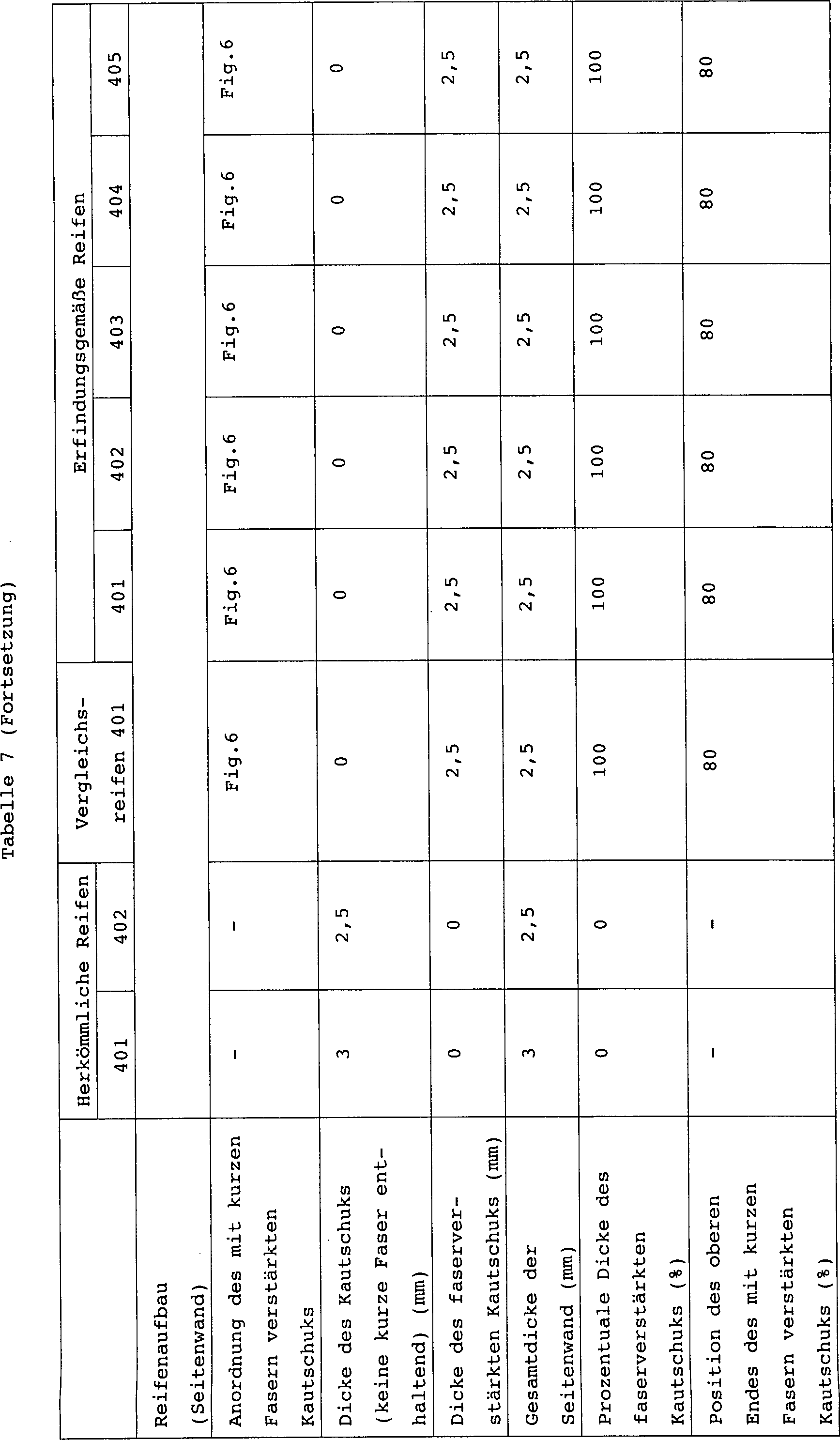
Die
Seitenwand 46, die sich zwischen dem Wulstbereich 41 und
dem Laufflächenbereich 44 befindet, ist
aus einer Kautschukzusammensetzung hergestellt, die eine kurze Faser (A'), die gebildet ist
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnimmt, die im wesentlichen aus mindestens
zwei Polymeren zusammengesetzt ist, und gegebenenfalls eine kurze
Faser (B) enthält,
die aus einem thermoplastischen Polymer mit Amidgruppen in der Hauptkette
hergestellt ist, wobei die fibrillierte kurze Faser (A') oder die hybridisierten
kurzen Fasern (A')
und (B) in einer Richtung parallel zur Fläche der Seitenwand 46 orientiert
sind.
-
Das
obige Einarbeiten einer kurzen Faser (A'), die gebildet ist durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlich aus mindestens zwei Polymeren zusammengesetzt
ist, und gegebenenfalls einer kurzen Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkomponente hergestellt ist,
in den Kautschuk, der die Seitenwand 46 bildet, kann die
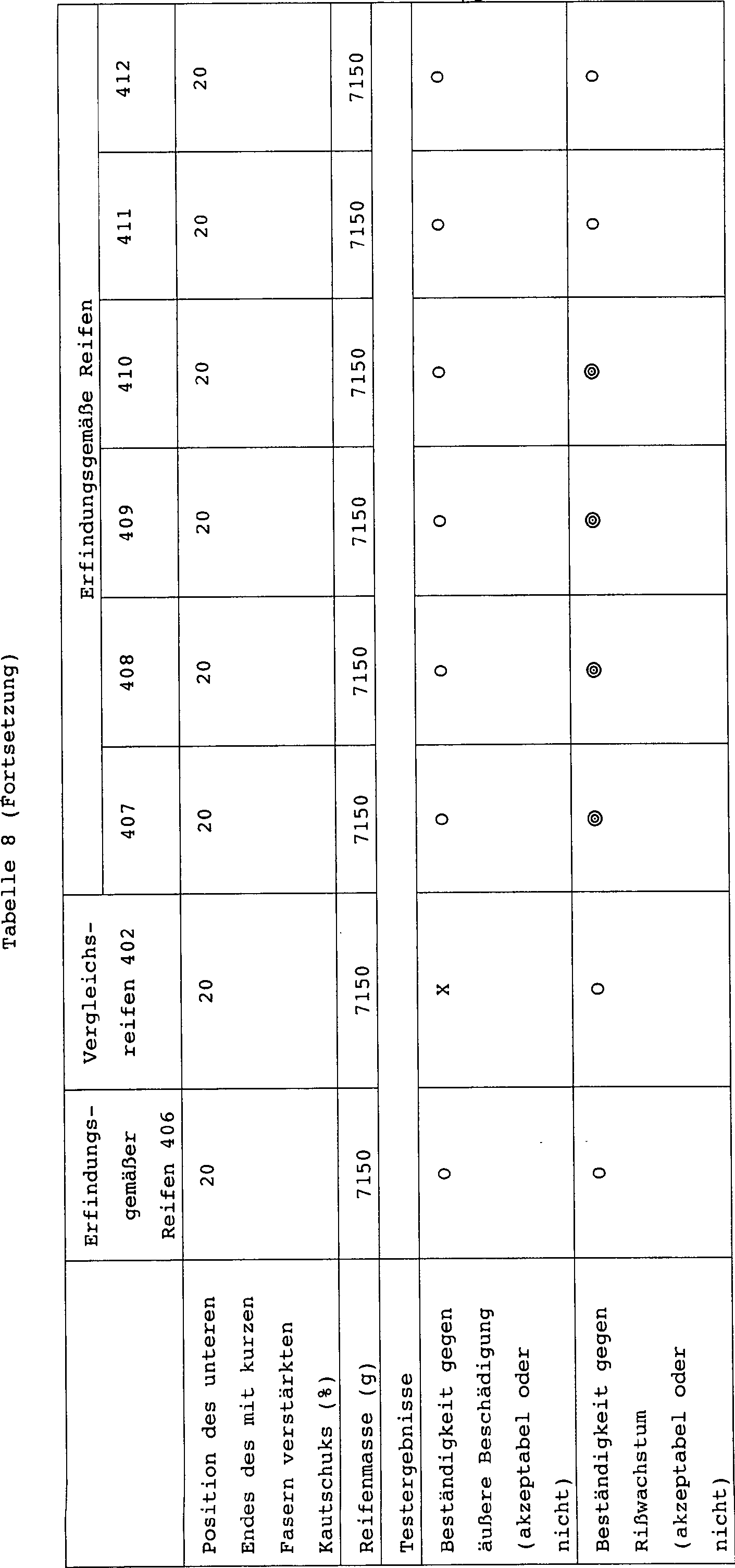
Seitenwand 46 wirksam verstärken, was es möglich macht,
die Dicke der Seitenwand 46 zur verringern, ohne die Beständigkeit
gegen äußere Beschädigungen
zu erniedrigen, was somit einen Leichtgewichtsreifen ergibt.
-
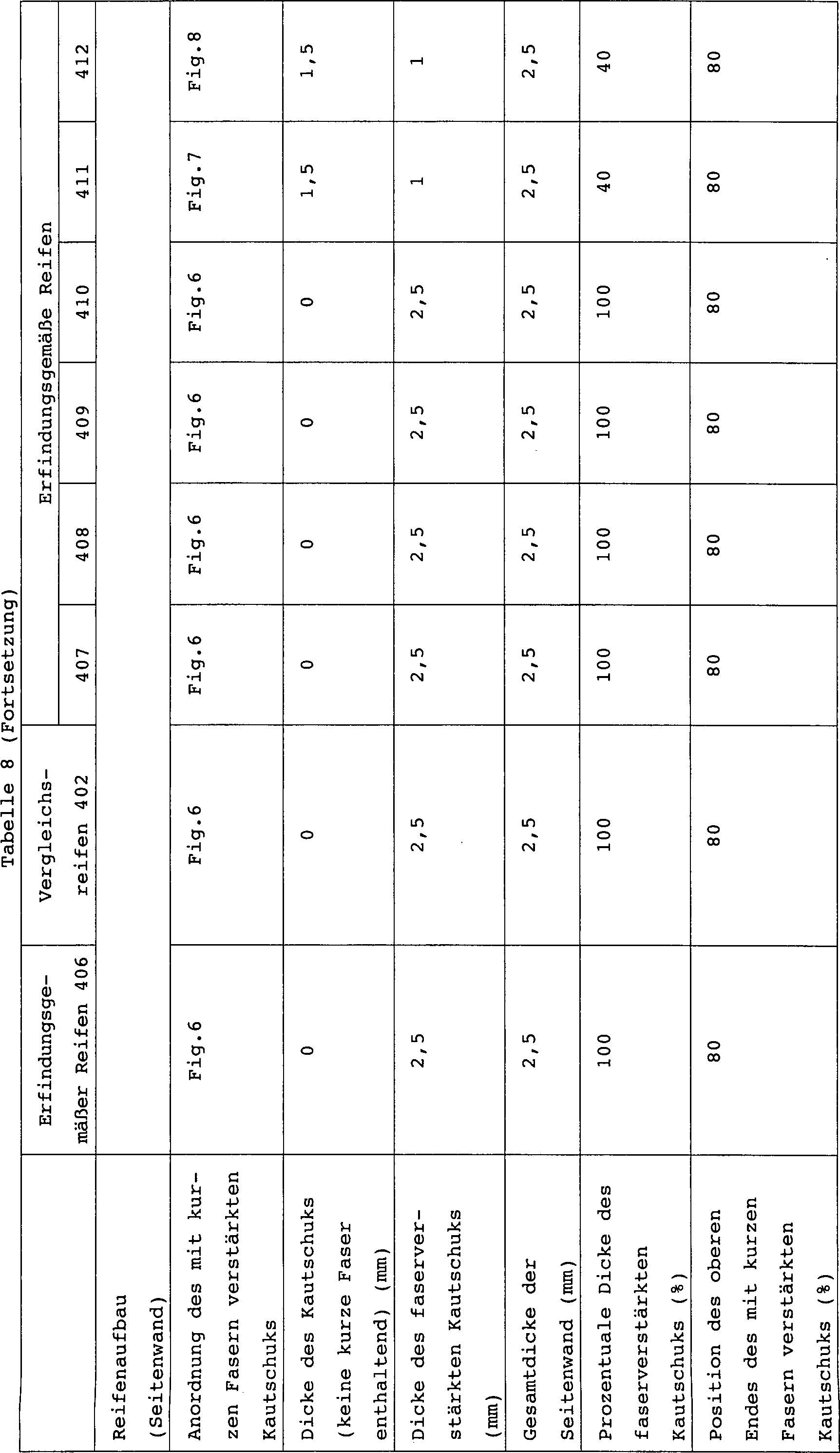
Eine
mit der kurzen Faser von oben verstärke Kautschukzusammensetzung
kann zumindest einen Teil der Seitenwand 46 bilden. Insbesondere
ist es bevorzugt, daß die
Kautschukzusammensetzung in einen Bereich S gelegt wird, der sich
zwischen den Linien erstreckt, die 20% bzw. 80% der Schnitthöhe (sectional height,
SH) des Reifens entspricht. Wenn der Bereich S, in welchen die mit
kurzen Fasern verstärkte
Kautschukzusammensetzung gelegt wird, enger ist als der obige Bereich,
wird es schwierig, eine zufriedenstellende Beständigkeit gegen äußere Schäden sicherzustellen.
Um einen ausreichenden Verstärkungseffekt
zu erzielen, ist es ebenso bevorzugt, daß die Dicke der Schicht, die
aus der mit kurzen Fasern verstärkten Kautschukzusammensetzung
hergestellt ist, mindestens 40% der Seitenwanddicke ausmacht.
-
Was
die Dickenrichtung der Seitenwand 46 angeht, kann die gesamte
Seitenwand 46 aus der mit kurzen Fasern verstärkten Kautschukzusammensetzung
hergestellt sein, wie in 6 gezeigt
ist. Alternativ kann, wie in 7 gezeigt
ist, die mit kurzen Fasern verstärkte
Kautschukzusammensetzung nur in den Außenbereich der Seitenwand 46 des
Reifens gelegt werden, oder wie in 8 gezeigt
ist, kann sie nur in deren Innenbereich des Reifens gelegt werden.
-
Wenn
die fibrillierte kurze Faser (A')
alleine für
den Seitenwandkautschuk verwendet werden soll, wird die kurze Faser
(A') in einer Menge
von 0,5 bis 15 Gew.-Teilen pro 100 Gew.-Teile des Kautschuk in den
Kautschuk eingearbeitet. Wenn die Menge der fibrillierten kurzen
Faser (A') weniger
als 0,5 Gew.-Teile ist, wird kein zufriedenstellender Verstärkungseffekt
erzielt, während
dann, wenn die Menge 15 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt. Es ist anzumerken, daß die Menge
der zugesetzten kurzen Faser (A) im wesentlichen derjenigen der
eingearbeiteten fibrillierten kurzen Faser (A') gleich ist.
-
Um
die fibrillierte kurze Faser (A')
mit der kurzen Faser (B) zu hybridisieren, wird die Menge der eingearbeiteten
fibrillierten kurzen Faser (A')
auf 0,5 bis 10 Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt,
während
diejenige der eingearbeiteten kurzen Faser (B) auf 1 bis 15 Gew.-%,
bezogen darauf, eingestellt wird. Wenn die Menge der eingearbeiteten
kurzen Faser (B) weniger ist als 1 Gew.-Teile, wird die Beständigkeit gegen Rißwachstum
nicht ausreichend verbessert, während
dann, wenn die Menge der fibrillierten kurzen Faser (A') 10 Gew.-Teile übersteigt
und die Menge der kurzen Faser (B) 15 Gew.-Teile übersteigt,
die resultierende Kautschukzusammensetzung ein sehr schlechte Verarbeitbarkeit
beim Kneten und der Extrusion besitzt.
-
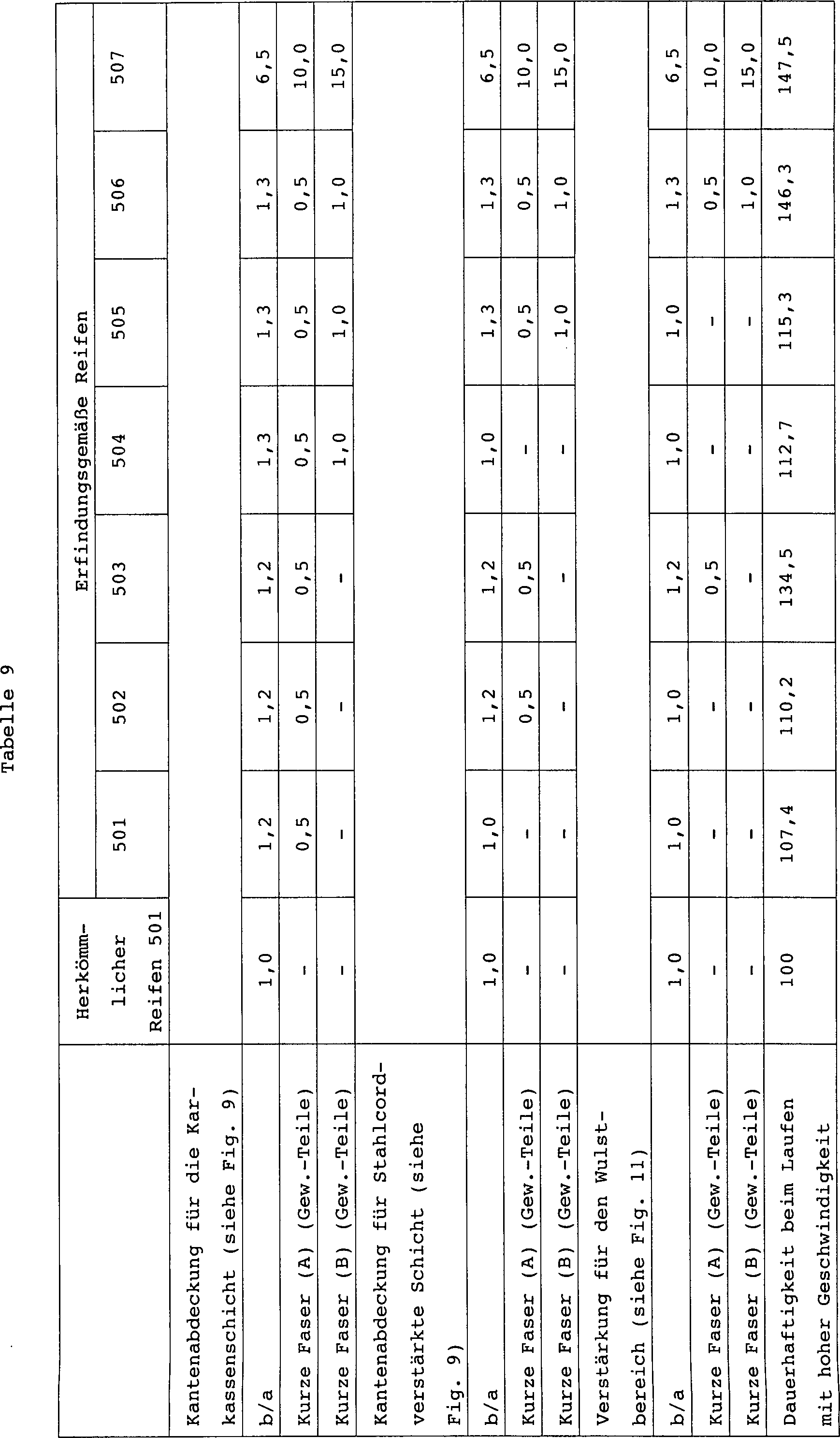
9 zeigt ein Beispiel des
Wulstbereichs des Hochleistungs-Radialluftreifens gemäß der fünften erfindungsgemäßen Ausführungsform,
und 10 zeigt den nach
oben gewundenen Bereich der Karkassenschicht. In den 9 und 10 verbrückt eine Karkassenschicht 52,
die mehrere Verstärkungscords
in einem in Radialrichtung des Reifens angeordneten Zustand enthält, ein
Paar, d. h. linksseitige und rechtsseitige Wulstbereiche 51, 51 und
die Endbereiche der Karkassenschicht 52 in Breitenrichtung
des Reifens sind jeweils von der Innenseite des Reifens zur Außenseite
des Reifens um die Wulstkerne 53 nach oben gewunden. Ferner sind
Wulstfüllstoffe 54,
die aus einem Hartkautschuk gebildet sind, auf die radialen Außenseiten
der Wulstkerne 53 gelegt und jeweils in die nach oben gewundenen
Bereiche der Karkassenschicht 52 eingehüllt.
-
Im
Wulstbereich 51 ist eine stahlcordverstärkte Schicht 55, die
mehrere Stahlcords in einem in Radialrichtung des Reifens angeordneten
Zustand enthält,
entlang der Karkassenschicht 52 gelegt, und der äußere obere
Endbereich der stahlcordverstärkten
Schicht 55 des Reifens endet in der Nachbarschaft des nach
oben gewundenen Bereichs der Karkassenschicht 52. Ferner
ist eine mit kurzen Fasern verstärkte
Schicht 56 in den nach oben gewundenen Bereich der Karkassenschicht 52 und
den oberen Endbereich der stahlcordverstärkten Schicht 55 als
Kantenabdeckung, die beide Bereiche abdeckt, gelegt. Ferner ist
auch eine mit organischem Fasercord verstärkte Schicht 57, die
mehrere organische Fasercords (wie beispielsweise Nyloncords) in
einem schräg
zur Umfangsrichtung des Reifens angeordneten Zustand enthält, auf
den Außenseiten
des nach oben gewundenen Bereichs der Karkassenschicht 52 des
Reifens und dem oberen Endbereich der stahlccrdverstärkten Schicht 55 verlegt.
-
Das
Verhältnis
des Reifen-Umfangsmoduls (b) der mit kurzen Fasern verstärkten Schicht 56 zu
dem radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) ist
auf 1,2 oder darüber
eingestellt durch Einarbeiten einer kurzen Faser (A'), die gebildet ist
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus zwei Polymeren zusammengesetzt
ist, und gegebenenfalls einer kurzen Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkette hergestellt ist, in den
Kautschuk, welcher die durch kurze Fasern verstärkte Schicht 56 bildet,
und Orientieren der fibrillierten kurzen Faser (A') oder der hybridisierten
kurzen Fasern (A')
und (B) in Umfangsrichtung des Reifens.
-
Die
obige anisotrope, mit kurzen Fasern verstärkte Schicht 56, die über den
nach oben gewundenen Bereich der Karkassenschicht 52 und
dem oberen Endbereich der stahlcordverstärkten Schicht 55 liegt,
kann wirksam die Bewegung der in Radialrichtung des Reifens angeordneten
Cords in Umfangsrichtung des Reifens verhindern, so daß die Spannungskonzentration
in dem nach oben gewundenen Endbereich der Karkassenschicht 52 und
dem oberen Endbereich der stahlcordverstärkten Schicht 55 mit
einer Verringerung des Kautschukvolumens des Wulstbereichs 51 entspannt
werden kann. So kann die anisotrope mit kurzen Fasern verstärkte Schicht 56 die
Delaminierung zwischen Cords verhindern und so die Dauerhaftigkeit
des Reifens verbessern.
-
11 zeigt ein Modifizierungsbeispiel
des Wulstbereichs des Hochleistungs-Radialluftreifens gemäß der fünften erfindungsgemäßen Ausführungsform.
In dieser Ausführungsform
werden dieselben Teile wie die in 9 gezeigten
mit denselben Bezugszeichen versehen, wie den jeweils in 9 verwendeten, und eine ausführliche
Beschreibung davon wird weggelassen. In 11 ist eine mir kurzen Fasern verstärkte Schicht 56 im
nach oben gewundenen Endbereich der Karkassenschicht 52 verlegt.
Diese mit kurzen Fasern verstärkte
Schicht 56 befindet sich zwischen dem Wulstfüllstoff 54 und
der mit organischen Fasercords verstärkten Schicht 57 und
sie ist über
den Bereich gelegt, der sich in Richtung der radialen Reifenaußenseite
in einer radialen Reifenbreite von 60 mm vom oberen Endbereich der
stahlcordverstärkten
Schicht 55 erstreckt, als eine Verstärkung für den Wulstbereich 51.
-
Die
obige anisotrope, mit kurzen Fasern verstärkte Schicht 56, die über dem
Bereich liegt, der sich in Richtung der radialen Reifenaußenseite
von der Nachbarschaft des nach oben gewundenen Endbereichs der Karkassenschicht 52 erstreckt,
sowie auch die in der in 9 gezeigten
Ausführungsform
verwendete verbessert nicht nur die Dauerhaftigkeit des Reifens,
sondern macht es möglich,
eine ausgezeichnete Lenkstabilität mit
einer Verringerung des Kautschukvolumens des Wulstbereichs 51 sicherzustellen.
-
Obwohl
erforderlich ist, daß die
mit kurzen Fasern verstärkte
Schicht 56 zumindest in der Nachbarschaft des nach oben
gewundenen Endes der Karkassenschicht 52 liegt, ist die
Form ihrer Anordnung nicht besonders beschränkt. Insbesondere kann die
Schicht 56 als Kantenabdeckung oder als Verstärkung für die Sicherstellung
der Lenkstabilität
verwendet werden.
-
Es
ist notwendig, daß das
Verhältnis
des Reifen-Umfangsmoduls (b) der mit kurzen Fasern verstärkten Schicht 56 zum
radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf
1,2 oder darüber,
vorzugsweise 1,5 oder darüber
eingestellt ist. Wenn das Verhältnis
weniger als 1,2 ist, wird es schwierig, einen wirksamen Verstärkungseffekt
zu erzielen. Ferner hängt
das b/a-Verhältnis
auch von der Härte
des Kautschuks, den Zugabemengen der kurzen Fasern, dem Extrusionsverfahren
der mit kurzen Fasern verstärkten
Schicht 56 usw. ab, und seine obere Grenze ist etwa 10.
-
Wenn
die fibrillierte kurze Faser (A')
alleine verwendet werden soll für
den Kautschuk, der die mit kurzen Fasern verstärkte Schicht 56 bildet,
wird die kurze Faser (A')
in einer Menge von 0,5 bis 15 Gew.-Teilen pro 100 Gew.-Teile des
Kautschuks in den Kautschuk eingearbeitet. wenn die Menge der fibrillierten
kurzen Faser (A')
weniger als 0,5 Gew.-Teile ist, wird es schwierig, das Verhältnis des
Reifen-Umfangsmoduls
(b) der mit kurzen Fasern verstärkten
Schicht 56 zum radialen Reifen-Modul (a) davon (d. h. das
b/a-Verhältnis) auf 1,2
oder darüber
einzustellen, während
dann, wenn die Menge 15 Gew.-Teile übersteigt, die erhaltene Kautschukzusammensetzung
eine sehr schlechte Verarbeitbarkeit beim Kneten und der Extrusion
besitzt. Es ist anzumerken, daß die
Menge der zugegebenen kurzen Faser (A) im wesentlichen gleich ist
derjenigen der eingearbeiteten fibrillierten kurzen Faser (A').
-
Zum
Hybridisieren der fibrillierten kurzen Faser (A') mit der kurzen Faser (B) wird die
Menge der eingearbeiteten fibrillierten kurzen Faser (A') auf 0,5 bis 10
Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt, während diejenige
der eingearbeiteten kurzen Faser (B) auf 1 bis 15 Gew.-Teile, bezogen
darauf, eingestellt ist. Wenn die Gesamtmenge der eingearbeiteten
fibrillierten kurzen Faser (A')
und kurzen Faser (B) weniger als 1,5 Gew.-Teile ist, wird es schwierig,
das Verhältnis
des Reifen-Umfangsmoduls (b) der mit kurzen Fasern verstärkten Schicht 56 zum
radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) auf
1,2 oder darüber
einzustellen, während
dann, wenn die Gesamtmenge 25 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt.
-
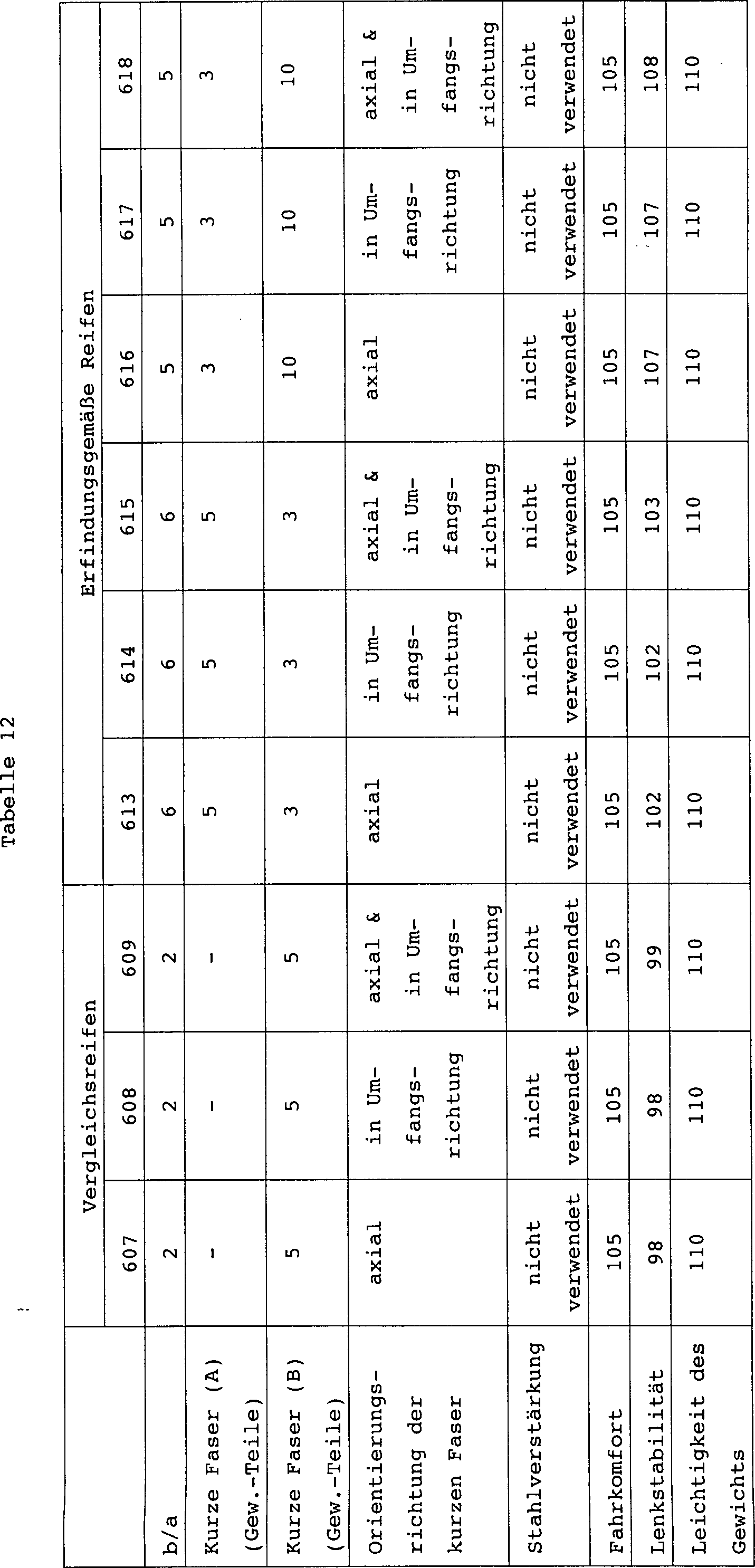
12 zeigt ein Beispiel eines
Radialluftreifens gemäß der sechsten
erfindungsgemäßen Ausführungsform.
In 12 verbrückt eine
Karkassenschicht 62, die mehrere Verstärkungscords in einem in Radialrichtung
angeordneten Zustand enthält,
ein Paar, d. h. linksseitige und rechtsseitige Wulstbereiche 61, 61,
und die Endbereiche der Karkassenschicht 62 der Breite
des Reifens nach sind jeweils von der inneren Reifenseite zur äußeren Reifenseite
um die Wulstkerne 63 nach oben gewunden. Ein Wulstfüllstoff 64 befindet
sich an der äußeren peripheren
Seite des Wulstkerns 63 und ist in den nach oben gewundenen
Bereich der Karkassenschicht 62 eingehüllt. Ferner sind zwei Gürtelschichten 66, 66,
die jeweils mehrere Stahlcords enthalten, im Laufflächenbereich 65 an
der Außenseite
der Karkassenschicht 62 verlegt. Diese Gürtelschichten 66, 66 sind auf
solche Weise angeordnet, daß die
Verstärkungscords
schräg
zur Reifenumfangsrichtung angeordnet sind und daß die in einer der Schichten 66, 66 enthaltenen
Verstärkungscords
diejenigen kreuzen, die in der anderen enthalten sind.
-
Der
Kautschuk, welcher den Wulstfüllstoff 64 bildet,
enthält
eine kurze Faser (A'),
die gebildet ist durch Fibrillieren einer kurzen Faser (A), deren
Querschnitt eine Meer-Insel-Struktur
einnimmt, die im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, und gegebenenfalls eine kurze Faser (B), die aus einem thermoplastischen
Polymer mit Amidgruppen in der Hauptkette hergestellt ist, wobei
die fibrillierte kurze Faser (A')
oder die hybridisierten kurzen Fasern (A') und (B') in einer Richtung senkrecht zur Reifenradialrichtung
orientiert sind, wodurch das Verhältnis des Speichermoduls (b)
des Wulstfüllstoffs 64 in
Orientierungsrichtung der kurzen Faser zum radialen Reifenspeichermodul
(a) davon (d. h. das b/a-Verhältnis)
auf 4 bis 10 eingestellt ist.
-
Die
im Wulstfüllstoff 64 enthaltene
kurze Faser kann in Umfangsrichtung des Reifens orientiert sein, wie
in 13 gezeigt ist,
oder in Richtung der Reifendrehachse, wie in 14 gezeigt ist. Alternativ kann der Wulstfüllstoff 64 eine
Struktur einnehmen, die aus zwei Schichten besteht, die in Richtung
der Reifendrehachse laminiert sind, wie in 15 gezeigt ist, wobei eine (64a)
der Schichten, die kurzen Fasern in einem in Reifenumfangsrichtung
orientierten Zustand und die andere (64b) sie in einem
in Richtung der Reifendrehachse orientierten Zustand enthält. Die
Verwendung des Zweischicht-Wulstfüllstoffs 64, wie in 15 gezeigt, ermöglicht ein
solches Design, daß sowohl
die Steifigkeit des Wulstbereichs 61 in Umfangsrichtung
des Reifens als auch diejenige in Richtung der Reifendrehachse in
ihre entsprechenden geeigneten Bereiche fallen.
-
Der
anisotrope Füllstoff 64,
der sich an der äußeren peripheren
Seite des Wulstkerns 63 befindet, kann selektiv die Steifigkeit
in Umfangsrichtung des Reifens oder Axialrichtung des Reifens erhöhen, was
eine Verbesserung des Fahrkomforts und eine Verringerung des Reifengewichts
mit sich bringt, wobei die Lenkstabilität auf einem Niveau bleibt,
das demjenigen eines mit Stahlverstärkungen in der Nachbarschaft
der Wulstfüllstoffe
versehenen Reifens äquivalent
oder diesem überlegen
ist. Es ist notwendig, daß das
Verhältnis
des Speichermoduls (b) des Wulstfüllstoffs 64 in Richtung
der Orientierung der kurzen Faser zu dem radialen Reifenspeichermodul
(a) davon (d. h. das b/a-Verhältnis)
auf 4 oder darüber,
vorzugsweise 6 oder darüber
eingestellt ist. Wenn das b/a-Verhältnis weniger als 4 ist, ist
es schwierig, die Lenkstabilität
mit dem Fahrkomfort in Einklang zu bringen. Das b/a-Verhältnis hängt auch
von der Härte
des Kautschuks, den Zugabemengen der kurzen Faser, dem Extrusionsverfahren
der Lage oder dgl. ab und seine Obergrenze ist 10.
-
Wenn
die fibrillierte kurze Faser (A')
alleine für
den Kautschuk verwendet werden soll, welcher den Wulstfüllstoff 64 bildet,
wird die Menge der eingearbeiteten kurzen Faser (A') auf 3 bis 15 Gew.-Teile,
vorzugsweise 5 bis 15 Gew.-Teile
pro 100 Gew.-Teile des Kautschuks eingestellt. Wenn die Menge weniger
als 3 Gew.-Teile ist, wird es schwierig, das Verhältnis des
Speichermoduls (b) des Wulstfüllstoffs 64 in
Orientierungsrichtung der kurzen Faser zum radialen Reifenspeichermodul
(a) davon (d. h. das b/a-Verhältnis)
auf 4 oder darüber
einzustellen, während
dann, wenn die Menge 15 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt. Es ist anzumerken, daß die Menge
der zugegebenen kurzen Faser (A) im wesentlichen gleich ist derjenigen
der eingearbeiteten fibrillierten kurzen Faser (A').
-
Um
die fibrillierte kurze Faser (A')
mit der kurzen Faser (B) zu hybridisieren, wird die Menge der eingearbeiteten
fibrillierten kurzen Faser (A')
auf 3 bis 10 Gew.-Teile pro 100 Gew.-Teile des Kautschuks eingestellt,
während
diejenige der eingearbeiteten kurzen Faser (B) auf 1 bis 15 Gew.-Teile,
bezogen darauf, eingestellt wird. Wenn die eingearbeitete Gesamtmenge
der kurzen Fasern (A')
und (B) weniger als 4 Gew.-Teile ist, wird es schwierig, das Verhältnis des
Speichermoduls (b) des Wulstfüllstoffs 64 in
Orientierungsrichtung der kurzen Faser zu dem radialen Reifenspeichermodul
(a) davon (d. h. das b/a-Verhältnis)
auf 4 oder darüber
einzustellen, während
dann, wenn die Gesamtmenge 25 Gew.-Teile übersteigt, die resultierende
Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit beim
Kneten und der Extrusion besitzt.
-
Erfindungsgemäß ist das
Kautschukteil, in welches die fibrillierte kurze Faser (A') eingearbeitet wird, aus
mindestens einem Kautschuk hergestellt. Obwohl dieser Kautschuk
nicht besonders beschränkt
ist, schließen
Beispiele des Kautschuks ein: Dienkautschuk und hydrierte Derivate
davon, wie Naturkautschuk (natural rubbers, NR), Polyisopren-Kautschuk (IR), epoxidierten
Naturkautschuk (epoxidized natural rubbers, ENR), Styrol/Butadien-Copolymer-Kautschuk
(styrene/butadiene copolymer rubbers, SBR), Polybutadien-Kautschuk (high-cis
BR und low-cis BR), Nitrilkautschuk (nitrile rubbers, NBR), hydrierten
NBR und hydrierten SBR; sowie verschiedene Elastomere wie beispielsweise
Olefin-Kautschuk,
beispielsweise Ethylen/Propylen-Kautschuk (EPDM und EPM), Maleinsäure-modifizierten
Ethylen/Propylen-Kautschuk
(M-EPM), Butylkautschuk (IIR) und Isobutylen/(aromatisches Vinyl
oder Dien)-Copolymere, halogenierten Kautschuk, beispielsweise bromierten Butylkautschuk
(Br-IIR), chlorierten Butylkautschuk (Cl-IIR), bromierte Isobutylen/p-Methylstyrol-Copolymere (Br-IPMS),
chlorsulfoniertes Polyethylen (CMS), chloriertes Polyethylen (CM)
und Maleinsäure-modifiziertes chloriertes
Polyethylen (M-CM), und thermoplastische Elastomere, beispielsweise
Styrol-Elastomere, Olefin-Elastomere und Ester-Elastomere.
-
Ebenso
ist es notwendig, daß die
kurze Faser (A) im wesentlichen aus mindestens zwei Polymeren zusammengesetzt
ist, die nicht kompatibel miteinander sind, sondern eine Meer-Insel-Struktur
in ihrem Querschnitt bilden und eine solche Fibrillierbarkeit besitzt,
daß die
Meer-Komponente und die Insel-Komponente durch mechanische Scherkraft
voneinander getrennt werden können,
was feinere Fasern ergibt, obwohl die Polymere, welche die kurze
Faser (A) bilden, nicht besonders beschränkt sind. Die Polymere, welche
die kurze Faser (A) bilden, schließen Polyester, Polyvinylalkohol,
Nylon, Polyethylen, Polypropylen, Cellulose, Polybutadien, aromatisches
Polyamid, Rayon, Polyacrylat, Poly(p-phenylenbenzobisoxazol), Poly(p-phenylenbenzobisthiazol)
usw. ein.
-
Der
Zusatz der fibrillierbaren kurzen Faser (A) von oben zum Kautschuk
wird kaum begleitet vom Verdrillen (intertwist) der Faser infolge
des geringen Aspektverhältnisses
der Faser (die Bezeichnung "Aspektverhältnis" ist ein Verhältnis der
Faserlänge
zum Durchmesser eines Kreises mit einer Fläche, die der Querschnittsfläche der
Faser entspricht), so daß die
Faser gut im Kautschuk dispergiert werden kann. Dann wird die kurze
Faser (A) fibrilliert durch Trennen der Meer-Komponente von der
Insel-Komponente durch mechanische Scherkraft und die durch die
Fibrillierung gebildete kurze Faser (A') hat eine vergrößerte Kontaktfläche mit
dem Kautschuk und weist so einen höheren Kautschuk-verstärkenden
Effekt auf. Die Fibrillierung der kurzen Faser (A) kann durch Unterteilung
(Verringerung des Durchmessers) über
den gesamten Querschnitt oder durch Verringerung des Durchmessers
nur in der Peripherie oder beiden Endbereichen der Faser, wobei
der Kern unfibrilliert verbleibt, durchgeführt werden.
-
Es
ist bevorzugt, daß die
kurze Faser (A) eine Durchschnittslänge von 1 bis 5000 μm besitzt.
Wenn die Durchschnittslänge
der kurzen Faser (A) weniger als 1 μm ist, zeigt der resultierende
Kautschuk keine zufriedenstellende Anisotropie, während dann,
wenn sie 5000 μm übersteigt,
die resultierende Kautschukzusammensetzung eine sehr schlechte Verarbeitbarkeit
beim Kneten und der Extrusion besitzt. Ferner ist es bevorzugt,
daß die
fibrillierte kurze Faser (A')
einen mittleren Durchmesser von 0,05 bis 5,0 μm, noch mehr bevorzugt 0,1 bis
2 μm besitzt.
Wenn der mittlere Durchmesser der fibrillierten kurzen Faser (A') weniger als 0,05 μm ist, wird
nicht nur eine verlängerte
Knetzeit notwendig, sondern die Fibrillierung in derartige zu feine
Fasern gibt keinen zusätzlichen
Verstärkungseffekt.
Im Gegensatz dazu weist, wenn der mittlere Durchmesser 5,0 μm übersteigt,
die resultierende Faser infolge der ungenügenden Fibrillierung keine
ausreichende Affinität
für den Kautschuk auf,
so daß die
resultierende Kautschukzusammensetzung dazu neigt, Risse zu verursachen.
-
Ein
bevorzugtes Beispiel der erfindungsgemäß zu verwendenden kurzen Faser
(A) ist eine kurze Faser, die zumindest ein Polyvinylalkohol-Polymer
(X) und ein wasserunlösliches
Polymer (Y) in einem Gewichtsverhältnis X/Y von 90/10 bis 20/80
enthält
und eine Meer-Insel-Struktur aufweist, wobei eines der Polymere
X und Y als Insel-Komponente und die andere als Meer-Komponente
vorliegt. In dieser kurzen Faser wird die Meer-Insel-Struktur gebildet
durch eine Kombination eines Polyvinylalkohol-Polymers (X), welches
ein wasserlösliches
Polymer ist, mit einem wasserunlöslichen
Polymer (Y) (wie beispielsweise Celluloseacetat oder Stärke), welches
sich nicht in Wasser auflöst,
selbst wenn es in Wasser bei gewöhnlicher
Temperatur eingetaucht wird. Ein Polyvinylalkohol-Polymer zeigt
hohe Festigkeit und ausgezeichnete Affinität für Kautschuk. wenn der Gehalt
des Polyvinylalkohol-Polymers (X) in der kurzen Faser 90 Gew.-% übersteigt,
wird die resultierende kurze Faser durch mechanische Scherkraft,
die beim Kneten der Kautschukzusammensetzung ausgeübt wird, nicht
unterteilt, während
dann, wenn er weniger als 20 Gew.-% ist, kein Verstärkungseffekt
erzielt wird.
-
Alternativ
kann ein Acrylnitril-Polymer als wasserunlösliches Polymer (Y) zusammen
mit dem Polyvinylalkohol-Polymer (X) von oben verwendet werden.
Eine solche Kombination eines Polyvinylalkohol-Polymers mit einem
Acrylnitril-Polymer ist wünschenswert
im Hinblick auf die Unterteilung (Verringerung des Durchmessers)
der Faser und die Festigkeit. Die Herstellung einer Polyvinylalkohol-Faser
wird durch Lösungsspinnen
durchgeführt,
welches ein repräsentatives
Naßspinnverfahren
ist, und Dimethylsulfoxid (DMSO) wird manchmal als das Lösungsmittel
für eine
Spinnlösung
verwendet. In einem solchen Fall ist unter dem Gesichtspunkt der
leichten Herstellung die Kombination eines Polyvinylalkohol-Polymers
mit einem Acrylnitril-Polymer bevorzugt, weil ein Acrylnitril-Polymer
auch in DMSO löslich
ist.
-
Das
Polyvinylalkohol-Polymer (X) von oben kann ein beliebiges vollständig und
teilweise verseiftes sein, sowie Copolymere. Das erfindungsgemäße verwendbare
Acrylnitril-Polymer kann ein beliebiges sein, das mindestens 70
mol% Acrylnitril enthält.
Beispielsweise kann das Acrylnitril-Polymer eines sein, das hergestellt
ist durch Copolymerisation von Acrylnitril mit einem (Meth)acrylatester,
wie beispielsweise Methylacrylat, Ethylacrylat oder Methylmethacrylat,
einem Vinylester, wie beispielsweise Vinylacetat oder Vinylbutyrat,
einer Vinyl-Verbindung,
wie beispielsweise Vinylchlorid, einer ungesättigten Carbonsäure, wie
beispielsweise Acrylsäure,
Methacrylsäure
oder Maleinsäureanhydrid,
einer sulfonierten Vinyl-Verbindung, einem mit Kautschuk (wie beispielsweise
Butadien oder Isopren) co-vulkanisierbaren Monomer oder dgl. Ferner
ist es, um die Löslichkeit
im Lösungsmittel
einer Spinnlösung
zu erhöhen,
bevorzugt, daß das
erfindungsgemäß zu verwendende
Acrylnitril-Polymer kein PAN-Homopolymer ist, sondern Acrylnitril-Copolymere,
die andere Comonomere in einer Menge von 0,5 bis 10 mol%, mehr bevorzugt
2 bis 8 mol% enthalten.
-
Vor
dem Zusatz der kurzen Faser (A) zum Kautschuk kann die kurze Faser
(A) oberflächenbehandelt werden
durch Eintauchen in einen Kautschuklatex, einen Flüssigkautschuk,
ein flüssiges
Harz, ein wasserlösliches
Harz, ein thermoplastisches Harz oder dgl. zum Zweck der Erhöhung der
Bindung zwischen den Fasern um so ihre Dispersion im Kautschuk zu
beschleunigen. Ferner können
Bindemittel (bonding compounds), wie beispielsweise Phenol-Verbindungen
und Methylen-Donoren (methylene donors) zum Kautschuk hinzugegeben
werden, um die Bindung zwischen der kurzen Faser (A) und dem Kautschuk
durch Vulkanisation zu verbessern.
-
Beispiele
der Phenol-Verbindungen schließen
ein: Resorcinol, β-Naphthol
und Resorcinol/Aldehyd-Kondensate (Resorcinharze), m-Cresol/Aldehyd-Kondensate
(m-Cresolharze), Phenol/Aldehyd-Kondensate
(Phenolharze) und Kondensate anderer organischer Phenol-Verbindungen
mit Aldehyden. Beispiele der Methylen-Donoren schließen Hexamethylentetramin, Hexamethoxymethylolmelamin,
Paraformaldehyd, Acetaldehyd/Ammoniak, α-Polyoxymethylen, Polymethylolacetylenharnstoff
und Derivate davon ein.
-
Die
fibrillierte kurze Faser (A')
besitzt eine ausgezeichnete Affinität für Kautschuk, so daß kein Problem auftritt,
selbst wenn diese Additive nicht verwendet werden. Wenn die Phenol-Verbindung und der
Methylen-Donor von oben verwendet werden, ist es bevorzugt, daß die Menge
der ersteren auf 10 Gew.-Teile
oder darunter, mehr bevorzugt 6 Gew.-Teile oder darunter, pro 100
Gew.-Teile des Kautschuks eingestellt wird, während diejenige des letzteren
auf 10 Gew.-Teile oder darunter, mehr bevorzugt 5 Gew.-Teile oder
darunter pro 100 Gew.-Teile davon eingestellt wird. Wenn die Mengen
jeweils die oberen Grenzen übersteigen,
bekommt die resultierende Kautschukzusammensetzung in unvorteilhafter
Weise eine schlechte Verarbeitbarkeit und Bruchdehnung. Zusätzlich zu
diesen Additiven können
weitere Bindemittel hinzugefügt
werden, und solche Bindemittel schließen Silan-Kupplungsmittel, Titanat-Kupplungsmittel,
ungesättigte
Carbonsäuren
und Derivate davon, Epoxyharze, epoxidierte flüssige Oligomere und Polymere,
Maleinsäureanhydrid-modifizierte flüssige Oligomere
und Polymere, sowie geblockte Isocyanate ein.
-
Die
fibrillierte kurze Faser (A')
von oben kann den Modul bei geringer Dehnung bemerkenswert erhöhen, sie
erhöht
jedoch den Modul bei hoher Dehnung wenig. Es ist folglich bevorzugt,
zusätzlich
zur fibrillierten kurzen Faser (A') von oben eine kurze Faser (B) zuzusetzen,
die aus einem thermoplastischen Polymer mit Amidgruppen in der Hauptkette
hergestellt ist. Diese kurze Faser (B) kann den Modul bei hoher
Dehnung bemerkenswert erhöhen,
so daß die
Hybridisierung der fibrillierten kurzen Faser (A') mit der kurzen Faser (B) es möglich macht,
sowohl den Modul bei geringer Dehnung als auch den bei hoher Dehnung
gleichzeitig zu erhöhen.
Die Erhöhung
des Moduls bei hoher Dehnung macht es möglich, den Beginn und das Wachstum
von Rissen infolge von Biegeermüdung
zu verhindern und somit eine Verbesserung der Beständigkeit
gegen das Rißwachstum
zu bewirken.
-
Die
kurze Faser (B) von oben ist aus einem thermoplastischen Polymer
mit Amidgruppen in der Hauptkette hergestellt. Es ist bevorzugt,
daß der
mittlere Durchmesser der kurzen Faser (B) im Bereich von 0,05 bis 5,0 μm liegt.
Die kurze Faser (B) wird in den Kautschuk eingearbeitet durch Herstellung
einer Zusammensetzung, welche die kurze Faser (B) und eine aus einem
Kautschuk und/oder einem Polyolefin hergestellte Matrix umfaßt, wobei
die kurze Faser (B) in der Matrix dispergiert und chemisch an die
Matrix gebunden ist, und Zusetzen dieser Zusammensetzung zum Kautschuk.
Beispiele einer derartigen Zusammensetzung, welche die kurze Faser
(B) enthält,
schließen
die folgenden (i), (ii) und (iii) ein.
- (i)
Verstärkte
Kautschukzusammensetzungen, die jeweils 100 Gew.-Teile eines vulkanisierbaren
Kautschuks und 1 bis 100 Gew.-Teile einer feinen kurzen Faser enthalten,
die aus einem thermoplastischen Polymer mit Amidgruppen im Molekül hergestellt
ist, wobei die feine kurze Faser in den Kautschuk eingebettet ist
und das Polymer auf den vulkanisierbaren Kautschuk an der Grenzfläche der
Faser durch ein Phenol/Formaldehyd-Vorkondensat auf Novolak-Basis
gepfropft ist (siehe japanische Offenlegungsschrift Nr. 43041/1984).
Beispiele
des Phenol/Formaldehyd-Vorkondensats auf Novolak-Basis schließen lösliche und schmelzbare Harze
ein, die erhalten wurden durch Kondensieren eines Phenols, wie beispielsweise
Phenol oder Bisphenol, mit Formaldehyd (oder Paraformaldehyd) in
Gegenwart eines Säurekatalysators,
wie beispielsweise Schwefelsäure,
Salzsäure,
Phosphorsäure
oder Oxalsäure
und Modifikationen davon.
- (ii) Faserverstärkte
thermoplastische Zusammensetzungen, die jeweils eine Matrix, die
aus einem Polyolefin und einem Elastomer hergestellt ist, und ein
in der Matrix dispergiertes thermoplastisches Polyamid in Form einer
feinen Faser, die chemisch durch ein Silan-Kupplungsmittel an die
Matrix gebunden ist, umfaßt (siehe
japanische Offenlegungsschrift Nr. 278360/1995).
Beispiele
eines solchen Silan-Kupplungsmittels schließen Vinylalkoxysilane, wie
beispielsweise Vinyltrimethoxysilan, Vinyltriethoxysilan und Vinyltris(β-methoxyethoxy)silan,
Vinyltriacetylsilan, γ-Methacryloxypropyltrimethoxysilan, γ-[N-(β-Methacryloxyethyl)-N,N-dimethylammonium(chlorid)]propylmethoxysilan, N-β-(Aminoethyl)-γ-aminopropyltrimethoxysilan,
Styryldiaminosilan und γ-Ureidopropyltriethoxysilan
ein.
- (iii) Verstärkte
Kautschukzusammensetzungen, die jeweils 100 Gew.-Teile eines vulkanisierbaren
Kautschuks und 1 bis 70 Gew.-Teile einer feinen Nylonfaser mit einem
mittleren Durchmesser von 0,05 bis 0,8 μm enthalten, wobei die feine
Faser in den vulkanisierbaren Kautschuk eingebettet ist und das
Nylon auf den vulkanisierbaren Kautschuk an der Grenzfläche der
Faser durch ein Alkylphenol/Formaldehyd-Vorkondensat auf Resolbasis gepfropft
ist (siehe japanische Offenlegungsschrift Nr. 79037/1983).
Beispiele
des Alkylphenol/Formaldehyd-Vorkondensats auf Resolbasis schließen diejenigen
ein, die erhalten wurden durch Umsetzung eines Alkylphenols, wie
beispielsweise Cresol mit Formaldehyd oder Acetaldehyd in Gegenwart
eines Alkali-Katalysators
oder Modifikationen davon. Insbesondere ist es vorteilhaft, ein
Alkylphenol/Formaldehyd-Vorkondensat auf Resolbasis mit zwei oder
mehr Methylol-Gruppen im Molekül
zu verwenden.
-
Die
vulkanisierbaren Kautschukarten, welche die unter den Punkten (i)
und (iii) beschriebenen Zusammensetzungen bilden, sowie das Elastomer,
welche die unter (ii) beschriebenen Zusammensetzungen bildet, sind
dieselben wie diejenigen, welche das Kautschukteil bilden, in welches
die fibrillierte kurze Faser (A')
eingearbeitet wird. Ferner sind thermoplastische Polyamide und Harnstoffharze
verwendbar als das thermoplastische Polymer, das Amidgruppen aufweist
und die unter Punkt (i) beschriebenen Zusammensetzungen bildet, und
als das thermoplastische Polyamide, welches die unter Punkt (ii)
beschriebenen Zusammensetzungen bildet. Insbesondere ist es bevorzugt,
eines mit einem Schmelzpunkt von 135 bis 350°C zu verwenden. Thermoplastische
Polyamide mit Schmelzpunkten von 150 bis 300°C sind besonders bevorzugt.
-
Beispiele
des thermoplastischen Polyamids schließen ein: Nylon 6, Nylon 66,
Nylon 6/Nylon 66-Copolymere, Nylon 610, Nylon 612, Nylon 46, Nylon
11, Nylon 12, Nylon MXD 6, Xylylendiamin/Adipinsäure-Polykondensate, Xylylendiamin/Pimelinsäure-Polykondensate,
Xylylendiamin/Suberinsäure-Polykondensate,
Xylylendiamin/Azelainsäure-Polykondensate,
Xylylendiamin/Sebacinsäure-Polykondensate,
Tetramethylendiamin/Terephthalsäure-Polykondensate,
Hexamethylendiamin/Terephthalsäure-Polykondensate,
Octamethylendiamin/Terephthalsäure-Polykondensate, Trimethylhexamethylendiamin/Terephthalsäure-Polykondensate, Decamethylendiamin/Terephthalsäure-Polykondensate,
Undecamethylendiamin/Terephthalsäure-Polykondensate,
Dodecamethylendiamin/Terephthalsäure-Polykondensate,
Tetramethylendiamin/Isophthalsäure-Polykondensate,
Hexamethylendiamin/Isophthalsäure-Polykondensate,
Octamethylendiamin/Isophthalsäure-Polykondensate,
Trimethylhexamethylendiamin/Isophthalsäure-Polykondensate, Decamethylendiamin/Isophthalsäure-Polykondensate,
Undecamethylendiamin/Isophthalsäure-Polykondensate
und Dodecamethylendiamin/Isophthalsäure-Polykondensate.
-
Unter
diesen thermoplastischen Polyamiden sind diejenigen mit Schmelzpunkten
von 160 bis 265°C besonders
bevorzugt. Spezielle Beispiele solcher thermoplastischer Polyamide
schließen
Nylon 6 Nylon 66, Nylon 6/Nylon 66-Copolymere, Nylon 610, Nylon
612, Nylon 46, Nylon 11 und Nylon 12 ein.
-
Das
Polyolefin, welches die unter Punkt (ii) beschriebenen Zusammensetzungen
bildet, ist eines mit einem Schmelzpunkt von 80 bis 250°C. Alternativ
sind Polyolefine mit Erweichungspunkten von 50°C oder darüber, insbesondere 50 bis 200°C ebenso
vorteilhaft verwendbar. Bevorzugte Beispiele solcher Polyolefine schließen Homo-
und Copolymere von C2-8-Olefinen, Copolymere von C2-8-Olefinen
mit aromatischen Vinyl-Verbindungen, wie Styrol, Chlorstyrol und α-Methylstyrol,
Copolymere von C2-8-Olefin mit Vinylacetat,
Copolymere von C2-8-Olefinen mit Acrylsäure oder
Estern davon, Copolymere von C2-8-Olefinen
mit Methacrylsäure
oder Estern davon und Copolymere von C2-8-Olefinen
mit Vinylsilanen ein.
-
Spezielle
Beispiele der Polyolefine schließen ein:
Polyethylen hoher
Dichte, Polyethylen niedriger Dichte, Polypropylen, Ethylen/Propylen-Blockcopolymere,
statistische Ethylen/Propylen-Copolymere, lineares Polyethylen niedriger Dichte,
Poly-4-methylpenten-1, Polybuten-1, Polyhexen-1, Ethylen/Vinylacetat-Copolymere,
Ethylen/Acrylsäure-Copolymere, Ethylen/Methylacrylat-Copolymere,
Ethylen/Ethylacrylat-Copolymere, Ethylen/Propylacrylat-Copolymere, Ethylen/Butylacrylat-Copolymere,
Ethylen/2-Ethylhexylacrylat-Copolymere,
Ethylen/Hydroxyethylacrylat-Copolymere, Ethylen/Vinyltrimethoxysilan-Copolymere,
Ethylen/Vinyltriethoxysilan-Copolymere, Ethylen/Vinylsilan-Copolymere, Ethylen/Styrol-Copolymere
und Propylen/Styrol-Copolymere.
Ferner sind halogenierte Polyolefine, wie chloriertes, bromiertes
oder chlorsulfoniertes Polyethylen ebenso vorteilhaft verwendbar.
Diese Polyolefine können
jeweils allein oder als Mischung von zwei oder mehreren von ihnen
verwendet werden.
-
Als
nächstes
wird das Formverfahren für
das erfindungsgemäße Kautschukteil
beschrieben. Zuerst wird eine vorgegebene Menge einer kurzen Faser
(A), deren Querschnitt eine Meer-Insel-Struktur einnimmt, die im wesentlichen
auch zwei Polymeren gebildet ist, zur einer Kautschukzusammensetzung
gegeben, die Ruß,
ein Vulkanisationsmittel, einen Vulkanisationsbeschleuniger, ein
Prozeßöl usw. enthält, gegebenenfalls gefolgt
vom Zusatz einer vorgegebenen Menge einer Zusammensetzung, die eine
kurze Faser (B), die aus einem thermoplastischen Polymer mit Amidgruppen
in der Hauptkette hergestellt ist und die Matrix umfaßt, wobei
die Faser (B) in der Matrix dispergiert und chemisch an die Matrix
gebunden ist. Dann wird die resultierende Mischung in einem Banbury-Mischer
geknetet und so die kurzen Fasern (A) und (B) gleichförmig im
Kautschuk dispergiert.
-
Die
geknetete Zusammensetzung wird ferner zwischen einem Paar offener
Walzen geknetet durch Anwenden einer mechanischen Scherkraft darauf,
wodurch die kurze Faser (A) in die kurze Faser (A') mit einem mittleren
Durchmesser von 0,05 bis 5,0 μm
fibrilliert wird. Die so erhaltene Zusammensetzung wird unter Verwendung
eines Extruders oder dgl. in eine Lage geformt, um dadurch die kurzen
Fasern (A') und
(B) in vorgegebener Richtung zu orientieren.
-
Beispiel 1
-
Die
erfindungsgemäßen Reifen 101 bis 107 und
Vergleichsreifen 101 und 102, die jeweils mit
Verbindungslagen in den jeweiligen beiden Endbereichen der Gürtelschichten
versehen waren, wurden hergestellt, wobei das Verhältnis des
Reifen-Umfangsmoduls
(b) der Verbindungslagen zum radialen Reifen-Modul (a) davon (d. h. das b/a-Verhältnis) variiert
wurde durch Einarbeiten einer kurzen Faser (A'), die durch Fibrillieren einer kurzen
Faser (A) gebildet war, deren Querschnitt eine Meer-Insel-Struktur
einnahm, die im wesentlichen aus Polyvinylalkohol und Celluloseacetat
zusammengesetzt war, und gegebenenfalls einer Zusammensetzung, in
der eine kurze Faser (B), die aus Nylon 6 mit Amidgruppen in der
Hauptkette hergestellt war, in einer Kautschukmatrix dispergiert
wurde und chemisch an die Matrix gebunden wurde, in den Kautschuk,
welcher die Verbindungslagen bildete und Orientieren der fibrillierten
kurzen Faser (A')
und der kurzen Faser (B) in Umfangsrichtung des Reifens. Ferner
wurde ebenso ein herkömmlicher
Reifen 101 hergestellt, der mit Verbindungslagen versehen
war, die keine kurzen Fasern enthielten. Die Größen dieser Reifen waren 185/65R14 86H.
Bei der Herstellung der erfindungsgemäßen Reifen 101 bis 107 und
der Vergleichsreifen 101 und 102 wurden die kurzen
Fasern (A) und (B) in unterschiedliche Mengen pro 100 Gew.-Teilen
des Kautschuks verwendet. Ferner wurden diese Testreifen ebenso
unterschiedlich hergestellt im Verhältnis (%) der Breite der Verbindungslagen
zur maximalen Gürtelbreite
und/oder in der Dicke (mm) der Verbindungslagen.
-
Diese
Testreifen wurden auf ihr Straßengeräusch und
die Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit bewertet
und die Resultate sind in Tabelle 1 angegeben.
-
Straßengeräusch
-
Diese
Testreifen wurden auf Räder
mit Felgengrößen von
14 × 5·1/2JJ
montiert und der Luftdruck auf 210 kPa eingestellt. Die erhaltenen
Anordnungen wurden auf ein Kraftfahrzeug mit einem Hubraum von 1800 cm3 montiert. Ein Mikrophon wurde in das Kraftfahrzeug
auf der Fensterseite des Fahrersitzes an der Position eingesetzt,
die den Ohren eines Fahrers entspricht, und man ließ das Kraftfahrzeug
auf einer rauhen Straßenoberfläche mit
einer Geschwindigkeit von 60 km/h fahren und das Geräusch im
Inneren wurde gemessen. So wurde der Schalldruck (dB) bei 315 Hz
bestimmt. Die Resultate sind angegeben als Differenzen zwischen
dem Wert (Referenz), der im Kraftfahrzeug mit montiertem herkömmlichen
Reifen 101 beobachtet wurde. Ein negativer Wert bedeutet
ein Straßengeräusch kleiner
als die Referenz.
-
Dauerhaftigkeit beim Laufen
mit hoher Geschwindigkeit
-
Jeder
Testreifen wurde auf ein Rad mit Felgengrößen von 14 × 5·1/2 gesetzt und der Luftdruck
auf 210 kPa eingestellt. Die resultierende Anordnung wurde auf ein
Trommeltestgerät
(drum tester) montiert und dem Dauerhaftigkeitstest beim Laufen
mit hoher Geschwindigkeit gemäß JIS D4230
unterzogen, um die Entfernung zu messen, die zurückgelegt war, bis der Gürtelrand
nicht mehr in Ordnung war. Die Resultate sind als Indizes angegeben,
die errechnet wurden unter Verwendung des Werts des herkömmlichen
Reifens 101 als 100. Ein größerer Index bedeutet eine bessere
Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit.
-
-
-
Wie
sich aus den in Tabelle 1 angegebenen Resultaten ergibt, waren die
erfindungsgemäßen Reifen 101 bis 107 im
Hinblick auf das Straßengeräusch verringert,
wobei ihre Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit,
welches eine der Basiseigenschaften eines Reifens ist, auf hohem
Niveau blieb. Das Straßengeräusch von
Vergleichsreifen 101 war in nicht zufriedenstellender Weise
verringert in folge einer schwachen Anisotropie der Verbindungslagen.
Darüber
hinaus war das Straßengeräusch von
Vergleichsreifen 102 verringert, dieser war jedoch nachteilig
darin, daß die
Verbindungslagen infolge der Gegenwart der kurzen Faser im Überschuß eine sehr
schlechte Verarbeitbarkeit besaßen.
-
Beispiel 2
-
Erfindungsgemäße Reifen 201 bis 206 wurden
hergestellt, wobei das Verhältnis
des Reifen-Umfangsmoduls (b) der Lauffläche zum radialen Reifen-Modul
(a) davon (d. h. das b/a-Verhältnis)
variiert wurde durch Einarbeiten einer kurzen Faser (A'), die gebildet war
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnahm, die im wesentlichen auf Polyvinylalkohol
und Celluloseacetat gebildet war, und gegebenenfalls einer Zusammensetzung,
in der eine kurze Faser (B), die aus Nylon 6 mit Amidgruppen in
der Hauptkette hergestellt war, in einer Kautschukmatrix dispergiert
und chemisch an die Matrix gebunden war, in den Kautschuk, welcher
die Lauffläche
bildet, und Orientieren der fibrillierten kurzen Faser (A') und der kurzen
Faser (B) in einer Umfangsrichtung des Reifens. Ferner wurden auch
herkömmliche
Reifen 201 und 202 hergestellt, deren Laufflächen keine
kurze Fasern enthielten. Die Größe der Reifen
war 185/65R14 86H. Bei der Herstellung der erfindungsgemäßen Reifen 201 bis 206 wurden
die kurzen Fasern (A) und (B) in unterschiedlichen Mengen pro 100
Gew.-Teile des Kautschuks verwendet. Ferner besaßen die Laufflächen der Reifen
ein Blockmuster und der Flächenanteil
der Rillen war auf 35% eingestellt.
-
Diese
Testreifen wurden sowohl im Hinblick auf ihr Bremsverhalten auf
einer trockenen Straßenoberfläche und
dem auf einer nassen Straßenoberfläche mit
den folgenden Testverfahren bewertet, und Tabelle 2 zeigt die Resultate.
In Tabelle 2 sind die JIS-A-Härtewerte
des Laufflächenkautschuks
bei 20°C
ebenso als Indizes angegeben, wie sie unter Verwendung der Härte des
herkömmlichen
Reifens 201 als 100 errechnet wurden. Ferner wurden die
tanδ-Werte
des Laufflächekautschuks
der Testreifen auf dasselbe Niveau eingestellt.
-
Bremsverhalten auf einer
trockenen Straßenoberfläche
-
Diese
Testreifen wurden auf Räder
mit Felgengrößen von
14 × 5·1/2 montiert
und ihr Luftdruck auf 210 kPa eingestellt. Die erhaltenen Anordnungen
wurden auf ein Kraftfahrzeug mit einem Hubraum von 1800 ccm montiert.
Man ließ das
Kraftfahrzeug auf einer trockenen Straßenoberfläche mit einer Geschwindigkeit
von 80 km/h fahren und dann wurde bis zum Stillstand gebremst, um
den Bremsweg zu bestimmen. Die Resultate sind als Indizes angegeben,
die unter Verwendung der inversen Zahl des gemessenen Werts des
herkömmlichen
Reifens 201 als 100 errechnet wurden. Ein größerer Index
bedeutet ein noch hervorragenderes Bremsverhalten auf einer trockenen
Straßenoberfläche.
-
Bremsverhalten auf einer
nassen Straßenoberfläche
-
Testreifen
wurden auf Räder
mit Felgengrößen von
14 × 5·1/2 montiert
und der Luftdruck auf 210 kPa eingestellt. Die resultierenden Aufbauten
wurden auf ein Kraftfahrzeug mit einem Hubraum von 1800 cm3 montiert. Man ließ das Kraftfahrzeug auf einer
nassen Straßenoberfläche mit
einer Geschwindigkeit von 80 km/h fahren und bremste dann bis zum
Stillstand, um dem Bremsweg zu bestimmen. Die Resultate sind als
Indizes angegeben, die unter Verwendung der inversen Zahl des gemessenen
Werts des herkömmlichen
Reifens 201 als 100 errechnet wurden. Ein größerer Index
bedeutet ein noch hervorragenderes Bremsverhalten auf einer nassen
Straßenoberfläche.
-
-
Wie
sich aus den in Tabelle 2 angegebenen Resultaten ergibt, konnten
die erfindungsgemäßen Reifen 201 bis 206 sowohl
hinsichtlich ihres Bremsverhaltens auf einer trockenen Straßenoberfläche als
auch demjenigen auf einer nassen Straßenoberfläche verbessert werden, im Vergleich
zu herkömmlichen
Reifen 201 und 202.
-
Tabelle
3 zeigt die für
Reifen beobachteten Resultate, welche dieselben Reifengrößen wie
oben beschrieben besaßen
und deren Laufflächen
ein Verhältnis
des Reifen-Umfangsmoduls (b) zum radialen Reifen-Modul (a) (d. h.
b/a-Verhältnis)
von 1,2 besaßen
und unterschiedliche Flächenanteile
der Rillen.
-
-
Wie
sich aus den in Tabelle 3 gezeigten Resultaten ergibt, waren die
erfindungsgemäßen Reifen 207 bis 209 sowohl
im Hinblick auf ihr Bremsverhalten auf einer trockenen Straßenoberfläche als
auch demjenigen auf einer nassen Straßenoberfläche verbessert, was die Notwendigkeit
stützt,
den Flächenanteil
der Rillen der Lauffläche
auf 30 bis 40% zu begrenzen.
-
Beispiel 3
-
Erfindungsgemäße Reifen 301 bis 305,
die jeweils mit einer Zweischicht-Lauffläche versehen waren, die aus
einer oberen Lauffläche
und einer unteren Lauffläche
gebildet war, wurden hergestellt, wobei das Verhältnis des Reifen-Umfangsmoduls
(b) der unteren Lauffläche
zu dem Reifen-Modul der Breite nach (a) davon (d. h. das b/a-Verhältnis) variiert
wurde durch Einarbeiten einer kurzen Faser (A'), die gebildet war durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnahm, die im wesentlichen aus Polyvinylalkohol und Celluloseacetat
gebildet war, und gegebenenfalls einer Zusammensetzung, in der eine kurze
Faser (B), die aus Nylon 6 mit Amidgruppen in der Hauptkette hergestellt
war, in einer Kautschukmatrix dispergiert und chemisch an die Matrix
gebunden war, in den Kautschuk, welcher die untere Lauffläche bildet, und
Orientieren der fibrillierten kurzen Faser (A') und der kurzen Faser (B) in einer
Umfangsrichtung des Reifens. Ferner wurden ein herkömmlicher
Reifen 301 und Vergleichsreifen 301 bis 303,
deren unteren Laufflächen
keine kurzen Fasern enthielten, und Vergleichsreifen 304 bis 306,
deren untere Laufflächen
die kurze(n) Faser(n) enthielten, wurden ebenso hergestellt. Die
Größe dieser
Reifen war 185/65R14 86H. Bei der Herstellung der erfindungsgemäßen Reifen 301 bis 305 und
der Vergleichsreifen 304 bis 306 wurden die kurzen
Fasern (A) und (B) in unterschiedlichen Mengen pro 100 Gew.-Teilen
des Kautschuks verwendet.
-
Diese
Testreifen wurden im Hinblick auf den Rollwiderstand, die Lenkstabilität und die
Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit mit den folgenden
Testverfahren bewertet und die Resultate sind in Tabelle 4 angegeben.
Die Formulierungen der unteren Laufflächen sind in Tabelle 5 im einzelnen
angegeben. In Tabelle 4 gibt in der Zeile "kurze Faser (B)" die jeweilige Zahl in Klammern die
Menge von Nylon an.
-
Rollwiderstand
-
Jeder
Testreifen wurde auf ein Rad mit Felgengrößen von 14 × 5·1/2JJ montiert und der Luftdruck
auf 210 kPa eingestellt. Die resultierende Anordnung wurde auf ein
Trommeltestgerät
montiert und unter Verwendung einer Kraftmeßzelle (load cell) der Rollwiderstand
bestimmt. Die Resultate sind als Indizes angegeben, die unter Verwendung
des Rollwiderstands des herkömmlichen
Reifens 301 als 100 errechnet wurden. Ein kleinerer Indexwert
bedeutet einen geringeren Rollwiderstand.
-
Lenkstabilität
-
Testreifen
wurden auf Räder
mit Felgengrößen von
14 × 5·1/2JJ
montiert und der Luftdruck auf 210 kPa eingestellt. Die resultierenden
Aufbauten wurden an ein Kraftfahrzeug mit einem Hubraum von 1800
ccm montiert und das Kraftfahrzeug mit fünf Testfahrern nach einem Gefühlstest
im Hinblick auf die Lenkstabilität bewertet.
Die Resultate sind in fünf
Graden angegeben. Ein höherer
wert bedeutet eine noch hervorragendere Lenkstabilität.
-
Dauerhaftigkeit beim Laufen
mit hoher Geschwindigkeit
-
Jeder
Testreifen wurde auf ein Rad mit Felgengrößen von 14 × 5·1/2JJ montiert und der Luftdruck
auf 210 kPa eingestellt. Der resultierende Aufbau wurde auf ein
Trommeltestgerät
montiert und dem Dauerhaftigkeitstest beim Laufen mit hoher Geschwindigkeit
gemäß JIS D4230
unterzogen. In Tabelle 4 bedeutet "
" hervorragend, "O" gut, "Δ" mittelmäßig und "X" schlecht.
Tabelle
5
- Kurze Faser (A)
- PVA/Polyacrylonitril
(PAN) (60/40)
- Kurze Faser (B)
- NR/HDPE/Nylon (38/29/33)
-
Wie
sich aus den in Tabelle 4 angegebenen Resultaten ergibt, waren die
Menge Kohlenstoff, die für Vergleichsreifen 301 verwendet
wurde, kleiner als diejenige, die für den herkömmlichen Reifen 301 verwendet wurde,
so daß Vergleichsreifen 301 eine
geringere Lenkstabilität
besaß als
der herkömmliche
Reifen 301 und infolge eines signifikanten Kautschukflusses
eine große
Dickenstreuung aufwies. Vergleichsreifen 302, der der Verwendung
eines Butadien-Kautschuks
mit hoher Stoßelastizität hergestellt
worden war, erfuhr unvorteilhaften Kautschukfluß und zeigte eine geringe Lenkstabilität, obwohl
sein Rollwiderstand verringert war. Vergleichsreifen 303,
der hergestellt worden war unter Verwendung einer vergrößerten Menge
Kohlenstoffaser, zeigte einen hohen Rollwiderstand und eine geringe
Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit, obwohl er
hinsichtlich der Lenkstabilität
verbessert war.
-
Der
erfindungsgemäße Reifen 301 war
in der Verhinderung von Kautschukfluß dank des Zusatzes der kurzen
Faser (A) verbessert und deshalb konnte sein Rollwiderstand verringert
werden, wobei die Lenkstabilität
auf hohem Niveau gehalten wurde. Die erfindungsgemäßen Reifen 302 und 303 waren
dank des Zusatzes einer vergrößerten Menge
der kurzen Faser (A) weiter in der Verhinderung von Kautschukfluß verbessert
und konnten folglich eine weiter verbesserte Lenkstabilität aufweisen.
Vergleichsreifen 304 besaß eine schlechte Lenkstabilität, weil
nur die kurze Nylonfaser (B) zu der unteren Lauffläche hinzugefügt wurde.
In Vergleichsreifen 305 zeigte die Kautschukzusammensetzung
infolge des Vorliegens einer zu großen Menge der Nylonfaser (B)
eine zu hohe Mooney-Viskosität, um eine
gute Verarbeitbarkeit bei der Extrusion zu erzielen.
-
Bei
den erfindungsgemäßen Reifen 304 und 305 wurde
die Hybridisierung der kurzen Faser (A) mit der kurzen Nylonfaser
(B) möglich,
weil der Zusatz der kurzen Faser (A) eine Kautschukzusammensetzung
mit niedriger Mooney-Viskosität
ergab. So konnten die erfindungsgemäßen Reifen 304 und 305 in
der Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit verbessert
werden. Bei Vergleichsreifen 306 besaß die Kautschukzusammensetzung
wegen des Vorliegens einer zu großen Menge der kurzen Faser
(A) eine schlechte Verarbeitbarkeit bei der Extrusion.
-
Beispiel 4
-
Erfindungsgemäße Reifen 401 bis 412 und
Vergleichsreifen 401 und 402 wurden hergestellt,
worin zumindest ein Teil der Seitenwand aus einer Kautschukzusammensetzung
hergestellt war, die eine kurze Faser (A'), die gebildet war durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnahm, die im wesentlichen aus Polyvinylalkohol und Celluloseacetat
(in einem Verhältnis
von 60 : 40) bestand, und gegebenenfalls eine Zusammensetzung, worin
eine kurze Faser (B), hergestellt aus Nylon 6 mit Amidgruppen in
der Hauptkette, in einer Kautschukmatrix dispergiert und chemisch
an die Matrix gebunden war, enthielt. Ferner wurden auch herkömmliche
Reifen 401 und 402 hergestellt, welche keine kurze
Faser in der Seitenwand enthielten. Die Größe dieser Reifen war 185/65R14.
Bei der Herstellung dieser Testreifen wurden die kurzen Fasern (A)
und (B) in unterschiedlichen Mengen pro 100 Gew.-Teilen des Kautschuk
verwendet. Die Formulierung der Kautschukzusammensetzung, welche
die Seitenwände
der Reifen bildet, ist in Tabelle 6 angegeben.
-
-
Diese
Testreifen wurden im Hinblick auf ihre Beständigkeit gegen äußere Beschädigung und
Rißwachstum
bewertet und die Resultate sind in den Tabellen 7 und 8 angegeben.
Die Durchschnittslängen
der kurzen Faser (A), die mittleren Durchmesser der kurzen Faser
(A) nach der Fibrillierung und der spezielle Aufbau der Reifen sind
ebenso in den Tabellen 7 und 8 angegeben. Die Positionen der oberen
und unteren Enden des mit kurzen Fasern verstärkten Kautschuks sind angegeben
als Verhältnisse
der Höhen
der unteren und oberen Enden von dem Wulst zur Schnitthöhe (sectional
height, SH) des Reifens.
-
Beständigkeit gegen äußere Beschädigung
-
Testreifen
wurden auf Räder
mit Felgengrößen von
14 × 5·1/2JJ
montiert und der Luftdruck auf 200 kPa eingestellt. Die erhaltenen
Aufbauten wurden auf ein Kraftfahrzeug mit einem Hubraum von 1600
cm
3 montiert. Man ließ dieses Kraftfahrzeug über einen
100 mm hohen, aus Stahl gefertigten Block in einem Annäherungswinkel
von 30° klettern,
wobei die Geschwindigkeit allmählich
von 10 km/h in Schritten von 1,0 km/h erhöht wurde. Die kritische Geschwindigkeit,
bis zu welcher der Reifen nicht platzte, wurde dreimal gemessen und
der Durchschnitt der drei Werte berechnet. Die Resultate sind durch "X" bezeichnet und betreffen den Fall, in
dem die durchschnittliche kritische Geschwindigkeit niedriger ist
als diejenige des herkömmlichen
Reifens
401, "O" betrifft den Fall,
in dem die durchschnittliche Geschwindigkeit höher ist als diejenige des herkömmlichen
Reifens
401 und "
" betrifft den Fall,
in dem diese um 2 km/h oder mehr höher ist als diejenige des herkömmlichen
Reifens
401.
-
Beständigkeit gegen Rißwachstum
-
Ein
Schnitt mit einer Länge
von 5 mm und einer Tiefe von 1,5 mm wurde mit einem Messer an der Seitenwandfläche jedes
Testreifens in einem Winkel von 45° zur Radialrichtung angebracht.
Der resultierende Reifen wurde an ein Rad mit Felgengrößen von
14 × 5·1/2 montiert.
Der erhaltene Aufbau wurde an ein Stahltrommeltestgerät mit einem
Durchmesser von 1707 mm und einer glatten Oberfläche montiert. Nach 5000 km Fahren
unter den Bedingungen eines Luftdrucks von 180 kPa, einer Last von
3,74 kN und einer Geschwindigkeit von 81 km/h wurde die Länge des
resultierenden Schnitts gemessen. Die durch "X" wiedergegebenen
Resultate betreffen den Fall, in dem die Länge des Schnitts 10 mm übersteigt, "O" betrifft den Fall, in dem die Länge 10 mm
oder weniger ist und "
" betrifft den Fall,
in dem die Länge
8 mm oder weniger ist.
-
-
-
-
-
-
-
Wie
sich aus den in Tabellen 7 und 8 angegebenen Resultaten ergibt,
besaßen
die erfindungsgemäßen Reifen 401 bis 410 eine
kleinere Seitenwanddicke als die von Vergleichsreifen 401.
Dies bedeutet, sie konnten hinsichtlich ihres Reifengewichts reduziert
werden ohne eine nachteilige Wirkung auf die Beständigkeit
gegen äußere Beschädigung.
Insbesondere konnten die erfindungsgemäßen Reifen 407 bis 410 nicht
nur in der Beständigkeit
gegen äußere Beschädigung verbessert
werden, sondern auch in der Beständigkeit
gegen das Rißwachstum
dank der Hybridisierung zwischen den kurzen Fasern (A) und (B).
Der erfindungsgemäße Reifen 411 ist
einer, in welchem der äußere Teil
der Seitenwand aus einer Kautschukzusammensetzung hergestellt ist,
die mit der kurzen Faser verstärkt
ist, und ihr innerer Bereich aus einer Kautschukzusammensetzung
hergestellt ist, welche die kurze Faser nicht enthält, während der
erfindungsgemäße Reifen 412 einer ist,
in dem der innere Bereich der Seitenwand aus einer Kautschukzusammensetzung
hergestellt ist, die mit der kurzen Faser verstärkt ist, und ihr äußerer Bereich
aus einer Kautschukzusammensetzung hergestellt ist, der die kurze
Faser nicht enthält.
Beide Reifen konnten hinsichtlich des Reifengewichts verringert
werden, ohne eine nachteilige Wirkung auf die Beständigkeit
gegen äußere Beschädigung.
-
Auf
der andere Seite wies der herkömmliche
Reifen 402 eine geringe Beständigkeit gegen äußere Beschädigung auf,
weil er einer ist mit demselben Aufbau wie der des herkömmlichen
Reifens 401, außer
daß die
Seitenwanddicke verringert ist. Vergleichsreifen 401 war
nicht zufriedenstellend in der Verstärkung der Seitenwand und zeigte
eine geringe Beständigkeit
gegen äußere Beschädigung infolge
des Zusatzes einer zu geringen Mengen der kurzen Faser (A). Vergleichsreifen 402 enthielt
in der Seitenwand die kurze Faser (B) nicht zusammen mit der kurzen
Faser (A), sondern alleine, so daß die Seitenwand nicht zufriedenstellend verstärkt war
und eine geringe Beständigkeit
gegen äußere Beschädigung zeigte.
-
Beispiel 5
-
Erfindungsgemäße Reifen 501 bis 507 wurden
hergestellt, welche Hochleistungs-Radialluftreifen waren, die jeweils
eine Karkassenschicht umfaßten,
die mehrere Karkassencords in einem in Radialrichtung des Reifens
orientierten Zustands enthielt und ein Paar von, d. h. linksseitigen
und rechtsseitigen Wulstbereichen verbrückte, wobei die Endbereiche
der Karkassenschicht der Breite des Reifens nach jeweils von der
Innenseite des Reifens zur Außenseite
des Reifens um die Wulstkerne nach oben gewunden waren, und die
mit kurzen Fasern verstärkten
Schichten zumindest in den nach oben gewundenen Endbereichen der
Karkassenschicht lagen. Ferner wurde auch ein herkömmlicher
Reifen 501 hergestellt, welcher ein Radialluftreifen war, wie
zuvor beschrieben, wobei die durch kurze Fasern verstärkten Schichten
durch Kautschukverstärkungsschichten
ersetzt waren. Die Reifengröße dieser
Reifen war 11R22.5 14PR.
-
Bei
der Herstellung der erfindungsgemäßen Reifen 501 bis 507 wurde
das Verhältnis
des Reifen-Umfangsmoduls (b) der mit kurzen Fasern verstärkten Schichten
zum radialen Reifen-Modul (b) davon (d. h. das b/a-Verhältnis) variiert
durch Einarbeiten einer kurzen Faser (A'), die gebildet war durch Fibrillieren
einer kurzen Faser (A), deren Querschnitt eine Meer-Insel-Struktur
einnahm, die im wesentlichen aus Polyvinylalkohol und Celluloseacetat
zusammengesetzt war, und gegebenenfalls einer Zusammensetzung, in
der eine kurze Faser (B), die aus Nylon-6 mit Amidgruppen in der
Hauptkette gebildet war, in einer Kautschukmatrix dispergiert und
chemisch an die Matrix gebunden war, in den Kautschuk, der die mit
kurzen Fasern verstärkten Schichten
bildete, und Orientieren der fibrillierten kurzen Faser (A') und der kurzen
Faser (B) in Umfangsrichtung des Reifens. Ferner wurden bei der
Herstellung der erfindungsgemäßen Reifen 501 bis 507 die
kurzen Fasern (A) und (B) in unterschiedlichen Mengen pro 100 Gew.-Teilen
des Kautschuks verwendet.
-
Diese
Testreifen wurden im Hinblick auf die Dauerhaftigkeit beim Laufen
mit hoher Geschwindigkeit mit dem folgenden Testverfahren bewertet,
und die Resultate sind in Tabelle 9 angegeben.
-
Dauerhaftigkeit beim Laufen
mit hoher Geschwindigkeit
-
Jeder
Testreifen wurde auf ein Trommeltestgerät montiert, wobei der Luftdruck
auf 700 kPa eingestellt war und dem Test der Dauerhaftigkeit beim
Laufen mit hoher Geschwindigkeit gemäß JIS D4230 unterzogen, um
die zurückgelegte
Entfernung zu messen, bis der Wulstbereich nicht mehr in Ordnung
war. Die Resultate sind als Indizes angegeben, die berechnet wurden,
indem die Entfernung des herkömmlichen
Reifens 501 als 100 genommen wurde. Ein größerer Index
bedeutet eine bessere Dauerhaftigkeit beim Laufen mit hoher Geschwindigkeit.
-
-
Wie
sich aus den in Tabelle 9 angegebenen Resultaten ergibt, konnten
die erfindungsgemäßen Reifen 501 bis 507 im
Vergleich zum herkömmlichen
Reifen 501 bemerkenswert in der Dauerhaftigkeit beim Laufen mit
hoher Geschwindigkeit verbessert werden, obwohl die Kautschukvolumina
der Wulstbereiche der erfindungsgemäßen Reifen 501 bis 507 denen
des herkömmlichen
Reifens 501 äquivalent
waren. Insbesondere waren die erfindungsgemäßen Reifen 504 bis 507,
deren mit kurzen Fasern verstärkte
Schichten durch Hybridisierung zwischen den kurzen Fasern (A) und
(B) hergestellt waren, in der Dauerhaftigkeit bemerkenswert verbessert.
-
Beispiel 6
-
Erfindungsgemäße Reifen 601 bis 618 und
Vergleichsreifen 601 bis 609 wurden hergestellt,
die jeweils mit Wulstfüllstoffen
auf den äußeren peripheren
Seiten der Wulstkerne versehen waren. Bei dieser Herstellung wurden
die Wulstfüllstoffe
hergestellt durch Einarbeiten einer kurzen Faser (A'), die gebildet war
durch Fibrillieren einer kurzen Faser (A), deren Querschnitt eine
Meer-Insel-Struktur einnahm, die im wesentlichen aus Polyvinylalkohol
und Celluloseacetat gebildet war, und gegebenenfalls einer Zusammensetzung,
in der eine kurze Faser (B), hergestellt aus Nylon-6 mit Amidgruppen
in der Hauptkette, in einer Kautschukmatrix dispergiert und chemisch
an die Matrix gebunden war, in den Kautschuk, der die Wulstfüllstoffe
bildet, und Orientieren der kurzen Fasern (A') und (B) in Umfangsrichtung des Reifens,
wodurch das Verhältnis
des Speichermoduls (b) der Wulstfüllstoffe in Orientierungsrichtung
der kurzen Faser zum radialen Reifenmodul (a) davon (d. h. das b/a-Verhältnis) variiert
wurde. Ferner wurde auch ein herkömmlicher Reifen 601 hergestellt,
der mit Wulstfüllstoffen
versehen war, die keine kurze Faser enthielten, sondern Stahlverstärkungen
enthielten, die in ihrer Nachbarschaft lagen. Die Größe dieser
Reifen war 185/60R14 91H.
-
Bei
der Herstellung der erfindungsgemäßen Reifen 601 bis 618 und
der Vergleichsreifen 601 bis 609 wurden die kurzen
Fasern (A) und (B) in unterschiedlichen Mengen pro 100 Gew.-Teilen
des Kautschuks verwendet. Ferner wurden bei der Herstellung dieser
Reifen die kurzen Fasern in den Wulstfüllstoffen in Umfangsrichtung
des Reifens (13), in
axialer Richtung des Reifens (14)
oder in einer Kombination von beiden (15) orientiert.
-
Diese
Testreifen wurden mit den folgenden Testverfahren im Hinblick auf
den Fahrkomfort, die Lenkstabilität und die Leichtigkeit des
Gewichts bewertet, und die Resultate sind in den Tabellen 10 bis
12 angegeben.
-
Fahrkomfort
-
Testreifen
wurden auf Räder
mit Felgengrößen von
14 × 5·1/2JJ
montiert und der Luftdruck auf 200 kPa eingestellt. Die resultierenden
Anordnungen wurden an ein Kraftfahrzeug mit einem Hubraum von 1800 cm3 montiert und der Fahrkomfort des Kraftfahrzeugs
von fünf
Testfahrern nach einem Gefühlstest
bewertet. Die Resultate sind als Indizes angegeben, die berechnet
sind, indem der Komfort des herkömmlichen
Reifens 601 als 100 genommen wurde. Ein höherer Wert
bedeutet einen noch hervorragenderen Fahrkomfort.
-
Lenkstabilität
-
Testreifen
wurden auf Räder
mit Felgengrößen von
14 × 5·1/2JJ
montiert und der Luftdruck auf 200 kPa eingestellt. Die resultierenden
Anordnungen wurden an ein Kraftfahrzeug mit einem Hubraum von 1800 cm3 montiert, und die Lenkstabilität des Kraftfahrzeugs
von fünf
Testfahrern nach einem Gefühlstest
bewertet. Die Resultate sind als Indizes angegeben, die berechnet
wurden, indem die Lenkstabilität
des herkömmlichen Reifens 601 als
100 genommen wurde. Ein höherer
Wert bedeutet eine noch hervorragendere Lenkstabilität.
-
Leichtigkeit des Gewichts
-
Das
Gewicht der Testreifen wurden bestimmt und die Resultate sind als
Indizes angegeben, die errechnet wurden, indem die inverse Zahl
des gemessenen Gewichts des herkömmlichen
Reifens 601 als 100 genommen wurde. Ein größerer Index
bedeutet einen leichteren Reifen.
-
-
-
-
Wie
sich aus den in den Tabellen 10 bis 12 angegebenen Resultaten ergibt,
konnten die erfindungsgemäßen Reifen 601 bis 618 in
ihrem Fahrkomfort verbessert und im Gewicht verringert werden im
Vergleich zum herkömmlichen
Reifen 601, der mit Stahlverstärkungen versehen war, wobei
ihre Lenkstabilität
auf einem Niveau gehalten wurde, das demjenigen des herkömmlichen
Reifens 601 entsprach oder diesem überlegen war. Andererseits
besaßen
die Vergleichsreifen 601 bis 609 infolge geringer
Anisotropie der Wulstfüllstoffe eine
nicht zufriedenstellende Lenkstabilität.





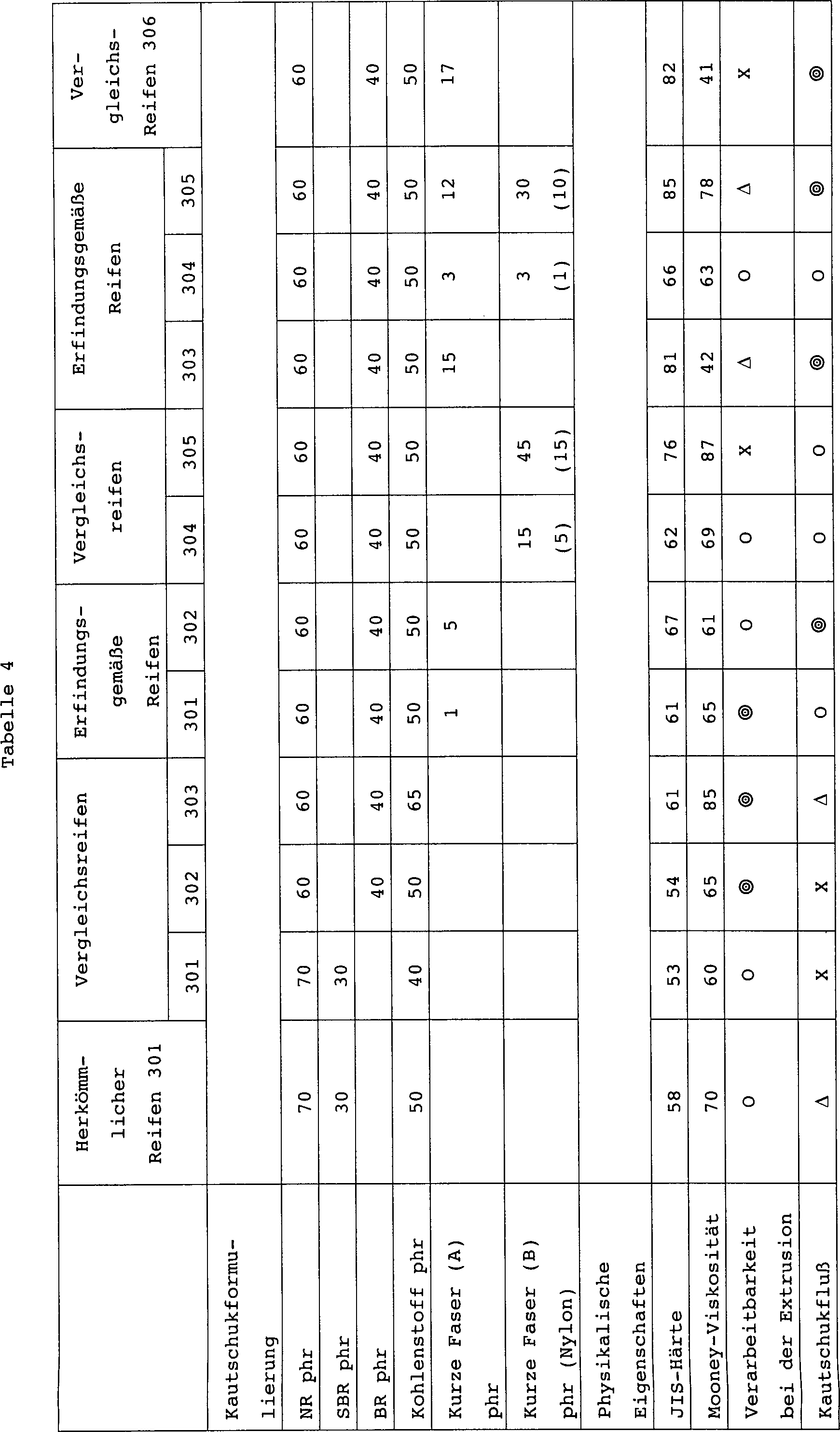 Tabelle 5
Tabelle 5