-
Technisches Gebiet
-
Die
Erfindung betrifft ein kornorientiertes Silicium(stahl)blech, das
durch Bildung zugspannungserzeugender Isolierbeschichtungsfilme
auf einem fertiggeglühten
kornorientierten Siliciumblech hergestellt ist, das durch bewußtes Verhindern
der Bildung anorganischer Mineralfilme, die sich aus Forsterit (Mg2SiO4) usw. zusammensetzen,
und ferner Glätten
der Oberflächen
in solchem Maß vorbereitet
ist, daß es
Spiegelglanz zeigt, sowie ein Verfahren zur Herstellung des Stahlblechs.
-
Hintergrund der Technik
-
Ein
kornorientiertes Siliciumblech findet breiten Einsatz als Material
für Magnetkerne,
und insbesondere zur Minimierung von Energieverlust ist ein Siliciumblech
mit kleinem Kernverlust erforderlich. Zur Kernverlustreduzierung
ist es wirksam, eine Zugspannung auf ein Stahlblech auszuüben. Aus
diesem Grund wird gewöhnlich
eine Zugspannung in einem Stahlblech erzeugt und Kernverlust reduziert,
indem Beschichtungsfilme gebildet werden, die aus einem Material
mit einem kleineren Wärmeausdehnungskoeffizienten
als das Stahlblech bei hoher Temperatur bestehen. Ein forsteritartiger
Film, der auf einer Stahlblechoberfläche durch die Reaktion von
Oxiden mit einem Glühseparator
in einem Fertigglühverfahren
gebildet wird, erzeugt eine Zugspannung im Stahlblech, und die Haftfähigkeit
des Films ist ausgezeichnet.
-
Die
JP-A-S48-39338 oder US-A-3856568 offenbart, daß die Bildung von Isolierbeschichtungsfilmen durch
Beschichten der Oberflächen
eines Stahlblechs mit einer hauptsächlich aus kolloidalem Siliciumoxid
und Phosphat bestehenden Beschichtungsflüssigkeit und ihr Einbrennen
erhebliche Auswirkung auf die Erzeugung einer Zugspannung im Stahlblech
hat und den Kernverlust wirksam reduziert.
-
Daher
kommt allgemein das Verfahren zum Halten der in einem Fertigglühverfahren
gebildeten forsteritartigen Filme und anschließenden Bilden hauptsächlich aus
Phosphat bestehender Isolierbeschichtungsfilme als Verfahren zur
Herstellung eines kornorientierten Siliciumblechs zum Einsatz.
-
In
den letzten Jahren wurde geklärt,
daß die
ungeordnete Grenzflächenstruktur
eines forsteritartigen Films und eines Grundmetalls die Wirkung
einer Zugspannung des Beschichtungsfilms auf die Kernverlustverbesserung
etwas reduziert. Angesichts dessen wurde eine Technologie entwickelt,
die versucht, Kernverlust weiter zu reduzieren, indem erneut zugspannungserzeugende
Beschichtungsfilme nach Entfernen der forsteritartigen Filme gebildet
werden, die in einem Fertigglühverfahren
zustande kommen, und/oder eine Polierbehandlung weiter zur Anwendung
kommt, was z. B. die JP-A-S49-96920 oder US-A-3932236 offenbart.
-
Obwohl
aber dieser Isolierbeschichtungsfilm eine beträchtliche Haftfähigkeit
hat, wenn er auf einem sich hauptsächlich aus Forsterit zusammensetzenden
Film gebildet wird, hat er unzureichende Haftfähigkeit, wenn er nach Entfernung
eines forsteritartigen Films gebildet wird oder wenn ein forsteritartiger
Film an der Bildung in einem Fertigglühverfahren bewußt gehindert
wird. Insbesondere ist es bei Entfernung eines forsteritartigen
Beschichtungsfilms notwendig, eine gewünschte Zugspannung nur mit
einem zugspannungserzeugenden Isolierbeschichtungsfilm zu gewährleisten,
der durch Beschichten einer Stahlblechoberfläche mit einer Beschichtungsflüssigkeit
zustande kommt, weshalb es notwendig ist, den Isolierbeschichtungsfilm
dicker zu gestalten, und eine stärke re
Haftfähigkeit
erforderlich ist. Aus diesem Grund war es durch ein herkömmliches Verfahren
zur Bildung eines Beschichtungsfilms schwierig, eine durch den Beschichtungsfilm
induzierte ausreichend hohe Zugspannung zu erzeugen, um das Optimum
aus der Hochglanzbearbeitung einer Stahlblechoberfläche herauszuholen,
und zugleich die hohe Haftfähigkeit
des Beschichtungsfilms zu gewährleisten,
weshalb der Kernverlust nicht ausreichend reduziert wurde. Angesichts
dessen wurden die Verfahren zur Bildung von Oxidfilmen auf den Oberflächen eines
fertiggeglühten
kornorientierten Siliciumblechs vor der Bildung der zugspannungserzeugenden
Isolierbeschichtungsfilme z. B. in den JP-A-S60-131976, H6-184762
oder EP-A-565029, H7-278833,
H8-191010 und H9-078252 als Technologien zur Gewährleistung der Haftfähigkeit der
zugspannungserzeugenden Isolierbeschichtungsfilme offenbart.
-
Das
in der JP-A-S60-131976 offenbarte Verfahren ist ein Verfahren zum
Innenoxidieren der Umgebung der Oberflächen eines fertiggeglühten kornorientierten
Siliciumblechs nach Hochglanzbearbeitung des Stahlblechs zwecks
Verbessern der Haftfähigkeit
der zugspannungserzeugenden Beschichtungsfilme durch die innenoxidierten
Schichten und somit Kompensieren der Beeinträchtigung des Kernverlusts als
Ergebnis der Innenoxidation, d. h. der Spiegelglanzbeeinträchtigung,
wobei die Zunahme der Zugspannung durch die verbesserte Haftfähigkeit
der Beschichtungsfilme zustande kommt.
-
Das
in der JP-A-H6-184762 oder EP-A-565029 offenbarte Verfahren ist
ein Verfahren zur Gewährleistung
der Haftfähigkeit
zwischen jedem von zugspannungserzeugenden Isolierbeschichtungsfilmen
und einem Stahlblech durch die Wirkung außenoxidationsartiger Oxidfilme,
die auf den Stahlblechoberflächen
gebildet werden, indem ein fertiggeglühtes kornorientiertes Siliciumblech,
dem eine Hochglanzpolitur o. ä.
verliehen wurde, in einer vorgeschriebenen Atmosphäre bei jeweils
vorgeschriebenen Temperaturen geglüht wird.
-
Die
in der JP-A-H7-278833 offenbarte Technologie ist eine Technologie
zum Verhindern der Oxidation eines Stahlblechs, d. h. der Spiegelglanzbeeinträchtigung,
während
der Bildung kristalliner zugspannungserzeugender Isolierbeschichtungsfilme,
wenn sich die zugspannungserzeugenden Isolierbeschichtungsfilme
in einem kristallinen Zustand befinden, durch vorab erfolgendes
Bilden von Grundbeschichtungsfilmen, die sich aus amorphen Oxiden
zusammensetzen, auf den Oberflächen
eines fertiggeglühten
kornorientierten Siliciumblechs, das frei von anorganischen Mineralfilmen
ist. Das in der JP-A-H8-191010
offenbarte Verfahren ist ein Verfahren zur Kernverlustreduzierung
durch Bilden von kristallinem Fayalit auf den Oberflächen eines
fertiggeglühten
kornorientierten Siliciumblechs, das von nichtmetallischen Stoffen
gereinigt ist, und Nutzen der zugspannungserzeugenden und haftfähigkeitsverbessernden
Wirkungen der Fayalitkristalle. Das in der JP-A-H9-078252 offenbarte Verfahren ist ein
Verfahren zur Gewährleistung
der Haftfähigkeit
zugspannungserzeugender Beschichtungsfilme und gleichzeitigen Realisierung
eines guten Kernverlusts durch Eindämmen der Menge von Grundsiliciumoxidschichten,
die auf den Oberflächen
eines fertiggeglühten
kornorientierten Siliciumblechs gebildet werden, das frei von anorganischen
Mineralfilmen ist, auf höchstens
100 mg/m2.
-
Offenbarung der Erfindung
-
Während es
möglich
war, die Wirkungen der Haftfähigkeitsverbesserung
von Beschichtungsfilmen und Kernverlustreduzierung in erheblichem
Maß durch
Bilden von Oxidfilmen auf den Oberflächen eines kornorientierten
Siliciumblechs, das frei von anorganischen Materialien ist, durch
Anwendung der o. g. Technologien zu realisieren, war aber die Haftfähigkeit
der zugspannungserzeugenden Isolierbeschichtungsfilme nicht völlig zufriedenstellend.
Die Erfindung in ihrer Offenbarung in den Ansprüchen 1 bis 4, die diese Probleme
löst, schlägt ein kornorientiertes
Siliciumblech und ein Verfahren zur Bil dung zugspannungserzeugender
Isolierbeschichtungsfilme mit ausreichender Haftfähigkeit
an einem fertiggeglühten
kornorientierten Siliciumblech vor, das frei von anorganischen Mineralbeschichtungsfilmen
ist.
-
Der
Kern der Erfindung besteht in folgendem:
- (1)
Kornorientiertes Siliciumblech mit ausgezeichneter Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme, die auf dem kornorientierten
Siliciumblech gebildet sind, das durch Entfernen anorganischer Mineralfilme,
die sich aus Forsterit usw. zusammensetzen, durch Beizen o. ä. oder durch
bewußtes Verhindern
ihrer Bildung hergestellt ist, dadurch gekennzeichnet, daß es an
der Grenzfläche
zwischen jedem der zugspannungserzeugenden Isolierbeschichtungsfilme
und dem Stahlblech folgendes hat: einen äußeren oxidationsartigen Membranoxidfilm
mit 2 bis 500 nm mittlerer Dicke, der sich hauptsächlich aus amorphem
Siliciumoxid zusammensetzt, und/oder einen Mischoxidfilm, der aus
einem äußeren oxidationsartigen
Membranoxidfilm mit 2 bis 500 nm mittlerer Dicke, der sich hauptsächlich aus
amorphem Siliciumoxid zusammensetzt, und Teilchenoxiden besteht,
die sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzen; und das eine oder mehrere
der folgenden Forderungen A oder die Kombination B bis E erfüllt:
A.
der Prozentsatz der Teilchenoxide zum Membranoxidfilm beträgt mindestens
2 % bezogen auf den Flächenprozentsatz
an einem Querschnitt;
B. der Prozentsatz von Oxiden, die sich
aus einem oder mehreren Elementen zusammensetzen, die aus Fe, Al,
Ti, Mn und Cr ausgewählt
sind, im Membranoxidfilm beträgt
höchstens
50 % bezogen auf den Flächenprozentsatz
an einem Querschnitt;
C. der Prozentsatz von Hohlräumen im
Membranoxidfilm beträgt
höchstens
30 % bezogen auf den Flächenprozentsatz
an einem Querschnitt;
D. der Prozentsatz von metallischem Eisen
im Membranoxidfilm beträgt
höchstens
30 % bezogen auf den Flächenprozentsatz
an einem Querschnitt; und
E. die mittlere Dicke von Schichten
niedriger Dichte beträgt
höchstens
30 % der Gesamtdicke des Membranoxidfilms bei ihrer Bewertung bezogen
auf das Verhältnis
zwischen elastischer Streustärke
und unelastischer Streustärke
in der Messung durch Elektronenenergieverlust-Spektroskopie.
- (2) Kornorientiertes Siliciumblech mit ausgezeichneter Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme nach Punkt (1),
dadurch gekennzeichnet, daß die
zugspannungserzeugenden Isolierbeschichtungsfilme Beschichtungsfilme
sind, die durch Einbrennen einer Auftragsflüssigkeit, die sich hauptsächlich aus
Phosphat und kolloidalem Siliciumoxid zusammensetzt, und/oder einer
Auftragsflüssigkeit,
die sich hauptsächlich
aus Aluminiumoxidsol und Borsäure
zusammensetzt, gebildet sind.
- (3) Verfahren zur Herstellung eines kornorientierten Siliciumblechs
mit ausgezeichneter Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme, das vor der Bildung
der zugspannungserzeugenden Isolierbeschichtungsfilme durch folgende
Schritte gebildet wird: Glühen
eines fertiggeglühten
kornorientierten Siliciumblechs, das durch Entfernen anorganischer
Mineralbeschichtungsfilme, die sich aus Forsterit usw. zusammensetzen,
durch Beizen o. ä.
oder durch bewußtes
Verhindern ihrer Bildung hergestellt ist, in einer gering oxidierenden
Atmosphäre,
um Oxide auf seinen Oberflächen
zu bilden; anschließendes
Auftragen einer Flüssigkeit
zum Bilden der zugspannungserzeugenden Isolierbeschichtungsfilme;
und Einbrennen der Auftragsflüssigkeit,
dadurch gekennzeichnet, daß es
eine oder mehrere der folgenden Forderungen A oder die Kombination
B bis E erfüllt:
A.
Bildung von Teilchenoxiden, die sich hauptsächlich aus amorphem Siliciumoxid
zusammensetzen, zusätzlich
zu äuße ren oxidationsartigen
Membranoxidfilmen mit 2 bis 500 nm mittlerer Dicke, die sich hauptsächlich aus
amorphem Siliciumoxid zusammensetzen, durch Ausüben von Mikrodehnungen und/oder
Bilden von Mikrorauhigkeiten auf den Oberflächen des Stahlblechs vor dem
Glühen
in der gering oxidierenden Atmosphäre zum Bilden der Oxide, und
anschließendes
Glühen
des Stahlblechs in der gering oxidierenden Atmosphäre bei einer
Temperatur von 600 bis 1150°C;
B.
Eindämmen
des Prozentsatzes von Oxiden, die sich aus einem oder mehreren Elementen
zusammensetzen, die aus Fe, Al, Ti, Mn und Cr ausgewählt sind,
in den äußeren oxidationsartigen
Oxidfilmen, die sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzen, auf höchstens 50 % bezogen auf den
Flächenprozentsatz
an einem Schnitt durch Eindämmen
der Erwärmungsgeschwindigkeit
auf 10 bis 500°C/s in
einem Erwärmungstemperaturbereich
von 200 bis 1150°C
während
des Glühverfahrens
in der gering oxidierenden Atmosphäre zum Bilden der äußeren oxidationsartigen
Membranoxidfilme und der Teilchenoxide;
C. Eindämmen des
Prozentsatzes von Hohlräumen
in den äußeren oxidationsartigen
Oxidfilmen, die sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzen, auf höchstens 30 % bezogen auf den
Flächenprozentsatz
an einem Schnitt durch Eindämmen
der Abkühlungsgeschwindigkeit
auf höchstens 100°C/s in einem
Abkühlungstemperaturbereich
von 1150 auf 200°C
während
des Glühverfahrens
in der gering oxidierenden Atmosphäre zum Bilden der äußeren oxidationsartigen
Oxidfilme und der Teilchenoxide;
D. Eindämmen des Prozentsatzes von
metallischem Eisen in den äußeren oxidationsartigen
Oxidfilmen, die sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzen, auf höchstens 30 % bezogen auf den Flächenprozentsatz
an einem Schnitt durch Eindämmen
des Taupunkts der Abkühlungsatmosphäre auf höchstens
60°C in
einem Abkühlungstemperaturbereich
von 1150 auf 200°C
während
des Glühverfahrens in
der gering oxidierenden Atmosphäre
zum Bilden der äußeren oxidationsartigen
Oxidfilme und der Teilchenoxide; und
E. Eindämmen der
mittleren Dicke von Schichten niedriger Dichte auf höchstens
30 % der Gesamtdicke der äußeren oxidationsartigen
Oxidfilme, die sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzen, bei ihrer Bewertung bezogen
auf das Verhältnis
zwischen elastischer Streustärke
und unelastischer Streustärke
in der Messung durch Elektronenenergieverlust-Spektroskopie durch
Eindämmen
der Zeit, in der die Auftragsflüssigkeit
zum Bilden der zugspannungserzeugenden Isolierbeschichtungsfilme
und das Stahlblech mit dem amorphen Siliciumoxid einander kontaktieren,
auf höchstens
20 s im Temperaturbereich von höchstens
100°C im
Verfahren zur Bildung der zugspannungserzeugenden Isolierbeschichtungsfilme
durch Auftragen der Flüssigkeit
zum Bilden der zugspannungserzeugenden Isolierbeschichtungsfilme
und Einbrennen der Auftragsflüssigkeit.
- (4) Verfahren zur Herstellung eines kornorientierten Siliciumblechs
mit ausgezeichneter Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme nach Punkt (3),
gekennzeichnet durch den Schritt des Einbrennens einer Auftragsflüssigkeit,
die sich hauptsächlich
aus Phosphat und kolloidalem Siliciumoxid zusammensetzt, und/oder
einer Auftragsflüssigkeit,
die sich hauptsächlich
aus Aluminiumoxidsol und Borsäure
zusammensetzt.
-
Kurze Beschreibung der
Zeichnungen
-
1 ist
eine mikroskopische Aufnahme des Aussehens äußerer oxidationsartiger Teilchenoxide,
die sich hauptsächlich
aus Siliciumoxid zusammensetzen;
-
2 ist
eine mikroskopische Aufnahme eines TEM-Querschnittbilds der Probe
23 in Tabelle 3;
-
3 ist
eine mikroskopische Aufnahme eines TEM-Querschnittbilds der Probe
30 in Tabelle 3; und
-
4 ist
eine mikroskopische Aufnahme eines TEM-Querschnittbilds der Probe
40 in Tabelle 4.
-
Bevorzugte Ausführungsform
der Erfindung
-
Im
folgenden werden Einzelheiten der Erfindung erläutert.
-
Im
Rahmen der Erfindung befaßte
man sich mit technischen Verbesserungen zur weiteren Erhöhung der
Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme, indem man sich
unter den zur Gewährleistung
der Haftfähigkeit
vorgeschlagenen Technologien auf das Verfahren konzentrierte, durch
das Oxide auf den Oberflächen
eines fertiggeglühten
kornorientierten Siliciumblechs vor der Bildung der zugspannungserzeugenden
Isolierbeschichtungsfilme gebildet wurden.
-
Mikrodehnung, Mikrorauhigkeit
und Teilchensiliciumoxid
-
Im
Rahmen der Erfindung wurde vermutet, daß der Oberflächenzustand
eines Stahlblechs eine der Ursachen für unzureichende Haftfähigkeit
eines Beschichtungsfilms bildete. Anders gesagt mutmaßte man, daß die Struktur
von Oxiden in Abhängigkeit
vom Oberflächenzustand
variierte und der Unterschied der Struktur von Oxiden einen Unterschied
der Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms bewirkte.
Aufgrund dieser Annahme wandte man eine Vorbehandlung auf Stahlbleche
vor Oxidation an und untersuchte die Beziehung des Auftrags oder
der anderweitigen Vorbehandlung und der Struktur von Oxiden zur
Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme.
-
Hergestellt
wurden kornorientierte Siliciumbleche mit Spiegelglanz als Proben
durch Auftragen eines sich hauptsächlich aus Aluminiumoxid zusammensetzenden
Glühseparators
auf entkohlungsgeglühte
Stahlbleche mit 0,225 mm Dicke und Fertigglühen der Stahlbleche zur sekundären Rekristallisation.
Danach wurden zwei Arten von Probenstahlblechen hergestellt: eine
mit einer Vorbehandlung zur Ausübung
von Mikrodehnung auf den Oberflächen
mit Hilfe einer Bürste,
die mit Siliciumcarbid-Schleifkörnern
beschichtet war, und die andere ohne die Vorbehandlung. Anschließend wurden
Oxide auf den Oberflächen
der Proben gebildet, indem sie einer Wärmebehandlung in einer Atmosphäre aus 25
% Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –1°C für eine Durchwärmzeit von
10 s bei unterschiedlichen Temperaturen unterzogen wurden. Abschließend wurde
eine Flüssigkeit,
die sich hauptsächlich
aus Aluminiumphosphat, Chromsäure
und kolloidalem Siliciumoxid zusammensetzte, auf die Proben aufgetragen
und 30 s bei 835°C
in einer Stickstoffatmosphäre
eingebrannt, um die zugspannungserzeugenden Isolierbeschichtungsfilme
zu bilden. Untersucht wurde die Haftfähigkeit der Beschichtungsfilme
an den so hergestellten Proben.
-
Bewertet
wurde die Haftfähigkeit
eines Beschichtungsfilms bezogen auf den Flächenprozentsatz der Abschnitte,
in denen der Beschichtungsfilm an einem Stahlblech ohne Abblättern haften
blieb, wenn ein Probenstahlblech um einen Zylinder mit 20 mm Durchmesser
gewickelt wurde (der Flächenprozentsatz
wird im folgenden als Filmbeständigkeits-Flächenprozentsatz
bezeichnet). War die Haftfähigkeit
so schlecht, daß ein gesamter
Beschichtungsfilm abblätterte,
betrug der Filmbeständigkeits-Flächenprozentsatz
0 %, und war die Haftfähigkeit
so gut, daß ein
Film überhaupt
nicht abblätterte,
betrug der Prozentsatz 100 %. Eine Probe mit einem Filmbeständigkeits-Flächenprozentsatz
von höchstens
90 % wurde mit X gekennzeichnet, eine mit einem Filmbeständigkeits-Flächenprozentsatz
von 91 bis 95 % wurde mit O gekennzeichnet, und eine mit einem Filmbeständigkeits-Flächenprozentsatz
von 96 bis 100 % wurde mit ⦾ gekennzeichnet.
-
Zur
Untersuchung der Struktur von Oxiden, die an der Grenzfläche zwischen
einem zugspannungserzeugenden Beschichtungsfilm und einem Stahlblech
vorhanden waren, wurde eine Probe durch das Verfahren mit fokussiertem
Ionenstrahl (im folgenden FIB-Verfahren genannt) hergestellt, und
die Oxidstruktur wurde mit Hilfe eines Transmissionselektronenmikroskops
(im folgenden TEM genannt) an einem Querschnitt der Probe beobachtet.
Das FIB-Verfahren ist ein Verfahren zur Herstellung eines Dünnfilmprüflings mit
mehreren Mikrometern Dicke aus einer gewünschten Position einer Probe
mit Beschichtungsfilmen, so daß die
Filme mit mehreren Mikrometern Dicke, die auf den Stahlblechoberflächen gebildet
sind, in Querschnittrichtung beobachtet werden können. Eine TEM-Beobachtung
der Grenzfläche
zwischen einem Stahlblech und einem zugspannungserzeugenden Beschichtungsfilm
in einem durch das FIB-Verfahren hergestellten Dünnfilmprüfling zeigte einen äußeren oxidationsartigen
Oxidfilm, der sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzte. Unter den Proben wurden
bei denen, auf deren Oberflächen
die Mikrodehnung mit Hilfe einer mit Schleifkörnern beschichteten Bürste ausgeübt wurde,
bevor die Zwischenschichten bildenden Oxidfilme gebildet wurden,
sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzende Teilchenoxide zusätzlich zu
den äußeren oxidationsartigen
Membranoxidfilmen beobachtet, und festgestellt wurde, daß die Teilchenoxide
in die zugspannungserzeugenden Beschichtungsfilme eindrangen, wobei
sie die Membranoxidfilme gemäß 1 durchdrangen.
Im Rahmen der Erfindung wurden solche Grenzflächen bei vielen Proben beobachtet,
und man berechnete die Flächenprozentsätze der
Teilchenoxide zu den Membranoxidfilmen in den Querschnitten (der Prozentsatz
wird nachstehend als Teilchenoxid-Flächenprozentsatz bezeichnet).
Berechnet wurde auch die mittlere Dicke eines Films aus äußeren oxidationsartigen
Oxiden.
-
In
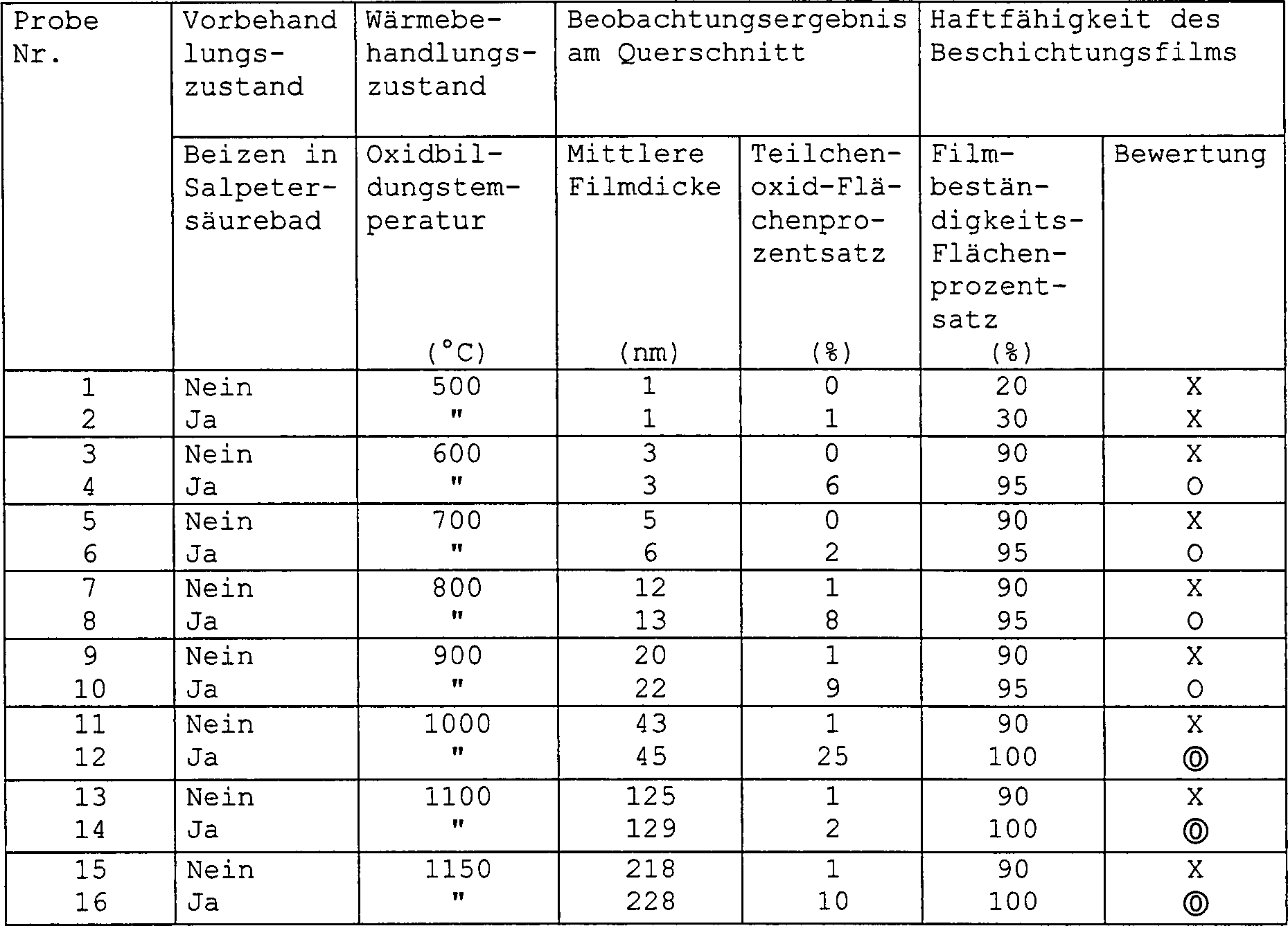
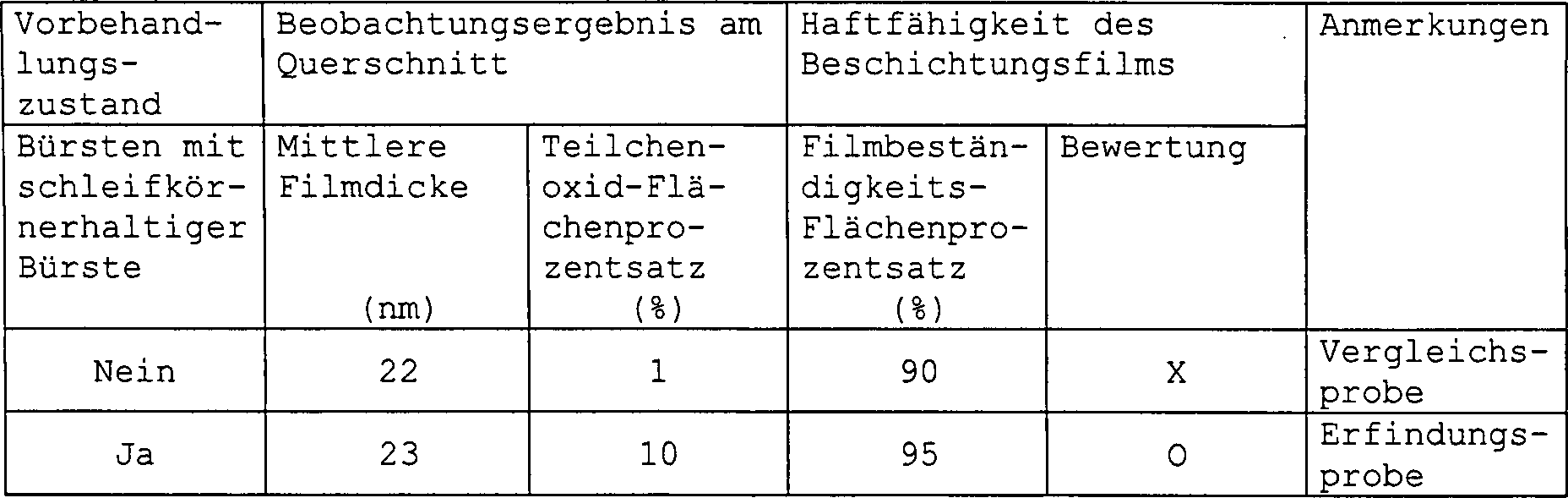
Tabelle 1 ist das Ergebnis zusammengefaßt.
-
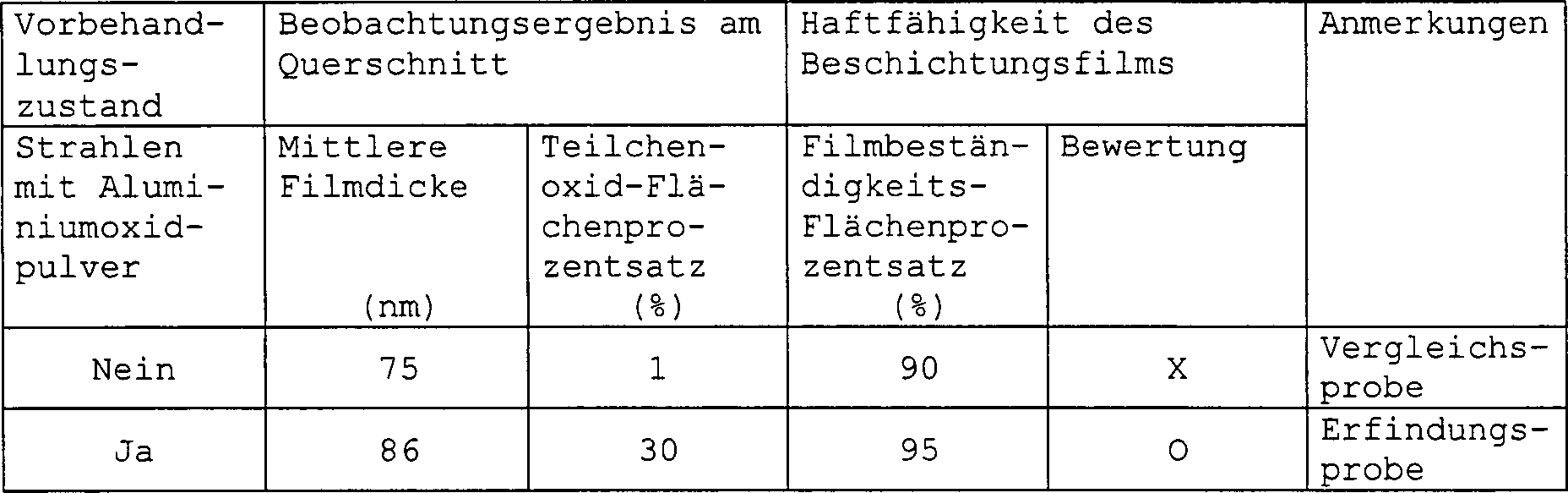
Tabelle
1: Beziehung zwischen Vorbehandlungszustand, Wärmebehandlungszustand, Beobachtung
am Querschnitt und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 1 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 und 2, bei denen die Wärmebehandlungstemperaturen 500°C und die
Dicken der äußeren oxidationsartigen
Oxidfilme 1 nm betragen, betragen die Filmbeständigkeits-Flächenprozentsätze nur
10 bzw. 20 %, und gute Haftfähigkeit
der Beschichtungsfilme läßt sich
unabhängig
davon nicht gewährleisten,
ob die Vorbehandlung mit der schleifkörnerhaltigen Bürste angewendet
wird. Unter den Bedingungen der Proben Nr. 3 bis 16, bei denen die
Wärmebehandlungstemperaturen
600 bis 1150°C
und die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm betragen, betragen dagegen die Filmbeständigkeits-Flächenprozentsätze mindestens
90 %, und gute Haftfähigkeit
der Beschichtungsfilme ist allgemein gewährleistet. Hierbei ist jedoch
folgendes zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die Vorbehandlungen mit Hilfe der schleifkörnerbeschichteten
Bürste angewendet
werden und die Querschnitt-Flächenprozentsätze der
Teilchenoxide mindestens 2 % betragen, ist die Haftfähigkeit
der Beschichtungsfilme nicht völlig
einwandfrei, auch wenn die Dicken der äußeren oxidationsartigen Oxidfilme
groß sind,
was zu den Filmbeständigkeits-Flächenprozentsätzen von
90 % in den Fällen führt, in
denen die Vorbehandlungen mit Hilfe der schleifkörnerbeschichteten Bürste nicht
angewendet werden und die Mengen der Teilchenoxide nur 0 bis 1 %
bezogen auf den Querschnitt-Flächenprozentsatz
betragen. Insbesondere unter den Bedingungen der Proben Nr. 12,
14 und 16, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C
betragen, ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut.
-
Gemäß der Ergebnisse
von Tabelle 1 läßt sich
gute Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms gewährleisten,
wenn die Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm und der Schnittflächenprozentsatz von Teilchenoxiden
mindestens 2 % beträgt.
Daraus wird deutlich, daß die
Teilchenoxide zusammen mit den Membranoxiden gebildet werden können, wenn
Mikrodehnung auf die Oberflächen
eines Stahlblechs vor der Wärmebehandlung
zum Bilden der äußeren oxidationsartigen Oxidfilme
ausgeübt
wird und anschließend
die Wärmebehandlung
zum Bilden der äußeren oxidationsartigen Oxidfilme
bei einer Temperatur von mindestens 600°C, vorzugsweise mindestens 1000°C durchgeführt wird.
-
Anschließend wurden
im Rahmen der Erfindung Stahlblechproben einem 10sekündigen leichten
Beizen in einem 1 %igen Salpetersäurebad bei Raumtemperatur als
Vorbehandlung vor der Bildung äußerer oxidationsartiger
Oxidfilme unterzogen, um Mikrorauhigkeit an den Oberflächen der
Proben zu bilden. Danach wurden unter den o. g. Bedingungen Prüfungen und
Bewertungen mit den gleichen Abläufen
wie im Fall von Tabelle 1 durchgeführt. In Tabelle 2 ist das Ergebnis
gezeigt.
-
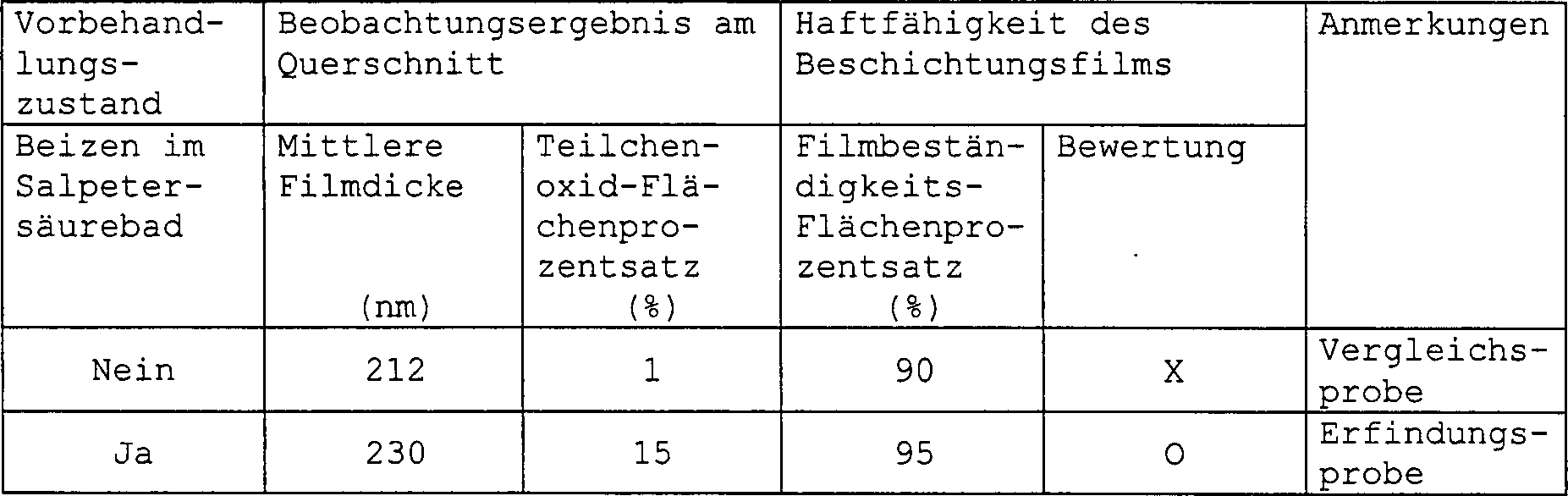
Tabelle
2: Beziehung zwischen Vorbehandlungszustand, Wärmebehandlungszustand, Beobachtung
am Querschnitt und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 2 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Beschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 und 2, bei denen die Wärmebehandlungstemperaturen 500°C und die
Dicken der äußeren oxidationsartigen
Oxidfilme 1 nm betragen, betragen die Filmbeständigkeits-Flächenprozentsätze nur
20 bzw. 30 %, und gute Haftfähigkeit
der Beschichtungsfilme läßt sich
unabhängig
davon nicht gewährleisten,
ob die Beizbehandlung mit Salpetersäure zum Erzeugen von Mikrorauhigkeit angewendet
wird. Unter den Bedingungen der Proben Nr. 3 bis 16, bei denen die
Wärmebehandlungstemperaturen
600 bis 1150°C
und die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm betragen, ist dagegen gute Haftfähigkeit
der Beschichtungsfilme allgemein gewährleistet. Hierbei ist jedoch
folgendes zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die leichten Beizbehandlungen in einem Salpetersäurebad angewendet
werden und die Querschnitt-Flächenprozentsätze der Teilchenoxide
mindestens 2 % betragen, ist die Haftfähigkeit der Beschichtungsfilme
nicht völlig
einwandfrei, auch wenn die Dicken der äußeren oxidationsartigen Oxidfilme
groß sind,
was zu den Filmbeständigkeits-Flächenprozentsätzen von
90 % in den Fällen
führt,
in denen die Beizbehandlungen nicht angewendet werden und die Mengen
der Teilchenoxide nur 0 bis 1 % bezogen auf den Flächenprozentsatz
am Querschnitt betragen. Insbesondere unter den Bedingungen der
Proben Nr. 12, 14 und 16, bei denen die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C betragen,
ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut.
-
Gemäß den Ergebnissen
von Tabelle 2 läßt sich
gute Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms gewährleisten,
wenn die Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm und der Schnittflächenprozentsatz von Teilchenoxiden
mindestens 2 % beträgt.
Daraus wird deutlich, daß die
Teilchenoxide zusammen mit den Membranoxiden gebildet werden können, wenn
Mikrorauhigkeit den Oberflächen
eines Stahlblechs vor der Wärmebehandlung
zum Bilden der äußeren oxidationsartigen Oxidfilme
verliehen wird und anschließend
die Wärmebehandlung
zum Bilden der äußeren oxidationsartigen Oxidfilme
bei einer Temperatur von mindestens 600°C, vorzugsweise mindestens 1000°C durchgeführt wird. Die
Mechanismen, durch die die Dicke eines äußeren oxidationsartigen Oxidfilms
und der Schnittflächenprozentsatz
von Teilchenoxiden einen erheblichen Einfluß auf die Haftfähigkeit
eines Beschichtungsfilms gemäß der vorstehenden
Beschreibung haben, werden später
erläutert.
-
Erwärmungsgeschwindigkeit und Metalloxide
-
Als
nächstes
wurden im Rahmen der Erfindung die Verfahrensbedingungen zur Bildung
des amorphen Siliciumoxids untersucht.
-
Im
Verlauf der Untersuchungen wurde angenommen, daß das amorphe Siliciumoxid
in der Bedingung der Bildung von äußerem oxidationsartigen Siliciumoxid
begründet
war, besonders in einer Erwärmungsgeschwindigkeit
in der Erwärmungsstufe
einer Wärmebehandlung,
daß sich
die Struktur eines äußeren oxidationsartigen
Oxidfilms in Abhängigkeit
von der Erwärmungsgeschwindigkeit änderte und
daß die
Haftfähigkeit eines
zugspannungserzeugenden Isolierbeschichtungsfilms durch die Struktur
des Oxidfilms beeinflußt
wurde. Aufgrund dieser Annahme wurden die nachfolgenden Prüfungen durchgeführt, um
die Beziehung einer Erwärmungsgeschwindigkeit
und der Struktur eines äußeren oxidationsartigen
Oxidfilms zur Haftfähigkeit
eines Beschichtungsfilms zu studieren.
-
Hergestellt
wurden kornorientierte Siliciumbleche mit Spiegelglanz als Proben
durch Auftragen eines sich hauptsächlich aus Aluminiumoxid zusammensetzenden
Glühseparators
auf entkohlungsgeglühte
Stahlbleche mit 0,225 mm Dicke und Fertigglühen der Stahlbleche zur sekundären Rekristallisation. Äußere oxidationsartige
Oxidfilme, die sich hauptsächlich
aus Siliciumoxid zusammensetzten, wurden auf den Oberflächen der
Proben gebildet, indem sie einer Wärmebehandlung in einer Atmosphäre aus 25
% Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –2°C für eine Durchwärmzeit von
15 s unter den Bedingungen unterschiedlicher Temperaturen und Erwärmungsgeschwindigkeiten
unterzogen wurden. Anschließend
wurde eine Flüssigkeit,
die sich hauptsächlich
aus Aluminiumphosphat, Chromsäure
und kolloidalem Siliciumoxid zusammensetzte, auf die Proben aufgetragen
und 30 s bei 835°C
in einer Stickstoffatmosphäre
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden. Untersucht wurde die Haftfähigkeit der Beschichtungsfilme
an den so hergestellten Stahlblechproben.
-
Die
Haftfähigkeit
der Beschichtungsfilme wurde durch das gleiche Prüfverfahren
und die gleichen Beurteilungskriterien wie zuvor bewertet. Zusätzlich wurde
die Grenzflächenstruktur
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech mit Hilfe eines TEM an einem Querschnitt einer
durch das FIB-Verfahren hergestellten Probe beobachtet.
-
Die
Querschnittbeobachtung zeigte das lokale Vorhandensein von Oxiden,
die sich aus einem oder mehreren Elementen aus Fe, Al, Ti, Mn und
Cr (z. B. Si-Mn-Cr-Oxide, Si-Mn-Cr-Al-Ti-Oxide und Fe-Oxide, im folgenden
als Metalloxide bezeichnet) in einem äußeren oxidationsartigen Oxidfilm
zusammensetzen, der sich hauptsächlich
aus Siliciumoxid zusammensetzt. Der Querschnitt-Flächenprozentsatz
von Metalloxiden in einem sich hauptsächlich aus Siliciumoxid zusammensetzenden äußeren oxidationsartigen
Oxidfilm wurde auf der Grundlage mikroskopischer TEM-Aufnahmen berechnet.
-
In
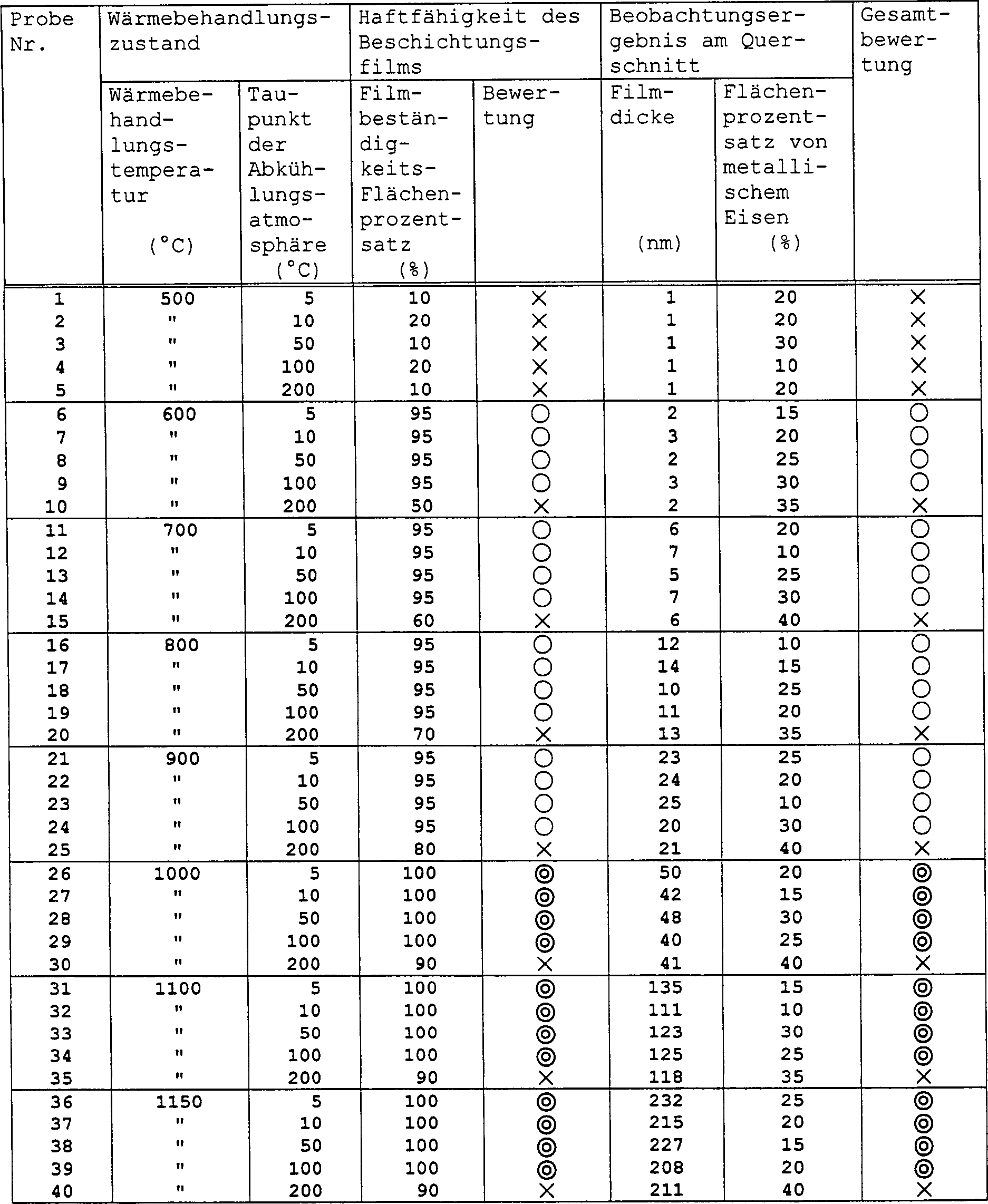
Tabelle 3 sind die Ergebnisse dieser Untersuchungen zusammengefaßt. 2 und 3 zeigen Querschnitt-Beobachtungsbilder
der Proben Nr. 23 und 30 als Beispiele für die Querschnittbeobachtung.
-
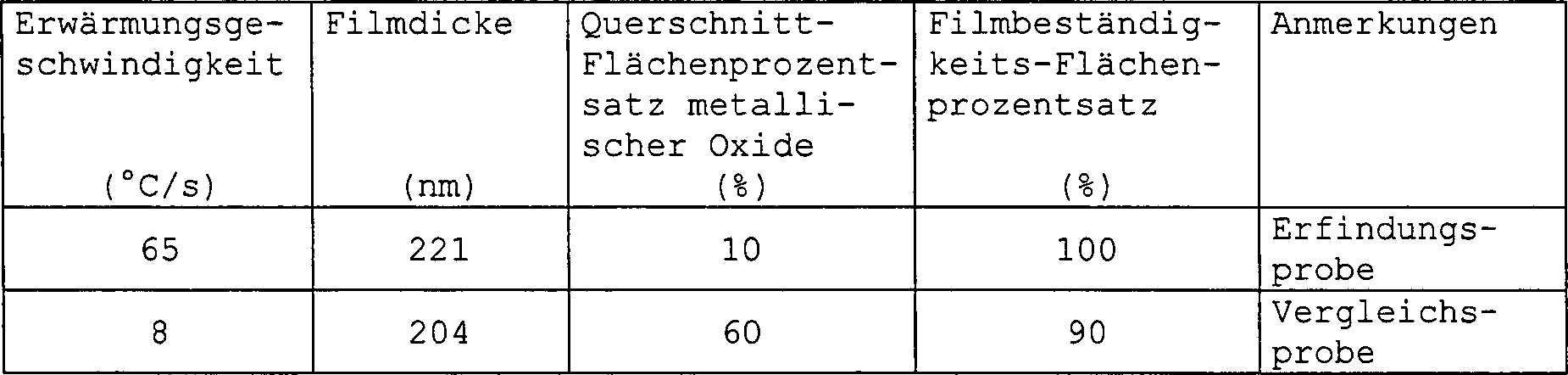
Tabelle
3 Beziehung zwischen Wärmebehandlungszustand
und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 3 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Beschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 bis 4, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
unter 2 nm liegen und die Wärmebehandlungstemperaturen
500°C betragen,
läßt sich
unabhängig vom
Schnittflächenprozentsatz
der Metalloxide keine gute Haftfähigkeit
der Beschichtungsfilme gewährleisten. Dagegen
wird unter den Bedingungen der Proben Nr. 5 bis 40, bei denen die
Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm und die Wärmebehandlungstemperaturen
600 bis 1150°C
betragen, gute Haftfähigkeit
der Beschichtungsfilme allgemein gewährleistet. Insbesondere unter
den Bedingungen der Proben Nr. 26 bis 40, bei denen die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C
betragen, ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut. Allerdings ist folgendes
zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die Erwärmungsgeschwindigkeiten
während
der Erwärmungsstufe
10 bis 500°C/s
und die Schnittflächenprozentsätze der
Metalloxide in den äußeren oxidationsartigen
Oxidfilmen höchstens
50 % betragen, ist die Haftfähigkeit
der Beschichtungsfilme nicht immer gut, auch wenn die Dicken der äußeren oxidationsartigen
Oxidfilme groß sind,
was zu Filmbeständigkeits-Flächenprozentsätzen von höchstens
90 % in den Fällen
führt,
in denen die Erwärmungsgeschwindigkeiten
5°/s betragen
und die Querschnitt-Flächenprozentsätze der
Metalloxide größer als
50 % sind.
-
Betragen
ferner die Wärmebehandlungstemperaturen
mindestens 1000°C
und die Erwärmungsgeschwindigkeiten
20 bis 500°C/s,
so betragen die Querschnittflächen-Prozentsätze der
Metalloxide in den äußeren oxidationsartigen
Oxidfilmen höchstens
30 % und die Filmbeständigkeits-Flächenprozentsätze mindestens
96 %, und noch bessere Haftfähigkeit
der Beschichtungsfilme ist gewährleistet.
-
Aus
Tabelle 3 wird deutlich, daß es
zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms unabdingbar
ist, daß die
Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm und der Querschnitt-Flächenprozentsatz von Metalloxiden
im äußeren oxidationsartigen Oxidfilm
höchstens
50 % beträgt.
Ferner geht aus der Tabelle hervor, daß zur Bildung eines äußeren oxidationsartigen
Oxidfilms mit diesen Kennwerten die Temperatur einer Wärmebehandlung
zur Bildung des äußeren oxidationsartigen
Oxidfilms mindestens 600°C,
vorzugsweise mindestens 1000°C
betragen muß und
die Erwärmungsgeschwindigkeit
während
der Erwärmungsstufe
10 bis 500°C/s
betragen muß.
-
Ist
noch bessere Haftfähigkeit
eines Beschichtungsfilms erforderlich, ist erwünscht, daß der Querschnitt-Flächenprozentsatz
von Metalloxiden in einem äußeren oxidationsartigen
Oxidfilm höchstens
30 % beträgt.
Zur Bildung eines solchen äußeren oxidationsartigen
Oxidfilms ist erwünscht,
daß die
Temperatur einer Wärmebehandlung
zur Bildung des äußeren oxidationsartigen
Oxidfilms mindestens 600°C,
vorzugsweise mindestens 1000°C
beträgt
und die Erwärmungsgeschwindigkeit
während
der Erwärmungsstufe
20 bis 500°C/s
beträgt.
-
Die
Mechanismen, durch die die Dicke eines äußeren oxidationsartigen Oxidfilms
und der Querschnitt-Flächenprozentsatz
von Metalloxiden darin erheblichen Einfluß auf die Haftfähigkeit
eines Beschichtungsfilms gemäß der vorstehenden
Beschreibung haben, werden später
erläutert.
-
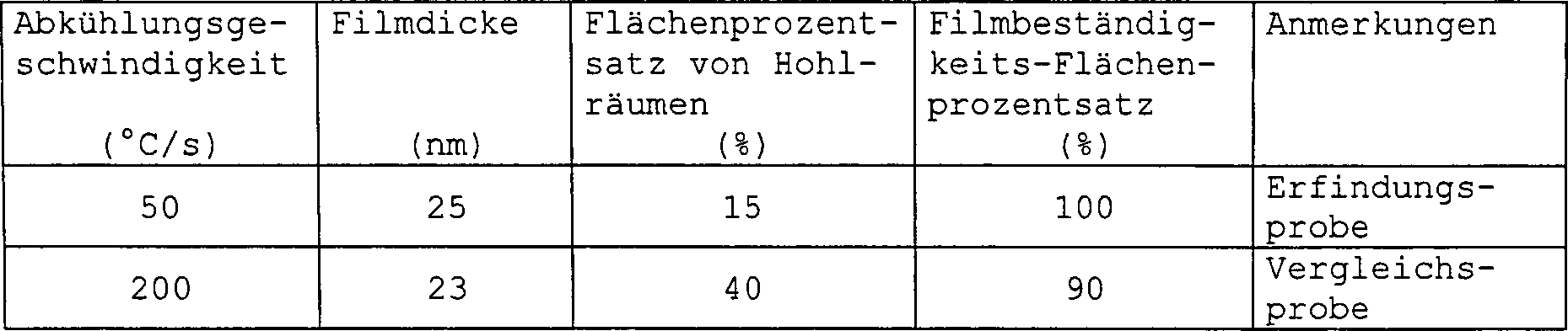
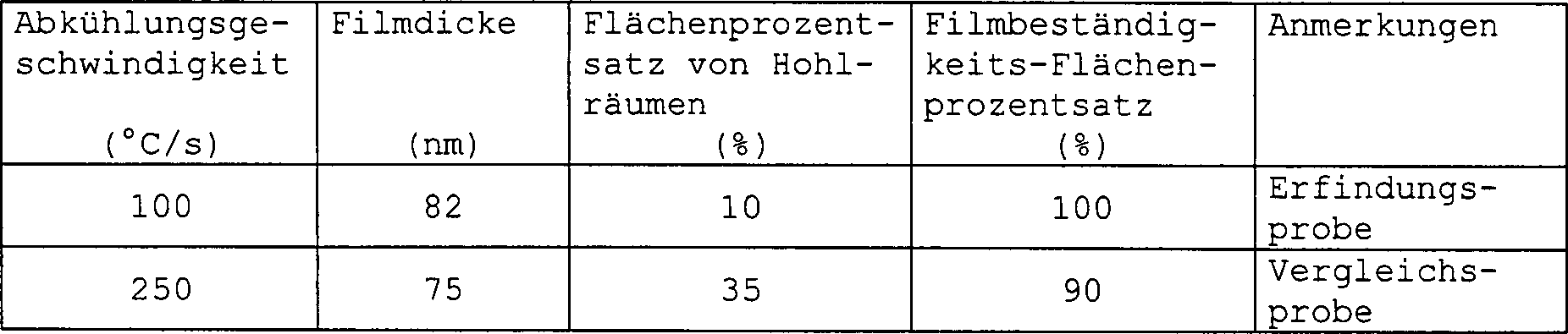
Abkühlungsgeschwindigkeit und Hohlräume
-
Im
Rahmen der Erfindung wurden weiterhin die Verfahrensbedingungen
zur Bildung von amorphem Siliciumoxid untersucht.
-
Im
Verlauf der Untersuchungen vermutete man, daß die Struktur eines äußeren oxidationsartigen Oxidfilms
in Abhängigkeit
von der Abkühlungsgeschwindigkeit
während
der Bildung des Films geändert
wurde und daß die
Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms durch den Strukturunterschied
des Oxidfilms beeinflußt
wurde. Um dies zu überprüfen, wurde
im Rahmen der Erfindung die Beziehung der Abkühlungsgeschwindigkeit und der
Struktur eines äußeren oxidationsartigen
Oxidfilms zur Haftfähigkeit
eines Beschichtungsfilms durch die nachfolgend dargestellten Prüfungen untersucht.
-
Hergestellt
wurden kornorientierte Siliciumbleche mit Spiegelglanz als Proben
durch Auftragen eines sich hauptsächlich aus Aluminiumoxid zusammensetzenden
Glühseparators
auf entkohlungsgeglühte
Stahlbleche mit 0,225 mm Dicke und Fertigglühen der Stahlbleche zur sekundären Rekristallisation. Äußere oxidationsartige
Oxidfilme wurden auf den Oberflächen
der Proben gebildet, indem sie einer Wärmebehandlung in einer Atmosphäre aus 25
% Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –5°C für eine Durchwärmzeit von
10 s unter den Bedingungen unterschiedlicher Temperaturen und Abkühlungsgeschwindigkeiten
unterzogen wurden. Anschließend
wurde eine Flüssigkeit,
die sich hauptsächlich
aus Phosphat, Chromsäure
und kolloidalem Siliciumoxid zusammensetzte, auf die Probenstahlbleche
aufgetragen und 30 s bei 835°C
in einer Stickstoffatmosphäre
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden. Untersucht wurde die Haftfähigkeit der Beschichtungsfilme
an den so hergestellten Stahlblechproben.
-
Die
Haftfähigkeit
der Beschichtungsfilme wurde durch das gleiche Prüfverfahren
und die gleichen Beurteilungskriterien wie zuvor bewertet. Zusätzlich wurde
die Grenzflächenstruktur
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech mit Hilfe eines TEM an einem Querschnitt einer
durch das FIB-Verfahren hergestellten Probe beobachtet.
-
Die
Querschnittbeobachtung zeigte das lokale Vorhandensein von Hohlräumen in
den äußeren oxidationsartigen
Oxidfilmen. Der Querschnitt-Flächenprozentsatz
von Hohlräumen
wurde aufgrund von mikroskopischen TEM-Aufnahmen berechnet. In Tabelle
4 sind die Ergebnisse dieser Untersuchungen zusammengefaßt. 4 zeigt
ein Querschnitt-Beobachtungsbild der Probe Nr. 40 als Beispiel für die Querschnittbeobachtung.
Zu beachten ist, daß der
Querschnitt der Probe Nr. 40 vor Auftragen der zugspannungserzeugenden
Isolierbeschichtungsfilme beobachtet wurde, da die Haftfähigkeit
der zugspannungserzeugenden Isolierbeschichtungsfilme an der Probe
Nr. 40 schlecht und die TEM-Beobachtung des Querschnitts nach Auftragen
der zugspannungserzeugenden Beschichtungsfilme schwierig war. Der
Querschnitt-Flächenprozentsatz
der Hohlräume,
der in den äußeren oxidationsartigen
Oxidfilmen dieser Probe festgestellt wurde, betrug 40 %.
-
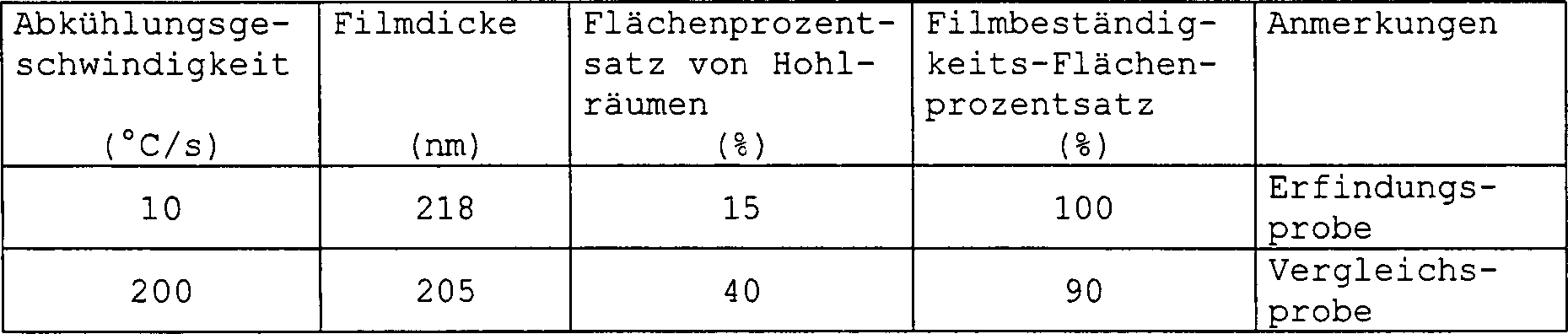
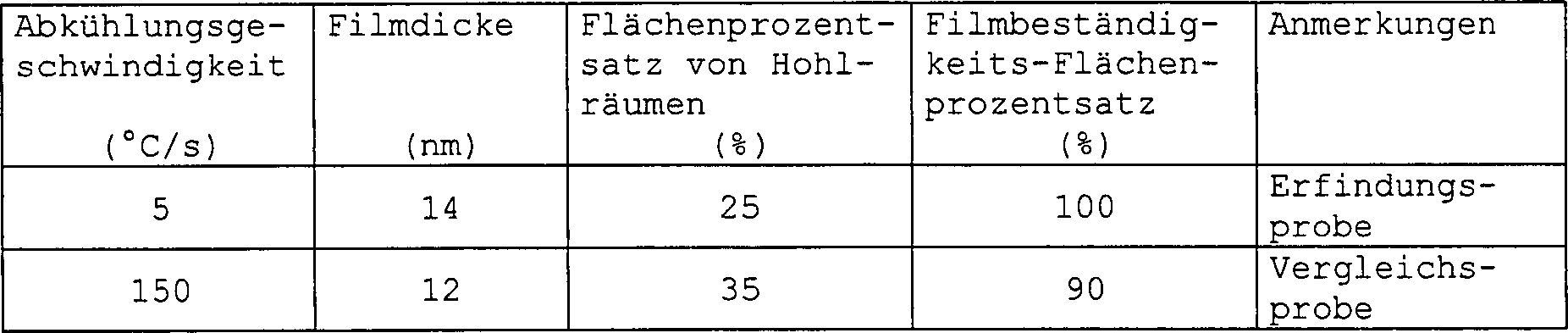
Tabelle
4 Beziehung zwischen Wärmebehandlungszustand
und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 4 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Beschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 bis 4, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
unter 2 nm liegen und die Wärmebehandlungstemperaturen
500°C betragen,
läßt sich
unabhängig vom
Flächenprozentsatz
der Hohlräume
keine gute Haftfähigkeit
der Beschichtungsfilme gewährleisten.
Dagegen wird unter den Bedingungen der Proben Nr. 5 bis 40, bei
denen die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm und die Wärmebehandlungstemperaturen
600 bis 1150°C
betragen, gute Haftfähigkeit
der Beschichtungsfilme allgemein gewährleistet. Unter den Bedingungen
der Proben Nr. 26 bis 40 und insbesondere dort, wo die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C
betragen, ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut. Allerdings ist folgendes
zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die Abkühlungsgeschwindigkeiten
5 bis 100°C/s
und die Flächenprozentsätze der Hohlräume in den äußeren oxidationsartigen
Oxidfilmen höchstens
30 % betragen, ist die Haftfähigkeit
der Beschichtungsfilme nicht immer gut, auch wenn die Dicken der äußeren oxidationsartigen
Oxidfilme groß sind, was
zu Filmbeständigkeits-Flächenprozentsätzen von
90 % in den Fällen
führt,
in denen die Abkühlungsgeschwindigkeiten
200C°/s
betragen und die Flächenprozentsätze der
Hohlräume
größer als
30 % sind.
-
Aus
Tabelle 4 wird deutlich, daß es
zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms unabdingbar
ist, daß die
Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm und der Flächenprozentsatz von Hohlräumen im äußeren oxidationsartigen
Oxidfilm höchstens
30 % beträgt.
Ferner geht aus der Tabelle hervor, daß zur Bildung eines äußeren oxidationsartigen
Oxidfilms mit diesen Kennwerten die Temperatur einer Wärmebehandlung
zur Bildung des äußeren oxidationsartigen
Oxidfilms min destens 600°C,
vorzugsweise mindestens 1000°C
betragen muß und
die Abkühlungsgeschwindigkeit
der Wärmebehandlung
5 bis 100°C/s
betragen muß.
-
Die
Mechanismen, durch die die Dicke eines äußeren oxidationsartigen Oxidfilms
und der Flächenprozentsatz
von Hohlräumen
darin erheblichen Einfluß auf
die Haftfähigkeit
eines Beschichtungsfilms gemäß der vorstehenden
Beschreibung haben, werden später
erläutert.
-
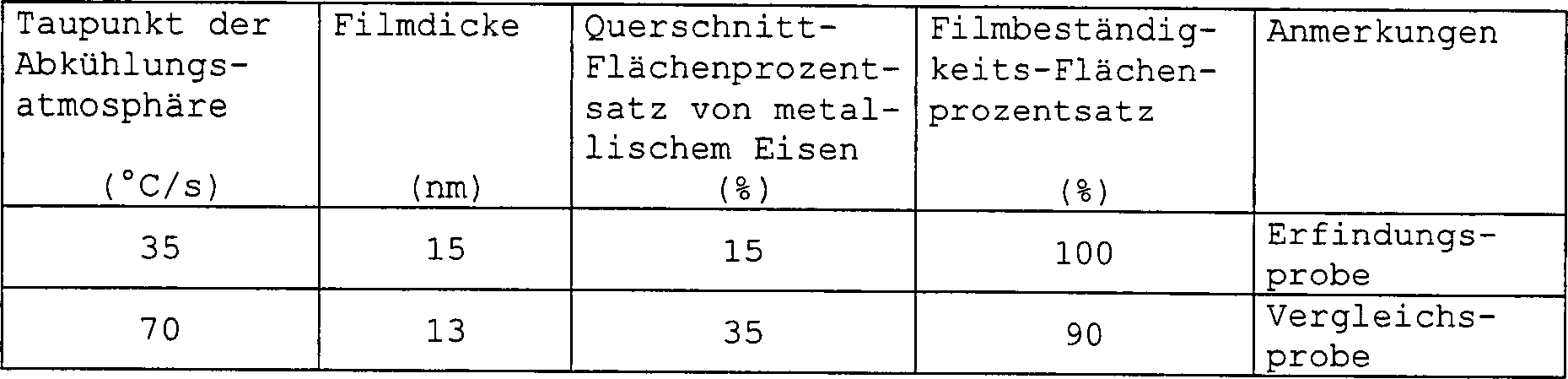
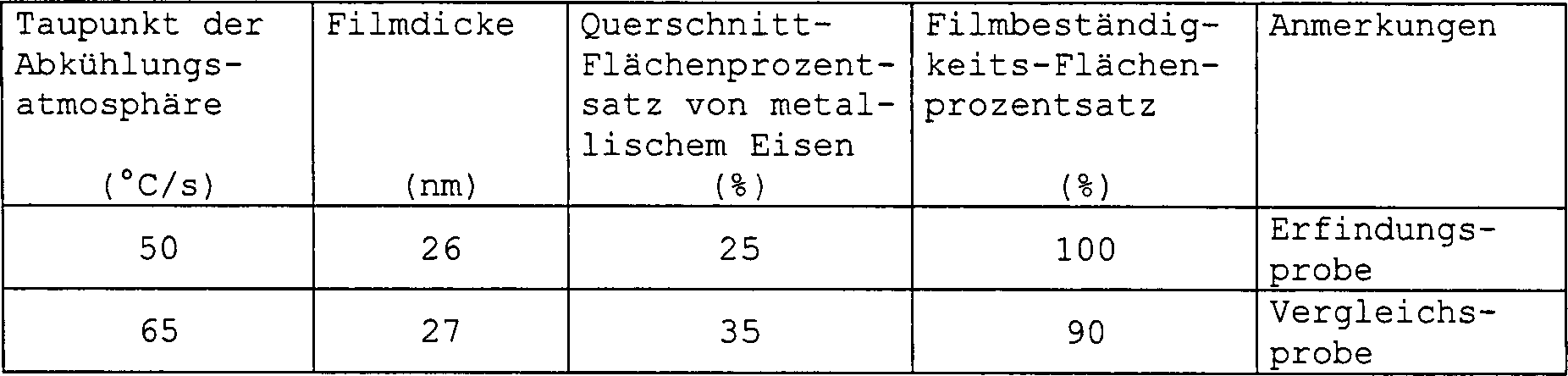
Taupunkt der Abkühlungsatmosphäre und metallisches
Eisen
-
Im
Rahmen der Erfindung wurden die Verfahrensbedingungen zur Bildung
von amorphem Siliciumoxid weiter untersucht.
-
Im
Verlauf der Untersuchungen vermutete man, daß die Struktur eines äußeren oxidationsartigen Oxidfilms
in Abhängigkeit
von den Bedingungen zur Bildung des äußeren oxidationsartigen Oxidfilms,
insbesondere der Abkühlungsatmosphäre, geändert wurde
und daß die
Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms durch den
Strukturunterschied des Oxidfilms beeinflußt wurde. Um dies zu bestätigen, wurde
im Rahmen der Erfindung die Beziehung einer Abkühlungsatmosphäre und der
Struktur eines äußeren oxidationsartigen
Oxidfilms zur Haftfähigkeit
eines Beschichtungsfilms durch die nachfolgend dargestellten Prüfungen untersucht.
-
Hergestellt
wurden kornorientierte Siliciumbleche mit Spiegelglanz als Proben
durch Auftragen eines sich hauptsächlich aus Aluminiumoxid zusammensetzenden
Glühseparators
auf entkohlungsgeglühte
Stahlbleche mit 0,225 mm Dicke und Fertigglühen der Stahlbleche zur sekundären Rekristallisation. Äußere oxidationsartige
Oxidfilme, die sich hauptsächlich
aus Siliciumoxid zusammensetzten, wurden auf den Oberflächen der
Probenstahlbleche gebildet, indem sie einer Wärmebehandlung in einer Atmosphäre aus 25
% Stickstoff und 75 % Wasserstoff mit einem Taupunkt von 0°C für eine Durchwärmzeit von
10 s unter den Bedingungen unterschiedlicher Temperaturen und Abkühlungsatmosphären unterzogen
wurden. Hierbei wurden die Probenstahlbleche in 100 %igen Stickstoffatmosphären mit
unterschiedlichen Taupunkten abgekühlt. Anschließend wurde
eine Flüssigkeit,
die sich hauptsächlich
aus Phosphat, Chromsäure
und kolloidalem Siliciumoxid zusammensetzte, auf die Proben aufgetragen
und 30 s bei 835°C
in einer Stickstoffatmosphäre
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden. Untersucht wurde die Haftfähigkeit der Beschichtungsfilme
an den so hergestellten Stahlblechproben.
-
Die
Haftfähigkeit
eines Beschichtungsfilms wurde durch das gleiche Prüfverfahren
und die gleichen Beurteilungskriterien wie zuvor bewertet. Zusätzlich wurde
die Grenzflächenstruktur
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech mit Hilfe eines TEM an einem Querschnitt einer
durch das FIB-Verfahren hergestellten Probe beobachtet.
-
Die
Querschnittbeobachtung zeigte das lokale Vorhandensein von Eisen
in einem metallischen Zustand in einem sich hauptsächlich aus
Siliciumoxid zusammensetzenden äußeren oxidationsartigen
Oxidfilm. Der Querschnitt-Flächenprozentsatz
von metallischem Eisen in einem sich hauptsächlich aus Siliciumoxid zusammensetzenden äußeren oxidationsartigen
Oxidfilm wurde auf der Grundlage mikroskopischer TEM-Aufnahmen berechnet.
-
In
Tabelle 5 sind die Ergebnisse dieser Untersuchungen zusammengefaßt.
-
Tabelle
5 Beziehung zwischen Wärmebehandlungszustand
und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 5 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Beschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 bis 4, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
unter 2 nm liegen und die Wärmebehandlungstemperaturen
500°C betragen,
läßt sich
unabhängig von
den Querschnitt-Flächenprozentsätzen des
metallischen Eisens keine gute Haftfähigkeit der Beschichtungsfilme
gewährleisten.
Dagegen wird unter den Bedingungen der Proben Nr. 5 bis 40, bei
denen die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm und die Wärmebehandlungstemperaturen
600 bis 1150°C
betragen, gute Haftfähigkeit
der Beschichtungsfilme allgemein gewährleistet. Insbesondere unter
den Bedingungen der Proben Nr. 26 bis 40, bei denen die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C
betragen, ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut. Allerdings ist folgendes
zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die Taupunkte der Abkühlungsatmosphäre höchstens
60°C und
die Querschnitt-Flächenprozentsätze des
metallischen Eisens in den äußeren oxidationsartigen
Oxidfilmen höchstens
30 % betragen, ist die Haftfähigkeit
der Beschichtungsfilme nicht immer gut, auch wenn die Dicken der äußeren oxidationsartigen
Oxidfilme groß sind,
was zu Filmbeständigkeits-Flächenprozentsätzen von
90 % in den Fällen
führt,
in denen die Taupunkte der Abkühlungsatmosphäre mindestens
65°C betragen und
die Schnittflächenprozentsätze des
metallischen Eisens 30 % übersteigen.
-
Aus
Tabelle 5 wird deutlich, daß es
zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms unabdingbar
ist, daß die
Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm beträgt
und die Menge von metallischem Eisen im äußeren oxidationsartigen Oxidfilm
höchstens
30 % bezogen auf den Querschnitt-Flächenprozentsatz beträgt. Ferner
geht aus der Tabelle hervor, daß zur
Bildung eines äußeren oxidationsartigen
Oxidfilms mit diesen Kennwerten die Temperatur einer Wärmebehandlung
zur Bildung des äußeren oxidationsartigen
Oxidfilms mindestens 600°C,
vorzugsweise mindestens 1000°C
betragen muß und
der Taupunkt der Abkühlungsatmosphäre der Wärmebehandlung
höchstens
60°C betragen
darf.
-
Zur
Senkung des Oxidationsvermögens
einer Abkühlungsatmosphäre kann
Wasserstoff der Atmosphäre
zugegeben werden.
-
Die
Mechanismen, durch die die Dicke eines äußeren oxidationsartigen Oxidfilms
und der Querschnitt-Flächenprozentsatz
des metallischen Eisens darin erheblichen Einfluß auf die Haftfähigkeit
eines Beschichtungsfilms gemäß der vorstehenden
Beschreibung haben, werden später
erläutert.
-
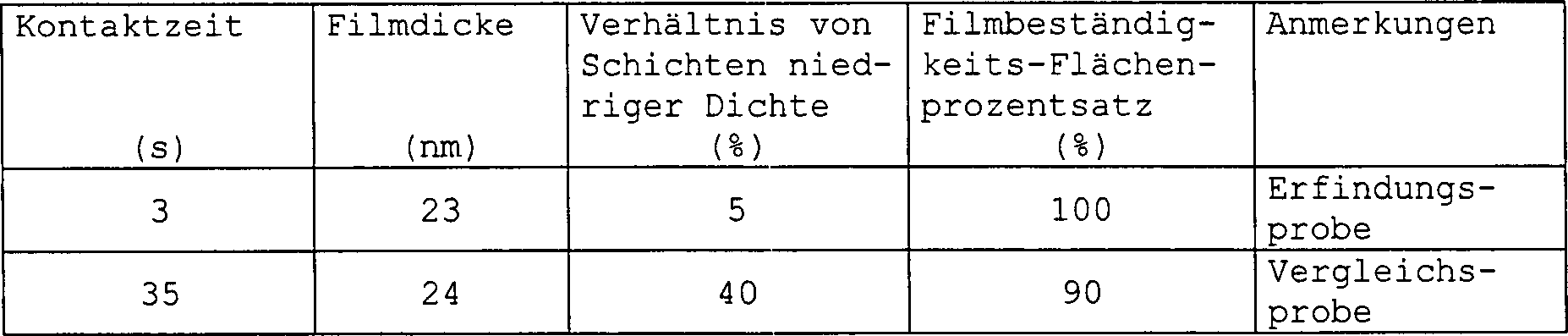
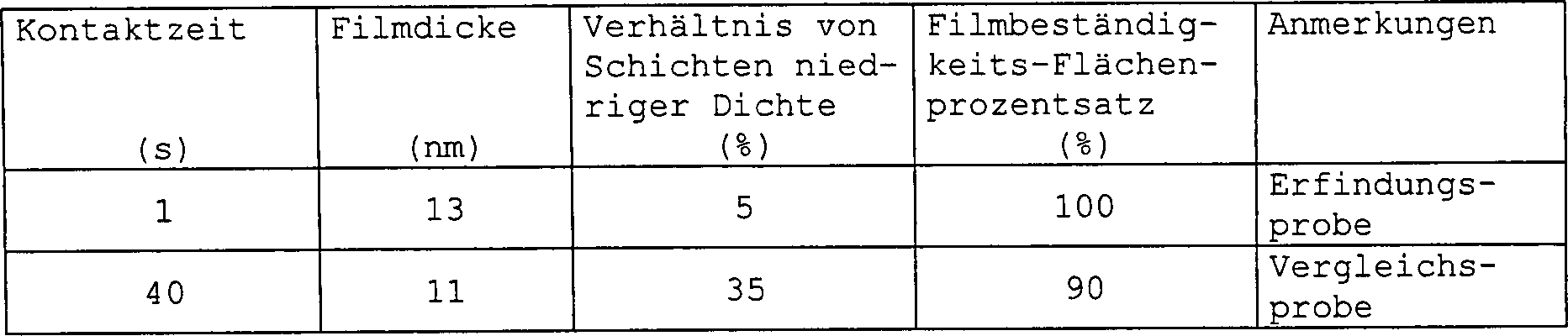
Kontaktzeit mit der Auftragsflüssigkeit
und Schichten niedriger Dichte
-
Im
Rahmen der Erfindung wurde das Verfahren zur Bildung eines zugspannungserzeugenden
Isolierbeschichtungsfilms im Anschluß an das Verfahren zur Bildung
von amorphem Siliciumoxid untersucht.
-
Dabei
wurde im Rahmen der Erfindung gemutmaßt, daß in den Verfahren, in denen
eine Auftragsflüssigkeit
zur Bildung eines zugspannungserzeugenden Isolierbeschichtungsfilms
auf ein Stahlblech aufgetragen und eingebrannt wurde, insbesondere
die Zeit, in der die Auftragsflüssigkeit
und das Stahlblech einander in einem niedrigen Temperaturbereich
kontaktierten, einen Einfluß auf
die Haftfähigkeit
eines Beschichtungsfilms hatte. Anders gesagt schätzten sie,
daß die
Struktur der Grenzfläche
zwischen einem äußeren oxidationsartigen
Oxidfilm und einem zugspannungserzeugenden Isolierbeschichtungsfilm,
besonders die Struktur auf der Seite des äußeren oxidationsartigen Oxidfilms,
in Abhängigkeit
von der Zeit geändert
wurde, in der die Auftragsflüssigkeit
das Stahlblech kontaktierte, und daß die Haftfähigkeit des zugspannungserzeugenden
Isolierbeschichtungsfilms aufgrund des Unterschieds der Struktur
variierte. Aufgrund dieser Annahme untersuchte man im Rahmen der
Erfindung die Beziehung der Zeit, in der eine Auftragsflüssigkeit
ein Stahlblech kontaktierte, das mit äußeren oxidationsartigen Oxidfilmen
bedeckt war, und der Struktur der äußeren oxidationsartigen Oxidfilme
zur Haftfähigkeit
eines Beschichtungsfilms durch die im folgenden dargestellten Prüfungen.
-
Hergestellt
wurden kornorientierte Siliciumbleche mit Spiegelglanz als Proben
durch Auftragen eines sich hauptsächlich aus Aluminiumoxid zusammensetzenden
Glühseparators
auf entkohlungsgeglühte
Stahlbleche mit 0,225 mm Dicke und Fertigglühen der Stahlbleche zur sekundären Rekristallisation. Äußere oxidationsartige
Oxidfilme, die sich hauptsächlich
aus Siliciumoxid zusammensetzten, wurden auf den Oberflächen der
Proben gebildet, indem sie einer Wärmebehandlung in einer Atmosphäre aus 20
% Stickstoff und 80 % Wasserstoff mit einem Taupunkt von +2°C für eine Durchwärmzeit von
8 s unter den Bedingungen unterschiedlicher Temperaturen und Wärmebehandlungen
unterzogen wurden. Anschließend
wurde eine Flüssigkeit,
die sich hauptsächlich
aus Aluminiumphosphat, Chromsäure
und kolloidalem Siliciumoxid zusammensetzte, auf die Proben aufgetragen
und 30 s bei 835°C
in einer Stickstoffatmosphäre
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden. Hierbei wurden die zugspannungserzeugenden Isolierbeschichtungsfilme
gebildet, während
die Zeiten geändert
wurden, in denen die Auftragsflüssigkeit
das Stahlblech im Temperaturbereich von höchstens 100°C kontaktierte. Untersucht wurde
die Haftfähigkeit
der Beschichtungsfilme an den so hergestellten Probenstahlblechen.
-
Die
Haftfähigkeit
eines Beschichtungsfilms wurde durch das gleiche Prüfverfahren
und die gleichen Beurteilungskriterien wie zuvor bewertet. Zusätzlich wurde
die Grenzflächenstruktur
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech mit Hilfe eines TEM an einem Querschnitt einer
durch das FIB-Verfahren hergestellten Probe beobachtet.
-
Daneben
wurde die Dichteverteilung in Dickenrichtung eines sich hauptsächlich aus
Siliciumoxid zusammensetzenden äußeren oxidationsartigen
Oxidfilms durch Elektronenenergieverlust-Spektroskopie (im folgenden
EELS-Verfahren genannt) gemessen.
-
Das
EELS-Verfahren ist ein Verfahren, bei dem ein Elektronenstrahl in
Dickenrichtung einer durch das FIB-Verfahren o. ä. hergestellten Dünnfilmprobe
abgestrahlt, die Stärke
gestreuter Elektronenstrahlen als Funktion der verlorenen Energie
gemessen und die Dichte des Films anhand des Verhältnisses
zwischen elastischer Streustärke
und unelastischer Streustärke
berechnet wird, wobei vorteilhaft die Tatsache genutzt wird, daß das Verhältnis proportional
zur Dichte von Stoffen ist, aus denen sich der Film zusammensetzt.
-
Dünnfilmproben
wurden durch das FIB-Verfahren hergestellt, die Dichten sich hauptsächlich aus
Siliciumoxid zusammensetzender äußerer oxidationsartiger
Oxidfilme wurden durch das TEM-EELS-Verfahren gemessen, und als
Ergebnis zeigte sich eine Dichteverteilung. Insbesondere wurde beobachtet,
daß die
Dichte eines äußeren oxidationsartigen
Oxidfilms niedriger auf der Seite nahe der Grenzfläche zwischen
dem sich hauptsächlich
aus Siliciumoxid zusammensetzenden äußeren oxidationsartigen Oxidfilm
und einem zugspannungserzeugenden Isolierbeschichtungsfilm verglichen
mit seinen Dichten in der Mitte der Oxidfilmdicke und auf der Seite
nahe der Grenzfläche
zwischen dem Oxidfilm und einem Stahlblech war. Definierte man die
Dichte eines äußeren oxidationsartigen
Oxidfilms an einem Abschnitt nahe der Grenzfläche mit einem Stahlblech als
Di, wurde ein Abschnitt des äußeren oxidationsartigen
Oxidfilms, in dem eine Meßdichte
Ds höchstens
das 0,8fache der Dichte Di betrug, als Abschnitt niedriger Dichte
festgelegt, und das Verhältnis
der mittleren Dicke der Abschnitte niedri ger Dichte zur Gesamtdicke
des äußeren oxidationsartigen
Oxidfilms wurde als Verhältnis von
Schichten niedriger Dichte definiert.
-
In
Tabelle 6 sind die Ergebnisse dieser Untersuchungen zusammengefaßt.
-
Tabelle
6 Beziehung zwischen Wärmebehandlungszustand
und Haftfähigkeit
des Beschichtungsfilms
-
Aus
Tabelle 6 geht hervor, daß die
Bedingungen zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Beschichtungsfilms die im folgenden
dargestellten sind.
-
Unter
den Bedingungen der Proben Nr. 1 bis 4, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
unter 2 nm liegen und die Wärmebehandlungstemperaturen
500°C betragen,
läßt sich
unabhängig von
der Zeit, in der die Stahlbleche, die mit den sich hauptsächlich aus
Siliciumoxid zusammensetzenden äußeren oxidationsartigen
Oxidfilmen bedeckt sind, die Auftragsflüssigkeiten kontaktieren, keine
gute Haftfähigkeit
der Beschichtungsfilme gewährleisten.
Dagegen wird unter den Bedingungen der Proben Nr. 5 bis 40, bei denen
die Dicken der äußeren oxidationsartigen
Oxidfilme mindestens 2 nm und die Wärmebehandlungstemperaturen
600 bis 1150°C
betragen, gute Haftfähigkeit
der Beschichtungsfilme allgemein gewährleistet. Insbesondere unter
den Bedingungen der Proben Nr. 26 bis 40, bei denen die Dicken der äußeren oxidationsartigen Oxidfilme
mindestens 40 nm und die Wärmebehandlungstemperaturen
mindestens 1000°C
betragen, ist die Haftfähigkeit
der Beschichtungsfilme ausgesprochen gut. Allerdings ist folgendes
zu beachten: Während
die Haftfähigkeit
der Beschichtungsfilme in den Fällen
gut ist, in denen die Kontaktzeiten zwischen den Stahlblechen, die
mit den sich hauptsächlich
aus Siliciumoxid zusammensetzenden äußeren oxidationsartigen Oxidfilmen
bedeckt sind, und den Auftragsflüssigkeiten
höchstens
20 s und die Verhältnisse
der Schichten niedriger Dichte in den äußeren oxidationsartigen Oxidfilmen
höchstens
30 % betragen, ist die Haftfähigkeit
der Beschichtungsfilme nicht immer gut, auch wenn die Dicken der äußeren oxidationsartigen
Oxidfilme groß sind, was
zu Filmbeständigkeits-Flächenprozentsätzen von
90 % in den Fällen
führt,
in denen die Kontaktzeiten 30 s betragen und die Verhältnisse
von Schichten niedriger Dichte 30 % übersteigen.
-
Aus
Tabelle 6 wird deutlich, daß es
zur Gewährleistung
guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms unabdingbar
ist, daß die
Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm und das Verhältnis von Schichten niedriger
Dichte im äußeren oxidationsartigen
Oxidfilm höchstens
30 % beträgt.
Ferner geht aus der Tabelle hervor, daß zur Bildung eines äußeren oxidationsartigen Oxidfilms
mit diesen Kennwerten die Temperatur einer Wärmebehandlung zur Bildung des äußeren oxidationsartigen
Oxidfilms mindestens 600°C,
vorzugsweise mindestens 1000°C
betragen muß und
eine Kontaktzeit zwischen einem mit dem äußeren oxidationsartigen Oxidfilm
bedeckten Stahlblech und einer Auftragsflüssigkeit zur Bildung des zugspannungserzeugenden
Isolierbeschichtungsfilms höchstens
30 s im Verfahren zur Bildung des zugspannungserzeugenden Isolierbeschichtungsfilms
betragen darf.
-
Die
Untergrenze einer Kontaktzeit zwischen einem mit einem äußeren oxidationsartigen
Oxidfilm bedeckten Stahlblech und einer Auftragsflüssigkeit
zur Bildung eines zugspannungserzeugenden Isolierbeschichtungsfilms
ist noch nicht geklärt,
aber ist sie kürzer
als 0,1 s, ist die Zeit zu kurz, damit ein Stahlblech mit einer
Auftragsflüssigkeit
benetzt wird, und der Flüssigkeitsauftrag
wird leicht ungleichmäßig. Aus
diesem Grund ist es besser, eine Kontaktzeit zwischen einem Stahlblech
und einer Auftragsflüssigkeit
im Temperaturbereich von höchstens
100°C so
zu steuern, daß sie
mindestens 0,1 s beträgt.
-
Die
Mechanismen, durch die die Dicke eines äußeren oxidationsartigen Oxidfilms
und ein Verhältnis von
Schichten niedriger Dichte erheblichen Einfluß auf die Haftfähigkeit
eines Beschichtungsfilms gemäß der vorstehenden
Beschreibung haben, werden später
erläutert.
-
Gewährleistung von Haftfähigkeit
eines Beschichtungsfilms durch Zwischenschichtbildung
-
Zur
Ausübung
einer Zugspannung auf ein Stahlblech mit Hilfe eines zugspannungserzeugenden
Isolierbeschichtungsfilms kommt es durch die Differenz von Wärmeausdehnungskoeffizienten
zwischen dem zugspannungserzeugenden Isolierbeschichtungsfilm und
dem Stahlblech. Hierbei wirkt eine große Spannung auf die Grenzfläche zwischen
dem zugspannungserzeugenden Isolierbeschichtungsfilm und dem Stahlblech.
Mit der Struktur der Grenzfläche
wird dieser Spannung widerstanden und die Haftfähigkeit zwischen dem zugspannungserzeugenden
Isolierbeschichtungsfilm und dem Stahlblech reguliert.
-
Anders
gesagt wird die Haftfähigkeit
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech, d. h. die Spannungsfestigkeit, durch die Grenzflächenstruktur
zwischen ihnen bestimmt.
-
Im
Rahmen der Erfindung gilt es als wichtig, eine Zwischenschicht mit
guter Haftfähigkeit
sowohl an einem Stahlblech, das ein Metallmaterial ist, als auch
einem zugspannungserzeugenden Isolierbeschichtungsfilm, der ein
Keramikmaterial ist, an ihrer Grenzfläche zu bilden, der die Haftfähigkeit
reguliert. Nach diesem Gedanken ist es zur Gewährleistung guter Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms sehr wirksam,
sich hauptsächlich
aus amorphem Siliciumoxid zusammensetzende Oxide auf jeder der Oberflächen eines
Stahlblechs über
ein Oxidationsverfahren zu bilden und die Oxide als Zwischenschicht wirken
zu lassen. Im folgenden wird der Grund dafür erläutert.
-
Zunächst wird
die Grenzfläche
auf der Seite eines Stahlblechs erläutert.
-
Amorphes
Siliciumoxid wird durch Oxidieren eines Stahlblechs gebildet, weshalb
das so gebildete Siliciumoxid eine mit dem Stahlblech konsistente
Struktur hat. Daher wird davon ausgegangen, daß amorphes Siliciumoxid hohe
Haftfähigkeit
an einem Stahlblech hat.
-
Als
nächstes
wird die Grenzfläche
auf der Seite eines zugspannungserzeugenden Isolierbeschichtungsfilms
erläutert.
-
Ein
zugspannungserzeugender Isolierbeschichtungsfilm besteht aus einem
oxidartigen Keramikmaterial. Siliciumoxid ist ebenfalls ein Oxid,
weshalb sich eine starke chemische Bindung zwischen ihnen durch
die Kovalenz von Sauerstoffatomen bildet. Folglich wird auch auf
dieser Seite gute Haftfähigkeit
erhalten.
-
Aus
diesen Gründen
ist man im Rahmen der Erfindung der Meinung, daß die Technik zur Bildung einer sich
aus amorphem Siliciumoxid zusammensetzenden Zwischenschicht sehr
wirksam bei der Gewährleistung guter
Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms ist.
-
Beziehung zwischen Mikrostruktur
von amorphem Siliciumoxid und Haftfähigkeit eines zugspannungserzeugenden
Isolierbeschichtungsfilms
-
Aufgrund
der o. g. Gedanken läßt sich
die Beziehung zwischen der Mikrostruktur von amorphem Siliciumoxid
und der Haftfähigkeit
eines Beschichtungsfilms leicht verstehen.
-
Zuvor
wurde erläutert,
daß zwei
unterschiedliche Arten von Mikrostrukturen von Siliciumoxid durch
Außenoxidation
gebildet wurden, d. h. das Membransiliciumoxid und das Teilchensiliciumoxid.
Ferner gibt es in der Schicht des äußeren oxidationsartigen Membransiliciumoxids
Abschnitte, die aus Fe, Al, Ti, Mn und/oder Cr zusammengesetzte
Metalloxide, Hohlräume,
metallisches Eisen und Schichten niedriger Dichte enthalten. Im
Rahmen der Erfindung ist man der Auffassung, daß das Teilchensiliciumoxid
die Haftfähigkeit
eines Beschichtungsfilms erhöht,
während
die Metalloxide, Hohlräume,
metallisches Eisen und Schichten niedriger Dichte die Haftfähigkeit
eines Beschichtungsfilms beeinträchtigen,
was auf die im folgenden beschriebenen Mechanismen zurückzuführen ist.
-
Zunächst wird
das Teilchensiliciumoxid erläutert.
-
Die
Teilchen aus Siliciumoxid werden in dem Zustand gebildet, in dem
sie die Dicke eines äußeren oxidationsartigen
Oxidfilms durchdringen. Aus diesem Grund wird im Rahmen der Erfindung
angenommen, daß die
Teilchen aus Siliciumoxid in einen zugspannungserzeugenden Beschichtungsfilm
eindringen, d. h. in einen Beschichtungsfilm wie Keile eingreifen,
wenn ein zugspannungserzeugender Isolierbeschichtungsfilm gebildet
wird, und dadurch wird starke Spannungsfestigkeit erzeugt.
-
Die
Beziehung zwischen der Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms an einem
Stahlblech und dem Querschnitt-Flächenprozentsatz von Teilchenoxiden
wird im folgenden erläutert.
-
Im
Rahmen der Erfindung ist man der folgenden Auffassung: Beträgt das Verhältnis von
Teilchenoxiden zu einem äußeren oxidationsartigen
Oxidfilm mindestens 2 %, widersteht die Zwischenschicht der Spannung;
liegt dagegen das Verhältnis
der Teilchenoxide unter 2 %, kann die Zwischenschicht nicht der
durch einen zugspannungserzeugenden Isolierbeschichtungsfilm ausgeübten Spannung
wiederstehen, und der Beschichtungsfilm blättert ab.
-
Die
Rollen der Metalloxide, Hohlräume,
des metallischen Eisens und der Schichten niedriger Dichte, die
man in äußerem oxidationsartigem
Membransiliciumoxid vorfindet, lassen sich auch mit Hilfe der Spannungsfestigkeit
erklären.
Zuvor wurde erläutert,
daß eine
große
Wärmespannung
auf die Grenzfläche
zwischen einem zugspannungserzeugenden Isolierbeschichtungsfilm
und einem Stahlblech ausgeübt
wurde. Denkbar ist durchaus, daß die
Metalloxide, Hohlräume,
das metallische Eisen und die Schichten niedriger Dichte alle als
gewisse Arten von Fehlern wirken, wenn eine Spannung ausgeübt wird.
Daher wird im Rahmen der Erfindung angenommen, daß wenn die
Verhältnisse
dieser fehlerbehafteten Punkte zum gesamten Siliciumoxidfilm jenseits
eines bestimmten Werts liegen, die Zwischenschicht nicht mehr der
Spannung an der Grenzfläche
wiederstehen kann, wodurch der Beschichtungsfilm abblättert.
-
Die
Beziehung zwischen der Haftfähigkeit
eines zugspannungserzeugenden Isolierbeschichtungsfilms an einem
Stahlblech und den Querschnitt-Flächenprozentsätzen fehlerbehafteter
Punkte wird nachstehend erläutert.
-
Übersteigt
die Menge von Hohlräumen,
metallischem Eisen und Schichten niedriger Dichte jeweils 30 % bezogen
auf den Querschnitt-Flächenprozentsatz,
verschlechtert sich die Haftfähigkeit
des Beschichtungsfilms. Andererseits bleibt im Hinblick auf Metalloxide
gute Haftfähigkeit
solange gewahrt, wie ihr Querschnitt-Flächenprozentsatz höchstens
50 % beträgt.
Der Grund für
diesen Unterschied ist bisher noch nicht ausreichend geklärt, aber
im Rahmen der Erfindung wird folgendes angenommen: Während die
Hohlräume und
das metallische Eisen, die völlig
unterschiedliche Strukturen verglichen mit der von Siliciumoxid
haben, dem die Matrix bildenden Siliciumoxid ganz fremd sind, sind
die Metalloxide wie Siliciumoxid auch Oxide, wenngleich beide unterschiedliche
Bildungselemente haben; dadurch tritt bei den zuletzt genannten
keine Beeinträchtigung
der Haftfähigkeit
auch dann auf, wenn ihr Flächenprozentsatz
höher als
der zuerst genannten ist.
-
Mechanismen der Mikrostrukturbildung
-
Bisher
wurden Einzelheiten der Mechanismen noch nicht geklärt, durch
die Teilchenoxide in einem äußeren oxidationsartigen
Oxidfilm gebildet werden. Im Rahmen der Erfindung geht man aber
von folgendem aus: Bei Ausübung
von Mikrodehnung auf eine Stahlblechoberfläche mit Hilfe einer schleifkörnerbeschichteten Bürste oder
bei Bildung von Mikrorauhigkeit durch Beizen vor der Bildung eines äußeren oxidationsartigen Oxidfilms
entwickeln sich Oxidfilme insbesondere aus der Mikrodehnung oder
Mikrorauhigkeit, die als Keimbildungspunkte dienen, und wachsen
an, um schließlich
Teilchen zu bilden.
-
Auch
für die
Mechanismen, durch die die Metalloxide in einem äußeren oxidationsartigen Oxidfilm
gebildet werden, sind die Einzelheiten bisher noch nicht klar. Derzeit
herrscht im Rahmen der Erfindung aber folgende Annahme vor: Ist
zunächst
eine Erwärmungsgeschwindigkeit
während
einer Erwärmungsstufe
niedrig, wird die Verweilzeit eines Stahlblechs, das einer Wärmebehandlung
in einem niedrigen Temperaturbereich unterzogen wird, lang, weshalb
nicht nur Si, sondern auch andere Elemente wie Fe, Mn, Cr, Al und
Ti im niedrigen Temperaturbereich oxidiert werden. Wenn und nachdem
die Temperatur eine Durchwärmtemperatur
erreicht, ist daher ein sich hauptsächlich aus Siliciumoxid zusammensetzender
Oxidfilm gebildet, und in diesem Stadium verbleiben die während der
Erwärmungsstufe
gebildeten Metalloxide im Siliciumoxidfilm. Ist dagegen eine Erwärmungsgeschwindigkeit
während
einer Erwärmungsstufe
hoch, so ist die Verweilzeit in einem niedrigen Temperaturbereich
kurz, und es kommt nicht zur Oxidation solcher Elemente wie Fe,
Mn, Cr, Al und Ti. Wenn und nachdem die Temperatur eine Durchwärmtemperatur
erreicht, gehören
daher trotz der Tatsache, daß ein sich
hauptsächlich
aus Siliciumoxid zusammensetzender Oxidfilm gebildet ist, die Metalloxide
nicht zum Oxidfilm.
-
Noch
nicht geklärt
sind ferner Einzelheiten der Reaktionsmechanismen, durch die Hohlräume in einem äußeren oxidationsartigen
Oxidfilm gebildet werden. Im Rahmen der Erfindung werden jedoch
folgende Annahmen getroffen: Während
der Bildung eines äußeren oxidationsartigen
Oxidfilms konzentrieren sich zunächst
Gitterfehler u. ä.,
die sich nahe der Grenzfläche
zwischen dem Oxidfilm und einem Stahlblech ansammeln, im äußeren oxidationsartigen
Oxidfilm und bilden Hohlräume.
Kommt hierbei eine niedrige Abkühlungsgeschwindigkeit
zur Anwendung, werden die Fehler aus dem Oxidfilm entfernt, ist
aber eine Abkühlungsgeschwindigkeit
hoch, steht nicht ausreichend Zeit zur Verfügung, die Fehler aus dem Oxidfilm
zu ent fernen, weshalb die Fehler im äußeren oxidationsartigen Oxidfilm
angesammelt bleiben und sich zu Hohlräumen entwickeln.
-
Einzelheiten
der Mechanismen, durch die metallisches Eisen in einem äußeren oxidationsartigen Oxidfilm
gebildet wird, sind auch noch nicht klar. Angenommen wird aber im
Rahmen der Erfindung folgendes: Nach der Bildung eines hauptsächlich aus
Siliciumoxid zusammengesetzten äußeren oxidationsartigen
Oxidfilms unter der Bedingung, daß das Oxidationsvermögen einer
Abkühlungsatmosphäre stark
oder ihr Taupunkt hoch ist, findet eine gewisse Reaktion statt,
und diese bewirkt, daß sich
metallisches Eisen im äußeren oxidationsartigen
Oxidfilm bildet. Ist andererseits das Oxidationsvermögen einer
Abkühlungsatmosphäre gering oder
ist ihr Taupunkt niedrig, findet die Reaktion der Einlagerung von
metallischem Eisen in den äußeren oxidationsartigen
Oxidfilm nicht statt.
-
Ungeklärt sind
zudem bisher Einzelheiten der Mechanismen, durch die Schichten niedriger
Dichte in einem äußeren oxidationsartigen
Oxidfilm gebildet werden. Folgende Annahmen gelten aber im Rahmen
der Erfindung:
Erstens findet beim Auftragen einer Auftragsflüssigkeit
zur Bildung zugspannungserzeugender Isolierbeschichtungsfilme auf
ein mit äußeren oxidationsartigen
Oxidfilmen bedecktes Stahlblech eine Art von Quellreaktion in den äußeren oxidationsartigen
Oxidfilmen statt, und diese führt
zur Strukturrelaxation der äußeren oxidationsartigen
Oxidfilme. Hervorgerufen wird die Strukturrelaxation durch Feuchtigkeit
u. ä. die
in der Auftragsflüssigkeit
enthalten ist, weshalb sie an den die Auftragsflüssigkeit kontaktierenden Seiten
der äußeren oxidationsartigen
Oxidfilme auftritt, betrachtet man sie in Querschnittrichtung. Tatsächlich wurden
bei Messung der Dichteverteilung an einem Schnitt einer durch das
FIB-Verfahren hergestellten Probe mit Hilfe des TEM-EELS-Verfahrens
Abschnitte niedriger Dichte an dem Teil beobachtet, an dem ein äußerer oxidationsartiger
Oxidfilm einen zugspannungserzeugenden Isolierbeschichtungsfilm
kontaktierte.
-
Im
folgenden wird die Beziehung zwischen dem Verhältnis von Schichten niedriger
Dichte zur Gesamtfilmdicke und zur Kontaktzeit mit der Auftragsflüssigkeit
erläutert.
-
Ist
die Kontaktzeit eines Stahlblechs mit einer Auftragsflüssigkeit
kurz, während
die Temperatur höchstens
100°C beträgt, kann
die quellartige Reaktion eines äußeren oxidationsartigen
Oxidfilms, verursacht durch in der Auftragsflüssigkeit enthaltene Feuchtigkeit
u. ä.,
kaum stattfinden, weshalb das Verhältnis von Schichten niedriger
Dichte gering ist. Ist dagegen die Kontaktzeit eines Stahlblechs
mit einer Auftragsflüssigkeit
lang, während
die Temperatur höchstens
100°C beträgt, findet
die quellartige Reaktion eines äußeren oxidationsartigen
Oxidfilms, verursacht durch in der Auftragsflüssigkeit enthaltene Feuchtigkeit
u. ä.,
leicht statt, weshalb das Verhältnis
von Schichten niedriger Dichte hoch wird.
-
Temperaturabhängigkeit
der Filmdicke
-
Im
folgenden wird als nächstes
die Beziehung zwischen der Temperatur einer Wärmebehandlung und der Dicke
eines äußeren oxidationsartigen
Oxidfilms erläutert.
-
Allgemein
sagt man, daß ein äußerer oxidationsartiger
Oxidfilm als Ergebnis der Diffusion von Metallatomen aus dem Inneren
eines Stahlblechs zu einer Oberfläche davon und ihrer Reaktion
mit Oxidationsgas an der Oberfläche
wächst.
Daher ist die Wachstumsgeschwindigkeit des Oxidfilms durch die Diffusionsgeschwindigkeit
der Atome bestimmt. Beschleunigt wird die Diffusion von Atomen durch
Wärmeenergie.
Je höher also
die Temperatur ist, um so mehr wird die Diffusion von Atomen beschleunigt
und um so stärker
wächst
der äußere oxidationsartige
Oxidfilm. Aufgrund der Mechanismen wird folgendes angenommen: Unter
der Bedingung, daß eine
Wärmebehandlungstemperatur
nur 500°C
beträgt,
ist das Wachstum des äußeren oxi dationsartigen
Oxidfilms unzureichend, weshalb die Haftfähigkeit des Beschichtungsfilms
auch nicht ausreicht; beträgt dagegen
eine Wärmebehandlungstemperatur
mindestens 600°C,
wächst
ein äußerer oxidationsartiger
Oxidfilm ausreichend an, weshalb die Haftfähigkeit des Beschichtungsfilms
gut ist; und beträgt
ferner eine Wärmebehandlungstemperatur
mindestens 1000°C,
wächst
der Oxidfilm leichter, und die Haftfähigkeit eines Beschichtungsfilms
wird sehr gut.
-
Die
Richtigkeit dieser Annahme wird durch das Meßergebnis der Dicke eines äußeren oxidationsartigen
Oxidfilms mit einem TEM bestätigt;
während
unter der Bedingung, daß eine
Wärmebehandlungstemperatur
500°C beträgt, bei
der die Dicke eines äußeren oxidationsartigen
Oxidfilms 1 nm als Ergebnis seines unzureichenden Wachstums beträgt, die
Haftfähigkeit
an einem zugspannungserzeugenden Isolierbeschichtungsfilm schlecht
ist, ist unter der Bedingung, daß eine Wärmebehandlungstemperatur mindestens
600°C beträgt, bei
der die Dicke eines äußeren oxidationsartigen
Oxidfilms mindestens 2 nm als Ergebnis seines ausreichenden Wachstums
beträgt,
die Haftfähigkeit
des Beschichtungsfilms gut.
-
Die
Obergrenze der Dicke eines äußeren oxidationsartigen
Oxidfilms wurde bisher noch nicht identifiziert. Übersteigt
aber eine Dicke 500 nm, nimmt das Volumen nichtmagnetischer Abschnitte
zu, und der Stapelfaktor, der einen wichtigen Leistungsindikator
eines Transformators bildet, wird beeinträchtigt. Aus diesem Grund ist
erwünscht,
eine Dicke auf höchstens
500 nm zu begrenzen.
-
Eintrag von Mikrodehnung
oder Mikrorauhigkeit und Bildung von Teilchensiliciumoxid
-
Beispiel 1
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,30
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht und dann
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lö sen und Entfernen von Oberflächenoxidschichten
gebeizt. Danach wurden die Stahlbleche durch das elektrostatische
Beschichtungsverfahren mit Aluminiumoxidpulver beschichtet und dann
20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
waren die kornorientierten Siliciumbleche, die durch die o. g. Verfahren
hergestellt wurden und die sekundäre Rekristallisation abgeschlossen
hatten, frei von anorganischen Mineralmaterialien und hatten Spiegelglanz
auf den Oberflächen.
Eines der Stahlbleche (Erfindungsprobe) wurde mit einer Bürste gebürstet, die
mit Aluminiumoxid-Schleifkörnern
beschichtet war, das andere (Vergleichsprobe) dagegen nicht. Anschließend durchliefen
die Stahlbleche eine Wärmebehandlung
bei 900°C
in einer Atmosphäre
aus 50 % Stickstoff und 50 % Wasserstoff mit einem Taupunkt von –10°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 50 ml wäßriger Lösung, die
Magnesium-/Aluminiumphosphat in 50 %iger Konzentration enthielt,
66 ml wäßriger Lösung, die
dispergiertes kolloidales Siliciumoxid in 30 %iger Konzentration
enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurden ihre Querschnitte
durch das FIBTEM-Verfahren untersucht, und die mittleren Dicken
der äußeren oxidationsartigen
Oxidfilme sowie die Querschnitt-Flächenprozentsätze von
Teilchenoxiden wurden berechnet. Zusätzlich wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser bewertet.
In Tabelle 7 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
7 ist die Erfindungsprobe, die mit der schleifkörnerbeschichteten Bürste gebürstet ist und
einen Teilchenoxid-Flächenprozentsatz
von 10 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 95 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die nicht mit der
schleifkörnerbeschichteten
Bürste
gebürstet
ist und einen Teilchenoxid-Flächenprozentsatz
von 1 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 2
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Magnesiumoxid und Bismutchlorid zusammensetzte, getrocknet und
dann 20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden die kornorientierten Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und wenig anorganischen Mineralmaterialien auf den Oberflächen erhalten.
Anschließend
wurde eines der Stahlbleche (Erfindungsprobe) in einem 2 %igen Salpetersäurebad bei
Raum Temperatur 5 s gebeizt, um Mikrorauhigkeit auf den Oberflächen zu
bilden, das andere (Vergleichsprobe) dagegen nicht. Danach durchliefen
die Stahlbleche eine Wärmebehandlung
bei 1150°C
in einer Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –15°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales Siliciumoxid
in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Isolierbeschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 8 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
8 ist die Erfindungsprobe, die der Vorbehandlung durch Beizen unterzogen
ist und einen Teilchenoxid-Flächenprozentsatz
von 15 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 95 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die nicht gebeizt
ist und einen Teilchenoxid-Flächenprozentsatz
von 1 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 3
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,25
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Aluminiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden die kornorientierten Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und Spiegelglanz sowie wenig anorganischen Mineralmaterialien auf
den Oberflächen
erhalten. Eines der Stahlbleche (Erfindungsprobe) wurde mit einer
Bürste
gebürstet,
die mit Siliciumcarbid-Schleifkörnern
beschichtet war, das andere (Vergleichsprobe) dagegen nicht. Anschließend durchliefen
die Stahlbleche eine Wärmebehandlung
bei 800°C
in einer Atmosphäre
aus 30 % Stickstoff und 70 % Wasserstoff mit einem Taupunkt von –2°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 50 ml wäßriger Lösung, die Aluminiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales Siliciumoxid
in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 9 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
9 ist die Erfindungsprobe, die mit der schleifkörnerbeschichteten Bürste gebürstet ist und
einen Teilchenoxid-Flächenprozentsatz
von 21 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 95 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die nicht mit der
schleifkörnerbeschichteten
Bürste
gebürstet
ist und einen Teilchenoxid-Flächenprozentsatz
von 1 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 4
-
Kaltgewalzte
Stahlbleche mit 0,23 mm Dicke und einer Si-Konzentration von 3,30 % zur Herstellung kornorientierter
Siliciumbleche wurden entkohlungsgeglüht, mit einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Magnesiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Die
hauptsächlich
aus Forsterit zusammengesetzten Filme wurden auf den Oberflächen der
kornorientierten Siliciumbleche gebildet, die durch diese Verfahren
hergestellt waren und die sekundäre
Rekristallisation abgeschlossen hatten. Anschließend wurden die Stahlbleche
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen der Oberflächenfilme
gebeizt und dann in einer Mischlösung
aus Flußsäure und
Wasserstoffperoxid chemisch poliert. Dadurch wurden Stahlbleche
erhalten, die frei von anorganischen Mineralmaterialien waren und
Spiegelglanz auf den Oberflächen
hatten.
-
Eines
der Stahlbleche (Erfindungsprobe) wurde mit Aluminiumoxidpulver
zur Erzeugung von Mikrodehnung an den Oberflächen gestrahlt, das andere
(Vergleichsprobe) dagegen nicht. Anschließend durchliefen die Stahlbleche
eine Wärmebehandlung
bei 1050°C
in einer Atmosphäre
aus 50 % Stickstoff und 50 % Wasserstoff mit einem Taupunkt von –8°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 100 ml wäßriger Lösung, die
dispergiertes kolloidales Aluminiumoxid in 10 %iger Konzentration
enthielt, 10 g monolithischem Aluminiumoxidpulver, 5 g Borsäure und
200 ml Wasser, auf die Stahlbleche aufgetragen und 30 s bei 900°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 10 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
10 ist die Erfindungsprobe, die mit Aluminiumoxidpulver gestrahlt
ist, um die Dehnung an den Oberflächen zu erzeugen, und einen
Teilchenoxid-Flächenprozentsatz
von 30 % sowie einen Filmbeständigkeits-Flächenprozentsatz von
95 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die nicht mit Aluminiumoxidpulver
gestrahlt ist und einen Teilchenoxid-Flächenprozentsatz von 1 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Erwärmungsgeschwindigkeit und Metalloxide
-
Beispiel 5
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Magnesiumoxid und Bismutchlorid zusammensetzte, getrocknet und
dann 20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden die kornorientierten Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und wenig anorganischen Mineralmaterialien auf den Oberflächen erhalten.
Danach durchliefen die Stahlbleche eine Wärmebehandlung bei 1150°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –20°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Hierbei wurde eines der Stahlbleche (Erfindungsprobe) mit einer
Erwärmungsgeschwindigkeit
von 65°C/s
während der
Erwärmungsstufe
erwärmt,
während
das andere (Vergleichsprobe) mit 8°C/s erwärmt wurde. Danach wurde eine
Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesiumphosphat in
50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschich tungsfilme hatten, wurde die Haftfähigkeit
der Isolierbeschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 11 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
11 ist die Erfindungsprobe, die mit der Erwärmungsgeschwindigkeit von 65°C/s erwärmt ist
und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 10 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Erwärmungsgeschwindigkeit
von 8°C/s
erwärmt
ist und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 60 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 6
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,25
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Aluminiumoxid zusammensetzte, getrocknet und dann 20 h bei 1200°C in einer
trockenen Wasserstoffatmosphäre
fertiggeglüht.
Dadurch wurden die kornorientierten Siliciumbleche mit abgeschlossener
sekundärer
Rekristallisation und Spiegelglanz sowie wenig anorganischen Mineralmaterialien
auf den Oberflächen
erhalten. Danach durchliefen die Stahlbleche eine Wärmebehandlung bei
800°C in
einer Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –15°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
mit einer Erwärmungsgeschwindigkeit
von 35°C/s
während
der Erwärmungsstufe
erwärmt,
während
das andere (Vergleichsprobe) mit 4°C/s erwärmt wurde. Danach wurde eine
Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Aluminiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 12 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
12 ist die Erfindungsprobe, die mit der Erwärmungsgeschwindigkeit von 35°C/s erwärmt ist
und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 15 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Erwärmungsgeschwindigkeit
von 4°C/s
erwärmt
ist und Metalloxid mit dem Querschnitt-Flächenpro zentsatz von 55 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 7
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,30
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht und dann
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen von Oberflächenoxidschichten
gebeizt. Danach wurden die Stahlbleche durch das elektrostatische
Beschichtungsverfahren mit Aluminiumoxidpulver beschichtet und dann
20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
waren die kornorientierten Siliciumbleche, die durch die o. g. Verfahren
hergestellt wurden und die sekundäre Rekristallisation abgeschlossen
hatten, frei von anorganischen Mineralmaterialien und hatten Spiegelglanz
auf den Oberflächen.
Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 900°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –5°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
mit einer Erwärmungsgeschwindigkeit
von 90°C/s
während
der Erwärmungsstufe
erwärmt,
während
das andere (Vergleichsprobe) mit 7°C/s erwärmt wurde. Danach wurde eine
Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesium-/Aluminiumphosphat
in 50 %iger Konzentration enthielt, 66 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 30 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 13 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
13 ist die Erfindungsprobe, die mit der Erwärmungsgeschwindigkeit von 90°C/s erwärmt ist
und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 5 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Erwärmungsgeschwindigkeit
von 7°C/s
erwärmt
ist und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 60 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 8
-
Kaltgewalzte
Stahlbleche mit 0,23 mm Dicke und einer Si-Konzentration von 3,30 % zur Herstellung kornorientierter
Siliciumbleche wurden entkohlungsgeglüht, mit einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Magnesiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Die
hauptsächlich
aus Forsterit zusammengesetzten Filme wurden auf den Oberflächen der
kornorientierten Siliciumbleche gebildet, die durch diese Verfahren
hergestellt waren und die sekundäre
Rekristallisation abgeschlossen hatten. Anschließend wurden die Stahlbleche
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen der Oberflächenfilme
gebeizt und dann in einer Mischlösung
aus Flußsäure und
Wasserstoffperoxid che misch poliert. Dadurch wurden Stahlbleche
erhalten, die frei von anorganischen Mineralmaterialien waren und
Spiegelglanz auf den Oberflächen
hatten. Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 1050°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von
0°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
mit einer Erwärmungsgeschwindigkeit
von 250°C/s
während
der Erwärmungsstufe
erwärmt,
während
das andere (Vergleichsprobe) mit 6°C/s erwärmt wurde. Danach wurde eine
Flüssigkeitsmischung,
die sich zusammensetzte aus 100 ml wäßriger Lösung, die dispergiertes kolloidales
Aluminiumoxid in 10 %iger Konzentration enthielt, 10 g monolithischem
Aluminiumoxidpulver, 5 g Borsäure
und 200 ml Wasser, auf die so hergestellten Stahlbleche aufgetragen
und 30 s bei 900°C
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 14 sind die Ergebnisse gezeigt.
-
-
Aus
Tabelle 14 wird deutlich, daß die
Erfindungsprobe, die mit der Erwärmungsgeschwindigkeit
von 250°C/s
erwärmt
ist und einen Metalloxid-Schnittflächenprozentsatz von 10 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Ver gleichsprobe überlegen ist, die mit der Erwärmungsgeschwindigkeit
von 6°C/s
erwärmt
ist und Metalloxid mit dem Querschnitt-Flächenprozentsatz von 55 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Abkühlungsgeschwindigkeit und Hohlräume
-
Beispiel 9
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Magnesiumoxid und Bismutchlorid zusammensetzte, getrocknet und
dann 20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden die kornorientierten Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und wenig anorganischen Mineralmaterialien auf den Oberflächen erhalten.
Danach durchliefen die Stahlbleche eine Wärmebehandlung bei 1150°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –20°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Hierbei wurde eines der Stahlbleche (Erfindungsprobe) mit einer
Abkühlungsgeschwindigkeit
von 10°C/s
abgekühlt,
während
das andere (Vergleichsprobe) mit 200°C/s abgekühlt wurde. Danach wurde eine
Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Isolierbe schichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 15 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
15 ist die Erfindungsprobe, die mit der Abkühlungsgeschwindigkeit von 10°C/s abgekühlt ist
und einen Hohlraum-Flächenprozentsatz
von 15 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Abkühlungsgeschwindigkeit
von 200°C/s
abgekühlt
ist und einen Hohlraum-Flächenprozentsatz
von 40 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 10
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,25
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Aluminiumoxid zusammensetzte, getrocknet und dann 20 h bei 1200°C in einer
trockenen Wasserstoffatmosphäre
fertiggeglüht.
Dadurch wurden die kornorientierten Siliciumbleche mit abgeschlossener
sekundärer
Rekristallisation und Spiegelglanz sowie wenig anorganischen Mineralmaterialien
auf den Oberflächen
erhalten. Danach durchliefen die Stahlbleche eine Wärmebehandlung bei
800°C in
einer Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –10°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Hierbei wurde eines der Stahlbleche (Erfindungsprobe) mit einer
Abkühlungsgeschwindigkeit
von 5°C/s
abgekühlt, während das
andere (Vergleichsprobe) mit 150°C/s
abgekühlt
wurde. Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Aluminiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 16 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
16 ist die Erfindungsprobe, die mit der Abkühlungsgeschwindigkeit von 5°C/s abgekühlt ist
und einen Hohlraum-Flächenprozentsatz
von 25 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Abkühlungsgeschwindigkeit
von 150°C/s
abgekühlt
ist und einen Hohlraum-Flächenprozentsatz
von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 11
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,30
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht und dann
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen von Oberflächenoxidschichten
gebeizt. Danach wurden die Stahlbleche durch das elektrostatische
Beschichtungsverfahren mit Aluminiumoxidpulver beschichtet und dann
20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
waren die kornorientierten Siliciumbleche, die durch die o. g. Verfahren
hergestellt wurden und die sekundäre Rekristallisation abgeschlossen
hatten, frei von anorganischen Mineralmaterialien und hatten Spiegelglanz
auf den Oberflächen.
Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 900°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –15°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
mit einer Abkühlungsgeschwindigkeit
von 50°C/s
abgekühlt,
und das andere (Vergleichsprobe) wurde mit 200°C/s abgekühlt. Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 100 ml wäßriger Lösung, die dispergiertes kolloidales
Aluminiumoxid in 10 %iger Konzentration enthielt, 10 g monolithischem
Aluminiumoxidpulver, 5 g Borsäure
und 200 ml Wasser, auf die so hergestellten Stahlbleche aufgetragen
und 30 s bei 850°C
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 17 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
17 ist die Erfindungsprobe, die mit der Abkühlungsgeschwindigkeit von 50°C/s abgekühlt ist
und einen Hohlraum-Flächenprozentsatz
von 15 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Abkühlungsgeschwindigkeit
von 200°C/s
abgekühlt
ist und einen Hohlraum-Flächenprozentsatz
von 40 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 12
-
Kaltgewalzte
Stahlbleche mit 0,23 mm Dicke und einer Si-Konzentration von 3,30 % zur Herstellung kornorientierter
Siliciumbleche wurden entkohlungsgeglüht, mit einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Magnesiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Die
hauptsächlich
aus Forsterit zusammengesetzten Filme wurden auf den Oberflächen der
kornorientierten Siliciumbleche gebildet, die durch diese Verfahren
hergestellt waren und die sekundäre
Rekristallisation abgeschlossen hatten. Anschließend wurden die Stahlbleche
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen der Oberflächenfilme
gebeizt und dann in einer Mischlösung
aus Flußsäure und
Wasserstoffperoxid chemisch poliert. Dadurch wurden Stahlbleche
erhalten, die frei von anorganischen Mineralmaterialien waren und
Spiegelglanz auf den Oberflächen
hatten. Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 1050°C in einer
Atmo sphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von
0°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
mit einer Abkühlungsgeschwindigkeit
von 100°C/s
abgekühlt,
und das andere (Vergleichsprobe) wurde mit 250°C/s abgekühlt. Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 100 ml wäßriger Lösung, die dispergiertes kolloidales
Aluminiumoxid in 10 %iger Konzentration enthielt, 10 g monolithischem
Aluminiumoxidpulver, 5 g Borsäure
und 200 ml Wasser, auf die so hergestellten Stahlbleche aufgetragen
und 30 s bei 850°C
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 18 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
18 ist die Erfindungsprobe, die mit der Abkühlungsgeschwindigkeit von 100°C/s abgekühlt ist
und einen Hohlraum-Flächenprozentsatz
von 10 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die mit der Abkühlungsgeschwindigkeit
von 250°C/s
abgekühlt
ist und einen Hohlraum-Flächenprozentsatz
von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Taupunkt der Abkühlungsatmosphäre und metallisches
Eisen
-
Beispiel 13
-
Kaltgewalzte
Stahlbleche mit 0,23 mm Dicke und einer Si-Konzentration von 3,30 % zur Herstellung kornorientierter
Siliciumbleche wurden entkohlungsgeglüht, mit einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Magnesiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Die
hauptsächlich
aus Forsterit zusammengesetzten Filme wurden auf den Oberflächen der
kornorientierten Siliciumbleche gebildet, die durch diese Verfahren
hergestellt waren und die sekundäre
Rekristallisation abgeschlossen hatten. Anschließend wurden die Stahlbleche
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen der Oberflächenfilme
gebeizt und dann in einer Mischlösung
aus Flußsäure und
Wasserstoffperoxid chemisch poliert. Dadurch wurden Stahlbleche
erhalten, die frei von anorganischen Mineralmaterialien waren und
Spiegelglanz auf den Oberflächen
hatten. Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 1050°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von
0°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
in einer 100 %igen Stickstoff-Abkühlungsatmosphäre mit einem
Taupunkt von 15°C
abgekühlt,
und das andere (Vergleichsprobe) wurde in der gleichen Abkühlungsatmosphäre, aber
mit einem Taupunkt von 65°C
abgekühlt.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 100 ml wäßriger Lösung, die dispergiertes kolloidales
Aluminiumoxid in 10 %iger Konzentration enthielt, 10 g monolithischem
Aluminiumoxidpulver, 5 g Borsäure
und 200 ml Wasser, auf die so hergestellten Stahlbleche aufgetragen
und 30 s bei 900°C
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 19 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
19 ist die Erfindungsprobe, die in der Atmosphäre mit dem Taupunkt von 15°C abgekühlt ist
und einen Flächenprozentsatz
von 20 % metallisches Eisen sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die in der Atmosphäre mit dem
Taupunkt von 65°C
abgekühlt
ist und einen Flächenprozentsatz
von 40 % metallisches Eisen sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 14
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,25
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Aluminiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden kornorientierte Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und Spiegelglanz sowie wenig anorganischen Mineralmaterialien auf
den Oberflächen
erhalten. Anschließend
durchliefen die Stahl bleche eine Wärmebehandlung bei 800°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –10°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
in einer Abkühlungsatmosphäre aus 90
% Stickstoff und 10 % Wasserstoff mit einem Taupunkt von 35°C abgekühlt, und
das andere (Vergleichsprobe) wurde in der gleichen Abkühlungsatmosphäre, aber
mit einem Taupunkt von 70°C
abgekühlt.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Aluminiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 20 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
20 ist die Erfindungsprobe, die in der Atmosphäre mit dem Taupunkt von 35°C abgekühlt ist
und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz von 15 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die in der Atmosphäre mit dem
Tau punkt von 70°C
abgekühlt
ist und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz
von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 15
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,30
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht und dann
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen von Oberflächenoxidschichten
gebeizt. Danach wurden die Stahlbleche durch das elektrostatische
Beschichtungsverfahren mit Aluminiumoxidpulver beschichtet und dann
20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
waren die kornorientierten Siliciumbleche, die durch die o. g. Verfahren
hergestellt wurden und die sekundäre Rekristallisation abgeschlossen
hatten, frei von anorganischen Mineralmaterialien und hatten Spiegelglanz
auf den Oberflächen.
Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 900°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –15°C, um äußere oxidationsartige
Oxidfilme zu bilden. Hierbei wurde eines der Stahlbleche (Erfindungsprobe)
in einer Abkühlungsatmosphäre aus 50
% Stickstoff und 50 Wasserstoff mit einem Taupunkt von 50°C abgekühlt, und
das andere (Vergleichsprobe) wurde in der gleichen Abkühlungsatmosphäre, aber
mit einem Taupunkt von 65°C
abgekühlt.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesium-/Aluminiumphosphat
in 50 %iger Konzentration enthielt, 66 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 30 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 21 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
21 ist die Erfindungsprobe, die in der Atmosphäre mit dem Taupunkt von 50°C abgekühlt ist
und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz von 25 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die in der Atmosphäre mit dem
Taupunkt von 65°C
abgekühlt
ist und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz
von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 16
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Magnesiumoxid und Bismutchlorid zusammensetzte, getrocknet und
dann 20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden kornorientierte Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und wenig anorganischen Mineralmaterialien auf den Oberflächen erhalten.
Anschließend
durchliefen die Stahl bleche eine Wärmebehandlung bei 1150°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –20°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Hierbei wurde eines der Stahlbleche (Erfindungsprobe) in einer 100
%igen Stickstoff-Abkühlungsatmosphäre mit einem
Taupunkt von 5°C
abgekühlt,
und das andere (Vergleichsprobe) wurde in der gleichen Abkühlungsatmosphäre, aber
mit einem Taupunkt von 65°C
abgekühlt.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Isolierbeschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 22 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
22 ist die Erfindungsprobe, die in der Atmosphäre mit dem Taupunkt von 5°C abgekühlt ist
und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz von 5 % sowie
einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, die in der Atmosphäre mit dem
Taupunkt von 65°C
abgekühlt
ist und metallisches Eisen mit dem Querschnitt-Flächenprozentsatz
von 45 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Kontaktzeit mit Auftragsflüssigkeit
und Schicht niedriger Dichte
-
Beispiel 17
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,30
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht und dann
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen von Oberflächenoxidschichten
gebeizt. Danach wurden die Stahlbleche durch das elektrostatische
Beschichtungsverfahren mit Aluminiumoxidpulver beschichtet und dann
20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
waren die kornorientierten Siliciumbleche, die durch die o. g. Verfahren
hergestellt wurden und die sekundäre Rekristallisation abgeschlossen
hatten, frei von anorganischen Mineralmaterialien und hatten Spiegelglanz
auf den Oberflächen.
Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 900°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –3°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 50 ml wäßriger Lösung, die Magnesium-/Aluminiumphosphat
in 50 %iger Konzentration enthielt, 66 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 30 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden. Hierbei
betrug bei einer Temperatur von höchstens 100°C die Kontaktzeit eines der
Stahlble che (Erfindungsprobe) mit der Auftragsflüssigkeit 3 s, während die
des anderen (Vergleichsprobe) 35 s betrug.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 23 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
23 ist die Erfindungsprobe, deren Kontaktzeit mit der Auftragsflüssigkeit
3 s beträgt und
die ein Verhältnis
von Schichten niedriger Dichte von 5 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtunqsfilms der Vergleichsprobe überlegen, deren Kontaktzeit
mit der Auftragsflüssigkeit
35 s beträgt
und die ein Verhältnis
von Schichten niedriger Dichte von 40 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 18
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Magnesiumoxid und Bismutchlorid zusammensetzte, getrocknet und
dann 20 h bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Dadurch
wurden kornorientierte Siliciumbleche mit abgeschlossener sekundärer Rekristallisation
und wenig anorganischen Mineralmaterialien auf den Oberflächen erhalten.
Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 1150°C in einer
Atmosphäre
aus 25 % Stickstoff und 75 % Wasserstoff mit einem Taupunkt von –15°C, um äußere oxidationsartige
Oxidfilme zu bilden, die sich hauptsächlich aus Siliciumoxid zusammensetzten.
Danach wurde eine Flüssigkeitsmischung,
die sich zusammensetzte aus 50 ml wäßriger Lösung, die Magnesiumphosphat
in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die dispergiertes kolloidales
Siliciumoxid in 20 %iger Konzentration enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden. Hierbei
betrug bei einer Temperatur von höchstens 100°C die Kontaktzeit eines der
Stahlbleche (Erfindungsprobe) mit der Auftragsflüssigkeit 10 s, während die
des anderen (Vergleichsprobe) 25 s betrug.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Isolierbeschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 24 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
24 ist die Erfindungsprobe, deren Kontaktzeit mit der Auftragsflüssigkeit
10 s beträgt und
die ein Verhältnis
von Schichten niedriger Dichte von 10 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, deren Kontaktzeit
mit der Auftragsflüssigkeit
25 s beträgt
und die ein Verhältnis
von Schichten niedriger Dichte von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 19
-
Kaltgewalzte
Stahlbleche mit 0,225 mm Dicke und einer Si-Konzentration von 3,35
% zur Herstellung kornorientierter Siliciumbleche wurden entkohlungsgeglüht, mit
einer wäßrigen Suspension
eines Glühseparators
beschichtet, der sich hauptsächlich
aus Aluminiumoxid zusammensetzte, getrocknet und dann 20 h bei 1200°C in einer
trockenen Wasserstoffatmosphäre
fertiggeglüht.
Dadurch wurden kornorientierte Siliciumbleche mit abgeschlossener
sekundärer
Rekristallisation und Spiegelglanz sowie wenig anorganischen Mineralmaterialien
auf den Oberflächen
erhalten. Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 800°C in einer
Atmosphäre
aus 30 % Stickstoff und 70 % Wasserstoff mit einem Taupunkt von –10°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 50 ml wäßriger Lösung, die
Aluminiumphosphat in 50 %iger Konzentration enthielt, 100 ml wäßriger Lösung, die
dispergiertes kolloidales Siliciumoxid in 20 %iger Konzentration
enthielt, und 5 g Chromsäureanhydrid,
auf die so hergestellten Stahlbleche aufgetragen und 30 s bei 850°C eingebrannt,
um zugspannungserzeugende Isolierbeschichtungsfilme zu bilden. Hierbei
betrug bei einer Temperatur von höchstens 100°C die Kontaktzeit eines der
Stahlbleche (Erfindungsprobe) mit der Auftragsflüssigkeit 1 s, und die des anderen
(Vergleichsprobe) betrug 40 s.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 25 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
25 ist die Erfindungsprobe, deren Kontaktzeit mit der Auftragsflüssigkeit
1 s beträgt und
die ein Verhältnis
von Schichten niedriger Dichte von 5 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, deren Kontaktzeit
mit der Auftragsflüssigkeit
40 s beträgt
und die ein Verhältnis
von Schichten niedriger Dichte von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Beispiel 20
-
Kaltgewalzte
Stahlbleche mit 0,23 mm Dicke und einer Si-Konzentration von 3,30 % zur Herstellung kornorientierter
Siliciumbleche wurden entkohlungsgeglüht, mit einer wäßrigen Suspension
eines Glühseparators
beschichtet, der hauptsächlich
aus Magnesiumoxid zusammengesetzt war, getrocknet und dann 20 h
bei 1200°C
in einer trockenen Wasserstoffatmosphäre fertiggeglüht. Die
hauptsächlich
aus Forsterit zusammengesetzten Filme wurden auf den Oberflächen der
kornorientierten Siliciumbleche gebildet, die durch diese Verfahren
hergestellt waren und die sekundäre
Rekristallisation abgeschlossen hatten. Anschließend wurden die Stahlbleche
in einem Mischlösungsbad
aus Ammoniumfluorid und Schwefelsäure zum Lösen und Entfernen der Oberflächenfilme
gebeizt und dann in einer Mischlösung
aus Flußsäure und
Wasserstoffperoxid chemisch poliert. Dadurch wurden Stahlbleche
erhalten, die frei von anorganischen Mineralmaterialien waren und
Spiegelglanz auf den Oberflächen
hatten. Anschließend
durchliefen die Stahlbleche eine Wärmebehandlung bei 1050°C in einer
Atmosphäre
aus 50 % Stickstoff und 50 % Wasserstoff mit einem Taupunkt von –10°C, um äußere oxidationsartige
Oxidfilme zu bilden. Danach wurde eine Flüssigkeitsmischung, die sich
zusammensetzte aus 100 ml wäßriger Lösung, die
dispergiertes kolloidales Aluminiumoxid in 10 %iger Konzentration
enthielt, 10 g monolithischem Aluminiumoxidpulver, 5 g Borsäure und
200 ml Wasser, auf die so hergestellten Stahlbleche aufgetragen
und 30 s bei 900°C
eingebrannt, um zugspannungserzeugende Isolierbeschichtungsfilme
zu bilden. Hierbei betrug die Kontaktzeit eines der Stahlbleche
(Erfindungsprobe) mit der Auftragsflüssigkeit 0,5 s, und die des
anderen (Vergleichsprobe) betrug 50 s.
-
Für die kornorientierten
Siliciumbleche, die durch die o. g. Verfahren hergestellt wurden
und die Isolierbeschichtungsfilme hatten, wurde die Haftfähigkeit
der Beschichtungsfilme anhand des Filmbeständigkeits-Flächenprozentsatzes
nach Wickeln der Stahlbleche um einen Zylinder mit 20 mm Durchmesser
bewertet. In Tabelle 26 sind die Ergebnisse gezeigt.
-
-
Gemäß Tabelle
26 ist die Erfindungsprobe, deren Kontaktzeit mit der Auftragsflüssigkeit
0,5 s beträgt und
die ein Verhältnis
von Schichten niedriger Dichte von 1 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 100 % hat, in der Haftfähigkeit
des Beschichtungsfilms der Vergleichsprobe überlegen, deren Kontaktzeit
mit der Auftragsflüssigkeit
50 s beträgt
und die ein Verhältnis
von Schichten niedriger Dichte von 35 % sowie einen Filmbeständigkeits-Flächenprozentsatz
von 90 % hat.
-
Gewerbliche Anwendbarkeit
-
Die
Erfindung ermöglicht,
ein kornorientiertes Siliciumblech mit guter Haftfähigkeit
zugspannungserzeugender Isolierbeschichtungsfilme auch an einem
fertiggeglühten
Stahlblech ohne anorganische Mineralfilme zu erhalten.