Der
vorliegenden Erfindung liegt somit die Aufgabe zugrunde, eine Verbundfolie
auf Polyesterbasis bereitzustellen, die eine hohe Bildschärfe beim
Drucken Schreiben und Kopieren hohe Haltbarkeit, hohe Festigkeit,
Dämpfungseigenschaften
und im besonderen hohe Oberflächenfestigkeit,
qualitativ hochwertiges Aussehen und hervorragende Beständigkeit
gegen ultraviolette Strahlung aufweist.
Die
Aufgabe wird mit den Merkmalen der Patentansprüche gelöst.
Eine
derartige Folie soll als Grundmaterial für Etiketten, Plakate, Schreibpapier,
gewöhnliche
Zettel, Lieferscheine für
die Verwendung in Heimversandsystemen, Klebestreifen, Kopierpapier
und Druckpapier für Drucker
geeignet sein.
Gegenstand
der vorliegenden Erfindung ist somit eine Hohlräume enthaltende Verbundfolie
auf Polyesterbasis, umfassend eine feine Hohlräume enthaltende Polyestergrundschicht
(A) und mindestens eine äußere Oberflächenschicht
(B), die im wesentlichen aus mindestens einem thermoplastischen
Polyester besteht und auf mindestens einer Seite der Polyestergrundschicht
(A) aufgebracht wird, wobei die äußere Oberflächenschicht
(B) 1 bis 30 Gew.-% anorganische Teilchen enthält, die primäre Teilchen
mit einer durchschnittlichen primären Teilchengröße R1 von 0,1 bis 2,0 μm und sekundäre Teilchen als Aggregate der
primären
Teilchen mit einer durchschnittlichen Teilchengröße R2,
die den 1,05- bis
1,60-fachen Wert von R1 aufweist, umfassen.
Die einzelne Teilchengröße der Sekundärteilchen
ergibt eine 99%-ige Wahrscheinlichkeit in der Normalverteilung für das Vorhandensein
von Sekundärteilchen,
deren einzelne Teilchengröße nicht
größer als
der 4-fache Wert von R1 ist. Der durchschnittliche
Wert der kürzesten
Entfernungen zwischen den Schwerpunkten der anorganischen Teilchen
ist nicht größer als
der 5-fache Wert von R1.
1 ist
ein schematischer Querschnitt durch den Hauptbestandteil der erfindungsgemäßen, Hohlräume enthaltenden
Verbundfolie auf Polyesterbasis in Richtung ihrer Dicke.
2 ist
ein Graph (vgl. Anhang A), der die Beziehung zwischen der Höhe der Peaks
und der Anzahl der Peaks in dem Oberflächenstück der äußeren Oberflächenschicht
(B) im Hinblick auf die Hohlräume
enthaltenden Verbundfolien auf Polyesterbasis zeigt, die gemäß den erfindungsgemäßen Beispielen
16 bis 18 erhalten werden. In dieser Figur sind auch die Kurven
enthalten, die folgenden Gleichungen entsprechen: Y
= -1,3 log X + 5,2 und Y = -0,77 log X + 2,31.
1 zeigt
eine erfindungsgemäße, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis. Die Hohlräume enthaltende Verbundfolie
besteht aus einer Polyestergrundschicht (A) und den äußeren Oberflächenschichten
(B), die auf deren beiden Seiten aufgebracht sind. Die äußere Oberflächenschicht
(B) kann auch nur auf eine Seite der Polyestergrundschicht (A) aufgebracht
sein.
Wie
aus 1 hervorgeht, weist die Polyestergrundschicht
(A) ein Foliengrundmaterial 1, das im wesentlichen aus
dem Polyester besteht, dispergierte Feinteilchen 2, die
im wesentlichen aus einem mit dem Polyester unverträglichen
thermoplastischen Harz bestehen und feine Hohlräume 3 auf, die sich
um die Feinteilchen 2 bilden.
Die
Polyestergrundschicht (A) kann hergestellt werden, indem man ein
Polymergemisch aus mindestens einem Polyester und mindestens einem
mit dem Polyester unverträglichen
thermoplastischen Harz in mindestens eine Richtung ausrichtet. Die äußere Oberflächenschicht
(B) besteht im wesentlichen aus mindestens einem thermoplastischen
Polyester.
Der
in der vorliegenden Erfindung erfindungsgemäß verwendete Polyester ist
ein Polyester, der durch Polykondensation einer aromatischen Dicarbonsäure, wie
Terephthalsäure,
Isophthalsäure
oder Naphthalindicarbonsäure,
oder deren Estern, mit einem Glykol, wie Ethylenglykol, Diethylenglykol,
1,4-Butandiol oder Neopentylglykol, erhalten wird. Der Polyester
kann hergestellt werden durch direkte Umsetzung einer aromatischen
Dicarbonsäure
mit einem Glykol, oder durch eine Esteraustauschreaktion eines Alkylesters
einer aromatischen Dicarbonsäure
mit Glykol und anschließender
Polykondensation oder durch Polykondensation eines Diglykolesters
einer aromatischen Dicarbonsäure.
Charakteristische Beispiele des Polyesters sind Polyethylenterephthalat,
Polybutylenterephthalat und Polyethylen-2,6-naphthalat.
Das
Polyesterrohmaterial kann ein Homopolymer, ein eine andere Komponente
enthaltendes Copolymer, d.h. ein Copolyester, oder ein Gemisch aus
einem Homopolymer und einem Copolyester sein. Wenn die Polyesterfolie
eine hohe Festigkeit und Zugfestigkeit aufweisen soll, wird als
Grundmaterial vorzugsweise ein Polyester verwendet, der Ethylenterephthalateinheiten,
Butylenterephthalateinheiten oder Ethylen-2,6-naphthalateinheiten in einer Menge von
70 Mol-% oder größer, vorzugsweise
80 Mol-% oder größer und
besonders bevorzugt 90 Mol-% oder größer enthält. Wenn die Polyesterfolie
eine hohe Geschmeidigkeit oder leichtes Haftvermögen aufweisen soll, wird vorzugsweise
ein Copolyester allein oder zusammen mit einem Homopolymer verwendet.
Auf jeden Fall wird die Art des Polyesterrohmaterials, die nicht
besonders eingeschränkt ist, abhängig von
der Art der Verwendung der resultierenden Verbundfolie ausgewählt.
Das
in der vorliegenden Erfindung verwendete thermoplastische Harz ist
unverträglich
mit dem Polyester und besteht aus einem thermoplastischen Harz auf
der Basis von Polystyrol, Polyolefin; Polyacrylsäure; Polycarbonat, Polysulfon,
Cellulose Polysiloxan und Silicon, Besonders bevorzugt sind Harze
auf Polystyrolbasis und Harze auf Polyolefinbasis, wie Polymethylpenten
und Polypropylen.
Das
Polymergemisch aus dem Polyester und dem mit dem Polyester unverträglichen,
thermoplastischen Harz kann durch ein Verfahren hergestellt werden,
in dem man die Schnitzel dieser Harze mischt, das Harzgemisch in
einem Extruder schmelzknetet, anschließend extrudiert und erstarren
läßt, ein
Verfahren, in dem man Harze in einem Kneter knetet, das geknetete
Gemisch mittels einem Extruder schmelzextrudiert und anschließend erstarren
läßt, oder
einem Verfahren, in dem man mit dem Polyester unverträgliches
thermoplastisches Harz auf der Polymerisationsstufe des Polyesters
zu dem Polyester hinzufügt
und unter Rühren
in diesem dispergiert, wobei Schnitzel gebildet werden, die man
anschließend
schmelzextrudiert und erstarren läßt. Die nach dem Erstarren
erhaltene Polymerfolie (d.h. die nicht gereckte Folie) weist gewöhnlich keine
oder eine geringe Ausrichtung auf. Das mit dem Polyester unverträgliche thermoplastische
Harz liegt in verschiedenen Formen, wie kugelförmigen, ellipsoiden und fadenförmigen Formen,
dispergiert in dem Polyestergrundmaterial der Folie vor.
Um
eine Hohlraum enthaltende Verbundfolie auf Polyesterbasis zu erhalten,
in der die Polyestergrundschicht (A) wenige Hohlräume in ihrem
Oberflächenstück und im
wesentlichen keine Hohlräume
an der Schnittstelle zwischen der Polyester grundschicht (A) und
der äußeren Oberflächenschicht
(B) enthält,
müssen
die Dispersionsbedingungen so gewählt werden, daß die unverträglichen
Harzteilchen eine gewisse Verteilung in Richtung der Dicke der Folie
aufweisen; vorzugsweise derart, daß ihre Teilchengröße im Oberflächenbereich kleiner
ist als im Kern der Polyestergrundschicht (A). Weiterhin ist es
bevorzugt, daß die
unverträglichen
Harzteile in Maschinenrichtung eine gestreckte Form (d.h. ebene
Form) an der Schnittstelle der Schichten (A) und (B) aufweisen.
In diesem Fall sollte die Dehnung der unverträglichen Harzteilchen nur in
direkter Umgebung zur Grenzfläche
zwischen den Schichten (A) und (B) stattfinden. Weisen die unverträglichen
Harzteilchen an der Grenzfläche
zwischen den Schichten (A) und (B) keine gedehnte Form auf, so bilden
sich auch dann, wenn die unverträglichen
Harzteilchen eine kleine Teilchengröße aufweisen, kleine Hohlräume an der
Grenzfläche, und
diese kleinen Hohlräume
sind verantwortlich für
das Abschälen
der Oberfläche.
Um
eine nicht gereckte Folie, die, wie vorstehend beschrieben, die
unverträglichen
Harzteilchen dispergiert enthält,
zu erhalten, müssen
geeignete Bedingungen für
die Schmelzextrusion des Harzes der Polyestergrundschicht (A) ausgewählt werden.
Beispielsweise ermöglicht
die Erhöhung
der Scherbeanspruchung, die auf die Rohrwand der Schmelzleitung,
die vom Extruder bis zum Extrudermundstück reicht, oder auf den Düsenspalt
des Extrudermundstücks
wirkt, im Vergleich zu herkömmlichen
Fällen
eine Dispersion der unverträglichen
Harzteilchen mit einer kleinen Teilchengröße und einer flachen Form nur
in dem Oberflächenstück der Polyestergrundschicht
(A) zu erhalten. Zusätzlich
zu diesen Bedingungen ermöglicht
eine Abnahme des Unterschiedes der Schmelzviskosität zwischen
dem Polyester und dem unverträglichen
Harz in der Umgebung der Grenzfläche
zwischen den Schichten (A) und (B) im Vergleich zum entsprechenden
Unterschied im Kern der Polyestergrundschicht (A) eine weiter vergrößerte Flachheit, d.h.
eine flachere Form der unverträglichen Harzteilchen
in Nachbarschaft der Grenzfläche
zu erhalten.
Im
allgemeinen weisen Harze auf Polyolefinbasis und Harze auf Polystyrolbasis
im Vergleich mit Harzen auf Polyesterbasis eine geringere Abhängigkeit
ihrer Viskosität
von der Temperatur auf. Wird dieses Phänomen ausgenutzt, um die Harztemperatur
in der Umgebung der Grenzfläche
zwischen den Schichten (A) und (B) niedriger als im Kern der Polyestergrundschicht
(A) einzustellen, so kann die Steuerung des Unterschiedes in der
relativen Viskosität,
wie vorstehend beschrieben, erfolgen. Um die Verteilung der Harztemperatur
derart einzustellen, kann beispielsweise die Steuerung durch eine
Temperaturabnahme während
des Durchgangs des Harzes durch die Schmelzleitung, die vom Extruder
bis zum Extrudermundstück
reicht, oder durch das Extrudermundstück erfolgen, wogegen die Steuerung
durch eine Temperaturerhöhung üblicherweise
bei der herkömmlichen
Schmelzextrusion angewendet wird.
In
einem Verfahren, in dem die Verbundfolie durch Coextrusion erhalten
wird, kann die unabhängige Steuerung
der Harztemperaturen in den Schichten (A) und (B) ein wirksames
Mittel sein, um flachgeformte Teilchen des. unverträglichen
Harzes zu erhalten: Im besonderen weist die äußere Oberflächenschicht (B) vorzugsweise
eine niedrigere Temperatur als die Polyestergrundschicht (A) auf.
Besonders bevorzugt ist ein Temperaturunterschied zwischen diesen
Schichten im Bereich von 5 bis 15°C.
Das
vorstehend beschriebene Polymergemisch enthält anorganische Teilchen in
der Schicht (B), um das Deckvermögen
und die Anstricheigenschaften zu verbessern, und optional in der
Schicht (A). Beispiele anorganischer Teilchen sind solche, die aus
Titandioxid, Siliciumdioxid, Calciumcarbonat, Bariumsulfat, Aluminiumoxid,
Kaolin, Zeolith und Talk hergestellt werden.
Die
Menge der anorganischen Teilchen in der Polyestergrundschicht (A)
liegt vorzugsweise im Bereich von 1 bis 20 Gew.-%, wogegen die Menge
der anorganischen Teilchen in der äußeren Oberflächenschicht
(B) vorzugsweise im Bereich von 0,5 bis 30 Gew.-liegt. Sind die anorganischen Teilchen
in beiden Schichten (A) und (B) enthalten, so werden unter der Bedingung,
daß die
durchschnittliche Teilchengröße der anorganischen Teilchen
in der äußeren Oberflächenschicht
(B) größer als
die der anorganischen Teilchen in der Polyestergrundschicht (A)
ist, Hohlräume
enthaltende Verbundfolien auf Polyesterbasis sowohl mit Deckvermögen und Anstricheigenschaften
als auch wenig Glanz und abgestumpften Aussehen erhalten. Werden
anorganische Teilchen mit einer durchschnittlichen Teilchengröße von 0,3 μm oder größer nur
in der äußeren Oberflächenschicht
(B) verwendet, kann der Gehalt an anorganischen Teilchen verringert
werden, wobei eine Verbesserung der Reckfähigkeit auftritt. Dadurch wird
es möglich,
die Reckbedingungen so zu wählen,
daß die
Bildung von Hohlräumen
ohne weiteres erreicht wird.
In
der äußeren Oberflächenschicht
(B) der Hohlräume
enthaltenden, erfindungsgemäßen Verbundfolie
ist vorzugsweise mindestens eine Art von Teilchen mit einer Kugel-
oder Würfelform
oder einer Zwischenform zwischen diesen beiden mit unregelmäßigigen
Einkerbungen auf ihrer Oberfläche
enthalten. Das Hinzufügen
von Teilchen mit einer derartigen Form ergibt eine Verbundfolie
auf Polyesterbasis mit hervorragendem, mattiertem Aussehen der Oberfläche und
hervorragender Oberflächenfestigkeit
gegenüber
Abschälen,
während
die Geschmeidigkeit der Verbundfolie erhalten bleibt. Werden Teilchen
ohne unregelmäßige Einkerbungen
auf ihrer Oberfläche
verwendet, so wird die Oberflächenfestigkeit
der Verbundfolie gegenüber
Abschälen gering,
auch dann, wenn die Teilchen eine Kugel- oder Würfelform oder eine Zwischenform
zwischen diesen beiden. aufweisen. Werden Teilchen verwendet, die
keine Kugel- oder Würfelform
oder eine Zwischenform zwischen diesen beiden aufweisen, so kann
im Gegensatz dazu kein hervorragendes mattiertes Aussehen erhalten
werden. Dies gilt auch dann, wenn die Teilchen unregelmäßige Einkerbungen
auf ihrer Oberfläche
aufweisen. In jedem Fall gilt, wenn Teilchen mit einer Form verwendet
werden, die nicht die vorstehend erwähnten Erfordernisse erfüllt, die
Dicke der äußeren Oberflächenschicht
(B) erhöht
werden muß,
um ein genügend
mattiertes Aussehen und genügende
Oberflächenfestigkeit
gegenüber
Abschälen
zu erhalten, wodurch eine Verschlechterung der Geschmeidigkeit der
Verbundfolie bewirkt wird.
Die
Dicken der Schichten (A) und (B) sind nicht besonders eingeschränkt und
können
jeden Wert annehmen. Um eine geeignete Geschmeidigkeit der Verbundfolie
zu erreichen, weist die äußere Oberflächenschicht
(B), die auf mindestens einer Seite der Polyestergrundschicht (A)
aufgebracht wird, vorzugsweise 1/5 oder weniger der Gesamtdicke
der Verbundfolie auf. Um eine genügende Oberflächenfestigkeit
der Verbundfolie gegenüber
Abschälen
zu erreichen, weist die äußere Oberflächenschicht
(B) vorzugsweise eine Dicke von 0,5 μm oder größer auf. In der erfindungsgemäßen Verbundfolie
ermöglicht
die Wirkung der Teilchen mit einer Kugel- oder Würfelform oder einer Zwischenform
zwischen diesen beiden mit unregelmäßigen Einkerbungen auf ihren
Oberflächen,
die zu der äußeren Oberflächenschicht
(B) hinzugefügt
werden, daß eine
ausreichende Oberflächenfestigkeit
gegen Abschälen
erhalten wird, auch dann, wenn die äußere Oberflächenschicht (B) eine kleinere
Dicke aufweist. Dies bedeutet, die Dicke der äußeren Oberflächenschicht
(B) beträgt vorzugsweise
10 μm oder
weniger und besonders bevorzugt 6 μm oder weniger.
Die
Teilchen mit unregelmäßigen Einkerbungen
auf ihrer Oberfläche
und einer durchschnittlichen Teilchengröße von 0,3 μm oder größer sind in der äußeren Oberflächenschicht
(B) mit einem Gesamtanteil von 1 Gew.-% oder mehr enthalten. Ist
die durchschnittliche Teilchengröße kleiner
als 0,3 μm,
so kann kein genügendes,
mattiertes Aussehen erhalten werden. Die durchschnittliche Teilchengröße hat keine
besondere Obergrenze, beträgt
aber vorzugsweise 6 μm
oder weniger, da größere Teilchengrößen leicht
zu einer Oberflächenrauheit
auf der Verbundfolie führen.
Beträgt
die Gesamtmenge von Teilchen mit der vorstehend beschriebenen Form,
die zu der äußeren Oberflächenschicht
(B) hinzugefügt
werden, 1 Gew.-% oder weniger, bezogen auf das Gewicht der äußeren Oberflächenschicht
(B), so kann kein ausreichendes, mattiertes Aussehen erhalten werden.
Die Menge derartiger Teilchen, die zu der äußeren Oberflächenschicht
(B) hinzugefügt
werden beträgt 1
bis 30 Gew.-%, um die Oberflächenfestigkeit
und die Geschmeidigkeit der Verbundfolie nicht zu verschlechtern.
Die
Teilchen mit der Kugel- oder Würfelform
oder der Zwischenform zwischen diesen beiden mit den unregelmäßigen Einkerbungen
auf ihrer Oberfläche,
die zu der äußeren Oberflächenschicht
(B) hinzugefügt werden,
sind nicht besonders auf eine Zusammensetzung beschränkt. Beispiele
von Materialien, aus denen sich diese Teilchen zusammensetzen, sind
Siliciumdioxid, Kaolinit, Talk, Calciumcarbonat, Zeolith, Aluminiumoxid,
Bariumsulfat, Ruß,
Zinkoxid und Titandioxid. Bevorzugt sind synthetische Zeolithteilchen,
sekundäre
Aggregate von Siliciumdioxidmikrofasern, sekundäre Aggregate von Calciumcarbonatfeinteilchen
und sekundäre Aggregate
von Titandioxidfeinteilchen. Besonders bevorzugt sind synthetische
Zeolithteilchen.
Die
synthetischen Zeolithteilchen können
entweder unbehandelt oder hitzebehandelt eingesetzt werden, es ist
jedoch bevorzugt, synthetische Zeolithteilchen zu verwenden, die
einmal bei einer Temperatur von 200°C oder höher hitzebehandelt wurden.
Besonders bevorzugt sind solche Teilchen, die gesintert wurden.
Als sekundäre
Aggregate von Siliciumdioxidmikrofäden, werden vorzugsweise solche
verwendet, die durch Aggregation von Siliciumdioxidmikrofäden mit
einer primären
Teilchengröße von 10
bis 50 nm in eine Kugelform und anschließendes Sintern der kugelförmigen Aggregate
unter geeigneten Bedingungen erhalten werden. Im Fall von Calciumcarbonat-
oder Titandioxidfeinteilchen ist es ebenfalls bevorzugt, sekundäre Aggregate
zu verwenden, die durch Sintern der Aggregate dieser Materialien
unter geeigneten Bedingungen erhalten werden.
Diese
Teilchen können
verwendet werden, nachdem mindestens ein zusätzlicher Bestandteil, wie ein Färbemittel,
Mittel zur Verhinderung der Zersetzung durch Licht, Fluoreszenzmittel,
Antistatikmittel und irgendein Zusatzbestandteil mit guter oder
schlechter Affinität
zu dem Matrixharz, auf diesen adsorbiert wurde. Nötigenfalls
können
zusätzliche
Teilchen, die verschieden von den Teilchen mit der vorstehend beschriebenen Form
sind, zur äußeren Oberflächenschicht
(B) hinzugefügt
werden, um das Deckvermögen
und die Anstricheigenschaften zu verbessern.
In
bezug auf die Oberfläche
der äußeren Oberflächenschicht
(B), ist es bevorzugt, daß die
Beziehung zwischen der Höhe
Y (in μm)
der Meß-Peaks,
z.B. in 2, bezogen auf die Höhe der Peaks,
die die Höhe der
maximalen Anzahl der Peaks im Oberflächenstück der äußeren Oberflächenschicht
(B) angeben (Nullpunkt), und der Anzahl X (in mm-2)
der Peaks in diesem Stück
die folgende Ungleichung erfüllen
(vgl. Anhang A): -1,3
log X + 5,2 ≥ Y ≥ -0,77 log
X + 2,31 (1)in
der X ≥ 50
und Y ≥ 0
ist.
Diese
Beziehung ermöglicht
es, eine Verbundfolie auf Polyesterbasis mit hervorragendem mattiertem Aussehen
der Oberfläche
und hervorragender Oberflächenfestigkeit
gegenüber
Abschälen
zu erhalten, während
gleichzeitig die Geschmeidigkeit der Verbundfolie erhalten bleibt.
Ist die Höhe
Y der Peaks größer als
-1,3 log X + 5, 2, so wird die Oberflächenfestigkeit gegenüber Abschälen schlecht.
Beträgt
die Höhe
Y der Peaks weniger als -0,77 log X + 2,31, wird kein hervorragendes
mattiertes Aussehen erhalten oder Oberflächenrauheit tritt auf. Liegt
die Höhe
Y der Peaks außerhalb
des in Ungleichung (1) gegebenen Bereiches, so muß die Dicke
der äußeren Oberflächenschicht
(B) erhöht
werden, um ein genügendes,
mattiertes Aussehen und ausreichende Oberflächenfestigkeit gegenüber Abschälen zu erreichen,
wodurch eine Verschlechterung der Geschmeidigkeit der Verbundfolie
bewirkt wird.
Die
vorliegende Erfindung stellt eine Hohlräume enthaltende Verbundfolie
auf Polyesterbasis bereit, umfassend eine feine Hohlräume enthaltende
Polyestergrundschicht (A) und mindestens eine Oberflächenschicht
(B), die im wesentlichen aus einem thermoplastischen Harz besteht
und auf mindestens einer Seite der Polyestergrundschicht (A) aufgebracht
wird, wobei die äußere Oberflächenschicht
(B) 1 bis 30 Gew.-% an anorganischen Teilchen enthält, die
primäre
Teilchen mit einer durchschnittlichen primären Teilchengröße R1 von 0,1 bis 2,0 μm und sekundäre Teilchen mit einer durchschnittlichen
sekundären
Teilchengröße R2, die
den 1,05 bis 1,60-fachen Wert von R1 aufweist,
umfassen. Die besondere Teilchengröße der sekundären Teilchen
ergibt eine 99%ige Wahrscheinlichkeit (nachfolgend als 99 % R2 bezeichnet) in der Normalverteilung für das Vorhandensein
von sekundären
Teilchen, deren einzelne Teilchengröße nicht größer als der 4-fache Wert von
R1 ist. Der durchschnittliche Wert der kürzesten
Entfernungen zwischen den Schwerpunkten der anorganischen Teilchen
(nachfolgend als Rn bezeichnet) ist nicht
größer als
der 5-fache Wert von R1.
Ist
der Wert von R1 kleiner als 0,1 μm, können kein
ausreichendes Deckvermögen
und Weiße
erhalten werden. Ist der Wert von R1 größer als
2,0 μm,
so nimmt die Oberflächenfestigkeit
der Verbundfolie infolge der Bildung von Hohlräumen der an organischen Teilchen
ab. Genügen
die anderen Bedingungen nicht den vorstehend genannten Erfordernissen,
d.h. weisen die sekundären
Teilchen eine durchschnittliche sekundäre Teilchengröße R2 außerhalb
des vorstehend genannten Bereiches auf, ist der Wert von 99 % R2 größer als
der 4-fache Wert von R1 und ist der Wert
von Rn größer als der 5-fache Wert von
R1, so resultiert eine Ungleichheit sowohl
im Deckvermögen
als auch in der Weiße,
da die Dispersionsbeschaffenheit der anorganischen Teilchen schlecht
ist. Vorzugsweise beträgt
die Ungleichheit im Deckvermögen
(Lichtdurchlässigkeit)
10 % oder weniger des Durchschnittswertes, und die Ungleichheit
in der Weiße
weniger als 5,0 des Durchschnittswertes. Die Verbundfolie, die eine
derartige Ungleichheit sowohl im Deckvermögen als auch in der Weiße aufweist,
hat einen höheren
wirtschaftlichen Wert.
Der
hier verwendete Begriff "durchschnittliche
primäre
Teilchengröße bezieht
sich auf den durchschnittlichen Wert der Äquivalentdurchmesser der Bestimmungskreisflächen für anorganische
Teilchen (d.h. den durchschnittliche Wert der Durchmesser der wahren
Kreisflächen,
die jeweils die gleiche Fläche
wie die Schnittfläche
des entsprechenden anorganischen Teilchen aufweisen).
Der
hier verwendete Begriff "durchschnittliche
sekundäre
Teilchengröße" bezieht sich auf
den durchschnittlichen Wert der Äquivalentdurchmesser
der Bestimmungskreisflächen
für Aggregate
von anorganischen Teilchen, wenn mindestens zwei anorganische Teilchen
ein Aggregat bilden (d.h. als sekundäres Teilchen).
Der
hier verwendete Begriff "primäres Teilchen" bezieht sich auf
ein Teilchen, das aus einem einzelnen Kristall oder Kristallen besteht,
die als Kugeln oder Ellipsoide unter einem Elektronenmikroskop wahrgenommen
werden.
Der
hier verwendete Begriff "sekundäres Teilchen" bezieht sich auf
ein Pseudoteilchen, das anscheinend als ein Aggregat der entsprechenden
Kugeln oder Ellipsoiden unter dem Elektronenmikroskop wahrgenommen
wird.
Der
hier verwendete Begriff "kürzeste Entfernung
zwischen den Schwerpunkten" bezieht
sich auf die Entfernung zwischen den Schwerpunkten eines Teilchens
und dem nächsten
benachbarten Teilchen.
Die
erfindungsgemäße, Hohlräume enthaltende
Folie auf Polyesterbasis weist vorzugsweise eine Oberflächenrauheit
von 1,0 μm
oder weniger, besonders bevorzugt 0,3 μm oder weniger auf. Ist die
Oberflächenrauheit
größer als
1,0 μm,
so treten leicht Fehler beim Drucken auf, wenn die Verbundfolie
zum Drucken mit einem Drucker oder ähnlichem verwendet wird.
Die
als Deckmittel oder weißes
Pigment für
die erfindungsgemäße, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis verwendeten Titandioxidteilchen
liegen vorzugsweise in der Rutil-Kristallform vor. Besonders bevorzugt
sind Titandioxidteilchen mit Rutilstruktur, deren Oberfläche mit
Aluminiumoxid, Siliciumdioxid, Zink, Harzen auf Silikonbasis, Harzen
auf Polysiloxanbasis, Harzen auf Fluorkohlenstoffbasis, Silankupplungsmittel
oder Titanatkupplungsmitteln, Polyolharzen oder Polyvinylpyridinharzen
behandelt wurden. Am meisten bevorzugt sind Titandioxidteilchen
mit Rutilstruktur, deren Oberfläche
mit Aluminiumoxid behandelt wurde.
Das
Hinzufügen
von Titandioxidteilchen dient dazu, genügendes Deckvermögen und
Weiße
sicherzustellen. Besonders bevorzugt ist das Hinzufügen der
Titandioxidteilchen mit Rutilstruktur, da Titandioxidteilchen mit
Rutilstruktur hervorragendes Deckvermögen und geringe Aktivität aufweisen,
wodurch im Vergleich mit Titandioxidteilchen mit Anatasstruktur
eine hohe Stabilität
des Polyesters erhalten und die Bildung von Nebenprodukten unterdrückt wird.
Die
Oberflächenbehandlung
der Titandioxidteilchen mit Rutilstruktur mit Aluminiumoxid dient
dazu, die Oberfläche
der Teilchen zu erhöhen,
die Bildung von unerwünschten
Hohlräumen
an der Grenzfläche
zwischen der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) zu unterdrücken,
die Oberflächenfestigkeit
der Verbundfolie gegen Abschälen
zu verbessern und die Bildung von Nebenprodukten zu unterdrücken, die
die Abnahme der Weiße
beschleunigen. Ausgenutzt wird dabei die Tatsache, daß die Grenzfläche zwischen
dem Polyesterstück
und dem Aluminiumoxidstück
beim Recken kaum getrennt wird, da das Aluminiumoxid eine hohe Haftung
am Polyester aufweist, und daß die
Titandioxidteilchen in einer stabileren Form im Polyester vorhanden
sind, wenn die Oberfläche
des aktiven Titandioxid mit Aluminiumoxid bedeckt ist. Die Verwendung
von Titandioxidteilchen mit Rutilstruktur, vorzugsweise solcher
deren Oberfläche
mit Aluminiumoxid behandelt wurde, als Deckmittel, ermöglicht es,
eine weiße,
Hohlräume
enthaltende Verbundfolie auf Polyesterbasis zu erhalten, die hervorragendes
Deckvermögen,
Oberflächenfestigkeit
gegen Abschälen und
Wetterbeständigkeit
aufweist.
Abhängig von
der Verwendung der Verbundfolie können dem Polymergemisch andere
Zusatzstoffe hinzugefügt
werden, wie ein Färbemittel,
ein Mittel zur Verhinderung der Zersetzung durch Licht, ein Fluoreszenzmittel
und ein Antistatikmittel.
Die
erhaltene Polymerfolie wird anschließend beispielsweise durch eines
der folgenden Verfahren in mindestens eine Richtung ausgerichtet:
(i) Durchgang der Folie zwischen zwei oder mehreren Rollen, die
jeweils unterschiedliche Rotationsgeschwindigkeiten aufweisen, um
die Folie zu recken (d.h. Rollrecktechnik); (ii) Fixieren der Ränder der
Folien mit zwei oder mehreren Feststellvorrichtungen und anschließende Dehnung der
Folie (d.h. Spannrecktechnik) und (iii) Recken der Folie unter Luftdruck
(d.h. Aufblasrecktechnik). Zu diesem Zeitpunkt sind die Feinteilchen
des thermoplastischen Harzes, die mit dem Polyester unverträglich sind, und
dispergiert in dem Polyestergrundmaterial der Folie vorliegen, deformiert,
und eine Trennung findet an der Grenzfläche zwischen den Feinteilchen
des thermoplastischen Harzes und des Polyestergrundmaterials statt, wobei
sich Hohlräume
um die feinen Teilchen bilden.
Die
Menge des unverträglichen
Harzes, das mit dem Polyester gemischt wird, kann abhängig von
der gewünschten
Anzahl der Hohlräume
variieren, liegt aber vorzugsweise im Bereich von 3 bis 40 Gew.-%,
besonders bevorzugt im Bereich von 8 bis 35 Gew.-%, bezogen auf
das Gesamtgewicht des Polymergemisches. Mengen kleiner 3 Gew.-%
sind kritisch in bezug auf eine ausreichende Anzahl der Hohlräume, wodurch
es unmöglich
ist, die gewünschte
Geschmeidigkeit, Leichtigkeit und Anstricheigenschaften zu erhalten.
Andererseits sind Mengen größer als
40 Gew.-% nicht erwünscht,
da die thermische Beständigkeit
und Festigkeit, im besonderen die Widerstandsfähigkeit, die den Polyesterfolien
innewohnt, merklich eingebüßt wird.
Zusätzlich kann
eine Deckschicht auf die Oberfläche
der Hohlräume
enthaltenden Verbundfolie auf Polyesterbasis aufgebracht werden,
die die Benetzungseigenschaften und Haftungseigenschaften gegenüber Tinte
und Beschichtungsmitteln verbessert. Die Deckschicht setzt sich
vorzugsweise im wesentlichen aus einem Harz auf Polyesterbasis zusammen,
obwohl übliche
Harze, wie Harze auf Polyurethanbasis, Harze auf Polyesterurethanbasis
und Harze auf Acrylsäurebasis
zur Verbesserung der Haftungseigenschaften von Polyesterfolien ebenso
verwendet werden können.
Zum
Auftragen der Deckschicht können
herkömmliche
Verfahren verwendet werden, wie ein Gravurstreichverfahren, Schleifauftragverfahren,
Tauchbeschichtungsverfahren, Sprühbeschichtungsverfahren, Streichbeschichtungsverfahren,
Luft bürstenstreichverfahren,
Rackelstreichverfahren und reverses Walzenstreichverfahren.
Die
Deckschicht wird (i) auf die Oberfläche der Polymerfolie vor dem
Ausrichtungsschritt, (ii) auf die Oberfläche der Hohlräume enthaltenden
Verbundfolie, die vor Ausrichtung im rechten Winkel in eine andere Richtung
ausgerichtet wurde, oder (iii) auf die Oberfläche der Hohlräume enthaltenden
Verbundfolie nach Abschluß der
Ausrichtung aufgetragen.
In
der vorliegenden Erfindung werden die Polyestergrundschicht (A)
und die äußere Oberflächenschicht
(B) zu einer Verbundfolie laminiert. Das Verfahren zum Laminieren
ist nicht besonders eingeschränkt, und
es können übliche Verfahren
angewendet werden, wie ein Verfahren, in dem die zwei getrennten
Folien, entsprechend der Polyestergrundschicht (A) bzw. der äußeren Oberflächenschicht
(B), die biaxial ausgerichtet wurden, aneinander geheftet werden,
und ein. Verfahren, in dem ein nicht-gereckter Folienbestandteil,
entsprechend der äußeren Oberflächenschicht
(B), an die Oberfläche
der Folie entsprechend der Polyestergrundschicht (A), geheftet wird,
die in einer Richtung ausgerichtet wurde, und anschließend im
rechten Winkel in die andere Richtung ausgerichtet wird. Erfindungsgemäß erfolgt
das Laminieren mittels eines Coextrusionsverfahrens, in dem die
entsprechenden Materialien der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) unabhängig
voneinander aus verschiedenen Extrudern extrudiert werden und diese
Extrudate anschließend
einem einzelnen Spritzmundstück
zugeführt
werden, wobei sich eine nicht gereckte Folie bildet, die anschließend in
mindestens eine Richtung ausgerichtet wird.
Die
Bedingungen der Ausrichtung einer nicht gereckten Folie sind wichtig
bezüglich
der Herstellung einer Hohlräume
enthaltenden Verbundfolie auf Polyesterbasis mit hervorragender
Widerstandsfähigkeit.
Beispielsweise werden, wenn ein bi axiales Dehnverfahren angewendet
wird, das üblicherweise
in der Technik verwendet wird, folgende Bedingungen vorgeschlagen.
Wird eine Endlosfolie des Polymergemisches durch eine Rollenrecktechnik
in Längsrichtung
gereckt (d.h. Maschinenrichtung (MD)), und anschließend durch
eine Spannrecktechnik in Querrichtung (d.h. transverse Richtung
(TD)), so sind die Temperatur und das Reckverhältnis in dem Rollenreckverfahren
(oder MD-Reckverfahren) vorzugsweise die Glasübergangstemperatur des Polyesters
+ 30°C oder
weniger bzw. 2,0 bis 5,0 zur Herstellung von zahlreichen Hohlräumen. Die
Temperatur und das Reckverhältnis
in dem Spannreckverfahren (oder TD-Reckverfahren) betragen vorzugsweise
zur stabilen Produktion einer Verbundfolie ohne Bruch 100 bis 150°C bzw. 2,8
bis 5.
Weiterhin
ist es wünschenswert,
daß die
gereckte Hohlräume
enthaltende Folie bei einer Temperatur von 200°C oder höher, vorzugsweise 220°C oder höher und
besonders bevorzugt 230°C
oder höher
hitzebehandelt wird. Zu diesem Zeitpunkt sollte die Hitzebehandlung
mit einem Entspannungsverhältnis
von 3 bis 8 % ausgeführt
werden. Wird die Hitzebehandlung bei einer Temperatur niedriger
als 200°C
oder mit einem Entspannungsverhältnis
von weniger als 3 % durchgeführt,
so ist es unmöglich,
eine Hohlräume
enthaltende Verbundfolie mit einem thermischen Schrumpfungsfaktor
bei 150°C
von weniger als 2 %, vorzugsweise weniger als 1,7 %, besonders bevorzugt
weniger als 1,5 % zu erhalten.
Bezüglich der
sich ergebenden Hohlräume
enthaltenden Verbundfolie auf Polyesterbasis beträgt der Hohlraumanteil
des Oberflächenstücks der
Oberfläche
der Polyestergrundschicht (A) mit 3 μm Dicke 8 Vol.-% oder weniger
und der durchschnittliche Hohlraumanteil der Verbundfolie ist 10
bis 50 Vol.-%, vorzugsweise 10 bis 40 Vol.-% und besonders bevorzugt
10 bis 35 Vol.-%.
Ist
der Hohlraumanteil des Oberflächenstücks mit
3 μm Dicke
an der Oberfläche
der Polyestergrundschicht (A) kleiner als 8 Vol.-%, so ist es unmöglich, eine
Hohlräume
enthaltende Verbundfolie mit genügender Oberflächenfestigkeit
zu erhalten. Ist das Oberflächenstück mit 8
Vol.-% oder weniger Hohlraumanteil dünner als 3 μm, so weist die resultierende
Verbundfolie keine genügende
Oberflächenfestigkeit
auf, μm
dem Abschälen
zu widerstehen. Daher ergeben sich die folgenden Erfordernisse:
Das Oberflächenstück der Polyestergrundschicht
(A), das eine kleinere Anzahl von Hohlräumen im Vergleich mit seinem
Kern aufweist, besitzt eine Dicke von 3 μm oder mehr, der Hohlraumanteil
des Oberflächenstücks der
Oberfläche
der Polyestergrundschicht (A) mit einer Dicke von 3 μm an der
Oberfläche
der Polyestergrundschicht (A) beträgt 8 Vol.-% oder weniger, und
der durchschnittliche Hohlraumanteil der Verbundfolie ist 10 bis
50 Vol.-%. Beträgt
der durchschnittliche Hohlraumanteil weniger als 10 Vol.-%, so weist
die resultierende Hohlräume
enthaltende Verbundfolie auf Polyesterbasis sowohl ungenügende Geschmeidigkeit
als auch ungenügende
Anstrich- und Dämpfungseigenschaften
auf. Andererseits ist es schwierig, eine Hohlräume enthaltende Verbundfolie
auf Polyesterbasis mit einem durchschnittlichen Hohlraumanteil von
mehr als 50 Volumen-% herzustellen, da die Verbundfolie oft während des
Reckverfahrens bricht. Die resultierende Verbundfolie, sofern sie
erhalten wird, ist nicht bevorzugt, da sie ungenügend bezüglich der Oberflächenfestigkeit
und Zugfestigkeit ist.
Die
erfindungsgemäße, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besitzt eine hervorragende Zähigkeit
und weist vorzugsweise einen anfänglichen
Spannungswert von 300 kg/mm2 oder mehr auf. Ist
der anfängliche
Spannungswert kleiner als 300 kg/mm2, besitzt
die resultierende Verbundfolie eine geringe Zähigkeit.
Die
erfindungsgemäße, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis ist gegenüber herkömmlichen Hohlräume enthaltenden
Verbundfolien auf Polyesterbasis, die unter Verwen dung von Polystyrol oder
Polypropylen als Hohlraumgenerator hergestellt werden, wobei keine
Schichttrennung an der Grenzfläche
zwischen der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) stattfindet, besonders bezüglich
der Oberflächenfestigkeit überlegen.
Die erfindungsgemäße Hohlräume enthaltende
Verbundfolie auf Polyesterbasis kann als Grundmaterial für Etiketten,
Aufkleber, Plakate, Karten, Schreibpapier, Packpapier, Druckpapier
für Videobilddrucker,
Strichcodeetiketten, Druckpapier für Strichcodedrucker, Papier
zur thermischen Aufzeichnung, Papier zur Aufzeichnung durch Sublimationsübertragung,
Papier zur Aufzeichnung durch Tintenstrahlübertragung, Offsetdruckpapier,
Formdruckpapier, Landkarten, staubfreies Papier, Anzeigetafeln, weißgefärbte Schautafeln
zum Schreiben oder Zeichnen, weißgefärbte Schautafeln zum Schreiben
oder Zeichnen, die mit einem elektronischen Kopiersystem ausgestattet
sind, photographisches Druckpapier, Dekorpapier, Tapeten, konstruktionstechnisches
Material, Banknoten, Abziehpapier für Abziehbilder, buntes Papier
für Spiele,
Kalender, Magnetkarten, Pauspapiere, Zettel, Lieferscheine, selbstklebendes
Papier, Kopierpapier, Papier für
klinische Tests, Reflektoren für
Parabolantennen und Display-Reflektoren verwendet werden.
In
der vorliegenden Erfindung wird ein Polyester als Foliengrundmaterial
verwendet, da die resultierende Hohlräume enthaltende Folie auf Polyesterbasis
genügende
thermische Beständigkeit
und mechanische Festigkeit aufweist. Anschließend wird der Polyester mit
einem thermoplastischen Harz gemischt, das mit dem Polyester unverträglich ist,
um ein Polymergemisch herzustellen. Durch dieses Verfahren werden
die feinen Teilchen des thermoplastischen Harzes im Polyestergrundmaterial
der Folie dispergiert. Die dispergierten feinen Teilchen verursachen
die Trennung vom Polyestergrundmaterial der Folie, während des
Ausrichtungs- oder Reckverfahrens, wobei sich Hohlräume um die
feinen Teilchen bilden.
Die
nicht gereckte Folie des Polymergemisches wird in mindestens eine
Richtung ausgerichtet, wobei sich zahlreiche feine Hohlräume in der
resultierenden Verbundfolie bilden. Die auf diese Weise gebildeten
feinen Hohlräume
verleihen der Folie sowohl niedrige Rohdichte und gute Verarbeitbarkeit
als auch niedrigere Kosten pro Flächeneinheit. Die resultierende,
Hohlräume
enthaltende Folie weist eine vergrößerte Geschmeidigkeit auf,
wodurch ein Drucken oder Übertragen
möglich
wird. Außerdem
weist die Hohlräume
enthaltende Verbundfolie ausreichende Weiße und ein hohes Deckvermögen gegen
Licht auf. Weiterhin werden zahlreiche, von thermoplastischem Harz
abgeleitete Peaks auf der Oberfläche
der äußeren Oberflächenschicht
(B) gebildet, wodurch das Schreiben mit einem Bleistift oder Kugelschreiber
ermöglicht
wird.
Der
Hohlraumanteil des Oberflächenstücks der
Oberfläche
der Polyestergrundschicht (A) mit 3 μm Dicke beträgt 8 Vol.-% oder weniger, da
dadurch die Oberflächenfestigkeit
besonders zunimmt. Andererseits beträgt der durchschnittliche Hohlraumanteil
der Verbundfolie 10 bis 50 Vol.-%, da dadurch geeignete Anstrich- und
Dämpfungseigenschaften
erhalten werden.
Das
praktische Fehlen von Hohlräumen,
die durch die Hohlraumgeneratoren an der Schnittstelle zwischen
der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) gebildet werden können,
dient dazu, das Abschälen
der Oberfläche
zu verhindern, das durch solche Hohlräume bewirkt werden kann.
Die
derart erhaltene, Hohlräume
enthaltende Verbundfolie auf Polyesterbasis besitzt hervorragende thermische
Beständigkeit
und mechanische Festigkeit, Eigenschaften die erforderlich sind
für Verwendungen, wie
Plakate, Etiketten, Zettel, Lieferscheine, Strichcodeetiketten und
verschiedene Schreibpapiere, beispielsweise selbstklebendes Schreibpapier.
Beispiele
Die
vorliegende Erfindung wird nun durch die folgenden Beispiele und
Vergleichsbeispiele näher
erläutert.
Messungen und Bewertungen sind nachstehend beschrieben:
(1) Grenzviskosität des Polyesters
Ein
Polyester wird in einem Lösungsmittelgemisch
aus Phenol (6 Gew.-Teile) und Tetrachlorethan (4 Gew.-Teile) gelöst. Die
Grenzviskosität
der Polyesterlösung
wird bei 30°C
gemessen.
(2) Schmelzindex des Harzes
auf Polystyrolbasis
Der
Schmelzindex des Harzes auf Polystyrolbasis wird bei 200°C unter einem
Gewicht von 5 kg nach dem Verfahren gemäß JIS K-7210 gemessen.
(3) Rohdichte der Folie
Die
Folie wird in eine quadratische 5, 00 cm × 5, 00 cm Probe geschnitten.
Die Dicke der Probe wird an 50 verschiedenen Punkten gemessen, wobei
eine durchschnittliche Dicke der Probe (μm) erhalten wird. Anschließend wird
das Gewicht W der Probe (g) mit einer Genauigkeit von 0,1 mg gemessen.
Die Rohdichte der Folie wird nach der folgenden Gleichung bestimmt: Rohdichte = W/(5 × 5 × t × 10000)
(4) Durchschnittlicher
Hohlraumanteil der Folie
Der
durchschnittliche Hohlraumanteil der Verbundfolie wird nach der
folgenden Formel bestimmt: Durchschnittlicher
Hohlraumanteil (Vol.-%) = 100 × (1 – spezifisches
Volumen/reziproke Rohdichte) in der
spezifisches Volumen
= x1/d1 + x2/d2 + x3/d3 + ... + xi/di + ..., und
reziproke Rohdichte = 1/Rohdichte
der Folie,
wobei xi die Gewichtsfraktion
der Komponente i und di das spezifische
Gewicht, der Komponente i ist.
Das
in den Beispielen für
die Berechnung verwendete spezifische Gewicht beträgt für Polyethylenterephthalat
1,40, für
Universalpolystyrolharz 1,05, für
Titandioxid mit Anatasstruktur 3,90, für Titandioxid mit Rutilstruktur
4,20, für
Calciumcarbonat 2,70 und für
Zeolith 2,20.
(5) Hohlraumanteil des
Oberflächenstücks der
Polyestergrundschicht
Die
Verbundfolie wird in ein Epoxidharz eingebettet, das anschließend gehärtet wird.
Die eingebettete Folie wird mit einem Microtom geschnitten, wobei
eine geschnittene Oberfläche
entsteht, die parallel zu der Längsrichtung
der Folie und senkrecht zu der Folienoberfläche angeordnet ist. Zu diesem
Zeitpunkt ist die Richtung des Schnittes mit dem Mikrotom parallel
zur Längsrichtung
der Folie. Nach den Metallisieren wird die geschnittene Oberfläche unter
einem Elektronenmikroskop mit 2000-facher Vergrößerung betrachtet. Eine Fotographie
der Schnittstelle der Folie in Nähe
ihrer Oberfläche
wird mittels Elektronenmikroskop aufgenommen (Modell S-510, Hitachi).
Anschließend
werden alle Bilder der in dem Oberflächenstück der Oberfläche der
Polyestergrundschicht (A) mit 3 μm
Dicke vorhandenen Hohlräume
auf einen Pausfilm durchgezeichnet und ausgemalt. Die resultierende
Figur wird mit einem Bildanalysegerät (Luzex II D, Nireco) analysiert,
um den Hohlraumanteil zu berechnen (Vol.-%).
(6) Hohlraumanteil des
Grundstücks
der Polyestergrundschicht
Der
Hohlraumanteil des Grundstücks
mit ungefähr
20 μm Dicke
im Zentrum der Polyestergrundschicht wird nach dem unter 5 beschriebenen
Verfahren gemessen.
(7) Definition der Grenzfläche zwischen
der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) und Dicke der äußeren Oberflächenschicht
(B)
Die
Probenentnahme wird, wie unter (5) beschrieben, vorgenommen. Die
geschnittene Oberfläche wird
von der Oberfläche
der äußeren Oberflächenschicht
(B) in Richtung der Polyestergrundschicht (A) betrachtet, und die
Stelle, an der zuerst ein dispergiertes Teilchen des unverträglichen
Harzes gefunden wird, wird als Schnittstelle zwischen der Polyestergrundschicht
(A) und der äußeren Oberflächenschicht
(B) bezeichnet. Die Dicke der äußeren Oberflächenschicht
(B) wird als die Entfernung von ihrer Oberfläche bis zu der Schnittstelle
definiert.
(8) Größe der Hohlräume an der
Grenzfläche
zwischen der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) sowie das Vorhandensein von Hohlräumen
An
der Grenze der unverträglichen
Harzteilchen und dem Polyestergrundmaterial der Folie, d.h. an der gemäß (7) definierten
Grenzfläche,
wird der längere
Durchmesser der Hohlräume,
der auf der den unverträglichen
Harzteilchen gegenüberliegenden
Seite in Richtung der Bewegung des Microtommessers beobachtet wird,
in Einheiten von 1 μm
gemessen. Die Messung des verlängerten
Durchmessers der Hohlräume
mit einer Genauigkeit von weniger als 1 μm hat keine Bedeutung in Anbetracht
der Deformation der Folie zum Zeitpunkt des Schneidens. Auch wenn
zahlreiche Hohlräume
nicht nach diesen Verfahren detektiert werden können, so sind diese Hohlräume zu fein,
um einen Einfluß auf
die Oberflächenfestigkeit
der Verbundfolie gegenüber
Abschälen
auszuüben.
Werden daher nach diesem Verfahren keine Hohlräume beobachtet, so bedeutet
dies, daß im
wesentlichen keine Hohlräume
vorliegen.
(9) Anfängliche
Scherkraft
Die
anfängliche
Scherkraft wird nach dem Verfahren gemäß ASTM D-882-81 (Verfahren
A) gemessen.
(10) Thermischer Schrumpfungsfaktor
Die
Folie wird in eine Probe mit 10 mm Breite und 250 mm Länge geschnitten.
Einige Markierungen werden im Abstand von 200 mm auf die Probe aufgebracht.
Die Probe wird anschließend
unter einer konstanten Spannung von 5 g fixiert und die Entfernung
A zwischen den Markierungen gemessen. Danach wird die Probe in einer
Atmosphäre
von 150°C
30 Minuten spannungsfrei in einen Ofen gestellt und die Entfernung
B zwischen den Markierungen gemessen. Der thermische Schrumpfungsfaktor
wird nach der folgenden Formel berechnet: Thermischer
Schrumpfungsfaktor (%) = (A – B)/A × 100
(11) Lichtdurchlässigkeit
Die
Lichtdurchlässigkeit
der Folie wird mittels dem Poic's
Integral H.T.R.-Photometer vom Kugeltyp (Nohon Seimitsu Kogaku)
nach dem Verfahren gemäß JIS-K6714
gemessen. Kleinere Lichtdurchlässigkeitswerte
zeigen ein höheres
Deckvermögen
an.
(12) Oberflächenfestigkeit
der Folie gegenüber
Abschälen.
Die
Oberflächenfestigkeit
der Folie wird mittels einem Abschältest mit zwei Arten von klebenden
Cellophanbändern
gemessen (18 bzw. 9 mm Breite, Nichiban). Mit dem klebenden Cellophanband
geringerer Breite, wird eine höhere
Kraft pro Flächeneinheit
ausgeübt,
so daß leicht
Abschälen
auftritt. Das klebende Cellophanband wird an der Folie festklebenlassen,
und dann in einer Richtung und einem Winkel von ungefähr 150° abgelöst, während die
Folie flach gehalten wird. Gemäß der Fläche des
abgeschälten
Oberflächenstücks der
Hohlräume
enthaltenden Verbundfolie wird die Oberflächenfestigkeit der Folie wie
folgt eingeteilt:
Klasse 5 – Alle Teile des Oberflächenstücks haben
sich abgelöst,
Klasse
4 – Viele
Teile des Oberflächenstücks haben
sich abgelöst,
Klasse
3 – Ungefähr die Hälfte des
Oberflächenstücks hat
sich abgelöst,
Klasse
2 – Der
größte Teil
des Oberflächenstücks hat
sich nicht abgelöst,
und
Klasse 1 – Kein
Teil des Oberflächenstücks hat
sich abgelöst.
(13) Durchschreibeeigenschaften
Zehn
Folien werden schichtweise angeordnet, und ein bestimmter Buchstabe
mit Kraft unter Verwendung eines Kugelschreibers auf die oberste
Folie geschrieben. Wird ein Abdruck des Buchstabens auf der untersten
Folie gefunden, so wird die Durchschreibeeigenschaft der Folie als "gut" bewertet. Wird kein
Abdruck gefunden, so wird die Durchschreibeeigenschaft als "schlecht" bewertet.
(14) Weiße
Die
Weiße
wird mittels einem Farbdifferenzmeßgerät (Modell N1001, Nihon Denshoku
Kogyo) nach dem Verfahren B (Zweiwellenlängenverfahren) gemäß JIS-L1015-1981
gemessen.
(15) Oberflächenrauheit
Die
durchschnittliche Rauheit der Mittellinie wird mittels einem Oberflächenrauheitsmeßgerät (Surfcom
Modell 300A, Tokyo Seimitsu) mit einem Tasterradius an der Spitze
von 2 μm,
einem Kontaktgewicht von 30 mg, einem Meßgewicht von 30 mg und einem
Abschaltweg von 0,8 mm nach dem Verfahren gemäß JIS-B0601-1982 gemessen.
Die Oberflächenrauheit
der Folie wird anhand der Durchschnittsrauheit bewertet.
(16) Durchschnittliche
Teilchengröße der anorganischen
Teilchen
Die
durchschnittliche Teilchengröße der Teilchen
mit einer Kugel- oder Würfelform
oder einer Zwischenform zwischen diesen beiden, wird berechnet aus
der Teilchengröße von 100
willkürlich
ausgewählten Teilchen,
die dadurch erhalten wird, daß man
den Teilabschnitt der Folie unter Verwendung eines Elektronenrastermikroskops
(Modell S-510, Hitachi) mit 10 000-facher Vergrößerung beobachtet.
Für die Teilchen
mit unterschiedlicher Form wird das Pulver unter Rühren mit
hoher Geschwindigkeit gut in einer Ethylenglykol(EG)-Aufschlämmung dispergiert
und die Teilchengrößenverteilung
in der Aufschlämmung
wird unter 50 % Integration mit einem Meßgerät des Permeationstyps, das
die Teilchengrößenverteilung durch
zentrifugale Sedimentation mißt,
bestimmt (Modell SA-CP3, Shimazu).
(17) Oberflächenglanz
Durch
Glanzmessung in einem Winkel von 60° (nachfolgend als Gl 60 bezeichnet),
unter Verwendung eines Glanzmeßgeräts (Modell
VGS-1001 DP, Nihon Denshoku), wird der Glanz, wie nachfolgend beschrieben,
bewertet.
Gl 60, 100-70 ... Schlecht
69-45 ... annehmbar
44-20
... gut
19-10 ... hervorragend
Die
gemessenen Werte der Lichtdurchlässigkeit,
des Oberflächenglanzes
und der Weiße
entsprechen dem Durchschnitt von 30 willkürlich gemessenen Punkten, zusammen
mit der Streuung dieser Werte, die dem Maximium- oder Minimumwert
entspricht, der einen größeren Unterschied
im Absolutwert vom Durchschnitt aufweist.
(18) Gelbwert
Die
Folie wird mit einem Q-UV-Belichtungsgerät (The Q-Panel Company) 100
Stunden bestrahlt. Der Gelbfaktor wird aus dem Unterschied (Δb) zwischen
dem Farbwert b des weißen
Films vor und nach dem Bestrahlen mit UV-Licht bestimmt. Der Zeitraum
der Bestrahlung und der Feuchtigkeitskondensationszyklus in dem
Q-UV-Gerät
sind beide vier Stunden lang. Der Farbwert b wird mittels einem
Farbdifferenzmeßgerät (Modell
Z-1001, Nihon Denshoku Kogyo) gemäß dem Verfahren b nach JIS-L1015-1981
(Zwei-Wellenlängenverfahren)
gemessen. Weist die Folie einen kleinen Farbwert b auf, so hat die
Folie eine starke Blautönung
und hervorragende Weiße.
Weißt
die Folie einen höheren
Farbwert b auf, so hat die Folie eine starke Gelbtönung und
schlechte Weiße.
Daher bedeutet ein höherer
Unterschied (Δb)
zwischen den Farbwerten b der Folie vor und nach dem Bestrahlen
mit ultraviolettem Licht eine größere Abnahme
in der Weiße
der Folie.
Beispiel 1
Als
Rohmaterial für
die Polyestergrundschicht (A) wird ein Polymergemisch aus 75 Gew.-%
Polyethylenterephthalat mit einer Grenzviskosität von 0,62 und 25 Gew.-% Universal-Polystyrol
mit einem Schmelzindex von 2,0 g/10 Min. verwendet. Als Rohmaterial
für die äußere Oberflächenschicht
(B) wird ein Polymergemisch aus 95 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm verwendet.
Die Gemische werden unabhängig
voneinander bei einer maximalen Temperatur von 295°C in unterschiedlichen
Doppelschneckenextrudern geschmolzen und mit einer durchschnittlichen
Fließgeschwindigkeit
von 8,8 m/Sek. aus einem T-Mundstück mit einem Spalt von 1,0
mm bei 290°C
schmelzextrudiert. Das Extrudat wird elektrostatisch an die Oberfläche einer
Kühlrolle
gehaftet und erstarren lassen, wobei eine nicht-gereckte Folie mit
einer Dicke von 440 μm
erhalten wird, die eingeschoben ist zwischen einem Paar der äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 30 μm aufweisen.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
4,0 in Längsrichtung
(d.h. MD-Richtung) gereckt, und anschließend bei 130°C mittels
einer Spannmaschine und einem Reckverhältnis von 3,5 in Querrichtung
(d.h. TD-Richtung) gereckt, und bei 235°C hitzebehandelt, während die
Folie mit einem Verhältnis
von 4 %entspannt wird. Die resultierende Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in Tabelle I und II aufgeführt. Der Hohlraumanteil des
Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 7 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 37 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm. Die
in dem Beispiel erhaltene, Hohlräume
enthaltende Verbundfolie auf Polyesterbasis weist eine hervorragende Oberflächenfestigkeit
und gute Durchschreibeeigenschaften auf.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der feinen
Polystyrolteilchen im Kern der Polyestergrundschicht (A) 6,5 μm und im
Oberflächenstück 1,2 μm.
Beispiel 2
Als
Rohmaterial für
die Polyestergrundschicht (A) wird ein Polymergemisch aus 80 Gew.-%
Polyethylenterephthalat mit einer Grenzviskosität von 0,62, 15 Gew.-% Universalpolystyrol
mit einem Schmelzindex von 2,0 g/10 Min. und 5 Gew.-% Titandioxid
mit Anatasstruktur verwendet. Als Rohmaterial für die äußere Oberflächenschicht (B) wird ein Polymergemisch
aus 95 Gew.-% Polyethylenterephthalat mit einer Grenzviskosität von 0,62
und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm verwendet.
Diese Gemische werden unabhängig
voneinander bei einer maximalen Temperatur von 295°C in unterschiedlichen
Doppelschneckenextrudern geschmolzen und mit einer durchschnittlichen
Fließgeschwindigkeit
von 8,8 m/Sek. aus einen T-Mundstück mit einem Spalt von 1 mm
bei 290°C
schmelzextrudiert. Das Extrudat wird elektrostatisch an die Oberfläche einer
Kühlrolle
gehaftet und erstarren lassen, wobei eine nicht gereckte Folie,
bestehend aus einer Polyestergrundschicht (A) mit einer Dicke von
440 μm erhalten
wird, die eingeschoben ist zwischen einem Paar der äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 30 μm aufweisen.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
3,5 in Längsrichtung
(d.h. in MD-Richtung) gereckt und anschließend mittels einer Spannmaschine
bei 130°C
unter einem Reckverhältnis
von 3,5 in Querrichtung (d.h. TD-Richtung) gereckt und bei 235°C hitzebehandelt,
während
die Folie mit einem Verhältnis
von 4 % entspannt wird. Die resultierende, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen I und II aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der feinen
Polystyrolteilchen 5,0 μm
im Kern der Polyestergrundschicht (A) und 0,7 μm im Oberflächenstück.
Beispiel 3
Eine
nicht-gereckte Folie mit einer Dicke von 500 μm wird nach dem in Beispiel
2 beschriebenen Verfahren erhalten, ausgenommen, daß das als
Rohmaterial für
die Polyestergrundschicht (A) verwendete Polymergemisch in einem
Doppelschneckenextruder bei einer maximalen Temperatur von 292°C geschmolzen wird.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 2 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar der äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen I und II aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 1 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht-gereckte Folie dieses Beispieles unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durch schnittliche Teilchengröße der Polystyrolfeinpartikel
im Kern der Polyestergrundschicht (A) 5 μm und im Oberflächenstück 0,7 μm.
Beispiel 4
Eine
nicht gereckte Folie mit einer Dicke von 500 μm wird nach dem in Beispiel
2 beschriebenen Verfahren erhalten, ausgenommen, daß die Polymergemische,
die als Rohmaterialien für
die Polyestergrundschicht (A) und die äußere Oberflächenschicht (B) verwendet werden,
unabhängig
voneinander in unterschiedlichen Doppelschneckenextrudern bei einer
maximalen Temperatur von 290°C
geschmolzen werden. Dann wird die nicht gereckte Folie nach dem
im Beispiel 2 beschriebenen Verfahren gereckt und hitzebehandelt.
Die resultierende, Hohlräume
enthaltende Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen I und II aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinpartikel
im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Beispiel 5
Als
Rohmaterial für
die Polyestergrundschicht (A) wird ein Polymergemisch aus 75 Gew.-%
Polyethylenterephthalat mit einer Grenzviskosität von 0,62 und 25 Gew.-% eines
Universalpolystyrol mit einem Schmelzindex von 2,0 g/10 Min. verwendet.
Als Rohmaterial für
die äußere Oberflächenschicht
(B) wird ein Polymergemisch aus 95 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm verwendet.
Diese Gemische werden unabhängig
voneinander in unterschiedlichen Doppelschneckenextrudern geschmolzen
und mit einer durchschnittlichen Fließgeschwindigkeit von 8,8 mm/Sek.
aus einem T-Mundstück
mit einem Spalt von 1,0 mm schmelzextrudiert. Das Extrudat wird
elektrostatisch an die Oberfläche
einer Kühlrolle
gehaftet und erstarren lassen, wobei eine nicht gereckte Folie,
bestehend aus einer Polyestergrundschicht (A) mit einer Dicke von 440 μm erhalten
wird, die eingeschoben ist zwischen einem Paar der äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 30 μm aufweisen.
Bei
der Schmelzextrusion der der Polyestergrundschicht (A) entsprechenden
Folienkomponente beträgt
die Temperatur des Doppelschneckenextruders an dem der Rohmaterialzuführzone nächstliegenden
Teil 250°C
und steigt allmählich
in Richtung der Schmelzzone auf die maximale Temperatur von 295°C an. In
der Schmelzzone wird das Polymergemisch ungefähr 10 Min. lang geknetet und
die Temperatur am Schneckenende beträgt 290°C. Danach wird die Temperatur
der Schmelzleitung allmählich
erniedrigt und die Endtemperatur an dem T-Mundstück beträgt 280°C.
Bei
der Schmelzextrusion der dem Paar der äußeren Oberflächenschichten
(B) entsprechenden Folienbestandteilen beträgt die Temperatur des Doppelschneckenextruders
an dem der Rohmaterialzufuhrzone nächstliegenden Teil 250°C und erhöht sich
allmählich
auf die maximale Temperatur von 285°C. In der Schmelzzone wird das
Polymergemisch etwa 1 Minute geknetet und die Temperatur der Schneckenspitze
beträgt
280°C. Danach
wird das Rohmaterial, während
die Temperatur beibehalten wird, der Schmelzleitung zugeführt und
der der äußeren Oberflächenschicht
(B) entsprechende Folienbestandteil auf jede Seite der der Polyestergrundschicht
(A) entsprechenden Folienkomponente aufgebracht. Die laminierten
Folienbestandteile werden als solche dem T-Mundstück zugeführt.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine und einem Reckverhältnis von
4,0 in Längsrichtung
(d.h. MD-Richtung) gereckt, und anschließend bei 130°C mittels
einer Spannmaschine unter einem Reckverhältnis von 3,5 in Querrichtung
(d.h. TD-Richtung) gereckt und bei 235°C hitzebehandelt, während die
Folie unter einem Verhältnis
von 4 % entspannt wird. Die resultierende, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen I und II aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 7 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie 37 Vol.-%. Die Dicke des eine geringere
Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 6,5 μm und im Oberflächenstück 1,0 μm.
In
den Hohlräume
enthaltenden Verbundfolien auf Polyesterbasis, die in den Beispielen
1 bis 5 erhalten werden, ist das Verhältnis der Länge zur Dicke der Polystyrolteilchen,
die in der Grenzfläche
zwischen der Polyestergrundschicht (A) und der äußeren Oberflächenschicht
(B) vorhanden sind, nicht kleiner als 10.
Selbst
bei 2000-facher Vergrößerung im
Elektronenmikroskop beobachtet man keine Hohlräume, die aufgrund der in der
Grenzfläche
vorliegenden Polystyrolteilchen entstanden sind.
Die
Hohlräume
enthaltenden Verbundfolien weisen daher eine hervorragende Oberflächenfestigkeit, keine
Neigung zur Schichtentrennung und gute Durchschreibeeigenschaften
auf.
Beispiel 6
Eine
nicht gereckte Folie mit einer Dicke von 500 μm wird nach dem in Beispiel
5 beschriebenen Verfahren erhalten, ausgenommen, daß ein Polymergemisch
aus 80 Gew.-% Polyethylenterephthalat mit einer Grenzviskosität von 0,62,
15 Gew.-% Universalpolystyrol
mit einem Schmelzindex von 2,0 g/10 Min. und 5 Gew.-% Titandioxid
mit Anatasstruktur als Rohmaterial für die Polyestergrundschicht
(A) verwendet wird.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
3,5 in Längsrichtung
(d.h. MD-Richtung) gereckt und anschließend bei einer Temperatur von
130°C mittels
einer Spannmaschine unter einem Reckverhältnis von 3,5 in Querrichtung
(d.h. TD-Richtung)
gereckt und bei 235°C
hitzebehandelt, während
die Folie unter einem Verhältnis
von 4 % entspannt wird. Die resultierende, Hohlräume enthaltende Folie auf Polyesterbasis
besteht aus einer Polyestergrundschicht (A) mit einer Dicke von
44 μm, die
eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten (B),
die jeweils eine Dicke von 3 μm
aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen I und II aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie 21 Vol.-%. Die Dicke des eine geringere
Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskops
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Beispiel 7
Als
Rohmaterial für
die Polyestergrundschicht (A) wird ein Polymergemisch aus 80 Gew.-%
Polyethylenterephthalat mit einer Grenzviskosität von 0,62, 15 Gew.-% eines
Universalpolystyrols mit einem Schmelzindex von 2,0 g/10 Min. und
5 Gew.-% Titandioxid mit Anatasstruktur verwendet. Als Rohmaterial
für die äußere Oberflächenschicht
(B) wird ein Polymergemisch aus 95 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm verwendet.
Für die Schmelzextrusion
der den äußeren Oberflächenschichten
(B) entsprechenden Folienbestandteile werden Doppelschneckenextruder
in Reihe geschalten. Das Rohmaterial wird von der Rohmaterialzuführzone des
einen Doppelschneckenextruders zum Auslaß des anderen Doppelschneckenextruders
etwa 15 Min. geknetet. Das geknetete Rohmaterial wird durch eine
Membran mit Poren von 10 μm
gefiltert, bei einer maximalen Temperatur von 290°C geschmolzen
und aus einer T-Mundstück
schmelzextrudiert, so daß die
der Polyestergrundschicht (A) entsprechende Folienkomponente zwischen
dem Paar der den äußeren Oberflächenschichten
(B) entsprechenden Folienbestandteile eingeschoben ist. Das Extrudat
wird elektrostatisch an die Oberfläche einer Kühlrolle gehaftet und erstarren
lassen, wobei eine nicht gereckte Folie mit einer Dicke von etwa
500 μm erhalten
wird.
Anschließend wird
die nicht gereckte Folie bei 90°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
3,4 in Längsrichtung
(d.h. MD-Richtung) gereckt und anschließend bei 135°C mittels
einer Spannmaschine unter einem Reckverhältnis von 3,4 in Querrichtung
(d.h. TD-Richtung) gereckt und bei 235°C hitzebehandelt, während die
Folie mit einem Verhältnis
von 3 % entspannt wird. Die resultierende Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 42 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 4 μm aufweisen.
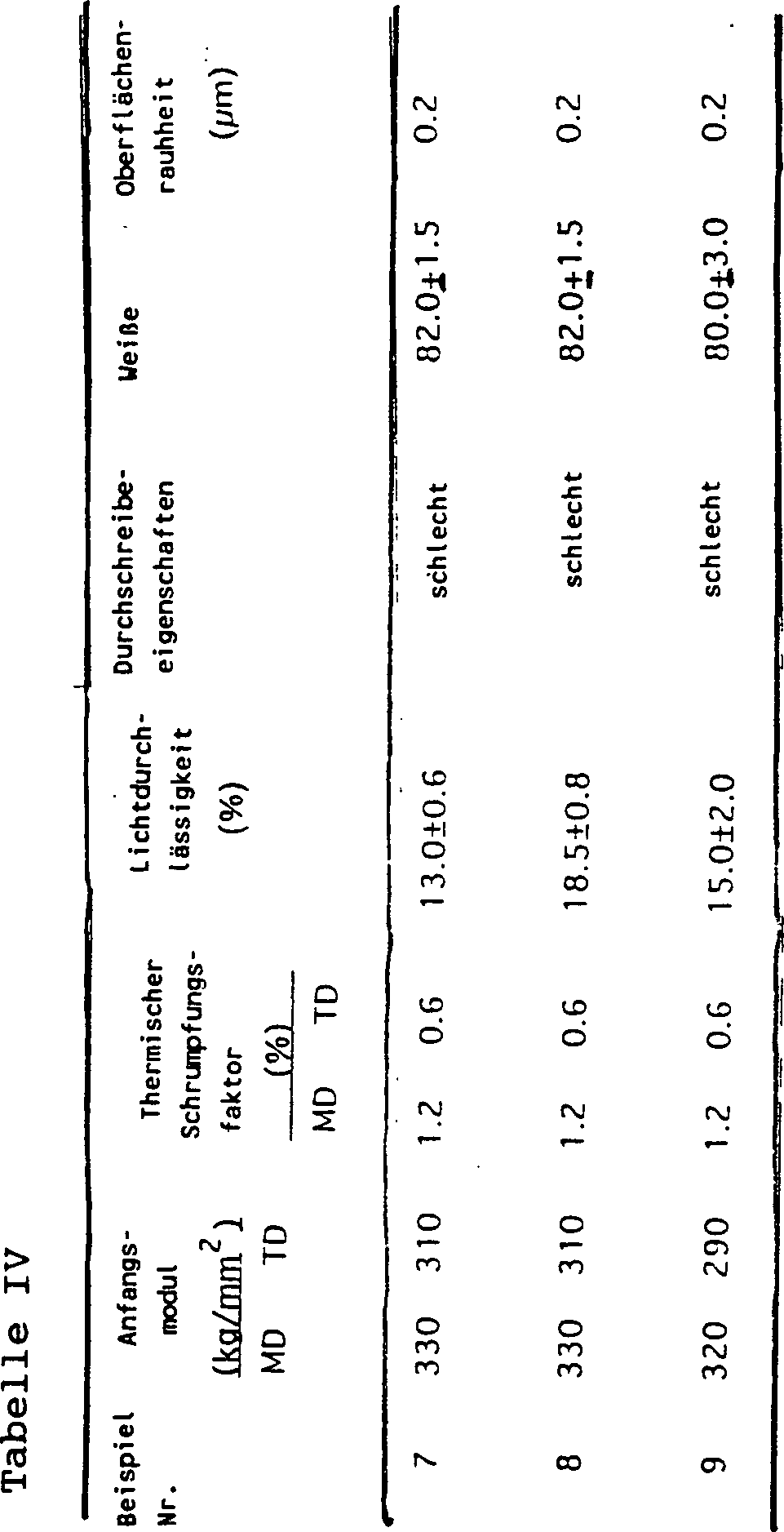
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen III und IV aufgeführt. Die
in diesem Beispiel erhaltene, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis weist keine Ungleichheit bezüglich des Deckvermögens und
der Weiße
auf.
Beispiel 8
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 7 beschriebenen Verfahren erhalten, ausgenommen,
daß die
Polymergemische, die als Rohmaterialien für die Polyestergrundschicht
(A) und die äußere Oberflächenschicht
(B) verwendet werden, unabhängig
voneinander in einen Doppelschneckenextruder bei einer maximalen
Temperatur von 310°C
bzw. in zwei in Reihe geschalteten Dop pelschneckenextrudern bei
einer maximalen Temperatur von 285°C geschmolzen werden.
Anschließend wird
die nicht-gereckte Folie nach dem in Beispiel 7 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 42 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 4 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen III und IV aufgeführt. Die
in diesem Beispiel erhaltene, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis weist keine Ungleichheit bezüglich Deckvermögen und
Weiße
auf.
Beispiel 9
Eine
nicht gereckte Folie mit einer Dicke von 500 μm wird nach dem in Beispiel
7 beschriebenen Verfahren erhalten, ausgenommen, daß die Polymergemische,
die als Rohmaterialien für
die Polyestergrundschicht (A) und die äußere Oberflächenschicht (B) verwendet werden,
unabhängig
voneinander in einem Doppelschneckenextruder bei einer maximalen
Temperatur von 295°C
bzw. in zwei in Reihe geschalteten Doppelschneckenextrudern bei
einer maximalen Temperatur von 285°C geschmolzen werden.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 7 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlraum enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 42 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 4 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen III und IV aufgeführt. Die
in diesem Beispiel erhaltene, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis weist keine Ungleichheit bezüglich Deckvermögen und
Weiße
auf.
Beispiel 10
Als
Rohmaterial für
die Polyestergrundschicht (A) wird ein Polymergemisch aus 75 Gew.-%
Polyethylenterephthalat mit einer Grenzviskosität von 0,62 und 25 Gew.-% eines
Universalpolystyrols mit einem Schmelzindex von 2,0 g/10 Min. verwendet.
Als Rohmaterial für
die äußere Oberflächenschicht
(B) wird ein Polymergemisch aus 95 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm verwendet.
Diese Gemische werden unabhängig
voneinander in verschiedenen Doppelschneckenextrudern geschmolzen
und aus einem T-Mundstück
mit einem Spalt von 1,0 mm mit einer durchschnittlichen Fließgeschwindigkeit
von 8,8 m/Sec. schmelzextrudiert. Das Extrudat wird elektrostatisch
an die Oberfläche
einer Kühlrolle
gehaftet, und erstarren lassen. Die resultierende, nicht gereckte
Folie besteht aus einer Polyestergrundschicht (A) mit einer Dicke
von 440 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 30 μm aufweisen.
Bei
der Schmelzextrusion der der Polyestergrundschicht (A) entsprechenden
Folienkomponente beträgt
die Temperatur des Doppelschneckenextruders an dem der Rohmaterialzuführzone nächsten liegenden Teil
250°C und
wächst
in Richtung der Schmelzzone allmählich
auf eine maximale Temperatur von 295°C. In der Schmelzzone wird das
Polymergemisch etwa 10 Min. geknetet und die Temperatur der Schneckenspitze beträgt 290°C. Danach
wird die Temperatur der Schmelzleitung allmäh lich erniedrigt und die Endtemperatur an
dem T-Mundstück
beträgt
280°C.
Bei
der Schmelzextrusion der dem Paar der äußeren Oberflächenschichten
(B) entsprechenden Folienbestandteile werden zwei Doppelschneckenextruder
in Reihe geschaltet und die Temperatur der Doppelschneckenextruder
beträgt
an den der Rohmaterialzuführzone
nächstliegenden
Teil eines Doppelschneckenextruders 250°C und erhöht sich allmählich bis
auf eine maximale Temperatur von 295°C. Das Rohmaterial wird von
der Rohmaterialzuführzone
des einen Doppelschneckenextruders zum Auslaß des anderen Doppelschneckenextruders
etwa 15 Min. geknetet und durch eine Membran mit Poren von 10 μm gefiltert.
Die Temperatur an der Schneckenspitze des anderen Doppelschneckenextruders
beträgt
280°C. Während die
Temperatur konstant gehalten wird, wird das Rohmaterial der Schmelzleitung
zugeführt
und gerade vor dem Einführen
in das T-Mundstück,
die der äußeren Oberflächenschicht
(B) entsprechende Folienkomponente an jede Seite der der Polyestergrundschicht
(A) entsprechenden Folienkomponente gehaftet. Die laminierten Folienkomponenten
werden als solche dem T-Mundstück
zugeführt.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
4,0 in Längsrichtung
(d.h. MD-Richtung) gereckt und anschließend bei 140°C mittels
einer Spannmaschine und einem Reckverhältnis von 3,5 in Querrichtung
(d.h. TD-Richtung) gereckt und bei 235°C hitzebehandelt, während die
Folie unter einem Verhältnis
von 3 % entspannt wird. Die resultierende, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar der äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in Tabelle V und VI aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 7 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 37 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
In
den in diesem Beispiel erhaltenen, Hohlräume enthaltenden Folien beträgt das Verhältnis von
Länge zu
Dicke der Polystyrolteilchen, die an der Grenzfläche zwischen der Polyestergrundschicht
(A) und der äußeren Oberflächenschicht
(B) vorhanden sind, nicht weniger als 10. Auch bei 2000-facher Vergrößerung im Elektronenrastermikroskop
werden keine Hohlräume
an der Grenzfläche
beobachtet, die aufgrund der in der Grenzfläche vorliegenden Polystyrolpartikel
entstanden sind. Diese Hohlräume
enthaltenden Verbundfolien weisen daher hervorragende Oberflächenfestigkeit,
keine Neigung zur Schichtentrennung und gute Durchschreibeeigenschaften
auf.
Wird
die nicht gezogene Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der feinen
Teilchen des Polystyrols im Kern der Polyestergrundschicht (A) 6,5 μm und im
Oberflächenstück 1,2 μm.
Beispiel 11
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 10 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch aus 80 Gew.-% Polyethylenterephthalat mit einer Grenzviskosität von 0,62,
15 Gew.-% eines Universalpolystyrols mit einem Schmelzindex von
2,0 g/10 Min. und 5 Gew.-% Titandioxid mit Anatasstruktur als Rohmaterial
für die
Polyestergrundschicht (A) verwendet werden.
Anschließend wird
die nicht gereckte Folie bei 83°C
mittels einer Rollenreckmaschine unter einem Reckverhältnis von
3,5 in Längsrichtung
(d.h. MD-Richtung) gereckt und anschließend bei 140°C mittels
einer Spannmaschine unter einem Reckverhältnis von 3,5 in Querrichtung
(d.h. TD-Richtung gereckt und bei 235°C hitzebehandelt, während die
Folie unter einem Verhältnis
von 4 % entspannt wird. Die resultierende, Hohlräume enthaltende Verbundfolie
auf Polyesterbasis besteht aus einer Polyestergrundschicht (A) mit
einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Beispiel 12
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 11 beschrieben Verfahren erhalten, ausgenommen,
daß das
Polymergemisch, das als Rohmaterial für die äußere Oberflächenschicht (B) verwendet wird,
bei einer maximalen Temperatur von 285°C geschmolzen wird.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 11 beschriebenen Verfahren
gereckt und hitzebehandelt.
Die
resultierende Hohlräume
enthaltende Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine kleinere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
der durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Beispiel 13
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem im Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß das
als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendete Polymergemisch aus 90 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 10 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm besteht.
Anschließend wird
die nicht-gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
des im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Vergleichsbeispiel 1
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß keine
der äußeren Oberflächenschicht
(B) entsprechende Folienkomponente in der Folie enthalten ist.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht nur aus der Polyestergrundschicht
(A) mit einer Dicke von 50 μm.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie 21 Vol.-%. Die Dicke des eine geringere
Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter dem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
des im Kern der Polyestergrundschicht (A) 5,0 μm und im Oberflächenstück 0,7 μm.
Vergleichsbeispiel 2
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß die
Polymergemische, die als Rohmaterialien für die Polyestergrundschicht
(A) und die äußere Oberflächenschicht
(B) verwendet werden, unabhängig
voneinander in verschiedenen Doppelschneckenextrudern geschmolzen
werden und aus einem T-Mundstück
mit einem Spalt von 1 mm unter einer durchschnittlichen Fließgeschwindigkeit
von 4,4 m/Sec. schmelzextrudiert werden. Letztere wird von der Rohmaterialzufuhrzone
des einen Doppelschneckenextruders zum Auslaß des anderen Doppelschneckenextruders
etwa 2 Minuten geknetet.
Anschließend wird
die nicht gereckte Folie nach dem im Beispiel 11 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 17 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine kleinere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,9 μm und im Oberflächenstück 5,3 μm.
Vergleichsbeispiel 3
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem im Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß das
Polymergemisch, das als Rohmaterial für die Polyestergrundschicht
(A) verwendet wird, aus 95 Gew.-% Polyethylenterephthalat mit einer
Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Anatasstruktur besteht.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. In
diesen Beispielen wurde kein Hohlraumgenerator (d.h. thermoplastisches Harz,
das mit dem Polyester unverträglich
ist) verwendet. Die resultierende Hohlraum enthaltende Verbundfolie
enthält
daher keine feinen Hohlräume
in der Polyestergrundschicht (A) und weist eine erhöhte Rohdichte auf,
was ungünstig
für die
Eigenschaften bezüglich
niedriger Dichte ist.
Beispiel 14
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß als
Rohmaterial für
die äußere Oberflächenschicht
(B) ein Polymergemisch verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat
mit einer Grenzviskosität
von 0,62 und 5 Gew.-% Calciumcarbonat mit einer durchschnittlichen
Teilchengröße von 0,6 μm besteht.
Anschließend wird
die nicht gereckte Folie nach den in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt 3 μm.
Wird
die nicht gereckte Folie dieses Beispiels mit einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,7 μm und im Oberflächenstück 0,7 μm.
Beispiel 15
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen
daß ein
Polymergemisch als Rohmaterial für die äußere Oberflächenschicht
(B) verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 5 Gew.-% Calciumcarbonat mit einer durchschnittlichen
Teilchengröße von 1 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem im Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen V und VI aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%. Die Dicke des
eine geringere Anzahl von Hohlräumen
enthaltenden Oberflächenstücks beträgt etwa
3 μm.
Wird
die nicht gereckte Folie dieses Beispiels unter einem Elektronenrastermikroskop
beobachtet, so beträgt
die durchschnittliche Teilchengröße der Polystyrolfeinteilchen
im Kern der Polyestergrundschicht (A) 5,7 μm und im Oberflächenstück 0,7 μm.
Beispiel 16
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B), die eine Doppelschichtstruktur aufweist, verwendet wird, das
aus 98 Gew.-% Polyethylenterephthalat mit einer Grenzviskosität von 0,62
und 2 Gew.-% kugelförmigen
Zeolith mit unregelmäßigen Einkerbungen in
seiner Oberfläche
und einer durchschnittlichen Teilchengröße von 1,5 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 32 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen VII und VIII aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 22 Vol.-%.
Die
Beziehung zwischen der Höhe
der Peaks und der Anzahl der Peaks in dem Oberflächenstück der äußeren Oberflächenschicht
(B) der Verbundfolie ist in 2 aufgezeigt.
Wie aus dieser Figur hervorgeht, erfüllt die Hohlräume enthaltende
Verbundfolie dieses Beispiels die Ungleichung (1).
Beispiel 17
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendet wird, das aus 93 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 7 Gew.-% kugelförmigen
Zeolith mit unregelmäßigen Einkerbungen
auf seiner Oberfläche
und einer durchschnittlichen Teilchengröße von 3,3 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt.
Die
resultierende, Hohlräume
enthaltende Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 42 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 4 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen VII und VIII aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%.
Die
Beziehung zwischen der Höhe
der Peaks und der Anzahl der Peaks in dem Oberflächenstück der äußeren Oberflächenschicht
(B) der Verbundfolie ist in 2 aufgezeigt.
Wie aus dieser Figur hervorgeht, erfüllt die Hohlräume enthaltende
Verbundfolie dieses Beispiels die Ungleichung (1).
Beispiel 18
Eine
nicht gereckte Folie mit einer Dicke von 500 μm wird nach dem in Beispiel
12 beschriebenen Verfahren erhalten, ausgenommen, daß ein Polymergemisch
als Rohmaterial für
die äußere Oberflächenschicht (B),
die eine Doppelschichtstruktur aufweist, verwendet wird, das aus
93 Gew.-% Polyethylenterephthalat mit einer Grenzviskosität von 0,62,
4 Gew.-% würfelförmigen Zeolith
mit unregelmäßigen Einkerbungen
auf seiner Oberfläche
und einer durchschnittlichen Teilchengröße von 1,5 μm, und 3 Gew.-% Titandioxid
mit Rutilstruktur und einer durchschnittlichen Teilchengröße von 0,3 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 40 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 5 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen VII und VIII aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 23 Vol.-%.
Die
Beziehung zwischen der Höhe
der Peaks und der Anzahl der Peaks in dem Oberflächenstück der äußeren Oberflächenschicht
(B) der Verbundfolie ist in 2 aufgezeigt.
Wie aus dieser Figur hervorgeht, erfüllt die Hohlräume enthaltende
Verbundfolie dieses Beispiels die Ungleichung (1).
Beispiel 19
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Anatasstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem in Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen IX und X aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der Polyestergrundschicht
(A) der Verbundfolie beträgt
2 Vol.-% und der durchschnittliche Hohlraumanteil der Verbundfolie
21 Vol.-%.
Beispiel 20
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 5 Gew.-% Titandioxid mit Rutilstruktur und einer durchschnittlichen
Teilchengröße von 0,3 μm besteht.
Anschließend wird
die nicht gereckte Folie nach dem im Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Folie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in den Tabellen IX und X aufgezeigt. Der Hohlraumanteil
des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%.
Beispiel 21
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 5 Gew.-% eines mit Siliciumdioxid behandelten Ti tandioxids
mit Rutilstruktur und einer durchschnittlichen Teilchengröße von 0,3 μm besteht,
und dieses Rohmaterial nach dem Kneten durch eine Membran mit Poren
von 100 μm
gefiltert wird.
Anschließend wird
die nicht gereckte Folie nach dem im Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen
Die
physikalischen Eigenschaften der resultierenden Hohlräume enthaltenden
Verbundfolie sind in den Tabellen IX und X aufgeführt. Der
Hohlraumanteil des Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie beträgt 21 Vol.-%.
Beispiel 22
Eine
nicht gereckte Folie mit einer Dicke von etwa 500 μm wird nach
dem in Beispiel 12 beschriebenen Verfahren erhalten, ausgenommen,
daß ein
Polymergemisch als Rohmaterial für
die äußere Oberflächenschicht
(B) verwendet wird, das aus 95 Gew.-% Polyethylenterephthalat mit
einer Grenzviskosität
von 0,62 und 5 Gew.-% eines mit Aluminiumoxid behandelten Titandioxids
mit Rutilstruktur und einer durchschnittlichen Teilchengröße von 0,3 μm besteht.
Anschließend wird
die nicht-gereckte Folie nach dem im Beispiel 12 beschriebenen Verfahren
gereckt und hitzebehandelt. Die resultierende, Hohlräume enthaltende
Verbundfolie auf Polyesterbasis besteht aus einer Polyestergrundschicht
(A) mit einer Dicke von 44 μm,
die eingeschoben ist zwischen einem Paar von äußeren Oberflächenschichten
(B), die jeweils eine Dicke von 3 μm aufweisen.
Die
physikalischen Eigenschaften der resultierenden, Hohlräume enthaltenden
Verbundfolie sind in Tabelle IX und X aufgeführt. Der Hohlraumanteil des
Oberflächenstücks der
Polyestergrundschicht (A) der Verbundfolie beträgt 2 Vol.-% und der durchschnittliche
Hohlraumanteil der Verbundfolie 21 Vol.-%.
Anhang A
Bei
den Peaks in 2 handelt es sich um Oberflächenrauhigkeit,
die mit einem dreidimensionalen Oberflächenrauhigkeitsmeßgerät des Modelles
SE-3AK der Firma Kosaka Laboratory, Ltd. und einem Oberflächenrauhigkeitsanalysengerät vom Modell
SPA-11, von Kosaka Laboratory, Ltd. gemessen wird. Dabei wird eine
Verteilung der Peaks (Spitzenhöhe)
gemessen. Das Niveau der Peakhöhe,
in der die Zahl der Peaks ein Maximum ist ist als Referenzebene
(d. h.: die Höhe
Null) definiert. Peaks oberhalb der Referenzebene werden mit ihren
Höhen auf
der Ordinate und ihre Zahl auf der Abzisse aufgetragen. Somit werden
die Höhe
der Peaks und die Zahl der Peaks bei verschiedenen Höhen in einem
xy-Diagramm dargestellt. In 2 sind die
entsprechenden Datenpunkte zu einer Kurve verbunden, um eine Peakverteilungskurve
bzgl. der Höhe
und der Zahl der Peaks darzustellen.