CN212577222U - 一种含油轴衬精整机 - Google Patents
一种含油轴衬精整机 Download PDFInfo
- Publication number
- CN212577222U CN212577222U CN202020904437.9U CN202020904437U CN212577222U CN 212577222 U CN212577222 U CN 212577222U CN 202020904437 U CN202020904437 U CN 202020904437U CN 212577222 U CN212577222 U CN 212577222U
- Authority
- CN
- China
- Prior art keywords
- jacking
- pushing
- feeding
- crankshaft
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Press Drives And Press Lines (AREA)
Abstract
本实用新型涉及一种含油轴衬精整机,属粉末冶金轴衬整形设备技术领域。它由机架、曲轴、电动机、传动装置、上料装置、推送装置、冲压装置和顶升装置构成;机架的顶部装有曲轴,曲轴两端分别延伸至机架外侧,曲轴延伸至外侧的一端上装有传动轮,传动轮通过传动带与电动机连接,曲轴延伸至外侧的另一端下方机架上装有传动装置,曲轴上设置有冲压装置,冲压装置下方的工作台面上装有整形模具,整形模具前端的工作台面上设置有振动上料盘,工作台面的下方装有顶升装置。该精整机通过顶升装置能有效防止工件自由落体直接掉入收集箱内造成损坏,增加工件的良品率。
Description
技术领域
本实用新型涉及一种含油轴衬精整机,属粉末冶金轴衬整形设备技术领域。
背景技术
粉末冶金含油轴衬具有生产成本低、自润滑和大批量生产的特点,在摩托车、电动工具和汽车零部件领域均有广泛的应用。但由于粉末冶金齿轮生产的特性。其在烧结后轴衬会产生微量的变形,从而使轴衬的尺寸产生变化和误差,不能满足汽车精度装配的工艺要求。为解决这一问题,需对烧结后的粉末冶金含油轴衬进行精密整形,以使粉末冶金含油轴衬精度达到使用要求。目前市场上的精整机在大批量生产流水线上,工件是通过振动上料盘进行上料作业的,当振动上料盘出现断料或无料的情况时,如果精整机还在运行,此时精整机属于空转状态并未对工件进行加工作业,浪费生产资源,还增加了工件的生产成本;同时因精整机结构的原因,当工件整形完成后进行收集时,一般采用自由落体的方式掉入整形模具下方的工件回收箱中,这种方式容易对工件造成损坏,使得工件产生瑕疵,降低工件的良品率,因此有必要对其进行改进。
发明内容
本实用新型的目的在于:提供一种结构简单、使用方便,有效利用生产资源,降低工件的加工成本,保证工件良品率的含油轴衬精整机。
本实用新型的技术方案是:
一种含油轴衬精整机,它由机架、曲轴、电动机、传动装置、上料装置、推送装置、冲压装置和顶升装置构成;其特征在于:机架的顶部装有曲轴,曲轴两端分别延伸至机架外侧,延伸至机架外侧一端的曲轴上装有传动轮,传动轮一侧的机架上装有电动机,电动机通过传动带与传动轮连接,延伸至机架外侧另一端的曲轴下方机架上装有传动装置,传动装置的一端与曲轴啮合连接;曲轴上设置有冲压装置,冲压装置下方的工作台面上装有整形模具,整形模具前端的工作台面上设置有振动上料盘,振动上料盘一侧的工作台面上装有上料装置,上料装置与传动装置的另一端连接,上料装置一侧的工作台面上装有推送装置,上料装置分别与整形模具和振动上料盘间歇接触连接;工作台面的下方装有顶升装置。
所述的振动上料盘上通过安装座装有红外线感应器。
所述的传动装置由传动杆、凸轮和换向连杆构成,传动杆一端端头装有斜齿轮,传动杆另一端端头装有凸轮;凸轮一侧的工作台面下表面通过销轴活动装有换向连杆,换向连杆与凸轮接触的端头装有滚动轴承。换向连杆的一端与凸轮接触连接,换向连杆的另一端与上料装置连接。
所述的冲压装置由连杆、滑块、导向杆、冲压板和压头构成;曲轴下方的机架上通过滑轨活动安装有滑块,滑块通过连杆与曲轴活动连接;滑块下方通过冲压板固定安装有压头,压头两侧的冲压板上设置有导向杆,导向杆与工作台面固定连接,冲压板与导向杆滑动连接。
所述的整形模具呈圆筒状,整形模具顶端设置有翼缘。
所述的上料装置由送料夹爪、限位导向板、连接栓和复位弹簧A构成;机架工作台面上设置有滑槽,滑槽两侧对称设置有限位导向板,限位导向板之间活动安装有送料夹爪,送料夹爪后端装有连接栓,连接栓上装有复位弹簧A,上料装置由连接栓穿过滑槽与传动装置的换向连杆连接;限位导向板后端通过安装板安装有固定栓,复位弹簧A的一端与固定栓连接。
所述的送料夹爪呈F型,由推送杆和压块构成,推送杆呈L形,推送杆顶端通过扭簧活动装有压块。
所述的推送装置由推送气缸、限位块和推头构成;推送气缸活塞端头上装有推头,推头一侧设置有限位块,推头与限位块滑动连接。
所述的顶升装置由导杆、顶升板、顶升头和复位弹簧B构成,顶升板上表面的中心位置上固装有顶升头,顶升头的顶端延伸至整形模具内,顶升头四周的顶升板上滑动装有导杆,导杆的一端与工作台面固定连接,导杆的另一端延伸至顶升板的下方,延伸至顶升板下方的导杆上装有复位弹簧B。
本实用新型的有益效果:
该含油轴衬精整机工作中,通过推送装置将待加工工件推送到上料装置中的送料夹爪中,待加工工件与送料夹爪中的压块配合,以此完成工件的定位。通过振动上料盘的料槽上的红外线感应器,感应到料槽内是否有工件,当料槽内没有工件时,红外线感应器向程控器发送信号,通过程控器控制电动机和推送气缸停止工作,从而有效防止该精整机空转,避免浪费有效的生产资源,降低工件的生产成本,该精整机结构简单、使用方便能够通过顶升装置防止工件自由落体掉入收集箱内造成损坏,增加工件的良品率,特别适合粉末冶金含油轴衬整形的使用。
附图说明
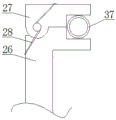
图1为本实用新型的立体结构示意图;
图2为本实用新型的剖视结构示意图;
图3为本实用新型去除机架、传动杆和冲压装置后结构示意图;
图4为本实用新型送料夹爪的结构示意图;
图5为本实用新型整形模具的结构示意图;
图6为本实用新型整形工件的立体结构示意图。
图中:1、机架,2、曲轴,3、电动机,4、程控器,5、传动轮,6、传动杆,7、凸轮,8、换向连杆,9、斜齿轮,10、销轴,11、滚动轴承,12、连杆,13、滑块,14、冲压板,15、导向杆,16、压头,17、滑轨,18、整形模具,19、翼缘,20、整形槽,21、振动上料盘,22、红外线感应器,23、限位导向板,24、连接栓,25、复位弹簧A,26、推送杆,27、压块,28、扭簧,29、固定栓,30、推送气缸,31、限位块,32、推头,33、导杆,34、顶升板,35、顶升头,36、复位弹簧B,37、工件,38、料槽。
具体实施方式
该含油轴衬精整机由机架1、曲轴2、电动机3、传动装置、上料装置、推送装置、冲压装置和顶升装置构成;机架1的顶部装有曲轴2,曲轴2两端分别延伸至机架1外侧,延伸至机架1外侧一端的曲轴2上装有传动轮5,传动轮5一侧的机架1上装有电动机3,电动机3通过传动带与传动轮5连接,工作中,电动机3通过传动带与传动轮5的配合带动曲轴2在机架1上发生转动。
该精整机延伸至机架1外侧另一端的曲轴2下方机架1上装有传动装置,传动装置由传动杆6、凸轮7和换向连杆8构成,传动杆6一端端头装有斜齿轮9,传动装置的斜齿轮9与曲轴2啮合连接;传动杆6另一端端头装有凸轮7,凸轮7一侧的工作台面下表面通过销轴10活动装有换向连杆8,换向连杆8的一端与凸轮7接触连接,换向连杆8与凸轮7接触的端头装有滚动轴承11。
曲轴2上设置有冲压装置,冲压装置由连杆12、滑块13、冲压板14、导向杆15和压头16构成;曲轴2下方的机架1上通过滑轨17活动安装有滑块13,滑块13通过连杆12与曲轴2活动连接;滑块13的下方通过冲压板14固定安装有压头16,压头16两侧的冲压板14上设置有导向杆15,导向杆15与工作台面固定连接,冲压板14与导向杆15滑动连接,在滑块13和滑轨17的配合下,曲轴2带动压头16做上下直线运动。
冲压装置下方的工作台面上装有整形模具18,整形模具18呈圆筒状,整形模具18顶端设置有翼缘19,整形模具18的中心位置上设置有整形槽20,整形槽20与工件37的外形相对应。
整形模具18前端的工作台面上设置有振动上料盘21,振动上料盘21的料槽38上通过安装座装有红外线感应器22(型号为HY301-03),红外线感应器22与程控器4电连接。
振动上料盘21一侧的工作台面上装有上料装置,上料装置由送料夹爪、限位导向板23、连接栓24和复位弹簧A25构成;机架1工作台面上设置有滑槽,滑槽两侧对称设置有限位导向板23,限位导向板23之间活动安装有送料夹爪,送料夹爪呈F型,由推送杆26和压块27构成,推送杆26呈L形,推送杆26顶端通过扭簧28活动装有压块27。
送料夹爪后端装有连接栓24,上料装置由连接栓24穿过滑槽与传动装置的换向连杆8连接;连接栓24上装有复位弹簧A25。限位导向板23后端通过安装板安装有固定栓29,复位弹簧A25的一端与固定栓29连接。当凸轮7凸面与换向连杆8脱离接触时,复位弹簧A25将通过连接栓24带动送料夹爪复位同时能带动换向连杆8绕销轴10旋转使换向连杆8与凸轮7保持接触连接。
上料装置一侧的工作台面上装有推送装置,推送装置由推送气缸30、限位块31和推头32构成;推送气缸30活塞端头上装有推头32,推头32一侧设置有限位块31,推头32与限位块31滑动连接。
上料装置分别与整形模具18和振动上料盘21间歇接触连接。
工作台面的下方装有顶升装置,顶升装置由导杆33、顶升板34、顶升头35和复位弹簧B36构成,顶升板34上表面的中心位置上固装有顶升头35,顶升头35为变径圆柱体,顶升头35的凸台延伸至整形模具18内,整形模具18对顶升头35形成限位;顶升头35四周的顶升板34上滑动装有导杆33,导杆33的一端与工作台面固定连接,导杆33的另一端延伸至顶升板34的下方,延伸至顶升板34下方的导杆33上装有复位弹簧B36。
该精整机的红外线感应器22、电动机3和推送装置的推送气缸30均受程控器4(PLC型号为西门子S87-600)控制依次有序的发生动作。
该含油轴衬精整机工作时,首先振动上料盘21通过其料槽38将工件37输送至推送装置的端口,这一过程中,红外线感应器22对振动上料盘21的料槽38内的工件37进行检测,当红外线感应器22感应到有工件37时,将信号传输给程控器4,程控器4启动电动机3和推送装置的推送气缸30动作,然后,通过推送气缸30活塞端头的推头32将工件37推送至上料装置的送料夹爪中,在这一过程中,压块27在扭簧28的作用下,使工件37上正好在送料夹爪上形成夹持状态,由此完成工件37的定位。
电动机3通过传动带和传动轮5带动曲轴2发生转动,在曲轴2的作用下通过传动杆6带动凸轮7旋转,凸轮7在转动的同时推动换向连杆8绕销轴10转动,换向连杆8在转动过程中通过连接栓24推动送料夹爪和工件37齿轮沿限位导向板23运动至整形模具18的正上方,并使工件37刚好与整形模具18的整形槽20相对应(吻合)。
随着电动机3带动曲轴2继续旋转,曲轴2将通过连杆12带动滑块13、冲压板14、压头16向下移动,这一过程中,冲压板14在导向杆15上发生向下位移,冲压板14上的压头16对工件37进行冲压,使工件37沿着整形模具18的整形槽20进行整形,通过工件37将压力传递给顶升件,顶升件的顶升头35发生向下的位移,顶升件的顶升板34对复位弹簧B36形成挤压,顶升头35对整形模具18整形槽20内的工件37形成支撑。
此时,换向连杆8在复位弹簧A25的作用弹力作用下发生复位,换向连杆8通过连接栓24带动送料夹爪同步发生复位,由于送料夹爪的推送杆26顶端通过扭簧28活动装有压块27,在送料夹爪发生复位的位移过程中送料夹爪的压块27,在压头16的挤压下与推送杆26顶端形成张开状态,并当送料夹爪完全复位后,在扭簧28的作用下,压块27发生复位,压块27复位后可进行下一次的夹持作业。
送料夹爪发生复位后,曲轴2通过连杆12带动滑块13、压头16发生复位,这一过程中,在复位弹簧B36的作用下,顶升件的顶升板34发生复位,从而通过顶升件的顶升头35对整形模具18整形槽20内的工件37形成顶升,整形完成的工件37在顶升件的顶升头35带动下复位至工作台面的上表面,重复上述整个步骤,该整形机即可进入下个工作循环。
该精整机整形完成的工件37在工作台面的上表面时,下一次送料夹爪带动工件37沿限位导向板23运动至整形模具18的正上方时,将完成精整的工件37齿轮向后推移通过倾斜设置的滑槽(图中未表示),滑移至收集区域处,完成对精整工件37进行收集,防止工件37自由落体后造成损坏,使得工件37出现瑕疵品。
当振动上料盘21的料槽38内出现断料或无料的情况时,红外线感应器22检测不到振动上料盘21料槽38内的工件37,将信号传输给程控器4,程控器4控制电动机3和推送气缸30停止工作,这样有效避免生产资源的浪费,同时还降低工件37的加工成本。
Claims (9)
1.一种含油轴衬精整机,它由机架(1)、曲轴(2)、电动机(3)、传动装置、上料装置、推送装置、冲压装置和顶升装置构成;其特征在于:机架(1)的顶部装有曲轴(2),曲轴(2)两端分别延伸至机架(1)外侧,延伸至机架(1)外侧一端的曲轴(2)上装有传动轮(5),传动轮(5)一侧的机架(1)上装有电动机(3),电动机(3)通过传动带与传动轮(5)连接,延伸至机架(1)外侧另一端的曲轴(2)下方机架(1)上装有传动装置,传动装置的一端与曲轴(2)啮合连接;曲轴(2)上设置有冲压装置,冲压装置下方的工作台面上装有整形模具(18),整形模具(18)前端的工作台面上设置有振动上料盘(21),振动上料盘(21)一侧的工作台面上装有上料装置,上料装置与传动装置的另一端连接,上料装置一侧的工作台面上装有推送装置,上料装置分别与整形模具(18)和振动上料盘(21)间歇接触连接;工作台面的下方装有顶升装置。
2.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的振动上料盘(21)上通过安装座装有红外线感应器(22)。
3.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的传动装置由传动杆(6)、凸轮(7)和换向连杆(8)构成,传动杆(6)一端端头装有斜齿轮(9),传动杆(6)另一端端头装有凸轮(7);凸轮(7)一侧的工作台面下表面通过销轴(10)活动装有换向连杆(8),换向连杆(8)与凸轮(7)接触的端头装有滚动轴承(11);
换向连杆(8)的一端与凸轮(7)接触连接,换向连杆(8)的另一端与上料装置连接。
4.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的冲压装置由连杆(12)、滑块(13)、导向杆(15)、冲压板(14)和压头(16)构成;曲轴(2)下方的机架(1)上通过滑轨(17)活动安装有滑块(13),滑块(13)通过连杆(12)与曲轴(2)活动连接;滑块(13)下方通过冲压板(14)固定安装有压头(16),压头(16)两侧的冲压板(14)上设置有导向杆(15),导向杆(15)与工作台面固定连接,冲压板(14)与导向杆(15)滑动连接。
5.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的整形模具(18)呈圆筒状,整形模具(18)顶端设置有翼缘(19)。
6.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的上料装置由送料夹爪、限位导向板(23)、连接栓(24)和复位弹簧A(25)构成;机架(1)工作台面上设置有滑槽,滑槽两侧对称设置有限位导向板(23),限位导向板(23)之间活动安装有送料夹爪,送料夹爪后端装有连接栓(24),连接栓(24)上装有复位弹簧A(25),上料装置由连接栓(24)穿过滑槽与传动装置的换向连杆(8)连接;限位导向板(23)后端通过安装板安装有固定栓(29),复位弹簧A(25)的一端与固定栓(29)连接。
7.根据权利要求6所述的一种含油轴衬精整机,其特征在于:所述的送料夹爪呈F型,由推送杆(26)和压块(27)构成,推送杆(26)呈L形,推送杆(26)顶端通过扭簧(28)活动装有压块(27)。
8.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的推送装置由推送气缸(30)、限位块(31)和推头(32)构成;推送气缸(30)活塞端头上装有推头(32),推头(32)一侧设置有限位块(31),推头(32)与限位块(31)滑动连接。
9.根据权利要求1所述的一种含油轴衬精整机,其特征在于:所述的顶升装置由导杆(33)、顶升板(34)、顶升头(35)和复位弹簧B(36)构成,顶升板(34)上表面的中心位置上固装有顶升头(35),顶升头(35)的顶端延伸至整形模具(18)内,顶升头(35)四周的顶升板(34)上滑动装有导杆(33),导杆(33)的一端与工作台面固定连接,导杆(33)的另一端延伸至顶升板(34)的下方,延伸至顶升板(34)下方的导杆(33)上装有复位弹簧B(36)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020904437.9U CN212577222U (zh) | 2020-05-26 | 2020-05-26 | 一种含油轴衬精整机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020904437.9U CN212577222U (zh) | 2020-05-26 | 2020-05-26 | 一种含油轴衬精整机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212577222U true CN212577222U (zh) | 2021-02-23 |
Family
ID=74641689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020904437.9U Active CN212577222U (zh) | 2020-05-26 | 2020-05-26 | 一种含油轴衬精整机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212577222U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113770274A (zh) * | 2021-11-15 | 2021-12-10 | 常州市知宇粉末冶金有限公司 | 一种含油轴承内孔成型装置 |
| CN116900313A (zh) * | 2023-09-12 | 2023-10-20 | 江苏春兰机械制造有限公司 | 一种盖板成型压力机 |
-
2020
- 2020-05-26 CN CN202020904437.9U patent/CN212577222U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113770274A (zh) * | 2021-11-15 | 2021-12-10 | 常州市知宇粉末冶金有限公司 | 一种含油轴承内孔成型装置 |
| CN116900313A (zh) * | 2023-09-12 | 2023-10-20 | 江苏春兰机械制造有限公司 | 一种盖板成型压力机 |
| CN116900313B (zh) * | 2023-09-12 | 2023-11-28 | 江苏春兰机械制造有限公司 | 一种盖板成型压力机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201036799Y (zh) | 自动移送机械手 | |
| CN201346604Y (zh) | 单台多工位移送机械手 | |
| CN212577222U (zh) | 一种含油轴衬精整机 | |
| CN202292047U (zh) | 汽车下摆臂前轴螺栓与偏心垫片自动压装专机 | |
| CN212350364U (zh) | 一种粉末冶金连杆成型机 | |
| CN217166119U (zh) | 一种冲压模具的辅助结构 | |
| CN113680941B (zh) | 一种双向锤击式锻压机 | |
| CN212191244U (zh) | 一种粉末冶金齿轮精整机 | |
| CN219597862U (zh) | 一种汽车冲压件模具 | |
| CN212285394U (zh) | 一种洗衣机定位套的整形机 | |
| CN213728764U (zh) | 一种冲压自动化设备 | |
| CN210730674U (zh) | 一种螺栓生产用冲压装置 | |
| CN202742374U (zh) | 冲压搬运智能机器人 | |
| CN219233674U (zh) | 一种多工位一体化冲压机构 | |
| CN107639126A (zh) | 卧式双模冷挤压机构及成形生产工艺 | |
| CN111438250A (zh) | 一种冲压机的冲压机构 | |
| CN113523141B (zh) | 一种冲压模具的自动化取件机构及该冲压模具 | |
| CN110586786B (zh) | 异型轮毂轴承红冲模具快速切换工装 | |
| CN115229045A (zh) | 一种sq滤波器的极片制造系统 | |
| CN209125307U (zh) | 一种模内铆接攻牙一体机 | |
| CN113617948A (zh) | 一种高效率机械工件加工用冲压模具 | |
| CN104972132A (zh) | 一种全自动粉末冶金齿轮整形机 | |
| CN220479877U (zh) | 一种冲压模具 | |
| CN112893584B (zh) | 一种杂罐自动冲压装置 | |
| CN216832356U (zh) | 一种多模具冲床的冲压动力装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |