CN211054340U - 一种带冷却机构的注塑模具 - Google Patents
一种带冷却机构的注塑模具 Download PDFInfo
- Publication number
- CN211054340U CN211054340U CN201921652579.4U CN201921652579U CN211054340U CN 211054340 U CN211054340 U CN 211054340U CN 201921652579 U CN201921652579 U CN 201921652579U CN 211054340 U CN211054340 U CN 211054340U
- Authority
- CN
- China
- Prior art keywords
- core
- cooling channel
- cooling
- mold
- template
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本实用新型公开了一种带冷却机构的注塑模具,涉及模具技术领域,其技术方案要点是:包括下模板、上模板,下模板设有下型芯,上模板设有上型芯,下模板设有冷却通道一,下型芯内设有冷却通道二,上模板设有冷却通道三,上型芯内设有冷却通道四,上模板设有侧冷却通道,下模板设有导向柱,下模板设有侧型芯,上模板设有导向斜柱,侧型芯设有斜孔,侧型芯设有加工块,上型芯设有开口,上模板的设有进胶通道、进胶槽。本模具通过设置冷却通道二、冷却通道四,本模具能够缩短热熔塑料的冷却时间,提高塑件生产的效率;通过设置侧型芯,本模具可对塑件的边缘进行加工,塑件的质量较高;通过设置导向柱,使合模更加精准。
Description
技术领域
本实用新型涉及模具技术领域,特别涉及一种帯冷却机构的注塑模具。
背景技术
注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热熔化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品(塑件)。
现有授权公告号为CN203046135U的中国实用新型专利公开了一种易装型注塑模具,该注塑模具包括一下模及一与下模相对应设置的上模,下模上方与下模固下块连接,上模下方与上模固下块连接,下模下方设有下模板,上模上方设有上模板,下模和下模板之间设有两斜导柱,两斜导柱对称设于该注塑模具中心线的两侧,斜导柱安插于收容槽内,上模内设有顶针板,顶针板上设有多根保险柱,保险柱贯穿上模板和下模板,顶针板固下于下方的托块上,托块底部连接有限位机构,限位机构安装于通孔内。
上述中的现有技术方案存在以下缺陷:该注塑模具对塑件进行加工时,热熔塑料只能在模具型腔中经过自然冷却方能形成塑件,由于自然冷却的时间较长、速度较慢,导致该注塑模具对于塑件的效率较低。
实用新型内容
针对现有技术存在的不足,本实用新型的目的在于提供一种帯冷却机构的注塑模具,能够缩短热熔塑料的冷却时间,提高塑件生产的效率。
本实用新型的上述技术目的是通过以下技术方案得以实现的:一种带冷却机构的注塑模具,包括下模板、正对下模板设置的上模板,所述下模板设有下型芯,所述上模板设有上型芯,所述上型芯、下型芯可贴合形成型腔,所述下模板设有冷却通道一,所述下型芯内设有冷却通道二,所述冷却通道二呈网状均匀分布在下型芯内,所述冷却通道一与冷却通道二连通,所述冷却通道一设有进水口一与出水口一,所述进水口一、出水口一位于下模板的外壁,所述上模板设有冷却通道三,所述上型芯内设有冷却通道四,所述冷却通道四呈网状均匀分布在上型芯内,所述冷却通道三与冷却通道四连通,所述冷却通道三设有进水口二与出水口二,所述进水口二、出水口二位于上模板的外壁。
通过上述技术方案,冷却水由进水口一进入流入冷却通道一在进入冷却通道二中,之后在重新流入冷却通道一中并从出水口一中流出,冷却通道三、冷却通道四的运行方式与冷却通道一、冷却通道二的运行方式原理相同,冷却通道的设置可使本模具在合模注塑后,人员可将水注入冷却通道一、冷却通道三中加快塑件的冷却,提高塑件加工的效率,冷却通道二、冷却通道四呈网状设置,冷却通道能充分对上型芯、下型芯进行降温冷却,使之降温更快并且塑件上、下表面均得到降温,塑件各部分冷却较为均匀,产品质量较高。
优选的,所述上模板设有导向柱,所述导向柱的轴向沿竖直方向,所述下模板设有供导向柱伸入的导向孔。
通过上述技术方案,导向柱与导向孔的设置可对下模板进行导向,使下模板不易偏离其运动轨迹,使合模更加精准。
优选的,所述上型芯设有多个,所述下型芯对应上型芯设有多个。
通过上述技术方案,多个上型芯、多个下型芯可贴合形成多个型腔,提高本模具对塑件的加工效率。
优选的,所述下型芯可相对下模板拆装分离,所述上型芯可相对上模板拆装分离。
通过上述技术方案,人员可通过拧转螺栓对上型芯与下型芯进行拆装,更换不同型号的型芯较为方便。
优选的,所述下模板滑动设有用于对塑件边侧进行加工的侧型芯,所述侧型芯围绕下型芯的周向设有多个,所述上模板设有导向斜柱,所述侧型芯设有供导向斜柱下端伸入的斜孔,所述侧型芯朝向下型芯的侧壁设有加工块,所述上型芯对应设有供加工块嵌入的开口,所述开口连通型腔;
当合模时,所述导向斜柱伸入斜孔中,多块所述侧型芯受导向斜柱的导向作用朝向下型芯运动,所述加工块嵌入开口。
通过上述技术方案,当合模时,导向斜柱伸入斜孔中,侧型芯受导向斜柱的抵压作用朝向下型芯运动并与上型芯的侧壁和下型芯的侧壁相贴抵紧,此时加工块嵌入对应的开口中,将开口封闭,当开模时,侧型芯受导向柱的作用远离下型芯,加工块与塑件的边部分离。加工块可对塑件的边部进行加工,使产品的质量更高,导向斜柱的设置使侧型芯在合模时与上型芯、下型芯贴合,对塑件的边部进行塑造,在开模时与上型芯、下型芯自动分离,方便人员拿取塑件。
优选的,所述侧型芯设有侧冷却通道,所述侧冷却通道对应侧型芯设有多个,所述侧冷却通道的两端贯通至侧型芯外壁。
通过上述技术方案,侧冷却通道可对型腔周向内壁进行冷却,使塑件的表面能够得到更加均匀的冷却,使产品质量更高。
优选的,所述上模板的设有进胶通道、进胶槽,所述进胶槽位于上模板顶部,所述进胶通道的下端贯通至上型芯的底面,所述进胶通道的上端位于进胶槽的底壁。
通过上述技术方案,进胶槽的设置使进胶通道的进入口口径扩大,使塑胶更易进入进胶通道中,本模具的进胶更加方便。
优选的,所述进胶槽呈漏斗状,所述进胶通道的上端位于进胶槽的底部。
通过上述技术方案,漏斗状的进胶槽的槽壁对注塑机的注塑头具有导向作用,使注塑头能够准确的对准进胶通道的入口,较为方便。
综上所述,本实用新型对比于现有技术的有益效果为:
1、本模具通过设置冷却通道二、冷却通道四,本模具能够缩短热熔塑料的冷却时间,提高塑件生产的效率;
2、通过设置侧型芯,本模具可对塑件的边缘进行加工,塑件的质量较高;
3、通过设置导向柱,使合模更加精准。
附图说明
图1为实施例的一种带冷却机构的注塑模具的立体结构图;
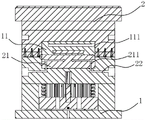
图2为实施例的第一剖视图;
图3为实施例的第二剖视图;
图4为实施例的第三剖视图;
图5为实施例的第四剖视图。
图中,1、下模板;11、下型芯;111、冷却通道二;12、冷却通道一;15、导向柱;16、侧型芯;161、斜孔;162、加工块;163、侧冷却通道;2、上模板;21、上型芯;211、冷却通道四;22、冷却通道三;25、导向孔;26、导向斜柱;27、开口;28、进胶通道;29、进胶槽;3、型腔。
具体实施方式
以下结合附图对本实用新型作进一步详细说明。
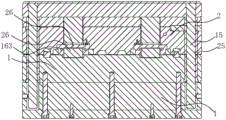
参照图1和图2,为本实用新型公开的一种带冷却机构的注塑模具,包括下模板1、正对下模板1设置的上模板2,下模板1设有下型芯11,下型芯11与下模板1通过螺栓固定连接;上模板2设有上型芯21,上型芯21与上模板2通过螺栓固定连接,当下模板1与上模板2相贴合时,上型芯21与下型芯11相对的两表面形成型腔3。下模板1、上模板2的形状均为长方体状。下型芯11可相对下模板1拆装分离,上型芯21可相对上模板2拆装分离,人员可通过拧转螺栓对上型芯21与下型芯11进行拆装,更换不同型号的型芯,较为方便。
参照图1和图5,上模板2的固定设有多根导向柱15,多根导向柱15沿下模板1的周向间隔设置,下模板1对应开设有供导向柱15伸入的导向孔25。导向柱15与导向孔25的设置可对下模板1进行导向,使下模板1不易偏离其运动轨迹,使合模更加精准。
继续参照图2,上型芯21沿上模板2的长度方向间隔设有两个,下型芯11对应上型芯21设有两个。两个上型芯21、下型芯11可贴合形成两个型腔3,提高本模具对塑件的加工效率。上模板2、下模板1可贴合形成型腔3,下模板1滑动设有用于对塑件边侧进行加工的侧型芯16,侧型芯16沿每个下型芯11的周侧均设有四个,上模板2对应侧型芯16设有多个倾斜向下的导向斜柱26,侧型芯16设有供导向斜柱26下端伸入的斜孔161,斜孔161的轴向与导向斜柱26的长度方向相同,侧型芯16与下型芯11相对的侧壁设有加工块162,上型芯21设有对应设有供加工块162嵌入的开口27,开口27位于上型芯21的侧壁,开口27沿竖直方向贯通至上型芯21的底壁,开口27连通型腔3。
当合模时,导向斜柱26伸入斜孔161中,侧型芯16受导向斜柱26的抵压作用朝向下型芯11运动并与上型芯21的侧壁和下型芯11的侧壁相贴抵紧,此时加工块162嵌入对应的开口27中,将开口27封闭。当开模时,侧型芯16受导向柱15的作用远离下型芯11,加工块162与塑件的边部分离。加工块162可对塑件的边部进行加工,使产品的质量更高,导向斜柱26的设置使侧型芯16在合模时与上型芯21、下型芯11贴合对塑件的边部进行塑造,在开模时自动分离,方便人员拿取塑件。
上模板2的设有进胶通道28、进胶槽29,上模板2、两个上型芯21分别将进胶通道28分割成三部分,进胶槽29位于上模板2顶部,进胶通道28的两底端贯通至上型芯21的底面,进胶通道28的上端位于进胶槽29的底壁。进胶槽29的设置使进胶通道28的进入口口径扩大,使塑胶更易进入进胶通道28中,本模具的进胶更加方便。进胶槽29的形状呈漏斗状,进胶口位于进胶槽29的底壁。漏斗状的进胶槽29的槽壁对注塑机的注塑头具有导向作用,使注塑头能够准确的对准进胶通道28的入口,较为方便。
参照图3和图4,下模板1设有冷却通道一12,下型芯11内设有冷却通道二111,冷却通道二111呈网状均匀分布在下型芯11的底壁内,冷却通道一12与冷却通道二111连通,冷却通道一12设有进水口一与出水口一,进水口一、出水口一位于下模板1外壁,冷却水由进水口一进入流入冷却通道一12在进入冷却通道二111中,之后在重新流入冷却通道一12中并从出水口一中流出。
上模板2设有冷却通道三22,上型芯21内设有冷却通道四211,冷却通道四211呈网状均匀分布在上型芯21的顶壁内,冷却通道三22与冷却通道四211连通,冷却通道三22设有进水口二与出水口二,进水口二、出水口二位于上模板2外壁。冷却通道三22、冷却通道四211的运行方式与冷却通道一12、冷却通道二111的运行原理相同。
冷却通道二111、冷却通道四211的设置可使本模具在合模注塑后,人员可将水注入冷却通道二111、冷却通道四211中加快塑件的冷却,提高塑件加工的效率,冷却通道二111、冷却通道四211呈网状设置,冷却通道能充分对上型芯21、下型芯11进行降温冷却,使之降温更快并且塑件上、下表面均得到降温,塑件各部分冷却较为均匀,产品质量较高。
下模板1设有侧冷却通道163,侧冷却通道163沿下模板1的周向间隔设有多个,多个侧冷却通道163围绕下型芯11设置,侧冷却通道163位于侧型芯16内,侧冷却通道163的两端贯通至侧型芯16外壁。侧冷却通道163可对型腔3的周向内壁进行冷却,使塑件的表面能够得到更加均匀的冷却,使产品质量更高。
本模具通过设置冷却通道二111、冷却通道四211,本模具能够缩短热熔塑料的冷却时间,提高塑件生产的效率。通过设置侧型芯16,本模具可对塑件的边缘进行加工,塑件的质量较高。通过设置导向柱15,使合模更加精准。
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
Claims (8)
1.一种带冷却机构的注塑模具,包括下模板(1)、正对下模板(1)设置的上模板(2),所述下模板(1)设有下型芯(11),所述上模板(2)设有上型芯(21),所述上型芯(21)、下型芯(11)可贴合形成型腔(3),其特征是:所述下模板(1)设有冷却通道一(12),所述下型芯(11)内设有冷却通道二(111),所述冷却通道二(111)呈网状均匀分布在下型芯(11)内,所述冷却通道一(12)与冷却通道二(111)连通,所述冷却通道一(12)设有进水口一与出水口一,所述进水口一、出水口一位于下模板(1)的外壁,所述上模板(2)设有冷却通道三(22),所述上型芯(21)内设有冷却通道四(211),所述冷却通道四(211)呈网状均匀分布在上型芯(21)内,所述冷却通道三(22)与冷却通道四(211)连通,所述冷却通道三(22)设有进水口二与出水口二,所述进水口二、出水口二位于上模板(2)的外壁。
2.根据权利要求1所述的一种带冷却机构的注塑模具,其特征是:所述上模板(2)设有导向柱(15),所述导向柱(15)的轴向沿竖直方向,所述下模板(1)设有供导向柱(15)伸入的导向孔(25)。
3.根据权利要求1所述的一种带冷却机构的注塑模具,其特征是:所述上型芯(21)设有多个,所述下型芯(11)对应上型芯(21)设有多个。
4.根据权利要求1所述的一种带冷却机构的注塑模具,其特征是:所述下型芯(11)可相对下模板(1)拆装分离,所述上型芯(21)可相对上模板(2)拆装分离。
5.根据权利要求1所述的一种带冷却机构的注塑模具,其特征是:所述下模板(1)滑动设有用于对塑件边侧进行加工的侧型芯(16),所述侧型芯(16)围绕下型芯(11)的周向设有多个,所述上模板(2)设有导向斜柱(26),所述侧型芯(16)设有供导向斜柱(26)下端伸入的斜孔(161),所述侧型芯(16)朝向下型芯(11)的侧壁设有加工块(162),所述上型芯(21)对应设有供加工块(162)嵌入的开口(27),所述开口(27)连通型腔(3);
当合模时,所述导向斜柱(26)伸入斜孔(161)中,多块所述侧型芯(16)受导向斜柱(26)的导向作用朝向下型芯(11)运动,所述加工块(162)嵌入开口(27)。
6.根据权利要求5所述的一种带冷却机构的注塑模具,其特征是:所述侧型芯(16)设有侧冷却通道(163),所述侧冷却通道(163)对应侧型芯(16)设有多个,所述侧冷却通道(163)的两端贯通至侧型芯(16)外壁。
7.根据权利要求1所述的一种带冷却机构的注塑模具,其特征是:所述上模板(2)的设有进胶通道(28)、进胶槽(29),所述进胶槽(29)位于上模板(2)顶部,所述进胶通道(28)的下端贯通至上型芯(21)的底面,所述进胶通道(28)的上端位于进胶槽(29)的底壁。
8.根据权利要求7所述的一种带冷却机构的注塑模具,其特征是:所述进胶槽(29)呈漏斗状,所述进胶通道(28)的上端位于进胶槽(29)的底部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921652579.4U CN211054340U (zh) | 2019-09-27 | 2019-09-27 | 一种带冷却机构的注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921652579.4U CN211054340U (zh) | 2019-09-27 | 2019-09-27 | 一种带冷却机构的注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211054340U true CN211054340U (zh) | 2020-07-21 |
Family
ID=71590644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921652579.4U Active CN211054340U (zh) | 2019-09-27 | 2019-09-27 | 一种带冷却机构的注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211054340U (zh) |
-
2019
- 2019-09-27 CN CN201921652579.4U patent/CN211054340U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108407231A (zh) | 一种油缸顶出侧抽芯滑块组件注塑模具 | |
| CN211591112U (zh) | 一种溢流式注塑模具 | |
| CN108527773A (zh) | 一种双射注塑模具及其工作方法 | |
| CN204869503U (zh) | 一种同时注塑坐便器坐圈和盖板的注塑模具 | |
| CN211054340U (zh) | 一种带冷却机构的注塑模具 | |
| CN215661548U (zh) | 一种驱动器壳体注塑成型系统 | |
| CN212194039U (zh) | 牛角进胶注塑模具流道结构 | |
| CN212021527U (zh) | 一种脚轮塑胶套的注塑模具 | |
| CN211279586U (zh) | 一种用于加工打印机用半齿的模具 | |
| CN209320130U (zh) | 一种磁铁嵌件注塑模具 | |
| CN207105436U (zh) | 复合模注塑机 | |
| CN208305719U (zh) | 自脱模注塑模具 | |
| CN215703708U (zh) | 一种双向注塑机成型模具 | |
| CN212979093U (zh) | 一种具有无针脱料结构的注塑模具 | |
| CN211467325U (zh) | 一种过滤器外壳的成型模具 | |
| CN217834572U (zh) | 一种冷流道叶轮注塑模具 | |
| CN216182421U (zh) | 用于六角尼龙帽的注塑模具 | |
| CN216127653U (zh) | 一种进胶均匀的注塑模具 | |
| CN215242633U (zh) | 一种快速注塑模具 | |
| CN211891761U (zh) | 一种多孔球形注塑件及其注塑模具 | |
| CN212385898U (zh) | 一种预埋件无定位包胶模具 | |
| CN211074528U (zh) | 一种硒鼓注塑模具浇道结构 | |
| CN214687652U (zh) | 一种高注塑效率多分型面模具结构 | |
| CN216708208U (zh) | 一种注塑模具 | |
| CN215472840U (zh) | 一种模内热切水口的注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |