CN201192711Y - 数控全自动冲床 - Google Patents
数控全自动冲床 Download PDFInfo
- Publication number
- CN201192711Y CN201192711Y CNU2008200830638U CN200820083063U CN201192711Y CN 201192711 Y CN201192711 Y CN 201192711Y CN U2008200830638 U CNU2008200830638 U CN U2008200830638U CN 200820083063 U CN200820083063 U CN 200820083063U CN 201192711 Y CN201192711 Y CN 201192711Y
- Authority
- CN
- China
- Prior art keywords
- plate
- steel plate
- full
- punch press
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Press Drives And Press Lines (AREA)
Abstract
一种数控全自动冲床,主要由电器控制系统控制动作的板料输送部、冲压部、卸料部三部分组成;其特征在于:所述的板料输送部包括自动升降工作台,位于该升降工作台左侧的送板涂油变速装置,位于送板涂油变速装置左侧的多功能工作台;所述的冲压部位于活动工作台的左侧,冲压部主要由冲压机组成;所述的自动升降工作台上方设有钢板拾取装置;所述的多功能工作台上的右侧设有双张检测传感器,多功能工作台的左侧设有可夹持住钢板的机械手装置;所述的卸料部包括零件吹送装置和零件收集器,它们分别设置其设置在冲压机上两侧。它具有生产连续性好、生产效率及材料利用率高、产品质量控制好的优点。
Description
技术领域
本实用新型属于冲床的技术领域,尤其涉及一种数控全自动冲床。
背景技术
冲床是机械加工中的常用设备,主要用于冲压金属板材直接获得根据模具成型的产品。目前的冲床,特别是大型冲床大多是人工送料和人工卸料,这种冲床存在以下主要问题:
1、劳动强度大、安全性差。由于各工序均须人工操作,因此工人的劳动强度大,尤其是在送料冲裁过程中,工人容易受伤。
2、非自动化生产、生产效率低。冲床前后各工序均由人工操作,用人多,效率低,特别是生产时间和辅助生产时间难以控制,不适合批量生产和现代化管理。
3、生产质量不稳定。人工操作受人为影响大,产品质量难以持续保证,如要加大产品质量控制手段,则会大大增加生产成本。
4、由于生产工序多,人工多因此人工操作分散,占用场地大。
因此现有的冲床不能构成自动化生产。
发明内容
本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种可实现自动送料、排料的数控全自动冲床,该冲床具有生产连续性好、生产效率及材料利用率高、产品质量控制好的优点。
本实用新型解决上述技术问题所采用的技术方案为:一种数控全自动冲床,主要由电器控制系统控制动作的板料输送部、冲压部、卸料部三部分组成;其特征在于:所述的板料输送部包括一供钢板放置并根据钢板重量自动升降的叉剪式自动升降工作台,位于该升降工作台左侧的送板涂油变速装置,位于送板涂油变速装置左侧的多功能工作台,多功能工作台上间隔设有可横向传送钢板的送板无杆气缸,位于多功能工作台左侧的活动工作台;所述的冲压部位于活动工作台的左侧,冲压部主要由冲压机组成;所述的自动升降工作台上方设有可将钢板垂直拾取并将其横向送入送板涂油变速装置中的钢板拾取装置;所述的多功能工作台上的右侧设有双张检测传感器,多功能工作台的中部设有来板检测器,多功能工作台的左侧设有可夹持住钢板的机械手装置,该机械手装置与驱动机械手装置纵向运动的纵向进给装置相连,而纵向进给装置则与可驱动其横向运动的横向进给装置相连;所述的卸料部包括零件吹送装置和零件收集器,它们分别设置其设置在冲压机上两侧。
上述的送板涂油变速装置包括有电机、送板滚筒组件、三辊涂油组件,所述的电机通过减速组件与送板滚筒组件及三辊涂油组件相连。该送板涂油变速装置为结构较简单的送板涂油装置,当然也可采用现有其它送板涂油装置。
上述的钢板拾取装置包括有安装架、两组拾板气缸、两组吸盘、一横向气缸、一阻挡杆,所述的安装架设置在升降工作台上方,所述的两组拾板气缸设置在安装架的左右两侧,其中位于右侧的拾板气缸固定在机架上,位于左侧的拾板气缸上端可转动设置在机架上,所述的吸盘分别与拾板气缸的活塞杆相连,所述的横向气缸固定在机架左侧,其中横向气缸的活塞杆与左侧的拾板气缸相连,所述的阻挡杆固定在机架的偏右侧。该钢板拾取装置只涉及五组主要部件,而且这五组主要部件均为常规件,因此结构相对简单合理,因此控制供气拾取装置的控制系统也简单。
上述的纵向进给装置为由伺服电机和滚珠丝杠驱动的托座;所述的横向进给装置包括由伺服电机和滚珠丝杠驱动的螺母连接件、及与托座连接在一起的横向梁,所述的机械手装置连接在该螺母连接件上。
上述的零件吹送装置包括有喷嘴、供气装置,所述的供气装置通过控制阀与喷嘴相连,喷嘴固定在冲压机上,喷嘴的出气端伸到靠近模具处。其为零件传送装置的常规结构。
为保证每次只传送一张钢板,上述的升降工作台上的两侧分别设置有一分张磁铁。当有两张钢板被提起,但提升到一定高度后,分张磁铁位于钢板下部,分张磁铁便吸引位于最下部的钢板,使其与第一张钢板分离。
为实现冲压成型的零件继续进行收口、卷边工序,上述的冲压机左侧还设有零件输送线和圆边机,该零件输送线的右端与零件收集器的出件口连通,零件输送线的左端则与圆边机连通。
为能收集剩余边角料以便再次利用,上述零件输送线的下部设有一废料收集箱。
为能控制钢板能纵向运动到位,上述的多功能工作台上还设有纵向定位件。
与现有技术相比,本实用新型的优点在于:各部分是依直线分布,因此节省数控全自动冲床的摆放空间,由于是直线分布因此他是一种直通式工序流转的全自动冲床,工作时大尺寸钢板从前部送入,零件和废料沿送板方向排除,流程一字贯通、顺畅、快捷,便于组配冲压件自动生产流水线,整个工序全自动流程,适合大批量生产冲压零件。
附图说明
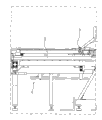
图1为本实用新型实施例的结构示意图;
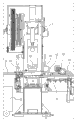
图2为本实用新型实施例的结构俯视图;
图3为图1的A处放大图;
图4为图1的B处放大图;
图5为图1的C处放大图;
图6为图1的D处放大图;
图7为图2的E处放大图。
具体实施方式
以下结合附图实施例对本实用新型作进一步详细描述。
如图1~7所示为本实用新型的一个优选实施例。
一种数控全自动冲床,主要由电器控制系统控制动作且依直线布置的板料输送部、冲压部、卸料部三部分组成。
所述的板料输送部包括一供整垛钢板1放置并根据钢板1重量自动升降的叉剪式自动升降工作台2,位于该升降工作台2左侧的送板涂油变速装置3,位于送板涂油变速装置3左侧的多功能工作台4,多功能工作台4上间隔设有可横向传送钢板1的送板无杆气缸5,位于多功能工作台4左侧的活动工作台6。
所述的冲压部位于活动工作台6的左侧,冲压部主要由冲压机7组成。
所述的自动升降工作台2包括有台面23,设置在台面23下部的叉剪式结构24,及设置在台面23和底部之间的推力气缸25,推力气缸25始终给台面23一向上的推力,在钢板1重量减轻的情况下,台面23在推力气缸25作用下上升,使最上面的钢板1始终处于同一高度位置。
所述的自动升降工作台2上方设有可将钢板1垂直拾取并将其横向送入送板涂油变速装置3中的钢板拾取装置8;所述的送板涂油变速装置3包括有电机31、送板滚筒组件32、三辊涂油组件33,所述的电机31通过减速组件与送板滚筒组件32及三辊涂油组件33相连。所述的钢板拾取装置8包括有安装架81、两组拾板气缸82、两组吸盘83、一横向气缸84、一阻挡杆85,所述的安装架81设置在升降工作台2上方,所述的两组拾板气缸82设置在安装架81的左右两侧,每组拾板气缸82有三个,其中位于右侧的拾板气缸82固定在机架81上,位于左侧的拾板气缸82上端可转动设置在机架81上,所述的吸盘83分别与拾板气缸82的活塞杆相连,所述的横向气缸84固定在机架81左侧,其中横向气缸84的活塞杆与左侧的拾板气缸82相连,所述的阻挡杆85固定在机架81的偏右侧。所述的升降工作台2上的两侧分别设置有一分张磁铁18。
所述的多功能工作台4上的右侧设有双张检测传感器9,多功能工作台4的中部设有来板检测器10,多功能工作台4的左侧设有可夹持住钢板1的机械手装置11,该机械手装置11与驱动机械手装置11纵向运动的纵向进给装置12相连,而纵向进给装置12则与可驱动其横向运动的横向进给装置13相连。纵向进给装置12为由伺服电机27和滚珠丝杠驱动的托座18。所述的横向进给装置13包括由伺服电机28和滚珠丝杠驱动的螺母连接件17、及与托座18连接在一起的横向梁29,所述的机械手装置11连接在该螺母连接件17上。纵向进给装置12为由伺服电机和滚珠丝杠驱动的螺母连接件17,所述的机械手装置11连接在该螺母连接件17上。所述横向进给装置13包括由伺服电机和滚珠丝杠驱动的托座18,所述的托座18与螺母连接件17相连。多功能工作台4上还设有纵向定位件22。
所述的卸料部包括零件吹送装置14和零件收集器15,它们分别设置其设置在冲压机7上两侧,零件吹送装置14在开模时能将零件16吹送到零件收集器15内。所述的零件吹送装置14包括有喷嘴141、供气装置,所述的供气装置通过控制阀与喷嘴141相连,喷嘴141固定在冲压机7上,喷嘴141的出气端伸到靠近模具71处。
所述的冲压机4左侧还设有零件输送线19和圆边机20,该零件输送线19的右端与零件收集器15的出件口连通,零件输送线19的左端则与圆边机20连通,零件输送线19可采用带传动输送线,当然也可采用现有其它输送线。在零件输送线16的下部设有一废料收集箱21。
本实用新型中的各部件由一控制柜26来控制,控制柜26内装有电器控制系统。
所述的横向为钢板整体移动的方向。
本实用新型实施例的工作原理及过程如下:
将钢板1放置在自动升降工作台2上,两组拾板气缸82的活塞杆下行,其上的吸盘83吸住钢板1,拾板气缸82的活塞杆上行,将钢板1向上提升,提升到位后,横向气缸84推动位于左端的拾板气缸82带动钢板1向左偏转,送入到送板涂油变速装置3中的送板滚筒组件32及三辊涂油组件33中,经涂油后的钢板1传送到多功能工作台4,来板检测装置10和双张检测传感器9工作,发出信号送板无杆气缸5将钢板1送到相应位置,机械手装置11工作,夹持住钢板1将钢板1送到冲压机7内,进行逐级冲压,冲压成型后通过零件吹送装置14将零件16吹到零件收集器15内,再经零件输送线19将零件16送到圆边机20中进行滚边工序。上述工作过程中均为循环持续工作。
Claims (9)
1.一种数控全自动冲床,主要由电器控制系统控制动作的板料输送部、冲压部、卸料部三部分组成;其特征在于:
所述的板料输送部包括一供钢板(1)放置并根据钢板(1)重量自动升降的叉剪式自动升降工作台(2),位于该升降工作台(2)左侧的送板涂油变速装置(3),位于送板涂油变速装置(3)左侧的多功能工作台(4),多功能工作台(4)上间隔设有可横向传送钢板(1)的送板无杆气缸(5),位于多功能工作台(4)左侧的活动工作台(6);
所述的冲压部位于活动工作台(6)的左侧,冲压部主要由冲压机(7)组成;
所述的自动升降工作台(2)上方设有可将钢板(1)垂直拾取并将其横向送入送板涂油变速装置(3)中的钢板拾取装置(8);
所述的多功能工作台(4)上的右侧设有双张检测传感器(9),多功能工作台(4)的中部设有来板检测器(10),多功能工作台(4)的左侧设有可夹持住钢板(1)的机械手装置(11),该机械手装置(11)与驱动机械手装置(11)纵向运动的纵向进给装置(12)相连,而纵向进给装置(12)则与可驱动其横向运动的横向进给装置(13)相连;
所述的卸料部包括零件吹送装置(14)和零件收集器(15),它们分别设置其设置在冲压机(7)上两侧。
2.根据权利要求1所述的数控全自动冲床,其特征在于所述的送板涂油变速装置(3)包括有电机(31)、送板滚筒组件(32)、三辊涂油组件(33),所述的电机(31)通过减速组件与送板滚筒组件(32)及三辊涂油组件(33)相连。
3.根据权利要求1所述的数控全自动冲床,其特征在于所述的钢板拾取装置(8)包括有安装架(81)、两组可升降的拾板气缸(82)、两组吸盘(83)、一横向气缸(84)、一阻挡杆(85),所述的安装架(81)设置在升降工作台(2)上方,所述的两组拾板气缸(82)设置在安装架(81)的左右两侧,其中位于右侧的拾板气缸(82)固定在机架(81)上,位于左侧的拾板气缸(82)上端可转动设置在机架(81)上,所述的吸盘(83)分别与拾板气缸(82)的活塞杆相连,所述的横向气缸(84)固定在机架(81)左侧,其中横向气缸(84)的活塞杆与左侧的拾板气缸(82)相连,所述的阻挡杆(85)固定在机架(81)的偏右侧。
4.根据权利要求1所述的数控全自动冲床,其特征在于所述的纵向进给装置(12)为由伺服电机(27)和滚珠丝杠驱动的托座(18);所述的横向进给装置(13)包括由伺服电机(28)和滚珠丝杠驱动的螺母连接件(17)、及与托座(18)连接在一起的横向梁(29),所述的机械手装置(11)连接在该螺母连接件(17)上。
5.根据权利要求1所述的数控全自动冲床,其特征在于所述的零件吹送装置(14)包括有喷嘴(141)、供气装置,所述的供气装置通过控制阀与喷嘴(141)相连,喷嘴(141)固定在冲压机(7)上,喷嘴(141)的出气端伸到靠近模具(71)处。
6.根据权利要求1~5中任一权利要求所述的数控全自动冲床,其特征在于所述的升降工作台(2)上的两侧分别设置有一分张磁铁(18)。
7.根据权利要求1~5中任一权利要求所述的数控全自动冲床,其特征在于所述的冲压机(7)左侧还设有零件输送线(19)和圆边机(20),该零件输送线(19)的右端与零件收集器(15)的出件口连通,零件输送线(19)的左端则与圆边机(20)连通。
8.根据权利要求7所述的数控全自动冲床,其特征在于所述的零件输送线(19)的下部设有一废料收集箱(21)。
9.根据权利要求1~5中任一权利要求所述的数控全自动冲床,其特征在于所述的多功能工作台(4)上还设有纵向定位件(22)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008200830638U CN201192711Y (zh) | 2008-01-29 | 2008-01-29 | 数控全自动冲床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008200830638U CN201192711Y (zh) | 2008-01-29 | 2008-01-29 | 数控全自动冲床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201192711Y true CN201192711Y (zh) | 2009-02-11 |
Family
ID=40392256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2008200830638U Expired - Lifetime CN201192711Y (zh) | 2008-01-29 | 2008-01-29 | 数控全自动冲床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201192711Y (zh) |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101869950A (zh) * | 2010-06-08 | 2010-10-27 | 莱恩精机(深圳)有限公司 | 双向伺服送料机 |
| CN101966679A (zh) * | 2010-09-30 | 2011-02-09 | 佛山市沃德森板业有限公司 | 一种砂光机连续作业输送机及其控制方法 |
| CN102029329A (zh) * | 2010-11-18 | 2011-04-27 | 江苏大学 | 一种电动控制的大型冲压件下料装置 |
| CN102218467A (zh) * | 2010-04-13 | 2011-10-19 | 昆山新力精密五金有限公司 | 模具同步切断机 |
| CN102284584A (zh) * | 2011-07-30 | 2011-12-21 | 安徽江威精密制造有限公司 | 立式铝壳加工装置 |
| CN102343389A (zh) * | 2011-10-09 | 2012-02-08 | 佛山市南海力丰机床有限公司 | 高速落料冲压自动化生产线 |
| CN102358065A (zh) * | 2011-08-12 | 2012-02-22 | 广州广富机电工程有限公司 | 一种冲压上下料自动输送装置 |
| CN102528533A (zh) * | 2012-01-17 | 2012-07-04 | 柳州高华机械有限公司 | 电磁送料装置 |
| CN102672019A (zh) * | 2011-03-14 | 2012-09-19 | 中国国际海运集装箱(集团)股份有限公司 | 一种集装箱波纹板的生产方法及生产装置 |
| CN102773329A (zh) * | 2011-05-13 | 2012-11-14 | 苏州三埃照明科技有限公司 | 一种百叶窗叶片智能裁切装置 |
| CN102806258A (zh) * | 2012-03-07 | 2012-12-05 | 无锡信捷电气有限公司 | 机器视觉引导的自动冲床 |
| CN102825156A (zh) * | 2012-09-20 | 2012-12-19 | 昆山艾博机器人系统工程有限公司 | 一种定子上下料装置 |
| CN102837059A (zh) * | 2011-06-22 | 2012-12-26 | 江苏长宏铝业有限公司 | 一种铝、铝合金带和卷材的剪切方法 |
| CN102847838A (zh) * | 2012-08-28 | 2013-01-02 | 昆山圣丰电子科技有限公司 | 自动放料取料机 |
| CN102896249A (zh) * | 2012-10-20 | 2013-01-30 | 广东韩江轻工机械有限公司 | 一种多排双行模连续送料冲压方法及设备 |
| CN102896199A (zh) * | 2011-07-29 | 2013-01-30 | 台州市通益机械设备有限公司 | 自动数控冲料设备 |
| CN102990362A (zh) * | 2011-09-09 | 2013-03-27 | 中国国际海运集装箱(集团)股份有限公司 | 集装箱前墙板自动生产系统 |
| CN103042089A (zh) * | 2011-10-14 | 2013-04-17 | 富泰华工业(深圳)有限公司 | 冲压装置 |
| CN103101071A (zh) * | 2013-01-30 | 2013-05-15 | 山东丽鹏股份有限公司 | 全自动印刷板多头模具冲压控制系统 |
| CN103203416A (zh) * | 2013-04-15 | 2013-07-17 | 无锡信捷电气股份有限公司 | 一种机器视觉引导排料的冲床上料机 |
| CN103302197A (zh) * | 2013-06-07 | 2013-09-18 | 广东阳晨厨具有限公司 | 板料冲压成型前的自动涂油送料装置 |
| CN103350153A (zh) * | 2012-09-19 | 2013-10-16 | 上海新鸿企业有限公司 | 冲压生产线机器人自动化搬运系统 |
| CN103949562A (zh) * | 2014-04-02 | 2014-07-30 | 凌云工业股份有限公司 | 一种汽车门槛构件自动化生产装置 |
| CN104117597A (zh) * | 2014-07-02 | 2014-10-29 | 安徽汇展热交换系统有限公司 | 一种自动送料冲压装置 |
| CN104399794A (zh) * | 2014-11-22 | 2015-03-11 | 张瀚君 | 一种滤清器密封圈固定板翻边机 |
| CN104525713A (zh) * | 2014-12-16 | 2015-04-22 | 成都环龙智能系统设备有限公司 | 一种具有搬运机器人的汽车车身冲压智能化系统 |
| CN104550523A (zh) * | 2015-01-07 | 2015-04-29 | 瑞安市杭瑞自动化科技有限公司 | 单冲床自动生产线 |
| CN104624831A (zh) * | 2015-01-05 | 2015-05-20 | 于振中 | 一种冷挤压自动生产线 |
| CN105252610A (zh) * | 2015-10-26 | 2016-01-20 | 湖州国信物资有限公司 | 一种地板芯板切槽机构用上料夹持装置 |
| CN105692197A (zh) * | 2015-11-04 | 2016-06-22 | 嘉兴路帮机电技术服务有限公司 | 薄板连续送料冲压设备 |
| CN105880409A (zh) * | 2016-05-17 | 2016-08-24 | 杭州顺豪金属制品有限公司 | 油压拉伸送料机械手 |
| CN105880408A (zh) * | 2014-09-18 | 2016-08-24 | 重庆市罗润机械有限公司 | 一种半自动冲床 |
| CN107008793A (zh) * | 2017-05-09 | 2017-08-04 | 深圳市中创镁工程技术有限公司 | 一种镁合金板带连续冲压生产线系统 |
| CN107244094A (zh) * | 2017-06-27 | 2017-10-13 | 绍兴佶福智能科技有限公司 | 一种双工位送料装置及带有该双工位送料装置的油压机 |
| CN109093018A (zh) * | 2018-10-24 | 2018-12-28 | 浙江金鹰食品机械有限公司 | 无空冲冲床 |
| CN109201916A (zh) * | 2018-09-29 | 2019-01-15 | 杭州金浪机电有限公司 | 一种短条料冲压系统 |
| CN110653289A (zh) * | 2019-10-21 | 2020-01-07 | 浙江优嘉新材料科技有限公司 | 一种用于钢板自动上料、冲压及下料的一体成型装置 |
| CN110666042A (zh) * | 2018-04-28 | 2020-01-10 | 刘小龙 | 组合式可改变成任何所需平面形状的多功能模具 |
| CN110899542A (zh) * | 2019-12-20 | 2020-03-24 | 青岛华满机械科技有限公司 | 一种条料数控送料机 |
| CN112264501A (zh) * | 2020-10-16 | 2021-01-26 | 扬州市创搏机械制造有限公司 | 一种除尘喷嘴摆芯专用加工设备的工作方法 |
| CN112845767A (zh) * | 2021-01-04 | 2021-05-28 | 扬州大学 | 一种板材连续自动化加工装置 |
-
2008
- 2008-01-29 CN CNU2008200830638U patent/CN201192711Y/zh not_active Expired - Lifetime
Cited By (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102218467A (zh) * | 2010-04-13 | 2011-10-19 | 昆山新力精密五金有限公司 | 模具同步切断机 |
| CN101869950A (zh) * | 2010-06-08 | 2010-10-27 | 莱恩精机(深圳)有限公司 | 双向伺服送料机 |
| CN101966679B (zh) * | 2010-09-30 | 2012-06-27 | 佛山市沃德森板业有限公司 | 一种砂光机连续作业输送机及其控制方法 |
| CN101966679A (zh) * | 2010-09-30 | 2011-02-09 | 佛山市沃德森板业有限公司 | 一种砂光机连续作业输送机及其控制方法 |
| CN102029329A (zh) * | 2010-11-18 | 2011-04-27 | 江苏大学 | 一种电动控制的大型冲压件下料装置 |
| CN102029329B (zh) * | 2010-11-18 | 2012-11-07 | 江苏大学 | 一种电动控制的大型冲压件下料装置 |
| CN102672019A (zh) * | 2011-03-14 | 2012-09-19 | 中国国际海运集装箱(集团)股份有限公司 | 一种集装箱波纹板的生产方法及生产装置 |
| CN102672019B (zh) * | 2011-03-14 | 2014-08-13 | 中国国际海运集装箱(集团)股份有限公司 | 一种集装箱波纹板的生产方法及生产装置 |
| CN102773329B (zh) * | 2011-05-13 | 2015-06-24 | 苏州三埃照明科技有限公司 | 一种百叶窗叶片智能裁切装置 |
| CN102773329A (zh) * | 2011-05-13 | 2012-11-14 | 苏州三埃照明科技有限公司 | 一种百叶窗叶片智能裁切装置 |
| CN102837059A (zh) * | 2011-06-22 | 2012-12-26 | 江苏长宏铝业有限公司 | 一种铝、铝合金带和卷材的剪切方法 |
| CN102896199A (zh) * | 2011-07-29 | 2013-01-30 | 台州市通益机械设备有限公司 | 自动数控冲料设备 |
| CN102284584B (zh) * | 2011-07-30 | 2013-09-18 | 安徽江威精密制造有限公司 | 立式铝壳加工装置 |
| CN102284584A (zh) * | 2011-07-30 | 2011-12-21 | 安徽江威精密制造有限公司 | 立式铝壳加工装置 |
| CN102358065A (zh) * | 2011-08-12 | 2012-02-22 | 广州广富机电工程有限公司 | 一种冲压上下料自动输送装置 |
| CN102990362A (zh) * | 2011-09-09 | 2013-03-27 | 中国国际海运集装箱(集团)股份有限公司 | 集装箱前墙板自动生产系统 |
| CN102990362B (zh) * | 2011-09-09 | 2015-12-02 | 中国国际海运集装箱(集团)股份有限公司 | 集装箱前墙板自动生产系统 |
| CN102343389B (zh) * | 2011-10-09 | 2014-06-18 | 佛山市南海力丰机床有限公司 | 高速落料冲压自动化生产线 |
| CN102343389A (zh) * | 2011-10-09 | 2012-02-08 | 佛山市南海力丰机床有限公司 | 高速落料冲压自动化生产线 |
| CN103042089A (zh) * | 2011-10-14 | 2013-04-17 | 富泰华工业(深圳)有限公司 | 冲压装置 |
| CN102528533A (zh) * | 2012-01-17 | 2012-07-04 | 柳州高华机械有限公司 | 电磁送料装置 |
| CN102806258B (zh) * | 2012-03-07 | 2015-09-30 | 无锡信捷电气股份有限公司 | 机器视觉引导的自动冲床 |
| CN102806258A (zh) * | 2012-03-07 | 2012-12-05 | 无锡信捷电气有限公司 | 机器视觉引导的自动冲床 |
| CN102847838A (zh) * | 2012-08-28 | 2013-01-02 | 昆山圣丰电子科技有限公司 | 自动放料取料机 |
| CN102847838B (zh) * | 2012-08-28 | 2016-05-11 | 昆山圣丰电子科技有限公司 | 自动放料取料机 |
| CN103350153A (zh) * | 2012-09-19 | 2013-10-16 | 上海新鸿企业有限公司 | 冲压生产线机器人自动化搬运系统 |
| CN102825156A (zh) * | 2012-09-20 | 2012-12-19 | 昆山艾博机器人系统工程有限公司 | 一种定子上下料装置 |
| CN102896249A (zh) * | 2012-10-20 | 2013-01-30 | 广东韩江轻工机械有限公司 | 一种多排双行模连续送料冲压方法及设备 |
| CN102896249B (zh) * | 2012-10-20 | 2015-08-26 | 广东韩江轻工机械有限公司 | 一种多排双行模连续送料冲压方法及设备 |
| CN103101071A (zh) * | 2013-01-30 | 2013-05-15 | 山东丽鹏股份有限公司 | 全自动印刷板多头模具冲压控制系统 |
| CN103203416A (zh) * | 2013-04-15 | 2013-07-17 | 无锡信捷电气股份有限公司 | 一种机器视觉引导排料的冲床上料机 |
| CN103302197A (zh) * | 2013-06-07 | 2013-09-18 | 广东阳晨厨具有限公司 | 板料冲压成型前的自动涂油送料装置 |
| CN103302197B (zh) * | 2013-06-07 | 2015-06-24 | 广东阳晨厨具有限公司 | 板料冲压成型前的自动涂油送料装置 |
| CN103949562A (zh) * | 2014-04-02 | 2014-07-30 | 凌云工业股份有限公司 | 一种汽车门槛构件自动化生产装置 |
| CN104117597A (zh) * | 2014-07-02 | 2014-10-29 | 安徽汇展热交换系统有限公司 | 一种自动送料冲压装置 |
| CN105880408A (zh) * | 2014-09-18 | 2016-08-24 | 重庆市罗润机械有限公司 | 一种半自动冲床 |
| CN104399794A (zh) * | 2014-11-22 | 2015-03-11 | 张瀚君 | 一种滤清器密封圈固定板翻边机 |
| CN104525713A (zh) * | 2014-12-16 | 2015-04-22 | 成都环龙智能系统设备有限公司 | 一种具有搬运机器人的汽车车身冲压智能化系统 |
| CN104525713B (zh) * | 2014-12-16 | 2016-05-25 | 成都环龙智能系统设备有限公司 | 一种具有搬运机器人的汽车车身冲压智能化系统 |
| CN104624831A (zh) * | 2015-01-05 | 2015-05-20 | 于振中 | 一种冷挤压自动生产线 |
| CN104550523A (zh) * | 2015-01-07 | 2015-04-29 | 瑞安市杭瑞自动化科技有限公司 | 单冲床自动生产线 |
| CN104550523B (zh) * | 2015-01-07 | 2016-06-15 | 瑞安市杭瑞自动化科技有限公司 | 单冲床自动生产线 |
| CN105252610A (zh) * | 2015-10-26 | 2016-01-20 | 湖州国信物资有限公司 | 一种地板芯板切槽机构用上料夹持装置 |
| CN105692197B (zh) * | 2015-11-04 | 2018-01-09 | 嘉兴一路帮机电技术服务有限公司 | 薄板连续送料冲压设备 |
| CN105692197A (zh) * | 2015-11-04 | 2016-06-22 | 嘉兴路帮机电技术服务有限公司 | 薄板连续送料冲压设备 |
| CN105880409A (zh) * | 2016-05-17 | 2016-08-24 | 杭州顺豪金属制品有限公司 | 油压拉伸送料机械手 |
| CN107008793A (zh) * | 2017-05-09 | 2017-08-04 | 深圳市中创镁工程技术有限公司 | 一种镁合金板带连续冲压生产线系统 |
| CN107244094A (zh) * | 2017-06-27 | 2017-10-13 | 绍兴佶福智能科技有限公司 | 一种双工位送料装置及带有该双工位送料装置的油压机 |
| CN107244094B (zh) * | 2017-06-27 | 2018-12-18 | 浙江佶福智能科技有限公司 | 一种双工位送料装置及带有该双工位送料装置的油压机 |
| CN110666042A (zh) * | 2018-04-28 | 2020-01-10 | 刘小龙 | 组合式可改变成任何所需平面形状的多功能模具 |
| CN109201916A (zh) * | 2018-09-29 | 2019-01-15 | 杭州金浪机电有限公司 | 一种短条料冲压系统 |
| CN109093018A (zh) * | 2018-10-24 | 2018-12-28 | 浙江金鹰食品机械有限公司 | 无空冲冲床 |
| CN109093018B (zh) * | 2018-10-24 | 2023-09-12 | 浙江金鹰食品机械有限公司 | 无空冲冲床 |
| CN110653289A (zh) * | 2019-10-21 | 2020-01-07 | 浙江优嘉新材料科技有限公司 | 一种用于钢板自动上料、冲压及下料的一体成型装置 |
| CN110899542A (zh) * | 2019-12-20 | 2020-03-24 | 青岛华满机械科技有限公司 | 一种条料数控送料机 |
| CN112264501A (zh) * | 2020-10-16 | 2021-01-26 | 扬州市创搏机械制造有限公司 | 一种除尘喷嘴摆芯专用加工设备的工作方法 |
| CN112264501B (zh) * | 2020-10-16 | 2023-08-29 | 江苏创森能源科技有限公司 | 一种除尘喷嘴摆芯专用加工设备的工作方法 |
| CN112845767A (zh) * | 2021-01-04 | 2021-05-28 | 扬州大学 | 一种板材连续自动化加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201192711Y (zh) | 数控全自动冲床 | |
| CN201036799Y (zh) | 自动移送机械手 | |
| CN210549494U (zh) | 一种板材剪冲一体生产线 | |
| CN102490013A (zh) | 一种集装箱侧板或前墙板的自动化生产线 | |
| CN202291115U (zh) | 一种冲床用送料取件装置 | |
| CN202292096U (zh) | 一种集装箱侧板或前墙板的自动化生产线 | |
| CN102205494A (zh) | 一种冷柜围板自动化成型装置 | |
| CN107598013A (zh) | 一种多工位自动冲压装置 | |
| CN102430656A (zh) | 卡式螺母组装自动化装置 | |
| CN204867159U (zh) | 拉伸端盖多工位机械手 | |
| CN106436490B (zh) | 一种纸浆模塑自动生产设备 | |
| CN207615617U (zh) | 一种适用于带多次折弯附板链条的自动铆头模具工装 | |
| CN210305424U (zh) | 一种自动冲压流水线 | |
| CN204197976U (zh) | 热压板搬运机器人系统 | |
| CN105598313B (zh) | 一种全自动剪板送料机 | |
| CN114669679A (zh) | 全自动内六角红镦加工方法 | |
| CN102873398B (zh) | 双片轴瓦半径高度同步精密拉削的加工方法及自动化装置 | |
| CN209753749U (zh) | 一种高智能自动卸料横向冲压装置 | |
| CN205128722U (zh) | 一种轴瓦冲孔装置 | |
| CN204770075U (zh) | 全自动模内移料冲压机 | |
| CN207288673U (zh) | 一种多手爪冲压机器人 | |
| CN109732364A (zh) | 一种电压力锅自动冲压生产线 | |
| CN211077700U (zh) | 一种铝锭码垛设备 | |
| CN210551780U (zh) | 一种智能化的格栅自动剪切工装 | |
| CN205309071U (zh) | 一种冲压顺送生产线快速段取装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20090211 |