CN1229196C - 粉末冶金用铁基混合粉 - Google Patents
粉末冶金用铁基混合粉 Download PDFInfo
- Publication number
- CN1229196C CN1229196C CNB011431954A CN01143195A CN1229196C CN 1229196 C CN1229196 C CN 1229196C CN B011431954 A CNB011431954 A CN B011431954A CN 01143195 A CN01143195 A CN 01143195A CN 1229196 C CN1229196 C CN 1229196C
- Authority
- CN
- China
- Prior art keywords
- powder
- iron
- based powder
- alloy
- mixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0207—Using a mixture of prealloyed powders or a master alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/103—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing an organic binding agent comprising a mixture of, or obtained by reaction of, two or more components other than a solvent or a lubricating agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/108—Mixtures obtained by warm mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
Abstract
提供一种由用粘合剂将合金用粉末等粘着在表面上的铁基粉末,还有游离润滑剂构成的铁基混合粉,由于铁基粉末由60-90质量%的雾化铁粉与40-10质量%的还原铁粉的混合铁粉构成,因此为填充性、压缩性优良,且防止偏析的粉末冶金用铁基混合粉。粘合剂为选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物和乙撑双硬脂酸酰胺中的1种或2种以上,或为由选自油酸、锭子油、透平油中的1种或2种以上与硬脂酸锌构成的粘合剂是理想的。另外,游离润滑剂使用选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上是理想的。
Description
技术领域
本发明涉及粉末冶金用铁基混合粉,特别是涉及对具有薄壁模腔(狭窄填充空间部分)的金属模的填充性优良,且偏析小,压缩性优良的粉末冶金用铁基混合粉。
背景技术
粉末冶金用铁基混合粉(以下简称作铁基混合粉),一般添加:
(1)作为铁基粉末基础的铁粉,
(2)铜粉、石墨粉、磷化铁粉等的合金用粉末,
(3)按照需要的硬脂酸锌等的润滑剂,
(4)按照需要的改善切削性用粉末来制造。但是,在这样的铁基混合粉中存在原料粉末,特别是合金用粉末易偏析的问题。这是铁基混合粉含有大小、形状、和密度不同的几种粉末的缘故。具体的说,在混合后的运送,装入料斗,从料斗取出,或填充金属模与加压成形处理等时,铁基混合粉中的原料粉末的分布不均匀。
例如,众所周知,铁粉和石墨粉的混合粉在卡车的运输中,由于振动运输容器内铁粉和石墨粉分别随意运动、移动的结果,比重小的石墨粉浮在表面上,产生偏析。另外,众所周知,由于装入料斗的铁粉和石墨粉的混合粉在料斗内的移动时产生偏析,例如从料斗排出的初期、中期、后期的石墨粉的浓度各不相同。
将这样产生偏析的铁基混合粉装入金属模并加压(压缩)成形为成形体,烧结该成形体,将最终制品作为烧结体的场合,每个制品(烧结体)的组成变化。该组成变化的结果,制品的尺寸和强度偏差大,产生差的产品。
另外,由于混合的铜粉、石墨粉、磷化铁粉等的合金用粉末均为比铁基粉末细小的粉末,因此由于合金用粉末的混合,铁基混合粉的比表面积增大,铁基混合粉的流动性降低。这样的铁基混合粉的流动性低,使向铁基混合粉的成形用金属模的填充速度降低,由此成形体(又称压粉体)的生产速度降低。
关于铁基混合粉这样问题的解决策略,特别是作为防止偏析的技术,例如特开平1-219101号公报提出了由润滑剂0.3-1.3%,合金化元素粉0.1-10%和余量铁粉构成的,合金化元素粉粘着在铁粉表面上的粉末冶金用铁粉。根据该公报,该粉末冶金用铁粉使用时不发生成分偏析,可得到均质的烧结品。
另外,特开平3-162502号公报公开了添加物偏析小的,流动性经时变化小的粉末冶金用铁基粉末混合物的制造方法。特开平3-162502号公报中记载的方法是将脂肪酸加到铁系粉末中并第1次混合,接着将金属皂加到合金用粉末中并第2次混合,在第2次混合中或第2次混合后升温,接着边第3次混合边冷却,由于脂肪酸与金属皂的共熔融物的粘合力使合金用粉末粘着在铁系粉末表面上。
另外,在特许第3004800号公报中提出了,作为合金用粉末对铁系粉末表面的粘合剂使用不含金属元素的粘合剂的铁基混合粉。根据记载,由于采用不含金属元素的粘合剂,具有可减轻对烧结炉污染的优点。
但是,用上述各现有技术进行防偏析处理的铁基混合粉存在向金属模的填充性问题,特别是向金属模的幅度狭窄部位(薄壁模腔)的填充量有变小的倾向。因此,本发明人对上述现有技术进行防偏析处理的铁基混合粉的填充性用试验进行确认。首先,说明该试验结果。
在作为铁基粉末的雾化铁粉中,混合作为合金用粉末的2质量%的铜粉和0.8质量%的石墨粉,对于铁粉和合金用粉末的合计量100重量份,混合作为粘合剂的0.4重量份的硬脂酸锌和0.2重量份的机油(锭子油),加热并将合金用粉末粘着在铁粉表面上(粘合处理的一例)。接着将作为游离润滑剂的0.3重量份的硬脂酸锌混入其中。由于该处理使合金用粉末粘着在铁粉表面的铁粉与游离润滑剂成为混合物,得到铁基混合粉(已知产品)。将该铁基混合粉150g装入20×60×100mm大小的粉末箱中(参见图1)。
在图1所示的配置下,将该粉末箱以200mm/s的速度移动到金属模方向,在金属模的正上方停止1秒钟后后退到原来位置。使用该操作将铁基混合粉填充到金属模中。使用的金属模为模腔厚:Tmm,长度60mm,深度60mm的金属模。还有,厚度Tmm可在1、2、5之间变化。
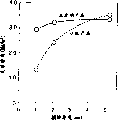
填充后,以488Mpa的压力将模腔内填充的铁基混合粉成形,测定所得成形体的重量。然后算出填充密度(=成形体重量/金属模体积),评价铁基混合粉对金属模的填充性。这些铁基混合粉(已知产品)的结果示于图2。从图2可知,在已知产品中金属模模腔厚度T变小,同时填充密度减小。例如已知,如金属模模腔厚度T为1mm,已知产品填充铁基混合粉的表观密度还不到一半。这样,在金属模模腔厚度薄的场合,用现有技术处理偏析的铁基混合粉多具有低填充性。
在这样填充性低的已知产品中,例如填充齿轮形状的金属模时,齿顶幅度狭窄部位与其他部位相比填充密度变小。而这样的状态原样加压制成成形体,再烧结的场合,由于部位的收缩量不同,零件的尺寸精度降低。一般,部位填充密度不同使成形密度不同,烧结时的尺寸变化率也不同,而且烧结密度也不同。因此,填充密度低的齿轮齿顶部位的烧结密度易于变低,进而强度变低。通常,由于在齿轮齿顶部位遭受应力最大,因此要求齿顶部位强度要高,希望填充密度要高。
对于这样的问题,例如特开平9-267195号公报公开了在粉末箱内设置表面设有放气孔的管子,由于从放气孔流出气体,使粉末浮动,由重力将粉末填充到模腔内的粉末填充方法。但是,特开平9-267195号公报记载的技术需要特殊的装置,存在设备费增大,制造成本增加的问题。
而且,近年来例如在汽车用烧结零件领域,伴随汽车车体轻量化的要求,烧结零件也指向小型化。可是,零件小型化同时,零件所受应力存在增高的倾向。由此,同一成分零件希望比强度高的零件,即比密度高的零件(同一成分的烧结体,一般密度越高,强度越高)。为了得到小型化的,密度高的烧结零件,铁基混合粉要进行防止偏析处理并需要优良的压缩性。不仅要具备这些特性,而且需要对金属模幅度狭窄部分的填充性优良的铁基混合粉。
发明的公开
本发明目的是提供可顺利解决如上所述的现有技术问题,并可稳定且特性偏差小的制造密度高的烧结零件的铁基混合粉。具体的说,目的是在进行防止偏析处理方面提供压缩性优良(成型体密度高),且填充性优良的铁基混合粉。
为解决上述课题,本发明人对进行防止偏析处理(例如粘合处理)的铁基混合粉的压缩性、填充性的各种原因进行了专心研究。
首先大致区分铁基粉末中雾化铁粉与还原铁粉2类,与雾化铁粉相比,还原铁粉表面凹凸大,另外,铁粉内部空隙多。众所周知,由此与使用雾化铁粉的相比,使用还原铁粉的铁基混合粉的压缩性低,另外流动性也恶化。流动性与填充性不是相同的性质,如流动性好对填充性也有利的预言大致成立。另外,流动性优良的铁基混合粉在工业上也容易处理。
但是,为了使烧结零件得到一般需要的高强度,作为铁基粉末以前通常使用混合粉的压缩性、流动性优良的雾化铁粉(由于轴承零件要利用空隙的贮油效果,例外的使用还原铁粉)。
但是,本发明人研究结果发现,与由流动性的类推相反,使用还原铁粉的铁基混合粉与使用雾化铁粉的铁基混合粉相比,对具有狭窄模腔的金属模的填充性优良。
另一方面,将还原铁粉作为铁基粉末使用的铁基混合粉要得到充分的压缩性是困难的。因此,本发明人进行了研究并发现,将雾化铁粉作为主体,虽然混合适量还原铁粉,但是没有伴随压缩性大的降低,并可显著提高铁基混合粉填充性。本发明人还发现,加上使用合适的粘合剂、润滑剂,可改善填充性。
本发明铁基混合粉具有的填充性的一个例子作为本发明产品示于图2。本发明铁基混合粉(本发明产品)可完全填充厚度1mm的模腔,与已知产品相比填充性显著改善。
本发明以上述发现为基础并加以研究而完成。
即,本发明是含有铁基粉末、合金用粉末与粘合剂,或还有改善切削性用粉末的,更好还含有游离润滑剂的铁基混合粉,本发明是特征在于,对于铁基粉末总量(质量%),上述铁基粉末含有60%以上,90%以下的雾化铁粉与10%以上40%以下的还原铁粉(希望除去雾化铁粉的剩余实质上由还原铁粉构成),并将合金用粉末或还有改善切削性用粉末用粘合剂粘着在铁基粉末的表面上(或应进行粘着处理制成)的填充性优良的粉末冶金用铁基混合粉。另外,在上述发明中,在作为铁基粉末使用的还原铁粉中,对于铁基粉末总量(质量%),10%以上,30%以下作为游离铁基粉末(合金用粉末或还有改善切削性用粉末不粘着在表面的铁基粉末)存在是理想的。由此,粘着处理后可混合游离铁基粉末。
另外,在本发明中,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,上述粘合剂的含量为0.1重量份以上,且1.0重量份以下是理想的。还有,在本发明中,上述粘合剂选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物和乙撑双硬脂酸酰胺的1种或2种以上是理想的。
另外,在本发明中,上述粘合剂可为选自油酸、锭子油和透平油的1种或2种以上与硬脂酸锌构成的粘合剂。
另外,在本发明中,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,上述游离润滑剂的含量为0.1重量份以上,且0.8重量份以下是理想的。而且,在本发明中,上述游离润滑剂含有选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上,或还含有选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物、乙撑双硬脂酸酰胺、分子量1万以下聚乙烯和乙撑双硬脂酸酰胺与分子量1万以下聚乙烯的熔融混合物中的1种或2种以上是理想的。
另外,在本发明中,上述热可塑性树脂粉含有选自单体丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物中的至少1种,对于上述热可塑性树脂50质量%以上并聚合成的,且为1次平均粒径0.03μm以上,5.0μm以下,凝聚平均粒径5μm以上,50μm以下,用溶液比粘度法测定的平均分子量3万以上,500万以下的热可塑性树脂粉是好的。
附图的简单说明
图1是模式地表示可适用于填充性试验的试验装置的概略说明图。
图2是表示已知铁基混合粉(已知产品)和本发明铁基混合粉(本发明产品)的填充密度与模腔厚度关系的曲线图。
图3是表示一次平均粒径、凝聚平均粒径定义的说明图。
优选实施方案
本发明粉末冶金用铁基混合粉是含有铁基粉末、合金用粉末和粘合剂的,按需要含有润滑剂的,或还含有改善切削性粉末的铁基混合粉,作为防偏析处理,用粘合剂将合金用粉末,或还有改善切削性粉末粘着在铁基粉末的表面上。
在本发明中,铁基粉末是以雾化铁粉为主,还含有对于铁基粉末总量40-10质量%的还原铁粉的混合铁粉为特征。更好,铁基粉末由对于铁基粉末总量60-90质量%的雾化铁粉和实质上剩余的40-10%的还原铁粉构成。其结果压缩性没有大的降低,而填充性显著提高。还原铁粉含量40质量%以下是为了确保铁基混合粉的良好压缩性。更好为30质量%以下。另外,还原铁粉含量10质量%以上是为了充分发挥改善填充性的效果。更好为15质量%以上。对于本发明的铁基混合粉,雾化铁粉和还原铁粉仅混合就行,不需要冶金结合。
另外,使所含还原铁粉的一部分,即对于铁基粉末总量,10-30质量%的还原铁粉成为表面上不粘着合金用粉末与改善切削性粉末的铁粉(以下称游离铁基粉末),从改善铁基混合粉的填充性的观点看是合适的。构成游离铁基粉末的还原铁粉的含量为10质量%以上是为了充分发挥改善填充性的效果。另一方面,含量为30质量%以下是为了确保铁基混合粉良好压缩性。另外,构成游离铁基粉末的还原铁粉的含量范围为15-30质量%是更理想的。
还原铁粉的含量在40质量%以下为的是确保铁基混合粉良好压缩性。另外,还原铁粉的含量在10质量%以上为的是充分发挥改善填充性的效果。
还有,在本发明中,作为铁基粉末主要使用的雾化铁粉,可为由熔液用雾化法制造的纯铁粉或合金钢粉,也可为其的混合。另外,使用的雾化铁粉也可为将合金粉部分合金化并粘着在用雾化法制造的纯铁粉或合金钢粉的表面上的部分合金化钢粉。在本发明中作为铁基粉末使用合金钢粉与合金化钢粉的场合,其中所含的合金成分不含在合金化用粉末的量中。
另外,作为铁基粉末加在雾化铁粉中使用的还原铁粉,使用还原制造钢材时生成的轧制氧化皮与铁矿石得到的还原铁粉是理想的。
另外,在铁基混合粉中,按照目标烧结体的机械性能等混合合金用粉末,作为合金用粉末使用石墨粉、铜粉、Ni粉等各种合金粉等是理想的。还有,对应于所含铁基粉末、合金用粉末和改善切削性用粉末(按照需要混合)的合计量,合金用粉末的含量为5.0质量%以下,为确保高的成形密度是理想的。
另外,在需要改善烧结体切削性的场合,在铁基混合粉中混合改善切削性用粉末。作为改善切削性用粉末,考虑烧结体制品要求的性能可选定滑石粉、金属硫化物粉等。还有,对应于铁基粉末、合金用粉末和改善切削性用粉末的合计量,改善切削性用粉末的含量为5.0质量%以下,为确保高的成形密度是理想的。
另外,在铁基混合粉中,将合金用粉末或还有改善切削性用粉末粘着在铁基粉末表面上,为了防止偏析混入粘合剂。在本发明中,对应于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,粘合剂的含量为0.1重量份以上,1.0重量份以下是理想的。即,为了进行充分防止合金用粉末偏析的粘着处理(粘合处理)使用0.1重量份以上的粘合剂是理想的,另外,为了维持铁基混合粉良好的填充性,粘合剂为1.0重量份以下是理想的。
作为粘合剂,在本发明中使用选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物和乙撑双硬脂酸酰胺中的1种或2种以上是理想的(粘合剂A)。另外,粘合剂A也可使用将选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物和乙撑双硬脂酸酰胺中的1种或2种以上加热熔融的产物。
另外,在本发明中也可使用由选自油酸、锭子油和透平油中的1种或2种以上与硬脂酸锌构成的粘合剂(粘合剂B)。粘合剂B也可使用将选自油酸、锭子油和透平油中的1种或2种以上与硬脂酸锌加热熔融的产物。
另外,一般为了提高铁基混合粉的流动性,改善对金属模的填充性的目的和在金属模中将铁基混合粉加压成形时不因摩檫热熔融软化与降低成形体取出力的目的,在铁基混合粉中混入润滑剂。为了使润滑剂发挥其作用,至少润滑剂的一部分以游离润滑剂存在是必要的。本发明所称的游离润滑剂意味着在铁基混合粉中不与铁基粉末(铁粉)、合金用粉末、改善切削性用粉末结合而游离存在的润滑剂。对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,游离润滑剂的含量为0.1重量份以上,0.8重量份以下是理想的。由于含有游离润滑剂0.1重量份以上,可更加改善铁基混合粉的填充性。另外,由于游离润滑剂的含量为0.8重量份以下,更好为0.5重量份以下,可维持良好的填充性和高的成形体密度。
在本发明中,作为游离润滑剂使用选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上是理想的。另外,作为游离润滑剂使用在选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上中添加选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物、乙撑双硬脂酸酰胺、分子量1万以下的聚乙烯、乙撑双硬脂酸酰胺与分子量1万以下的聚乙烯的熔融混合物中的1种或2种以上的产物也是理想的。
作为游离润滑剂,由于含有选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上,可显著改善铁基混合粉的填充性。还有,对于铁基粉末、合金用粉末和改善切削性用粉末(按需要添加)的合计量100重量份,选自热可塑性树脂、硬脂酸锌、硬脂酸锂中的1种或2种以上的含量为0.05重量份以上(更好0.1重量份以上),0.8重量份以下(更好0.5重量份以下),从改善铁基混合粉的流动性与对金属模的填充性的观点看是理想的。
另外,作为热可塑性树脂粉含有选自丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物(均为单体)中的至少1种,对于热可塑性树脂粉总量50质量%以上并聚合是理想的。由于选自单体丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物中的至少1种的含量,对于热可塑性树脂粉总量为50质量%以上,可充分改善铁基混合粉的流动性。还有,作为单体可单独使用丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物中的1种,或2种以上组合使用,这两种方式中的任一种方式都可以。
作为丙烯酸酯举例有丙烯酸甲酯、丙烯酸乙酯、丙烯酸正丙酯、丙烯酸异丙酯、丙烯酸正丁酯、丙烯酸异丁酯、丙烯酸仲丁酯、丙烯酸叔丁酯、丙烯酸正己酯、丙烯酸环己酯、2-乙基己基丙烯酸酯、丙烯酸正辛酯等。
另外,作为甲基丙烯酸酯举例有甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸正丙酯、甲基丙烯酸异丙酯、甲基丙烯酸正丁酯、甲基丙烯酸异丁酯、甲基丙烯酸正己酯、甲基丙烯酸环己酯、2-乙基己基甲基丙烯酸酯、甲基丙烯酸正辛酯等。在这些单体中甲基丙烯酸甲酯特别适用。
另外,作为芳香族乙烯化合物举例有苯乙烯、α-甲基苯乙烯、二乙烯基苯等单体。还有,在这些单体的苯核中甲基、乙基、丙基、丁基等置换的单体,例如乙烯基甲苯与异丁基苯乙烯等也含在芳香族乙烯化合物中。
另外,在上述丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物中的至少1种的单体中可添加对于单体总量较好50质量%以下的可共聚的其他单体并共聚,也可作为热可塑性树脂。
作为与上述3种单体可共聚的其他单体举例有:
丙烯酸、甲基丙烯酸、2-乙基丙烯酸、丁烯酸、桂皮酸等不饱和一元羧酸;
马来酸、衣康酸、富马酸、柠康酸、氯代马来酸等不饱和二羧酸与其酐;
马来酸单甲酯、马来酸单丁酯、富马酸单甲酯、富马酸单乙酯、衣康酸单甲酯、衣康酸单乙酯、衣康酸单丁酯等不饱和二羧酸的单酯及其衍生物;
甲基丙烯酸缩水甘油酯、丙烯酸缩水甘油酯、缩水甘油基-对-苯甲酸乙烯酯、衣康酸甲基缩水甘油酯、马来酸乙基缩水甘油酯、乙烯磺酸缩水甘油酯等的缩水甘油醚类;
丁二烯一氧化物、乙烯基环己烯一氧化物、5,6-环氧己烯、2-甲基-5,6-环氧己烯等的环氧烯烃类;
丙烯腈与甲基丙烯腈等的氰化乙烯类;
醋酸乙烯酯、丙酸乙烯酯、十四烷酸乙烯酯、油酸乙烯酯、安息香酸乙烯酯等的乙烯酯类;
丁二烯、异戊二烯、1,3-戊二烯、环戊二烯等共轭二烯烃系化合物;
1,4-己二烯、双环戊二烯、亚乙基降冰片烯等的非共轭二烯烃系化合物。
另外,作为可共聚单体,对于单体合计量可添加0.1-2质量%具有反应性实质上相同的2个以上的双键的交联性单体。作为交联性单体举例有乙二醇二丙烯酸酯、乙二醇二甲基丙烯酸酯、丁二醇二丙烯酸酯、丁二醇二甲基丙烯酸酯、三烃甲基丙烷二丙烯酸酯、三烃甲基丙烷二甲基丙烯酸酯、三烃甲基丙烷三丙烯酸酯、三烃甲基丙烷三甲基丙烯酸酯、己二醇二丙烯酸酯、己二醇二甲基丙烯酸酯、低聚乙二醇(オリゴキシエチレン)二丙烯酸酯、低聚乙二醇(オリゴキシエチレン)二甲基丙烯酸酯等,还有二乙烯基苯等芳香族二乙烯单体、偏苯三酸三烯丙酯、三聚异氰酸三烯丙酯等。
而且,这些热可塑性树脂粉可为一次平均粒径0.03μm以上,且5.0μm以下,凝聚平均粒径5μm以上,且50μm以下,用溶液比粘度法测定的平均分子量3万以上,且500万以下的热可塑性树脂粉。
在本发明中所谓一次平均粒径,如图3所示,意味着热可塑性树脂粉的每个颗粒(一次颗粒1)的粒径3的平均值。另外,凝聚平均粒径意味着一次颗粒1凝聚形成的凝聚颗粒2的粒径4的平均值。一次平均粒径是用扫描电子显微镜观察凝聚颗粒,从摄像照片实测50个形成凝聚颗粒的一次颗粒的直径(一次粒径)并平均出的。另外,凝聚平均粒径同样是用扫描电子显微镜观察凝聚颗粒,从摄像照片测定50个凝聚颗粒粒径并平均出的。
另外,在本发明中用溶液比粘度法测定平均分子量。用溶液比粘度法的测定按照下述顺序进行。将0.2g树脂试样溶解在50ml四氢呋喃中,求出溶液在35℃的粘度A。同样,求出同一温度溶剂(四氢呋喃)的粘度B。算出比粘度(A/B)。可知平均分子量。从各种标准聚苯乙烯可预先确定比粘度-平均分子量的关系,利用该关系,由上述比粘度求出树脂试样的平均分子量。
热可塑性树脂粉的一次平均粒径在0.03μm以上,且在5.0μm以下是理想的。如一次平均粒径在0.03μm以上,可抑制树脂粉的制造成本成为不昂贵的,则铁基混合粉的制造成本也不上升。还有,为0.05μm以上是更理想的。另外,在5.0μm以下可维持高的成形体的密度(即维持好的压缩性)。还有,为3.0μm以下是更理想的。
另外,热可塑性树脂粉的凝聚平均粒径为5μm以上,50μm以下是理想的。由于凝聚平均粒径为5μm以上,可很好维持铁基混合粉的流动性和料斗排出性。为10μm以上是更理想的。由于为50μm以下,因此可维持烧结体的拉伸强度与已知产品大致相同或在其以上。为40μm以下是更理想的。
作为热可塑性树脂粉可混合一次平均粒径不同的2种以上的热可塑性树脂粉。在该场合,混合粉末的一次平均粒径,按照满足上述一次平均粒径的合适条件调整混合比例是理想的。
另外,用热可塑性树脂粉的溶液比粘度法测定的平均分子量在3万以上,500万以下是理想的。如平均分子量为3万以上,可抑制树脂粉的制造成本成为不昂贵的,则铁基混合粉的制造成本也不上升。另外,由于平均分子量为500万以下,可维持铁基混合粉的流动性与料斗排出性与已知产品大致相同或在其以上。
关于上述热可塑性树脂粉的制造方法本发明没有特别限定,以前聚甲基丙烯酸甲酯等细微树脂粉末的制造中使用的几种方法都是适合的。在这些方法中,特别是粒径不很细,且可得到球形颗粒的聚合法,例如细微悬浮聚合法、乳化聚合法、接种乳化聚合法等是适合的。
作为细微悬浮聚合法,使用作为自由基聚合引发剂的油溶性引发剂,在聚合开始前均质化处理单体油滴的粒径并预先调节,均质分散聚合的方法是适合的。
作为油溶性自由基聚合引发剂例如可使用苯甲酰过氧化物、双-3,5,5-三甲基己酰过氧化物、二月桂酰过氧化物等二酰基过氧化物类;
二异丙基过氧化物二碳酸酯、二仲丁基过氧化物二碳酸酯、二-2-乙基己基过氧化物二碳酸酯等过氧化物二碳酸酯类;
叔丁基过氧化物新戊酸酯、叔丁基过氧化物新癸酸酯等过氧化物酯类;
乙酰环己基磺酰过氧化物、二琥珀酸过氧化物等有机过氧化物;
2,2’-偶氮二异丁腈、2,2’-偶氮双-2-甲基丁腈、2,2’-偶氮双二甲基戊腈等偶氮化合物等。
另外,这些自由基聚合引发剂可单独使用1种,或2种以上组合使用。其使用量按单体的种类与量和加入方式等适当选择,通常,每使用单体100重量份,使用0.001-5.0重量份是理想的。
还有,当实施细微悬浮聚合法时,通常使用表面活性剂与分散剂。
作为表面活性剂举例有:
月桂基硫酸酯钠、肉豆蔻基硫酸酯钠等烷基硫酸酯盐类;
十二烷基苯磺酸钠、十二烷基苯磺酸钾等烷基芳基磺酸盐类;
二辛基磺基琥珀酸钠、二已基磺基琥珀酸钠等磺基琥珀酸酯盐类;
月桂酸铵、硬脂酸钾等脂肪酸盐类;
聚氧乙烯烷基硫酸酯盐类;
聚氧乙烯烷基芳基硫酸酯盐类;
十二烷基二苯基醚二磺酸钠等阴离子性表面活性剂类;
山梨糖醇酐单油酸酯、聚氧乙烯山梨糖醇酐单硬脂酸酯等山梨糖醇酐酯类、聚氧乙烯烷基醚类、聚氧乙烯烷基苯基醚类等非离子性表面活性剂类
十六烷基氯化吡啶嗡、十六烷基三甲基溴化铵等阳离子性表面活性剂等。
另外,作为分散剂举例有聚乙烯醇、甲基纤维素、聚乙烯基吡咯烷酮等。
这些表面活性剂与分散剂可单独使用1种,或2种以上组合使用。其使用量,通常每使用单体100重量份,可在0.05-5重量份,更好在0.2-4重量份的范围内适当选择。
另外,在细微悬浮聚合法中,首先在水性介质中添加油溶性引发剂、单体、表面活性剂和按照需要使用的高级脂肪酸类与高级醇类等的聚合助剂、其他添加剂并预先混合,用高速搅拌器进行均质化处理,进行油滴粒径调节。对于高速搅拌器,例如可利用胶体磨、振动搅拌机、二级式高压泵、从喷嘴与喷孔等高压喷出、超声波搅拌等。加之,油滴粒径的调节受均质化处理时剪切力的控制、聚合中的搅拌条件、反应装置的形式、表面活性剂与添加剂的量等影响,这些可通过简单的预备试验来选择适当的条件。然后,将全部单体均质化处理液送到聚合罐中,边慢慢搅拌边升温,通常在30-80℃范围的温度下进行聚合。
这样可得到一次平均粒径为希望值(如0.03-5.0μm)的热可塑性树脂粉颗粒均质分散的乳化液或悬浮液。将该乳化液或悬浮液喷雾干燥,或将热可塑性树脂粉颗粒凝聚后,过滤,分离浆液、干燥、粉碎可得到热可塑性树脂粉末。该热可塑性树脂的重均分子量可用反应温度与聚合度调节剂调节到希望的值。
下面说明本发明铁基混合粉的理想制造方法的一个例子。
首先,将作为铁基粉末的,对于铁基粉末总量为60质量%以上,90质量%以下的雾化铁粉、实质上剩余(10-40%)的还原铁粉和合金用粉末、或还有改善切削性用粉末、粘合剂混合制成混合物。对于铁基粉末、合金用粉末和改善切削性用粉末合计量100重量份,混合粘合剂0.1重量份以上,1.0重量份以下是理想的。作为粘合剂为选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物、乙撑双硬脂酸酰胺中的1种或2种以上是理想的。
将该混合物边加热边混合(至此为一次混合)。还有,在粘合剂为1种的场合,一次混合的加热温度为比该粘合剂的熔点高10-100℃的温度是理想的。另外,在粘合剂为2种以上的场合,为比这些粘合剂熔点中的最低值高10℃以上,这些粘合剂熔点中的最高值以下的温度是理想的。由于在上述下限温度以上加热,至少1种粘合剂熔融,可发挥粘合剂的粉末颗粒的粘合机能。另外,由于加热温度在上述上限温度以下,可完全回避由于粘合剂热分解等的粘合机能的降低,还可很好维持料斗排出性能。
接着,由于将该一次混合粉冷却,在铁基粉末的表面粘着合金用粉末或还有改善切削性用粉末。从含粘合剂的原料粉的混合到此的处理是一般称作粘合处理或粘着处理的一个例子。
接着,在铁基粉末表面上粘着合金用粉末或还有改善切削性用粉末的一次混合粉末中进一步添加润滑剂,混合(此为二次混合)制成铁基混合粉。从发挥润滑机能等观点看,二次混合的温度不到添加润滑剂熔点中的最低值是理想的。更好为室温。另外,对于铁基粉末、合金用粉末和改善切削性用粉末(需要时添加)的合计量100重量份,添加的润滑剂的量在0.1重量份以上,0.8重量份以下,更合适在0.5重量份以下是理想的。二次混合添加的润滑剂为游离润滑剂,以不与铁基粉末等粘合的游离状态存在于混合粉中。
作为成为游离润滑剂的,二次混合时添加的润滑剂一定含选自上述的热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上,按照需要含硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物、乙撑双硬脂酸酰胺、分子量1万以下的聚乙烯、乙撑双硬脂酸酰胺与分子量1万以下的聚乙烯的熔融混合物的1种或2种以上的润滑剂是理想的。还有,热可塑性树脂粉优选的是使对于热可塑性树脂粉含50质量%以上选自为单体的丙烯酸酯、甲基丙烯酸酯和芳香族乙烯化合物中的至少1种进行聚合而得的。
在本发明中可在二次混合时添加作为铁基粉末而添加的还原铁粉的一部分,优选对于铁基粉末总量为10-30质量%。由此,二次混合时添加的还原铁粉表面上不粘着合金粉末或改善切削性用粉末,可成为游离铁基粉末。由于使还原铁粉的至少一部分成为游离铁基粉末,铁基混合粉的填充性可显著改善。
另外,作为其他制造方法,本发明铁基混合粉也可按照下述(1)~(4)工序制造。
(1)在实质上由90-60质量%的雾化铁粉与10-40质量%的还原铁粉构成的铁基粉末中添加合金用粉末或还有改善切削性用粉末,然后将液态粘合剂喷雾喷射到这些粉末中(以下称该液态粘合剂为喷雾喷射粘合剂)后混合。作为液态粘合剂使用油酸、锭子油、透平油中的1种或2种以上是理想的。
(2)在这些混合物中再添加硬脂酸锌,混合成一次混合物。对于铁基粉末、合金用粉末和改善切削性粉末的合计量100重量份,硬脂酸锌的添加量与喷雾喷射粘合剂的合计量为0.1-1.0重量份是理想的。
(3)将一次混合粉在110-150℃边加热边二次混合。由于该加热生成硬脂酸锌与喷雾喷射粘合剂中的至少1种以上的加热熔融物。由于使二次混合的加热温度在110℃以上,可充分发挥粘合剂的机能并防止合金粉末的偏析。另一方面,由于在150℃以下,可完全避免由于铁基粉末氧化(硬质化)引起的压缩性的降低。
接着,由于将该二次混合粉冷却,合金用粉末或还有改善切削性用粉末牢固地粘着在铁基粉末的表面上。
(4)在铁基粉末表面上粘着合金用粉末或还有改善切削性用粉末的二次混合粉中再添加润滑剂,三次混合制成铁基混合粉。三次混合的温度不到添加的润滑剂熔点中的最低值是理想的。更好为室温。另外,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,添加的润滑剂的量为0.1-0.5重量份是理想的。三次混合中添加的润滑剂为游离润滑剂以实质上不与铁基粉末等粘合的游离状态存在于混合粉中。
三次混合中添加的润滑剂的种类,与上述游离润滑剂相同没有任何问题。
上述制造方法的例子中(1)~(3)的处理构成粘合处理。
另外,在本发明中,在(4)的三次混合时还可添加制造方法的工序(1)中混合的还原铁粉的一部分,较好是对于铁基粉末总量为10-30质量%。由此,三次混合时添加的还原铁粉可实质上表面不粘着合金粉末或改善切削性用粉末,成为游离铁基粉末。由于还原铁粉的至少一部分为游离铁基粉末,铁基混合粉的填充性显著改善。
另外,本发明铁基混合粉的制造方法不限于上述2例的制造方法。作为上述制造方法以外方法的一个例子,例如将溶解或分散在有机溶剂中的粘合剂与铁基粉末、合金用粉末或还有改善切削性用粉末混合后,蒸发有机溶剂,在铁基粉末表面粘着合金粉末、改善切削性用粉末(至此为粘合处理),此后添加并混合润滑剂,制成存在游离润滑剂的铁基混合粉。
另外,粘合处理不限于以上的方法,将铁基粉末以外的原料粉末粘着在铁基粉末表面为目的进行的处理都适用于粘合处理。为了使粘合处理有效,将相当量的合金用粉末或改善切削性用粉末粘着在铁基粉末上是重要的。例如对于添加频率大的石墨粉末,选定其约60%(质量%)以上粘着的条件进行粘合处理是理想的。
还有,本发明铁基混合粉可适用于任何一般粉末冶金制造工艺。例如,可适用于成形—烧结、成形—烧结—浸渍淬火(CQT)、成形—烧结—光亮淬火(BQT)、成形—烧结—高频淬火等工艺。对于任何工艺,按照需要均可增加修整处理。
实施例
实施例1
首先将铁基粉末974g、表1所示量的合金用粉末与表1所示量的粘合剂装入加热混合机中并充分混合,制成混合物。
作为铁基粉末使用表1所示比率的雾化铁粉(川崎制铁制:KIP301A)与还原铁粉(川崎制铁制:255M)。这些均为一般工业用铁粉。另外,作为合金用粉末添加平均粒径23μm的石墨粉末6g与平均粒径25μm的电解铜粉20g。另外,作为粘合剂预混合并使用表1所示种类与量的粘合剂。还有,表1所示的含量以对于铁基粉末和合金用粉末或还有改善切削性用粉末的合计量100重量份的重量份来表示。
而且,将这些混合物在表1所示温度边不断混合(至此为一次混合)边加热,制成一次混合物。
接着,将一次混合物边混合边在85℃以下冷却。而且,冷却到40℃后,添加表1所示种类与量的润滑剂,均匀混合(至此为二次混合)后,从加热混合机中排出,制成铁基混合粉。还有,二次混合时添加的热可塑性树脂粉、硬脂酸锌、硬脂酸锂以外的润滑剂的记号与种类的关系示于表3。另外,二次混合时使用的热可塑性树脂粉的记号与种类的关系和其组成、聚合方法、一次粒径、凝聚粒径和分子量示于表4。
还有,在一部分铁基混合粉(铁基混合粉No.1-17)中在二次混合时添加润滑剂的同时添加还原铁粉(15质量%)。
对于得到的铁基混合粉,评价其填充性、压缩性、偏析性。
(1)填充性试验
使用图1模式示出其配置的装置实施铁基混合粉的填充性试验。将填充了铁基混合粉(试验混合粉)150g的粉末箱(100×60×20mm)以200mm/s的速度移动到金属模方向,在具有t=1mm模腔的金属模的正上方停止,保持1秒钟,将铁基混合粉填充到金属模中后后退。填充后以488MPa的压力成形制成成形体。
测定这些成形体的重量,求出填充密度{=(成形体重量)/(模腔的体积)}。以粉末箱中的铁基混合粉的表观密度除该填充密度的值作为填充值,评价填充值。填充值越大,表示填充性越好。
(2)压缩性试验
用5ton/cm2(490Mpa)压力将铁基混合粉(试验混合粉)成形为直径25mmΦ×高20mm的片制成成形体。测定这些成形体的密度(压粉密度)并评价压缩性。
(3)偏析性试验
调查铁基混合粉中所含的石墨粉(合金用粉末)的偏析,评价偏析性。筛分铁基混合粉(试验混合粉),对于通过100目(150μm)的筛子,通不过200目(75μm)的粉进行碳的定量分析。另外,对整体铁基混合粉(试验混合粉)也进行碳的定量分析。以其结果用下述定义的碳粘着度评价偏析性。
碳粘着度={从通过100目(150μm)到通不过200目(75μm)范围的粒度的铁基混合粉的C分析值}/(铁基混合粉的C分析值)×100(质量%)
碳粘着度越大,意味着铁基混合粉的石墨粉的偏析越小。其结果示于表2。
表1

*)()内={(雾化铁粉)/(铁基粉末)}×100(质量%)
**)游离铁基粉末
表2
| 铁基混合粉No | 铁基混合粉特性 | 备注 | ||
| 填充性 | 压缩性 | 偏析性 | ||
| 填充值 | 压粉密度Mg/m3 | 碳粘着度 | ||
| 1-1 | 0.81 | 6.88 | 85 | 本发明例 |
| 1-2 | 0.83 | 6.87 | 83 | |
| 1-3 | 0.85 | 6.86 | 85 | |
| 1-4 | 0.86 | 6.85 | 84 | |
| 1-5 | 0.87 | 6.83 | 83 | |
| 1-6 | 0.83 | 6.87 | 84 | |
| 1-7 | 0.84 | 6.86 | 86 | |
| 1-8 | 0.86 | 6.83 | 82 | |
| 1-9 | 0.85 | 6.84 | 84 | |
| 1-10 | 0.84 | 6.83 | 83 | |
| 1-11 | 0.83 | 6.85 | 86 | |
| 1-12 | 0.86 | 6.86 | 87 | |
| 1-13 | 0.85 | 6.84 | 85 | |
| 1-14 | 0.87 | 6.85 | 86 | |
| 1-15 | 0.86 | 6.84 | 83 | |
| 1-16 | 0.84 | 6.83 | 82 | |
| 1-17 | 0.91 | 6.83 | 85 | |
| 1-18 | 0.86 | 9.83 | 87 | |
| 1-19 | 0.35 | 6.90 | 86 | 比较例 |
| 1-20 | 0.40 | 6.89 | 88 | |
| 1-21 | 0.82 | 6.87 | 36 | |
| 1-22 | 0.70 | 6.82 | 85 | 本发明例 |
| 1-23 | 0.60 | 6.88 | 89 | |
| 1-24 | 0.65 | 6.80 | 84 | |
| 1-25 | 0.81 | 6.82 | 70 | |
表3
| 记号 | 种类 |
| a | 硬脂酸 |
| b | 油酸酰胺 |
| C | 硬脂酸酰胺 |
| d | 硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物 |
| e | 乙撑双硬脂酸酰胺 |
| f | 乙撑双硬脂酸酰胺与分子量1万以下的聚乙烯的熔融混合物 |
| g | 分子量1万以下的聚乙烯 |
表4
| 热可塑性树脂粉的种类记号 | 热可塑性树脂粉的制造条件 | 热可塑性树脂粉的性状 | ||||
| 组成物* | 组成比重量% | 聚合法 | 平均分子量(万) | 一次粒径μm | 凝聚粒径μm | |
| A | MMA | 100 | 共聚 | 40 | 0.04 | 30 |
| B | BA/MMA | 60/40 | 芯-壳二段聚合 | 200 | 1 | 40 |
| C | ST/BMA | 70/30 | 共聚 | 300 | 3 | 25 |
| D | MMA/BD | 85/15 | 共聚 | 80 | 0.08 | 15 |
| E | MMA/BMA | 70/30 | 共聚 | 60 | O.4 | 30 |
| F | ST/AN | 80/20 | 共聚 | 100 | 0.3 | 20 |
| G | EA/ST | 60/40 | 芯-壳二段聚合 | 250 | 0.1 | 15 |
注*)MMA:甲基丙烯酸甲酯
BMA:甲基丙烯酸正丁酯
EA:丙烯酸乙酯
BA:丙烯酸正丁酯
AN:丙烯腈
BD:丁二烯
ST:苯乙烯
由表可知,满足合适条件的本发明例(铁基混合粉No.1-1~No.1-18)都是成形密度6.83Mg/m3以上、碳粘着度80%以上、填充值0.8以上与填充性、压缩性优良且石墨偏析小的铁基混合粉。
不符合合适条件的本发明例(铁基混合粉No.1-22~No.1-25)与满足合适条件的本发明例相比材质上稍差,但都显示良好的填充性、压缩性,且石墨粉的偏析小。
还原铁粉的量不符合本发明范围的铁基混合粉(No.1-19、No.1-20)填充性降低。粘合剂的量低出本发明的合适范围以外的铁基混合粉(No.1-25)偏析显示有点变大的倾向。另外,由于粘合剂的量显著不足,达不到粘合剂处理目的的铁基混合粉(No.1-21)中,难说合金用粉末事实上充分粘着在铁粉上,其结果偏析的防止不完全。
粘合剂的量高出本发明的合适范围以外的铁基混合粉(No.1-22)填充性显示有点降低的倾向。游离润滑剂的量低出本发明的合适范围以外的铁基混合粉(No.1-23)填充性显示有点降低的倾向。还有,游离润滑剂的量高出本发明的合适范围以外的铁基混合粉(No.1-24)压缩性显示有点降低的倾向。
实施例2
首先,在铁基粉末974g和作为合金用粉末的平均粒径23μm的石墨粉6g与平均粒径25μm的电解铜粉20g中喷雾喷射选自表5所示作为粘合剂的油酸、锭子油、透平油的1种或2种以上后,进行1次混合的混合。还有,粘合剂的添加量以对于铁基粉末、合金用粉末或还有改善切削性用粉末的合计量100重量份的重量份表示。作为铁基粉末使用表5所示比率的雾化铁粉(川崎制铁制:KIP301A)与还原铁粉(川崎制铁制:270MS)。本试验使用的铁粉一般为工业用铁粉。作为合金用粉末使用平均粒径23μm的石墨粉和平均粒径25μm的电解铜粉。还有,在铁基混合粉No.2-9中替换铜粉添加作为改善切削性用粉末的平均粒径20μm的MnS粉末。
接着,在一次混合的混合粉中,作为粘合剂还添加表5所示量的硬脂酸锌,装入加热混合机中并充分混合,制成混合物。而且,在140℃将该混合物边混合边加热,制成二次混合物。
接着,将二次混合物边混合边在85℃以下冷却。而且冷却到40℃后,添加表5所示种类与量的游离润滑剂,均匀地三次混合后,从加热混合机中排出,制成铁基混合粉。还有,三次混合时添加的热可塑性树脂粉、硬脂酸锌、硬脂酸锂以外的润滑剂的记号与种类的关系与实施例1一样示于表3。另外,三次混合时使用的热可塑性树脂粉的记号与种类的关系与其组成、聚合方法、一次粒径,凝聚粒径和分子量与实施例1一样示于表4。
另外,在一部分(铁基混合粉No.2-17)中三次混合时添加润滑剂,同时添加还原铁粉(15质量%)。
对于得到的铁基混合粉用与实施例1一样的试验方法评价填充性、压缩性、偏析性。
得到的结果示于表6。
表5
*)()内={(雾化铁粉)/(铁基粉末)}×100(质量%)
**)游离铁基粉末
表6
| 铁基混合粉No | 铁基混合粉特性 | 备注 | ||
| 填充性 | 压缩性 | 偏析性 | ||
| 填充值 | 压粉密度Mg/m3 | 碳粘着度% | ||
| 2-1 | 0.80 | 6.88 | 83 | 本发明例 |
| 2-2 | 0.82 | 6.86 | 85 | |
| 2-3 | 0.83 | 6.86 | 86 | |
| 2-4 | 0.84 | 6.85 | 83 | |
| 2-5 | 0.87 | 6.83 | 86 | |
| 2-6 | 0.82 | 6.88 | 83 | |
| 2-7 | 0.82 | 6.85 | 82 | |
| 2-8 | 0.82 | 6.83 | 85 | |
| 2-9 | 0.84 | 6.86 | 86 | |
| 2-10 | 0.82 | 6.83 | 87 | |
| 2-11 | 0.83 | 6.86 | 86 | |
| 2-12 | 0.84 | 6.85 | 84 | |
| 2-13 | 0.83 | 6.85 | 82 | |
| 2-14 | 0.83 | 6.85 | 83 | |
| 2-15 | 0.84 | 6.85 | 83 | |
| 2-16 | 0.86 | 6.84 | 82 | |
| 2-17 | 0.86 | 6.83 | 85 | |
| 2-18 | 0.89 | 6.83 | 86 | |
| 2-19 | 0.33 | 6.90 | 84 | 比较例 |
| 2-20 | 0.25 | 6.89 | 83 | |
| 2-21 | 0.82 | 6.90 | 35 | |
| 2-22 | 0.60 | 6.80 | 86 | 本发明例 |
| 2-23 | 0.55 | 6.87 | 85 | |
| 2-24 | 0.60 | 6.89 | 85 | |
| 2-25 | 0.82 | 6.79 | 84 | |
| 2-26 | 0.83 | 6.85 | 85 | |
由表可知,满足合适条件的本发明例(铁基混合粉No.2-1~No.2-18,No.2-26)都是成形密度6.83Mg/m3以上、碳粘着度80%以上,填充值0.8以上与填充性优良、压缩性和耐偏析性优良的铁基混合粉。
不符合合适条件的本发明例(铁基混合粉No.2-22~No.2-25)比满足合适条件的本发明例材质梢差,但都显示良好的填充性、压缩性,且石墨粉的偏析小。
另一方面,还原铁粉的量不符合本发明范围的铁基混合粉(No.2-19,No.2-20)填充性降低。另外,粘合剂的量稍微不足的铁基混合粉(No.2-21)达不到本试验粘合剂处理目的的结果,事实上合金用粉末没有充分粘着在铁粉上,防止偏析不完全。
粘合剂的量高出本发明的合适范围以外的铁基混合粉(No.2-22)填充性显示稍微降低的倾向。另外,游离润滑剂不含热可塑性树脂、硬脂酸锌、硬脂酸锂中的1种的,不符合本发明合适范围的铁基混合粉(No.2-23)填充性显示稍微降低的倾向。另外,游离润滑剂的量低出本发明的合适范围以外的铁基混合粉(No.2-24)填充性显示稍微降低的倾向。另外,游离润滑剂的量不符合本发明高的合适范围的铁基混合粉(No.2-25)压缩性显示稍微降低的倾向。
发明效果
按照本发明可廉价制造偏析小、压缩性优良、而且填充性优良的铁基混合粉。而且,用本发明铁基混合粉可适应小型化的烧结零件,使用具有幅宽狭窄模腔的金属模制造成形体,可稳定且性能很少参差不齐地制造高密度的烧结零件,在工业上呈现特殊的效果。
Claims (16)
1.一种粉末冶金用铁基混合粉,是含有铁基粉末、合金用粉末和粘合剂的铁基混合粉,其特征在于,上述铁基粉末含有对于铁基粉末总量按质量%计,为60%以上,90%以下的雾化铁粉和为10%以上,40%以下的还原铁粉,并且雾化铁粉和还原铁粉之间没有冶金结合,用粘合剂将合金用粉末粘着在该铁基粉末的表面上。
2.权利要求1所述的粉末冶金用铁基混合粉,其特征在于,进一步含有选自滑石粉、金属硫化物粉的至少一种作为改善切削性用粉末,并且用粘合剂进一步将该改善切削性用粉末粘着在该铁基粉末的表面上。
3.权利要求1或2所述的粉末冶金用铁基混合粉,其特征在于,上述还原铁粉的至少一部分以对于铁基粉末总量按质量%计为10%以上且30%以下的游离铁基粉末的形式存在。
4.权利要求1所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末和合金用粉末的合计量100重量份,上述粘合剂的含量为0.1重量份以上,1.0重量份以下。
5.权利要求2所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,上述粘合剂的含量为0.1重量份以上,1.0重量份以下。
6.权利要求1或2所述的粉末冶金用铁基混合粉,其特征在于,上述粘合剂选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物和乙撑双硬脂酸酰胺中的1种或2种以上。
7.权利要求1或2所述的粉末冶金用铁基混合粉,其特征在于,上述粘合剂由选自油酸、锭子油和透平油中的1种或2种以上与硬脂酸锌构成。
8.权利要求1所述的粉末冶金用铁基混合粉,其特征在于,上述铁基混合粉还含有游离润滑剂。
9.权利要求2所述的粉末冶金用铁基混合粉,其特征在于,上述铁基混合粉还含有游离润滑剂。
10.权利要求8所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末和合金用粉末的合计量100重量份,上述游离润滑剂的含量为0.1重量份以上,0.8重量份以下。
11.权利要求9所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,上述游离润滑剂的含量为0.1重量份以上,0.8重量份以下。
12.权利要求8所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末和合金用粉末的合计量100重量份,上述游离润滑剂的含量为0.1重量份以上,0.5重量份以下。
13.权利要求9所述的粉末冶金用铁基混合粉,其特征在于,对于铁基粉末、合金用粉末和改善切削性用粉末的合计量100重量份,上述游离润滑剂的含量为0.1重量份以上,0.5重量份以下。
14.权利要求8或9所述的粉末冶金用铁基混合粉,其特征在于,上述游离润滑剂含有选自热可塑性树脂粉、硬脂酸锌、硬脂酸锂中的1种或2种以上。
15.权利要求14所述的粉末冶金用铁基混合粉,其特征在于,上述游离润滑剂还进一步含有选自硬脂酸、油酸酰胺、硬脂酸酰胺、硬脂酸酰胺与乙撑双硬脂酸酰胺的熔融混合物、乙撑双硬脂酸酰胺、分子量1万以下的聚乙烯、乙撑双硬脂酸酰胺与分子量1万以下的聚乙烯的熔融混合物中的1种或2种以上。
16.权利要求14所述的粉末冶金用铁基混合粉,其特征在于,上述热可塑性树脂粉是相对于上述热可塑性树脂粉聚合50质量%以上选自均为单体的丙烯酸酯、甲基丙烯酸酯和芳香族乙烯基化合物中的至少1种而含有之,且1次平均粒径为0.03μm以上,5.0μm以下,凝聚平均粒径为5μm以上,50μm以下,用溶液比粘度法测定的平均分子量为3万以上,500万以下的热可塑性树脂粉。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP206373/00 | 2000-07-07 | ||
| JP2000206373A JP2002020801A (ja) | 2000-07-07 | 2000-07-07 | 粉末冶金用鉄基混合粉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1370645A CN1370645A (zh) | 2002-09-25 |
| CN1229196C true CN1229196C (zh) | 2005-11-30 |
Family
ID=18703311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011431954A Expired - Lifetime CN1229196C (zh) | 2000-07-07 | 2001-07-07 | 粉末冶金用铁基混合粉 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6533836B2 (zh) |
| EP (1) | EP1179607B1 (zh) |
| JP (1) | JP2002020801A (zh) |
| CN (1) | CN1229196C (zh) |
| CA (1) | CA2352123C (zh) |
| DE (1) | DE60125110T2 (zh) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7261759B2 (en) * | 2001-05-21 | 2007-08-28 | React-Nti, Llc | Powder metal mixture including micronized starch |
| US20050265883A1 (en) * | 2002-08-07 | 2005-12-01 | Kei Ishii | Dust ccre and process for producing the same |
| US20040156736A1 (en) * | 2002-10-26 | 2004-08-12 | Vlad Ocher | Homogeneous shaped charge liner and fabrication method |
| SE0303453D0 (sv) * | 2003-12-22 | 2003-12-22 | Hoeganaes Ab | Metal powder composition and preparation thereof |
| JP4224407B2 (ja) | 2004-01-29 | 2009-02-12 | 日信工業株式会社 | 複合金属材料の製造方法 |
| JP4752749B2 (ja) * | 2006-12-15 | 2011-08-17 | Jfeスチール株式会社 | 粉末冶金用鉄粉の製造方法 |
| CA2699033C (en) | 2007-09-14 | 2013-05-28 | Jfe Steel Corporation | Iron-based powder for powder metallurgy |
| JP5181688B2 (ja) * | 2008-01-18 | 2013-04-10 | Jfeスチール株式会社 | 粉末冶金用鉄基粉末混合物 |
| JP5169605B2 (ja) * | 2008-08-07 | 2013-03-27 | Jfeスチール株式会社 | 粉末冶金用粉末混合物および成形体の製造方法 |
| PL2376247T3 (pl) | 2009-01-12 | 2020-05-18 | Metal Additive Technologies | Sposób wytwarzania części wielopoziomowych z aglomerowanego sferycznego proszku metalu |
| EP2475481B1 (en) * | 2009-09-08 | 2014-06-18 | Höganäs AB | Metal powder composition |
| CN102019223A (zh) * | 2010-10-28 | 2011-04-20 | 北京理工大学 | 一种用于跳汰选矿的跳汰介质小球及其制备方法 |
| JP5617529B2 (ja) * | 2010-10-28 | 2014-11-05 | Jfeスチール株式会社 | 粉末冶金用鉄基混合粉末 |
| KR102172677B1 (ko) * | 2012-02-24 | 2020-11-02 | 회가나에스 코오포레이션 | 분말 야금에 사용하기 위한 개선된 윤활제 시스템 |
| CN103223489B (zh) * | 2013-04-09 | 2016-08-24 | 吴建平 | 一种偏心轮粉末冶金的制备方法 |
| JP5929967B2 (ja) * | 2013-06-07 | 2016-06-08 | Jfeスチール株式会社 | 粉末冶金用合金鋼粉 |
| CN103396856A (zh) * | 2013-07-05 | 2013-11-20 | 西安近代化学研究所 | 一种用于富燃料推进剂的硼-镁复合粒子 |
| CN105176636A (zh) * | 2014-01-14 | 2015-12-23 | 莱芜市冠隆纳米科技有限公司 | 一种超级润滑剂及其制备方法 |
| US9657993B2 (en) | 2015-02-20 | 2017-05-23 | Gestion Mcmarland Inc. | Solid agglomerate of fine metal particles comprising a liquid oily lubricant and method for making same |
| JP6561962B2 (ja) * | 2016-10-24 | 2019-08-21 | Jfeスチール株式会社 | 粉末冶金用混合粉末の製造方法および粉末冶金用混合粉末の製造設備 |
| CN106772149B (zh) * | 2016-11-18 | 2018-07-06 | 清华大学 | 一种优化的极大磁场测量方法及装置 |
| KR102250914B1 (ko) * | 2017-02-02 | 2021-05-11 | 제이에프이 스틸 가부시키가이샤 | 분말 야금용 혼합분, 소결체, 및 소결체의 제조 방법 |
| JP6627856B2 (ja) * | 2017-02-02 | 2020-01-08 | Jfeスチール株式会社 | 粉末冶金用混合粉および焼結体の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5432404B2 (zh) | 1973-09-01 | 1979-10-15 | ||
| JPS5959810A (ja) | 1982-09-30 | 1984-04-05 | Kobe Steel Ltd | 粉末冶金用鋼粉及びその製造法 |
| JPS6036602A (ja) | 1983-08-06 | 1985-02-25 | Toyota Motor Corp | 粉末冶金用鉄粉 |
| JPH01219101A (ja) | 1988-02-25 | 1989-09-01 | Kobe Steel Ltd | 粉末冶金用鉄粉およびその製造方法 |
| US4971755A (en) * | 1989-03-20 | 1990-11-20 | Kawasaki Steel Corporation | Method for preparing powder metallurgical sintered product |
| JPH0689364B2 (ja) | 1989-11-20 | 1994-11-09 | 川崎製鉄株式会社 | 粉末冶金用鉄基粉末混合物の製造方法 |
| JPH04210402A (ja) | 1990-11-30 | 1992-07-31 | Kobe Steel Ltd | 混合鉄粉 |
| JP3004800B2 (ja) | 1991-03-27 | 2000-01-31 | 川崎製鉄株式会社 | 粉末冶金用鉄基粉末混合物及びその製造方法 |
| US5256185A (en) * | 1992-07-17 | 1993-10-26 | Hoeganaes Corporation | Method for preparing binder-treated metallurgical powders containing an organic lubricant |
| JP3162502B2 (ja) | 1992-09-10 | 2001-05-08 | エヌティエヌ株式会社 | コンプレッサー用シール部材 |
| US5279640A (en) * | 1992-09-22 | 1994-01-18 | Kawasaki Steel Corporation | Method of making iron-based powder mixture |
| JP2952190B2 (ja) | 1996-03-29 | 1999-09-20 | トヨタ自動車株式会社 | 粉末充填方法とその装置 |
| EP0853994B1 (en) * | 1996-08-05 | 2004-10-06 | JFE Steel Corporation | Iron-base powder mixture for powder metallurgy having excellent fluidity and moldability and process for preparing the same |
| EP0913220B1 (en) * | 1997-03-19 | 2008-12-10 | JFE Steel Corporation | Iron base powder mixture for powder metallurgy excellent in fluidity and moldability |
| JP3758815B2 (ja) | 1997-06-18 | 2006-03-22 | ペンタックス株式会社 | 内視鏡の先端部 |
| US5976215A (en) * | 1997-08-29 | 1999-11-02 | Kawasaki Steel Corporation | Iron-based powder mixture for powder metallurgy and process for preparing the same |
| WO2001032337A1 (fr) * | 1999-10-29 | 2001-05-10 | Kawasaki Steel Corporation | Agent lubrifiant pour moulage a haute temperature, composition de poudre a base de fer pour compactage a haute temperature avec un moule lubrifie et produit forme de haute densite realise a partir de ladite composition, et procede de production d'un produit compact fritte de densite elevee a base de fer |
-
2000
- 2000-07-07 JP JP2000206373A patent/JP2002020801A/ja active Pending
-
2001
- 2001-07-03 US US09/897,396 patent/US6533836B2/en not_active Expired - Fee Related
- 2001-07-04 CA CA2352123A patent/CA2352123C/en not_active Expired - Fee Related
- 2001-07-06 DE DE60125110T patent/DE60125110T2/de not_active Revoked
- 2001-07-06 EP EP01116481A patent/EP1179607B1/en not_active Revoked
- 2001-07-07 CN CNB011431954A patent/CN1229196C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1179607A2 (en) | 2002-02-13 |
| CN1370645A (zh) | 2002-09-25 |
| DE60125110T2 (de) | 2007-05-10 |
| US6533836B2 (en) | 2003-03-18 |
| CA2352123A1 (en) | 2002-01-07 |
| US20020029657A1 (en) | 2002-03-14 |
| EP1179607A3 (en) | 2005-04-13 |
| JP2002020801A (ja) | 2002-01-23 |
| DE60125110D1 (de) | 2007-01-25 |
| CA2352123C (en) | 2010-11-16 |
| EP1179607B1 (en) | 2006-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1229196C (zh) | 粉末冶金用铁基混合粉 | |
| CN1276112C (zh) | 粉末冶金用铁基混合粉 | |
| CN1644280A (zh) | 粉末冶金用铁基混合粉 | |
| CN1234485C (zh) | 粉末冶金用辅助原料粉末和铁基粉末混合物及制法 | |
| CN1317116C (zh) | 块状物及其制造方法 | |
| CN106270494A (zh) | 无磁钢制品及其粉末冶金制造方法 | |
| US5976215A (en) | Iron-based powder mixture for powder metallurgy and process for preparing the same | |
| CN1757766A (zh) | 炼钢粉尘固化物及其制造方法和制造装置 | |
| CN100347324C (zh) | 用于粉末冶金的铁基混合粉末以及铁基烧坯 | |
| CN1798872A (zh) | 放电表面处理用电极、放电表面处理用电极的制造方法和评价方法、放电表面处理装置和放电表面处理方法 | |
| CN1798870A (zh) | 放电表面处理用电极、放电表面处理用电极的制造方法、放电表面处理装置和放电表面处理方法 | |
| CN1105302A (zh) | 粉末冶金用粘结剂及粉末冶金用混合粉末 | |
| CN1175005C (zh) | 可再分散的合成树脂粉末及其用途 | |
| CN1132852C (zh) | 引发剂体系和由其制得的粘合剂组合物 | |
| JP2005232592A (ja) | 粉末冶金用鉄基混合粉 | |
| JP2013245377A (ja) | 焼結鉱の製造方法 | |
| CN1209425C (zh) | 塑料溶胶组合物、凝胶化膜及物品 | |
| JP3700634B2 (ja) | 粉末冶金用鉄基混合粉 | |
| RU2567779C1 (ru) | Способ получения модифицированных алюминиевых сплавов | |
| CN106244929A (zh) | 一种新型节能粉末冶金 | |
| CN106111976A (zh) | 一种粉末冶金 | |
| JP3887495B2 (ja) | 粉末冶金用鉄基粉末混合物及びその製造方法 | |
| CN1545532A (zh) | 聚合物粒子及其制造方法 | |
| JP2005330547A (ja) | 粉末冶金用鉄基粉末混合物およびその製造方法 | |
| CN1756595A (zh) | 球状粉末制造装置、粉末处理用燃烧器、球状粉末的制造方法、球状氧化物粉末以及氧化物粉末 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20051130 |