CN115566504B - 一种应用于全自动焊接装置的线缆自动焊接方法 - Google Patents
一种应用于全自动焊接装置的线缆自动焊接方法 Download PDFInfo
- Publication number
- CN115566504B CN115566504B CN202211512803.6A CN202211512803A CN115566504B CN 115566504 B CN115566504 B CN 115566504B CN 202211512803 A CN202211512803 A CN 202211512803A CN 115566504 B CN115566504 B CN 115566504B
- Authority
- CN
- China
- Prior art keywords
- wire
- inner wire
- rubber
- cable
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0249—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for simultaneous welding or soldering of a plurality of wires to contact elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0263—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for positioning or holding parts during soldering or welding process
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G1/00—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines
- H02G1/12—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof
- H02G1/1202—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof by cutting and withdrawing insulation
- H02G1/1248—Machines
- H02G1/1251—Machines the cutting element not rotating about the wire or cable
- H02G1/1253—Machines the cutting element not rotating about the wire or cable making a transverse cut
- H02G1/1256—Machines the cutting element not rotating about the wire or cable making a transverse cut using wire or cable-clamping means
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G1/00—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines
- H02G1/12—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof
- H02G1/1273—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof by pushing backwards insulation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/82—Recycling of waste of electrical or electronic equipment [WEEE]
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wire Processing (AREA)
Abstract
本发明公开了一种线缆全自动焊接装置,包括线缆解卷机构、线缆送进机构、母线胶皮切剥机构、内线排线机构、内线胶皮切剥机构和元件上料焊接机构;母线胶皮切剥机构包括线缆导向通道、母线夹持组件、母线胶皮环切组件、母线裁断组件、母线胶皮分离压紧组件;内线排线机构包括内线固定排线板、搓线板和内线排序调整组件;内线胶皮切剥机构包括内线胶皮分离压紧板、内线胶皮环切组件和内线裁断组件;元件上料焊接机构包括元件自动送料组件和自动定位焊接组件。本发明可实现线缆和电子元件自动上料、线缆自动去皮和裁切、内线自动按序排列和自动焊接等全自动化作业,极大提升了作业效率,从而提升生产效率、降低工作人员劳动强度和企业生产成本。
Description
技术领域
本发明涉及自动化焊接设备领域,特别是涉及一种应用于全自动焊接装置的线缆自动焊接方法。
背景技术
随着自动化技术和电子工业的快速发展,越来越多的电子设备被应用在各个工业技术领域内。其中,电子元件,尤其电路板、转接头等,往往需要与外部的线缆进行焊接,以实现局部的电路组装,以便作为成品部件提供给采购的企业,作为组成部件形成更加复杂的电路模块。而线缆的焊接过程中,端部的胶皮剥离是必不可少的工序。
目前,工业上采用的剥线工艺主要包括机械式、电热式和激光式三种方式。机械式通过控制锋利的刀片来切剥线缆的护套等;电热式在机械式的基础上,降低刀片的锋利程度,同时控制切剥刀片在一定温度,将护套材料熔化、汽化,实现对线缆护套的切剥;激光烧蚀方法中,随着聚合物吸收光能并蒸发,导线上的所有材料被去除。由于线缆的的端部存在一定柔性,内线往往是多根,在最外层的胶皮剥离后,多根内线会自然出现随机松散,且每根内线(通常以不同颜色内层胶皮区分)与电子元件的焊接有线序的要求,因而线缆的胶皮剥离以及与电子元件的焊接工作,主要还是人工手动操作为主,市面上也存在了部分自动剥线机,用于线缆胶皮剥离的机械化操作。
人工手动操作存在的主要问题是:随着导线直径的减小,线缆胶皮的厚度以及内部线芯的直径都会减小,人工手动操作则需要更高的操作经验和手法,才能尽可能降低或消除导体破坏和导线变形,且工作强度高、效率低;传统的自动剥线机在剪剥多芯电线电缆内层皮时存在主要问题是:多芯电线电缆的内芯线在外包绝缘皮的包裹下呈三角形堆栈形式排列,往往会出现内层皮粘连内层线或上、下切刀切内层皮不完整等情况,需要人工干预进行二次剥离。
针对目前低效率的人工生产模式,为实现电缆线(尤其超细电缆线)剥线的半自动化/自动化生产,满足批量化生产需求,以及针对待焊组件尺寸小、种类多,导致焊点质量控制难等问题,改进和优化电缆线各层绝缘层的剥线工艺,选择合理的剥线工艺,降低或消除导体破坏和导线变形是解决关键。
发明内容
本发明所要解决的技术问题是提供一种应用于全自动焊接装置的线缆自动焊接方法,替代现有的人工焊接作业方式,具备线缆和电子元件自动上料、线缆自动去皮和裁切、内线自动按序排列和自动焊接等全自动化作业,提升焊接作业效率。
为解决上述技术问题,本发明采用的一个技术方案是:提供
一种应用于全自动焊接装置的线缆自动焊接方法,包括线缆解卷机构和线缆送进机构,所述线缆送进机构远离线缆解卷机构的一侧依次设置有母线胶皮切剥机构、内线排线机构、内线胶皮切剥机构和元件上料焊接机构;
所述母线胶皮切剥机构包括第一底座、分别设置于第一底座的顶部并可相对移动的第一支架和第二支架,所述第一支架的顶部设置有与线缆送进机构衔接的线缆导向通道,所述线缆导向通道上分别设置有母线夹持组件、母线胶皮环切组件和母线裁断组件,所述第二支架的顶部设置有母线胶皮分离压紧组件;
所述内线排线机构包括第三支架和第四支架,所述第三支架的顶部固定设置有内线固定排线板,所述内线固定排线板靠近母线胶皮切剥机构的一侧设置有可升降的内线辅助排线板,所述内线固定排线板和内线辅助排线板的顶面内活动嵌设有若干平行分布的内线分嵌管;
所述第四支架的顶部设置有可升降的安装板,所述安装板的顶面上设置有可水平往复移动且位于内线固定排线板正上方的搓线板,所述搓线板上设置有内线排序调整组件;
所述内线胶皮切剥机构包括第二底座、设置于第二底座上方且位于内线固定排线板远离内线辅助排线板的一侧的内线胶皮分离压紧板、分别设置于搓线板上并位于内线胶皮分离压紧板正上方的内线胶皮环切组件和内线裁断组件,所述内线胶皮分离压紧板可水平移动和垂直升降;
所述元件上料焊接机构包括第五支架、固定于第五支架顶部的工作台,所述工作台的顶面设置有元件自动送料组件,所述元件自动送料装置的出料端上方设置有自动定位焊接组件。
进一步的,所述第一底座的顶面固定安装有第一推拉气缸和第一导轨,所述第一支架固定连接于第一推拉气缸的输出轴端并滑动安装于第一导轨上。
进一步的,所述线缆导向通道上分别贯穿开设有母线胶皮环节刀口和母线裁断刀口,所述母线胶皮环切组件包括固定设置于线缆导向通道顶部的第一上支架和设置于线缆导向通道底部的第一下支架,所述第一上支架的顶部固定设置有第一上环切气缸,第一上环切气缸的底部输出端固定连接有位于母线胶皮环节刀口正上方的第一上环切刀片,所述第一下支架的底部固定设置有第一下环切气缸,第一下环切气缸的顶部输出端固定连接有位于母线胶皮环节刀口正下方的第一下环切刀片;
所述母线裁断组件包括固定设置于线缆导向通道顶部的第二上支架,所述第二上支架的顶部固定设置有第一裁断气缸,所述第一裁断气缸的底部输出端固定连接有位于母线裁断刀口正上方的第一裁断刀片。
进一步的,所述母线夹持组件包括固定设置于线缆导向通道顶部的第六上支架,所述第六上支架的顶部固定设置有第二压紧气缸,所述第二压紧气缸的底部输出端固定连接有活动扣合于线缆导向通道顶部内的第二压紧板;
所述母线胶皮分离压紧组件包括固定设置于第二支架顶部的第三上支架,所述第三上支架上固定设置有第一压紧气缸,所述第一压紧气缸的底部输出端固定连接有活动扣合于线缆导向通道顶部内的第一压紧板。
进一步的,所述第二底座的顶面一侧固定设置有第一升降气缸,所述第一升降气缸的顶部输出端固定连接有第一升降支架,所述内线辅助排线板固定连接于第一升降支架的顶部,且内线辅助排线板的两侧端滑动嵌设于第三支架的两侧侧板内。
进一步的,所述内线固定排线板的中部开设有通口,所述第一升降支架的顶面一侧还固定连接有匹配地位于通口内的内线辅助排线副板。
进一步的,所述内线分嵌管为顶部开口的“U”型截面管道结构,内线分嵌管的底部一体设置有插接柱,所述内线固定排线板的顶面开设有与插接柱相匹配的插接孔。
进一步的,所述第四支架的顶面设置有第三升降气缸,所述安装板固定连接于第三升降气缸的顶部输出轴端,所述安装板的顶面上固定设置有搓线气缸,所述搓线板与内线固定排线板平行设置并固定连接于搓线气缸的输出轴端。
进一步的,所述内线排序调整组件包括固定设置于搓线板顶面上的第四上支架、固定设置于第四上支架顶面两侧的第一推拉气缸、固定嵌设于内线固定排线板底面内的相机,所述第一推拉气缸的底部输出端连接有位于第四上支架内的升降托板,所述升降托板的顶面设置有第一线性驱动机构,所述第一线性驱动机构的动力输出端固定设置有位于升降托板一侧并位于内线辅助排线板正上方的气动抓手。
进一步的,所述第二底座的顶面固定设置有第二推拉气缸和第二导轨,所述第二推拉气缸的输出杆端固定连接有滑动嵌设于第二导轨顶部的定位板,所述定位板的顶部固定设置有第二升降气缸,所述第二升降气缸的顶部输出端固定连接有第二升降支架,第二升降支架的两侧端滑动嵌设于第三支架的两侧侧板内,所述内线胶皮分离压紧板固定连接于第二升降支架的顶端。
进一步的,所述内线胶皮分离压紧板上分别贯穿开设有内线胶皮环节刀口和内线裁断刀口,所述内线胶皮环切组件包括固定于搓线板顶面上的第五上支架和固定于内线胶皮分离压紧板底面上的第五下支架,所述第五上支架的顶部固定设置有第二上环切气缸,第二上环切气缸的底部输出端固定连接有活动嵌设于搓线板内并位于内线胶皮环节刀口正上方的第二上环切刀片,所述第五下支架上固定设置有第二下环切气缸,所述第二下环切气缸的顶部输出端固定连接有活动嵌设于搓线板内并位于内线胶皮环节刀口正下方的第二下环切刀片;
所述内线裁断组件包括固定设置于第五上支架顶部的第二裁断气缸,所述第二裁断气缸的底部输出端固定连接有位于内线裁断刀口正上方的第二裁断刀片。
进一步的,所述元件自动送料组件包括分别固定设置于工作台顶面上的储物箱和送料气缸,所述送料气缸的输出轴端固定连接有活动贯穿于储物箱底部内的送料托盒;
所述自动定位焊接组件包括活动设置于工作台顶面上的移动支架,所述移动支架的顶部设置有第二线性驱动机构,所述第二线性驱动机构的动力输出端固定设置有位于送料托盒正上方的焊枪,所述移动支架的两侧分别固定设置有活动推板,所述送料托盒的外壁上固定设置有与活动推板的侧面活动接触的推杆,活动推板侧面固定设置有导杆,导杆的外侧套设有复位弹簧,所述复位弹簧的一端与活动推板固定连接、另一端与工作台固定连接。
还提供了一种应用于所述线缆全自动焊接装置的线缆自动焊接方法,包括以下步骤:
S1、将待焊接的线缆卷盘放置在线缆解卷机构上,并将线缆卷盘的线缆自由端穿过线缆送进机构并引入母线胶皮切剥机构的线缆导向通道内,在元件自动送料装置内放入一定数量的待焊接的电子元件,启动线缆全自动焊接装置;
S2、线缆送进机构将线缆送进预设的距离后暂停工作;
S3、母线胶皮环切组件启动,对线缆自由端的外层胶皮进行切割而后复位,母线胶皮分离压紧组件启动,将线缆自由端已环切的端部外层胶皮夹紧,母线夹持组件启动,将线缆的保留端外层胶皮夹紧,线缆导向通道沿线缆送进的相反方向水平移动一定距离,使已环切的端部外层胶皮从内线上滑脱相应距离,进而使内线部分地裸露,母线裁断组件启动,将从内线上滑脱的外层胶皮裁成两段而后复位,使小段的外层胶皮保留在内线的末端上,母线夹持组件和母线胶皮分离压紧组件复位;
S4、线缆送进机构启动,将线缆继续向前送进一定长度,直至停留在内线末端上的外层胶皮位于内线胶皮分离压紧板远离内线固定排线板的一侧,线缆送进机构暂停工作;
S5、内线排线机构启动工作,驱动安装板沿线缆送进方向相垂直的水平纵向往复移动并逐渐下降至预设高度,搓线板将多根内线分别搓动进入对应的内线分嵌管内,而后搓线板上升复位;
S6、内线排序调整组件对嵌入内线分嵌管内的各个内线根据其颜色进行采像和识别,并与系统预设的标准颜色序列进行比对分析,而后对内线分嵌管的位置进行调整,使各个内线分嵌管内嵌装的内线的颜色排序与系统预设的标准颜色序列相同,而后复位;
S7、搓线板再次下降,将内线自由端已环切的端部内层胶皮压紧于内线胶皮分离压紧板的顶面,将内线的保留端内层胶皮压紧于内线固定排线板内,内线胶皮分离压紧板向远离内线固定排线板的一侧水平移动一定距离,使已环切的端部内层胶皮从线芯上滑脱相应距离,进而使线芯部分地裸露,内线裁断组件启动,将从线芯上滑脱的内层胶皮裁成两段而后复位,使小段的内层胶皮保留在线芯的末端上,搓线板再次上升复位;
S8、内线胶皮分离压紧板下降一定高度,元件自动送料组件将一个待焊接的电子元件推送至内线胶皮分离压紧板的上方并位于内线自由端的下方,同时将自动定位焊接组件推送至内线自由端的上方,自动定位焊接组件逐个将各个线芯的裸露部分与电子元件上对应的焊接点进行焊接,焊接完成后,元件自动送料组件和自动定位焊接组件依次复位;
S9、母线裁断组件再次启动,将母线裁断,复位内线胶皮分离压紧板上升一定高度,将焊接后的电子元件抬升,并使各个内线从内线分嵌管中移出,通过机械手将焊接有线缆的电子元件从设备上移除;
S10、重复步骤S2至步骤S9完成下一个电子元件和下一段线缆的焊接工作。
本发明的有益效果如下:
1.本发明通过设置线缆解卷机构、线缆送进机构、母线胶皮切剥机构、内线排线机构、内线胶皮切剥机构和元件上料焊接机构,可实现线缆和电子元件自动上料、线缆自动去皮和裁切、内线自动按序排列和自动焊接等全自动化作业,替代人工焊接作业,极大提升了焊接作业效率,从而提升了生产效率、降低工作人员劳动强度和企业生产成本;
2.本发明通过设置母线胶皮切剥机构,采用外层胶皮环切和非全部拉伸剥离、裁切掉内线端部外侧已剥离的外层胶皮的工艺,完成外层胶皮的剥离,且避免内线端部出现松散和凌乱,通过设置内线排线机构,采用颜色识别和定位调整的方式,完成各个内线以预设的焊接位置进行排序,通过设置内线胶皮切剥机构采用内层胶皮环切和非全部拉伸剥离、裁切掉线芯端部外侧已剥离的内层胶皮和残留的外层胶皮的工艺,完成内层胶皮的剥离,实现线芯焊接部位的裸露,有效解决了现有技术中因内线聚拢堆叠而造成的环切不彻底的问题,同时解决了人工进行内线排序而存在的效率低下的问题;
3.本发明采用电子元件精准定位、电缆定长送进和裁切等方式,配合自动化的焊接工艺,可在提升生产效率的同时保证产品品质的一致性,有利于提升产品的整体质量和市场竞争力,给生产企业带来更好的经济效益。
附图说明
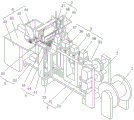
图1为本发明的立体结构示意图之一;
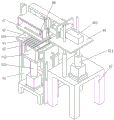
图2为本发明的立体结构示意图之二;
图3为所述母线胶皮切剥机构的立体结构示意图;
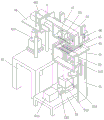
图4为所述内线排线机构的立体结构示意图;
图5为所述内线胶皮切剥机构的立体结构示意图;
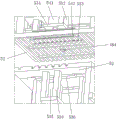
图6为所述搓线板上各个部件的立体结构示意图;
图7为所述内线分嵌管的立体结构示意图;
图8为所述内线排序调整组件的立体结构示意图;
图9为所述元件上料焊接机构的立体结构示意图之一;
图10为所述元件上料焊接机构的立体结构示意图之二;
图11为图9中A部的放大结构示意图。
图中:1线缆解卷机构、2线缆送进机构、3母线胶皮切剥机构、31第一底座、311第一推拉气缸、312第一导轨、32第一支架、33第二支架、34线缆导向通道、35母线胶皮环切组件、351第一上支架、352第一下支架、353第一上环切气缸、354第一上环切刀片、355第一下环切气缸、356第一下环切刀片、36母线裁断组件、361第二上支架、362第一裁断气缸、363第一裁断刀片、37母线胶皮分离压紧组件、371第三上支架、372第一压紧气缸、373第一压紧板、38母线夹持组件、381第六上支架、382第二压紧气缸、383第二压紧板、4内线排线机构、41第三支架、42第四支架、421第三升降气缸、43内线固定排线板、44内线辅助排线板、441第一升降气缸、442第一升降支架、443内线辅助排线副板、45内线分嵌管、451插接柱、46安装板、461搓线气缸、47搓线板、48内线排序调整组件、481第四上支架、482第一推拉气缸、483第一线性驱动机构、484相机、485气动抓手、486升降托板、5内线胶皮切剥机构、51第二底座、511第二推拉气缸、512第二导轨、513定位板、514第二升降气缸、515第二升降支架、52内线胶皮分离压紧板、53内线胶皮环切组件、531第五上支架、532第二上环切气缸、533第二上环切刀片、534第五下支架、535第二下环切气缸、536第二下环切刀片、54内线裁断组件、541第二裁断气缸、542第二裁断刀片、6元件上料焊接机构、61第五支架、62工作台、63元件自动送料组件、631储物箱、632送料气缸、633送料托盒、634推杆、64自动定位焊接组件、641移动支架、642第二线性驱动机构、643焊枪、644活动推板、645导杆、646复位弹簧、100电子元件、110元件盒。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1和图2,一种应用于全自动焊接装置的线缆自动焊接方法,包括线缆解卷机构1和线缆送进机构2,线缆送进机构2远离线缆解卷机构1的一侧依次设置有母线胶皮切剥机构3、内线排线机构4、内线胶皮切剥机构5和元件上料焊接机构6。用于定长裁切的线缆设置于线缆解卷机构1上,线缆的自由段穿设与母线胶皮切剥机构3中并由线缆送进机构2定长步进送给。线缆解卷机构1采用现有的电缆放线架,线缆送进机构2采用现有的对辊式线缆输送装置,均为现有技术,具体结构和工作原理此处不做赘述。
如图3所示,母线胶皮切剥机构3包括第一底座31、分别设置于第一底座31的顶部并可相对移动的第一支架32和第二支架33。本实施例中,第一底座31的顶面固定安装有第一推拉气缸311和第一导轨312,第一推拉气缸311的输出轴伸缩方向沿线缆的送进方向设置(以下定为水平横向),且第一推拉气缸311的进出气口通过管路与外部的气源连接,并通过设备上的设置的控制器实现逻辑控制,从而实现相应的伸缩工作(气动控制属于现有技术,此处不赘述,以下各个气缸亦如此)。第一支架32固定连接于第一推拉气缸311的输出轴端并滑动安装于第一导轨312上,第二支架33固定设置在第一底座31的顶面一端,通过第一推拉气缸311的伸缩工作可推动第一支架32靠近或远离第二支架33。
第一支架32的顶部设置有与线缆送进机构2衔接的线缆导向通道34。本实施例中,线缆导向通道34为中部开设有贯通圆孔的条形板结构,通过螺栓连接或焊接固定在第一支架32的顶面上,圆孔的直径大小视线缆的外径尺寸而定,且略大于线缆的外径使线缆能顺利穿过通孔为宜。线缆导向通道34上沿线缆送进的方向分别设置有母线夹持组件38、母线胶皮环切组件35和母线裁断组件36,第二支架33的顶部设置有母线胶皮分离压紧组件37,进入线缆导向通道34内的线缆经母线胶皮环切组件35完成母线胶皮的环切,在母线胶皮分离压紧组件37的配合下完成已切母线胶皮的部分剥离,母线裁断组件36完成已切母线自由端的裁切。
具体的,线缆导向通道34上分别贯穿开设有母线胶皮环节刀口和母线裁断刀口,母线胶皮环切组件35包括固定设置于线缆导向通道34顶部的第一上支架351和设置于线缆导向通道34底部的第一下支架352,第一上支架351的顶部固定设置有第一上环切气缸353,第一上环切气缸353的底部输出端固定连接有位于母线胶皮环节刀口正上方的第一上环切刀片354,第一下支架352的底部固定设置有第一下环切气缸355,第一下环切气缸355的顶部输出端固定连接有位于母线胶皮环节刀口正下方的第一下环切刀片356。当线缆的自由段被线缆送进机构2送进预设范围内的长度后,第一上环切气缸353和第一下环切气缸355同时启动工作,第一上环切气缸353推动第一上环切刀片354向下移动并进入母线胶皮环节刀口,第一下环切气缸355推动第一下环切刀片356向上移动并进入母线胶皮环节刀口。本实施例中,第一上环切刀片354和第一下环切刀片356均为半圆弧形刀片,两个刀片同时进入母线胶皮环节刀口后,分别作用在母线胶皮(线缆外层胶皮)上实现母线胶皮的环切。
母线胶皮分离压紧组件37包括固定设置于第二支架33顶部的第三上支架371,第三上支架371上固定设置有第一压紧气缸372,第一压紧气缸372的底部输出端固定连接有活动扣合于线缆导向通道34顶部内的第一压紧板373。母线夹持组件38包括固定设置于线缆导向通道34顶部的第六上支架381,第六上支架381的顶部固定设置有第二压紧气缸382,第二压紧气缸382的底部输出端固定连接有活动扣合于线缆导向通道34顶部内的第二压紧板383。线缆导向通道34的顶面上在第一压紧块373下方的位置设置有第一缺口和位于第二压紧板383正下方的第二缺口,使位于两个缺口部位的线缆外层胶皮顶部裸露,在母线胶皮完成环切作业后,第一压紧气缸372和第二压紧气缸382均启动工作,分别推动第一压紧板373向下移动并进入第一缺口中、推动第二压紧板383进入第二缺口中,从而将环切后的母线胶皮两段分别被紧压在线缆导向通道34内。
此时,第一推动气缸311反向工作,拉动第一支架32远离第二支架33,则母线夹持组件38远离母线胶皮分离压紧组件37,使线缆沿其送进方向相反的方向后退一段距离(如被环切掉的母线胶皮长度的4/5),从而使位于线缆自由端末端被环切掉的母线胶皮从线缆的内线上剥离,且在内线的末端保留一定长度的母线胶皮,避免内线末端出现发散情况;而后第一推动气缸311正向工作,推动第一支架32靠近第二支架33而复位,此时线缆的内线末端位于母线裁断组件36的裁切部位,即母线裁断刀口内。
母线裁断组件36包括固定设置于线缆导向通道34顶部的第二上支架361,第二上支架361的顶部固定设置有第一裁断气缸362,第一裁断气缸362的底部输出端固定连接有位于母线裁断刀口正上方的第一裁断刀片363。当线缆的内线末端位于母线裁断组件36的裁切部位后,第一裁断气缸362工作,推动第一裁断刀片363快速进入母线裁断刀口内,从而将内线末端多余的母线胶皮切除,仅保留内线末端部位一小段母线胶皮。而后第一裁断气缸362驱动第一裁断刀片363复位,第一压紧气缸372驱动第一压紧板373复位,第二压紧气缸382驱动第二压紧板383复位。线缆送进机构2继续将线缆送进一定距离(该距离需满足线缆焊接完成后的实际有效长度满足工艺要求)至内线排线机构4内的工作位置。
如图4至图6所示,内线排线机构4包括第三支架41和第四支架42,第三支架41的顶部固定设置有内线固定排线板43,内线固定排线板43靠近母线胶皮切剥机构3的一侧设置有可升降的内线辅助排线板44。具体的,第三支架41的内侧底部设置有第二底座51,第二底座51的顶面一侧固定设置有输出轴向上的第一升降气缸441,第一升降气缸441的顶部输出端固定连接有第一升降支架442,内线辅助排线板44固定连接于第一升降支架442的顶部,通过第一升降气缸441的驱动可实现内线辅助排线板44的升降;内线辅助排线板44的两侧端固定设置有滑杆,第三支架41的两侧侧板上开设有垂向设置的导向槽,滑杆活动嵌设于导向槽内,以对第一升降支架442和内线辅助排线板44的升降起到导向限位作用。当内线辅助排线板44位于最高位置时,其顶面与内线固定排线板43的顶面位于同一水平面内,且均不高于第二支架33的顶面,以便由线缆导向通道34内送出的线缆可顺利落在内线辅助排线板44和内线固定排线板43的顶面上。母线胶皮剥离和裁切后的线缆由线缆送进机构2继续向前送进一定长度,直至停留在内线末端上的外层胶皮位于内线胶皮分离压紧板52远离内线固定排线板43的一侧,线缆送进机构2暂停工作,此时裸露于外的内线均完全位于内线辅助排线板44和内线固定排线板43和顶面上。优选的,内线固定排线板43的中部开设有通口,第一升降支架442的顶面一侧还固定连接有位于通口内并与通口轮廓相匹配的内线辅助排线副板443,内线辅助排线副板443的顶面也同样的与内线辅助排线板44的顶面位于同一水平面内。
内线固定排线板43和内线辅助排线板44的顶面内活动嵌设有若干平行分布的内线分嵌管45。具体的,如图7所示,内线分嵌管45为顶部开口的“U”型截面管道结构,其管道内侧宽度与线缆的内线外径相当,其长度与内线辅助排线板44和内线固定排线板43在线缆送进方向上的宽度之和相当,内线辅助排线板44和内线固定排线板43的顶面上也开设有与内线分嵌管45的外形相匹配的U型凹槽,使得内线分嵌管45可正好对应地嵌设在每个U型凹槽内,且内线分嵌管45的顶面与内线辅助排线板44的顶面平齐。优选的,内线分嵌管45的底部一体设置有插接柱451,内线固定排线板43的顶面开设有与插接柱451相匹配的插接孔,通过插接柱451与插接孔的插接配合,既可实现内线分嵌管45在U型凹槽内的准确定位,有可增强插接的可靠性,避免内线分嵌管45轻易从U型槽内脱落。本实施例中,以具有六根内线的线缆为例来说明该设备的结构组成和工作原理,六根内线的颜色分别设定为红、绿、蓝、黄、黑、白,并以此排序完成在电子元件100的焊接;内线分嵌管45的数量与内线的数量相同,U型槽的数量则比内线分嵌管45的数量至少多一个,以满足后续的内线顺序调整的需要,本实施例中,内线分嵌管45设置为7个,U型槽的数量为7个,且其中一个位于最外侧的U型槽(以下称为中转U型槽)距离其余6个U型槽的距离较远,以避免内线进入该U型槽内。
第四支架42位于第三支架41的侧方位置,第四支架42的顶部设置有可升降的安装板46,具体的,第四支架42的顶面设置有输出轴垂直向上的第三升降气缸421,安装板46固定连接于第三升降气缸421的顶部输出轴端,通过第三升降气缸421的伸缩动作实现安装板26的升降,第四支架42的顶面上还固定设置有至少一个导向立柱,安装板26贯穿设置在导向立柱的外侧,通过导向立柱对安装板26的升降起到导向作用。
安装板46的顶面上固定设置有搓线气缸461,搓线气缸461的输出轴水平朝向内线固定排线板43所在侧,安装板46的顶面上设置有可水平往复移动且位于内线固定排线板43正上方的搓线板47,搓线板47与内线固定排线板43平行设置并固定连接于搓线气缸461的输出轴端,通过搓线气缸461的往复伸缩动作,可驱动搓线板47在水平纵向往复移动。搓线板47的顶面固定设置有至少一个导向板,安装板46的顶面固定设置有立板,立板上开设有与导向板相匹配的导向孔,导向板活动插设于导向孔内,以对搓线板47的水平运动起到导向作用。
第三升降气缸421反向工作时,驱动安装板46下降,继而搓线板47同步下降,使得搓线板47的底面可与位于内线固定排线板43顶面上的多根内线接触,在搓线板47下降的过程中,搓线气缸461驱动搓线板47水平往复运动,搓线板47的底面与内线的胶皮接触后,即可通过揉搓的操作将多根内线撵开排列(线缆末端处于自由状态,且裸露内线的两端均处于扎束状态),通过反复的揉搓和挤压作用,使每个内线被压入对应的内线分嵌管45内(内线分嵌管45的深度最多满足一根内线的嵌入,一根内线嵌入某个内线分线管45内后,其余内线只能被推压至其余内线分线管45内),从而实现内线的初次分散排列。优选的,搓线板47的底面设置有波浪状的胶皮层,既可避免搓线板47的底面在揉搓过程中对内线的胶皮产生磨损,也可增强搓线板47的底面与内线胶皮之间的摩擦力,增强内线被压入内线分嵌管45内的效果。
如图4和图5所示,搓线板47上分别设置有内线排序调整组件48。如图6和图8所示,内线排序调整组件48包括固定设置于搓线板47顶面上的第四上支架481、固定设置于第四上支架481顶面两侧的第一推拉气缸482、固定嵌设于内线固定排线板43底面内的相机484,第一推拉气缸482的底部输出端连接有位于第四上支架481内的升降托板486。第四上支架481的两侧侧壁上开设有垂向设置的通孔,升降托板486的两端固定设置有连接板,连接板活动嵌设在通孔内并固定连接在第一推拉气缸482的输出轴端,通过的第一推拉气缸482的伸缩动作,可驱动升降托板486的升降,通过连接板与通孔的配合,可对升降托板486的垂向升降起到导向作用。
升降托板486的顶面设置有第一线性驱动机构483,第一线性驱动机构483的动力输出端固定设置有位于升降托板486一侧并位于内线辅助排线板44正上方的气动抓手485。本实施例中,第一线性驱动机构483采用伺服电机驱动的滚珠丝杠传动机构,可实现精准定位,其动力输出端沿水平纵向往复移动(为现有技术,其具体结构和工作原理此处不做赘述)。气动抓手485采用具备短程伸缩功能的通用双爪式微型气动机械手既可。搓线板47上开设有位于内线辅助排线板44正上方且与内线辅助排线板44平行设置的通孔,气动抓手485可穿过通孔至搓线板47的底面下方。第一推拉气缸482及气动抓手485自身处于收缩状态时,气动抓手485的夹持部位位于通孔内,不会对搓线板47的揉搓操作产生干涉;第一推拉气缸482处于收缩状态,而气动抓手485自身处于伸出状态时,气动抓手485的夹持部位则完全位于搓线板47的底面下方。
在搓线板47完成内线的初次分散排列后,位于6个内线分嵌管45内的6根内线的线序可能与预设的内线焊接排序不同,因而需要采用内线排序调整组件48对线序进行调整。具体为,第三升降气缸421正向工作,搓线气缸461复位至初始状态并暂停工作,此时安装板46和搓线板47同步上升至初始位置,通过相机484对内线固定排线板43内的内线进行图像采集,获得对应的颜色序列,并传送至设备的控制系统内与预设的标准参考颜色排序进行比对分析,进而规划相应的调整路径(基于图像识别和路径规划的算法均为现有技术,此处不做赘述):若某个内线分嵌管45内的内线颜色是正确的,则该内线分嵌管45无需调整位置,仅需对位置不正确的内线分嵌管45进行位置调整;同时,第一升降气缸441反向工作,驱动内线辅助排线板44和内线辅助排线副板443向下移动,此时内线分嵌管45的两端分别从线辅助排线板44和内线辅助排线副板443内移除并处于悬置状态;第一线性驱动机构483工作,驱动其动力输出端移动将气动抓手485定位至当前需要被抓取和移动的内线分嵌管45所在的位置上方,第一推拉气缸482正向工作,推动升降托板486向下移动,则气动抓手485向下移动至搓线板47的底面下方,并位于内线分嵌管45的上方,气动抓手485夹持部位伸出将对应的内线分嵌管45夹持,而后气动抓手485的夹持部位收缩,将夹持有内线分嵌管45的气动抓手485向上抬升,使内线分嵌管45从对应的U型槽内移出;第一线性驱动机构483再次工作,驱动其动力输出端移动将气动抓手485定位至中转U型槽所在的位置上方,气动抓手485的夹持部位再次伸出工作,则该内线分嵌管45被自动压嵌入中转U型槽内,气动抓手485的夹持部位将该内线分嵌管45释放后收缩;第一线性驱动机构483再次工作,驱动其动力输出端移动将气动抓手485定位至与当前空闲的U型槽内应该放置的内线颜色相匹配的那个内线所在的内线分嵌管45的位置上方,气动抓手485夹持部位伸出将对应的内线分嵌管45夹持,而后气动抓手485的夹持部位收缩,将夹持有该内线分嵌管45的气动抓手485向上抬升,使内线分嵌管45从对应的U型槽内移出;第一线性驱动机构483再次工作,驱动其动力输出端移动将气动抓手485定位至前一个空闲U型槽所在的位置上方,气动抓手485的夹持部位再次伸出工作,则该内线分嵌管45被自动压嵌入该空闲的U型槽内,气动抓手485的夹持部位将该内线分嵌管45释放后收缩,而被移走的内线分嵌管45原来所在的U型槽形成新的空闲U型槽,重复相同的过程,可完成所有内线的二次排序,该排序与预设的内线焊接排序相同。完成排序过程,第一线性驱动机构483和第一推拉气缸482驱动气动抓手485复位。
内线位置调整后,需要将内线端部的内层胶皮剥离,使内部的线芯裸露,才能进行后续的焊接作业。如图5和图6所示,内线胶皮切剥机构5包括第二底座51、设置于第二底座51上方且位于内线固定排线板43远离内线辅助排线板44的一侧(即内线固定排线板43的后侧方)的内线胶皮分离压紧板52、分别设置于搓线板47上并位于内线胶皮分离压紧板52正上方的内线胶皮环切组件53和内线裁断组件54,内线胶皮分离压紧板52可水平移动和垂直升降。
具体的,第二底座51的顶面固定设置有第二推拉气缸511和第二导轨512,第二推拉气缸511的输出杆端水平设置并固定连接有滑动嵌设于第二导轨512顶部的定位板513,定位板513的顶部固定设置有第二升降气缸514,第二升降气缸514的顶部输出端固定连接有第二升降支架515,内线胶皮分离压紧板52固定连接于第二升降支架515的顶端。通过第二推拉气缸511的伸缩可驱动定位板513及其上的内线胶皮分离压紧板52靠近或远离内线固定排线板43,通过定位板513与第二导轨512的配合,对内线胶皮分离压紧板52的水平移动起到导向作用,通过第二升降气缸514的伸缩可驱动第二升降支架515及其上的内线胶皮分离压紧板52垂向升降。第二升降支架515的两侧外壁上固定设置有水平分布的限位条,第三支架41的两侧外壁上设置有垂向分布的限位槽,限位条活动插设于限位槽内,对第二升降支架515和内线胶皮分离压紧板52垂向升降起到导向作用。
内线胶皮分离压紧板52上分别贯穿开设有内线胶皮环节刀口和内线裁断刀口,内线胶皮环切组件53包括固定于搓线板47顶面上的第五上支架531和固定于内线胶皮分离压紧板52底面上的第五下支架534,第五上支架531的顶部固定设置有第二上环切气缸532,第二上环切气缸532的底部输出端固定连接有活动嵌设于搓线板47内并位于内线胶皮环节刀口正上方的第二上环切刀片533,第五下支架534上固定设置有第二下环切气缸535,第二下环切气缸535的顶部输出端固定连接有活动嵌设于搓线板47内并位于内线胶皮环节刀口正下方的第二下环切刀片536。内线胶皮环切组件53与母线胶皮环切组件35的结构和功能类似,当内线完成排序后,第三升降气缸421反向工作,驱动搓线板47再次下落,并将内线紧压在内线固定排线板43内,此时第二上环切气缸532和第二下环切气缸535同时启动工作,第二上环切气缸532推动第二上环切刀片533向下移动并进入内线胶皮环节刀口,第二下环切气缸535推动第二下环切刀片536向上移动并进入内线胶皮环节刀口。本实施例中,第二上环切刀片533和第二下环切刀片536均为半圆弧形刀片,两个刀片同时进入内线胶皮环节刀口后,分别作用在内线胶皮(线缆内层胶皮)上实现内线胶皮的环切。
内线胶皮环切完成后,第二推拉气缸511反向工作,拉动内线胶皮分离压紧板52远离内线固定排线板43,使内线的端部环切后的内层胶皮沿其送进方向前进一段距离,从而使位于线缆自由端末端被环切掉的内线胶皮从线缆的线芯上同步剥离一定长度,即线芯裸露一定长度(满足焊接长度需要即可),且在线芯的末端保留一定长度的内线胶皮,避免线芯末端出现发散情况;而后第二推拉气缸511正向工作,推动内线胶皮分离压紧板52靠近内线固定排线板43而复位,此时线芯末端位于内线裁断组件54的裁切部位,即内线裁断刀口内。优选的,内线胶皮分离压紧板52的顶面开设有与U型凹槽对应连通的凹槽,凹槽的表面固定设置有橡胶层,以增强内线胶皮分离压紧板52与内线胶皮之间的摩擦力,使内线胶皮的剥离得以顺利完成。
内线裁断组件54包括固定设置于第五上支架531顶部的第二裁断气缸541,第二裁断气缸541的底部输出端固定连接有位于内线裁断刀口正上方的第二裁断刀片542。当线芯末端位于内线裁断组件54的裁切部位后,第二裁断气缸541工作,推动第二裁断刀片542快速进入内线裁断刀口内,从而将线芯末端多余的内线胶皮连同之前剩余的母线胶皮切除,仅保留线芯末端部位一小段内线胶皮。而后第二裁断气缸541驱动第二裁断刀片542复位,第二升降气缸514反向工作,驱动内线胶皮分离压紧板52向下移动一段距离,使内线的末端悬置于内线胶皮分离压紧板52的上方,且线芯裸露部位位于内线固定排线板43的外部侧边附近,此时切除后的胶皮部分在自身重力作用下自然下落至设备底部,也可在设备上单独设置高压气枪或移动式毛刷等清扫装置来实现切除后的胶皮的清扫过程。搓线板47复位。
如图9至图11所示,元件上料焊接机构6包括第五支架61、固定于第五支架61顶部的工作台62,工作台62的顶面设置有元件自动送料组件63,元件自动送料装置63的出料端上方设置有自动定位焊接组件64。具体的,元件自动送料组件63包括分别固定设置于工作台62顶面上的储物箱631和送料气缸632,送料气缸632的输出轴端固定连接有活动贯穿于储物箱631底部内的送料托盒633。本实施例中,储物箱631为顶部开口的方形箱体结构,为便于电子元件100的码垛储料和顺利送料,在电子元件100的外侧设置方形其顶部和外侧开口的元件盒110,元件盒110的外形轮廓与储物箱631的开口截面轮廓相匹配,预先将电子元件100按照焊接位置放置在元件盒110内,通过元件盒110的逐层码垛,可将多个待焊接的电子元件100预先放置于储物箱631中,以便于后续的自动送料作业,也便于物料的及时补充。送料托盒633也为顶部和外侧边开口的方形箱体结构,且其内部腔体截面轮廓与元件盒110的外形截面轮廓相匹配,储物箱631的前、后侧壁底部上均开设有通口,送料托盒633可活动贯穿通孔,且送料托盒633的后侧面上设置有等高的承载托板(图中未示出)。送料气缸632反向工作时,送料托盒633位于储物箱631内部,位于最底层的元件盒110自然下落至送料托盒633内;送料气缸632正向工作,推动送料托盒633移动至内线固定排线板43的外部侧边处并位于内线胶皮分离压紧板52的上方和内线自由端的下方,此时焊接元件100上的焊接点正好对应地位于每个内线的裸露线芯的正下方。
自动定位焊接组件64包括活动设置于工作台62顶面上的移动支架641,移动支架641的两侧分别固定设置有活动推板644,送料托盒633的外壁上固定设置有与活动推板644的侧面活动接触的推杆634,活动推板644侧面固定设置有水平设置的导杆645,工作台62的顶面固定设置有位于储物箱631外侧的固定立板,固定立板上开设有导向孔,导杆645活动插设于导向孔内,导杆645的外侧套设有复位弹簧646,复位弹簧646的一端与活动推板644的侧面固定连接、另一端与工作台62(固定立板的侧面)固定连接。移动支架641的顶部设置有第二线性驱动机构642,第二线性驱动机构642的动力输出端固定设置有位于送料托盒633正上方的焊枪643。
当送料托盒633被推至焊接位置时,推杆634作用于活动推板644的侧面,使活动推板644与送料托盒633同步移动,且第二线性驱动机构642和焊枪643正好位于送料托盒633内所盛电子元件100的焊接位置的上方、搓线板47的下方,且此时复位弹簧646处于拉伸状态。第二线性驱动机构642同样采用伺服电机驱动的滚珠丝杠传动机构,可实现高精度定位,具体结构此处不作赘述。焊枪643采用自动连续送丝的钎焊装置,也为现有技术,不做赘述。通过第二线性驱动机构642驱动焊枪643移动,并在每个焊点位置逐个定位,焊枪643在每个定位点上完成每个裸露线芯与电子元件100上对应焊点之间的焊接作业。作业完成后,焊枪643停止作业,第二线性驱动机构642驱动焊枪643复位,送料气缸632反向工作,拉动送料托盒633反向复位而再次进入储物箱631的内部,进行下一次的进料和送料作业;在送料托盒633反向移动的过程中,由于电子元件100与电缆已完成焊接,则在线缆的拉动下,电子元件100及元件盒110会从送料托盒633中移出并停留在内线胶皮分离压紧板52的上方。在复位弹簧646拉动活动推板644反向移动而复位,使移动支架641及第二线性驱动机构642停靠在储物箱631的外壁上,而此时送料托盒633完全位于储物箱631内,推杆634与活动推板644处于非接触的分离状态。
焊接完成后,母线裁断组件36再次启动,将母线裁断,第二升降气缸514正向工作,驱动复位内线胶皮分离压紧板52上升复位,将焊接后的电子元件抬升,并使各个内线从内线分嵌管45中移出,通过设置在内线固定排线板43远离第四支架42一侧的机械手(图中未示出)将焊接有线缆的电子元件从设备上移除,完成单个电子元件100的自动焊接作业。
显然,本设备可通过合理增设环切和裁断的结构,完成两层以上的多层线束的自动环切和裁断,以满足焊接或其他应用场景;通过适应性地调整结构的尺寸大小,可满足不同外径和线径的线缆的去皮和焊接需要;也可以将这个内线排线固定板设计成活动拼装结构,配套设置相应的定位驱动机构,实现每根内线在垂直方向上的单独定位,再通过调整电子元件的倾斜角度,实现多根内线与空间内非规则异形排列的焊点的焊接需求。
一种应用上述线缆全自动焊接装置的线缆自动焊接方法,包括以下步骤:
S1、将待焊接的线缆卷盘放置在线缆解卷机构1上,并将线缆卷盘的线缆自由端穿过线缆送进机构2并引入母线胶皮切剥机构3的线缆导向通道34内,在元件自动送料装置63内放入一定数量的待焊接的电子元件,启动线缆全自动焊接装置;
S2、线缆送进机构2将线缆送进预设的距离后暂停工作;
S3、母线胶皮环切组件35启动,对线缆自由端的外层胶皮进行切割而后复位,母线胶皮分离压紧组件37启动,将线缆自由端已环切的端部外层胶皮夹紧,母线夹持组件38启动,将线缆的保留端外层胶皮夹紧,线缆导向通道34沿线缆送进的相反方向水平移动一定距离,使已环切的端部外层胶皮从内线上滑脱相应距离,进而使内线部分地裸露,母线裁断组件36启动,将从内线上滑脱的外层胶皮裁成两段而后复位,使小段的外层胶皮保留在内线的末端上,母线夹持组件38和母线胶皮分离压紧组件37复位;
S4、线缆送进机构2启动,将线缆继续向前送进一定长度,直至停留在内线末端上的外层胶皮位于内线胶皮分离压紧板52远离内线固定排线板43的一侧,线缆送进机构2暂停工作;
S5、内线排线机构4启动工作,驱动安装板46沿线缆送进方向相垂直的水平纵向往复移动并逐渐下降至预设高度,搓线板47将多根内线分别搓动进入对应的内线分嵌管45内,而后搓线板47上升复位;
S6、内线排序调整组件48对嵌入内线分嵌管45内的各个内线根据其颜色进行采像和识别,并与系统预设的标准颜色序列进行比对分析,而后对内线分嵌管45的位置进行调整,使各个内线分嵌管45内嵌装的内线的颜色排序与系统预设的标准颜色序列相同,而后复位;
S7、搓线板47再次下降,将内线自由端已环切的端部内层胶皮压紧于内线胶皮分离压紧板52的顶面,将内线的保留端内层胶皮压紧于内线固定排线板43内,内线胶皮分离压紧板52向远离内线固定排线板43的一侧水平移动一定距离,使已环切的端部内层胶皮从线芯上滑脱相应距离,进而使线芯部分地裸露,内线裁断组件54启动,将从线芯上滑脱的内层胶皮裁成两段而后复位,使小段的内层胶皮保留在线芯的末端上,搓线板47再次上升复位;
S8、内线胶皮分离压紧板52下降一定高度,元件自动送料组件63将一个待焊接的电子元件推送至内线胶皮分离压紧板52的上方并位于内线自由端的下方,同时将自动定位焊接组件64推送至内线自由端的上方,自动定位焊接组件64逐个将各个线芯的裸露部分与电子元件上对应的焊接点进行焊接,焊接完成后,元件自动送料组件63和自动定位焊接组件64依次复位;
S9、母线裁断组件36再次启动,将母线裁断,复位内线胶皮分离压紧板52上升一定高度,将焊接后的电子元件抬升,并使各个内线从内线分嵌管45中移出,通过机械手将焊接有线缆的电子元件从设备上移除;
S10、重复步骤S2至步骤S9完成下一个电子元件和下一段线缆的焊接工作。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
Claims (10)
1.一种应用于全自动焊接装置的线缆自动焊接方法,该全自动焊接装置包括线缆解卷机构(1)和线缆送进机构(2),其特征在于:所述线缆送进机构(2)远离线缆解卷机构(1)的一侧依次设置有母线胶皮切剥机构(3)、内线排线机构(4)、内线胶皮切剥机构(5)和元件上料焊接机构(6);
所述母线胶皮切剥机构(3)包括第一底座(31)、分别设置于第一底座(31)的顶部并可相对移动的第一支架(32)和第二支架(33),所述线缆导向通道(34)上分别设置有母线夹持组件(38)、母线胶皮环切组件(35)和母线裁断组件(36),所述第二支架(33)的顶部设置有母线胶皮分离压紧组件(37);
所述内线排线机构(4)包括第三支架(41)和第四支架(42),所述第三支架(41)的顶部固定设置有内线固定排线板(43),所述内线固定排线板(43)靠近母线胶皮切剥机构(3)的一侧设置有可升降的内线辅助排线板(44),所述内线固定排线板(43)和内线辅助排线板(44)的顶面内活动嵌设有若干平行分布的内线分嵌管(45);
所述第四支架(42)的顶部设置有可升降的安装板(46),所述安装板(46)的顶面上设置有可水平往复移动且位于内线固定排线板(43)正上方的搓线板(47),所述搓线板(47)上设置有内线排序调整组件(48);
所述内线胶皮切剥机构(5)包括第二底座(51)、设置于第二底座(51)上方且位于内线固定排线板(43)远离内线辅助排线板(44)的一侧的内线胶皮分离压紧板(52)、分别设置于搓线板(47)上并位于内线胶皮分离压紧板(52)正上方的内线胶皮环切组件(53)和内线裁断组件(54),所述内线胶皮分离压紧板(52)可水平移动和垂直升降;
所述元件上料焊接机构(6)包括第五支架(61)、固定于第五支架(61)顶部的工作台(62),所述工作台(62)的顶面设置有元件自动送料组件(63),所述元件自动送料装置(63)的出料端上方设置有自动定位焊接组件(64);
该线缆自动焊接方法,包括以下步骤:
S1、将待焊接的线缆卷盘放置在线缆解卷机构上,并将线缆卷盘的线缆自由端穿过线缆送进机构并引入母线胶皮切剥机构的线缆导向通道内,在元件自动送料装置内放入一定数量的待焊接的电子元件,启动线缆全自动焊接装置;
S2、线缆送进机构将线缆送进预设的距离后暂停工作;
S3、母线胶皮环切组件启动,对线缆自由端的外层胶皮进行切割而后复位,母线胶皮分离压紧组件启动,将线缆自由端已环切的端部外层胶皮夹紧,母线夹持组件启动,将线缆的保留端外层胶皮夹紧,线缆导向通道沿线缆送进的相反方向水平移动一定距离,使已环切的端部外层胶皮从内线上滑脱相应距离,进而使内线部分地裸露,母线裁断组件启动,将从内线上滑脱的外层胶皮裁成两段而后复位,使小段的外层胶皮保留在内线的末端上,母线夹持组件和母线胶皮分离压紧组件复位;
S4、线缆送进机构启动,将线缆继续向前送进一定长度,直至停留在内线末端上的外层胶皮位于内线胶皮分离压紧板远离内线固定排线板的一侧,线缆送进机构暂停工作;
S5、内线排线机构启动工作,驱动安装板沿线缆送进方向相垂直的水平纵向往复移动并逐渐下降至预设高度,搓线板将多根内线分别搓动进入对应的内线分嵌管内,而后搓线板上升复位;
S6、内线排序调整组件对嵌入内线分嵌管内的各个内线根据其颜色进行采像和识别,并与系统预设的标准颜色序列进行比对分析,而后对内线分嵌管的位置进行调整,使各个内线分嵌管内嵌装的内线的颜色排序与系统预设的标准颜色序列相同,而后复位;
S7、搓线板再次下降,将内线自由端已环切的端部内层胶皮压紧于内线胶皮分离压紧板的顶面,将内线的保留端内层胶皮压紧于内线固定排线板内,内线胶皮分离压紧板向远离内线固定排线板的一侧水平移动一定距离,使已环切的端部内层胶皮从线芯上滑脱相应距离,进而使线芯部分地裸露,内线裁断组件启动,将从线芯上滑脱的内层胶皮裁成两段而后复位,使小段的内层胶皮保留在线芯的末端上,搓线板再次上升复位;
S8、内线胶皮分离压紧板下降一定高度,元件自动送料组件将一个待焊接的电子元件推送至内线胶皮分离压紧板的上方并位于内线自由端的下方,同时将自动定位焊接组件推送至内线自由端的上方,自动定位焊接组件逐个将各个线芯的裸露部分与电子元件上对应的焊接点进行焊接,焊接完成后,元件自动送料组件和自动定位焊接组件依次复位;
S9、母线裁断组件再次启动,将母线裁断,复位内线胶皮分离压紧板上升一定高度,将焊接后的电子元件抬升,并使各个内线从内线分嵌管中移出,通过机械手将焊接有线缆的电子元件从设备上移除;
S10、重复步骤S2至步骤S9完成下一个电子元件和下一段线缆的焊接工作。
2.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述线缆导向通道(34)上分别贯穿开设有母线胶皮环节刀口和母线裁断刀口,所述母线胶皮环切组件(35)包括固定设置于线缆导向通道(34)顶部的第一上支架(351)和设置于线缆导向通道(34)底部的第一下支架(352),所述第一上支架(351)的顶部固定设置有第一上环切气缸(353),第一上环切气缸(353)的底部输出端固定连接有位于母线胶皮环节刀口正上方的第一上环切刀片(354),所述第一下支架(352)的底部固定设置有第一下环切气缸(355),第一下环切气缸(355)的顶部输出端固定连接有位于母线胶皮环节刀口正下方的第一下环切刀片(356);
所述母线裁断组件(36)包括固定设置于线缆导向通道(34)顶部的第二上支架(361),所述第二上支架(361)的顶部固定设置有第一裁断气缸(362),所述第一裁断气缸(362)的底部输出端固定连接有位于母线裁断刀口正上方的第一裁断刀片(363)。
3.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述母线夹持组件(38)包括固定设置于线缆导向通道(34)顶部的第六上支架(381),所述第六上支架(381)的顶部固定设置有第二压紧气缸(382),所述第二压紧气缸(382)的底部输出端固定连接有活动扣合于线缆导向通道(34)顶部内的第二压紧板(383);
所述母线胶皮分离压紧组件(37)包括固定设置于第二支架(33)顶部的第三上支架(371),所述第三上支架(371)上固定设置有第一压紧气缸(372),所述第一压紧气缸(372)的底部输出端固定连接有活动扣合于线缆导向通道(34)顶部内的第一压紧板(373)。
4.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述第二底座(51)的顶面一侧固定设置有第一升降气缸(441),所述第一升降气缸(441)的顶部输出端固定连接有第一升降支架(442),所述内线辅助排线板(44)固定连接于第一升降支架(442)的顶部,且内线辅助排线板(44)的两侧端滑动嵌设于第三支架(41)的两侧侧板内。
5.根据权利要求1至4任意一项所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述内线分嵌管(45)为顶部开口的“U”型截面管道结构,内线分嵌管(45)的底部一体设置有插接柱(451),所述内线固定排线板(43)的顶面开设有与插接柱(451)相匹配的插接孔。
6.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述第四支架(42)的顶面设置有第三升降气缸(421),所述安装板(46)固定连接于第三升降气缸(421)的顶部输出轴端,所述安装板(46)的顶面上固定设置有搓线气缸(461),所述搓线板(47)与内线固定排线板(43)平行设置并固定连接于搓线气缸(461)的输出轴端。
7.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述内线排序调整组件(48)包括固定设置于搓线板(47)顶面上的第四上支架(481)、固定设置于第四上支架(481)顶面两侧的第一推拉气缸(482)、固定嵌设于内线固定排线板(43)底面内的相机(484),所述第一推拉气缸(482)的底部输出端连接有位于第四上支架(481)内的升降托板(486),所述升降托板(486)的顶面设置有第一线性驱动机构(483),所述第一线性驱动机构(483)的动力输出端固定设置有位于升降托板(486)一侧并位于内线辅助排线板(44)正上方的气动抓手(485)。
8.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述第二底座(51)的顶面固定设置有第二推拉气缸(511)和第二导轨(512),所述第二推拉气缸(511)的输出杆端固定连接有滑动嵌设于第二导轨(512)顶部的定位板(513),所述定位板(513)的顶部固定设置有第二升降气缸(514),所述第二升降气缸(514)的顶部输出端固定连接有第二升降支架(515),第二升降支架(515)的两侧端滑动嵌设于第三支架(41)的两侧侧板内,所述内线胶皮分离压紧板(52)固定连接于第二升降支架(515)的顶端。
9.根据权利要求8所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述内线胶皮分离压紧板(52)上分别贯穿开设有内线胶皮环节刀口和内线裁断刀口,所述内线胶皮环切组件(53)包括固定于搓线板(47)顶面上的第五上支架(531)和固定于内线胶皮分离压紧板(52)底面上的第五下支架(534),所述第五上支架(531)的顶部固定设置有第二上环切气缸(532),第二上环切气缸(532)的底部输出端固定连接有活动嵌设于搓线板(47)内并位于内线胶皮环节刀口正上方的第二上环切刀片(533),所述第五下支架(534)上固定设置有第二下环切气缸(535),所述第二下环切气缸(535)的顶部输出端固定连接有活动嵌设于搓线板(47)内并位于内线胶皮环节刀口正下方的第二下环切刀片(536);
所述内线裁断组件(54)包括固定设置于第五上支架(531)顶部的第二裁断气缸(541),所述第二裁断气缸(541)的底部输出端固定连接有位于内线裁断刀口正上方的第二裁断刀片(542)。
10.根据权利要求1所述的一种应用于全自动焊接装置的线缆自动焊接方法,其特征在于:所述元件自动送料组件(63)包括分别固定设置于工作台(62)顶面上的储物箱(631)和送料气缸(632),所述送料气缸(632)的输出轴端固定连接有活动贯穿于储物箱(631)底部内的送料托盒(633);
所述自动定位焊接组件(64)包括活动设置于工作台(62)顶面上的移动支架(641),所述移动支架(641)的顶部设置有第二线性驱动机构(642),所述第二线性驱动机构(642)的动力输出端固定设置有位于送料托盒(633)正上方的焊枪(643),所述移动支架(641)的两侧分别固定设置有活动推板(644),所述送料托盒(633)的外壁上固定设置有与活动推板(644)的侧面活动接触的推杆(634),活动推板(644)侧面固定设置有导杆(645),导杆(645)的外侧套设有复位弹簧(646),所述复位弹簧(646)的一端与活动推板(644)固定连接、另一端与工作台(62)固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211512803.6A CN115566504B (zh) | 2022-11-30 | 2022-11-30 | 一种应用于全自动焊接装置的线缆自动焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211512803.6A CN115566504B (zh) | 2022-11-30 | 2022-11-30 | 一种应用于全自动焊接装置的线缆自动焊接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115566504A CN115566504A (zh) | 2023-01-03 |
| CN115566504B true CN115566504B (zh) | 2023-03-10 |
Family
ID=84770532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211512803.6A Active CN115566504B (zh) | 2022-11-30 | 2022-11-30 | 一种应用于全自动焊接装置的线缆自动焊接方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115566504B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117340515B (zh) * | 2023-11-08 | 2024-04-09 | 浙江特种电机有限公司 | 一种高频焊接生产设备 |
| CN118117416B (zh) * | 2024-04-22 | 2024-07-12 | 深圳市金洋电子股份有限公司 | 一种大电流连接器吹焊装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106099603A (zh) * | 2016-07-29 | 2016-11-09 | 珠海雷克斯电子科技有限公司 | 一种数据线全自动生产线 |
| CN205985703U (zh) * | 2016-07-29 | 2017-02-22 | 珠海雷克斯电子科技有限公司 | 一种数据线全自动生产线 |
| CN106670348A (zh) * | 2016-05-30 | 2017-05-17 | 深圳市大圣神通机器人科技有限公司 | 一种自动化生产线 |
| CN109004498A (zh) * | 2018-07-18 | 2018-12-14 | 武义县武阳茶机厂 | 一种平移式三线插头电线的剥线、剪线一体机 |
| CN109742629A (zh) * | 2019-03-20 | 2019-05-10 | 武汉纺织大学 | 一种线缆芯线的自动排序装置 |
| CN109994908A (zh) * | 2019-05-22 | 2019-07-09 | 东莞市科锐思智能设备有限公司 | 一种dc充电端子自动焊线机 |
| CN110718823A (zh) * | 2019-09-16 | 2020-01-21 | 珠海许继电气有限公司 | 一种电缆自动加工系统及方法 |
| CN113054515A (zh) * | 2021-03-09 | 2021-06-29 | 深圳市德同兴电子有限公司 | 一种线缆接头处理装置 |
| CN113555748A (zh) * | 2021-06-03 | 2021-10-26 | 深圳市联欣科技有限公司 | 数据线自动双层焊接机 |
| CN214722190U (zh) * | 2021-05-28 | 2021-11-16 | 东莞市匠晟自动化设备科技有限公司 | 一种连接线自动排线焊接机 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3056353B2 (ja) * | 1992-12-04 | 2000-06-26 | 矢崎総業株式会社 | ワイヤハーネスのセット式製造方法および製造装置 |
-
2022
- 2022-11-30 CN CN202211512803.6A patent/CN115566504B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106670348A (zh) * | 2016-05-30 | 2017-05-17 | 深圳市大圣神通机器人科技有限公司 | 一种自动化生产线 |
| CN106099603A (zh) * | 2016-07-29 | 2016-11-09 | 珠海雷克斯电子科技有限公司 | 一种数据线全自动生产线 |
| CN205985703U (zh) * | 2016-07-29 | 2017-02-22 | 珠海雷克斯电子科技有限公司 | 一种数据线全自动生产线 |
| CN109004498A (zh) * | 2018-07-18 | 2018-12-14 | 武义县武阳茶机厂 | 一种平移式三线插头电线的剥线、剪线一体机 |
| CN109742629A (zh) * | 2019-03-20 | 2019-05-10 | 武汉纺织大学 | 一种线缆芯线的自动排序装置 |
| CN109994908A (zh) * | 2019-05-22 | 2019-07-09 | 东莞市科锐思智能设备有限公司 | 一种dc充电端子自动焊线机 |
| CN110718823A (zh) * | 2019-09-16 | 2020-01-21 | 珠海许继电气有限公司 | 一种电缆自动加工系统及方法 |
| CN113054515A (zh) * | 2021-03-09 | 2021-06-29 | 深圳市德同兴电子有限公司 | 一种线缆接头处理装置 |
| CN214722190U (zh) * | 2021-05-28 | 2021-11-16 | 东莞市匠晟自动化设备科技有限公司 | 一种连接线自动排线焊接机 |
| CN113555748A (zh) * | 2021-06-03 | 2021-10-26 | 深圳市联欣科技有限公司 | 数据线自动双层焊接机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115566504A (zh) | 2023-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115566504B (zh) | 一种应用于全自动焊接装置的线缆自动焊接方法 | |
| KR100225316B1 (ko) | 와이어압착소켓 커넥터 제조 방법 및 장치 | |
| CN113410965A (zh) | 应用于分块式定子的绕线设备及其操作方法 | |
| CN111668343A (zh) | 焊带上料装置及电池串制备装置 | |
| CN211404966U (zh) | 剥线打端沾锡一体机 | |
| CN115139028B (zh) | 一种光伏行业焊带双夹持搬运机构 | |
| CN113972801A (zh) | 扁线双工位绕线机及其绕线方法 | |
| CN113555756B (zh) | 电子线的全自动剥线焊线生产线设备 | |
| CN112186455A (zh) | 一种线路板导线焊接设备及焊接方法 | |
| CN117013334A (zh) | 一种连接电线缆制作生产线及生产工艺 | |
| CN209896414U (zh) | 一种dc充电端子自动焊线机 | |
| CN117199963A (zh) | 一种全自动剥线压接设备 | |
| CN216599343U (zh) | 应用于分块式定子的绕线设备 | |
| EP0174824B1 (en) | An insulation covering stripping device | |
| CN213750395U (zh) | 全自动化光纤连接器批量剥纤装置及自动剥纤装置及纤尾处理组件 | |
| CN219632469U (zh) | 一种高效焊线剪线送料装置 | |
| CN211661484U (zh) | 电子引火元件自动装配设备 | |
| CN112071625A (zh) | 一种变压器线圈引出线修剪装置及其修剪方法 | |
| CN108565792B (zh) | 自动剥线机及剥线方法 | |
| CN212010528U (zh) | 一种线材前处理自动机 | |
| CN212303373U (zh) | 一种变压器线圈引出线修剪装置 | |
| CN212712161U (zh) | 一种用于剥线机的全自动连续放线装置 | |
| CN115693343A (zh) | 用于电连接器组装机的触头装载组件 | |
| CN210985161U (zh) | 一种线缆双端自动压接端子装置 | |
| CN212209527U (zh) | 焊带上料装置及电池串制备装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |