CN112644757A - 铜盘管包装机 - Google Patents
铜盘管包装机 Download PDFInfo
- Publication number
- CN112644757A CN112644757A CN202011593173.0A CN202011593173A CN112644757A CN 112644757 A CN112644757 A CN 112644757A CN 202011593173 A CN202011593173 A CN 202011593173A CN 112644757 A CN112644757 A CN 112644757A
- Authority
- CN
- China
- Prior art keywords
- workpiece
- roller
- conveying
- packaging
- label
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/04—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated
- B65B11/045—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated by rotating platforms supporting the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/22—Feeding, e.g. conveying, single articles by roller-ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/56—Orientating, i.e. changing the attitude of, articles, e.g. of non-uniform cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1803—Label feeding from strips, e.g. from rolls the labels being cut from a strip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/26—Devices for applying labels
- B65C9/30—Rollers
Abstract
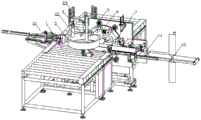
本发明涉及盘管生产加工技术领域,具体为铜盘管包装机,包括用于支撑工件并驱动工件转动的支撑机构、用于将工件输送至支撑机构处的输送机构、用于吊装工件的吊装机构、用于给工件缠绕包装带的包装机构和用于在包装后给工件贴标的贴标机构,支撑机构设置在输送机构上,贴标机构设置在输送机构一侧。本发明不仅能够对工件进行包装,还能够在包装完成后给工件贴标,包装和贴标由同一设备完成,无需转换设备,解决了现有的包装机无法对铜盘管进行贴标的问题。
Description
技术领域
本发明涉及盘管生产加工技术领域,具体为铜盘管包装机。
背景技术
铜盘管,即螺旋成圈盘在一起的铜管,实际生产中,为了方便运输和存放,会将铜管加工成铜盘管后进行运输销售。
实际生产中,铜盘管生产完成后需要进行包装和打标,用包装带缠绕在铜盘管上,以便进行运输,避免铜盘管损坏。包装完成后还需要在铜盘管的外侧贴上一圈标签纸,目前多采用包装机对铜盘管进行包装,目前的包装机仅能对铜盘管进行包装,无法完成贴标,使得贴标工序需等待包装完成后额外进行,严重影响了铜盘管的生产效率。
发明内容
本发明意在提供铜盘管包装机,以解决现有的包装机无法对铜盘管进行贴标的问题。
为了达到上述目的,本发明提供如下技术方案:
铜盘管包装机,包括用于支撑工件并驱动工件转动的支撑机构、用于将工件输送至支撑机构处的输送机构、用于吊装工件的吊装机构、用于给工件缠绕包装带的包装机构和用于给工件贴标的贴标机构,支撑机构设置在输送机构上,贴标机构设置在输送机构一侧。
本方案的原理和有益效果为:
吊装机构用于将工件吊装到输送机构上,或从输送机构上吊装下来,实现工件的上下料,此外,吊装机构还可以在下料后实现工件的自动码垛和组摞。输送机构将工件输送至支撑机构上,包装机构将包装带缠绕在工件上,同时支撑机构驱动工件自转,由此实现工件的包装;工件转动一圈半多一些后,即当工件缠有包装带的部位转动到贴标机构处时,即可通过贴标机构在工件的外侧上贴上一圈标签,实现工件的贴标。本方案不仅能够对工件进行包装,还能够在包装完成后给工件贴标,包装和贴标由同一设备完成,无需转换设备,提高了加工效率。
进一步,支撑机构包括若干横向设置的支撑辊,支撑辊连接有旋转电机,支撑辊还连接有用于驱动其升降的升降气缸,支撑辊围成一个环形,支撑辊为圆锥形,支撑辊的小径端朝向所述环形的圆心。
有益效果:支撑辊升起后即可抬高工件,以支撑工件;旋转电机用于驱动支撑辊转动,从而带动工件自转,采用圆锥形的支撑辊且支撑辊的小径端朝内,能够避免工件转动时径向窜动,提高了工件转动的稳定性。
进一步,支撑机构上方设置有至少两个校中辊,校中辊连接有用于驱动其升降的校中气缸,输送机构上设置有用于与校中辊连接的定位辊,校中辊竖直设置,校中辊的辊面可与工件的内壁接触。
有益效果:工件传送到支撑机构上后,校中气缸驱动校中辊下移,校中辊插入到工件环内,并与定位辊连接,使得工件能够准确达到预定位置,即给工件校中;工件转动的过程中,校中辊与工件的内壁接触,还能够实时给工件校中,避免工件偏移,结构简单。
进一步,贴标机构滑动设置,贴标机构可靠近或远离工件;贴标机构包括用于固定标签自由端的固定组件、用于切割标签的切刀、用于将标签压紧在工件外壁上的压紧辊和用于固定标签的标签辊,固定组件设置在标签辊靠近支撑机构的一侧,压紧辊设置在固定组件靠近支撑机构的一侧,压紧辊转动设置,切刀滑动设置在固定组件和压紧辊之间,切刀连接有切割气缸。
有益效果:将标签卷套在标签辊上,将标签的头部固定在固定组件上后驱动贴标机构朝向工件移动,并利用压紧辊将标签的头部压紧在工件上,利用支撑辊带动工件转动,即可将标签贴在工件的外圈上,切割完毕后驱动切刀朝向工件移动,即可切断标签,由此完成贴标。
进一步,固定组件包括固定座,固定座远离标签辊的一端转动设置有固定辊,固定座侧面设置有固定板,固定板的一端与固定辊的辊面相切,固定板与固定座之间形成供标签穿过的通道,通道的宽度从固定座靠近标签辊的一端到另一端逐渐减小,固定座与标签辊之间转动设置有导向辊,固定辊与切刀之间转动设置有限位辊,限位辊的辊面可与工件的外壁相抵,标签可张紧在导向辊和限位辊上。
有益效果:将标签以粘贴面朝外的状态从通道内穿至固定辊处,由于固定板与固定辊相切,故标签的自由端能够被夹在固定板和固定辊之间,由此实现标签自由端的固定。
进一步,固定座设有固定板的一侧设置有凸起,凸起沿标签的传送方向设置,固定辊辊面上也设置有凸起,固定板朝向固定辊的一端开设有避让固定辊上的凸起的避让孔。
有益效果:设置凸起能够将标签的上下两侧向靠近固定座的方向弯折,从而减小标签粘贴面与固定板的接触面积,避免污染标签的粘贴面;此外,标签弯折后也能够更好的被固定,提高固定效果;设置避让孔不影响固定板与固定辊相切。
进一步,包装机构包括C型的转盘、用于夹持包装带并将包装带输送到转盘处的输送组件和用于剪切包装带的剪切组件,转盘连接有用于驱动其转动的驱动组件,转盘的盘面上垂直设置有若干带辊。
有益效果:输送组件夹持包装带的端部并将其输送到转盘处,驱动转盘转动,转盘上的带辊勾住包装带,随着转盘的转动即可将包装带缠绕在工件上,包装完成后利用剪切组件剪切即可。
进一步,包装机构还包括用于压紧包装带的压紧带,压紧带的两端固定在转盘两侧,压紧带张紧在位于转盘上半部的带辊上,压紧带的松紧度可调。
有益效果:压紧带张紧在转盘上部的带辊上,能够将包装带压紧在带辊上,使得包装带稳定的张紧在带辊上,避免包装带松脱;通过转动螺杆即可调节连杆的高度,从而拉紧或放松压紧带,由此调节压紧带的松紧度。
进一步,输送组件包括输送对辊,输送对辊与转盘之间设置有限位台,限位台上铰接有限位板,限位板与限位台之间形成供包装带穿过的通道,限位板的自由端与限位台的顶部接触;限位台一侧设置有用于夹持包装带的输送夹,输送夹连接有夹持气缸和用于驱动其开合的开合气缸,夹持气缸用于驱动输送夹靠近或远离包装带,夹持气缸连接有与其垂直的输送气缸,输送气缸用于驱动输送夹靠近或远离转盘。
有益效果:包装带从输送对辊内穿过,然后从限位板和限位台之间穿过,并利用限位板自由端将包装带夹在限位台上,能够给包装带进行限位,便于输送夹夹持;夹持气缸驱动输送夹靠近包装带,开合气缸驱动输送夹闭合即可夹持包装带,然后利用输送气缸驱动输送夹移动至转盘处,即完成包装带的输送。
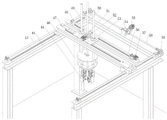
进一步,吊装机构包括安装架,安装架顶部滑动安装有滑架,滑架上滑动安装有用于吊装工件的夹持组件,夹持组件的滑动方向与滑架的滑动方向垂直,夹持组件连接有用于驱动其升降的升降组件。
有益效果:夹持组件用于与工件连接,升降组件用于驱动夹持组件升降,借助滑架在安装架上移动,夹持组件沿滑架移动,即可转运工件,实现工件的上下料。实际运用时还可通过调节滑架和夹持组件的位置带动工件在两个方向上移动,配合升降组件带动工件升降,实现工件的自动码垛和组摞,节省了劳动力,提高了加工效率。
附图说明
图1为本发明实施例一的结构示意图;
图2为图1的部分结构示意图;
图3为图2中A部分的放大示意图;
图4为图2中B部分的放大示意图;
图5为本发明实施例一中贴标机构的结构示意图;
图6为本发明实施例一中吊装机构的结构示意图;
图7为本发明实施例一中吊装机构的部分结构示意图;
图8为图1中夹持组件的结构示意图;
图9为本发明实施例二中支撑机构的结构示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:输送辊道1、支撑辊2、工件3、固定杆4、转轮5、转盘6、带辊7、螺杆8、安装架9、连杆10、驱动轮11、限位板12、输送对辊13、输送气缸14、插杆15、开合气缸16、输送夹17、夹持气缸18、活动切刀19、限位台20、贴标机构21、校中辊22、校中气缸23、压紧辊24、切刀25、固定辊26、切割气缸27、压紧气缸28、安装板29、贴标气缸30、限位辊31、凸起32、固定板33、固定座34、导向辊35、标签辊36、支架37、旋转电机38、从动轮39、主动轮40、定位辊41、升降气缸42、第一丝杆43、横梁44、夹持组件45、立柱46、滑架47、升降电机48、导杆49、螺纹杆50、蜗轮51、蜗杆52、滑板53、第一锥齿轮组54、驱动电机55、第二丝杆56、滑动电机57、转轴58、第二锥齿轮组59、连接盘60、连接座61、第二连杆62、第一连杆63、竖板64、吊架65、导向块66、夹爪67。
实施例一
如图1和图2所示,铜盘管包装机,包括用于支撑工件3并驱动工件3转动的支撑机构、用于将工件3输送至支撑机构处的输送机构、用于吊装工件3的吊装机构、用于给工件3缠绕包装带的包装机构和用于给工件3贴标的贴标机构21,支撑机构安装在输送机构上,贴标机构21安装在输送机构一侧。
输送机构采用输送辊道1,支撑机构包括三个横向设置的支撑辊2,输送辊道1上开有用于容纳支撑辊2的缺口。三个支撑辊2均为圆锥柱形,三个支撑辊2围成一个环形,且三个支撑辊2的小径端均朝向这个环形的圆心,三个支撑辊2之间的间距相同。三个支撑辊2均连接有旋转电机(本实施例的附图中未示出),支撑辊2还连接有用于驱动其升降的升降气缸。
如图1所示,输送辊道1右侧安装有一个竖板,竖板左侧顶部安装有校中架,校中架上安装有三个竖杆,三个竖杆上均转动套接有校中辊22,三个校中辊22顶部均连接有用于驱动其升降的校中气缸23。三个校中辊22可插入工件3的环内,且三个校中辊22的辊面均可与工件3的内壁接触。输送辊道上竖直安装有三个用于与校中辊22连接的定位辊(本实施例的附图中未示出),校中辊22下降后可插接到定位辊上。
如图2所示,包装机构包括用于固定包装带的固定杆4、C型的转盘6、用于夹持包装带并将包装带输送到转盘6处的输送组件和用于剪切包装带的剪切组件。转盘6连接有用于驱动其转动的驱动组件,驱动组件包括驱动轮11,驱动轮11转动安装在转盘6外缘并与转盘6构成一个摩擦转动副,驱动轮11背后安装有驱动电机(图中未示出),驱动电机与驱动轮11之间张紧有皮带。转盘6的盘面上通过螺栓垂直安装有若干带辊7,带辊7均布在转盘6上,转盘6外缘转动安装有多个转轮5,转轮5均布在转盘6外周,每个转轮5均与转盘6构成一个摩擦转动副。
包装机构还包括用于压紧包装带的压紧带(图中未示出),转盘6右侧安装有安装架9,安装架9上螺纹连接有两个竖直的螺杆8,两个螺杆8底端之间连接有连杆10,连杆10下方安装有导向对辊。压紧带左端固定套设在固定杆4上,压紧带右端从导向对辊中穿过后固定套设在连杆10上,由此使得压紧带张紧在位于转盘6上半部的带辊7上。通过旋转螺杆8可以调节压紧带右端的高度,从而调节压紧带的松紧度。
结合图2、图3和图4可知,输送组件包括输送对辊13,输送对辊13与转盘6之间安装有限位台20,限位台20上铰接有限位板12,限位板12与限位台20之间形成供包装带穿过的通道,限位板12的自由端与限位台20的顶部接触。限位台20一侧安装有用于夹持包装带的输送夹17,输送夹17连接有夹持气缸18和用于驱动其开合的开合气缸16,夹持气缸18用于驱动输送夹17靠近或远离包装带,夹持气缸18连接有与其垂直的输送气缸14,输送气缸14用于驱动输送夹17靠近或远离输送辊道1。
限位台20与转盘6之间安装有用于剪切包装带的剪切机构,剪切机构包括固定切刀(图中未示出)和用于与固定切刀配合剪切(同剪刀)包装带的活动切刀19,活动切刀19安装在固定切刀下方,活动切刀19连接有用于驱动其升降的剪切气缸(图中未示出)。
如图5所示,输送辊道1右侧通过螺栓横向安装有支架37,支架37上滑动安装有安装板29,支架37上安装有贴标气缸30,贴标气缸30的活塞杆与安装板29连接。安装板29上通过螺栓转动安装有竖直的标签辊36,标签辊36左侧通过螺栓转动安装有竖直的导向辊35,导向辊35左侧通过螺栓安装有固定座34,固定座34倾斜设置。固定座34靠近输送辊道1的一侧通过螺栓固定有固定板33,固定板33与固定座34之间形成供标签穿过的通道,固定座34靠近输送辊道1的一侧转动安装有竖直的固定辊26,固定板33靠近输送辊道1的一端与固定辊26的辊面相切。固定座34朝向输送辊道1的一侧中部向外凸出形成条形的凸起32,凸起32沿固定座34的长度方向设置,固定辊26的辊面上形成有环形的凸起32,两个凸起32在同一水平线上。固定板33与固定辊26相切的一端开有用于避让固定辊26上的凸起32的避让孔,固定辊26上的凸起32从避让孔中凸出。
固定辊26左侧安装有切刀25,切刀25连接有驱动其朝向输送辊道1移动的切割气缸27,切刀25与固定辊26之间通过螺栓转动安装有竖直的限位辊31,限位辊31的辊面可抵紧在工件3的外壁上。切刀25远离限位辊31的一侧转动安装有竖直的压紧辊24,压紧辊24可抵紧在工件3的外壁上,压紧辊24连接有压紧气缸28,压紧气缸28安装在支架37。
如图6、图7和图8所示,吊装机构包括安装架9,安装架9包括两个平行设置的横梁44,两个横梁44右端连接,两个横梁44两端底部均通过螺栓固定有立柱46。两个横梁44上均转动安装有第一丝杆43,两个第一丝杆43均沿横梁44的轴向设置,两个第一丝杆43上均转动连接有第一螺母,两个横梁44之间连接有滑架47,滑架47的两端分别与两个第一螺母转动连接。
安装架9安装有用于驱动两个第一丝杆43转动的驱动机构,驱动机构包括驱动电机55,驱动电机55连接有第一锥齿轮组54,第一锥齿轮组54包括一个第一主动锥齿轮和两个第一从动锥齿轮(图中未示出),两个第一从动锥齿轮啮合在第一主动锥齿轮两侧,第一主动锥齿轮与驱动电机55的输出轴键连接。驱动电机55两侧安装有两个转轴58,两个第一从动锥齿轮键连接在两个转轴58上。两个转轴58外端通过第二锥齿轮组59与两个第一丝杆43连接,第二锥齿轮组59包括一个第二主动锥齿轮和一个第二从动锥齿轮,第二主动锥齿轮键连接在转轴58上,第二从动锥齿轮键连接在第一丝杆43上。
滑架47上滑动安装有滑板53,滑架47上转动安装有第二丝杆56,第二丝杆56右端连接有滑动电机57,第二丝杆56沿滑架47的长度方向设置,第二丝杆56上转动连接有第二螺母,第二螺母与滑板53转动连接。
滑板53上滑动连接有竖直的导杆49,导杆49贯穿滑板53,滑板53上滑动连接有竖直的螺纹杆50,螺纹杆50贯穿滑板53,螺纹杆50上螺纹连接有蜗轮51,蜗轮51转动安装在滑板53上,蜗轮51右侧啮合有蜗杆52,蜗杆52连接有升降电机48,升降电机48安装在滑板53上。
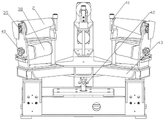
夹持组件45包括竖直设置的吊架65,吊架65上方通过螺栓连接有连接盘60,吊架65的底端与连接盘60固定连接,螺纹杆50的底端转动连接在连接盘60上。吊架65上滑动安装有连接座61,连接座61下方安装有气缸(图中未示出),气缸的活塞杆与连接座61的底部固定连接。
吊架65外围安装有四个夹爪67,四个夹爪67均布在吊架65四周。每个夹爪67内侧均安装有竖板64,竖板64底端与夹爪67底部铰接,竖板64顶部和中部均与吊架65之间铰接有第一连杆63,竖板64与连接座61之间铰接有第二连杆62,顶部的第一连杆63和第二连杆62在竖板64上的铰接点相同。每个竖板64两侧均安装有导向块66,导向块66通过螺栓连接在夹爪67上。
具体实施过程如下:
根据工件3的位置,启动驱动电机55,驱动电机55通过第一锥齿轮组54、转轴58和第二锥齿轮组59带动两个第一丝杆43转动,两个第一丝杆43带动两个第一螺母转动,从而带动滑架47沿着横梁44移动。与此同时,启动滑动电机57带动第二丝杆56转动,第二丝杆56带动第二螺母转动,通过第二螺母带动滑板53在滑架47上滑动。通过调节滑架47的位置和夹持组件45在滑架47上的位置,从而将夹持组件45移动至工件3上方。
夹持组件45到达工件3上方后,启动升降电机48,升降电机48通过蜗杆52带动蜗轮51转动,蜗轮51带动螺杆8转动,从而带动夹持组件45下移,使得四个夹爪67伸入工件3内。此时气缸的活塞杆伸出,连接座61被顶起,第一连杆63和第二连杆62分开,四个夹爪67收拢,方便放入工件3内。
四个夹爪67放入工件3内后,收回气缸的活塞杆,连接座61下移,第一连杆63和第二连杆62靠拢,将夹爪67向外推,四个夹爪67分开,四个夹爪67抵紧在工件3内壁上,由此夹持住工件3。夹持后即可通过升降电机48反向转动将工件3吊起,吊起后通过驱动滑板53和滑架47移动,将工件3运输到输送辊道1上,实现工件3的上料。
输送辊道1将工件3输送至三个支撑辊2上,此时三个支撑辊2位于输送辊道1的辊面下方,不会影响工件3输送。升降气缸驱动三个支撑辊2上升抬起工件3。校中气缸23驱动三个校中辊22下移,三个校中辊22与定位辊连接,由此对工件3进行校中。
将包装带卷套在插杆15上,拉出包装带的端部,将包装带的端部依次从输送对辊13之间、限位板12和限位台20之间形成的通道、活动切刀19和固定切刀之间穿过(此时活动切刀19和固定切刀分开,包装带不与固定切刀接触),到达驱动轮11,利用输送气缸14驱动输送夹17移动至驱动轮11处,启动开合气缸16驱动输送夹17打开,同时夹持气缸18驱动输送夹17靠近驱动轮11,开合气缸16驱动输送夹17闭合,将包装带夹住。夹住后输送气缸14驱动输送夹17向左移动至图2所示的位置,此时包装带横跨在转盘6下部的带辊7上方。
启动驱动电机通过驱动带带动驱动轮11顺时针转动,从而带动转盘6逆时针转动,转盘6下部的带辊7向上转动,从底部勾住包装带,并带动包装带逆时针转动,转盘6的上半部插入工件3环内再转动到工件3上方,由此将包装带缠绕在工件3上。带缠绕一两圈后松开包装带,转盘6继续转动,与此同时三个支撑辊2朝一个方向转动,带动工件3逆时针自转,即可逐渐将包装带缠满整个工件3,实现工件3的包装。工件3转动的过程中,校中辊22能够与工件3的内壁接触,以此给工件3导向和校中,避免工件3在转动过程中偏移。
将标签卷套在标签辊36上,固定标签卷,拉出标签的端部,将标签以粘贴面朝向输送辊道1的状态从固定板33和固定座34之间形成的通道内穿过,并拉动至压紧辊24处,标签张紧在导向辊35和限位辊31上。由于固定板33与固定辊26相切,且固定辊26和固定座34上设有凸起32,故标签能够被夹紧在固定板33和固定辊26之间。
待工件3缠有包装带的部分旋转至贴标机构21处时,启动贴标气缸30将安装板29向左推动,使得固定辊26抵紧在工件3外壁上,此时标签端部与工件3外壁接触,启动压紧气缸28推动压紧辊24向左移动,压紧辊24将标签端部压紧在工件3外壁上。随着工件3的转动,标签逐渐粘贴在工件3的外壁上,实现工件3的贴标。
贴满一圈后,贴标气缸30驱动安装板29缩回,限位辊31脱离工件3,压紧辊24依旧压紧在工件3上,此时压紧辊24和限位辊31之间扯出一截标签,便于切割;切割气缸27驱动切刀25向左移动,从压紧辊24和限位辊31之间切断标签,工件3继续转动,压紧辊24将标签的尾部压紧在工件3上。然后降下支撑辊2,将工件3放置于输送辊道1上,启动输送辊道1将工件3送走,然后用吊装机构将工件3从输送辊道1上吊装下来,实现工件3的下料。下一个工件3被输送到支撑辊2处,以此类推,实现所有工件3的包装。实际运用时还可通过吊装机构实现工件的自动码垛和组摞,节省了劳动力,提高了加工效率。
实施例二
如图9所示,本实施例与实施例一的不同之处在于,输送辊道1下方安装有支撑架,三个支撑辊2均安装在支撑架上,支撑架下方安装有升降气缸42,升降气缸42的活塞杆与支撑架的底部连接。支撑架上安装有三个旋转电机38,三个旋转电机38分别位于三个支撑辊2的下方,三个旋转电机38与三个支撑辊2之间连接有传动组件。本实施例中传动组件包括主动轮40、从动轮39,主动轮40和从动轮39上张紧有传动带(图中未示出),主动轮40与旋转电机38的输出轴键连接,从动轮39与支撑辊2的大径端同轴连接。本实施例中主动轮40和从动轮39均采用链轮,传动带采用链条。
相比直接将旋转电机38与支撑辊2连接,本实施例合理利用了输送辊道1内部的空间,减少了整个装置的占地面积。
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
Claims (10)
1.铜盘管包装机,其特征在于:包括用于支撑工件并驱动工件转动的支撑机构、用于将工件输送至支撑机构处的输送机构、用于吊装工件的吊装机构、用于给工件缠绕包装带的包装机构和用于给工件贴标的贴标机构,支撑机构设置在输送机构上,贴标机构设置在输送机构一侧。
2.根据权利要求1所述的铜盘管包装机,其特征在于:支撑机构包括若干横向设置的支撑辊,支撑辊连接有旋转电机,支撑辊还连接有用于驱动其升降的升降气缸,支撑辊围成一个环形,支撑辊为圆锥形,支撑辊的小径端朝向所述环形的圆心。
3.根据权利要求2所述的铜盘管包装机,其特征在于:支撑机构上方设置有至少两个校中辊,校中辊连接有用于驱动其升降的校中气缸,输送机构上设置有用于与校中辊连接的定位辊,校中辊竖直设置,校中辊的辊面可与工件的内壁接触。
4.根据权利要求3所述的铜盘管包装机,其特征在于:贴标机构滑动设置,贴标机构可靠近或远离工件;贴标机构包括用于固定标签自由端的固定组件、用于切割标签的切刀、用于将标签压紧在工件外壁上的压紧辊和用于固定标签的标签辊,固定组件设置在标签辊靠近支撑机构的一侧,压紧辊设置在固定组件靠近支撑机构的一侧,压紧辊转动设置,切刀滑动设置在固定组件和压紧辊之间,切刀连接有切割气缸。
5.根据权利要求4所述的铜盘管包装机,其特征在于:固定组件包括固定座,固定座远离标签辊的一端转动设置有固定辊,固定座侧面设置有固定板,固定板的一端与固定辊的辊面相切,固定板与固定座之间形成供标签穿过的通道,通道的宽度从固定座靠近标签辊的一端到另一端逐渐减小。
6.根据权利要求5所述的铜盘管包装机,其特征在于:固定座设有固定板的一侧设置有凸起,凸起沿标签的传送方向设置,固定辊辊面上也设置有凸起,固定板朝向固定辊的一端开设有避让固定辊上的凸起的避让孔。
7.根据权利要求1所述的铜盘管包装机,其特征在于:包装机构包括C型的转盘、用于夹持包装带并将包装带输送到转盘处的输送组件和用于剪切包装带的剪切组件,转盘连接有用于驱动其转动的驱动组件,转盘的盘面上垂直设置有若干带辊。
8.根据权利要求7所述的铜盘管包装机,其特征在于:包装机构还包括用于压紧包装带的压紧带,压紧带的两端固定在转盘两侧,压紧带张紧在位于转盘上半部的带辊上,压紧带的松紧度可调。
9.根据权利要求8所述的铜盘管包装机,其特征在于:输送组件包括输送对辊,输送对辊与转盘之间设置有限位台,限位台上铰接有限位板,限位板与限位台之间形成供包装带穿过的通道,限位板的自由端与限位台的顶部接触;限位台一侧设置有用于夹持包装带的输送夹,输送夹连接有夹持气缸和用于驱动其开合的开合气缸,夹持气缸用于驱动输送夹靠近或远离包装带,夹持气缸连接有与其垂直的输送气缸,输送气缸用于驱动输送夹靠近或远离转盘。
10.根据权利要求1所述的铜盘管包装机,其特征在于:吊装机构包括安装架,安装架顶部滑动安装有滑架,滑架上滑动安装有用于吊装工件的夹持组件,夹持组件的滑动方向与滑架的滑动方向垂直,夹持组件连接有用于驱动其升降的升降组件。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011593173.0A CN112644757B (zh) | 2020-12-29 | 2020-12-29 | 铜盘管包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011593173.0A CN112644757B (zh) | 2020-12-29 | 2020-12-29 | 铜盘管包装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112644757A true CN112644757A (zh) | 2021-04-13 |
| CN112644757B CN112644757B (zh) | 2022-08-05 |
Family
ID=75363749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011593173.0A Active CN112644757B (zh) | 2020-12-29 | 2020-12-29 | 铜盘管包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112644757B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116119076A (zh) * | 2023-04-19 | 2023-05-16 | 常州市行佳高科硬质合金有限公司 | 钨钛合金用包装生产线及其工作方法 |
| CN117048913A (zh) * | 2023-10-12 | 2023-11-14 | 潍坊顺福昌橡塑有限公司 | 一种轮胎包装控制系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11342910A (ja) * | 1998-06-01 | 1999-12-14 | Fuji Photo Film Co Ltd | 円筒状物品の包装方法及びその装置 |
| CN106628436A (zh) * | 2016-11-14 | 2017-05-10 | 江苏新永良线缆机械有限公司 | 全自动线缆成盘扎带机 |
| CN108394594A (zh) * | 2018-05-04 | 2018-08-14 | 上海阑途信息技术有限公司 | 一种轮胎打包机及流水线 |
| CN109878835A (zh) * | 2019-03-28 | 2019-06-14 | 东莞万旗机械设备有限公司 | 线材包装的自动化设备 |
| CN109878791A (zh) * | 2019-03-28 | 2019-06-14 | 东莞万旗机械设备有限公司 | 线材包装装置 |
-
2020
- 2020-12-29 CN CN202011593173.0A patent/CN112644757B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11342910A (ja) * | 1998-06-01 | 1999-12-14 | Fuji Photo Film Co Ltd | 円筒状物品の包装方法及びその装置 |
| CN106628436A (zh) * | 2016-11-14 | 2017-05-10 | 江苏新永良线缆机械有限公司 | 全自动线缆成盘扎带机 |
| CN108394594A (zh) * | 2018-05-04 | 2018-08-14 | 上海阑途信息技术有限公司 | 一种轮胎打包机及流水线 |
| CN109878835A (zh) * | 2019-03-28 | 2019-06-14 | 东莞万旗机械设备有限公司 | 线材包装的自动化设备 |
| CN109878791A (zh) * | 2019-03-28 | 2019-06-14 | 东莞万旗机械设备有限公司 | 线材包装装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116119076A (zh) * | 2023-04-19 | 2023-05-16 | 常州市行佳高科硬质合金有限公司 | 钨钛合金用包装生产线及其工作方法 |
| CN116119076B (zh) * | 2023-04-19 | 2023-06-23 | 常州市行佳高科硬质合金有限公司 | 钨钛合金用包装生产线及其工作方法 |
| CN117048913A (zh) * | 2023-10-12 | 2023-11-14 | 潍坊顺福昌橡塑有限公司 | 一种轮胎包装控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112644757B (zh) | 2022-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112644757B (zh) | 铜盘管包装机 | |
| CN211001995U (zh) | 缠绕打包装置 | |
| US4461136A (en) | Method and apparatus for enveloping a plurality of items in a stretchable film | |
| CN113200164B (zh) | 一种全自动的圆筒包装放盖、定位、密封装置 | |
| CN111498483B (zh) | 一种包装袋大米的自动输送码垛设备 | |
| CN112357186A (zh) | 一种包装盒外薄膜自动化包装生产设备及其生产工艺 | |
| CN112429295A (zh) | 一种fosb流水线的自动胶带包装方法 | |
| CN218617456U (zh) | 一种纸箱打包机 | |
| CN110902577B (zh) | 一种袋装肥料摆放用排板装置 | |
| CN104290977B (zh) | 贴标装置以及自动贴标机 | |
| CN216540574U (zh) | 一种制造易拉罐盖的拉环冲床上料装置 | |
| CN115971559A (zh) | 一种管件切割装置 | |
| CN215972257U (zh) | 一种轮胎打包用轮胎夹持装置 | |
| CN214356865U (zh) | 一种晶圆包装盒流水线自动胶带包扎装置 | |
| CN211594622U (zh) | 一种不锈钢网自动包装生产线 | |
| CN212174042U (zh) | 纸张打包生产线 | |
| CN108454929B (zh) | 一种板带轧机的料卷打包装置 | |
| CN113772147A (zh) | 一种轮胎打包方法 | |
| CN112455759A (zh) | 一种晶圆包装盒流水线自动胶带包扎装置 | |
| CN220199731U (zh) | 一种薄膜卷包装机 | |
| CN218806811U (zh) | 一种电商货品预包装设备 | |
| CN220315444U (zh) | 智能化集成包装系统 | |
| CN215972255U (zh) | 一种轮胎打包用轮胎转动装置 | |
| CN220350785U (zh) | 一种洗衣机防护框用的辅助装置 | |
| CN216762255U (zh) | 一种lcd显示玻璃盖板捆扎机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |