CN112165230A - 一种电机组装机 - Google Patents
一种电机组装机 Download PDFInfo
- Publication number
- CN112165230A CN112165230A CN202011064174.6A CN202011064174A CN112165230A CN 112165230 A CN112165230 A CN 112165230A CN 202011064174 A CN202011064174 A CN 202011064174A CN 112165230 A CN112165230 A CN 112165230A
- Authority
- CN
- China
- Prior art keywords
- motor
- supporting
- frame
- assembling machine
- top surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/14—Casings; Enclosures; Supports
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
本发明提供了一种电机组装机,属于电机生产设备技术领域。它解决了现有设备无法满足电机的流水线生产的需求,导致电机生产效率较低的问题。本电机组装机包括机架,机架上设有压头和用于带动压头竖直升降的驱动源,机架上设有能够周向转动的转盘,转盘呈圆环形且由金属板制成,转盘的顶面上沿周向依次设有若干用于固定电机壳体的载具,转盘的下方设有支撑块且通过转盘的转动能使各载具依次移动至支撑块的正上方,载具移动至支撑块的正上方时该载具与压头上下正对,所述支撑块的顶面与转盘的底面之间具有间隙。本发明实现了在电机组装流水线上进行电机端盖的压装,大大提升了电机的生产效率。
Description
技术领域
本发明属于电机生产设备技术领域,涉及一种电机组装机。
背景技术
由于全球自动化设备市场的持续增长,市场对于电机的需求越来越大,为了满足市场需求,企业也越来越重视如何提升电机生产效率的问题,因此电机组装机的研发便显得尤为重要。
电机一般包括壳体、定子、转子等部件,定子和转子固定在壳体内,为了达到密闭性的要求,壳体的端部还需要装入电机端盖,通过将电机端盖压入壳体内,实现电机端盖与壳体的组装。如中国专利文献公开的带惯量盘的伺服电机及其安装方法(申请号201510658640.6)。
为了实现电机壳体与端盖的组装,传统的方式是采用锤子将端盖敲入壳体内实现固定,采用这种固定方式,不仅操作费事费力,而且还易将端盖敲坏,或使端盖出现敲痕或掉漆,从而影响端盖的质量或外观。为了解决该问题,市场也便出现了一些用于电机端盖压装的专用设备。如中国专利文献公开的一种电机端盖压装工装(申请号:201720092547.8),该设备包括底座、上压板、导向杆、弹簧以及壳体定位座,上压板、导向杆、弹簧以及壳体定位座均设于底座上,上压板上设有和导向杆滑动配合的导向孔,弹簧套设于导向杆上,上压板顶部设有用于和压力机连接的模柄,上压板底部固定有压头,压头上可拆卸连接有端盖压套。该装置通过与压力机配合,虽然使得电机端盖的安装更为方便,但是,该设备无法与电机其他组装工位一同集成到一条流水线上,进行流水线加工,因此该设备无法满足电机的流水线生产的需求,导致电机生产效率较低。
发明内容
本发明的目的是针对现有的技术存在上述问题,提出了一种电机组装机,本发明所要解决的技术问题是如何实现在电机组装流水线上进行电机端盖的压装。
本发明的目的可通过下列技术方案来实现:一种电机组装机,包括机架,所述机架上设有压头和用于带动压头竖直升降的驱动源,其特征在于,所述机架上设有能够周向转动的转盘,所述转盘呈圆环形且由金属板制成,所述转盘的顶面上沿周向依次设有若干用于固定电机壳体的载具,所述转盘的下方设有支撑块且通过转盘的转动能使各载具依次移动至支撑块的正上方,所述载具移动至支撑块的正上方时该载具与压头上下正对,所述支撑块的顶面与转盘的底面之间具有间隙。
本组装机中,通过在转盘上设置若干载具,形成多个组装工位,分别完成不同的组装工序。在载具移动至支撑块的正上方时,该工位为端盖压装工位,在该工位之前,电机端盖已初步安装到了壳体上但未安装到位。此时,端盖压装工位的作用就是通过驱动源驱动压头向下移动,压头向下移动的过程中对电机端盖进行施压,从而将电机端盖进一步压入壳体内使电机端盖安装到位。本转盘采用金属板制成,从而形成了硬工作面的结构,这样的结构能保证转盘较好地带着载具进行移动。另外,支撑块的顶面与转盘的底面之间具有间隙,一方面使得支撑块与转盘的底面不接触,不会出现摩擦,保证转盘的顺畅运转。另一方面,为了保证电机端盖压装到位,压头对电机端盖施加的压力是很大的,该压力能够使转盘局部向下变形进而抵靠在支撑块上,从而使支撑块对转盘进行支撑,保证电机端盖能够压装到位。在压头向上移动压力消失之后,转盘又会向上回弹恢复至未形变的状态,使得支撑块的顶面与转盘的底面之间留出间隙,进而保证转盘顺畅的运转。
显然,本组装机通过金属板结构的转盘与支撑块相配合,并通过两者之间间隙配合的结构设计,使得本组装机在压装工位处,能够以较大的压力将电机端盖压装到位。本组装机实现了在流水线上进行电机端盖的压装,大大提升了电机的组装效率。
在上述的电机组装机中,所述机架包括由金属材料制成且具有顶板的支撑架,所述支撑块设置在顶板的顶面上,所述支撑架上设有与顶板的底面相抵靠且对顶板进行支撑的支撑组件。出于保护转盘的目的,应该使转盘受压时只需产生较小地形变就能抵靠在支撑块上,因此,在保证转盘转动过程中与支撑块互不接触的前提下,应该尽可能的减小转盘未受压变形时与支撑块之间的间隙。本组装机通过在支撑架上设置顶板,提供了支撑块的安装面,使得支撑块安装方便且易实现支撑块与支撑架之间的稳定连接。而由于电机端盖的压装过程中,压装压力是很大的,顶板若缺少支撑则易出现变形的情况。因此,本组装机通过设置支撑组件,对顶板进行了支撑,能够避免由于压头的压力作用导致顶板向下变形而出现支撑块下移的情况。
在上述的电机组装机中,所述支撑组件包括若干竖直设置的螺柱,每根螺柱的顶端均与顶板的底面具有间隙,每根螺柱上均螺纹连接有螺帽,所述螺帽的顶面与顶板的底面相抵靠。本组装机通过设置若干螺柱,且在每个螺柱上均螺纹连接螺帽,以此依靠各个螺帽共同对顶板进行支撑,避免由于压头的压力作用导致顶板发生向下的变形。另外,上文指出,组装机要求尽可能的减小转盘与支撑块之间的间隙,即转盘与支撑块之间的间隙最好是很微小的。但是,随着组装机的持续运转,支撑块长期受到压力了作用,因此还是难以避免会出现支撑块微量下移的情况。此时,通过依次对各个螺帽的螺纹高度进行调节,能使支撑架出现微量的变形,进而实现对支撑块的支撑高度以及水平度进行微调,保证转盘与支撑块之间达到最优的间隙值。
在上述的电机组装机中,所述支撑组件还包括水平设置的支撑板和设置在支撑架上的槽钢一,所述槽钢一的槽口朝上设置,所述槽钢一的凹槽内还设有槽口朝上设置的槽钢二,所述支撑板的底面抵靠在槽钢二的两个侧板的顶边上,所述螺柱固连在支撑板的顶面上。通过设置支撑板,使各个螺柱均安装到支撑板上,安装较为方便。在压头向下移动对电机端盖进行施压时,支撑板也会受到向下压力,此时,通过设置槽钢二,使得支撑板受到的压力依靠槽钢二进行分散,同样的,槽钢二受到的压力也能依靠槽钢一进行分散,从而保证支撑架用于支撑槽钢一的部位不会发生变形,提升了组装机的稳定性和可靠性。
在上述的电机组装机中,所述机架还包括若干沿转盘周向依次间隔设置的支撑座,所述支撑座位于转盘的下方,所述支撑座和所述支撑架均通过支撑脚支撑在地面上,每个支撑座的顶面上以及支撑架的顶板的顶面上均设有至少两个用于对转盘的底面进行支撑的滚轮。通过这样的设计,使得转盘在不同的位置处均能受到滚轮的支撑,保证转盘运行稳定。
在上述的电机组装机中,所述顶板呈矩形板状,所述支撑块设置在顶板的中部,所述顶板上的滚轮的数量为四个,四个滚轮分别位于顶板的四个边角处。压头向下移动对电机端盖进行施压时,四个滚轮对转盘形成了支撑,使得在压头上移、压力消失之后,四个滚轮能辅助转盘很好地向上回弹至未变形的状态。
在上述的电机组装机中,所述机架上沿转盘的周向依次间隔设置有若干驱动轮,所述驱动轮上套设有橡胶套,每个驱动轮上的橡胶套均与转盘的内周壁相抵靠且驱动轮转动时能够带动转盘进行转动,每个驱动轮均连接有带动对应驱动轮进行转动的驱动电机。驱动电机间歇式转动,带动驱动轮转动,继而实现转盘间歇式转动,实现载具依次移动至不同工位处进行组装。在驱动轮上设置橡胶套,增加了摩擦力,使得驱动轮能稳定地带动转盘转动。
在上述的电机组装机中,所述转盘由至少两条弧形板依次首尾连接形成,每块弧形板的内弧边和外弧边上均设有向上翻出的翻边,相邻两弧形板的连接处设有连接板且所述连接板分别与该相邻两弧形板的端部相固连。作为优选,转盘由四条弧形板依次首尾连接形成,连接板与弧形板的端部通过螺栓连接,这样的设计使得在制造时,只需先单独制造出多块弧形板,然后再将各弧形板依次首尾连接即可,相比一体式的转盘结构,本案的转盘结构制造更为方便,且能提升制造的精度,以较好地控制支撑座与转盘底面之间的间隙。另外,内弧边的设计还增加了转盘与驱动轮之间的接触面积,使得驱动轮较好地驱动转盘进行转动。
在上述的电机组装机中,所述载具包括与转盘顶面相固连的固定座和设置在固定座顶面上的安装座,所述固定座和安装座之间通过磁铁连接,所述安装座由塑料材料制成,所述安装座的顶面上设有向下凹入的用于供电机的壳体进行放置的定位槽。作为优选,定位槽为多级台阶结构的凹槽,这样的结构使得安装座能够满足多个尺寸的电机壳体的固定要求,提升了载具的通用性。另外,电机壳体有圆形壳体、方形壳体等,其外形、尺寸是多种多样的,因此即便定位槽设成多级台阶结构,也会面临无法通用的问题。因此,本组装机将载具设置呈双层式且上层可拆卸的结构,即安装座无法与电机壳体匹配固定时,即可取下安装座,换上其他型号的安装座即可。同时,固定座和安装座之间通过磁铁连接,使得安装座的更换十分方便。
在上述的电机组装机中,所述载具的数量为4-10个,各载具沿转盘的周向依次均匀间隔设置。作为优选,载具的数量为8个,通过设置多个载具,形成了多个组装工位,在不同工位上完成不同的组装工序,提升电机的组装效率。
与现有技术相比,本电机组装机具有以下优点:
1、采用金属板制成转盘,不仅满足支撑载具的需求,而且通过控制金属板的厚度,使金属板液压压力作用后会发生变形,能够减少金属钢材的用量,使得本转盘制造成本低,且实现轻量化。
2、本组装机通过金属板结构的转盘与支撑块相配合,并通过两者之间间隙配合的结构设计,使得本组装机在压装工位处,能够以较大的压力将电机端盖压装到位。本组装机实现了在流水线上进行电机端盖的压装,大大提升了电机的组装效率。
附图说明
图1是本电机组装机实施例一的立体结构示意图。
图2是本电机组装机实施例一另一视角的立体结构示意图。
图3是本电机组装机实施例一的局部结构示意图一。
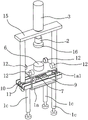
图4是本电机组装机实施例一的局部结构示意图二。
图5是本电机组装机实施例一中载具的爆炸图。
图中,1、机架;1a、支撑架;1a1、顶板;1b、支撑座;1c、支撑脚;2、压头;3、驱动源;4、转盘;4a、弧形板;4a1、翻边;4b、连接板;5、载具;5a、固定座;5b、安装座;5b1、定位槽;5c、磁铁;6、支撑块;7、螺柱;8、螺帽;9、支撑板;10、槽钢一;11、槽钢二;12、滚轮;13、驱动轮;14、橡胶套;15、安装架;16、压盖;17、上料工位;18、下料工位。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
实施例一
如图1和图2所示,本电机组装机包括机架1,机架1上设有压头2和用于带动压头2竖直升降的驱动源3。机架1上设有能够周向转动的转盘4,转盘4呈圆环形,该转盘4由四条金属材料制成的弧形板4a依次首尾连接形成,每块弧形板4a的内弧边和外弧边上均设有向上翻出的翻边4a1,相邻两弧形板4a的连接处设有连接板4b且连接板4b分别与该相邻两弧形板4a的端部相固连。本实施例中,连接板4b与弧形板4a的端部通过螺栓连接。转盘4的顶面上沿周向依次设有八个用于固定电机壳体的载具5,以此形成多个组装工位,分别完成不同的组装工序。为了实现转盘4的转动,机架1上沿转盘4的周向依次间隔设置有四个驱动轮13,每个驱动轮13上均套设有橡胶套14,每个驱动轮13上的橡胶套14均与转盘4的内周壁相抵靠且驱动轮13转动时能够带动转盘4进行转动,每个驱动轮13均连接有带动对应驱动轮13进行转动的驱动电机,图中驱动电机未示出。驱动电机间歇式转动,带动驱动轮13转动,继而实现转盘4间歇式转动,实现载具5依次移动至不同工位处进行组装。
如图1和图2所示,机架1包括支撑架1a以及若干沿转盘4周向依次间隔设置的支撑座1b。支撑架1a上设置有安装架15,驱动源3设在安装架15上,驱动源3为液压缸,液压缸的推杆竖直向下,压头2连接在液压缸的推杆的下端。支撑座1b位于转盘4的下方,支撑座1b和支撑架1a均通过支撑脚1c支撑在地面上,每个支撑座1b的顶面上以及支撑架1a的顶板1a1的顶面上均设有至少两个用于对转盘4的底面进行支撑的滚轮12。通过这样的设计,使得转盘4在不同的位置处均能受到滚轮12的支撑,保证转盘4运行稳定。
结合图2和图3所示,支撑架1a由金属材料制成且支撑架1a具有顶板1a1,顶板1a1呈矩形板状,顶板1a1上的滚轮12的数量为四个,四个滚轮12分别位于顶板1a1的四个边角处。顶板1a1的顶面的中部设置有支撑块6,支撑块6采用塑料材料支撑,支撑块6的顶面与转盘4的底面之间具有间隙。支撑块6位于转盘4的下方,通过转盘4的转动能使各载具5依次移动至支撑块6的正上方,载具5移动至支撑块6的正上方时该载具5与压头2上下正对。
如图2和图3所示,为了便于对电机端盖进行施压并对电机端盖进行保护,在对电机端盖进行压装的时候电机端盖的顶面上放置有压盖16,压盖16中心开有通孔,用于供电机转子的转轴穿入。
如图3和图4所示,支撑架1a上设有与顶板1a1的底面相抵靠且对顶板1a1进行支撑的支撑组件。支撑组件包括水平设置的支撑板9和设置在支撑架1a上的槽钢一10,槽钢一10的槽口朝上设置,槽钢一10的凹槽内还设有槽口朝上设置的槽钢二11,支撑板9的底面抵靠在槽钢二11的两个侧板的顶边上,支撑板9的顶面上固连有若干竖直设置的螺柱7,每根螺柱7的顶端均与顶板1a1的底面具有间隙,每根螺柱7上均螺纹连接有螺帽8,螺帽8的顶面与顶板1a1的底面相抵靠。这样的设计依靠各个螺帽8共同对顶板1a1进行支撑,避免由于压头2的压力作用导致顶板1a1发生向下的变形。同时,通过依次对各个螺帽8的螺纹高度进行调节,能使支撑架1a出现微量的变形,进而实现对支撑块6的支撑高度以及水平度进行微调,保证转盘4与支撑块6之间达到最优的间隙值。
如图5所示,载具5包括与转盘4顶面相固连的固定座5a和设置在固定座5a顶面上的安装座5b,固定座5a和安装座5b之间通过磁铁5c连接,固定座5a和安装座5b均由塑料材料制成,安装座5b的顶面上设有向下凹入的用于供电机的壳体进行放置的定位槽5b1,其中,定位槽5b1为多级台阶结构的凹槽,这样的结构使得安装座5b能够满足多个尺寸的电机壳体的固定要求,提升了载具5的通用性。固定座5a和安装座5b之间通过磁铁5c连接,使得安装座5b的更换十分方便。
如图1所示,本电机组装机在转盘4上设有八个载具5,形成了八个工位,八个工位中有一个是上料工位17,然后逆时针方向依次是转子安装工位、端盖预安装工位、压盖16安装工位、端盖压装工位、高压检测工位、试运转工位和下料工位18,其中,压头2所对应的工位即端盖压装工位。当然,八个工位具体的分工可以根据实际需求进行调整,并非局限于本实施例的方式。上料工位17用于将电机的壳体通过机械手或者人工的方式放置在上料工位17的载具5上,转子安装工位用于将转子安装到电机壳体内,端盖预安装工位用于将端盖套设在转子的转轴上,同时将端盖初步安装到壳体的端部,压盖16安装工位用于将压盖16放置到端盖顶面上,试运转工位用于检测电机是否能正常正转和反转,下料工位用于将检测合格的电机通过机械手或者人工的方式取出下料。
在载具5移动至端盖压装工位时,驱动源3驱动压头2向下移动,压头2向下移动的过程中通过压盖16对电机端盖进行施压,该压力能够使转盘4局部向下变形进而抵靠在支撑块6上,从而使支撑块6对转盘4进行支撑,保证电机端盖能够压装到位。在压头2向上移动压力消失之后,转盘4又会向上回弹恢复至未形变前的状态,使得支撑块6的顶面与转盘4的底面之间留出间隙,进而保证转盘4顺畅的运转。显然,本组装机通过金属板结构的转盘4与支撑块6相配合,并通过两者之间间隙配合的结构设计,使得本组装机在压装工位处,能够以较大的压力将电机端盖压装到位。因此,本组装机实现了在流水线上进行电机端盖的压装,大大提升了电机的组装效率。
实施例二
本实施例同实施例一的结构及原理基本相同,不一样的地方在于:在上述的电机组装机中,载具5的数量为4个,各载具5沿转盘4的周向依次均匀间隔设置。
实施例三
本实施例同实施例一的结构及原理基本相同,不一样的地方在于:在上述的电机组装机中,载具5的数量为10个,各载具5沿转盘4的周向依次均匀间隔设置。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用了1、机架;1a、支撑架;1a1、顶板;1b、支撑座;1c、支撑脚;2、压头;3、驱动源;4、转盘;4a、弧形板;4a1、翻边;4b、连接板;5、载具;5a、固定座;5b、安装座;5b1、定位槽;5c、磁铁;6、支撑块;7、螺柱;8、螺帽;9、支撑板;10、槽钢一;11、槽钢二;12、滚轮;13、驱动轮;14、橡胶套;15、安装架;16、压盖;17、上料工位等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
Claims (10)
1.一种电机组装机,包括机架(1),所述机架(1)上设有压头(2)和用于带动压头(2)竖直升降的驱动源(3),其特征在于,所述机架(1)上设有能够周向转动的转盘(4),所述转盘(4)呈圆环形且由金属板制成,所述转盘(4)的顶面上沿周向依次设有若干用于固定电机壳体的载具(5),所述转盘(4)的下方设有支撑块(6)且通过转盘(4)的转动能使各载具(5)依次移动至支撑块(6)的正上方,所述载具(5)移动至支撑块(6)的正上方时该载具(5)与压头(2)上下正对,所述支撑块(6)的顶面与转盘(4)的底面之间具有间隙。
2.根据权利要求1所述的电机组装机,其特征在于,所述机架(1)包括由金属材料制成且具有顶板(1a1)的支撑架(1a),所述支撑块(6)设置在顶板(1a1)的顶面上,所述支撑架(1a)上设有与顶板(1a1)的底面相抵靠且对顶板(1a1)进行支撑的支撑组件。
3.根据权利要求2所述的电机组装机,其特征在于,所述支撑组件包括若干竖直设置的螺柱(7),每根螺柱(7)上均螺纹连接有螺帽(8),所述螺帽(8)的顶面与顶板(1a1)的底面相抵靠。
4.根据权利要求3所述的电机组装机,其特征在于,所述支撑组件还包括水平设置的支撑板(9)和设置在支撑架(1a)上的槽钢一(10),所述槽钢一(10)的槽口朝上设置,所述槽钢一(10)的凹槽内还设有槽口朝上设置的槽钢二(11),所述支撑板(9)的底面抵靠在槽钢二(11)的两个侧板的顶边上,所述螺柱(7)固连在支撑板(9)的顶面上。
5.根据权利要求2到4中任意一项所述的电机组装机,其特征在于,所述机架(1)还包括若干沿转盘(4)的周向依次间隔设置的支撑座(1b),所述支撑座(1b)位于转盘(4)的下方,所述支撑座(1b)和所述支撑架(1a)均通过支撑脚(1c)支撑在地面上,每个支撑座(1b)的顶面上以及支撑架(1a)的顶板(1a1)的顶面上均设有至少两个用于对转盘(4)的底面进行支撑的滚轮(12)。
6.根据权利要求5所述的电机组装机,其特征在于,所述顶板(1a1)呈矩形板状,所述支撑块(6)设置在顶板(1a1)的中部,所述顶板(1a1)上的滚轮(12)的数量为四个,四个滚轮(12)分别位于顶板(1a1)的四个边角处。
7.根据权利要求1到4中任意一项所述的电机组装机,其特征在于,所述机架(1)上沿转盘(4)的周向依次间隔设置有若干驱动轮(13),所述驱动轮(13)上套设有橡胶套(14),每个驱动轮(13)上的橡胶套(14)均与转盘(4)的内周壁相抵靠且驱动轮(13)转动时能够带动转盘(4)进行转动,每个驱动轮(13)均连接有带动对应驱动轮(13)进行转动的驱动电机。
8.根据权利要求1到4中任意一项所述的电机组装机,其特征在于,所述转盘(4)由至少两条弧形板(4a)依次首尾连接形成,每块弧形板(4a)的内弧边和外弧边上均设有向上翻出的翻边(4a1),相邻两弧形板(4a)的连接处设有连接板(4b)且所述连接板(4b)分别与该相邻两弧形板(4a)的端部相固连。
9.根据权利要求1到4中任意一项所述的电机组装机,其特征在于,所述载具(5)包括与转盘(4)的顶面相固连的固定座(5a)和设置在固定座(5a)顶面上的安装座(5b),所述固定座(5a)和安装座(5b)之间通过磁铁(5c)连接,所述安装座(5b)由塑料材料制成,所述安装座(5b)的顶面上设有向下凹入的用于供电机的壳体进行放置的定位槽(5b1)。
10.根据权利要求1到4中任意一项所述的电机组装机,其特征在于,所述载具(5)的数量为4-10个,各载具(5)沿转盘(4)的周向依次均匀间隔设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011064174.6A CN112165230B (zh) | 2020-09-30 | 2020-09-30 | 一种电机组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011064174.6A CN112165230B (zh) | 2020-09-30 | 2020-09-30 | 一种电机组装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112165230A true CN112165230A (zh) | 2021-01-01 |
| CN112165230B CN112165230B (zh) | 2021-12-24 |
Family
ID=73860957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011064174.6A Active CN112165230B (zh) | 2020-09-30 | 2020-09-30 | 一种电机组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112165230B (zh) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005229780A (ja) * | 2004-02-16 | 2005-08-25 | Aisin Aw Co Ltd | 搬送体位置交換システム |
| JP2010178590A (ja) * | 2009-02-02 | 2010-08-12 | Mazda Motor Corp | 回転電機 |
| CN102785363A (zh) * | 2012-08-08 | 2012-11-21 | 吴江市博众精工科技有限公司 | 一种自动压合机 |
| CN105397480A (zh) * | 2015-12-21 | 2016-03-16 | 苏州研高自动化科技有限公司 | 一种阀芯内弹簧压装机构 |
| CN208084802U (zh) * | 2017-12-29 | 2018-11-13 | 苏州杰锐思自动化设备有限公司 | 转盘合模机构 |
| CN108788696A (zh) * | 2018-08-10 | 2018-11-13 | 东莞理工学院 | 一种端盖的自动组装设备 |
| CN110401320A (zh) * | 2019-08-01 | 2019-11-01 | 王加皮 | 一种微型电机及其外壳与端盖的装配方法 |
| CN210232133U (zh) * | 2019-05-15 | 2020-04-03 | 科瑞自动化技术(苏州)有限公司 | 新能源汽车电池控制板与连接器的压合装置 |
| CN111112478A (zh) * | 2020-02-04 | 2020-05-08 | 嵊州月明模具科技有限公司 | 一种可更换自动冲压模具 |
| CN210536475U (zh) * | 2019-09-27 | 2020-05-15 | 台州市美诗儿电器有限公司 | 一种节能电机前盖的装压结构 |
| CN210679776U (zh) * | 2019-09-05 | 2020-06-05 | 昆山汇之胜电子科技有限公司 | 一种插头多机种热熔旋铆装置 |
| CN210943706U (zh) * | 2019-11-20 | 2020-07-07 | 江西省康尔居陶瓷有限公司 | 瓷砖输送装置 |
-
2020
- 2020-09-30 CN CN202011064174.6A patent/CN112165230B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005229780A (ja) * | 2004-02-16 | 2005-08-25 | Aisin Aw Co Ltd | 搬送体位置交換システム |
| JP2010178590A (ja) * | 2009-02-02 | 2010-08-12 | Mazda Motor Corp | 回転電機 |
| CN102785363A (zh) * | 2012-08-08 | 2012-11-21 | 吴江市博众精工科技有限公司 | 一种自动压合机 |
| CN105397480A (zh) * | 2015-12-21 | 2016-03-16 | 苏州研高自动化科技有限公司 | 一种阀芯内弹簧压装机构 |
| CN208084802U (zh) * | 2017-12-29 | 2018-11-13 | 苏州杰锐思自动化设备有限公司 | 转盘合模机构 |
| CN108788696A (zh) * | 2018-08-10 | 2018-11-13 | 东莞理工学院 | 一种端盖的自动组装设备 |
| CN210232133U (zh) * | 2019-05-15 | 2020-04-03 | 科瑞自动化技术(苏州)有限公司 | 新能源汽车电池控制板与连接器的压合装置 |
| CN110401320A (zh) * | 2019-08-01 | 2019-11-01 | 王加皮 | 一种微型电机及其外壳与端盖的装配方法 |
| CN210679776U (zh) * | 2019-09-05 | 2020-06-05 | 昆山汇之胜电子科技有限公司 | 一种插头多机种热熔旋铆装置 |
| CN210536475U (zh) * | 2019-09-27 | 2020-05-15 | 台州市美诗儿电器有限公司 | 一种节能电机前盖的装压结构 |
| CN210943706U (zh) * | 2019-11-20 | 2020-07-07 | 江西省康尔居陶瓷有限公司 | 瓷砖输送装置 |
| CN111112478A (zh) * | 2020-02-04 | 2020-05-08 | 嵊州月明模具科技有限公司 | 一种可更换自动冲压模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112165230B (zh) | 2021-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10562359B2 (en) | Device for inserting inflating valve | |
| CN207508633U (zh) | 浮动压入治具机构 | |
| CN112165230B (zh) | 一种电机组装机 | |
| CN211516635U (zh) | 角磨机头壳总成与转子总成装配专机 | |
| CN106426573B (zh) | 玻璃板材冲孔装置 | |
| JP3292832B2 (ja) | ワーク位置決め装置 | |
| US6420671B1 (en) | Welding apparatus | |
| CN202742238U (zh) | 一种加油口盖装配工装 | |
| CN213497601U (zh) | 多工位转盘式空调热泵直阀自动化装配机构 | |
| CN210633547U (zh) | 一种用于精密加工通用治具 | |
| CN209986625U (zh) | 一种加工中心的转盘装夹结构 | |
| CN201368134Y (zh) | 轴承旋转分球装置 | |
| CN211867039U (zh) | 一种桶盖密封圈安装机 | |
| CN219665627U (zh) | 一种用于调整双托带轮安装间隙的工装 | |
| CN111115266A (zh) | 一种圆筒电池治具卸除装入机构 | |
| CN220050809U (zh) | 一种定位套筒的气动组装结构 | |
| CN211967348U (zh) | 一种发动机活塞环装配装置 | |
| CN219132191U (zh) | 一种具有限位机构的轴承压入装置 | |
| CN218139982U (zh) | 一种旋转式自动压铆机 | |
| CN220944003U (zh) | 一种电机用压入组装机 | |
| CN219854135U (zh) | 适应性高的加工治具 | |
| CN210878514U (zh) | 一种汽车发动机水室螺母装配系统 | |
| CN220971275U (zh) | 汽车后备箱钣金构件自动焊接用夹具 | |
| CN211136175U (zh) | 数字智能重型汽车悬架装配中心 | |
| CN210498903U (zh) | 一种精准定位点焊设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |