CN109109071B - 刀片更换机构、切断装置以及刀片更换方法 - Google Patents
刀片更换机构、切断装置以及刀片更换方法 Download PDFInfo
- Publication number
- CN109109071B CN109109071B CN201810660079.9A CN201810660079A CN109109071B CN 109109071 B CN109109071 B CN 109109071B CN 201810660079 A CN201810660079 A CN 201810660079A CN 109109071 B CN109109071 B CN 109109071B
- Authority
- CN
- China
- Prior art keywords
- blade
- suction
- replacement
- adsorption
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2614—Means for mounting the cutting member
- B26D7/2621—Means for mounting the cutting member for circular cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2614—Means for mounting the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D35/00—Tools for shearing machines or shearing devices; Holders or chucks for shearing tools
- B23D35/002—Means for mounting the cutting members
- B23D35/004—Means for mounting the cutting members for circular cutting members
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Dicing (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Details Of Cutting Devices (AREA)
- Nonmetal Cutting Devices (AREA)
- Sampling And Sample Adjustment (AREA)
Abstract
本发明的刀片更换机构、切断装置及刀片更换方法能实现刀片的自动更换。刀片更换机构具备:第一吸附部(4),以吸附刀片(22)的方式构成;第二吸附部(5),位于第一吸附部(4)的内侧,以与第一吸附部(4)的吸附相独立地吸附凸缘或轮毂的方式构成;以及装卸构件旋转部(6),位于第二吸附部(5)的内侧,以能使装卸构件(24)旋转的方式构成,所述装卸构件(24)能对主轴(21)装卸刀片(22)。
Description
技术领域
本发明涉及一种刀片(blade)更换机构、切断装置以及刀片更换方法。
背景技术
例如,日本专利特开2016-64450号公报(专利文献1)中记载了一种无轮毂(hubless) 切削刀片的更换系统。专利文献1所记载的切削刀片的更换系统在与切削刀片的侧面接触的固定凸缘(flange)中设置贯穿孔,吸附固定凸缘并且穿过固定凸缘的贯穿孔而吸附切削刀片。
发明内容
然而,专利文献1所记载的切削刀片更换系统中,关于如何装卸用来将切削刀片及固定凸缘固定在主轴(spindle)上的固定螺帽的方面,既未作记载也未作启示。因此,本领域技术人员无法根据专利文献1的记载来实现刀片的自动更换。
根据本文公开的实施方式,能提供一种刀片更换机构,此刀片更换机构具备:第一吸附部,以吸附刀片的方式构成;第二吸附部,位于第一吸附部的内侧,以与第一吸附部的吸附相独立地吸附凸缘或轮毂(hub)的方式构成;以及装卸构件旋转部,位于第二吸附部的内侧,以能使装卸构件旋转的方式构成,所述装卸构件能对主轴装卸刀片。
根据本文公开的实施方式,能提供一种切断装置,此切断装置具备所述刀片更换机构、刀片以及主轴。
根据本文公开的实施方式,能提供一种刀片更换方法,此刀片更换方法使用刀片更换机构,此刀片更换机构具备:第一吸附部,以吸附刀片的方式构成;第二吸附部,位于第一吸附部的内侧,以与第一吸附部的吸附相独立地吸附凸缘或轮毂的方式构成;以及装卸构件旋转部,位于第二吸附部的内侧,以能使装卸构件旋转的方式构成,所述装卸构件能对主轴装卸刀片;并且所述刀片更换方法包括以下工序:在利用第一吸附部吸附了刀片并且与第一吸附部的吸附相独立地利用第二吸附部吸附了凸缘或轮毂的状态下,利用装卸构件旋转部使装卸构件旋转,将装卸构件从主轴卸下;使包含第一吸附部、第二吸附部以及装卸构件旋转部的吸附单元移动到收纳部;解除第一吸附部的吸附而将刀片收纳到收纳部中;利用第一吸附部来吸附收纳部中收纳的更换用刀片;使吸附单元移动而使更换用刀片嵌入到主轴上;以及利用装卸构件旋转部使装卸构件旋转而将更换用刀片固定在主轴上。
本发明的所述及其他目的、特征、方面及优点将由与附图相关联而理解的与本发明有关的以下详细说明来阐明。
附图说明
图1为实施方式的切断装置的示意性平面图。
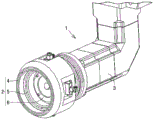
图2为实施方式的刀片更换机构中所用的吸附臂的一例的示意性立体图。
图3为从其他角度观察图2所示的吸附臂时的示意性立体图。
图4为图2及图3所示的吸附单元的示意性平面图。
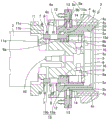
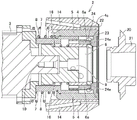
图5为图2~图4所示的吸附单元的示意性截面图。
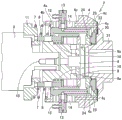
图6为对实施方式的刀片更换方法的一部分工序进行图解的示意性截面图一。
图7为对实施方式的刀片更换方法的工序的一部分进行图解的示意性截面图二。
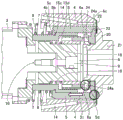
图8为对实施方式的刀片更换方法的工序的一部分进行图解的示意性截面图三。
图9为对实施方式的刀片更换方法的工序的一部分进行图解的示意性截面图四。
图10为对实施方式的刀片更换方法的工序的一部分进行图解的示意性截面图五。
图11为吸附单元位于第一动作位置的状态的一例的实施方式的切断装置的示意性立体图。
图12为从其他角度观察图11所示的切断装置时的示意性立体图。
图13为吸附单元位于第二动作位置的状态的一例的实施方式的切断装置的示意性立体图。
图14为吸附单元位于第一动作位置的状态的另一例的实施方式的切断装置的示意性立体图。
图15为从其他角度观察图14所示的切断装置时的示意性立体图。
图16为对利用实施方式的第一滑动机构使吸附单元在Y方向上移动的一例进行图解的示意性立体图。
图17为对利用实施方式的第一滑动机构使吸附单元在Y方向上移动的另一例进行图解的示意性立体图。
图18为对利用实施方式的第二滑动机构使吸附单元在Z方向上移动的一例进行图解的示意性立体图。
图19为对利用实施方式的第二滑动机构使吸附单元在Z方向上移动的另一例进行图解的示意性立体图。
图20为对利用实施方式的第一旋转机构使吸附单元在X-θ方向上旋转的一例进行图解的示意性立体图。
图21为对利用实施方式的第一旋转机构使吸附单元在X-θ方向上旋转的另一例进行图解的示意性立体图。
图22为对利用实施方式的第二旋转机构使吸附单元在Y-θ方向上旋转的一例进行图解的示意性立体图。
图23为对利用实施方式的第二旋转机构使吸附单元在Y-θ方向上旋转的另一例进行图解的示意性立体图。
图24为实施方式的收纳部的示意性立体图。
图25为实施方式的刀片按压构件竖起时的图24所示的收纳部的示意性立体图。
图26为实施方式的检测部的示意性平面图。
图27为利用实施方式的检测部来检测刀片的磨损及破损的至少一者的方法的一例的流程图。
[符号的说明]
1:吸附臂
2:吸附单元
3:臂部
4:第一吸附部
4a:突出部
4b:突出部近处面
4c:第一吸附部远处面
4x:第一吸附口
4y:第一吸附槽
4z、5z、13、14:气体流路
5:第二吸附部
5a:钩状部
5b:钩状部远处面
5c:钩状部近处面
5d:第二吸附部远处面
5x:第二吸附口
5y:第二吸附槽
6:装卸构件旋转部
6a:突出部
6b:旋转部近处面
7:第三弹簧
8:第二弹簧
9:旋转驱动构件
9a:近处侧伸出部远处面
10:轴
11:连结部
11a:突出部
11b:连结部内侧近处面
11c:连结部外侧近处面
12:气体抽吸口
15:套管
15a:收容部
15b:支持部
15c:收容部近处面
15d:支持部远处面
16:第一弹簧
20:近处侧凸缘
21:主轴
22:刀片
23:远处侧凸缘
24:装卸构件
24a:贯穿孔
25:第二主轴
31、32、61、62、71、72、81、91、92、102:箭头
40:移动机构
41:第一滑动机构
42:第二滑动机构
43:第一旋转机构
44:第二旋转机构
51:收纳部
53a:第一刀片盒
53b:第二刀片盒
53c:第三刀片盒
54a:第一刀片按压构件
54b:第二刀片按压构件
54c:第三刀片按压构件
82:第一假想面
93:第二假想面
100:检测部
101:激光传感器
103:电机
110:检查用平台
111:切断装置
112:已密封基板
113:基板供给机构
114:切断用平台
115:移动机构
116:旋转机构
120:刀片更换机构
121:已切断基板
122:托盘
A:基板供给模块
B:基板切断模块
C:检查模块
CTL:控制部
P:制品
S1~S4:步骤
具体实施方式
以下,对实施方式进行说明。此外,用于说明实施方式的附图中,相同参照符号表示相同部分或相应部分。
图1中示出作为本发明的切断装置的一例的实施方式的切断装置的示意性平面图。如图1 所示那样,实施方式的切断装置为通过将切断对象物切断而单片化成多个制品的装置。实施方式的切断装置111分别具备基板供给模块A、基板切断模块B以及检查模块C作为构成要素。各构成要素(各模块A~模块C)分别相对于其他构成要素而能装卸且能更换。
基板供给模块A例如具备:基板供给机构113,以供给相当于切断对象物的一例的已密封基板112的方式构成;以及控制部CTL,以进行切断装置111的动作或控制等的方式构成。已密封基板112例如具备:印刷基板或包含引线框架(lead frame)等的基板(未图示)、安装在基板所具有的多个区域中的多个功能元件(半导体元件等芯片)(未图示)、以及以统一覆盖多个区域的方式形成的密封树脂(未图示)。已密封基板112为最终被切断并单片化的切断对象物。已密封基板112例如能由搬送机构(未图示)等搬送到基板切断模块B。
基板切断模块B例如能具备:以设置已密封基板112的方式构成的切断用平台114、以使切断用平台114在Y方向上移动的方式构成的移动机构115、以使切断用平台114在θ方向上旋转的方式构成的旋转机构116、后述的主轴21、以及后述实施方式的刀片更换机构120。切断用平台114例如也可具备切断用夹具(未图示),在切断用平台114具备切断用夹具的情况下,能在切断用夹具上设置已密封基板112。
图1中,从便于说明的观点而将实施方式的切断装置111示作具有一个主轴21的单主轴构成的切断装置。但是,实施方式的切断装置111当然不限定于单主轴构成的切断装置,例如也可设为后述那样的具有两个主轴的双主轴构成的切断装置。
主轴21例如能以能独立地在X方向与Z方向上移动的方式构成。在主轴21的旋转轴的顶端部,例如能安装圆板状的刀片22。刀片22例如能与相对于旋转轴的轴方向(X方向)正交的面(包含Y轴及Z轴的面)平行而固定。另外,例如为了抑制由高速旋转的刀片22所产生的摩擦热,主轴21也可具备喷射切削水的切削水用喷嘴(未图示)。另外,能一面使切断用平台114相对于主轴21而相对地移动一面将已密封基板112切断。刀片22例如能以通过在包含Y轴及Z轴的面内旋转而将已密封基板112切断的方式构成。
检查模块C例如能具备检查用平台110以及托盘122。检查用平台110例如能以能设置已切断基板121的方式构成,所述已切断基板121为包含将已密封基板112切断并经单片化而成的多个制品P的集合体。多个制品P例如能由检查用的相机(未图示)检查而分选为良品与不良品。托盘122例如能以能收容被分选为良品的制品P的方式构成。
图2中示出实施方式的刀片更换机构中所用的吸附臂的一例的示意性立体图。吸附臂1 具备吸附单元2以及安装在吸附单元2上的臂部3。吸附单元2是安装在臂部3的一端。
图3中示出从其他角度观察图2所示的吸附臂1时的示意性立体图。吸附单元2具备圆筒状的第一吸附部4、圆筒状的第二吸附部5以及环状的装卸构件旋转部6。图2中,装卸构件旋转部6、第二吸附部5以及第一吸附部4是以如下方式示出:从吸附单元2的吸附侧(远处侧)到吸附单元2的臂部3侧(近处侧),以第一吸附部4、第二吸附部5及装卸构件旋转部6的顺序看到各自的远处侧的表面。此外,在吸附单元2的说明中,近处侧是指臂部3侧,远处侧是指吸附单元2的吸附侧。
图4中示出图2及图3所示的吸附单元2的示意性平面图。第二吸附部5位于第一吸附部4的内侧,装卸构件旋转部6位于第二吸附部5的内侧。第一吸附部4具备以吸附后述刀片的方式构成的多个第一吸附口4x、以及与多个第一吸附口4x连通的环状的第一吸附槽4y。第二吸附部5具备以吸附后述凸缘或轮毂的方式构成的多个第二吸附口5x、以及与多个第二吸附口5x连通的环状的第二吸附槽5y。装卸构件旋转部6具备彼此空开间隔而配置成环状的多个突出部6a。装卸构件旋转部6是以能旋转的方式构成,例如能向图4的箭头方向旋转,但装卸构件旋转部6的旋转方向当然并无特别限定。
图5中示出图2~图4所示的吸附单元2的示意性截面图。第一吸附部4为中空,中空的第二吸附部5位于第一吸附部4的中空内侧。在第一吸附部4的包围中空的外壁中设有气体流路14,此气体流路14是以经由第一吸附口4x而与第一吸附槽4y连通并抽吸后述刀片的方式构成。气体流路14连接于与第一吸附口4x连通的气体流路4z。第一吸附部4具备从第一吸附部4的近处侧的外壁的一部分向内侧突出的突出部4a。突出部4a在突出部4a的近处侧具备突出部近处面4b。第一吸附部4具备第一吸附部远处面4c作为第一吸附部4的远处侧的表面。
在第二吸附部5的包围中空的外壁中设有气体流路13,此气体流路13是以经由第二吸附口5x而与第二吸附槽5y连通并吸附凸缘或轮毂的方式构成。在气体流路13的一端,安装有以抽吸气体流路13中的气体的方式构成的气体抽吸口12。在气体流路13的另一端,连接有与第二吸附口5x连通的气体流路5z。第二吸附部5在第二吸附部5的近处侧的端部具备向内侧伸出的钩状部5a。钩状部5a具备钩状部远处面5b作为远处侧的表面,并且具备钩状部近处面5c作为近处侧的表面。第二吸附部5具备第二吸附部远处面5d作为第二吸附部5的远处侧的表面。
第二吸附部5也为中空,装卸构件旋转部6位于第二吸附部5的中空内侧。装卸构件旋转部6的突出部6a为装卸构件旋转部6朝向远处侧而局部地突出的构件。在装卸构件旋转部 6的近处侧安装有能旋转的旋转驱动构件9。通过旋转驱动构件9以轴10为中心而旋转,装卸构件旋转部6也能旋转。装卸构件旋转部6的远处侧的一部分较旋转驱动构件9而更向外侧伸出。装卸构件旋转部6的向外侧伸出的部分具备旋转部近处面6b作为近处侧的表面。旋转驱动构件9的近处侧也局部地向外侧伸出。旋转驱动构件9的向外侧伸出的部分具备近处侧伸出部远处面9a作为远处侧的表面。
筒状的套管(sleeve)15位于将装卸构件旋转部6、旋转驱动构件9及轴10的周围包围的位置。套管15具备以能收容装卸构件旋转部6的方式构成的收容部15a、以及以支持收容部15a的方式构成的支持部15b。收容部15a较支持部15b而更向外侧伸出。收容部15a具备收容部近处面15c作为近处侧的表面。收容部近处面15c与钩状部远处面5b相向。支持部15b具备支持部远处面15d作为远处侧的表面。
在套管15的近处侧,安装有以能将吸附单元2与臂部3连结的方式构成的连结部11。连结部11是通过将连结部11的远处侧的突出部11a嵌入到套管15的近处侧的中空而安装在套管15上。连结部11具备与钩状部近处面5c相向的连结部内侧近处面11b、以及与突出部近处面4b相向的连结部外侧近处面11c。连结部外侧近处面11c位于较连结部内侧近处面11b 更靠近处且外侧。
第一弹簧16位于在旋转部近处面6b与近处侧伸出部远处面9a之间将旋转驱动构件9的周围包围的位置。第一弹簧16能通过旋转部近处面6b与近处侧伸出部远处面9a之间的距离变化而伸缩。
第二弹簧8位于在钩状部近处面5c与连结部内侧近处面11b之间将支持部15b的周围包围的位置。第二弹簧8能通过钩状部近处面5c与连结部内侧近处面11b之间的距离变化而伸缩。
第三弹簧7位于在突出部近处面4b与连结部外侧近处面11c之间将第二弹簧8的周围包围的位置。第三弹簧7能通过突出部近处面4b与连结部外侧近处面11c之间的距离变化而伸缩。
以下,对使用具备所述吸附臂的实施方式的刀片更换机构的实施方式的刀片更换方法进行说明。本实施方式中,对刀片22为不具有轮毂的无轮毂刀片的情况进行说明,但本实施方式不限定于无轮毂刀片,当然也能应用于刀片22具有轮毂的带轮毂刀片。
首先,如图6的示意性截面图所示那样,使吸附单元2靠近已使用过的刀片22。此处,成为更换对象的已使用过的刀片22是被夹入到主轴21的近处侧凸缘20与远处侧凸缘23之间。而且,利用例如螺帽等装卸构件24将远处侧凸缘23紧固在近处侧凸缘20上,由此将刀片22固定在主轴21的近处侧凸缘20与远处侧凸缘23之间。此外,所谓近处侧凸缘20的近处侧是指相对于主轴21的近处侧,所谓远处侧凸缘23的远处侧是指相对于主轴21的远处侧。
接下来,如图7的示意性截面图所示那样,使吸附单元2进一步朝远处侧(主轴21侧) 移动,直到第一吸附部4的第一吸附部远处面4c与刀片22的近处侧(臂部3侧)的表面接触。
然后,如图8的示意性截面图所示那样,使臂部3向远处侧(主轴21侧)移动,以使吸附单元2进一步向远处侧(主轴21侧)移动。此时,虽然第一吸附部4因刀片22而从远处侧(主轴21侧)向近处侧(臂部3侧)受力,但第三弹簧7与突出部近处面4b接触并收缩,因此第一吸附部4的移动得到抑制,对刀片22的过度负载得到抑制。然后,在第一吸附部4 的移动得到抑制的状态下,第二吸附部5向远处侧(主轴21侧)移动,第二吸附部5的远处侧的第二吸附部远处面5d与远处侧凸缘23接触。
在第二吸附部5的第二吸附部远处面5d与远处侧凸缘23接触后,装卸构件旋转部6的突出部6a未嵌入到装卸构件24的贯穿孔24a中的情况下,第一弹簧16收缩,装卸构件旋转部6向箭头31的方向朝近处侧(臂部3侧)移动。此时,虽然第二吸附部5因远处侧凸缘23 而从远处侧(主轴21侧)向近处侧(臂部3侧)受力,但第二弹簧8与钩状部近处面5c接触并收缩,因此第二吸附部5的移动得到抑制。
然后,如图9的示意性截面图所示那样,在装卸构件旋转部6的突出部6a未嵌入到装卸构件24的贯穿孔24a中的情况下,使装卸构件旋转部6例如向箭头32的方向旋转。通过装卸构件旋转部6的旋转,当装卸构件旋转部6的突出部6a到达装卸构件24的贯穿孔24a的位置时第一弹簧16伸长,突出部6a嵌入到贯穿孔24a中。
接着,通过装卸构件旋转部6旋转而使装卸构件24旋转。由此,解除由装卸构件24所致的远处侧凸缘23对近处侧凸缘20的紧固。然后,第一吸附部4吸附刀片22,第二吸附部5吸附远处侧凸缘23。此后,使吸附单元2向近处侧(臂部3侧)移动,由此例如像图10的示意性截面图所示那样,将刀片22及远处侧凸缘23与装卸构件24一起从主轴21卸下。
然后,使吸附单元2从图11及图12的示意性立体图所示的能装卸刀片22的第一动作位置,移动到图13的示意性立体图所示的能从收纳部51取出及收纳更换用刀片的第二动作位置。此外,图11及图12表示吸附单元2位于第一动作位置的状态的一例的实施方式的切断装置的示意性立体图,图13表示吸附单元2位于第二动作位置的状态的一例的实施方式的切断装置的示意性立体图。
图11~图13所示的实施方式的切断装置在与主轴21相向的位置具备第二主轴25。例如像图14及图15的示意性立体图所示那样,实施方式的刀片更换机构的吸附单元2不仅能装卸主轴21的刀片22,而且也能装卸第二主轴25的刀片22。此外,图14及图15表示吸附单元2位于第一动作位置时的另一例的实施方式的切断装置的示意性立体图。
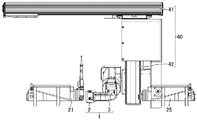
如图11~图15的示意性立体图所示那样,实施方式的刀片更换机构具备移动机构40,此移动机构40具备第一滑动机构41及第二滑动机构42。例如像图16及图17的示意性立体图所示那样,第一滑动机构41能通过箭头61、箭头62所示的Y方向上的滑动而移动吸附单元2。吸附单元2在Y方向上的移动例如能用于使吸附单元2移动到第一动作位置及移动到第二动作位置等。
例如像图18及图19的示意性立体图所示那样,第二滑动机构42能通过箭头71、箭头 72所示的Z方向上的滑动而移动吸附单元2。吸附单元2在Z方向上的移动例如能用于用来从第一动作位置移动到第二动作位置的一个步骤及用来从第二动作位置移动到第一动作位置的一个步骤等。此外,图18及图19的箭头71、箭头72所示的Z方向与图16及图17的箭头 61、箭头62所示的Y方向交叉。
实施方式的刀片更换机构具备图20及图21的示意性立体图所示的第一旋转机构43、以及图22及图23的示意性立体图所示的第二旋转机构44。
例如像图20及图21所示那样,第一旋转机构43是以能使吸附单元2在第一假想面82 内在箭头81所示的X-θ方向上旋转的方式构成。吸附单元2在X-θ方向上的旋转例如能用于用来从第一动作位置移动到第二动作位置的一个步骤及用来从第二动作位置移动到第一动作位置的一个步骤等。
例如像图22及图23所示那样,第二旋转机构44是以能使吸附单元2在第二假想面93 内在箭头91、箭头92所示的Y-θ方向上旋转的方式构成。吸附单元2在Y-θ方向上的旋转例如能用于使吸附单元2从主轴21移动到第二主轴25及使吸附单元2从第二主轴25移动到主轴21等。此外,第二假想面93为与第一假想面82不同的假想面,第一假想面82与第二假想面93彼此交叉。
图24中示出实施方式的刀片更换机构的收纳部51的示意性立体图。收纳部51从最上段到最下段依次具备第一刀片盒53a、第二刀片盒53b以及第三刀片盒53c。另外,收纳部51 具备第一刀片按压构件54a、第二刀片按压构件54b以及第三刀片按压构件54c。第一刀片按压构件54a、第二刀片按压构件54b以及第三刀片按压构件54c是以分别在各刀片盒的周围按压第一刀片盒53a、第二刀片盒53b以及第三刀片盒53c中收纳的刀片的方式构成。由此,能抑制刀片从刀片盒掉落。
实施方式的刀片更换机构的吸附单元2如所述那样将已使用过的刀片从主轴21或第二主轴25卸下后,与吸附单元2上吸附的已使用过的刀片一起移动到图13所示的第二动作位置。此时,例如像图25的示意性立体图所示那样,第一刀片按压构件54a、第二刀片按压构件54b 以及第三刀片按压构件54c的至少一个向上竖起而解除刀片的按压。
接下来,吸附有已使用过的刀片的吸附单元2接近未收容刀片的空的刀片盒,将已使用过的刀片的中央的开口部嵌入到空的刀片盒中。然后,吸附单元2仅停止第一吸附部4对已使用过的刀片的吸附,并从所述刀片盒离开。由此,能将已使用过的刀片收纳到空的刀片盒中。
然后,吸附单元2移动到收纳有更换用刀片的其他刀片盒。接下来,按压更换用刀片的刀片按压构件向上竖起而解除更换用刀片的按压。此后,使吸附单元2接近更换用刀片,使吸附单元2的第一吸附部4的第一吸附部远处面4c与更换用刀片的表面接触。接下来,经过第一吸附部4的气体流路13从气体抽吸口12进行抽吸,由此使更换用刀片吸附于第一吸附部远处面4c。
使吸附有更换用刀片的吸附单元2从图13所示的第二动作位置移动到图11及图12所示的第一动作位置。然后,如图10所示那样,通过使吸附单元2向远处侧移动而使吸附单元2 接近主轴21。
接着,如图9所示那样,使吸附单元2进一步向远处侧(主轴21侧)移动。由此,远处侧凸缘23与主轴21的近处侧凸缘20接触,将更换用刀片22夹入到近处侧凸缘20与远处侧凸缘23之间。然后,通过使装卸构件旋转部6向与箭头32的方向相反的方向旋转而使装卸构件24旋转,利用装卸构件24将远处侧凸缘23紧固于近处侧凸缘20。由此,能将更换用刀片22固定在近处侧凸缘20与远处侧凸缘23之间。此后,停止第一吸附部4对更换用刀片22 的吸附,并且停止第二吸附部5对远处侧凸缘23的吸附。
接下来,如图6所示那样,使吸附单元2向近处侧(臂部3侧)移动,使吸附单元2离开主轴21。由此,完成更换用刀片22对主轴21的安装。
如以上那样,实施方式中能实现刀片22的自动更换。
图26中示出实施方式的刀片更换机构中所用的检测部100的示意性平面图。实施方式中,检测部100具备激光传感器101以及电机103。检测部100是以通过电机103的驱动能使激光传感器101向箭头102方向移动的方式构成。
图27中示出利用检测部100来检测刀片22的磨损及破损的至少一者的方法的一例的流程图。首先,在步骤1(S1)中进行位置调整激光遮光率A的测定。S1例如能如以下那样进行。
首先,进行激光传感器101的位置调整。此处,对激光传感器101例如进行位置调整,以使切断开始前的刀片22的刀尖位于激光的出射部(未图示)与激光的侦测部(未图示)之间。然后,在激光传感器101的位置经调整的状态下从激光传感器101的出射部出射激光并利用侦测部进行侦测。然后,测定此状态下的激光的遮光率(位置调整激光遮光率A)。位置调整激光遮光率A为所述激光传感器101的位置调整后且切断开始前的状态下,激光的侦测部所侦测的激光的侦测量相对于激光的出射量的比率。由于存在激光向侦测部的入射被切断开始前的刀片22的刀尖遮挡的倾向,因此位置调整激光遮光率A能变高。
然后,在步骤2(S2)中进行磨损或破损检测激光遮光率A'的测定。S2例如能如以下那样进行。
首先,通过使主轴21旋转而使刀片22旋转。然后,利用旋转的刀片22将切断对象物切断。接下来,在正利用旋转的刀片22将切断对象物切断的状态下,从激光传感器101的出射部出射激光并利用侦测部进行侦测。然后,测定此状态下的激光的遮光率(磨损或破损检测激光遮光率A')。在因切断而刀片22磨损或破损的情况下,与切断开始前相比,激光向侦测部的入射不易被刀片22的刀尖遮挡,因此磨损或破损检测激光遮光率A'能变得低于位置调整激光遮光率A。
然后,在步骤3(S3)中将S1中测定的激光的遮光率A与S2中测定的激光的遮光率A'进行对比。此时,在激光的遮光率A与激光的遮光率A'相等的情况下,不停止利用刀片22 的旋转将切断对象物切断,再次回到S2而进行磨损或破损检测激光遮光率A'的测定。
另一方面,若S3中判断激光的遮光率A与激光的遮光率A'不相等,则在步骤4(S4)中使刀片22停止旋转并实施所述刀片22的自动更换。
如所述那样,在实施方式的刀片更换机构具备以能检测刀片22的磨损及破损的至少一者的方式构成的检测部100的情况下,能在检测到刀片22的磨损及破损的至少一者后使刀片22 的旋转所致的切断自动停止,进行实施方式的刀片22的自动更换。由此能实现刀片22的更换的进一步自动化。
如以上那样对实施方式进行了说明,但也从最初开始便预计将所述各实施方式的构成适当组合。
对本发明的实施方式进行了说明,但应认为此次公开的实施方式在所有方面为例示而非限制性。本发明的范围是由权利要求所明示,是指包括与权利要求均等的含意及范围内的所有变更。
Claims (11)
1.一种刀片更换机构,其特征在于包括:
第一吸附部,以吸附刀片的方式构成;
第二吸附部,位于所述第一吸附部的内侧,以与所述第一吸附部的吸附相独立地吸附凸缘的方式构成;以及
装卸构件旋转部,位于所述第二吸附部的内侧,以能使装卸构件旋转的方式构成,所述装卸构件能对主轴装卸所述刀片,且
以设为下述状态而更换所述刀片:利用所述第二吸附部吸附所述凸缘,并且收容利用所述装卸构件旋转部而旋转而从所述主轴卸下的所述装卸构件于较所述凸缘更内侧。
2.根据权利要求1所述的刀片更换机构,其特征在于所述装卸构件为螺帽。
3.根据权利要求1所述的刀片更换机构,其特征在于还包括臂部,
所述臂部是安装在包含所述第一吸附部、所述第二吸附部以及所述装卸构件旋转部的吸附单元上。
4.根据权利要求3所述的刀片更换机构,其特征在于还包括收纳部,所述收纳部能收纳更换用刀片。
5.根据权利要求4所述的刀片更换机构,其特征在于还包括移动机构,
所述移动机构是以能使所述吸附单元在能装卸所述刀片的第一动作位置、与能将所述更换用刀片从所述收纳部中取出的第二动作位置之间移动的方式构成。
6.根据权利要求5所述的刀片更换机构,其特征在于所述移动机构具备:第一滑动机构,以能使所述吸附单元在第一方向上移动的方式构成;第二滑动机构,以能使所述吸附单元在与所述第一方向交叉的第二方向上移动的方式构成;以及旋转机构,以能使所述吸附单元旋转的方式构成。
7.根据权利要求6所述的刀片更换机构,其特征在于所述旋转机构具备:第一旋转机构,以能使所述吸附单元在第一假想面内旋转的方式构成;以及第二旋转机构,以能使所述吸附单元在与所述第一假想面不同的第二假想面内旋转的方式构成。
8.根据权利要求1至7中任一项所述的刀片更换机构,其特征在于还包括检测部,所述检测部是以能检测所述刀片的磨损及破损的至少一者的方式构成。
9.一种切断装置,其特征在于包括根据权利要求1至8中任一项所述的刀片更换机构、所述刀片以及所述主轴。
10.一种刀片更换方法,使用刀片更换机构,所述刀片更换机构具备:第一吸附部,以吸附刀片的方式构成;第二吸附部,位于所述第一吸附部的内侧,以与所述第一吸附部的吸附相独立地吸附凸缘的方式构成;以及装卸构件旋转部,位于所述第二吸附部的内侧,以能使装卸构件旋转的方式构成,所述装卸构件能对主轴装卸所述刀片;并且所述刀片更换方法的特征在于包括以下工序:
在利用所述第一吸附部吸附了所述刀片并且与所述第一吸附部的吸附相独立地利用所述第二吸附部吸附了所述凸缘的状态下,利用所述装卸构件旋转部使所述装卸构件旋转,将所述装卸构件从所述主轴卸下,且设为利用所述第二吸附部吸附所述凸缘并且收容所述装卸构件于较所述凸缘更内侧的状态;
使包含所述第一吸附部、所述第二吸附部以及所述装卸构件旋转部的吸附单元移动到收纳部;
解除所述第一吸附部的吸附而将所述刀片收纳到所述收纳部中;
利用所述第一吸附部来吸附所述收纳部中收纳的更换用刀片;
使所述吸附单元移动而将所述更换用刀片嵌入到所述主轴上;以及
利用所述装卸构件旋转部使所述装卸构件旋转而将所述更换用刀片固定在所述主轴上。
11.根据权利要求10所述的刀片更换方法,其特征在于还包括检测所述刀片的磨损及破损的至少一者的工序。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017124214A JP6560714B2 (ja) | 2017-06-26 | 2017-06-26 | ブレード交換機構、切断装置およびブレード交換方法 |
| JP2017-124214 | 2017-06-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109109071A CN109109071A (zh) | 2019-01-01 |
| CN109109071B true CN109109071B (zh) | 2020-12-22 |
Family
ID=64823068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810660079.9A Active CN109109071B (zh) | 2017-06-26 | 2018-06-25 | 刀片更换机构、切断装置以及刀片更换方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6560714B2 (zh) |
| KR (1) | KR102125232B1 (zh) |
| CN (1) | CN109109071B (zh) |
| SG (1) | SG10201805421VA (zh) |
| TW (1) | TWI666090B (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7229093B2 (ja) * | 2019-05-13 | 2023-02-27 | 株式会社ディスコ | ブレード脱着補助装置 |
| JP7098581B2 (ja) * | 2019-07-29 | 2022-07-11 | Towa株式会社 | ブレード交換機構、切断装置、及び切断品の製造方法 |
| JP7248557B2 (ja) | 2019-10-24 | 2023-03-29 | Towa株式会社 | ブレード交換装置、切断装置、及び、切断品の製造方法 |
| JP7240304B2 (ja) * | 2019-11-25 | 2023-03-15 | Towa株式会社 | ブレード交換装置及び切断システム |
| CN111070296B (zh) * | 2020-02-26 | 2020-08-25 | 永康雪纺自动化设备有限公司 | 一种切割轮刀片自动更换装置 |
| KR102246541B1 (ko) * | 2020-09-28 | 2021-04-30 | (주)네온테크 | 하이브리드 블레이드 체인지 모듈 및 이를 사용한 블레이드 자동 공급 방법 |
| CN112318602B (zh) * | 2020-10-20 | 2022-06-07 | 耿莉 | 一种病理切片刀用自动换刀装置 |
| JP7548853B2 (ja) | 2021-03-24 | 2024-09-10 | Towa株式会社 | 加工装置、及び加工品の製造方法 |
| CN114147871B (zh) * | 2021-11-30 | 2024-06-14 | 湖北省华建石材股份有限公司 | 一种用于塔式圆盘锯的换装装置及工作方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06326186A (ja) * | 1994-02-04 | 1994-11-25 | Disco Abrasive Syst Ltd | ブレードオートチェンジャー |
| JPH11340169A (ja) * | 1998-05-22 | 1999-12-10 | Tokyo Seimitsu Co Ltd | ブレード自動交換システム |
| CN102554666A (zh) * | 2010-12-22 | 2012-07-11 | 东和株式会社 | 刀片装卸装置 |
| CN103567793A (zh) * | 2012-07-18 | 2014-02-12 | 东和株式会社 | 刀片装卸装置 |
| CN105397544A (zh) * | 2014-09-08 | 2016-03-16 | 德马吉森精机株式会社 | 自动换刀装置以及机床 |
| JP2016064450A (ja) * | 2014-09-22 | 2016-04-28 | 株式会社ディスコ | 切削ブレード交換システム |
| CN106142198A (zh) * | 2015-05-13 | 2016-11-23 | 东和株式会社 | 切断装置以及切断方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3533090A1 (de) * | 1985-09-17 | 1987-03-26 | Salje Ernst | Vorrichtung zum wechseln von werkzeugen bei schleifoperationen |
| IT1237111B (it) * | 1989-10-23 | 1993-05-18 | Bavelloni Spa Z | Macchina automatica per l'incisione delle facce di elementi lastriformi in genere e di lastre di vetro in particolare. |
| JP2886326B2 (ja) * | 1990-10-29 | 1999-04-26 | 株式会社東芝 | 砥石自動交換装置 |
| US5220749A (en) * | 1991-11-07 | 1993-06-22 | The University Of Rochester | Grinding apparatus |
| JP5014892B2 (ja) * | 2007-06-25 | 2012-08-29 | 株式会社ディスコ | ブレード交換工具 |
| US7495759B1 (en) * | 2007-10-23 | 2009-02-24 | Asm Assembly Automation Ltd. | Damage and wear detection for rotary cutting blades |
| JP5346702B2 (ja) * | 2009-06-15 | 2013-11-20 | 株式会社ディスコ | 装着工具セット及び環状ブレードの装着方法 |
| JP6410626B2 (ja) * | 2015-02-06 | 2018-10-24 | 株式会社ディスコ | 切削装置 |
| JP6403595B2 (ja) * | 2015-02-06 | 2018-10-10 | 株式会社ディスコ | 位置調整治具及び位置調整方法 |
| JP6421658B2 (ja) * | 2015-03-13 | 2018-11-14 | 株式会社東京精密 | ブレード自動交換装置及びブレード自動交換方法 |
-
2017
- 2017-06-26 JP JP2017124214A patent/JP6560714B2/ja active Active
-
2018
- 2018-06-22 KR KR1020180072070A patent/KR102125232B1/ko active IP Right Grant
- 2018-06-25 TW TW107121621A patent/TWI666090B/zh active
- 2018-06-25 CN CN201810660079.9A patent/CN109109071B/zh active Active
- 2018-06-25 SG SG10201805421VA patent/SG10201805421VA/en unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06326186A (ja) * | 1994-02-04 | 1994-11-25 | Disco Abrasive Syst Ltd | ブレードオートチェンジャー |
| JPH11340169A (ja) * | 1998-05-22 | 1999-12-10 | Tokyo Seimitsu Co Ltd | ブレード自動交換システム |
| CN102554666A (zh) * | 2010-12-22 | 2012-07-11 | 东和株式会社 | 刀片装卸装置 |
| CN103567793A (zh) * | 2012-07-18 | 2014-02-12 | 东和株式会社 | 刀片装卸装置 |
| CN105397544A (zh) * | 2014-09-08 | 2016-03-16 | 德马吉森精机株式会社 | 自动换刀装置以及机床 |
| JP2016064450A (ja) * | 2014-09-22 | 2016-04-28 | 株式会社ディスコ | 切削ブレード交換システム |
| CN106142198A (zh) * | 2015-05-13 | 2016-11-23 | 东和株式会社 | 切断装置以及切断方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109109071A (zh) | 2019-01-01 |
| KR102125232B1 (ko) | 2020-06-22 |
| JP2019005857A (ja) | 2019-01-17 |
| JP6560714B2 (ja) | 2019-08-14 |
| KR20190001547A (ko) | 2019-01-04 |
| TWI666090B (zh) | 2019-07-21 |
| SG10201805421VA (en) | 2019-01-30 |
| TW201904718A (zh) | 2019-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109109071B (zh) | 刀片更换机构、切断装置以及刀片更换方法 | |
| JP7126749B2 (ja) | 切削装置 | |
| JP6101140B2 (ja) | 切削装置 | |
| TWI675999B (zh) | 用於組件的接收裝置及自用於組件的接收裝置取下不良組件的方法 | |
| CN110098106B (zh) | 凸缘更换机构、切断装置、凸缘更换及切断品制造的方法 | |
| JP4969609B2 (ja) | 電気部品保持装置 | |
| TW201907467A (zh) | 刀片裝卸治具、刀片裝卸方法、刀片取出方法及切割裝置 | |
| JP2018075688A (ja) | フランジ機構 | |
| CN112705774B (zh) | 刀片更换装置、切断装置和切断物的制造方法 | |
| JP2007246214A (ja) | 外観検査装置 | |
| JP5673929B2 (ja) | スピンナ洗浄装置及びスピンナ洗浄方法 | |
| TWI747374B (zh) | 刀片更換機構、切斷裝置以及切斷品的製造方法 | |
| JP6406901B2 (ja) | 対基板作業機およびヘッド種識別方法 | |
| WO2019111389A1 (ja) | 部品実装用ノズル及びその製法 | |
| KR102056185B1 (ko) | 블레이드 자동 교환 로봇의 암 | |
| WO2022123773A1 (ja) | 吸着ノズルおよび部品装着機 | |
| KR102037190B1 (ko) | 반도체 패키지 커팅 장치 | |
| JP2003198199A (ja) | 吸着ノズル先端位置検出方法、吸着ノズル先端位置検出用チップおよび吸着ノズル先端位置検出用補助器具セット | |
| KR102037191B1 (ko) | 반도체 패키지 커팅 장치 | |
| JP3747613B2 (ja) | 半導体実装装置 | |
| JP2003133271A (ja) | 化学機械研磨装置 | |
| JP2002120936A (ja) | 物品供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |