CN107531042B - 用于施用箔的方法、施用设备和印刷设备 - Google Patents
用于施用箔的方法、施用设备和印刷设备 Download PDFInfo
- Publication number
- CN107531042B CN107531042B CN201680023774.3A CN201680023774A CN107531042B CN 107531042 B CN107531042 B CN 107531042B CN 201680023774 A CN201680023774 A CN 201680023774A CN 107531042 B CN107531042 B CN 107531042B
- Authority
- CN
- China
- Prior art keywords
- layer
- foil
- substrate
- binder
- transfer layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
- B44C1/105—Applying flat materials, e.g. leaflets, pieces of fabrics comprising an adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0008—Electrical discharge treatment, e.g. corona, plasma treatment; wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/002—Apparatus or machines for carrying out printing operations combined with other operations with means for applying specific material other than ink
- B41F19/004—Apparatus or machines for carrying out printing operations combined with other operations with means for applying specific material other than ink with means for applying adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/002—Apparatus or machines for carrying out printing operations combined with other operations with means for applying specific material other than ink
- B41F19/005—Apparatus or machines for carrying out printing operations combined with other operations with means for applying specific material other than ink with means for applying metallic, conductive or chargeable material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
- B44C1/14—Metallic leaves or foils, e.g. gold leaf
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
Abstract
本发明涉及一种将箔的转移层施用到基材上的方法,其具有以下步骤:a)借助喷墨印刷头将可自由基固化粘结剂施用到转移层的至少一个子区域;b)通过UV辐照预固化该粘结剂;c)将该转移层的至少一个设置有粘结剂的子区域施用到基材上;d)通过UV辐照来完全固化该粘结剂;e)从该转移层的至少一个子区域剥离箔的载体层。本发明进一步涉及用于实施这样的方法的施用设备以及印刷设备。
Description
本发明涉及一种方法和施用设备,用于将箔转移层施用到基材,还 涉及一种具有这类施用设备的印刷设备。
通过用于箔施用的数字印刷方法来涂覆箔或者基材被用于产生额 外的装饰效果。在此过程中典型地借助喷墨印刷将阳离子固化粘结剂 直接施加到基材或者箔。该粘结剂是通过阳离子运行的干燥机单元来 凝固的。通过粘结剂的媒介,所述待施用的箔层粘附到基材上和随后 从箔载体层上分离。用于此的一种已知的替代方案是使用静电印刷的 印刷方法将热塑性调色剂施加到基材上。在借助于压力和热施用时, 在通过由此熔融的调色剂的媒介下,待施用的箔层粘附到基材上和随后 从箔载体层上分离。
在将粘结剂直接喷墨印刷到基材上和随后施用箔时,由于粘结剂 滑移和在吸入基材中不能产生可接受的品质。在压力下用压力辊施用 箔不利地加剧了这种情况。因为压力和粘结剂的滑移,在基材上产生 了裂开的箔边缘。此外,该箔覆盖物经常具有孔。在施用到基材上之后 箔表面的光泽度主要取决于基材的表面性质。在非吸收性的基材上, 例如塑料如PE、PP或者PET,粘结剂被压力辊快速地在宽度方向上挤 压。所以,总之,通常不可能确保高分辨率的且边缘清晰的箔施用。
本发明的任务是提供一种方法、施用设备和印刷设备,借助其能够 高品质地施用箔。
这个任务是通过具有如下详述的本发明特征的那些方法和具有如 下详述的本发明特征的那些施用设备来实现的。
这样一种将箔转移层施用到基材上的方法包括下面的步骤:
a)借助喷墨印刷头将可自由基固化的粘结剂施加到转移层的至少 一个子区域上;
b)通过UV辐照预固化该粘结剂;
c)将该转移层的设置有粘结剂的至少一个子区域施用到基材上;
d)通过UV辐照来完全固化该粘结剂;
e)从该转移层的至少一个子区域剥离箔的载体层。
一种可替代的将箔转移层施用到基材上的方法包括如下步骤:
a)将热塑性调色剂施加到基材的至少一个子区域上和/或转移层的 至少一个子区域上;
b)将该转移层施加到基材;
c)在该转移层和/或该基材上施加压力和热;
d)从该转移层的至少一个子区域剥离箔的载体层。
适于进行这样的方法的设备是一种用于将箔转移层施用到基材上 的施用设备,其包括下面的部件:
-供料辊,用于提供箔;
-喷墨印刷头,其在箔输送方向上设置于供料辊的下游,用于施加 可自由基固化粘结剂到转移层的至少一个子区域上,和/或印刷设备, 其用于将热塑性调色剂施加到基材和/或转移层的至少一个子区域上;
-任选的第一UV光源,其在箔的输送方向上设置于喷墨印刷头的下 游,用于通过UV辐照预固化该粘结剂;
-至少一个辊装置,其在箔输送方向上设置于喷墨印刷头和/或印 刷设备的下游,用于将该转移层的设置有粘结剂的至少一个子区域施 加到基材上;
-任选的第二UV光源,其在箔输送方向上设置于辊装置的下游,用 于通过UV辐照来完全固化该粘结剂;
-剥离单元,其在箔的输送方向上设置于辊装置的下游,用于从转 移层的至少一个子区域上剥离箔的载体层。
一种这类的施用设备可以整合到具有喷墨印刷头的印刷设备中,其 相对于待印刷的基材在两个正交方向上活动设置,其中施用设备同样 相对于待印刷的基材在两个正交方向上活动设置。
将粘结剂施加到箔的转移层改进了箔施用的品质。更特别地,通过 这种手段可以避免通常在粘结剂直接施加到基材过程中出现的问题。 因此该转移层可以例如通过合适的打底剂来优化粘结剂的施加,从而 获得比将粘结剂施加到基材(特别是多孔基材例如纸张)上更精确和更 清晰轮廓的施加。在这种情况中打底剂可以充当粘附促进的基底,具有对于所施加的粘结剂而言精确可调节的表面性能。这还扩大了箔可以 施用到其上的基材的范围。使用所述方法和设备,尤其可以加工多种 基材,例如不同的纸张,具有各自不同的表面性能、特别是不同的粗糙 度和/或吸收能力的塑料。
在一种有利的实施方案中,箔可以施用到三维制品形式的基材上, 尤其是圆柱形、椭圆形、矩形或者平坦制品,特别是在旋转式生产机器 (Rundtaktmaschinen)或者线型生产机器(Lineartaktmaschinen)上, 其中箔施用仅仅是在基材上进行的操作的一部分。在这类机器中,例 如在箔施用之前和/或之后,还进行任何广泛不同的印刷和/或涂覆。 特别在箔施用过程中,基材保持绕着旋转轴可旋转或者通过夹持装置 的固定来保持牢固,并且箔的转移层随后通过加压装置压到该基材 上,同时固化粘结剂。
在这种情况中,优选加压装置至少在子区域对于UV辐照是透明的。 这允许该加压装置可以设置于UV光源(其产生UV光)和夹持装置之间。 其中加压层是透明的区域可以在其中夹持装置是透明的区域上定向。 但是,该加压层也可以是完全透明的,而夹持装置是仅局部透明的。
该加压装置和/或加压层优选在波长范围250nm-420nm、优选 380nm-420nm、更优选380nm-400nm内对UV辐照是透明的或者半透明 的。该透明度或者半透明度在此特别是30%-100%,优选40%-100%。该 透明度或者半透明度在此取决于加压层的厚度。较低的透明度或者半 透明度可以通过较高的UV强度来补偿。
UV辐照源例如可以位于加压装置的圆筒内。为此目的,该圆筒配置 为至少局部是中空圆筒。在此选择该圆筒的材料,以使得固化所述粘结 剂所需的UV辐照的波长可以透射过该圆筒。该圆筒可以对于UV辐照是 完全透明的;但是透明窗也可以提供在该圆筒中,以使得当刚好需要 UV辐照固化粘结剂时,UV辐照仅从圆筒出去。
特别地,基材的应当使用UV光照射的区域可以进行调节,以使得 当将转移箔压到粘结剂上时,UV粘结剂的固化进行到一定程度,使得该 箔的转移层粘附到基材上并且可以与载体箔脱离。取决于所用的粘结 剂和UV辐照的强度,为此可能需要将该粘结剂在基材上已经先于基材 和箔之间的接触线进行照射。待照射区域的调节可以例如通过UV辐照 源和基材之间的(任选可调节或者可交换的)光栅(Blenden)来进行。 一个或多个光栅还可以直接安装在加压装置上。调节也可以通过调节 UV辐照源发射的UV辐照的发散来调节。
在所述方法的另一优选的实施方案中,该压力设备另外具有在夹 持装置上的挠性加压层。以此方式,可以补偿三维基材,箔和/或机械 结构中的不规则性。该挠性压缩层可以由例如硅酮组成。
该加压装置和/或加压层优选由硅酮制成,并且其具有在UV辐照可 穿过范围内的1mm-20mm、优选3mm-10mm的厚度。该硅酮优选的硬度是 20°邵氏A至70°邵氏A,优选20°邵氏A至50°邵氏A。该硅酮可以 热硫化物或者冷硫化物,优选热硫化物。
还可以由多个硅酮层来构建该加压装置和/或加压层。在此情况 中,各个硅酮层可以分别具有不同的硬度。例如第一内层的硬度可以是 10°邵氏A至50°邵氏A、优选15°邵氏A至35°邵氏A,和外层的硬 度可以是20°邵氏A至70°邵氏A、优选20°邵氏A至50°邵氏A。
该加压装置可以结合到加压层上,特别是以力锁合和/或形状锁合 的方式。由此可以实现特别耐久的结合。
加压层的形状可以是平坦或者三维成形的(三维中凹或者弯曲的轮 廓,具有光滑或者结构化/纹理化的表面)。平坦的加压层特别适于将箔 施用到圆柱形几何形状上,和三维成形的加压层特别适于非圆形、椭圆 和有角的几何形状。加压层的结构化和/或纹理化表面也会有利于当该 箔的转移层进行转移时,以重叠方式将这种结构和/或纹理传递给基材 表面。在此,所述结构和/或纹理可以是连续图案或者连续图形或者单 个图案和/或图形或者其组合。
在一系列实验中,特别的,已经显示出加压层的硅酮表面的表面可 以对于待加工的箔是粘合性的。在那种情况中,这类粘合性表面的表面 粗糙度(平均粗糙度值)经验上低于大约0.5μm,特别地是0.06μm至 0.5μm,优选大约0.1μm至0.5μm。使用这类粘合性表面时有利的 是,在加压层和箔之间设置尤其由PET制成的中间层。该中间层降低了 加压层的粘合性和相当大地便利于箔的加工,因为箔不再会干扰性地 保持粘附到加压层表面上。中间层厚度提高硅酮印模的补偿效应的有 效硬度。下面给出若干示例性实施方案:
5mm厚硅酮加压层(49°邵氏A)和15μm厚中间层(PET箔)产生 73°邵氏A(对应于49%的增加)。
5mm厚硅酮加压层(49°邵氏A)和50μm厚中间层(PET箔)产生 85°邵氏A(对应于70%的增加)。
10mm厚硅酮加压层(47°邵氏A)和15μm厚中间层(PET箔)产生 71°邵氏A(对应于51%的增加)。
10mm厚硅酮加压层(47°邵氏A)和50μm厚中间层(PET箔)产生 78°邵氏A(对应于59%的增加)。
关于这些数据,应当注意的是在用于邵氏A测量方法的测量前提条 件的定义方面,实际上不再允许测量由加压层和中间层构成的中间层 结构。邵氏A测量方法测量了0mm至2.5mm的测试体渗透深度,并且规 定了最小样品厚度是6mm。因此通过中间层与邵氏A测量方法的组合, 表观的硬度大于实际存在的硬度。该测量值不能用于得出关于实际/有 效硬度的结论。只能够说,中间层结构的有效硬度大于硅酮印模的硬度 并且箔决定和限定了中间层结构的整体硬度,而不取决于硅酮层的厚 度。
该加压层优选具有非粘合性的表面,因此可以省掉使用中间层。 在这种情况中整个布置更软,从而较小的压力足以将基材压到加压层 上。这类非粘合性表面的表面粗糙度(平均粗糙度值)经验上高于大约 0.5μm,特别地是0.5μm至5μm,优选大约0.6μm至4μm,更优选 大约0.8μm至3μm。
该加压装置或者加压层负责三维基材在规定条件下可靠和均匀的 翻滚,和同时弥补尺寸和移动方面的公差。该加压装置或者加压层在 例如塑料基材的情况中具有仅稍微的压力,因为它们否则会变形;而 在由较硬或更大抗力的材料例如玻璃、瓷器或者陶瓷制成的基材的情况 中,由于基材较高的尺寸公差和/或更大的机械稳定性,稍微更高的压力也是有利的。该压力是大约1N-1000N。在塑料基材的情况中,例如 该压力可以是大约50N至200N,和在由玻璃、瓷器或者陶瓷制成的基材 的情况中,它可以是大约75N至300N。另外,为了防止塑性零件变形, 待装饰的三维基材可以例如在相应设计的夹持装置中在压花过程中,用 压缩空气填充。
该可自由基固化的粘结剂的预固化进一步改进了施加质量。特别 地,在转移层于辊装置中压到基材上之前,由此升高粘结剂的粘度。这 防止了所施加的粘结剂像素(Klebstoffpixel)在转移过程中的滑移或 者过度挤压,从而实现转移层到基材上的特别边缘清晰的施用和特别 高的表面品质。这里略微挤压粘结剂像素是完全令人期望的,目的是 使得直接相邻的粘结剂像素彼此接近和合并。这可能有利于防止在封 闭区域和/或在图案边缘处的显示像素化,换言之,防止单个像素干扰 性地出现于视觉中。在此,该挤压仅容许进行得不过度降低所期望的分 辨率。
此外,与阳离子固化粘结剂相比,使用可自由基固化粘结剂提供了 特别快的完全固化的优点,这使得在箔施用之前能够预固化该粘结 剂。此外,在自由基固化的情况中,与阳离子系统相反,没有酸形成, 从而在酸相容性方面对于能够使用的基材没有限制。
优选使用分辨率是300-1200个施涂喷嘴/英寸(npi,nozzles per inch)的喷墨印刷头来施涂所述粘结剂。由此实现高分辨率地施加粘结 剂,从而也可以边缘清晰地转移精细箔结构。通常来说,印刷头的分 辨率对应于所获得的转移层上的粘结剂滴的分辨率,单位是dpi(点/英 寸)。
进一步优选,所述粘结剂是使用喷嘴直径15μm-25μm且公差不大 于±5μm和/或喷嘴间距30μm-150μm,或者特别的喷嘴间距30μm-80 μm且公差不大于±5μm的喷墨印刷头施涂的。
低的喷嘴间距——特别是横截于印刷方向上的——确保了转移的 粘结剂滴在转移层上彼此足够接近,或者任选也可能重叠,从而实现在 整个印刷面上的良好粘附。
进一步优选,所述粘结剂是以单位面积重量0.5g/m2-20g/m2和/或 层厚度0.5μm-20μm、优选1μm-15μm施涂到至少一个子区域上的。 在这个范围内(其保证了良好粘附),粘结剂的施加量或者层厚度可以 取决于所用的基材,特别是取决于它的吸收能力而变化,以进一步优 化施用结果。
在此合乎目的的是通过喷墨印刷头以6kHz至110kHz的频率提供粘 结剂滴。在待印刷的箔的10m/min至30m/min的常规传输速率下,可以 以此方式在输送方向上实现期望的分辨率360dpi-1200dpi。
优选通过所述喷墨印刷头提供体积是2pl至50pl且公差不大于± 6%的粘结剂滴。因此,在所述的施加分辨率和施用速度下,将必需量 的粘结剂均匀施涂到转移层。
在此优选,通过喷墨印刷头以飞行速度5m/s-10m/s且公差不大于 ±15%来提供粘结剂滴。由此,粘结剂滴的偏转,特别是在从印刷头转 移到转移层过程中由空气流通引起的偏转被最小化,从而粘结剂滴以 期望的规定布置落到转移层上。
此外合乎目的的是,粘结剂以40℃-45℃的施加温度和/或5 mPas-20mPas、优选7mPas-15mPas的粘度施加到转移层上。在此, 印刷头的温度监控确保了粘结剂具有期望的粘度。该粘度又决定了施 涂到转移层上的粘结剂的像素尺寸和像素形状,其中在所规定的值下确 保粘结剂最佳的可印刷性。
只要粘结剂离开印刷头和与环境空气和/或转移层接触,则发生冷 却,并且由此升高粘结剂的粘度。这抵消了所转移的粘结剂滴的滑移 或者铺展。
进一步有利的是,在粘结剂施涂过程中喷墨印刷头和基材之间的间 距不超过1mm。
由此也降低了粘结剂受到空气流通的影响。
在粘结剂施涂过程中,喷墨印刷头和转移层之间的相对速度优选是 10m/min-100m/min,特别是大约10m/min-75m/min。
使用这些速度,特别是与上述参数相组合,实现了印刷到转移层 上的粘结剂的期望分辨率。
在此优选的是使用下面组成的粘结剂(百分比数字表示体积百分 比):

这类配方提供了期望的性能,特别是快速的完全固化和实现良好 印刷性同时稳定和清晰施加的粘度。
在此合乎目的的是粘结剂密度是1g/ml-1.5g/ml,优选1.0 g/ml-1.1g/ml。
粘结剂的预固化优选在粘结剂施加后0.02s-0.025s进行。由此, 通过这种预固化将粘结剂在印刷后非常快速地固定到转移层上,从而 基本上避免粘结剂滴的滑移或铺展和尽可能好地保持高印刷分辨率。
在此合乎目的的是,粘结剂的预固化是用至少90%的能量在380nm 至420nm波长范围辐射的UV光来进行的。在这些波长下,特别是使用 上述粘结剂配料时,可靠地引发自由基固化。
进一步有利的是,粘结剂的预固化用总辐射强度2W/cm2至5W/cm2和/或净辐射强度0.7W/cm2至2W/cm2和/或到粘结剂中的能量输入8 mJ/cm2至112mJ/cm2来进行。由此实现了该粘结剂实现期望的粘度增 加,但是在此期间不完全固化,从而在将转移层施用到基材时保持粘 结剂的必需的粘附效果。
粘结剂的预固化优选以0.02s至0.056s的照射时间来进行。在 所述基材传输速度和所述的辐照强度下,以此方式确保预固化所必需 的能量输入。
在此合乎目的的是,在粘结剂的预固化中它的粘度增加到50mPas 至200mPas。通过这类粘度增加保证了粘结剂滴在转移层施用到基材 过程中将不受挤压,从而使得转移层以与粘结剂印刷过程中所实现的 基本相同的分辨率转移到基材上。
在此,将转移层的设置有粘结剂的至少一个子区域施加到基材上, 优选在压力辊和背压辊之间进行。
由此实现了在基材整个宽度上恒定的线性加压,和因此均匀且高 品质地施用该转移层。
在此合乎目的的是以10N-80N的压力将转移层的设置有粘结剂的至 少一个子区域施涂到基材上。该压力可以在这个范围内变化,以使得所 述方法适于基材的性质和防止基材的损坏或变形。
将转移层的设置有粘结剂的至少一个子区域施涂到基材有利地在 粘结剂预固化后0.2s-1.7s进行。该预固化反应能够在这个时间段进 行,而不过度固化所述粘结剂(这可能不利于粘附性)。
此外优选的是,在施涂转移层的设置有粘结剂的至少一个子区域之 前将基材预处理,特别是通过电晕处理,等离子体处理,通过火焰或 者通过用漆层涂覆,尤其是着色漆层和/或底涂层涂覆来预处理。由此 还可以改进粘结剂的粘附性,即使对于具有固有的差的粘结性的基材也 是如此,从而即使对于这类基材也能可靠和边缘清晰地施用该转移层。
在此,粘结剂在0.2s-1.7s的完全固化优选在将转移层施涂到基 材上之后进行。在基材和箔常规的传输速度下,确保了辊装置和完全 固化位置之间足够的空间距离。
在此合乎目的的是,粘结剂的完全固化用至少90%的能量是在380nm 至420nm波长范围内辐射的UV光来进行。在这些波长下,特别是用上 述的粘结剂配料,可靠地引发自由基固化。
此外优选的是,粘结剂的完全固化用总辐射强度12W/cm2-20W/cm2和/或净辐射强度4.8W/cm2-8W/cm2和/或到粘结剂中的能量输入 200mJ/cm2-900mJ/cm2、优选200mJ/cm2-400mJ/cm2来进行。使用这类能 量输入,实现粘结剂可靠的完全固化,从而在该完全固化步骤之后可 以除去箔的载体层,而不损坏所施用的转移层。
此外有利的是,粘结剂的完全固化用0.04s-0.112s的照射时间来 进行。在所述的总辐射强度和常规的传输速度下,以此方式确保了粘 结剂完全固化所必需的净能量输入。
还优选的是,载体层的脱离在粘结剂完全固化之后0.2s-1.7s进 行。以此方式,在基材和箔的常规传输速度下,确保了完全固化位置和 脱离位置之间足够的空间距离。
替代所述可UV固化的粘结剂地或者除了使用所述的可UV固化的粘 结剂之外,还可以提供热塑性调色剂作为粘附促进剂设置到基材和/或 转移层的至少一个子区域上。为了施用箔,在将该箔施加到基材之后 将压力和热引入该箔上和/或基材上,它们以这样的方式进入这个层结 合体,使得热塑性调色剂熔融和箔的转移层与基材结合。
类似于借助UV可固化粘结剂的施用,这种结合同样优选在由至少 两个相互作用的形成压制间隙的辊组成的辊装置中进行。所述辊装置 优选由至少一个压力辊和至少一个背压辊组成。所述箔和基材被输送 通过该压制间隙。这里,所述辊的至少一个可以被直接或者间接加 热,来提供相应的热。压制间隙中所施加的压力能够提供必需的加压 压力。
在所述箔和基材离开压制间隙之后,将层结合体冷却和将所述调 色剂再次硬化。此时,可以将箔的载体层从转移到基材上的至少子区域 中的箔转移层剥离。
用于将具有UV可固化的粘结剂的箔施用到基材上的辊装置和用于 将具有热塑性调色剂的箔施用的辊装置可以相同或者不同。
该压力辊可以具有厚度是3mm-10mm、优选5mm-10mm的弹性体 的涂层。当形成加压压力时,该涂层表面以这样的方式变形,使得形成 面状的压制间隙,而非线形的压制间隙。该压制间隙的宽度例如可以 是5mm-20mm。已经证实设置5mm-10mm宽度的压制间隙是合适的。 相关的加压的压力可以例如是1bar至6bar。已经证实将加压压力选 择为3bar-6bar是合适的。
该弹性体可以优选是硅酮橡胶或者塑料。
可以设计,涂层具有60°邵氏A至95°邵氏A,优选70°邵氏A 至90°邵氏A的硬度。
在另一实施方案中可以设计,载体元件构造为超声底座装置的超声 波发生器的端面形式。该超声底座装置包括超声波发生器和超声转换 器。在该超声波发生器和压印的基材下侧之间,通过超声作用形成空 气膜,而压印的基材在其上滑动。在由此所构造的轴承间隙中,在超声 波发生器的端面和压印基材的下侧之间建立压力,并且这种压力如同空气膜厚度那样可以精确调节。还可以构造超声波发生器的端面,其具 有经由通道连接到真空泵的吸入孔,以将基材顶着压力吸在轴承间隙中 和以此利用所建立的平衡压力来更精确调节轴承间隙。
可以使用位于压力辊之外的加热装置来加热所述压力辊。优选可 以提供具有温度调节器的红外辐射加热装置。加压温度可以是100℃ -250℃、优选130℃-190℃。还可以设计位于压力辊内的加热装置。压 力辊内的这类加热装置可以例如是电加热元件,更特别地是加热绕组或 者加热线圈。在压力辊内,可以布置温度调节的油回路,其将压力辊加 热到期望的温度。
压制间隙的宽度基本上通过加压压力和压力辊涂层在加压压力下 发生的局部变形确定。压制间隙的宽度是5mm-20mm,优选宽度 5mm-10mm。在压制间隙中产生了1bar-6bar的加压压力,优选 3bar-6bar的加压压力。加压温度可以是100℃-250℃,优选130℃ -190℃。转移层以最高到75m/min的速度转移到基材。要设定的压力, 温度和速度的值取决于许多参数,例如所用箔的材料性能,转移层上 的装饰和基材的材料性能。由于所述的多种取决因素,因此数学模型 是如此复杂,以至于上述值优选由设备的基础设定开始通过实验确定。
例如在一种示例情况中,设定了下面的加工参数:

如果两种方案使用相同的辊装置,则当箔用UV可固化的粘结剂来 施用时,加热元件就不发挥作用。同样地,如果使用热塑性调色剂来施 用箔,则用于固化粘结剂的UV光源可以不发挥作用。
一种替代性的可能是一方面使用不同的辊装置来将箔借助UV可固 化的粘结剂施用到基材上,和另一方面借助热塑性调色剂将箔施用到 基材上。为此目的,两种辊装置可以例如在基材和箔的输送方向上如 此前后排列,以使得根据施用变量的选择至少对于箔选择不同的传输 路径。以这样的方式,所述箔可以供给到相应的辊装置,并且通过相 应的辊装置进行施用。
借助UV可固化的粘结剂或者通过热塑性调色剂将箔施用到基材上 可以在两个连续运行的操作步骤中可选择地相继地进行或者几乎同时 进行。
在可选择使用的情况中,例如对于具体应用可以选择和相应供应 待施用的箔。在切换到可选择的施用模式时,所述箔可以相应地更换 和重新供应。
在几乎同时使用的情况中,上述两种辊装置可以在基材行进方向 上依次顺序布置,并且两种不同的箔可以通过两种不同的施用模式施 用到同一基材或者不同的基材上。
在此优选,借助热塑性调色剂的施用首先发生,其中压力和热作用 于箔和基材上。在随后的运行步骤中,所述箔可以用UV可固化的粘结 剂来施用,其中不再重新用热加载可能已经施用到基材上的箔。由此 保护了所述基材和特别是箔免于损坏和/或重新剥离。
优选使用这样的箔,其具有由聚酯,聚烯烃,聚乙烯,聚酰亚胺, ABS,PET,PC,PP,PE,PVC或者PS构成的载体层,并且层厚度是 5μm-50μm、优选7μm-23μm。该载体层在箔的生产、存储和加工过程中 保护和稳定了转移层。如果在粘结剂的预固化或者完全固化过程中从 载体层一侧向外进行UV光照射,则所述材料应当根据载体层在照射波 长范围内的相应的透明度来选择。
此外合乎目的的是,所用的箔的转移层具有丙烯酸酯共聚物,特别 是含水聚氨酯共聚物的脱离层,并且优选没有蜡和/或没有硅酮,并且 层厚度是0.01μm-2μm、优选0.1μm-0.5μm,其位于载体层表面上。该脱 离层允许在将其施用到基材之后,简单地和无损坏地使载体层与转移层 脱离。
此外优选的是,所用的箔的转移层具有硝基纤维素、聚丙烯酸酯和 聚氨酯共聚物的漆层,并且层厚度是0.1μm-5μm、优选1μm-2μm,其位 于脱离层远离载体层的表面上。漆层在这种情况中可以是透明的、半透 明的或者透明着色的、半透明着色的或者不透明着色的。
此外,优选使用的是这样的箔:它的转移层具有铝和/或铬和/或银 和/或金和/或铜构成的金属层,并且层厚度是10nm-200nm、优选 10nm-50nm,其位于漆层远离载体层的表面上。
替代金属层地或者除了金属层之外,还可以设置HRI(HRI=高折射 率)材料的层。HRI材料的例子是金属氧化物例如ZnS,TiOx或者具有相 应的纳米粒子的漆。
不仅漆层,而且金属层都产生转移层在它已经转移到基材之后期望 的装饰效果。通过不同的漆颜色和金属的组合,可以实现特别吸引人的 设计。
特别有利的是,所使用的箔的转移层具有聚丙烯酸酯和/或乙酸乙 烯酯共聚物构成的底涂层,并且层厚度是0.1μm-1.5μm、优选 0.5μm-0.8μm,其形成转移层的远离载体层的表面。这种底涂层可以优 化所用粘结剂的物理和化学性能,从而基本独立于基材地确保基材和 转移层之间优化的粘附力。此外,以此方式优化的底涂层保证了所施 加的粘结剂保持期望的分辨率,而基本没有转移层上的滑移,铺展或者 挤压。
在此特别合乎目的的是,所述底涂层是微孔的并且特别是表面粗糙 度为100nm-180nm,尤其是120nm-160nm。该粘结剂能够部分渗透到这 样的层中,并由此特别良好地以高分辨率固定。
已经证实了特别有利地是使用着色值1.5cm3/g至120cm3/g,特别 是10cm3/g至20cm3/g的底涂层。
以下描述的是用于计算的底涂层的组成(数据单位是克):
4900 有机溶剂乙醇
150 有机溶剂甲苯
2400 有机溶剂丙酮
600 有机溶剂汽油80/110
150 水
120 粘合剂I:甲基丙烯酸乙酯聚合物
250 粘合剂II:乙酸乙烯酯均聚物
500 粘合剂III:乙酸乙烯酯-月桂酸乙烯酯共聚物, FK=50+/-1%
400 粘合剂IV:甲基丙烯酸异丁酯
20 颜料多官能化氧化硅,平均粒度3μm
5 填料微化酰胺蜡,粒度3μm-8μm
对于这种粘结剂层的着色值适用下面的关系式:

其中:
mp=20g多官能的氧化硅

mBM=120g粘合剂I+250g粘合剂II+(0.5x500g)粘合剂III+400g粘 合剂IV=1020g
mA=0g
以此方式,由认为好的底涂层组合物开始,可以以快速和不复杂 的方式计算与此有偏差的其他可能的着色。
此外合乎目的的是,底涂层的表面应力是38mN/m-46mN/m,优选 41mN/m-43mN/m。这种表面应力允许粘结剂滴,尤其来自于上述粘结剂 系统的粘结剂滴,以限定的几何形状粘附到表面上而无滑移。
当使用热塑性调色剂时,已经证实特别有利地是使用着色值是 0.5cm3/g-120cm3/g,特别是1cm3/g-10cm3/g的底涂层。
以下描述的是用于这种应用的底涂层的组成,用于计算的目的(数 据单位克):
340 有机溶剂乙醇
3700 有机溶剂甲苯
1500 有机溶剂丙酮
225 粘合剂I:氯化聚丙烯
125 粘合剂II:聚甲基丙烯酸正丁酯和甲酯
35 粘合剂III:正丁基-甲基-甲基-甲基丙烯酸酯共聚物
148 颜料多官能氧化硅,平均粒度12nm
对于这种底涂层的着色值适用以下关系式:

其中:
mp=148g多官能化氧化硅

mBM=225g粘合剂I+125g粘合剂II+35g粘合剂III=385g
mA=0g。
优选该底涂层的熔融范围是60℃-130℃,优选80℃-115℃。
以此方式,由认为好的底涂层组合物开始,可以以快速和不复杂 的方式计算与此有偏差的其他可能的着色。
此外,优选在转移层施用之前和/或之后,印刷层特别借助另外的 喷墨印刷头和/或借助另外的静电印刷印刷设备施用到基材和/或转移 层上。由此可以提供另外的设计,其覆盖转移层或者被其覆盖。
此外合乎目的的是,第一UV光源是LED光源。使用LED光源,可 以提供几乎单色的光,从而确保所需的辐照强度是在粘结剂固化所需 的波长范围内。这通常无法通过常规的中压汞蒸气灯实现。
此外优选,第一UV光源在箔的输送方向上的窗宽度是10mm-30mm。 由此实现面状辐照所施加的粘结剂。
合乎目的的是,第一UV光源在箔的输送方向上设置于喷墨印刷头 下游1cm-4cm处。在常规的箔传输速度下,以此方式可以保持粘结剂施 加和预固化之间的前述时间。
背压辊或者支撑底座(Gegenlager)优选由这样的材料形成,其的 硬度是60°邵氏A至95°邵氏A、优选80°邵氏A至95°邵氏A,和/ 或硬度是450HV 10(HV=维氏硬度)至520HV10,优选465HV 10至500 HV 10。这种材料例如是塑料或者硅酮,或者是金属例如铝或者钢。
辊装置的材料参数和特定的几何形状可以在所述范围的范畴内根 据待加工的基材和待加工的箔的性质来适配,目的是一方面确保转移 层和基材之间优化的粘附力,和另一方面防止粘结剂被挤压和/或转移 层或者基材被损坏。
这里该辊装置优选距离第一UV光源10cm到30cm。
在箔和基材的常用传输速度下,确保上述的粘结剂照射和箔施用之 间的预干燥时间。
此外优选,第二UV光源是LED光源。使用LED光源可以提供几乎 单色的光,由此确保所需的辐照强度是在粘结剂固化所需的波长范围 内的。这通常采用常规中压汞蒸气灯不能实现或者仅在使用明显更大 的能量消耗的情况下才能实现。
此处有利地,该第二UV光源在箔的输送方向上的窗宽度是10mm至 40mm。由此确保粘结剂的平面辐照。
第二UV光源在箔的输送方向上优选位于辊装置的下游10cm至 30cm。这确保了辊装置和完全固化位置之间足够的空间距离。
此外合乎目的的,剥离单元具有直径是0.5cm至2cm(载体层可以 从其上剥离)的辊。
该剥离单元在箔的输送方向上优选位于第二UV光源下游10cm至 30cm处。
在箔和基材的常用传输速度下,以此方式确保箔施用和载体层脱离 之间上述的干燥时间,从而可以允许无损坏的脱离该载体层。
此外优选,印刷设备具有用于固定片形基材的支撑表面。因此在这 种实施方案中,印刷设备是大型平床印刷机。或者,该支撑面可以设 计用于条形基材,以作为印刷设备提供辊到辊运行的印刷机。
在那种情况中有利的是,该喷墨印刷头和/或施用设备位于各自的 支架上(其相对于待印刷的基材在两个正交方向上可移动)。以此方 式,该喷墨印刷头和施用设备可以到达片状基材的全部位置,而该基材 本身无需移动。
作为这的一个替代方案,所述印刷设备可以具有传输设备,用于片 形基材或者连续基材相对于喷墨印刷头和施用设备的相对移动。
在这种情况下合乎目的的是,该喷墨印刷头和/或施用设备位于各 自的支架上(其在正交于待印刷的基材输送方向上可移动)。这种实施 方案允许机械上更简单的结构来引导喷墨印刷头和施用设备,因为运 动自由度是通过基材的移动来提供的。
在此合乎目的的是,传送设备构造为环绕两个辊的钢带。这样的钢 带具有必需的强度以能够充当箔施用过程中的反压力板。
现在根据示例性实施方案来更详细描述本发明。附图为:
图1是一种示例性实施方案的施用设备的图示,其用于将箔转移层 施用到基材上;
图2是根据现有技术的一种平床印刷机的图示;
图3是一种示例性实施方案的平床印刷机的图示,其具有根据图1 的施用设备;
图4是根据现有技术的一种用于加工连续基材的大型印刷机的图 示;
图5是一种示例性实施方案的大型印刷机的图示,其用于加工连续 基材并具有根据图1的施用设备;
图6是穿过根据图5的示例性实施方案的大型印刷机的截面图示;
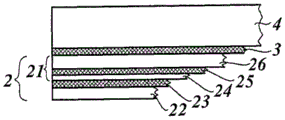
图7是在施用到基材之后,穿过示例性实施方案的箔的截面图示;
图8是一种可选择的示例性实施方案的施用设备的图示,其用于将 箔转移层施用到基材上。
施用设备1(其用于将箔2的转移层21施用到基材4上)包括供料辊 11,其上提供有箔2。
通过引导辊12,将箔2供给到喷墨印刷头13,借助其将粘结剂滴3 施加到转移层21上。
该粘结剂滴3然后借助第一UV光源14预固化。箔2然后经由偏转 辊15供给到压力辊16,借助其将转移层21的粘结剂压到基材4上。这 里,反压力可以通过背压辊或者通过平的牢固的基底来提供,这在此未 明确显示。
在将箔2施用到基材4之后,将箔2和基材4供给到第二UV光源 17,通过其将粘结剂最终固化。
经由另外的辊18和/或经由脱离边缘(在此没有详细显示),最后将 箔2的载体层22剥离掉和卷绕在辊19上。在基材4已经具有粘结剂滴 3的情况中,转移层21保留在基材4上。前述脱离边缘可以如下实施: 构造在其上布置有用于压缩气体的入口的杆形中空体,和构造作为具 有用于压缩气体的流出开口的穿孔脱离边缘形式的脱离元件的至少一 个长边缘,从而在载体层和脱离边缘之间形成气垫。在这种情况中脱 离角度取决于辊18的直径,或者在脱离边缘的情况中取决于脱离边缘 的取向。
所以,借助于施用设备1,粘结剂3通过喷墨印刷转移到箔2的底 涂层和预固化,然后在压力下通过压力辊16压到基材4上。具有粘结 剂3的箔2然后位于基材上。
在接下来的步骤中,箔2和基材4之间的粘结剂3通过强UV光完 全固化。该粘结剂3在UV光下固化。在进行固化后,载体层22可以从 基材4上剥离。以此方式,转移层21施用到基材上。
图8显示了一种可选择的示例性实施方案的施用设备1。这里压力 辊16的反压力不是通过平坦基底提供的,而代之以通过背压辊16'提 供。
箔2首先送过喷墨印刷头13,并且如所述的用粘结剂3涂覆。在该 箔网已经在偏转辊15上转向后,粘结剂3通过第一UV光源14历经预 固化。
具有预固化的粘结剂的箔2现在在压力辊16和背压辊16'之间引 导,在这里它与基材处于一起引导和以所述方式施用到其上。
随后,类似于图1,完全固化通过第二UV光源17来进行,并且载 体层借助辊18脱离。该涂覆的基材4经由另外的偏转辊15取走,并且 可以直接进一步加工或者存储于辊(未示出)上。
所述箔优选由至少5层组成:载体层22,脱离层23,漆层24,金 属层25和底涂剂26(粘附层)。
图7显示了在其施用到基材4之后、但是在载体层脱离之前,箔2 的横截面图示。
载体层22优选由聚酯,聚烯烃,聚乙烯,聚酰亚胺,ABS,PET, PC,PP,PE,PVC或者PS组成,并且层厚度是5μm至50μm、优选7μm 至23μm。载体层22在箔的生产、存储和加工过程中保护和稳定转移层 21。如果在粘结剂预固化或者完全固化过程中UV光要从载体层22的侧面进行照射,则材料的选择取决于照射波长范围内的载体层相应的透明 度。
脱离层23优选由丙烯酸酯共聚物,特别由含水聚氨酯共聚物构 成,并且优选没有蜡和/或没有硅酮,并且层厚度是0.01μm-2μm、优选 0.1μm-0.5μm,并且位于载体层22的表面上。
脱离层23允许在其施用到基材上之后从转移层21上简单地和无损 坏地脱离载体层22。
漆层24优选由硝基纤维素、聚丙烯酸酯和聚氨酯共聚物组成,并 且层厚度是0.1μm-5μm、优选1μm-2μm,和位于脱离层23的远离载体层 22的表面上。
金属层25优选由铝和/或铬和/或银和/或金和/或铜构成,并且层 厚度是10nm-200nm、优选10nm-50nm,和位于漆层24远离载体层22的 表面上。
在其转移到基材4之后,不仅漆层24,而且金属层25都产生了期 望的转移层21的装饰效果。通过不同的漆颜色和金属的组合,可以实 现特别吸引人的设计。
底涂层26优选由聚丙烯酸酯和/或乙酸乙烯酯共聚物构成,并且层 厚度是0.1μm-1.5μm、优选0.5μm-0.8μm,并且形成转移层21远离载体 层22的表面。
通过将箔2喷墨印刷到底涂层26上,显著减少了粘结剂的滑移。 与基材表面相比,箔2的底涂层26是略微微孔的或者粗糙的,这确保 了箔上和随后基材上更清晰和限定的粘结剂像素。
箔2的表面性能,特别是它的微孔性或者它的表面粗糙度,或者表 面能量,可以以限定方式通过适当选择底涂层26或其组成和/或施用模 式来调节。这在基材4上是不容易成为可能的,因为基材4和因此它的 相应性能实际上是预先确定的和不能进一步改变。
为了进一步增加施用品质、箔2的所施用的转移层21光泽度和粘 附力,在粘结剂3已经印刷到底涂层之后和箔2已经通过压力辊16压 在基材4之前,进行粘结剂3的部分固化。
所得到的底涂层上粘结剂3的粘度变化不仅提供了刚刚描述的优 点,而且增加了可以使用的基材范围。通过粘度变化在底涂层上形成 “坚韧的”粘结剂层,在施用和完全固化后在其上如镜子般粘附转移层 21的金属化的漆层。特别是在作为基材4的粗糙的天然纸张上,这在 箔施用中提供了改进。对于全部其他基材4,也提高了箔施用的品质和 耐久性。
喷墨印刷头13优选设计为压电-滴落式按需印刷头。对于高品质结 果,印刷头13必须具有特定的物理分辨率,液滴尺寸和喷嘴间距。
这些喷嘴可以一行或多行布置。物理分辨率应该是 300npi-1200npi(喷嘴/英寸)。与印刷方向横向的小的喷嘴间距确保了 印刷的像素同样在印刷方向的横向上彼此靠近或者重叠(这取决于粘结 剂的量)。通常来说,npi对应于印刷箔上的dpi(点/英寸)。
对于优选的喷嘴直径15μm-25μm且在每种情况下具有公差±5μm, 喷嘴间距优选应该是50μm至150μm,由此产生一致的结果。
当使用灰阶技术时,可以在同一像素上产生多个灰阶。该灰阶通 常通过将相同尺寸的多个液滴喷射到印刷的像素上来产生。箔2上的粘 结剂量的行为类似于当印刷印刷油墨时的灰阶。
这里粘结剂量必须根据底涂层的吸收能力而变化。箔上的粘结剂 量优选应该是1.2g/m2至12.6g/m2,以确保全部箔施用到每个基材4上。 所施加粘结剂的层厚度于是为1.205μm至12.655μm。
为了优化用粘结剂3对箔2的底涂层的润湿,这个层应该具有 38mN/m至46mN/m、特别是41mN/m至43mN/m的表面应力来确保最佳的 受墨性(Farbannahme)。
为了确保在印刷方向上的高分辨率,喷墨印刷头13的压电激励器 必须以6kHz-110kHz的频率喷射粘结剂滴3,这对于10m/min至30 m/min的印刷材料速度(即箔2和基材4的传输速度)来说,在箔2上产 生360dpi至1200dpi的分辨率。
在液滴释放时刻喷墨印刷头的喷嘴室内的压力优选是1bar至 1.5bar,并且必须不容许超过,以便不损坏压电激励器。对于其余时 间,在喷嘴开口处存在着主要大约-5到-25mbar的轻微的负压,以防止 不期望的油墨流出。
喷墨印刷头13的喷嘴板和箔2之间的距离不允许超过1mm,以使得 粘结剂细滴3由于流通空气引起的偏转最小化。
液滴体积优选应该是2pl至50pl;公差是液体体积的±6%。因 此,对于给定的分辨率,在箔2上实现必需的和均匀量的粘结剂。
液滴飞行速度优选应该是5m/s至10m/s±15%,以使得全部的粘结 剂滴3彼此非常精确地落到箔2上。如果单个滴的液滴速度彼此偏离过 大,则这可通过不均匀的印刷图像而看到。
所得到的像素尺寸取决于粘结剂3的粘度。为了优化的粘结剂3的 可印刷性,它的粘度优选应该是5mPas至20mPas,更优选10mPas 至15mPas。
为了确保粘结剂3保持一致的粘度,必须加热喷墨印刷头13或者 粘结剂供给系统。对于所述粘度,该粘结剂温度在操作中必须是40℃ 至45℃。
通过液滴飞行和入射到箔2上,由于冷却而增加粘结剂滴3的粘 度,可能增加到20mPas至50mPas。这类粘度增加抵消了粘结剂3在 箔2的底涂层上的任何滑移或者铺展。
优选使用的粘结剂3是用于压电-滴落-按需喷墨印刷头的UV固化 油墨,其特别可以是透明的或者半透明的或者透明的或者半透明或者 不透明着色的,例如着色为灰色或者黑色。通过UV光形式的能量输 入,在这类粘结剂3(或者还有漆,粘合剂)中引发自由基链式反应。在 这种反应中,聚合物和单体组合形成分子的固体网络。粘结剂3变硬或 者变干。这种链式反应通过350nm至400nm±10nm波长范围的UV光来 引发。
现有技术的阳离子固化的粘结剂与这类自由基固化的体系相比的 关键区别是阳离子机理是明显进行较慢的;换言之,完全固化持续更 长时间。但是对于箔施用,需要快速固化的体系,因为否则它将不可 能完全施用所述的箔。
此外,在阳离子粘结剂的UV辐照过程中形成酸,其导致了该粘结 剂完全固化。归因于这种机理,当使用阳离子固化的粘结剂时,必须 首先检查箔和基材对于阳离子体系的相容性,因为一些基材表面的碱 或者碱性物质会影响或者阻止粘结剂3的完全固化。此外,该酸还可能 不利地腐蚀金属层,特别是箔中的铝层。
优选使用下面组成的透明的粘结剂:


粘结剂3借助第一UV光源14的随后的部分固化(也称作UV钉扎) 在印刷到箔上的操作之后在时间和空间上几乎立即进行。仅仅以此方 式可以将限定的、清晰的图案固定到底涂层上。固定通过粘结剂粘度的 增加产生,其是通过部分引发自由基链式反应引起的。
在空间上,部分固化优选在沿着机器方向上的印刷之后透过箔进 行1cm到4cm,这对应于大约0.02s至0.25s的机器方向上的时间间 距。
第一UV光源14优选应该产生2W/cm2至5W/cm2的总UV辐照强度以 在粘结剂中引入必需的和优化的能量。所释放的UV光的90%优选应该 在380nm至420nm的波长范围内。
这种需求可以通过LED-UV系统来特别好地满足,因为该系统发出 几乎单色的UV光并因此所发出的波长光谱远窄于常规中压汞蒸气灯的 情况(其中所发射的光谱包括较大的波长范围)。
辐照来自于其的第一UV光源14的窗口优选应该在机器方向上是大 约10mm至30mm的尺寸,以允许该粘结剂3的面状辐照。
取决于10m/min-30m/min(或者更高)的幅面速度和箔速度,和通过 吸收和反射穿过箔2的50%-60%的UV光,降低了UV辐照强度。另外, 第一UV光源14和箔幅面之间的距离降低了所放出的辐照功率,例如对 于2mm的辐照距离降低了大约10%。
当考虑这些因素时,粘结剂3在这种方法中是用大约0.7W/cm2到 2W/cm2的净UV辐照强度来照射的。对于0.056s(在10m/min幅面速度 和10mm辐照窗)到0.020s(30m/min;10mm)的优选的辐照时间,这对应 于到粘结剂3中的净能量输入(剂量)是大约8mJ/cm2至112mJ/cm2,这 可以根据所需的部分固化而变化。这个剂量可以另外经由幅面速度来 适配,因为由此辐照时间改变。
如上所述,箔2上的粘结剂滴3的粘度在部分固化之前已经通过冷 却增加到可能的20至50mPas。通过部分固化,促使粘度进一步向前改 变。在部分固化后,取决于层厚度,所述滴的粘度可能是50mPas至 200mPas,由此将它们可靠固定到底涂层上。
通过粘结剂3在箔2上所限定的图案现在虽然被固定,但其仍然是 湿的,并且可以在接下来的步骤中印刷到基材4上。
在所述操作的这个点,具有粘结剂3(其仍然是湿的并具有上述粘 度)的箔2被压到基材4上。所述压力(处于线性加压的形式)通过在箔2 和基材4上的压力辊16来产生。
压力辊16应该由具有光滑表面的牢固的塑料或者橡胶组成,并且 优选应该具有70到90邵氏A的硬度。
反压力是通过背压辊或者如图1所示通过牢固的平坦基底来提供 的。
所述背压辊或者基底优选由这样的材料制成,其的硬度是60°邵氏 A至95°邵氏A,优选80°邵氏A至95°邵氏A,和/或硬度是450HV 10(HV=维氏硬度)至520HV 10,优选465HV10至500HV 10。这种材 料例如是塑料或者硅酮,或者金属例如铝或者钢。压力辊16和任选的 背压辊的半径应该是1cm至3cm。
在空间上,在机器方向上的部分固化后大约10cm至30cm处进行箔 2在基材4上的压靠,这对应于大约0.2s至1.7s的时间间隔。
通过压力辊16所施加的线性加压优选应该用10N至80N的力来进 行,这可以根据基材的性质而适配。
具有湿粘结剂3的箔2可以施用到不同的基材4上。箔2优选施用 到具有涂覆或者未涂覆表面的纸基材上,天然纸,塑料(PE,PP, PET,PS,PC,PVC),乙酸酯层合体和标签材料上。
在塑料基材的情况中,可能情况下必须进行预处理来改进粘结剂3 在基材4上的粘附性(例如借助AC电晕处理(AC=交流电),等离子体处 理,火焰或者用漆和/或底漆涂覆)。基材表面越光滑,则施用结果越 好。通过部分固化和相关的粘结剂3的粘度改变,在粗糙基材4上的施 用结果相比于没有粘度改变的常规方法明显改进。
在箔2已经压靠到基材4上之后,具有粘结剂3(其仍然是湿的)的 箔2保持在基材4上,直到粘结剂3彻底固化和载体层22剥离。
在箔2施用后在粘结剂3彻底固化(后固化)过程中,进行粘结剂3 和因此箔2在基材4上的最终固定。在这个步骤中,箔2非常紧密地位 于基材4上的仍然湿的粘结剂3上,并且通过粘结剂3的彻底固化能够 参与与基材4强的和光滑的结合。
彻底固化在第二UV光源17下进行,其优选构造为强LED-UV灯的 形式,其提供了高辐照功率和确保了粘结剂3内完全的自由基链式反 应。使用LED-UV系统的原因和辐照功率的因素已经根据在第一UV光源 14下的预固化描述过,并且对于这个操作步骤也是有效的。
在空间上,彻底固化是沿着机器方向上的箔施用后大约10cm至 30cm处进行的,这取决于幅面速度而对应于施用后大约0.2s到1.7s 的时间间隔。
第二UV光源17和箔基材幅面之间的距离是1mm到2mm,以实现优 化的彻底固化,但是同时防止第二UV光源17和基材之间的物理接触。 第二UV光源17在机器方向上的辐照窗口应该是20mm到40mm的尺寸。
总UV辐照强度应该优选是12W/cm2至20W/cm2,以使得粘结剂3在 10m/min到30m/min(或者更高)的速度和其他因素(已经参考预固化进 行了讨论)下完全固化。
考虑到这些因素,这种方法中的粘结剂3是用优选大约4.8W/cm2到8.0W/cm2的净UV辐照强度来照射的。对于0.112s(在10m/min幅面 速度和20mm辐照窗口条件下)到0.040s(30m/min;20mm)的优选的辐照 时间,这对应于到粘结剂3中的净能量输入(剂量)是大约537mJ/cm2到 896mJ/cm2,这可以根据所需的完全固化而变化。
应当注意的是这些值仅仅是理论上可能的(在100%灯功率下)。在 第二UV光源17的完全功率下,例如在20W/cm2的情况中,和在很小的 例如10m/min的幅面速度下,例如箔基材幅面被加热到使得它可以着火 的程度。因此净能量输入优选根据幅面速度是在200mJ/cm2至 400mJ/cm2之间。
在完全固化后,箔2完全粘附到粘结剂3上,并且粘结剂3完全粘 附到基材4上。载体层22现在可以被剥离。
在空间上,载体层22的脱离优选在机器方向上在完全固化后大约 10cm到30cm处进行,这对应于大约0.2到1.7s的时间间隔,这取决于 幅面速度。待脱离的载体层22被引导经过半径是0.5cm至2cm的辊18, 并且经由辊18径向脱离。脱离角应该根据基材的性质而可变调节。在 粘结剂3施加到其中的区域中,基材4现在被精制,即设置转移层21。
以此方式精制的基材4可以在另外的操作步骤中,通过数字印刷来 套印,并且可能还通过常规印刷方法(例如平板印刷,柔版印刷,凹版 印刷,字母压机印刷,丝网印刷)来套印。为了实现套印精准的生产, 也可以印刷或者施用套印十字标记。经改良的基材4立即准备用于进一 步的操作步骤或者用于进一步加工。所用的粘结剂在通过后固化UV灯 17固化后大约24h获得它的最佳完全固化。
与喷墨或数字印刷方法组合是特别有用的。在那种情况中,施用设 备1可以直接整合到平床或者大型印刷机中。
图2显示了根据现有技术的一种示例性实施方案的平床印刷机5。 平床印刷机5的喷墨印刷头51安装在轨道52上,并且可以沿着这个轨 道在箭头53的方向上行驶。轨道52本身还可沿着箭头54的方向垂直 移动,从而使得喷墨印刷头51可以在用于片形基材4的基材载体55上 自由移动。
如图3所示,施用设备1可以毫无问题地整合到这类平床印刷机5 中。在那种情况中,施用设备1位于另一轨道56上,并且在其上它同 样可以在箭头53的方向上移动。轨道56本身垂直于其,同样在箭头54 的方向上可移动。
如显而易见的,以此方式,喷墨印刷头51和施用设备1都可以在 任何期望的位置涂抹位于基材载体55上的片状基材4。因此可以将黑 色或者彩色喷墨印刷与箔施用相组合,其中喷墨印刷可以直接在基材4 上以及在已经施用的转移层21上进行。
作为其的一个替代方案,施用设备1也可以整合到用于片状或连续 基材的大型印刷机中。图4显示了根据现有技术的一种示例性实施方案 的这样的印刷机6。
这里同样的,喷墨印刷头61位于轨道62上并且沿着所述轨道在箭 头63的方向上可移动。与平床印刷机5相反,轨道62在这种情况中是 位置固定的。代替此地,基材4通过合适的输送装置相对于喷墨印刷头 61在箭头64的方向上垂直于喷墨印刷头61的移动方向可移动。
对于施用设备1的整合来说,这种设备(如图5所示)位于另外的 轨道65上,其平行于轨道62延伸。施用设备1因此同样在箭头63的 方向上平行于喷墨印刷头61可移动。为此,与所述基材垂直于其地在 箭头64的方向上的移动相结合,在此整个基材4同样可以被喷墨印刷 头61和施用设备1涂抹,以使得可以获得已经根据平床印刷机5论述 过的印刷和施用效果。或者,轨道65也可以整合在喷墨印刷头61之 后,其中所施用的转移层21的套印不再可能。
在横截面视图中,图6显示了在这种情况中如何可以实现例如基材 移动。基材4位于循环的钢带66上,其可以通过两个辊67前后移动。 在这种情况中,钢带66同时充当用施用设备1的压力辊16施用箔的反 压力单元。
附图标记列表
_______________________________________________
1 施用设备
11 供料辊
12 引导辊
13 喷墨印刷头
14 第一UV光源
15 偏转辊
16 压力辊
16' 背压辊
17 第二UV光源
18 辊
19 辊
2 箔
21 转移层
22 载体层
23 脱离层
24 漆层
25 金属层
26 打底剂
3 粘结剂
4 基材
5 平床印刷机
51 喷墨印刷头
52 轨道
53 箭头
54 箭头
55 基材载体
56 轨道
6 大型印刷机
61 喷墨印刷头
62 轨道
63 箭头
64 箭头
65 轨道
66 钢带
67 辊
Claims (112)
1.将箔转移层施用到基材上的方法,包括下面的步骤:
a)借助喷墨印刷头将可自由基固化的粘结剂施加到转移层的至少一个子区域上;
b)通过UV辐照预固化该粘结剂;
c)将该转移层的设置有粘结剂的至少一个子区域施加到基材上;
d)通过UV辐照来完全固化该粘结剂;
e)从该转移层的至少一个子区域剥离箔的载体层;
其中为施加所述粘结剂,使用分辨率为300-1200个施涂喷嘴/英寸的喷墨印刷头。
2.根据权利要求1的方法,特征在于该方法包含下面的另外的步骤:
-将热塑性调色剂施加到基材的至少一个子区域上和/或另一个箔的转移层的至少一个子区域上;
-将该转移层施加到基材;
-在该转移层和/或该基材上施加压力和热;
-从该转移层的至少一个子区域剥离箔的载体层。
3.根据权利要求1或2的方法,特征在于为施加所述粘结剂,使用喷嘴直径15μm至25μm并且公差不大于±5μm,和/或喷嘴间距50μm-150μm并且公差不大于±5μm的喷墨印刷头。
4.根据权利要求1或2的方法,特征在于所述粘结剂以单位面积重量0.5g/m2至20g/m2和/或层厚度0.5μm至20μm施加到至少一个子区域上。
5.根据权利要求4的方法,特征在于所述层厚度为1μm至15μm。
6.根据权利要求1或2的方法,特征在于通过所述喷墨印刷头以频率6kHz至110kHz提供粘结剂滴。
7.根据权利要求1或2的方法,特征在于通过所述喷墨印刷头以体积2pl至50pl并且公差不大于±6%来提供粘结剂滴。
8.根据权利要求1或2的方法,特征在于通过所述喷墨印刷头以飞行速度5m/s至10m/s并且公差不大于±15%来提供粘结剂滴。
9.根据权利要求1或2的方法,特征在于所述粘结剂以施涂温度40℃-45℃和/或粘度5mPas-20mPas施涂到转移层上。
10.根据权利要求9的方法,特征在于,所述粘度为7mPas-15mPas。
11.根据权利要求1或2的方法,特征在于在粘结剂施加过程中,喷墨印刷头和基材的间距不超过1mm。
12.根据权利要求1或2的方法,特征在于在粘结剂施加过程中,喷墨印刷头和转移层之间的相对速度是10m/min-30m/min。
13.根据权利要求1或2的方法,特征在于使用下面的体积组成的粘结剂:

14.根据权利要求13的方法,特征在于,2-苯氧基乙基丙烯酸酯的体积比例为25%-50%。
15.根据权利要求13的方法,特征在于,4-(1-氧代-2-丙烯基)吗啉的体积比例为10%-25%。
16.根据权利要求13的方法,特征在于,外-1,7,7-三甲基双环[2.2.1]庚-2-基丙烯酸酯的体积比例为20%-25%。
17.根据权利要求13的方法,特征在于,2,4,6-三甲基苯甲酰二苯基-氧化膦的体积比例为10%-25%。
18.根据权利要求13的方法,特征在于,二丙二醇二丙烯酸酯的体积比例为3%-10%。
19.根据权利要求13的方法,特征在于,氨基甲酸酯丙烯酸酯低聚物的体积比例为1%-10%。
20.根据权利要求1或2的方法,特征在于使用密度为1g/ml至1.5g/ml的粘结剂。
21.根据权利要求1或2的方法,特征在于使用密度为1.0g/ml至1.1g/ml的粘结剂。
22.根据权利要求1或2的方法,特征在于所述粘结剂的预固化在粘结剂施加后0.02s-0.025s进行。
23.根据权利要求1或2的方法,特征在于所述粘结剂的预固化是用UV光来进行的,它的至少90%的能量在380nm-420nm的波长范围发射。
24.根据权利要求1或2的方法,特征在于所述粘结剂的预固化用总辐射强度2W/cm2至5W/cm2和/或用净辐射强度0.7W/cm2至2W/cm2和/或进入粘结剂的能量输入8mJ/cm2至112mJ/cm2来进行。
25.根据权利要求1或2的方法,特征在于所述粘结剂的预固化用0.02s-0.056s的照射时间来进行。
26.根据权利要求1或2的方法,特征在于在所述粘结剂预固化时它的粘度增加到50mPas至200mPas。
27.根据权利要求1或2的方法,特征在于将所述转移层的至少一个设置有粘结剂的子区域施加到基材上是在压力辊和背压辊之间进行的。
28.根据权利要求1或2的方法,特征在于将所述转移层的至少一个设置有粘结剂的子区域施加到基材上是以10N-80N的压力来进行的。
29.根据权利要求1或2的方法,特征在于将所述转移层的至少一个设置有粘结剂的子区域施用到基材上是在粘结剂预固化后0.2s至1.7s进行的。
30.根据权利要求1或2的方法,特征在于在施加所述转移层的至少一个设置有粘结剂的子区域之前将所述基材进行预处理。
31.根据权利要求30的方法,特征在于在施加所述转移层的至少一个设置有粘结剂的子区域之前将所述基材通过电晕处理、等离子体处理或者通过火焰来预处理。
32.根据权利要求1或2的方法,特征在于所述粘结剂的完全固化在将转移层施加到基材上之后0.2s至1.7s进行。
33.根据权利要求1或2的方法,特征在于所述粘结剂的完全固化是用UV光进行的,它的至少90%的能量在380nm-420nm的波长范围发射。
34.根据权利要求1或2的方法,特征在于所述粘结剂的完全固化是用总辐射强度12W/cm2至20W/cm2和/或用净辐射强度4.8W/cm2至8W/cm2和/或用粘结剂中的能量输入200mJ/cm2至900mJ/cm2来进行的。
35.根据权利要求34的方法,特征在于所述粘结剂的完全固化是用粘结剂中的能量输入200mJ/cm2至400mJ/cm2来进行的。
36.根据权利要求1或2的方法,特征在于所述粘结剂的完全固化是用0.04s至0.112s的照射时间来进行的。
37.根据权利要求1或2的方法,特征在于所述载体层的脱离是在粘结剂完全固化后0.2s至1.7s进行的。
38.根据权利要求1或2的方法,特征在于将转移层施加到基材上是借助热塑性调色剂在100℃-250℃的温度,和/或在1bar至6bar的压力下进行的。
39.根据权利要求38的方法,特征在于,所述温度是130℃-190℃。
40.根据权利要求38的方法,特征在于,所述压力是3bar至6bar。
41.根据权利要求1或2的方法,特征在于将转移层施加到基材是借助热塑性调色剂在辊装置中进行的,并且压制间隙是5mm-20mm。
42.根据权利要求41的方法,特征在于压制间隙是5mm-10mm。
43.根据权利要求1的方法,特征在于使用箔,所述的箔具有聚酯、聚烯烃、聚酰亚胺、ABS或者PS的载体层,并且层厚度是5μm-50μm。
44.根据权利要求1的方法,特征在于使用箔,所述的箔具有聚乙烯基化合物的载体层,并且层厚度是5μm-50μm。
45.根据权利要求43或44的方法,特征在于层厚度是7μm-23μm。
46.根据权利要求1或2的方法,特征在于使用箔,所述箔的转移层具有丙烯酸酯共聚物的脱离层,并且所述脱离层的层厚度是0.01μm-2μm,其设置于载体层表面上。
47.根据权利要求46的方法,特征在于所述脱离层是含水聚氨酯共聚物的脱离层。
48.根据权利要求46的方法,特征在于所述脱离层没有蜡和/或硅酮。
49.根据权利要求46的方法,特征在于所述脱离层的层厚度是0.1μm-0.5μm。
50.根据权利要求46的方法,特征在于使用箔,所述箔的转移层具有硝基纤维素、聚丙烯酸酯和/或聚氨酯共聚物的漆层,并且所述漆层的层厚度是0.1μm-5μm,其设置于脱离层的远离载体层的表面上。
51.根据权利要求50的方法,特征在于所述漆层的层厚度是1μm-2μm。
52.根据权利要求50的方法,特征在于使用箔,所述箔的转移层具有铝和/或铬和/或银和/或金和/或铜的金属层,并且所述金属层的层厚度是10nm-200nm,其位于漆层的远离载体层的表面上。
53.根据权利要求52的方法,特征在于所述金属层的层厚度是10nm-50nm。
54.根据权利要求1或2的方法,特征在于使用箔,所述箔的转移层具有聚丙烯酸酯和/或乙酸乙烯酯共聚物的底涂层,并且所述底涂层的层厚度是0.1μm-1.5μm,其形成转移层的远离载体层的表面。
55.根据权利要求54的方法,特征在于所述底涂层的层厚度是0.5μm-0.8μm。
56.根据权利要求54的方法,特征在于所述底涂层是微孔的。
57.根据权利要求54的方法,特征在于所述底涂层的表面应力是38mN/m-46mN/m。
58.根据权利要求57的方法,特征在于所述底涂层的表面应力是41mN/m-43mN/m。
59.根据权利要求54的方法,特征在于所述底涂层的着色值是0.5cm3/g-120cm3/g。
60.根据权利要求59的方法,特征在于所述底涂层的着色值是1cm3/g-10cm3/g。
61.根据权利要求54的方法,特征在于所述底涂层的熔点是60℃-130℃。
62.根据权利要求54的方法,特征在于所述底涂层的熔点是80℃-115℃。
63.根据权利要求1或2的方法,特征在于在转移层施用之前和/或之后,借助另外的喷墨印刷头将印刷层施加到基材和/或转移层上。
64.根据权利要求1或2的方法,特征在于将所述转移层施用到三维的基材上。
65.根据权利要求64的方法,特征在于将所述转移层施用到拱形的、弯曲的、圆柱形或者平坦的基材上。
66.根据权利要求64的方法,特征在于为施加所述转移层,使用压力设备。
67.根据权利要求66的方法,特征在于所述压力设备对于用于预固化和/或完全固化粘结剂的波长而言是透明的。
68.根据权利要求64的方法,特征在于所述基材在转移层施用过程中,刚性地或者可旋转地安装到夹持装置上。
69.根据权利要求68的方法,特征在于所述夹持装置对于用于预固化和/或完全固化粘结剂的波长而言是透明的。
70.根据权利要求64的方法,特征在于为了粘结剂的预固化和/或完全固化,通过设置于压力设备内的光源和/或设置于压力设备的远离夹持装置的侧面上的光源进行辐照。
71.根据权利要求70的方法,特征在于所述压力设备和/或夹持装置具有加压层。
72.根据权利要求71的方法,特征在于所述加压层由一个或多个硅酮层形成。
73.根据权利要求71的方法,特征在于所述加压层的厚度在1mm-20mm范围内。
74.根据权利要求71的方法,特征在于所述加压层的厚度在3mm-10mm范围内。
75.根据权利要求71的方法,特征在于所述加压层的硬度是20邵氏A至70邵氏A。
76.根据权利要求71的方法,特征在于所述加压层的硬度是20邵氏A至50邵氏A。
77.根据权利要求71的方法,特征在于所述加压层的表面粗糙度低于0.5μm。
78.根据权利要求71的方法,特征在于所述加压层的表面粗糙度为0.06μm-0.5μm。
79.根据权利要求71的方法,特征在于所述加压层的表面粗糙度为0.1μm-0.5μm。
80.根据权利要求71的方法,特征在于所述加压层具有表面结构。
81.根据权利要求80的方法,特征在于所述加压层具有图案或者装饰形式的表面结构。
82.根据权利要求66-70任一项的方法,特征在于所述转移层以1N-1000N的压力来施加。
83.根据权利要求82的方法,特征在于所述转移层以50N-300N的压力来施加。
84.施用设备,其用于将箔的转移层施用到基材上,并且借助根据权利要求1-83任一项的方法来施用,其包含:
-供料辊,用于提供箔;
-喷墨印刷头,其在箔输送方向上设置于供料辊的下游,用于施加可自由基固化的粘结剂到转移层的至少一个子区域上,和/或印刷设备,其用于将热塑性调色剂施加到转移层的至少一个子区域上;
-第一UV光源,其在箔的输送方向上设置于喷墨印刷头和/或印刷设备的下游,用于通过UV辐照预固化该粘结剂;
-至少一个辊装置,其在箔输送方向上设置于喷墨印刷头和/或印刷设备的下游,用于将该转移层的至少一个设置有粘结剂和/或调色剂的子区域施加到基材上;
-第二UV光源,其在箔输送方向上设置于辊装置的下游,用于通过UV辐照来完全固化该粘结剂;
-剥离单元,其在箔的输送方向上设置于辊装置的下游,用于从转移层的至少一个子区域上剥离箔的载体层;
其中该喷墨印刷头的分辨率为300-1200个施涂喷嘴/英寸。
85.根据权利要求84的施用设备,特征在于该喷墨印刷头的喷嘴直径是15μm-25μm且公差不大于±5μm和/或喷嘴间距是50μm-150μm且公差不大于±5μm。
86.根据权利要求84或85的施用设备,特征在于所述第一UV光源是LED光源。
87.根据权利要求84或85的施用设备,特征在于所述第一UV光源在箔的输送方向上的窗口宽度是10mm-30mm。
88.根据权利要求84或85的施用设备,特征在于所述第一UV光源在箔的输送方向上设置于喷墨印刷头下游1cm-4cm。
89.根据权利要求84或85的施用设备,特征在于所述辊装置包括压力辊和机械式支撑底座。
90.根据权利要求89的施用设备,特征在于所述辊装置包括背压辊、平坦或者凹形的支撑底座。
91.根据权利要求89的施用设备,特征在于所述压力辊的直径是1cm-3cm。
92.根据权利要求90的施用设备,特征在于所述背压辊的直径是1cm-3cm。
93.根据权利要求89的施用设备,特征在于所述压力辊是由硬度70邵氏A至90邵氏A的塑料或者橡胶形成的。
94.根据权利要求89的施用设备,特征在于所述支撑底座是由硬度是60邵氏A至95邵氏A,和/或硬度是450HV 10至520HV 10的材料形成的。
95.根据权利要求94的施用设备,特征在于所述支撑底座是由硬度是80邵氏A至95邵氏A的材料形成的。
96.根据权利要求95的施用设备,特征在于所述支撑底座是由硬度是465HV 10至500HV10的材料形成的。
97.根据权利要求89的施用设备,特征在于该支撑底座构造为超声底座装置的超声波发生器。
98.根据权利要求89的施用设备,特征在于所述辊装置包括加热设备,位于压力辊中的电加热元件或者位于压力辊中的加热介质回路。
99.根据权利要求98的施用设备,特征在于所述加热设备是红外加热器。
100.根据权利要求98的施用设备,特征在于所述的加热介质回路是油回路。
101.根据权利要求84或85的施用设备,特征在于所述辊装置设置在距离第一UV光源10cm-30cm处。
102.根据权利要求84或85的施用设备,特征在于所述第二UV光源是LED光源。
103.根据权利要求84或85的施用设备,特征在于所述第二UV光源在箔的输送方向上的窗口宽度是20mm-40mm。
104.根据权利要求84或85的施用设备,特征在于所述第二UV光源在箔的输送方向上位于辊装置下游10cm-30cm处。
105.根据权利要求84或85的施用设备,特征在于所述剥离单元具有直径是0.5cm-2cm的辊,从其上可以剥离掉载体层。
106.根据权利要求84或85的施用设备,特征在于所述剥离单元在箔的输送方向上设置于第二UV光源下游10cm-30cm处。
107.印刷设备,其具有相对于待印刷的基材在两个正交方向上活动设置的喷墨印刷头,以及还具有根据权利要求84-106任一项的相对于待印刷的基材在两个正交方向上活动设置的施用设备。
108.根据权利要求107的印刷设备,特征在于所述印刷设备具有支撑表面用于固定片形基材。
109.根据权利要求108的印刷设备,特征在于该喷墨印刷头和/或施用设备位于各自的支架上,其在相对于该待印刷的基材的两个正交方向上可移动。
110.根据权利要求107的印刷设备,特征在于所述印刷设备具有传输设备,用于片形基材或者连续基材相对于喷墨印刷头和施用设备的相对移动。
111.根据权利要求110的印刷设备,特征在于所述喷墨印刷头和/或施用设备设置于各自托架上,其垂直于待印刷的基材的输送方向可移动。
112.根据权利要求110或者111的印刷设备,特征在于所述传输设备构造为环绕两个辊的钢带。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010098173.7A CN111137055A (zh) | 2015-03-23 | 2016-03-04 | 用于施用箔的方法、施用设备和印刷设备 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015104321.1 | 2015-03-23 | ||
| DE102015104321.1A DE102015104321A1 (de) | 2015-03-23 | 2015-03-23 | Verfahren, Applikationsvorrichtung und Druckvorrichtung zum Applizieren einer Folie |
| DE102015122178.0 | 2015-12-18 | ||
| DE102015122178 | 2015-12-18 | ||
| PCT/EP2016/054701 WO2016150681A1 (de) | 2015-03-23 | 2016-03-04 | Verfahren und vorrichtung zum applizieren einer folie |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010098173.7A Division CN111137055A (zh) | 2015-03-23 | 2016-03-04 | 用于施用箔的方法、施用设备和印刷设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107531042A CN107531042A (zh) | 2018-01-02 |
| CN107531042B true CN107531042B (zh) | 2020-10-16 |
Family
ID=55484985
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010098173.7A Pending CN111137055A (zh) | 2015-03-23 | 2016-03-04 | 用于施用箔的方法、施用设备和印刷设备 |
| CN201680023774.3A Active CN107531042B (zh) | 2015-03-23 | 2016-03-04 | 用于施用箔的方法、施用设备和印刷设备 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010098173.7A Pending CN111137055A (zh) | 2015-03-23 | 2016-03-04 | 用于施用箔的方法、施用设备和印刷设备 |
Country Status (16)
| Country | Link |
|---|---|
| US (2) | US10562292B2 (zh) |
| EP (1) | EP3274174B1 (zh) |
| JP (2) | JP6903012B2 (zh) |
| CN (2) | CN111137055A (zh) |
| DK (1) | DK3274174T3 (zh) |
| ES (1) | ES2654050T3 (zh) |
| HR (1) | HRP20221111T1 (zh) |
| HU (1) | HUE059600T2 (zh) |
| IL (1) | IL254523B (zh) |
| MX (1) | MX2017012076A (zh) |
| PL (1) | PL3274174T3 (zh) |
| PT (1) | PT3274174T (zh) |
| RS (1) | RS63522B1 (zh) |
| SI (1) | SI3274174T1 (zh) |
| TW (2) | TWI772704B (zh) |
| WO (1) | WO2016150681A1 (zh) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI764875B (zh) * | 2015-11-03 | 2022-05-21 | 德商利昂哈德 庫爾茲公司 | 用於將薄膜上的轉印層施覆在底材上的方法及其施覆裝置 |
| HUE042263T2 (hu) * | 2015-11-30 | 2019-06-28 | Kba Notasys Sa | Meleg nyomóprés és melegnyomó eljárás |
| DE102017104658B4 (de) | 2017-03-06 | 2022-06-23 | Leonhard Kurz Stiftung & Co. Kg | Verfahren zur Herstellung eines Decals und ein Decal sowie ein Verfahren zum Dekorieren von Oberflächen von Gegenständen |
| DE102017112259B3 (de) * | 2017-06-02 | 2018-08-23 | Isimat Gmbh Siebdruckmaschinen | Vorrichtung und Verfahren zur Dekoration von Objekten |
| US20190240897A1 (en) * | 2018-02-07 | 2019-08-08 | Xerox Corporation | Transfer of uv print onto curved surfaces with stretchable uv inks |
| JP6939633B2 (ja) * | 2018-02-20 | 2021-09-22 | 日本製鉄株式会社 | 印刷方法及び印刷システム |
| DE102018105735A1 (de) | 2018-03-13 | 2019-09-19 | Mitsubishi Polyester Film Gmbh | Trennfolie für Tiefdruckanwendung |
| ES2730122B2 (es) * | 2018-05-07 | 2020-03-12 | Latorre Jesus Francisco Barberan | Procedimiento para producir relieves mediante impresion digital y maquina de impresion digital |
| EP3603982B1 (de) * | 2018-08-03 | 2020-10-07 | Heidelberger Druckmaschinen AG | System zum bedrucken eines substrats |
| CN108745790A (zh) * | 2018-08-24 | 2018-11-06 | 广州宁为科技有限公司 | 一种数码印刷点胶机 |
| CN113165376A (zh) * | 2018-12-03 | 2021-07-23 | J·F·巴伯兰拉托雷 | 用于在基底上获得凸起图案的方法和装置 |
| JP7223259B2 (ja) * | 2019-02-08 | 2023-02-16 | セイコーエプソン株式会社 | インクジェット方法及びインクジェット装置 |
| CN114126878B (zh) | 2019-07-30 | 2023-10-31 | 惠普发展公司,有限责任合伙企业 | 均匀的打印头表面涂层 |
| KR102192555B1 (ko) * | 2019-12-26 | 2020-12-17 | 주식회사 맥토피아 | 금박인쇄물 제조장치 |
| TWI772728B (zh) * | 2019-12-27 | 2022-08-01 | 星雲電腦股份有限公司 | 一種使用於uv噴墨印表機上可施行印後燙金之列印方法 |
| PT3936338T (pt) * | 2020-07-07 | 2024-03-04 | Barberan Latorre Jesus Francisco | Método de ligação adesiva de substratos |
| DK3978142T3 (da) * | 2020-10-02 | 2023-03-20 | Barberan Latorre Jesus Francisco | System og fremgangsmåde til påføring af klæbende lim ved hjælp af digitale inkjet printhoveder |
| WO2022073609A1 (de) * | 2020-10-07 | 2022-04-14 | Lohmann Gmbh & Co. Kg | Geometrisch definierter haftklebriger klebefilm |
| JP2022063726A (ja) | 2020-10-12 | 2022-04-22 | 株式会社リコー | 給送装置及び画像形成装置 |
| WO2022178426A1 (en) * | 2021-02-21 | 2022-08-25 | The Regents Of The University Of California | Roll-to-roll based 3d printing through computed axial lithography |
| GB2613773A (en) * | 2021-11-17 | 2023-06-21 | Scodix Ltd | Article having a Patterned Metal Film on a Surface Thereof, and Methods of Production Therefor |
| WO2023104571A1 (de) | 2021-12-09 | 2023-06-15 | Leonhard Kurz Stiftung & Co. Kg | Multiapplikationsmodul, multiapplikationsvorrichtung sowie arbeitsverfahren für eine multiapplikationsvorrichtung |
| DE102021132416A1 (de) | 2021-12-09 | 2023-06-15 | Leonhard Kurz Stiftung & Co. Kg | Multiapplikationsmodul, Multiapplikationsvorrichtung sowie Arbeitsverfahren für eine Multiapplikationsvorrichtung |
| CN115491131B (zh) * | 2022-10-26 | 2023-11-28 | 西安思摩威新材料有限公司 | 一种oled封装用紫外光固化有机胶水及其使用方法 |
| CN115971008B (zh) * | 2022-12-16 | 2023-12-29 | 富联裕展科技(深圳)有限公司 | 灌胶方法及灌胶装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0269287A2 (en) * | 1986-11-06 | 1988-06-01 | British United Shoe Machinery Limited | Treating workpieces |
| DE3924848C1 (zh) * | 1989-07-27 | 1990-08-09 | Hans-Joachim 8903 Bobingen De Taschner | |
| EP2172347A2 (de) * | 2008-09-12 | 2010-04-07 | LEONHARD KURZ Stiftung & Co. KG | Transferfolie zur Verwendung in einem Kaltfolientransferverfahren |
| WO2014005823A1 (de) * | 2012-07-02 | 2014-01-09 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und vorrichtung zum versehen eines substrats mit einem aufdruck und|einer transferbeschichtung, sowie fertiges substrat |
| CN203391457U (zh) * | 2013-08-12 | 2014-01-15 | 佛山市顺德区力驰机械制造有限公司 | 一种uv油复合转移印刷设备 |
| CN103946034A (zh) * | 2011-10-06 | 2014-07-23 | 彼得·巴特 | 箔片压印方法以及用于该方法的装置 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR910004716B1 (ko) * | 1985-02-05 | 1991-07-10 | 윌스텐호움 링크 피이엘시이 | 건조인쇄상에 금속박을 선택전사하는 방법 |
| US4605939A (en) * | 1985-08-30 | 1986-08-12 | Pitney Bowes Inc. | Ink jet array |
| JPH0193354A (ja) * | 1987-10-06 | 1989-04-12 | Dainippon Ink & Chem Inc | ポリエステル化粧シートもしくはポリエステル化粧板の製造方法 |
| JP2000109759A (ja) * | 1998-10-07 | 2000-04-18 | Sekisui Chem Co Ltd | 接着剤アプリケータの使用方法 |
| US6755512B2 (en) * | 2001-07-30 | 2004-06-29 | Fuji Photo Film Co. Ltd | Liquid droplet ejection apparatus and inkjet recording head |
| CA2459119A1 (en) | 2001-09-05 | 2003-03-13 | Api Foils Limited | Dieless foiling |
| JP4173348B2 (ja) * | 2002-10-21 | 2008-10-29 | 日本写真印刷株式会社 | 加飾シートおよび加飾品 |
| US7731332B2 (en) * | 2004-06-29 | 2010-06-08 | Fujifilm Corporation | Ejection head, image forming apparatus and image forming method |
| JP2006150930A (ja) * | 2004-10-28 | 2006-06-15 | Nippon Ekyumatekku Kk | ホットスタンプ箔を用いた箔転写方法および箔転写装置 |
| US7338144B2 (en) * | 2005-09-29 | 2008-03-04 | Xerox Corporation | Ink jet printer having print head with partial nozzle redundancy |
| DE102006060830A1 (de) | 2006-12-22 | 2008-06-26 | Man Roland Druckmaschinen Ag | Kaltfolienapplikation mit Prägung |
| US20100212821A1 (en) * | 2007-09-24 | 2010-08-26 | Scodix, Ltd. | System and method for cold foil relief production |
| JP5132382B2 (ja) * | 2008-03-25 | 2013-01-30 | 富士フイルム株式会社 | インクジェット記録装置 |
| JP2009279868A (ja) * | 2008-05-23 | 2009-12-03 | Duplo Seiko Corp | 箔転写方法及び箔転写装置 |
| JP5283974B2 (ja) * | 2008-06-06 | 2013-09-04 | デュプロ精工株式会社 | 箔転写方法及び箔転写装置 |
| JP2010066568A (ja) * | 2008-09-11 | 2010-03-25 | Toppan Printing Co Ltd | 光回折構造体とその製造方法、ステッカー、漉き込み用紙、包装材 |
| DE102008047096A1 (de) | 2008-09-12 | 2010-03-25 | Leonhard Kurz Stiftung & Co. Kg | Drucktuch für ein Kaltfolientransferverfahren |
| KR101103409B1 (ko) * | 2009-03-24 | 2012-01-05 | 제일모직주식회사 | 고광택 곡면 장식 패널 및 그 제조방법 |
| EP2507058B1 (en) | 2009-11-30 | 2015-06-24 | Scodix, Ltd. | Nip roller with internal energy source and lamination method |
| US8530122B2 (en) * | 2010-07-30 | 2013-09-10 | Konica Minolta Business Technologies, Inc. | Foil transferring face forming toner and image forming method |
| JP5953685B2 (ja) * | 2010-11-24 | 2016-07-20 | セイコーエプソン株式会社 | 記録方法、及び記録装置 |
| JP2012130865A (ja) * | 2010-12-22 | 2012-07-12 | Hodai Kogyo Kk | 接着剤塗布量判定装置 |
| WO2012104668A1 (en) * | 2011-01-31 | 2012-08-09 | Toray Films Europe | A multilayer white polyester film, method for manufacturing said film and use of this film as part of a back sheet for photovoltaic cells |
| CN103057244B (zh) * | 2011-10-24 | 2016-03-09 | 深圳市比亚迪电子部品件有限公司 | 一种用于触控面板的点胶方法及触控面板 |
| JP2013161501A (ja) * | 2012-02-06 | 2013-08-19 | Samsung Electromechanics Japan Advanced Technology Co Ltd | 回転機器を製造する方法 |
| JP2013195909A (ja) * | 2012-03-22 | 2013-09-30 | Ricoh Co Ltd | 画像形成装置 |
| JP5901444B2 (ja) * | 2012-06-22 | 2016-04-13 | キヤノン株式会社 | 液体吐出ヘッド |
| JP6270311B2 (ja) * | 2012-09-28 | 2018-01-31 | 株式会社ミマキエンジニアリング | 印刷装置 |
| DE102012112556B4 (de) * | 2012-12-18 | 2018-09-27 | Isimat Gmbh Siebdruckmaschinen | Verfahren und Vorrichtung zum Kaltprägen auf dreidimensionale Gegenstände |
| JP2014124941A (ja) * | 2012-12-27 | 2014-07-07 | Mimaki Engineering Co Ltd | 薄膜転写物の製造方法、液体吐出装置、及び液体吐出方法 |
| JP6185758B2 (ja) * | 2013-05-31 | 2017-08-23 | 株式会社ミマキエンジニアリング | 印刷装置及び印刷方法 |
| US9487027B1 (en) | 2015-05-21 | 2016-11-08 | Graph-Tech-Usa, Llc | Single pass inkjet method of applying an adhesive to a substrate to bond a foil material to the substrate |
| DE102015112909B3 (de) * | 2015-08-05 | 2017-02-09 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und Vorrichtung zum Herstellen einer Mehrschichtfolie |
| TWI764875B (zh) * | 2015-11-03 | 2022-05-21 | 德商利昂哈德 庫爾茲公司 | 用於將薄膜上的轉印層施覆在底材上的方法及其施覆裝置 |
-
2016
- 2016-03-04 PL PL16708401.1T patent/PL3274174T3/pl unknown
- 2016-03-04 JP JP2017549813A patent/JP6903012B2/ja active Active
- 2016-03-04 HU HUE16708401A patent/HUE059600T2/hu unknown
- 2016-03-04 PT PT167084011T patent/PT3274174T/pt unknown
- 2016-03-04 ES ES16708401T patent/ES2654050T3/es active Active
- 2016-03-04 HR HRP20221111TT patent/HRP20221111T1/hr unknown
- 2016-03-04 SI SI201631575T patent/SI3274174T1/sl unknown
- 2016-03-04 EP EP16708401.1A patent/EP3274174B1/de active Active
- 2016-03-04 US US15/559,997 patent/US10562292B2/en active Active
- 2016-03-04 RS RS20220808A patent/RS63522B1/sr unknown
- 2016-03-04 DK DK16708401.1T patent/DK3274174T3/da active
- 2016-03-04 CN CN202010098173.7A patent/CN111137055A/zh active Pending
- 2016-03-04 WO PCT/EP2016/054701 patent/WO2016150681A1/de active Application Filing
- 2016-03-04 CN CN201680023774.3A patent/CN107531042B/zh active Active
- 2016-03-04 MX MX2017012076A patent/MX2017012076A/es unknown
- 2016-03-11 TW TW108140485A patent/TWI772704B/zh active
- 2016-03-11 TW TW105107608A patent/TWI683752B/zh active
-
2017
- 2017-09-17 IL IL254523A patent/IL254523B/en unknown
-
2020
- 2020-01-02 US US16/732,817 patent/US20200139698A1/en not_active Abandoned
- 2020-06-25 JP JP2020109992A patent/JP2020172110A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0269287A2 (en) * | 1986-11-06 | 1988-06-01 | British United Shoe Machinery Limited | Treating workpieces |
| DE3924848C1 (zh) * | 1989-07-27 | 1990-08-09 | Hans-Joachim 8903 Bobingen De Taschner | |
| EP2172347A2 (de) * | 2008-09-12 | 2010-04-07 | LEONHARD KURZ Stiftung & Co. KG | Transferfolie zur Verwendung in einem Kaltfolientransferverfahren |
| CN103946034A (zh) * | 2011-10-06 | 2014-07-23 | 彼得·巴特 | 箔片压印方法以及用于该方法的装置 |
| WO2014005823A1 (de) * | 2012-07-02 | 2014-01-09 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und vorrichtung zum versehen eines substrats mit einem aufdruck und|einer transferbeschichtung, sowie fertiges substrat |
| CN203391457U (zh) * | 2013-08-12 | 2014-01-15 | 佛山市顺德区力驰机械制造有限公司 | 一种uv油复合转移印刷设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| PT3274174T (pt) | 2022-08-09 |
| EP3274174A1 (de) | 2018-01-31 |
| SI3274174T1 (sl) | 2022-09-30 |
| TW202012195A (zh) | 2020-04-01 |
| MX2017012076A (es) | 2018-02-09 |
| HRP20221111T1 (hr) | 2022-11-25 |
| JP2020172110A (ja) | 2020-10-22 |
| CN107531042A (zh) | 2018-01-02 |
| CN111137055A (zh) | 2020-05-12 |
| US20200139698A1 (en) | 2020-05-07 |
| JP6903012B2 (ja) | 2021-07-14 |
| WO2016150681A1 (de) | 2016-09-29 |
| IL254523B (en) | 2022-06-01 |
| US10562292B2 (en) | 2020-02-18 |
| EP3274174B1 (de) | 2022-07-06 |
| ES2654050T1 (es) | 2018-02-12 |
| US20180072045A1 (en) | 2018-03-15 |
| HUE059600T2 (hu) | 2022-11-28 |
| DK3274174T3 (da) | 2022-08-29 |
| TW201641297A (zh) | 2016-12-01 |
| IL254523A0 (en) | 2017-11-30 |
| RS63522B1 (sr) | 2022-09-30 |
| TWI772704B (zh) | 2022-08-01 |
| PL3274174T3 (pl) | 2022-09-26 |
| TWI683752B (zh) | 2020-02-01 |
| ES2654050T3 (es) | 2022-10-04 |
| JP2018520903A (ja) | 2018-08-02 |
| BR112017019662A2 (pt) | 2018-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107531042B (zh) | 用于施用箔的方法、施用设备和印刷设备 | |
| TWI764875B (zh) | 用於將薄膜上的轉印層施覆在底材上的方法及其施覆裝置 | |
| CN111132845B (zh) | 用于装饰物体的设备和方法 | |
| JP7183173B2 (ja) | デカール製造方法、デカール、デカール製造装置、及び、対象物の表面装飾方法 | |
| BE1021467B1 (nl) | Een werkwijze en een inrichting voor het decoreren van een paneel | |
| EP3444119B1 (en) | Printing method, printing device, and printing system | |
| JP2018520903A5 (zh) | ||
| JP2007276467A (ja) | 剛弾性印刷材用のエンボスコーティング法 | |
| AU2007202166A1 (en) | Heating magnetically orientable pigment in a printing process | |
| JP2007176172A (ja) | フィルムコーティング装置 | |
| JP6089097B2 (ja) | 化粧シートの製造方法及びその使用 | |
| EP1466732A3 (de) | Verfahren zum Trocknen einer Druckfarbe auf einem Bedruckstoff und Druckwerk, geeignet zur Durchführung des Verfahrens | |
| WO2009128368A1 (ja) | オフセット印刷機及び方法並びに印刷物 | |
| JP2007176174A (ja) | フォイル被印刷物のためのエンボス箔コーティング装置 | |
| JP6483462B2 (ja) | 印刷方法及び印刷装置 | |
| US20100038021A1 (en) | Device and method for applying decoration, which adheres to a film, to a multidimentional object | |
| JP2009119350A (ja) | 枚葉印刷物加工方法及びその装置 | |
| KR101884732B1 (ko) | Uv잉크 인쇄유닛을 이용한 박 인쇄방법 | |
| BR112017019662B1 (pt) | Processo e dispositivo para aplicação de uma camada de transferência de um filme sobre um substrato e dispositivo de impressão |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |