CN102259135B - 汽车发动机减震器支架的侧向冲压装置 - Google Patents
汽车发动机减震器支架的侧向冲压装置 Download PDFInfo
- Publication number
- CN102259135B CN102259135B CN 201110185217 CN201110185217A CN102259135B CN 102259135 B CN102259135 B CN 102259135B CN 201110185217 CN201110185217 CN 201110185217 CN 201110185217 A CN201110185217 A CN 201110185217A CN 102259135 B CN102259135 B CN 102259135B
- Authority
- CN
- China
- Prior art keywords
- plate
- fixed
- guide pad
- upper mounted
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Abstract
本发明涉及一种汽车发动机减震器支架的侧向冲压装置,上模板下固定有上固定板及两个斜铁,上固定板上固定有插刀,上固定板的下方设置有压料板,压料板与上固定板之间设置有弹顶机构;下模板上安装有夹紧装置及两个凸模装置,每个凸模装置包括第一导向块、滑块、凸模、第一弹簧及螺钉,凸模固定在滑块的内端,滑块滑动配合在第一导向块内,滑块的顶面设置有与斜铁斜面相配合的倒角,第一导向块上开有与斜铁相配合的滑孔。本发明通过压料板、夹紧装置及两个凸模装置的配合,可一次性加工产品两侧的冲孔及剖口结构,生产效率高,并可保证产品的尺寸,产品的质量高。
Description
技术领域
本发明涉及一种汽车发动机减震器支架的侧向冲压装置。
背景技术
汽车发动机减震器支架的两侧具有冲孔及剖口结构,通用的制作工艺是先对一边进行加工,完成之后再换另一边进行加工。这种工艺的优点是模具结构比较简单,但其缺点也比较明显,由于采用两次加工,生产效率低,并且不能保证产品的尺寸,致使产品的合格率较低。
发明内容
本发明针对上述问题,提供一种汽车发动机减震器支架的侧向冲压装置,该装置可保证产品质量,提高生产效率。
按照本发明的技术方案:一种汽车发动机减震器支架的侧向冲压装置,包括上模及下模,所述上模包括上模板,所述上模板下固定有上固定板及两个斜铁,两个所述斜铁位于所述上固定板的两侧,所述斜铁的下部设置有斜面;所述上固定板上固定有插刀,所述上固定板的下方设置有压料板,所述压料板与所述上固定板之间设置有弹顶机构;所述下模包括下模板,所述下模板上安装有夹紧装置及两个凸模装置,所述夹紧装置位于所述压料板的下方,两个所述凸模装置位于所述夹紧装置的两侧;每个所述凸模装置包括第一导向块、滑块、凸模、第一弹簧及螺钉,所述凸模固定在所述滑块的内端,所述滑块滑动配合在所述第一导向块内,所述滑块的顶面设置有与所述斜铁斜面相配合的倒角,所述滑块的外端固定有所述螺钉,所述螺钉穿过所述第一导向块外端固定的挡板,所述螺钉的头部与所述挡板之间设置有所述第一弹簧,所述第一导向块上开有与所述斜铁相配合的滑孔。
所述斜铁通过斜铁座固定在所述上模板的下表面。
所述弹顶机构包括滑动配合在所述上固定板上的弹顶螺钉,所述弹顶螺钉的下端与所述压料板固定连接,所述压料板与所述上固定板之间设有橡皮或弹簧。
所述第一导向块上固定有盖板。
所述夹紧装置包括第二导向块、内滑块、第一定位挡块、第二定位挡块及第二弹簧,所述内滑块有两个,分别滑动配合在所述第二导向块内,两个所述内滑块的内侧开有与所述插刀相配合的插孔,两个所述内滑块的外侧分别设置有所述第一定位挡块及所述第二定位挡块,两个所述内滑块与所述第一定位挡块及所述第二定位挡块之间分别设置有所述第二弹簧。
所述第二导向块上固定有内滑块盖板。
本发明的技术效果在于:本发明通过压料板、夹紧装置及两个凸模装置的配合,可一次性加工产品两侧的冲孔及剖口结构,生产效率高,并可保证产品的尺寸,产品的质量高;凸模固定在滑块上,斜铁固定在斜铁座上,维修方便、快捷,加快了模具维修效率,降低了模具维修成本,节省了模具材料。
附图说明
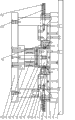
图1为本发明的结构示意图。
图2为本发明中下模的俯视图。
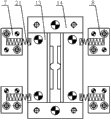
图3为本发明中夹紧装置的结构示意图。
图4为图3的俯视图。
图5为本发明中凸模装置的结构示意图。
图6为图5的俯视图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步的说明。
图1~图6中,包括底板1、下模板2、第一导向块3、挡板4、滑块5、凸模6、第一定位挡块7、第二定位挡块8、斜铁9、斜铁座10、盖板11、第二导向块12、内滑块13、内滑块盖板14、压料板15、插刀16、上固定板17、上模板18、第一弹簧19、螺钉20、第二弹簧21等。
如图1、图2所示,本发明是一种汽车发动机减震器支架的侧向冲压装置,包括上模及下模。
上模包括上模板18,上模板18下固定有上固定板17及两个斜铁9。两个斜铁9分别通过斜铁座10固定在上模板18的下表面。两个斜铁9位于上固定板17的两侧,斜铁9的下部设置有斜面。
上固定板17上固定有插刀16,上固定板17的下方设置有压料板15,压料板15与上固定板17之间设置有弹顶机构。弹顶机构包括滑动配合在上固定板17上的弹顶螺钉,弹顶螺钉的下端与压料板15固定连接,压料板15与上固定板17之间设有橡皮或弹簧。
下模包括下模板2,下模板2固定在底板1。下模板2上安装有夹紧装置及两个凸模装置,夹紧装置位于压料板15的下方,两个凸模装置位于夹紧装置的两侧。
如图5、图6所示,每个凸模装置包括第一导向块3、滑块5、凸模6、第一弹簧19及螺钉20。第一导向块3通过内六角螺钉固定在下模板2上并用定位销定位,第一导向块3上固定有盖板11,第一导向块3与盖板11之间构成滑槽,滑块5滑动配合在该滑槽内,凸模6固定在滑块5的内端。滑块5的顶面设置有与斜铁9斜面相配合的倒角,滑块5的外端固定有螺钉20,螺钉20穿过第一导向块3外端固定的挡板4,螺钉20的头部与挡板4之间设置有第一弹簧19,第一导向块3上开有与斜铁9相配合的滑孔。
如图3、图4所示,夹紧装置包括第二导向块12、内滑块13、第一定位挡块7、第二定位挡块8及第二弹簧21。第二导向块12通过内六角螺钉固定在下模板2上并用定位销定位,第二导向块12上固定有内滑块盖板14,第二导向块12与内滑块盖板14之间构成滑槽。内滑块13有两个,分别滑动配合在第二导向块12的滑槽内,两个内滑块13的内侧开有与插刀16相配合的插孔。两个内滑块13的外侧分别设置有两个第一定位挡块7及两个第二定位挡块8,两个内滑块13与第一定位挡块7及第二定位挡块8之间分别设置有第二弹簧21。
本发明的上模板18与下模板2之间还设置有两套导柱机构。在上模板18上开设有导套孔,导套孔内安装有导套,导套内设滚珠导柱配合,导柱的下端插入下模板2固定。
本发明的工作过程如下:本发明工作时,冲床动作后上模板18往下运动,固定在上固定板17内的插刀16导入内滑块13之间,内滑块13开始向两边撑开,压料板15开始接触到零件并随着上模板18往下运动而逐渐压死零件,同时斜铁9开始插入第一导向块3内,通过作用力推动滑块5、凸模6向前运动并对零件进行剖口,当剖口完成之后冲床动作上行,随着上模板18的上行斜铁9开始退出第一导向块3,滑块5与凸模6在第一弹簧19弹簧力的作用下回归原位,同时插刀16也退出内滑块13,内滑块13在第一定位挡块7、第二定位挡块8上的第二弹簧21弹簧力作用下回归原位并松开了零件,压料板15也随着上模板18向上运动也松开了零件,直到机床达到行程上限,机床停止动作,完成工件的成形过程。
本发明通过压料板15、夹紧装置及两个凸模装置的配合,可一次性加工产品两侧的冲孔及剖口结构,生产效率高,并可保证产品的尺寸,产品的质量高;凸模6固定在滑块5上,斜铁9固定在斜铁座10上,维修方便、快捷,加快了模具维修效率,降低了模具维修成本,节省了模具材料。
Claims (5)
1.一种汽车发动机减震器支架的侧向冲压装置,包括上模及下模,其特征是:所述上模包括上模板(18),所述上模板(18)下固定有上固定板(17)及两个斜铁(9),两个所述斜铁(9)位于所述上固定板(17)的两侧,所述斜铁(9)的下部设置有斜面;所述上固定板(17)上固定有插刀(16),所述上固定板(17)的下方设置有压料板(15),所述压料板(15)与所述上固定板(17)之间设置有弹顶机构;所述下模包括下模板(2),所述下模板(2)上安装有夹紧装置及两个凸模装置,所述夹紧装置位于所述压料板(15)的下方,两个所述凸模装置位于所述夹紧装置的两侧;每个所述凸模装置包括第一导向块(3)、滑块(5)、凸模(6)、第一弹簧(19)及螺钉(20),所述凸模(6)固定在所述滑块(5)的内端,所述滑块(5)滑动配合在所述第一导向块(3)内,所述滑块(5)的顶面设置有与所述斜铁(9)斜面相配合的倒角,所述滑块(5)的外端固定有所述螺钉(20),所述螺钉(20)穿过所述第一导向块(3)外端固定的挡板(4),所述螺钉(20)的头部与所述挡板(4)之间设置有所述第一弹簧(19),所述第一导向块(3)上开有与所述斜铁(9)相配合的滑孔;
所述夹紧装置包括第二导向块(12)、内滑块(13)、第一定位挡块(7)、第二定位挡块(8)及第二弹簧(21),所述内滑块(13)有两个,分别滑动配合在所述第二导向块(12)内,两个所述内滑块(13)的内侧开有与所述插刀(16)相配合的插孔,两个所述内滑块(13)的外侧分别设置有所述第一定位挡块(7)及所述第二定位挡块(8),两个所述内滑块(13)与所述第一定位挡块(7)及所述第二定位挡块(8)之间分别设置有所述第二弹簧(21)。
2.按照权利要求1所述的汽车发动机减震器支架的侧向冲压装置,其特征是:所述斜铁(9)通过斜铁座(10)固定在所述上模板(18)的下表面。
3.按照权利要求1所述的汽车发动机减震器支架的侧向冲压装置,其特征是:所述弹顶机构包括滑动配合在所述上固定板(17)上的弹顶螺钉,所述弹顶螺钉的下端与所述压料板(15)固定连接,所述压料板(15)与所述上固定板(17)之间设有橡皮或弹簧。
4.按照权利要求1所述的汽车发动机减震器支架的侧向冲压装置,其特征是:所述第一导向块(3)上固定有盖板(11)。
5.按照权利要求1所述的汽车发动机减震器支架的侧向冲压装置,其特征是:所述第二导向块(12)上固定有内滑块盖板(14)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110185217 CN102259135B (zh) | 2011-07-04 | 2011-07-04 | 汽车发动机减震器支架的侧向冲压装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110185217 CN102259135B (zh) | 2011-07-04 | 2011-07-04 | 汽车发动机减震器支架的侧向冲压装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102259135A CN102259135A (zh) | 2011-11-30 |
| CN102259135B true CN102259135B (zh) | 2012-12-19 |
Family
ID=45006077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110185217 Active CN102259135B (zh) | 2011-07-04 | 2011-07-04 | 汽车发动机减震器支架的侧向冲压装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102259135B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103752701A (zh) * | 2014-01-22 | 2014-04-30 | 江苏沃得植保机械有限公司 | 启动杯周向六个内凹槽口冲压模 |
| CN103894485A (zh) * | 2014-03-20 | 2014-07-02 | 成都极点精密模具有限公司 | 一种支承座冲孔成形复合模具 |
| CN104907409A (zh) * | 2015-05-25 | 2015-09-16 | 祥鑫科技股份有限公司 | 双动式侧推冲孔机构 |
| CN105436317A (zh) * | 2015-12-18 | 2016-03-30 | 芜湖市丰德科技有限公司 | 一种周边一次性铆接模具 |
| CN105964813B (zh) * | 2016-07-12 | 2017-10-17 | 瑞安市瑞鑫电器有限公司 | 一种碳刷架铆压机 |
| CN107377769A (zh) * | 2017-08-29 | 2017-11-24 | 浙江安胜科技股份有限公司 | 一种加工多凹凸点的高性能冲压模具 |
| CN109226507A (zh) * | 2018-10-24 | 2019-01-18 | 江苏中捷精工科技股份有限公司 | 汽车刹车踏板铆轴套模具 |
| CN109848310B (zh) * | 2019-03-07 | 2024-04-16 | 武汉神风模具制造有限公司 | 底板支架模具及其底板支架 |
| CN110090890B (zh) * | 2019-05-16 | 2021-01-19 | 朝阳聚声泰(信丰)科技有限公司 | 一种扬声器盆架腰孔冲压成型系统及方法 |
| CN113001148B (zh) * | 2021-02-26 | 2022-11-08 | 重庆和氏智能科技有限公司 | 一种汽车电磁前减震器压装设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201223898Y (zh) * | 2008-07-25 | 2009-04-22 | 南阳淅减汽车减振器有限公司 | 减振器下支架横向冲孔模具 |
| CN201676981U (zh) * | 2010-04-14 | 2010-12-22 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的冲压装置 |
| CN101947589A (zh) * | 2010-08-12 | 2011-01-19 | 重庆市华青汽车配件有限公司 | 一种用于汽车后减震器缓冲支架的冲压装置 |
| CN202180140U (zh) * | 2011-07-04 | 2012-04-04 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的侧向冲压装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001047147A (ja) * | 1999-08-11 | 2001-02-20 | Mitsui High Tec Inc | 金型装置 |
| JP5032173B2 (ja) * | 2007-03-29 | 2012-09-26 | カヤバ工業株式会社 | 穴開け装置及び穴開け方法 |
-
2011
- 2011-07-04 CN CN 201110185217 patent/CN102259135B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201223898Y (zh) * | 2008-07-25 | 2009-04-22 | 南阳淅减汽车减振器有限公司 | 减振器下支架横向冲孔模具 |
| CN201676981U (zh) * | 2010-04-14 | 2010-12-22 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的冲压装置 |
| CN101947589A (zh) * | 2010-08-12 | 2011-01-19 | 重庆市华青汽车配件有限公司 | 一种用于汽车后减震器缓冲支架的冲压装置 |
| CN202180140U (zh) * | 2011-07-04 | 2012-04-04 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的侧向冲压装置 |
Non-Patent Citations (2)
| Title |
|---|
| JP特开2001-47147A 2001.02.20 |
| JP特开2008-246491A 2008.10.16 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102259135A (zh) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102259135B (zh) | 汽车发动机减震器支架的侧向冲压装置 | |
| CN201969772U (zh) | 新型斜楔式冲侧孔模具 | |
| CN202779499U (zh) | 带顶件器的倒装落料模 | |
| CN103357754B (zh) | 一种几字形汽车横梁的成型模具及冲压工艺 | |
| CN201760503U (zh) | 车轮轮辐成型模 | |
| CN102909257A (zh) | 一种槽形工件的侧冲孔模具 | |
| CN202180140U (zh) | 汽车发动机减震器支架的侧向冲压装置 | |
| CN1981950A (zh) | 一种槽形工件的侧冲孔模具 | |
| CN205253891U (zh) | 侧修装置 | |
| CN204974783U (zh) | 车轮螺母多工位挤压模具 | |
| CN201271703Y (zh) | 冲模中两个向下折弯一次实现的模具结构 | |
| CN202824407U (zh) | 汽车稳定器支架落料-冲孔复合模 | |
| CN102601217B (zh) | 一种制动扁孔销温冲模装置 | |
| CN202356513U (zh) | 汽车车体安装支架冲压级进模具 | |
| CN102836921A (zh) | 汽车稳定器支架落料-冲孔复合模 | |
| CN201223898Y (zh) | 减振器下支架横向冲孔模具 | |
| CN202447484U (zh) | 浮动凹模 | |
| CN104707911A (zh) | 一种小支架冲孔落料模具 | |
| CN202824374U (zh) | 具有防错功能的转向节支架冲型装置 | |
| CN103894475A (zh) | 汽车驱动桥u形导向杆座侧孔冲孔模具 | |
| CN203316600U (zh) | 一种轴承座预成形模具 | |
| CN204396574U (zh) | 一种汽车排气系统催化器端盖的让位翻边模具 | |
| CN202824325U (zh) | 汽车减震装置稳定器支架冲压落料加工模具 | |
| CN202070674U (zh) | 轨链节反切、冲孔复合模具 | |
| CN203459537U (zh) | 一种具有改良定位结构的汽车零部件模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20170602 Address after: 214199, Wuxi Town, Xishan District, Jiangsu City, Donggang Province Patentee after: Hao Xin Auto Parts Manufacturing Co., Ltd. Wuxi Address before: Donggang Guo Town Industrial Park of Xishan District, Wuxi city of Jiangsu Province in 214199 Patentee before: Wuxi Zhongjie Vibration Isolators Co., Ltd. |
|
| TR01 | Transfer of patent right |