CN100544882C - 卷板在线激光焊接工艺及其设备 - Google Patents
卷板在线激光焊接工艺及其设备 Download PDFInfo
- Publication number
- CN100544882C CN100544882C CN 200610019544 CN200610019544A CN100544882C CN 100544882 C CN100544882 C CN 100544882C CN 200610019544 CN200610019544 CN 200610019544 CN 200610019544 A CN200610019544 A CN 200610019544A CN 100544882 C CN100544882 C CN 100544882C
- Authority
- CN
- China
- Prior art keywords
- shearing machine
- laser
- bending
- shearing
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Abstract
本发明提供了卷板在线激光焊接工艺及其设备。其工艺为:由上剪床(10)向下冲切工件(16),与下剪床(11)一起完成剪切后,上剪床直接沉入下剪床且与下剪床顶面保持平行,然后两侧平整压板(17)上抬松开,两侧活动小车(8)同时推进使被剪切的工件切缝拼合,两侧平整压板向中间靠拢,尽量贴近拼缝并下压,使工件压紧在上剪床的刀背顶部,再由激光头(4)沿着拼缝进行焊接。其设备包括剪切和激光焊接装置,剪切装置包括双刃剪床、工件夹具、有轨送料小车(8)及其驱动机构;激光焊接装置包括导光系统(3)、激光头(4)、X和Y轴部件。本发明工艺步骤简单,设备结构紧凑、成本较低,适合冶金行业中小企业的卷板在线焊接生产。
Description
技术领域
本发明属于激光焊接加工技术领域,特别涉及冶金行业中利用激光进行卷板在线焊接的加工工艺及其设备。
背景技术
在冶金工业中,热(冷)轧卷板的拼焊联接机组是连续冷轧生产、酸洗和涂层生产线中的关键技术装备。目前我国绝大多数连续冷轧、酸洗和涂层生产线所采用的是闪光焊机等传统焊接方式。生产实践表明:闪光焊机焊缝不能正常通过轧机,致使焊缝通过轧机必需抬辊造成超差长度过长,成材率大大降低;闪光焊缝通过轧机时断带次数多,一般断带率高于2.5%,所造成的冷轧机组的停机时间占整个生产周期高达5~10%,显著降低了生产效率。采用激光进行卷板焊接焊缝断带率一般都低于1/5000,极大提高了冷轧生产线的生产效率和冷轧钢板成材率。
激光焊接是采用高能密度激光束使金属材料熔融并连接,具有焊缝狭小、无变形、接头性好并且易于实现自动化。由于激光焊接激光聚焦点很小,焊接又属于自熔焊,因此要求待焊接的板边具有极高的直线度和端面质量,从而确保连接板之间的间隙极小,保证焊接后焊缝饱满连接强度达到与母材相当。为了保证接头质量,目前国际上通常采用高精剪预加工,采用高精双刃剪将钢卷的头尾同时剪切达到激光焊接的要求,但由于高精双刃剪技术复杂设备价格昂贵,国内大部分中小冶金企业无法承受。也有采用普通剪床剪切板边,在焊接过程中用压力滚轮压填对缝间隙,但也存在设备复价格昂贵的问题。
发明内容
本发明所要解决的技术问题是:提供一种卷板在线激光焊接工艺及其设备,该工艺易于推行,特别适合中窄带冷轧、酸洗和涂层生产线中的卷板焊接。所涉及的焊接设备结构合理,且价格降低。
本发明解决其技术问题采用以下的技术方案:
本发明提供的卷板在线激光焊接工艺,包括剪切、激光焊接步骤,具体是:由双刃剪床的上剪床向下冲切,与下剪床一起完成对钢带卷板即工件的剪切;剪切完成后,上剪床直接沉入下剪床且与下剪床顶面保持平行,利用上剪床刀背作为焊接时钢板的基础,然后两侧平整压板上抬松开,两侧活动小车同时推进使被剪切的工件切缝拼合,两侧平整压板向中间靠拢,尽量贴近拼缝并下压,使工件压紧在上剪床的刀背顶部,再由激光头沿着由拼缝与所述刀背的中间小槽形成的焊槽进行焊接。
本发明提供的卷板在线激光焊接设备,包括剪切和激光焊接装置,具体是:
剪切装置装在基础工作平台上,其包括双刃剪床、工件夹具、有轨送料小车及其驱动机构;双刃剪床完成冲切工件后,上剪床直接沉入下剪床且其刀背顶部与下剪床顶面保持平行,上剪床的刀背中间开有小槽。
激光焊接装置装在横跨基础工作平台的龙门床身上,其包括导光系统、激光头、X轴部件和Y轴部件。X轴部件由伺服电机、丝杠、直线导轨组成,驱动Y轴部件横向移动进行焊接。导光系统装在Y轴部件上。激光头由电缆连接导光系统。在激光头上并列安装有送粉器,其在焊接时沿着由被冲切的工件的拼缝与所述刀背中间的小槽一起形成的焊槽同步送粉。
本发明与现有技术相比,具有的主要优点是:由于采用普通双刃剪工艺取代高精剪工艺,利用其双刃剪直接下沉并利用其刀背作为焊接底座,因此,在剪切后不需要整体移出焊接区域,使本设备整体结构简单、合理。同时采用同步送粉焊接方式后,对剪切质量的要求大大降低,可用普通双刃剪代替高精度双刃剪,降低了成本。由于采用偏心回旋光束激光焊接,降低对拼缝的装配要求,利用其生产的钢带可达到与高精剪预加工焊接技术生产的钢带同等质量水平,而且设备结构紧凑,成本更低。
附图说明
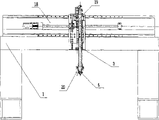
图1为本发明加工设备整体示意图。
图2为激光焊接头装置示意图。
图3为双刃剪剪切钢带工艺过程示意图。
图4为激光焊接拼接钢带工艺过程示意图。
图5为偏心回旋光束轨道图。
图6为偏心回旋光束焊接的效果比较图。
图中:1.龙门床身;2.料头夹送压板;3.导光系统;4.激光头;5.伺服电机;6.对中机构;7.直线导轨;8.活动小车;9.激光器;10.上剪床;11.下剪床;12.液压系统;13.主体机架;14.丝杠;15.控制系统;16.工件(钢带卷板);17.平整压板;18.X轴部件;19.Y轴部件;20.送粉器;21.油缸;22.焊缝线;23.光束聚焦光斑直径;24.有效加热直径。
具体实施方式
本发明提供的一种卷板在线激光焊接工艺,其基本激光焊接工艺步骤为:(1)系统回原位。(2)生产流程中的钢带头尾引入激光焊接设备的前后料头传送机构,前后料头夹送压板压紧钢带,由送料小车从剪床两侧同时将钢带头尾送入剪切区域,并由对中机构对中,前后平整压板压紧钢带保证剪切时钢带平整。(3)上剪床冲切钢带卷板头尾,冲切后直接沉入下剪床,使剪身背面与钢带水平对齐。(4)前后平整压板松开并向中间送进,前后夹送压板送进钢带对中拼缝,前后平整压板下压保证焊接时钢带平整。(5)激光加工头沿拼缝直线前移进行焊接,高频退火,挖边剪切。(6)焊接完毕,前后夹具松开并返回原位,钢带前移后双刃剪上升回原位。(7)系统回原位。
现结合图1叙述卷板在线激光焊接工艺:由双刃剪床的上剪床10向下冲切,与下剪床11一起完成对钢带卷板即工件16的剪切;剪切时可以利用平整压板17将工件压紧在下剪床的顶部保证剪切时钢带的平整。剪切完成后,上剪床直接沉入下剪床且与下剪床顶面保持平行,利用上剪床刀背作为焊接时钢板的基础,因此双刃剪床在完成剪切任务后不需横向拖出,这样就省去了完成剪床运动的一个大型运动机床,使结构简单。然后两侧平整压板17上抬松开,两侧活动小车8同时推进使被剪切的工件切缝拼合,两侧平整压板向中间靠拢,尽量贴近拼缝并下压,使工件压紧在上剪床的刀背顶部,保证焊接时钢带平整。再由激光头4沿着由拼缝与所述刀背的中间小槽形成的焊槽进行焊接。
焊接时,可采用偏心回旋光束激光焊接方式对被冲切的工件16进行激光焊接拼接,焊接时激光束应螺旋式前移,以增大焊接熔化宽度,并且采用一个同步送粉装置(送粉器20)向焊缝处送入与工件16同种材料的粉末,目的是克服采用普通双刃剪床剪切钢带头尾断面不平整,致使焊缝不饱满的缺陷。激光焊接激光聚焦点很小,因此要求确保钢带拼缝间隙极小,当采用普通双刃剪床剪切钢板头尾时,钢板头尾断面容易出现不平整,使拼缝间隙较大,导致焊缝不饱满,本工艺在激光焊接时同步向焊接处送入与钢板同种材料的金属粉末,从而保证焊缝的饱满和焊接强度。
焊接时,激光焊接聚焦光斑直径一般要小于0.2mm,因此对焊件装配间隙要求较高,装配间隙较大时,当光斑对准间隙中线时光束便穿过间隙而不能使焊件熔化,要求装配间隙小于0.1mm,在生产中有时很难保证。而本发明采用偏心回旋光束激光焊接方式,焊接时激光束螺旋式前移,增大了焊接熔化宽度,可以降低对装配的要求。
本发明提供的卷板在线激光焊接设备,包括剪切和激光焊接装置,具体是:
剪切装置装在基础工作平台13上,其包括双刃剪床、工件夹具、有轨送料小车8及其驱动机构;双刃剪床完成冲切工件16后,上剪床10直接沉入下剪床11且其刀背顶部与下剪床顶面保持平行,上剪床的刀背中间开有与焊缝方向一致的10~20mm小槽。
激光焊接装置装在横跨基础工作平台的龙门床身1上,其包括导光系统3、激光头4、X轴部件18和Y轴部件19。X轴部件由伺服电机5、丝杠14、直线导轨7组成,驱动Y轴部件横向移动进行焊接。导光系统装在Y轴部件上。激光头由电缆连接导光系统。在激光头上并列安装有送粉器20,其在焊接时沿着由被冲切的工件16的拼缝与所述刀背中间的小槽一起形成的焊槽同步送粉。
激光头4设有一个由高速电机带动旋转的平镜片,该镜片倾斜角度为14~16°,加装在聚焦镜下;平镜片为KCl镜片,其尺寸为厚5~8mm、直径30~80mm。用这种方法可在不影响焦斑尺寸和形状的条件下使聚焦光斑偏离原中心0.4~0.8mm,当镜片转动时,激光焊接聚焦光斑便以0.4~0.8mm的半径作回旋运动。该半径可以按照p=2πfr/v公式测定:f为回转频率rev/s;r为回旋运动的半径,单位mm,v为焊件速度mm/s;p为运动时的轨道重叠参数。
在厚2mm及4mm的低合金高强度钢板上进行的试验证明,光束作偏心回旋的效果:在2mm厚的钢板上,能将拼缝间隙(容许装配间隙)从0.14mm增大到0.20mm;在4mm厚的钢板上,从0.23mm增大到0.3mm。焊缝凹陷高度不超过钢板厚度的15%。并使光束中心与焊缝中心的对准容许误差每边至少为0.5mm,而不回旋时则只有0.1~0.2mm。
以下结合附图对本发明作进一步详细说明。
本发明提供的卷板在线激光焊接设备,由激光器9、激光焊接头装置4、导光系统3、辅助送料夹具、液压系统、主体机架、双刃剪床、控制系统、送粉器20、偏心回旋装置等部分组成。请见下述:
如图1所示:导光系统3和激光头4安装在龙门床身1上,龙门床身1横跨焊接设备固定在地基上。主体机座13为钢板焊接或铸铁结构,机架间通过螺栓联接成一整体机架,跨在设备地坑上并固定在地基上,承受整个设备重量及全部机械压力,作为整个设备的基础工作平台。双刃剪床安装在主体机架中间,由双刃剪(包括上剪床10和下剪床11)、前后钢带平整压板组成。剪床前后两侧有辅助送料夹具装置,由活动小车8、对中机构6、料头夹送压板2组成,活动小车8由固定在主体机架13上的伺服电机5、丝杠14和直线导轨7驱动左右移动送料。序号16为待焊接的钢带卷板,在激光头4两侧有前后两个平整压板17安装在下剪床11上,作用是钢带卷板16切割或焊接时压紧钢带,保证钢带平整。设备还包括激光器9、液压系统12、控制系统15。激光器9可以根据所焊接卷板的厚度选择1kW至10kW的高功率连续激光器,例如选择纵流CO2激光器、横流CO2激光器,或YAG激光器,等等。
所述的辅助送料夹具在激光焊接头装置两侧均有,由活动夹板小车8、钢带对中装置6组成。活动夹板小车装在主体机座上,由固定在主体机座上的伺服电机和滚珠丝杠副驱动;小车上设置送料压板机构2,由液压缸驱动向下垂直压紧钢带,钢带对中装置6固定在主体机座上,由液压缸驱动进行对中。
图2描述激光焊接头装置结构,其由龙门床身1、X轴部件18、Y轴部件19、激光头4构成。龙门床身上装有水平运动X轴和上下运动Y轴部件。X轴和Y轴部件均由伺服电机、滚珠丝杠、直线导轨组成。由伺服电机、滚珠丝杠副驱动X轴部件横向移动,驱动Y轴部件上下移动。导光系统3安装在Y轴部件上。激光束经光路传到Y轴部件上的导光系统,导光系统将激光传输到固定在Y轴部件上的激光头4上。在激光头4上可以并列安装一送粉器20,送粉器20在焊接时向焊缝同步送粉,保证焊缝饱满。
图3描述主体机架详细结构及双刃剪剪切钢带工艺过程。双刃剪床的上剪床10和下剪床11安装在主体机架13上面的中间位置,在双刃剪床两侧对称置有平整压板17、辅助送料夹具装置,由安装在主体机架13上的直线导轨7、伺服电机5、丝杠14、活动小车8、对中机构6、料头夹送压板2组成。活动小车8由伺服电机5丝杠14驱动在直线导轨7上左右移动。伺服电机5固定在主体机架13上,伺服电机5与丝杠14相连,活动小车8上装有对中夹紧机构6和料头夹送压板2,料头夹送压板2由液压缸驱动压紧钢带卷板16。
剪切加工过程为:先将加工钢带卷板16从双刃剪床两侧同时送入辅助送料夹具装置,从而尽量节约所需时间;在钢带进入切割区域之前,由对中机构6对中,使钢带头尾中线对齐,保证钢带头尾左右对中。再由料头夹送压板2夹紧钢带卷板16,两侧活动小车8同时向中间送进钢带卷板16到剪切区域,平整压板17下压压紧,保证钢带卷板16平整,双刃剪上剪床10向下冲切,完成剪切。
图4为激光焊接拼接钢带工艺过程。上剪床10完成剪切后直接沉入下剪床11,与下剪床11顶面保持平行,两侧平整压板17上抬松开,两侧活动小车8同时向中间送进钢带卷板16致切缝拼合,两侧平整压板17向中间靠拢,尽量贴近拼缝,平整压板17下压,将钢带卷板16压紧在上剪床10刀背顶部,激光头4沿拼缝进行焊接。
图5为偏心回旋光束焊接轨道图。偏心回旋光束激光焊接为在聚焦镜下加一个厚6--8mm、直径30-80mm的平镜片,倾斜约10~18°,由一个高速电机带动镜片旋转,使激光束轨迹成螺旋形以速度v前进,轨迹A和轨迹B为不同转速下的光束轨迹,轨迹A转速较低,轨迹B转速较高。在本例中,轨迹A和B的聚焦光斑,其回旋运动的直径为1mm。
图6为偏心回旋光束焊接的效果比较图,光束聚焦光斑直径23为0.25mm,利用偏心回旋光束焊接,可将有效加热直径24增大为0.5mm。
Claims (10)
1.一种卷板在线激光焊接工艺,包括剪切、激光焊接步骤,其特征在于:由双刃剪床的上剪床(10)向下冲切,与下剪床(11)一起完成对钢带卷板即工件(16)的剪切;剪切完成后,上剪床直接沉入下剪床内,且上剪床的刀背顶部与下剪床顶面保持平行,利用上剪床刀背作为焊接时钢带卷板的基础,然后两侧平整压板(17)上抬松开,两侧活动小车(8)同时推进使被剪切的工件切缝拼合,两侧平整压板向中间靠拢,尽量贴近拼缝并下压,使工件压紧在上剪床的刀背顶部,再由激光头(4)沿着由拼缝与所述上剪床的刀背的中间小槽形成的焊槽进行焊接。
2.根据权利要求1所述的卷板在线激光焊接工艺,其特征在于:采用偏心回旋光束激光焊接方式对被冲切的工件(16)进行激光焊接拼接,焊接时激光束应螺旋式前移,以增大焊接熔化宽度。
3.根据权利要求2所述的卷板在线激光焊接工艺,其特征在于:聚焦光斑的回旋运动的半径按照p=2πfr/v公式测定,其中,f为回转频率rev/s;r为回旋运动的半径,单位mm,v为焊件速度mm/s;p为运动时的轨道重叠参数。
4.根据权利要求3所述的卷板在线激光焊接工艺,其特征在于所述的聚焦光斑,其回旋运动的半径为0.4~0.8mm。
5.根据权利要求1所述的卷板在线激光焊接工艺,其特征在于:在激光焊接拼接时,采用一个同步送粉装置向焊缝处送入与工件(16)同种材料的粉末。
6.根据权利要求5所述的卷板在线激光焊接工艺,其特征在于:工件(16)为2~4mm厚时,其被剪切后的拼缝间隙为0.2~0.3mm。
7.一种卷板在线激光焊接设备,包括剪切和激光焊接装置,其特征在于:
剪切装置装在基础工作平台(13)上,其包括双刃剪床、工件夹具、有轨送料小车(8)及其驱动机构;双刃剪床完成冲切工件(16)后,上剪床(10)直接沉入下剪床(11)且其刀背顶部与下剪床顶面保持平行,上剪床的刀背中间开有小槽,
激光焊接装置装在横跨基础工作平台的龙门床身(1)上,其包括导光系统(3)、激光头(4)、X轴部件(18)和Y轴部件(19);X轴部件由伺服电机(5)、丝杠(14)、直线导轨(7)组成,驱动Y轴部件横向移动进行焊接;导光系统装在Y轴部件上;激光头连接导光系统;在激光头上并列安装有送粉器(20),其在焊接时沿着由被冲切的工件(16)的拼缝与所述刀背中间的小槽一起形成的焊槽同步送粉。
8.根据权利要求7所述的卷板在线激光焊接设备,其特征在于:上剪床(10)的刀背中间开有10~20mm小槽。
9.根据权利要求7所述的卷板在线激光焊接设备,其特征在于:激光头(4)设有一个由高速电机带动旋转的平镜片,该镜片倾斜角度为10~18°,加装在聚焦镜下。
10.根据权利要求9所述的卷板在线激光焊接设备,其特征在于:平镜片为KCl镜片,其尺寸为厚5~8mm、直径30~80mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610019544 CN100544882C (zh) | 2006-07-04 | 2006-07-04 | 卷板在线激光焊接工艺及其设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610019544 CN100544882C (zh) | 2006-07-04 | 2006-07-04 | 卷板在线激光焊接工艺及其设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101100030A CN101100030A (zh) | 2008-01-09 |
| CN100544882C true CN100544882C (zh) | 2009-09-30 |
Family
ID=39034563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200610019544 Expired - Fee Related CN100544882C (zh) | 2006-07-04 | 2006-07-04 | 卷板在线激光焊接工艺及其设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100544882C (zh) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101569961B (zh) * | 2009-03-06 | 2011-08-03 | 深圳市大族激光科技股份有限公司 | 一种使两块金属薄板对接的激光焊接方法 |
| CN101913025A (zh) * | 2010-07-29 | 2010-12-15 | 江苏通鼎光电股份有限公司 | 射频同轴电缆生产中超薄金属带接续的方法及接续装置 |
| CN101905378A (zh) * | 2010-08-19 | 2010-12-08 | 上海市激光技术研究所 | 光纤激光金属薄片焊接装置 |
| CN102009268B (zh) * | 2010-10-12 | 2013-10-23 | 江苏大学 | 一种激光间接复合微塑性成形装置及方法 |
| CN102601531A (zh) * | 2012-03-20 | 2012-07-25 | 江苏中科四象激光科技有限公司 | 一种具有背保护功能的激光焊接夹具 |
| DE102013207541B3 (de) * | 2013-04-25 | 2014-05-22 | Keiper Gmbh & Co. Kg | Verfahren zur erzeugung einer laserschweissnaht und fahrzeugsitz |
| CN104511693B (zh) * | 2013-09-30 | 2016-02-24 | 宝山钢铁股份有限公司 | 一种防震激光源谐振腔及其防震控制方法 |
| CN110270759B (zh) * | 2014-01-08 | 2021-05-14 | 松下知识产权经营株式会社 | 激光焊接方法 |
| WO2015129248A1 (ja) * | 2014-02-25 | 2015-09-03 | パナソニックIpマネジメント株式会社 | レーザ溶接方法 |
| CN104308362B (zh) * | 2014-08-27 | 2016-08-24 | 大族激光科技产业集团股份有限公司 | 一种激光焊接曲面冲压件的方法 |
| CN104551931B (zh) * | 2015-01-22 | 2017-03-08 | 天津市激光技术研究所 | 一种广告字型边条全自动数控开槽折弯机及开槽方法 |
| CN104816190B (zh) * | 2015-04-30 | 2017-04-05 | 徐州工程学院 | 一种焊接板给料辊定位及给料装置 |
| CN104959733B (zh) * | 2015-06-17 | 2016-09-14 | 徐先平 | 一种数控激光切割机 |
| CN104999179A (zh) * | 2015-08-04 | 2015-10-28 | 大族激光科技产业集团股份有限公司 | 一种大间隙焊缝的激光焊接方法 |
| CN105500006B (zh) * | 2015-12-07 | 2018-08-07 | 中山市华拓电子设备有限公司 | 一种水壶全自动的直峰焊机 |
| CN105562942A (zh) * | 2015-12-17 | 2016-05-11 | 东莞市秦智工业设计有限公司 | 一种模板加工检验生产线 |
| CN106363925B (zh) * | 2016-12-06 | 2024-02-02 | 东莞百宏实业有限公司 | 一种连续送切退料一体超声波焊接织带设备及工艺 |
| CN106541240B (zh) * | 2016-12-23 | 2018-01-23 | 扬州金源机器人自动化设备有限公司 | 一种多板拼装焊接工装 |
| CN106891122B (zh) * | 2017-03-02 | 2018-11-02 | 苏州廖若机电科技有限公司 | 一种不锈钢钢板焊接用拼接机构 |
| CN106862834B (zh) * | 2017-03-02 | 2018-11-02 | 苏州廖若机电科技有限公司 | 一种螺杆移动式不锈钢钢板焊接用拼接机构 |
| CN107052629B (zh) * | 2017-03-02 | 2018-11-02 | 苏州廖若机电科技有限公司 | 一种不锈钢薄板拼接抓取机构 |
| CN107052607B (zh) * | 2017-06-13 | 2019-07-23 | 浙江协和薄钢科技有限公司 | 一种用于热镀锌的对接焊机 |
| CN107138531B (zh) * | 2017-06-13 | 2018-11-02 | 浙江协和陶瓷有限公司 | 一种用于带钢热镀锌的生产线 |
| CN107309486A (zh) * | 2017-08-10 | 2017-11-03 | 马凯 | 一种方便收集和固定剪切物的剪切机 |
| CN107283050B (zh) * | 2017-08-11 | 2024-03-15 | 重庆江陆激光科技有限公司 | 一种深孔激光熔覆用的导光装置 |
| CN107717475A (zh) * | 2017-11-24 | 2018-02-23 | 鹤山市华美金属制品有限公司 | 带钢剪切对焊平台 |
| CN107962396A (zh) * | 2017-11-25 | 2018-04-27 | 青岛恒源机械有限公司 | 一种金属带对接机及金属带的焊接方法 |
| CN107717476A (zh) * | 2017-11-27 | 2018-02-23 | 中冶南方工程技术有限公司 | 一种新型激光‑电弧复合焊机 |
| CN108393703A (zh) * | 2018-05-15 | 2018-08-14 | 江苏扬力数控机床有限公司 | 一种滚齿式卷料激光切割自动化生产线 |
| CN108406138A (zh) * | 2018-05-15 | 2018-08-17 | 江苏扬力数控机床有限公司 | 一种自动送料激光切割设备 |
| CN108747117B (zh) * | 2018-06-26 | 2020-10-02 | 安徽玄同机电科技有限公司 | 金属型材生产系统 |
| CN109093399B (zh) * | 2018-09-21 | 2024-05-17 | 张家港市中悦冶金设备科技有限公司 | 一种全自动剪切对焊装置 |
| CN109483244A (zh) * | 2018-10-30 | 2019-03-19 | 佛山市合宏泰业科技有限公司 | 一种带追溯装置的切断机 |
| CN109570869B (zh) * | 2018-12-19 | 2023-06-13 | 凌云工业股份有限公司汽车零部件研发分公司 | 一种钢带对接输送装置 |
| CN109570870B (zh) * | 2018-12-19 | 2023-06-16 | 凌云中南工业有限公司 | 一种钢带剪切对焊设备 |
| CN109909615A (zh) * | 2019-03-28 | 2019-06-21 | 武汉钢铁有限公司 | 板形不良钢带的激光穿带焊接装备及其焊接方法 |
| CN111055008B (zh) * | 2019-12-19 | 2021-11-05 | 深圳市海镭激光科技有限公司 | 一种送料装置及焊接系统 |
| CN111644751B (zh) * | 2020-05-07 | 2022-05-17 | 武汉凯奇冶金焊接设备制造有限责任公司 | 一种用于超厚钢板激光对接焊机的双光路激光切割装置 |
| CN112045369A (zh) * | 2020-08-29 | 2020-12-08 | 新疆八一钢铁股份有限公司 | 一种高纬度地区固态激光焊机送丝稳态焊接方法 |
| CN113953662B (zh) * | 2021-10-14 | 2024-05-28 | 上海华常智能系统有限公司 | 一种智能化冷轧产线激光焊机设备 |
| CN113857653B (zh) * | 2021-12-03 | 2022-02-18 | 太原理工大学 | 一种超声辅助激光的表面改性装置 |
| CN115283829A (zh) * | 2022-08-30 | 2022-11-04 | 湖南中南智能激光科技有限公司 | 一种钢带的激光对接焊设备 |
| CN116175184B (zh) * | 2022-12-15 | 2023-12-05 | 乐清市金正实业有限公司 | 偶丝点焊、剪切、装管自动化生产装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4626651A (en) * | 1984-02-27 | 1986-12-02 | Kawasaki Steel Corporation | Apparatus for butt welding steel strips by using a laser beam in a steel strip-processing line |
-
2006
- 2006-07-04 CN CN 200610019544 patent/CN100544882C/zh not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4626651A (en) * | 1984-02-27 | 1986-12-02 | Kawasaki Steel Corporation | Apparatus for butt welding steel strips by using a laser beam in a steel strip-processing line |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101100030A (zh) | 2008-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100544882C (zh) | 卷板在线激光焊接工艺及其设备 | |
| CN2920517Y (zh) | 卷板在线激光焊接设备 | |
| CN100398246C (zh) | 集箱环缝自动氩弧焊及窄间隙埋弧焊接工艺及设备 | |
| KR100249664B1 (ko) | 금속편의 연속열간압연방법 및 그 방법에 사용하는 금속편의 접합장치, 금속편의 반송용 테이블롤라, 금속편의 접합불량부 제거장치 및 금속편의 냉각장치 | |
| CN104384669B (zh) | 一种三维自动氩弧焊装置 | |
| CN218225083U (zh) | 一种双工位激光gmaw复合焊接系统 | |
| CN103624398B (zh) | 一种高强度铝合金厚板低热输入搅拌摩擦焊方法 | |
| CN202317381U (zh) | 龙门焊焊接装置 | |
| CN111644751B (zh) | 一种用于超厚钢板激光对接焊机的双光路激光切割装置 | |
| CN208408896U (zh) | 一种双工位板式热交换器激光焊接设备 | |
| CN113399820A (zh) | 一种大幅面板材的激光拼焊方法及装置 | |
| CN102059490A (zh) | 卷钢尾板接头点焊设备 | |
| JP3661923B2 (ja) | マッシュ・シーム溶接装置 | |
| CN114055169A (zh) | 带头剪切对焊方法及剪切对焊平台 | |
| JP6303800B2 (ja) | 鋼板溶接装置、鋼板の切断方法および鋼板の溶接方法 | |
| CN215699674U (zh) | 一种双面焊缝铣磨机 | |
| CN215091291U (zh) | 钢管型钢在线跟踪等离子坡口切割机 | |
| CN115815940A (zh) | 一种用于机械配件加工用的焊接系统及焊接方法 | |
| CN214684873U (zh) | 一种线材焊接定位结构 | |
| CN107717476A (zh) | 一种新型激光‑电弧复合焊机 | |
| CN102107296B (zh) | 一种用于激光拼焊的间隙补偿方法及实施该方法的装置 | |
| CN109604848B (zh) | 一种电阻焊与氩弧保护焊的复合焊机 | |
| JP2024518309A (ja) | 鋼板コイルを用いた移動式ヘリカルパイプ工場 | |
| CN202571664U (zh) | 一种采用同步双驱拼缝装置的激光拼焊设备 | |
| CN201871937U (zh) | 一种激光拼焊设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090930 Termination date: 20120704 |