CN100429412C - 热处理辊 - Google Patents
热处理辊 Download PDFInfo
- Publication number
- CN100429412C CN100429412C CNB028015665A CN02801566A CN100429412C CN 100429412 C CN100429412 C CN 100429412C CN B028015665 A CNB028015665 A CN B028015665A CN 02801566 A CN02801566 A CN 02801566A CN 100429412 C CN100429412 C CN 100429412C
- Authority
- CN
- China
- Prior art keywords
- heat medium
- passage
- roll body
- side plate
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/04—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
一种能够连续冷却或加热诸如树脂片(5)的被处理物体的热处理辊(2),其用在注模片材制造设备中,包括:中空辊体(11),其具有多个圆形通孔(11a),该通孔以相同半径和特定的靠近间距在辊的轴向上靠近圆柱形表面设置;一对侧板(12、13),它们固定地彼此同轴地安装到辊体(11)的两侧端面上,并在其中具有径向加热介质通道,该通道通向辊体(11)的圆柱形表面内的多个圆形通孔(11a);以及一对旋转支撑轴(12a、13a),其与侧板一体地牢固安装并与热处理辊同轴地从热处理辊的两侧在其轴向中心伸出,且具有通向侧板的径向加热介质通道的加热介质通道。
Description
技术领域
本发明涉及一种用于改善热传导的冷却介质或加热介质通道的构造,其设置在用于诸如树脂片的受处理物体的热处理辊中,该热处理辊用于温度控制,以在熔融树脂于挤压模塑片材制造设备中浇铸之后进行冷却,或进行片材的热处理。
背景技术
通常,在挤压模塑片材制造设备中,在固定厚度的熔融树脂从挤压机的T模具中压出之后,熔融树脂立即与冷却辊形成接触,得以冷却并快速固化成片材。随后,该片材经历热处理辊的温度控制,在纵向和横向上拉伸,从而形成所需的薄膜。
上述冷却辊必须将已经从挤压机的T模具中压出的树脂片在其整个宽度上快速并均匀地冷却到固定温度。如果树脂片在宽度方向上的冷却温度不均匀,树脂的特性将会改变。如果冷却速率较低,树脂片的特性将受到不利影响,并且延长用于冷却的接触时间也会使得冷却辊的直径较大。
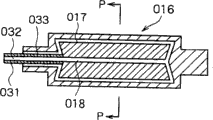
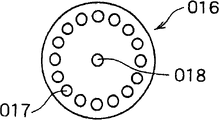
如图12和13所示,设置有用于加热介质的通道017和018的处理辊可以作为用于挤压模塑片材制造设备的传统冷却或加热处理辊的示例给出,该通道是通过将整体的原材料钻孔而形成。这个示例的辊16具有较高的挠性刚度,但非常重,并且具有较高的热容量。因此,在工作开始时需要长时间加热,并也需要较大的轴承,这会增大制造成本,使得这种辊不经济。在图12中,附图标记031标示内部管,032标示用于流体的引入孔,而033标示用于流体的排出孔。
如图14和15所示的传统冷却辊001也可以构造成由多个隔板012、013围绕的横截面为矩形的多个冷却介质通道015以适宜且固定的厚度设置在圆柱形辊002的内部,其中隔板由钢板制成并在轴向上延伸。通过冷却辊001的旋转支撑轴004引入的冷却介质从通道015的一侧流到通道105的另一侧,以冷却圆柱形辊002的圆柱形表面,也冷却片材,并随后通过相对一侧上的旋转支撑轴005排出。由于其由钢板制成,这个冷却辊001重量较轻,并且热容量低,从而与上述整体辊相比在工作开始时不需要太多的时间加热。同样,轴承较小,使得制造成本降低,从而这种辊较经济。
除了这些辊之外,日本实用新型公开第63-48807号公开了一种热处理辊,用于冷却或加热的温度控制,这种辊构造成多个沿着辊体的轴向延伸的护套腔室在辊体的圆周方向上排列,气体和液体两相的加热介质填充在护套腔室内,而冷却源或加热源设置在护套腔室排的内侧。这种辊已经投入市场。作为辊的圆周表面保持在固定温度下的温度控制辊,这种辊具有较高的特性。
在由钢板制造的辊的传统构造中,用于冷却介质的流动路径为矩形形状。构成矩形的钢板元件不会加强辊的刚度,这意味着为了保持刚度,辊的厚度不能减小。结果,热传导效率较低,并且冷却面积不足。为了增大冷却面积,辊的直径必须增大。同样,在辊体表面之下设置有护套腔室、该腔室内填充有气体和液体的加热介质的温度控制辊由于其热传导性不足而不适于快速冷却或加热。
发明内容
本发明的目的是提供一种具有较高刚度及较高热传导效率的热处理辊。
为此,本发明提供一种用于连续冷却或加热被处理物体的热处理辊,其用在挤压模塑片材制造设备中,包括:中空辊体,所述中空辊体沿辊的轴向在靠近圆柱形表面的相同半径上以固定的靠近间距形成有多个圆形通孔,以形成中空辊体加热介质通道,其中辊体两端的内径增大了所需尺寸,从而中空辊体加热介质通道的一部分露出,以便增加通过中空辊体加热介质通道的加热介质的流速;一对侧板,其固定地设置在所述辊体的两个端面上,并设置有多个径向加热介质通道,该通道与所述辊体内的圆形通孔连通;以及一对旋转支撑轴,它们在辊轴的方向上延伸,其中每一个旋转支撑轴与该对侧板中之一成一体地固定并具有旋转支撑轴加热介质通道,该通道在其内侧与所述侧板的径向加热介质通道连通;和其中所述热处理辊还包括:连通加热介质通道,其借助固定到该对侧板上并设置有凹槽通道的上环形凸起以及用于固定所述径向加热介质通道的下环形凸起,将中空辊体中的所述圆形通孔与该对侧板的所述径向加热介质通道连通,其中,一侧的旋转支撑轴加热介质通道为双重加热介质通道,所述双重加热介质通道包括内侧通道和外侧通道,将双重加热介质通道的内侧通道与另一侧旋转支撑轴加热介质通道连接的轴向加热介质通道设置在辊体内,从而加热介质从所述一侧旋转支撑轴内的双重加热介质通道的内侧通道供给,经过轴向加热介质通道,所述另一侧旋转支撑轴加热介质通道,另一侧侧板的径向加热介质通道,辊体中的圆形通孔,一侧侧板的径向加热介质通道,并从所述一侧的旋转支撑轴的双重加热介质通道的外侧通道排出,或者加热介质以颠倒的方式供给和排出。
更进一步说,本发明利用以下装置解决了上述问题:
(1)一种用于连续冷却或加热诸如树脂片的被处理物体的热处理辊,其用在挤压模塑片材制造设备中,包括:
中空辊体,其沿辊的轴向靠近圆柱形表面形成有多个圆形通孔;
一对侧板,其牢固地设置在辊体的两个端面上,并设置有多个径向加热介质通道,该通道与辊体内的圆形通孔连通;以及
一对旋转支撑轴,它们在辊轴的方向上延伸,其中每一个与该对侧板之一成一体地固定并具有加热介质通道,该通道在其内侧与侧板的径向加热介质通道连通,
其中所述热处理辊还包括:
中空辊体,其沿辊的轴向在靠近圆柱形表面的相同半径上以固定的靠近间距形成有多个圆形通孔,以形成加热介质通道,其中辊体两端的内径增大了所需尺寸,从而加热介质通道的一部分露出,以便增加通过加热介质通道的加热介质的流速;和
加热介质通道,其借助固定到该对侧板上并设置有凹槽通道的上环形凸起以及用于固定所述径向加热介质通道的下环形凸起,将中空辊体中的所述圆形通孔与该对侧板的所述径向加热介质通道连通,
其中,加热介质从该对侧板的一个旋转支撑轴内的加热介质通道流到辊体中的圆形通孔,并从另一个旋转支撑轴内的加热介质通道排出;和
其中,双重加热介质通道设置在辊一侧的旋转支撑轴中心内,而将旋转支撑轴内的双重加热介质通道的内侧通道连接到另一侧上的侧板内的加热介质通道的轴向加热介质通道设置在辊体内,从而加热介质从一侧上的旋转支撑轴内的双重通道的内侧通道供给,并从双重通道的外侧通道排出,或者,供给通道和排出通道颠倒。
在本发明的热处理辊中,由于加热介质通道由沿着辊体圆周表面形成的横截面为圆形的通孔构成,通孔靠近辊体的表面。因此,即使通孔之间的空间作得较窄,也可以保持辊体的刚度和强度。并且,由于通孔的内表面作用为热传导区域,热传导性较高。结果,辊的热传导效率较高,从而,热处理辊体的外径可以减小,这意味着可以明显降低制造成本。
(2)如(1)中所述的热处理辊,其中,在辊两侧处的侧板的加热介质通道设置成双重的,从而冷却介质或加热介质沿相反方向交替地在辊体内的圆形通孔中流动,由此,使得辊表面上沿轴向的温度分布均匀。
(3)在(2)中描述的热处理辊,包括:
侧板A,其牢固地设置在辊体一侧(加热介质供给轴侧)的端面上,从而与辊体对齐并设置有径向加热介质通道,该通道交替地与辊体的圆柱形表面内的圆形通孔连通;环形中间盖A,其覆盖侧板A的通道开口部分并设置有加热介质通道,该通道与和侧板A连通的那些圆形通孔之外的圆形通孔连通;侧盖A,其覆盖中间盖A的侧表面,并与中间盖A内的加热介质通道及多根径向水流通管配合;旋转支撑轴A,其与侧板A一体地牢固设置并在轴内具有双重加热介质通道,该双重加热介质通道安装成内侧加热介质通道与侧板A的径向加热介质通道连通,而外侧加热介质通道与安装到侧盖A上的径向加热介质通道连通;
侧板B,其牢固地设置在辊体另一侧(与加热介质支撑轴相对的一侧)的端面上,以便与辊体对齐,并设置有与辊体圆柱形表面内的圆形通孔交替地连通的径向加热介质通道;环形中间盖B,其覆盖侧板B的通道开口部分,并设置有加热介质通道,该通道与和侧板B连通的那些圆形通孔之外的圆形通孔连通;侧盖B,其覆盖中间盖B的侧面,并与中间盖B内的加热介质通道以及多个径向水流通管配合;旋转支撑轴B,其与侧板B一体地牢固设置并具有双重加热介质通道,该通道的一侧在轴内封闭,并且该通道安装成外侧加热介质通道与侧板B的径向加热介质通道连通,而内侧加热通道与安装到侧盖B上的径向加热介质连通;以及
双重水流通管,其将旋转支撑轴A的双重加热介质通道与旋转支撑轴B彼此连接,其中:
当冷却介质或加热介质从旋转支撑轴A内的双重通道的内侧通道供给,并从双重通道的外侧通道排出(或者供给通道和排出通道颠倒)时,冷却介质或加热介质在辊体圆柱形表面内的交替的圆形通孔中沿相反方向流动,由此,使得在辊的表面上沿轴向温度分布均匀。
(4)在(2)或(3)中描述的热处理辊,其中,指向辊体中心的凹槽通道设置在辊体两个端部的交替通孔内,并通过这个凹槽通道,圆形通孔交替地与侧板A和侧板B的加热介质通道连通。
对于(2)到(4)中描述的热处理辊,在加热介质在辊体内交替的加热介质通道中沿相反方向流动的情况下,即使在加热介质通道的入口和出口之间存在温度差,在辊体表面上沿轴向的温度分布也可以成为均匀的。因此,冷却水的流动速度不必过份增加,从而可以减小用于加热介质的泵容量,并从而可以使得温度控制设备等尺寸变小。
(5)在(2)或(3)中描述的热处理辊,其中,指向辊体中心的凹槽通道未交替地设置在通孔中,而是在辊体内的圆形通孔与覆盖侧板A和侧板B的通道开口部分的环形中间盖A和中间盖B交替地形成接触的地方形成从辊体内周向内侧延伸的带底部的(bottomed)埋头细长孔(椭圆形孔),并且与圆形通孔连通的通孔(加热介质通道)形成在埋头细长孔之外的其他圆形通孔的一部分内。
对于侧板内设置的双重加热介质通道结构,朝向内周一侧延伸的带底部的埋头细长孔和通孔交替设置在中间盖内的结构,实现了更简单的形状,这降低了制造成本。
(6)(1)到(3)中任一项所述的热处理辊,其中,横截面为星形、三角形、或其他多边形的纵向元件插入到靠近辊体圆柱形表面设置的每个圆形通孔中,从而冷却介质或加热介质的流速相对于热传导面积减小。
(7)在第(6)项中描述的热处理辊,其中,具有多边形横截面的纵向元件由耐热的挤压模塑树脂形成,该树脂可耐受加热介质。
对于减小容积的纵向元件插入到辊体中的加热介质通道中的结构,由于冷却水流通面积为未插入纵向元件时的冷却水流通面积的1/2或更小,冷却水流速相对于相同的冷却面积来说为一半或更小,从而显著增大了冷却效率。因此,辊体的尺寸可以作得较小,并由此加热介质供给设备(如,泵)的容量和尺寸可以减小,由此可以降低制造成本。
如上所述,当这种热处理辊的结构应用于在树脂片制造设备中浇铸所使用的需要高冷却能力的冷却辊时,其特别有效。
附图说明
图1是示出挤压模塑铸造机的冷却辊及其周边设备的示意性布置图;
图2是示出根据本发明第一实施例的冷却辊的剖面图;
图3是图2所示的冷却辊的沿着线A-A在箭头B方向截取的剖视图;
图4是图3中部分C的放大视图;
图5是示出根据本发明第二实施例的冷却辊的结构的剖面图;
图6是图5所示的冷却辊的在箭头D方向上取得的视图、沿着箭头F取得的剖面图、以及沿着箭头G取得的剖面图;
图7是图5所示的冷却辊的沿着线E-E取得的剖面图;
图8是示出用于图5所示的冷却辊的冷却水的通道的另一种结构的局部剖面图;
图9是沿着图8的线H-H取得的剖面图,为示出冷却水通道的形状的局部视图;
图10是示出其中图2和5所示的辊圆柱体的冷却水流通面积减小的结构的局部剖面图;
图11是示出其中图2和图5所示的辊圆柱体的冷却水流通面积减小的另一种结构的局部剖面图;
图12是示出传统热处理辊的剖面图;
图13是沿图12中的线P-P取得的剖面图;
图14是示出传统热处理辊的另一示例的剖面图;以及
图15是沿着图14的线Q-Q取得的剖面图。
具体实施方式
对于本发明的实施例,将作为示例描述用于挤压模塑片材制造设备中的需要较高冷却能力的冷却辊。
首先,参照附图描述在挤压模塑片材制造设备中从熔融树脂片挤压到固化以及接收的过程的概要。图1是示出冷却辊及其挤压模塑铸造机的周边设备的示意性布置图。如图1所示,在挤压模塑片材制造设备中,在具有固定厚度的熔融树脂片5从挤压机的T模具向下压出之后,片材5立即与冷却辊2(30、40)接触,以得以快速冷却和固化。随后,片材5穿过接收辊3,并经历随后的片材处理(温度控制,通过在纵向和横向上拉伸而制造成所需的薄膜)(未示出)。
(第一实施例)
将参照附图描述根据本发明第一实施例的冷却辊。图2是冷却辊的侧剖面图,图3是图2所示的冷却辊的沿着线A-A在箭头B方向上取得的剖视图,而图4是图3的部分C的放大视图。
将描述冷却辊2的构造。图中所示的冷却辊2具有辊体11。通过弯曲诸如碳钢的板材并经由焊接将其连接,以及进一步研磨内表面和外表面而使其保持预定的粗糙度和板材厚度精确,该辊体11形成为中空圆柱形。辊体也形成有多个圆形通孔,他们在靠近圆柱形表面的相同直径上以固定间距在辊的轴向上延伸,以提供冷却水通道11a。此外,对于辊体11,如图4所示,计算出冷却水通道11a的内径d、距圆柱形表面的距离、以及冷却水通道11a之间的空间,以便当使得冷却或加热介质穿过多个如上所述形成的冷却水通道11a时,相对于圆柱形表面的热传导效率最高,并且在圆周方向上的温度不均匀性最低。
为了增大冷却容量,穿过冷却水通道11a的冷却水的流速必须增大。因此,在辊体11的两端,内径增大到所需尺寸,从而一部分冷却水通道11a露出。
侧板12为与水引入轴部分12a一体的焊接结构,该水引入轴部分12a为冷却辊2的一根旋转支撑轴,并且侧板13为与作为冷却辊2的另一旋转支撑轴的侧板轴部分13a一体的焊接结构。侧板12和侧板13与辊体11对齐,并通过焊接以液密方式固定到辊体11的每一侧上。冷却辊2构造成由在水引入轴部分12a和侧板轴部分13a中设置的轴承20,20可旋转地支撑,并由此由动力单元(未示出)经由固定地设置在侧板轴部分13a上的传动装置23可旋转地驱动。
附图标记12b和13b标示通过焊接分别固定到侧板12和13上的环形凸起。凸起12b和13b在适当的间隔处设置有作用为冷却水通道的凹槽12c、13c。并且,附图标记12d和13d标示通过焊接分别固定到侧板12和13上的环形凸起。凸起12b、13b、12d、13d的高度设定成与辊体11的端面平齐。凸起12d、13d以向轴中心相等的角间隔形成有多个通孔。多个水流通管15通过焊接以液密方式固定到通孔12e、13e上,而后者在与凸起12d、13d内形成的通孔同一条直线上形成在水引入轴部分12a和侧板轴部分13a内。附图标记18标示用于排出泄漏到冷却辊2内的冷却水的排放塞。
辊体11的端部和凸起12b、13b、12d、13d覆盖有侧盖16,有垫圈19固定于二者之间,并用多个螺栓以液密方式固定。辊体11的端部和凸起12b、13b、12d、13d形成用于冷却水的通道。
在水引入轴部分12a和侧板轴部分13a之间,水流通管14通过焊接以液密方式固定。
同样,水引入管17插入到水引入轴部分12a中,以形成双重水通道。
已经经历过温度控制的冷却水通过旋转接头22供给到水引入管17,穿过水流通管14、侧板轴部分13a内的水通道、以及水流通管15,并从侧板13的水通道流向辊体11内的冷却水通道,从而冷却与辊体11的圆柱形表面相接触的树脂片5。已经由从树脂片5带走的热量加热的水穿过侧板12的水通道、水流通管15、以及水引入轴部分12a的双重辊部分的外侧水通道,并从旋转接头21排出。
在这种结构中,供给通道和排出通道可以颠倒,即,冷却水可以从水引入轴部分12a的双重管部分的外侧水通道供给,而被加热的水可以从水引入管17排出。
这种冷却辊2的构造也可以用作通过替代冷却水而循环加热介质的加热辊。
(第二实施例)
本发明的第二实施例构造成在第一实施例辊的每侧上的侧板冷却水通道设置成双重的,从而冷却水沿相反的方向流入辊体中多个冷却水通道的交替通道中,由此,辊表面上沿辊轴方向的温度分布形成得均匀。
将参照附图描述根据本发明第二实施例的冷却辊。图5是示出冷却辊结构的剖面图,图6是图5所示的冷却辊在箭头D方向取得的视图、沿着箭头F取得的视图、以及沿着箭头G取得的视图,而图7是图5所示的冷却辊的沿着线E-E取得的剖面图。
将描述冷却辊30的结构。图5所示的冷却辊30具有辊体31。这个辊体31为具有与第一实施例的辊体11大致相同构造的辊。具体地说,通过形成圆形通孔而提供的冷却水通道31a的内径、距辊体31的圆柱形表面的距离、以及冷却水通道31之间的空间以与图4所示的第一实施例完全相同的方式计算。
如图6的F剖面图所示,在辊体31两端的冷却水通道31a在内径方向上设置有所需长度的凹槽31b,从而交替的通道与侧板一侧上的水通道连通。
侧板32为与水引入轴部分32a一体的焊接结构,水引入轴部分为冷却辊30的一个旋转支撑轴,而侧板33为与作为冷却辊30的另一个旋转支撑轴的侧板轴部分33a一体的焊接结构。侧板32和侧板33与辊体31对齐,并通过焊接以液密方式固定到辊体31的每一侧上。冷却辊30构造成由设置在水引入轴部分32a和侧板轴部分33a的轴承20,20可旋转地支撑,由此由未示出的动力单元旋转驱动。
附图标记32b和33b标示通过焊接分别固定到侧板32和33上的环形凸起。凸起32b和33b以适当的间隔设置有作用为冷却水通道的凹槽32c、33c。同样,附图标记32d和33d标示通过焊接分别固定到侧板32和33上的环形凸起。凸起32b、33b、32d、33d的高度设定成与辊体31的端面平齐。凸起32d、33d以朝向轴中心相等的角间隔形成有多个通孔。多个水流通管15通过焊接以液密方式固定到通孔32e、33e上,后者在与凸起32d、33d内形成的通孔同一条直线上形成在水引入轴部分32a和侧板轴部分33a内。附图标记18标示用于将泄漏到冷却辊30内的冷却水排出的排放塞。通孔32e与水引入管37连通。同样,通孔33e与侧板轴部分33a内的水通道33g连通。
附图标记35标示中间盖,其覆盖侧板32的通道开口。中间盖35形成有通孔35a,该通孔35a与冷却水通道孔31a连通,除了设置有与侧板32的水通道连通的交替凹槽31b的冷却水通道31a之外。附图标记36标示侧盖,其覆盖中间盖35的侧表面。侧盖36具有类似于凸起32b和33b的环形凸起36a,且设置了作用为冷却水通道的凹槽36b。在侧盖36的开口部分中,安装了多根作用为冷却水通道的弯管38。弯管38与直管39连接,而直管39通过焊接固定到水引入轴部分32a内的通孔32f的开口部分上。通孔32f开口到水引入轴部分32a内的水通道32i中。
安装到侧板33上的部件与安装到侧板32上的部件相同。安装了中间盖35和侧盖36,弯管38和直管39相连接,并且直管39通过焊接固定到侧板轴部分33a内形成的通孔33f的开口部分上。通孔33f与内侧水通道33h连通。
附图标记34标示水流通管,其形成了水引入轴部分32a和侧板轴部分33a之间的水流通管的外侧水通道。
水引入管37与水引入轴部分32a的接合部分32g相接合,并连接到侧板轴部分33a的内侧水通道33h上,从而构成水引入轴部分32a和侧板轴部分33a之间的双重水通道的内侧,而旋转接头22连接到水引入管37的开口部分上。
如图5和7所示,水引入轴部分32a形成有多个通孔32h,该通孔32h从水流通管34和水引入管37之间的外侧水通道通向水引入轴部分32a的外侧水通道。
已经经历温度控制的冷却水从旋转接头22提供到形成水引入轴部分32a的内侧水通道的水引入管37。一些(一半)冷却水流过通孔32e,穿过水流通管15和侧板32内的水通道,并流入辊体31内的冷却水通道31a,从而冷却辊体31的表面,并由此冷却树脂片。然后,冷却水通过侧板33内的水通道、水流通管15和通孔33e流入侧板轴部分33a内的外侧水通道33g,并进一步穿过水流通管34的外侧水通道、通孔32h和水引入轴部分32a内的外侧水通道32i,并从旋转接头21排出。
另一方面,供给到水引入管37的剩余一半量的冷却水穿过在水引入管37最远端的水通道33h、通孔33f、直管39、弯管38、由侧盖36和中间盖35围绕的水通道、以及中间盖35内的通孔35a,并流入(沿着与上述冷却水方向相反的方向)辊体31内的冷却水通道31a中,以冷却辊体31的表面,由此冷却树脂片。然后,冷却水穿过侧板32一侧上的中间盖35中的通孔35a、侧盖36和中间盖35所围绕的水通道、弯管38、直管39以及通孔32f,并流入水引入轴部分32a内的外侧水通道32i,而与上述排出的冷却水汇合,并与上述冷却水一起从旋转接头21排出。
同样在第二实施例的结构中,供给通道和排出通道可以颠倒,即,冷却水可以从水引入轴部分32a的双重管部分的外侧水通道供给,而被加热的水可以从水引入管37排出。
如上所述,交替地设置通向侧板32、33内的水通道的内侧凹槽31b,其中侧板32、33设置在辊体31内冷却水通道32a的两端。因此,冷却水沿相反方向交替地流入辊体31中的冷却水通道31a内,从而即使冷却水通道31a的入口和出口之间存在温度差,在辊体31表面上沿轴向的温度分布也可以形成得均匀。因此,冷却水的流速不需要过大地增高,从而可以降低用于冷却水的泵容量,并且温度控制设备等可以作得尺寸较小。
这种冷却辊30的构造也可以用作替代冷却水而循环加热介质的加热辊。
(第三实施例)
图8是示出用于图5所示冷却辊的冷却水的通道的另一种结构,图9是沿着图8的线H-H截取的剖面图,为示出用于冷却水的通道的形状的局部视图。
在本发明第三实施例中,不像上述第二实施例,内侧凹槽31b未设置在辊体31内冷却水通道31a的两端。如图9所示,朝向内周一侧延伸的带底部的埋头细长孔(椭圆形孔)45a形成在辊体41(第二实施例中为31)内的冷却水通道41a(第二实施例中为31a)与一对环形中间盖45(环形的外部形状基本与中间盖35的相同)交替形成接触的位置处,其中,该中间盖45覆盖侧板32和33的水通道开口部分。在埋头细长孔45a之外的交替的冷却水通道41a的位置处,形成与冷却水通道41a连通的通孔45b。其他结构和操作与第二实施例中的完全相同,因此省略了描述,以避免重复。在这种结构中,大尺寸辊体41的制造部分减少,且较轻的中间盖45为埋头的,由此在部件加工时的处理变得容易,并降低了制造成本。
(第四实施例)
在本发明第四实施例中,减小容积的纵向元件插入到上述实施例的辊体中的冷却水通道11a、31a、41a中。将参照附图描述第四实施例。
图10是示出其中减小了如图2、5和8所示的冷却辊的冷却水流通面积的结构的局部剖面图,图11是示出其中类似地减小了冷却辊的冷却水流通面积的结构的局部剖面图。
由于这个实施例的结构和操作与第一到第三实施例中的相同,因此,仅解释围绕辊体内的冷却水通道的部分。
解释用的附图标记利用第一实施例的附图标记。
图10示出横截面为三角形的纵向元件48插入到辊体11的冷却水通道11a中的情况的横截面,该纵向元件的长度大约等于冷却水通道11a的长度。由于纵向元件48的横截面积为冷却水通道11a的横截面积的大约一半,当纵向元件48插入时的冷却水流通面积是未插入纵向元件48时的冷却水流通面积的大约1/2。也就是说,相对于相同的冷却面积仅需要一半的冷却水流速,从而显著增大了冷却效率。图11示出横截面为星形的纵向元件49插入到辊体11内的冷却水通道11a中的情况的剖面图,其中该纵向元件49的长度大约等于冷却水通道11a的长度。在这种情况下,由于纵向元件49的横截面积大于冷却水通道11a的横截面积的1/2,因此,当插入纵向元件49时的冷却水流通面积小于未插入纵向元件49时的冷却水流通面积的1/2。因此,冷却效率明显提高。
纵向元件的横截面形状不局限于三角形和星形。通过插入星形横截面的纵向元件,同时确保冷却水的流动阻力不明显增大,可以减小冷却水流通面积,使得冷却效率得以改善。因此,辊体的尺寸可以减小。
使用防水的挤压模塑树脂材料作为上述减小容积的纵向元件的材料是有利的。同样,这种冷却辊可以用作加热辊,而在这种情况下,耐受加热介质的耐热的挤压模塑树脂材料用作减小容积的纵向元件的材料。
工业应用性
如上面详细描述的,本发明提供了具有较高刚度和较高热传导效率的热处理辊。
Claims (7)
1.一种用于连续冷却或加热被处理物体的热处理辊,其用在挤压模塑片材制造设备中,包括:
中空辊体,所述中空辊体沿辊的轴向在靠近圆柱形表面的相同半径上以固定的靠近间距形成有多个圆形通孔,以形成中空辊体加热介质通道,其中辊体两端的内径增大了所需尺寸,从而中空辊体加热介质通道的一部分露出,以便增加通过中空辊体加热介质通道的加热介质的流速;
一对侧板,其固定地设置在所述辊体的两个端面上,并设置有多个径向加热介质通道,该通道与所述辊体内的圆形通孔连通;以及
一对旋转支撑轴,它们在辊轴的方向上延伸,其中每一个旋转支撑轴与该对侧板中之一成一体地固定并具有旋转支撑轴加热介质通道,该通道在其内侧与所述侧板的径向加热介质通道连通;和
其中所述热处理辊还包括:
连通加热介质通道,其借助固定到该对侧板上并设置有凹槽通道的上环形凸起以及用于固定所述径向加热介质通道的下环形凸起,将中空辊体中的所述圆形通孔与该对侧板的所述径向加热介质通道连通,
其特征在于,一侧的旋转支撑轴加热介质通道为双重加热介质通道,所述双重加热介质通道包括内侧通道和外侧通道,将双重加热介质通道的内侧通道与另一侧旋转支撑轴加热介质通道连接的轴向加热介质通道设置在辊体内,从而加热介质从所述一侧旋转支撑轴内的双重加热介质通道的内侧通道供给,经过轴向加热介质通道,所述另一侧旋转支撑轴加热介质通道,另一侧侧板的径向加热介质通道,辊体中的圆形通孔,一侧侧板的径向加热介质通道,并从所述一侧的旋转支撑轴的双重加热介质通道的外侧通道排出,或者加热介质以颠倒的方式供给和排出。
2.如权利要求1所述的热处理辊,其特征在于,在所述辊两侧处的所述一对侧板的加热介质通道设置成双重的,从而冷却介质或加热介质沿相反方向交替地在所述辊体内的圆形通孔中流动,由此,使得温度在所述辊的表面上沿轴向均匀分布。
3.如权利要求2所述的热处理辊,其中,所述一侧侧板的径向加热介质通道交替地与所述辊体的圆柱形表面内的圆形通孔连通;
所述热处理辊包括:环形的第一中间盖,其覆盖所述一侧侧板的通道开口部分并设置有第一中间盖加热介质通道,该通道与和所述一侧侧板的通道连通的那些圆形通孔之外的另一种圆形通孔连通;第一侧盖,其覆盖所述第一中间盖的侧表面,并与所述第一中间盖加热介质通道以及多根径向水流通管配合;所述一侧旋转支撑轴与所述一侧侧板一体地牢固设置,所述一侧旋转支撑轴的双重加热介质通道安装成内侧加热介质通道与所述一侧侧板的径向加热介质通道连通,而外侧加热介质通道与安装到所述第一侧盖上的径向加热介质通道连通;
其中,所述另一侧侧板的加热介质通道与所述辊体圆柱形表面内的圆形通孔交替地连通;
所述热处理辊还包括:环形的第二中间盖,其覆盖所述另一侧侧板的通道开口部分并设置有第二中间盖加热介质通道,该通道与和所述另一侧侧板连通的那种圆形通孔之外的圆形通孔连通;第二侧盖,其覆盖所述第二中间盖的侧面,并与所述第二中间盖内的加热介质通道以及多个径向水流通管配合;所述另一侧旋转支撑轴与所述另一侧侧板一体地牢固设置,并具有双重加热介质通道,该通道的一侧在轴内封闭,并且该通道安装成外侧加热介质通道与所述另一侧侧板的径向加热介质通道连通,而内侧加热介质通道与安装到所述第二侧盖上的径向加热介质通道连通;以及
双重水流通管,其将所述一侧旋转支撑轴的双重加热介质通道与所述另一侧旋转支撑轴的双重加热介质通道彼此连接,
当冷却介质或加热介质从所述一侧旋转支撑轴内的双重通道的内侧通道供给并从双重通道的外侧通道排出时,冷却介质或加热介质在所述辊体圆柱形表面内的圆形通孔中沿相反方向交替流动,由此,使得在辊的表面上沿轴向的温度分布均匀。
4.如权利要求2或3所述的热处理辊,其特征在于,指向所述辊体中心的凹槽通道交替设置在所述辊体两个端部的通孔内,并通过该凹槽通道,圆形通孔交替地与所述一侧侧板和所述另一侧侧板的径向加热介质通道连通。
5.如权利要求2或3所述的热处理辊,其特征在于,指向所述辊体中心的凹槽通道在所述辊体内的圆形通孔与覆盖所述一侧侧板和所述另一侧侧板的通道开口部分的所述第一中间盖和所述第二中间盖交替地形成接触的位置形成从所述辊体内周向内侧延伸的带底部的埋头细长孔,以作为加热介质通道,并且与圆形通孔连通的通孔形成在埋头细长孔之外的那些圆形通孔的一部分内。
6.如权利要求1到3中任一项所述的热处理辊,其特征在于,横截面为星形、三角形、或其他多边形的纵向元件插入到靠近所述辊体圆柱形表面设置的每个圆形通孔中,从而冷却介质或加热介质的流速相对于热传导面积减小。
7.如权利要求6所述的热处理辊,其特征在于,具有多边形横截面的所述纵向元件由耐热的挤压模塑树脂形成,该树脂可耐受加热介质。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP148542/01 | 2001-05-18 | ||
| JP148542/2001 | 2001-05-18 | ||
| JP2001148542A JP2002339950A (ja) | 2001-05-18 | 2001-05-18 | 熱処理ロール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1462347A CN1462347A (zh) | 2003-12-17 |
| CN100429412C true CN100429412C (zh) | 2008-10-29 |
Family
ID=18993839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028015665A Expired - Fee Related CN100429412C (zh) | 2001-05-18 | 2002-05-17 | 热处理辊 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20040071812A1 (zh) |
| EP (1) | EP1302682A4 (zh) |
| JP (1) | JP2002339950A (zh) |
| CN (1) | CN100429412C (zh) |
| WO (1) | WO2002095249A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI674184B (zh) * | 2018-01-05 | 2019-10-11 | 國立臺東專科學校 | 熱滾壓之滾筒、裝置及熱滾壓之方法 |
| CN114527157A (zh) * | 2022-02-15 | 2022-05-24 | 冯沛昆 | 一种塑料管材受热检测设备 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6683284B2 (en) | 2002-03-22 | 2004-01-27 | Metso Paper Karlstad Ab | Thermal roll for papermaking with a fluid circulation system and method therefor |
| DE10239559B4 (de) * | 2002-08-28 | 2016-09-29 | Shw Casting Technologies Gmbh | Walze für die thermomechanische Behandlung eines bahnförmigen Mediums |
| WO2005024130A2 (en) * | 2003-09-09 | 2005-03-17 | Metso Paper, Inc. | Thermo roll end part |
| DE102010061486B4 (de) * | 2010-12-22 | 2012-10-31 | Andreas Knorr | Walze |
| JP5913273B2 (ja) * | 2013-12-17 | 2016-04-27 | 住友ゴム工業株式会社 | ゴムストリップの製造装置 |
| CN105058649A (zh) * | 2015-09-08 | 2015-11-18 | 无锡双象橡塑机械有限公司 | 条状式鼓式硫化机辊筒 |
| US20180036936A1 (en) * | 2016-08-04 | 2018-02-08 | General Electric Company | Apparatus and method of processing a continuous sheet of polymer material |
| CN108453964A (zh) * | 2018-01-29 | 2018-08-28 | 兆晶股份有限公司 | 一种冷却辊 |
| CN108772976B (zh) * | 2018-07-26 | 2024-01-26 | 西安工业大学 | 超声悬浮液法制备连续纤维增强热塑性预浸料的成型装置 |
| JP6701468B1 (ja) | 2019-05-10 | 2020-05-27 | 株式会社アルバック | 真空処理装置用のキャンローラ |
| WO2020230360A1 (ja) * | 2019-05-10 | 2020-11-19 | 株式会社アルバック | 真空処理装置用のキャンローラ |
| CN110973178A (zh) * | 2019-11-27 | 2020-04-10 | 广州创谱机械制造有限公司 | 和面机冷却装置以及包括该装置的和面机 |
| CN113954341B (zh) * | 2021-11-03 | 2023-06-02 | 宁波勤邦新材料科技有限公司 | 一种太阳能背板基膜的成型拉伸设备 |
| CN114407375B (zh) * | 2022-01-20 | 2023-09-29 | 苏州捷之诚自动化科技有限公司 | Dtro膜片焊接加热机构及dtro膜片焊接机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6166217U (zh) * | 1984-10-08 | 1986-05-07 | ||
| DE19950645A1 (de) * | 1998-11-26 | 2000-06-08 | Walzen Irle Gmbh | Beheizte Kalanderwalze |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI106054B (fi) * | 1999-03-29 | 2000-11-15 | Valmet Corp | Paperi-/kartonkikoneen tai jälkikäsittelykoneen termotela ja menetelmä termotelan valmistamiseksi |
| US3217795A (en) * | 1961-03-24 | 1965-11-16 | Rice Barton Corp | Rotary drum dryer |
| JPS551433Y2 (zh) * | 1975-06-06 | 1980-01-16 | ||
| JPS5590714A (en) * | 1978-12-27 | 1980-07-09 | Hitachi Metals Ltd | Processing method for roll |
| DE3014891A1 (de) * | 1980-04-17 | 1981-10-22 | Schwäbische Hüttenwerke GmbH, 7080 Aalen | Vorrichtung mit einer mittels eines waermetraegers temperaturgeregelten hohlwalze |
| ATE83515T1 (de) * | 1984-04-06 | 1993-01-15 | Walzen Irle Gmbh | Mittels eines waerme uebertragenden mediums beheizbare kalanderwalze. |
| JPH0349204Y2 (zh) | 1986-09-16 | 1991-10-21 | ||
| AT390975B (de) * | 1987-06-15 | 1990-07-25 | Andritz Ag Maschf | Vorrichtung mit einer mit einem waermetraegermedium beheizten arbeitsflaeche |
| DE8903482U1 (zh) | 1989-03-20 | 1989-06-08 | Paul Troester Maschinenfabrik, 3000 Hannover, De | |
| US5252185A (en) * | 1990-11-30 | 1993-10-12 | S. D. Warren Company | Method and apparatus for calendering paper and internally heated roll |
| FI91297C (fi) * | 1992-02-24 | 1994-06-10 | Valmet Paper Machinery Inc | Kuumennettava tela |
| US6158501A (en) * | 1993-10-20 | 2000-12-12 | Valmet Corporation | Thermally insulated roll and insulation assembly for a thermoroll |
| DE4407239A1 (de) * | 1994-03-04 | 1995-09-07 | Schwaebische Huettenwerke Gmbh | Dampfbeheizte Walze |
| US5899264A (en) * | 1997-09-17 | 1999-05-04 | Marquip, Inc. | Steam supply and condensate removal apparatus for heated roll |
| DE29902820U1 (de) * | 1999-02-17 | 1999-05-06 | Walzen Irle Gmbh | Temperierbare Walze, insbesondere heizbare Kalanderwalze |
-
2001
- 2001-05-18 JP JP2001148542A patent/JP2002339950A/ja active Pending
-
2002
- 2002-05-17 US US10/344,366 patent/US20040071812A1/en not_active Abandoned
- 2002-05-17 EP EP02771723A patent/EP1302682A4/en not_active Withdrawn
- 2002-05-17 CN CNB028015665A patent/CN100429412C/zh not_active Expired - Fee Related
- 2002-05-17 WO PCT/JP2002/004810 patent/WO2002095249A1/ja active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6166217U (zh) * | 1984-10-08 | 1986-05-07 | ||
| DE19950645A1 (de) * | 1998-11-26 | 2000-06-08 | Walzen Irle Gmbh | Beheizte Kalanderwalze |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI674184B (zh) * | 2018-01-05 | 2019-10-11 | 國立臺東專科學校 | 熱滾壓之滾筒、裝置及熱滾壓之方法 |
| CN114527157A (zh) * | 2022-02-15 | 2022-05-24 | 冯沛昆 | 一种塑料管材受热检测设备 |
| CN114527157B (zh) * | 2022-02-15 | 2023-12-22 | 贵州华晟恒信电力通讯科技有限公司 | 一种塑料管材受热检测设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002095249A1 (fr) | 2002-11-28 |
| EP1302682A1 (en) | 2003-04-16 |
| JP2002339950A (ja) | 2002-11-27 |
| EP1302682A4 (en) | 2006-10-18 |
| US20040071812A1 (en) | 2004-04-15 |
| CN1462347A (zh) | 2003-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100429412C (zh) | 热处理辊 | |
| JP3884957B2 (ja) | 輪転印刷機の胴 | |
| KR101377090B1 (ko) | 쌍롤식 주조기와 그 작동장치 및 방법 | |
| JP2008143054A (ja) | シート・フィルム成形ロール、外筒、シート・フィルムキャスティング装置および微細パターン転写装置 | |
| KR101467864B1 (ko) | 비정질 메탈스트립 제조용 냉각롤장치 | |
| JP4772283B2 (ja) | 内部冷却式ツールパック | |
| JP4904372B2 (ja) | 金属弾性ロール | |
| RU2553139C2 (ru) | Распределяющий элемент, роликовая линия и устройство для непрерывной разливки | |
| AU2002350080A1 (en) | Internally cooled tool pack | |
| KR20140029361A (ko) | 쌍롤식 연속주조장치 | |
| EP1909993B1 (en) | Twin roll caster, and equipment and method for operating the same | |
| US20040035549A1 (en) | Casting roller with variable profile for casting metal strip in a casting roller plant | |
| JPH03210944A (ja) | 薄板連続鋳造設備のモールドロール | |
| RU2553140C2 (ru) | Распределяющий элемент, роликовая линия и устройство для непрерывной разливки | |
| EP2682202B1 (en) | Roll line and continuous casting apparatus | |
| JP2009248421A (ja) | シート・フィルム成形ロール及びシート・フィルム成形装置 | |
| JPH0839594A (ja) | ローラヘッド押出機のカレンダロールとその被押出材の冷却又は加熱方法 | |
| JP4766984B2 (ja) | 熱媒体通流ローラ | |
| US6776216B1 (en) | Casting wheel | |
| GB2316639A (en) | Cooling continuously cast metal strip | |
| CN218505216U (zh) | Pvc薄膜用水冷式印花辊及印花辊组 | |
| RU2805517C2 (ru) | Корпус подшипника для вращающегося валка, который подает высокотемпературное вещество или вещества | |
| KR20210158318A (ko) | 전열 플레이트 | |
| JPS61119357A (ja) | 連続鋳造用ロ−ル | |
| JPH01192448A (ja) | 薄板製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20081029 Termination date: 20100517 |