BRPI0707776B1 - Elemento de pólo indutor, método para construir extremidades de núcleo de pólo de campo, e método para construir elementos de pólo indutor - Google Patents
Elemento de pólo indutor, método para construir extremidades de núcleo de pólo de campo, e método para construir elementos de pólo indutor Download PDFInfo
- Publication number
- BRPI0707776B1 BRPI0707776B1 BRPI0707776-9A BRPI0707776A BRPI0707776B1 BR PI0707776 B1 BRPI0707776 B1 BR PI0707776B1 BR PI0707776 A BRPI0707776 A BR PI0707776A BR PI0707776 B1 BRPI0707776 B1 BR PI0707776B1
- Authority
- BR
- Brazil
- Prior art keywords
- pole
- magnetic flux
- inductor
- inductor pole
- flux conductors
- Prior art date
Links
Images

















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/08—Salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K23/00—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors
- H02K23/02—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors characterised by arrangement for exciting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
ELEMENTOS DE PÓLO INDUTOR E METODOS DE FORMAR OS MESMOS PARA MAQUINAS ELETRODINAMICAS São revelados método, aparelho, artigo de fabricação e sistema para produzir um elemento de pólo indutor para maquinaria eletrodinâmica, entre outras coisas, para reduzir os comprimentos dos percursos de fluxo magnético e para eliminar contra-ferro para aumentar torque e/ou eficiência por tamanho unitário (ou peso unitário) e para reduzir os custos de fabricação. Por exemplo, uma estrutura de elemento de pólo indutor pode, ou reduzir o comprimento dos percursos de fluxo magnético, ou substancialmente endireitar aqueles percursos através dos elementos de pólo indutor, ou ambos. Em uma modalidade, um método provê a construção dos elementos de pólo indutor para máquinas eletrodinâmicas.
Description
[001] Modalidades da invenção se referem geralmente a motores elétricos, alternadores, geradores e semelhantes, e mais especificamente, às estruturas de elementos de pólos indutores assim como métodos de fabricação para formar tais estruturas de elementos de pólo indutor.
[002] Em estruturas tradicionais de estator e rotor para motores de cavalo-vapor sub-fracionários, ímãs permanentes freqüentemente são integrados em um conjunto de rotor, o qual tipicamente gira no mesmo plano que uma estrutura de estator ferromagnético que provê percursos de retorno magnéticos para fluxo de corrente gerada e ímã. Fluxo de corrente gerada, o qual também é referido como fluxo de ampère-volta (“AT”) é gerado mediante passagem de uma corrente através de um enrolamento de bobina que é enrolado em torno de uma região polar de uma estrutura de elemento de estator. Embora funcionais, as estruturas convencionais de estator e rotor desses e de outros motores elétricos têm vários empecilhos, conforme discutido a seguir.
[003] A Figura 1A ilustra um motor elétrico tradicional exemplificando estruturas de estator e rotor, comumente utilizadas. O motor elétrico 100 é um motor cilíndrico composto de uma estrutura de estator 104, um cubo magnético 106 e um eixo 102. A estrutura de rotor do motor 100 inclui um ou mais ímãs permanentes 110, todos os quais são fixados por intermédio do cubo magnético 106 ao eixo 102 para rotação dentro da estrutura de estator 104. A estrutura de estator 104 inclui tipicamente pólos indutores 118, cada um deles tendo um enrolamento de bobina 112 (apenas um é mostrado) que é enrolado em torno de cada pólo indutor 118. A estrutura de estator 104 inclui fendas 108 usadas em parte para prover uma passagem de fio para enrolar o fio da bobina em torno dos pólos indutores de estator 118 durante fabricação. Fendas 108 também proporcionam separação magnética entre pólos indutores adjacentes 118. A estrutura de estator 104 inclui um segmento de condução de fluxo periférico 119 como parte do percurso de retorno magnético 116. Em muitos casos, a estrutura de estator 104 é composta de laminações 114, as quais são formadas tipicamente a partir de material isotrópico (por exemplo, de granulação não orientada), magneticamente permeável. A trajetória de retorno magnético 116, que é uma de um número de trajetórias de retorno magnético na qual o fluxo gerado pelo ímã permanente e o fluxo gerado por AT estão presentes, é mostrada como sendo de natureza de certo modo arqueada no segmento de condução de fluxo periférico 119, porém inclui voltas relativamente acentuadas para as regiões de pólo indutor 118.
[004] Uma desvantagem dos motores elétricos tradicionais, incluindo um motor elétrico 100, é que a trajetória de retorno magnético 116 requer uma extensão relativamente longa para completar um fluxo magnético para o fluxo emanando a partir de um pólo de ímã de rotor 110 e se deslocando por intermédio do percurso de retorno magnético 116 para outro pólo de ímã de rotor 110. Além disso, o percurso de retorno magnético 116 não é uma linha reta, o que é preferido para conduzir fluxo magnético. Conforme mostrado, o percurso de retorno magnético 116 tem voltas de 29 graus no percurso de estator. O percurso de retorno magnético 116 vira uma vez a partir da região de pólo indutor 118 para o segmento de condução de fluxo periférico 119, e então outra vez a partir do segmento de condução de fluxo periférico 119 para outra região de pólo indutor 118. Ambas as voltas são subótimas para condução de fluxo eficientemente. Conforme implementado, o percurso de retorno magnético 116 requer mais material, ou “contraferro”, do que de outro modo é necessário para conduzir tal fluxo entre pólos indutores. Conseqüentemente, os percursos de retorno magnético 116 acrescentam peso e tamanho aos motores elétricos tradicionais, desse modo aumentando o fator de forma do motor assim como o custo dos materiais para fabricar tais motores.
[005] Outra desvantagem dos motores elétricos convencionais é que as laminações 114 não utilizam efetivamente materiais anisotrópicos para otimizar a densidade de fluxo e reduzir as perdas de histérese nos pólos de condução de fluxo, tal como através de pólos indutores 118, e regiões de estator no segmento de condução de fluxo periférico 119. Especificamente, o segmento de condução de fluxo periférico 119 inclui um percurso de fluxo não-reto, o qual limita o uso de tais materiais anisotrópicos para reduzir as perdas de histérese (ou “perdas de ferro”). Histérese é a tendência de um material magnético reter sua magnetização. “Perda de histérese” é a energia exigida para magnetizar e desmagnetizar o material magnético constituindo as regiões de estator, em que as perdas de histérese aumentam à medida que aumentam a quantidade material magnético. Como o percurso de retorno magnético 116 tem uma ou mais voltas de 90 graus ou mais, o uso de materiais anisotrópicos, tal como materiais de granulação orientada, não pode reduzir efetivamente as perdas de histérese porque o percurso de retorno magnético 116 no segmento de condução de fluxo periférico 119 atravessaria a orientação direcional das laminações 114. Por exemplo, se a direção 120 representa a orientação das granulações para as laminações 114, então pelo menos duas porções do percurso de retorno magnético 116 atravessam a direção 120 da granulação, desse modo retardando a capacidade de densidade de fluxo daquelas porções do segmento de condução de fluxo periférico de estator 119. Conseqüentemente, materiais anisotrópicos geralmente não têm sido implementados em estruturas similares à estrutura de estator 104 uma vez que os percursos de fluido geralmente são curvilíneos, mais propriamente do que retos; o que limita os benefícios providos pelo uso de tais materiais.
[006] Ainda outra desvantagem dos motores elétricos convencionais são os comprimentos relativamente longos do percurso de retorno magnético 116. Mudar os campos magnéticos, tal como aqueles desenvolvidos nas freqüências de comutação de motor, pode causar o desenvolvimento de correntes parasitas nas laminações 114 em uma orientação oposta ao campo magnético induzindo as mesmas. Correntes parasitas resultam em perdas de energia que são aproximadamente proporcionais a uma função de força na taxa na qual o fluxo magnético muda e aproximadamente proporcionais ao volume do material de laminação afetado.
[007] Outras desvantagens dos motores elétricos comumente usados incluem a implementação de técnicas especializadas para reduzir “torque irregular” ou torque de detenção, que não são bem adequadas para aplicação com vários tipos de modelos de motor elétrico. Torque irregular é um torque angular não-uniforme resultando em movimentos “aos trancos” mais propriamente do que um movimento rotacional maleável. Esse efeito normalmente é mais evidente em baixas velocidades e aplica torque aditivo e subtrativo à carga quando os pólos indutores 118 estão em diferentes posições angulares em relação aos pólos de ímã. Adicionalmente, as acelerações e desacelerações rotacionais inerentes causam vibrações audíveis.
[008] A Figura 1B ilustra um motor axial como outro tipo de motor elétrico tradicional exemplificando estruturas de estator e rotor, comumente usadas. Geometrias convencionais de motor axial têm sido usadas para superar as desvantagens de outras tecnologias de motor comuns incluindo motores radiais. Porém, quando os motores axiais são projetados de acordo com o modelo convencional relacionado às geometrias radiais, limitações inerentes podem surgir as quais limitam o número de aplicações para as quais os motores axiais podem ser usados. Como tal, o uso de motores axiais tem sido de certo modo limitado a nichos relativamente especializados.
[009] Além disso, os motores axiais normalmente são construídos com um arranjo de pólos indutores, longitudinais, tendo faces de pólo indutor, perpendiculares umas às outras. As faces de pólo indutor perpendiculares normalmente são posicionadas para confrontar os conjuntos planares giratórios únicos ou duais de ímãs, conforme mostrado na Figura 1B. O motor axial 121 é mostrado incluindo arranjos de pólos indutores longitudinais como conjunto de rotor 126, o qual está entre dois conjuntos giratórios, planares, de ímãs 131, os quais são montados em um disco de ímã frontal 124 e um disco de ímã posterior 128. Também são mostradas uma chapa de cobertura frontal 122 e uma chapa de cobertura posterior 130 que contém mancais para fixar o eixo de motor em posição. Os pólos indutores do conjunto de estator 126 são feitos tipicamente de conjuntos de laminações de aço com faces de pólo indutor perpendiculares para manter um entreferro constante com os ímãs giratórios 131.
[010] Um motor axial tradicional tem tipicamente um número fixo ou área de faces de pólo que pode confrontar um entreferro e, desse modo, podem produzir torque que é limitado à potência relativa do ímã. Isso significa que para fazer um motor de torque elevado, ímãs de alta potência (e, portanto, de alto custo) são geralmente exigidos. Isso, entre outras coisas, reduz a atratividade do modelo de motor axial.
[011] Devido ao anteriormente mencionado, seria desejável prover um elemento de pólo indutor como uma estrutura que reduz os empecilhos mencionados acima em motores elétricos e geradores e, por exemplo, para aumentar o torque de saída e a eficiência seja na base de tamanho unitário ou de peso unitário, ou ambos, assim como para conservar recursos durante fabricação e/ou operação.
[012] Um método, aparelho, artigo de fabricação e sistema para produzir um elemento de pólo indutor para maquinaria eletrodinâmica são revelados, entre outras coisas, para reduzir as extensões de percurso de fluxo magnético, e para eliminar contra-ferro para aumentar o torque e/ou eficiência por tamanho unitário (ou peso unitário) assim como para reduzir os custos de fabricação. Em uma modalidade, uma estrutura de elemento de pólo indutor pode ser formada, por exemplo, ou para reduzir o comprimento dos percursos de fluxo magnético ou substancialmente endireitar esses percursos através dos elementos de pólo indutor, ou ambos. Em outra modalidade, um método provê a construção de elementos de pólo indutor para máquinas eletrodinâmicas. O método inclui posicionar uma pluralidade de condutores de fluxo magnético para a fixação, por exemplo, em conjunto longitudinalmente para formar ao menos um núcleo de pólo indutor de um elemento de pólo indutor. O método também pode incluir formar uma face de pólo em uma extremidade do elemento de pólo indutor. Isto é, o método pode incluir formar uma ou mais faces de pólo na uma ou mais extremidades do elemento de pólo indutor. Em uma modalidade, o núcleo de pólo indutor é um núcleo de pólo indutor substancialmente reto para prover quer seja um caminho de fluxo reto ou um caminho de fluxo substancialmente reto entre a face de pólo e outra face de pólo ou a outra extremidade do elemento de pólo indutor. Em algumas modalidades, os métodos de fabricação proporcionam estrutura de elemento de pólo indutor que, entre outras coisas, pode melhorar as eficiências do motor, assim como conservar recursos para reduzir os custos de fabricação mediante, por exemplo, minimização de desperdício. As várias modalidades relacionadas à fabricação do elemento de pólo indutor podem configurar os elementos de pólo indutor, por exemplo, para acomodar rotores de um só ímã ou de múltiplos ímãs, pelo que os ímãs podem ter qualquer tipo de formato.
[013] A invenção é considerada mais completamente em conexão com a descrição detalhada a seguir considerada em conjunto com os desenhos anexos, nos quais:
[014] A Figura 1A ilustra uma estrutura de estator radial comumente utilizado implementada em um motor elétrico tradicional;
[015] A Figura 1B ilustra um motor axial como outro tipo de motor elétrico tradicional;
[016] A Figura 2 é um fluxo generalizado para produzir um elemento de pólo indutor de acordo com uma modalidade específica da invenção;
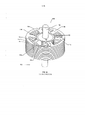
[017] A Figura 3 ilustra um exemplo de um elemento de pólo indutor produzido por uma modalidade específica da invenção;
[018] A Figura 4 ilustra um exemplo de um núcleo de pólo indutor produzido por intermédio de uma modalidade específica da invenção;
[019] A Figura 5 ilustra um exemplo de outro núcleo de pólo indutor produzido por outra modalidade específica da invenção;
[020] A Figura 6 é um fluxograma ilustrando um exemplo de um fluxo de fabricação para produzir um elemento de pólo indutor, de acordo com uma modalidade da invenção;
[021] A Figura 7 é um fluxograma ilustrando outro exemplo de um fluxo de fabricação para produzir um elemento de pólo indutor, de acordo com outra modalidade da invenção;
[022] A Figura 8A ilustra um sistema para fabricar um elemento de pólo indutor de acordo com uma modalidade da invenção;
[023] A Figura 8B ilustra outro sistema para fabricar um elemento de pólo indutor de acordo com outra modalidade da invenção;
[024] A Figura 9 ilustra um processo de sobremoldagem para formar as faces de pólo de acordo com uma modalidade da invenção;
[025] A Figura 10 ilustra um processo de integração para formar as faces de sapata polar de acordo com uma modalidade da invenção;
[026] As Figuras 11A a 11C ilustram exemplos de núcleos de pólo indutor produzidos pelas modalidades da invenção;
[027] A Figura 12 ilustra um processo de sobremoldagem para formar as faces de pólo de acordo com uma modalidade da invenção;
[028] A Figura 13 ilustra um elemento de pólo indutor fabricado de acordo com uma modalidade da invenção;
[029] A Figura 14 ilustra um elemento de pólo indutor fabricado de acordo com ainda outra modalidade da invenção;
[030] A Figura 15 ilustra um elemento de pólo indutor fabricado de acordo com ainda outra modalidade da invenção; e
[031] A Figura 16 ilustra um elemento de pólo indutor fabricado de acordo com ao menos uma modalidade da invenção.
[032] Numerais de referência semelhantes se referem às partes correspondentes por todas as várias vistas dos desenhos. Observar que a maioria dos numerais de referência inclui um ou mais dígitos à esquerda que geralmente identificam a figura que primeiramente introduz aquele número de referência.
[033] As definições a seguir se aplicam a alguns dos elementos descritos com relação a algumas modalidades da invenção. Essas definições podem ser similarmente expandidas aqui.
[034] Conforme aqui usado, o termo “entreferro” se refere a um espaço, ou uma folga, entre uma superfície de ímã e uma face de pólo confrontante. Tal espaço pode ser descrito fisicamente como um volume limitado ao menos pelas áreas da superfície do ímã e a face do pólo. Um entreferro funciona para permitir movimento relativo entre um rotor e um estator, e para definir uma região de interação de fluxo. Embora um entreferro seja tipicamente preenchida com ar, a mesmo não precisa ser dessa forma limitada.
[035] Conforme aqui usado, o termo “contra-ferro” descrito comumente uma estrutura física (assim como os materiais originando aquela estrutura física) que freqüentemente é usada para completar um circuito magnético de outro modo aberto. Especificamente, as estruturas de contra-ferro geralmente são usadas apenas para transferir fluxo magnético de um elemento de circuito magnético para outro, tal como quer seja de um elemento de pólo indutor magneticamente permeável para outro, ou a partir de um pólo de ímã de um primeiro ímã para um pólo de ímã de um segundo ímã, ou ambos, sem um elemento gerador de ampère-volta intermediário, tal como uma bobina, entre os elementos de pólo indutor ou os pólos de ímã. Além disso, estruturas de contra-ferro não são geralmente formadas para aceitar um elemento gerador de ampère-volta associado, tal como uma ou mais bobinas.
[036] Conforme aqui usado, o termo “bobina” se refere a uma montagem de convoluções sucessivas de um condutor arranjado para acoplar-se indutivamente a um material magneticamente permeável para produzir fluxo magnético. Em algumas modalidades, o termo “bobina” pode ser descrito como um “enrolamento” ou um “enrolamento de bobina”. O termo “bobina” inclui também bobinas de folha (isto é, condutores de formato planar e são relativamente achatados).
[037] Conforme aqui usado, o termo “região de bobina” se refere geralmente a uma porção de um elemento de pólo indutor em torno do qual uma bobina é enrolada.
[038] Como aqui usado, o termo “núcleo” se refere a uma porção de um elemento de pólo indutor onde uma bobina é normalmente disposta entre as sapatas de pólo e é geralmente composto de um material magneticamente permeável para prover uma parte de um percurso de fluxo magnético. Em algumas modalidades, a formação do “núcleo” também forma o elemento de pólo indutor com ou sem faces de pólo. Em outras modalidades, o núcleo é formado como uma estrutura de base sobre a qual capas de extremidade ou semelhantes podem ser formadas.
[039] Conforme aqui usado, o termo “elemento de pólo indutor” se refere geralmente a um elemento composto de um material magneticamente permeável e sendo configurado para prover uma estrutura em torno da qual uma bobina pode ser enrolada (isto é, o elemento é configurado para receber uma bobina com o propósito de gerar fluxo magnético). Em algumas modalidades, o elemento de pólo indutor inclui um núcleo (isto é, região de núcleo) e ao menos duas sapatas de pólo, cada uma das quais está geralmente localizada próximo a uma extremidade respectivamente do núcleo. Porém em outras modalidades, um elemento de pólo indutor inclui um núcleo e apenas uma sapata polar. Em algumas modalidades, o termo “elemento de pólo indutor” pode ser descrito geralmente como um “estator-núcleo”. Em ao menos uma modalidade, um elemento de pólo indutor tem geralmente um formato alongado de tal modo que o comprimento do elemento de pólo indutor (por exemplo, a distância entre as extremidades do elemento de pólo indutor) é geralmente maior do que sua largura (por exemplo, a largura do núcleo).
[040] Conforme aqui usado, o termo “elemento de pólo indutor ativo” se refere a uma montagem de um núcleo, uma ou mais bobinas, e ao menos uma sapata polar. Especificamente, um elemento de pólo indutor ativo pode ser descrito como um elemento de pólo indutor montado com uma ou mais bobinas para gerar seletivamente fluxo de ampère- volta. Em algumas modalidades, o termo “elemento de pólo indutor ativo” pode ser descrito geralmente como um “elemento de estator-núcleo”.
[041] Conforme aqui usado, o termo “material ferro-magnético” se refere a um material que geralmente exibe fenômenos de histérese e cuja permeabilidade depende da força de magnetização. Além disso, o termo “material ferro-magnético” também pode se referir a um material magneticamente permeável cuja permeabilidade relativa é maior do que a unidade e depende da força de magnetização.
[042] Conforme aqui usado, o termo “região de interação de campo” se refere a uma região onde o fluxo magnético desenvolvido a partir de duas ou mais fontes interage de forma vetorial de uma maneira que pode produzir força e/ou torque mecânico em relação àquelas fontes. Geralmente, o termo “região de interação de fluxo” pode ser usado de modo permutável com o termo “região de interação de campo”. Exemplos de tais fontes incluem elementos de pólo indutor, elementos de pólo indutor ativos, e/ou ímãs, ou porções dos mesmos. Embora uma região de interação de campo freqüentemente seja referida em terminologia de maquinaria giratória, como um “entreferro”, uma região de interação de campo é um termo mais amplo que descreve uma região na qual o fluxo magnético a partir de duas ou mais fontes interage de modo vetorial para produzir força e/ou torque mecânico em relação àquelas fontes e, portanto, não é limitada à definição de um entreferro (isto é, não confinada a um volume definido pelas áreas da superfície do ímã e a face de pólo e planos se estendendo a partir das periferias entre as duas áreas). Por exemplo, uma região de interação de campo (ou ao menos uma porção da mesma) pode ser localizada internamente a um ímã.
[043] Conforme aqui usado, o termo “gerador” se refere geralmente a uma máquina eletrodinâmica que é configurada para converter energia mecânica em energia elétrica independente, por exemplo, de sua forma de onda de voltagem de saída. Como um “alternador” pode ser definido similarmente, o termo gerador inclui alternadores em sua definição.
[044] Conforme aqui usado, o termo “ímã” se refere a um corpo que produz um campo magnético externamente para ele próprio. Como tal, o termo ímã inclui ímãs permanentes, eletroímãs, e semelhantes.
[045] Conforme aqui usado, o termo “motor” se refere geralmente a uma máquina eletrodinâmica que é configurada para converter energia elétrica em energia mecânica.
[046] Conforme aqui usado, o termo “magneticamente permeável” é um termo descritivo que geralmente se refere àqueles materiais tendo uma relação magneticamente definível entre densidade de fluxo (“B”) e campo magnético aplicado (“H”). Adicionalmente, “magneticamente permeável” pretende ser um termo amplo que inclui, sem limitação, materiais ferromagnéticos, incluindo aços laminados e aços de granulação orientada laminados a frio (“CRGO”), metais em pó, compósitos magnéticos maleáveis (“SMCs”), e semelhantes.
[047] Conforme aqui usado, o termo “face de pólo” se refere a uma superfície de uma sapata polar que está voltada para ao menos uma porção da região de interação de fluxo (assim como o entreferro), desse modo formando um limite da região de interação de fluxo (assim como o entreferro). Em algumas modalidades, o termo “face de pólo” pode ser descrito geralmente seja como uma “superfície de estator” ou como uma “superfície de interação de fluxo” (ou uma porção da mesma), ou ambos.
[048] Conforme usado, o termo “sapata polar” se refere àquela porção de um elemento de pólo indutor que facilita o posicionamento de uma face de pólo de modo que ela confronta um rotor (ou uma porção do mesmo), desse modo servindo para moldar o entreferro e controlar a sua relutância. Uma sapata polar de um elemento de pólo indutor está geralmente localizada próxima a uma extremidade do núcleo começando na região de bobina ou próximo a ela e terminando na face de pólo. Em algumas modalidades, o termo “sapata polar” pode ser descrito geralmente como uma “região de estator”.
[049] Conforme aqui usado, o termo: “compósitos magnéticos maleáveis” (“SMCs”) se refere àqueles materiais que são compreendidos, em parte, de partículas magnéticas isoladas, tal como materiais de metal em pó, magneticamente permeáveis, revestidos com isolamento, que podem ser moldados para formar um elemento da estrutura de rotor- estator da presente invenção.
[050] Conforme aqui usado, o termo “região de transição” se refere a uma porção opcional de uma sapata polar que facilita o deslocamento ou desvio de um segmento de um percurso de fluxo (por exemplo, dentro de uma região de núcleo) para outro segmento do percurso de fluxo (por exemplo, dentro de uma sapata polar). Uma ou mais sapatas de pólo podem implementar regiões de transição para melhorar a utilização volumétrica do motor (por exemplo, mediante colocação de bobinas em uma configuração compacta, mais próximo de um eixo de rotação). Geralmente, a região de transição pode manter a relutância do elemento de pólo indutor, relativamente baixa, enquanto facilitando a compactação dos elementos constituindo uma máquina eletrodinâmica. Tais elementos incluem eixos, elementos de pólo indutor, ímãs e semelhantes.
[051] A Figura 2 é um fluxo generalizado para produzir um elemento de pólo indutor de acordo com uma modalidade específica da presente invenção. O fluxo 200 provê uma técnica de fabricação para produzir estruturas de elementos de pólo indutor que podem conduzir quantidades de fluxo magnético, por exemplo, na direção unidirecional ou em uma direção substancialmente unidirecional. Essas estruturas podem prover maior desempenho e fabricação econômica das máquinas eletrodinâmicas, tal como motores elétricos, e geradores, assim como solenóides elétricos e outras aplicações. Em uma modalidade, o fluxo 200 posiciona os condutores de fluxo magnético em proximidade relativamente estreita para afixação em conjunto para formar um núcleo de pólo indutor de um elemento de pólo indutor em 201. O fluxo 200 também pode ser usado para formar o próprio elemento de pólo indutor, de acordo com algumas modalidades. Conforme aqui usado, o termo “condutor de fluxo magnético” em algumas modalidades descreve uma estrutura alongada composta de material magneticamente permeável. Opcionalmente, um condutor de fluxo magnético pode ter orientação de granulação ao longo de uma direção longitudinal (isto é, longitudinal). Exemplos de condutores de fluxo magnético incluem fios e laminações compostas de material magneticamente permeável, tal como aço de silício. Em 203, as faces de pólo podem ser formadas com relação aos núcleos de pólo indutor para prover superfícies de interação de fluxo. Essas faces de pólo podem ser configuradas para confrontar, por exemplo, ímãs de formato cônico ou de formato cilíndrico, conforme descrito na Patente dos Estados Unidos 7.061.152 B2 e Pedido de Patente dos Estados Unidos 11.255.404, respectivamente. Em uma modalidade as faces de pólo podem ser moldadas para formar faces de pólo moldadas para confrontar ímãs de formato cônico, de formato cilíndrico, ou semelhante. Em várias outras modalidades, as faces de pólo podem ser configuradas para confrontar outros ímãs tendo qualquer tipo de formato, tal como ímãs trapezoidais no caso de motores lineares e/ou rotativos. Um elemento de pólo indutor é produzido em 205. Em várias modalidades, o fluxo 200 pode afixar os condutores de fluxo magnético em conjunto em 201 antes ou subseqüente à formação das faces de pólo em 203. Em uma modalidade, o fluxo 200 pode afixar juntos os condutores de fluxo magnético em 201 ao mesmo tempo ou substancialmente ao mesmo tempo em que se formam as faces de pólo em 203.
[052] A Figura 3 ilustra um exemplo de um elemento de pólo indutor produzido por intermédio de uma modalidade específica da presente invenção. O elemento de pólo indutor 300 inclui um núcleo de pólo indutor 302 e elementos de sapata polar 304. Cada elemento de sapata polar 304 inclui um exemplo de uma face de pólo, a qual é a face de pólo 306. Em uma modalidade, o núcleo de pólo indutor 302 é sobremoldado para formar elementos de sapata polar 304. Em alguns casos, a sobremoldagem também encapsula os condutores de fluxo magnético constituindo o núcleo de pólo indutor 302. Em outros casos, a sobremoldagem forma apenas os elementos de sapata polar 304. Conforme aqui usado, o termo “capa” em algumas modalidades se refere aos elementos de sapata polar 304. Em ao menos uma modalidade, o núcleo de pólo indutor 302 é um núcleo de pólo indutor reto ou substancialmente reto e provê um percurso de fluxo substancialmente reto entre as faces de pólo 306. Em outras modalidades, o núcleo de pólo indutor 302 pode incluir ou pode ser acoplado às regiões de transição. Em uma modalidade específica, os elementos de sapata polar 304 são formados como “capas” compostas de material magneticamente permeável. Como tal, os elementos de sapata polar 304 podem ser formados mediante prensagem de pós magnéticos em um formato específico que define os contornos das faces de pólo 306. As partículas de pó magnético, individuais que são usadas para formar o elemento de sapata polar 304 podem, ao menos em alguns casos, ter um revestimento isolante, o qual melhora as características de perda do elemento de pólo indutor 300. Um exemplo de implementação das capas como elementos de sapata polar 304 é mostrado na Figura 10. Em pelo menos uma modalidade, o elemento de pólo indutor 300 tem substancialmente as mesmas propriedades magnéticas desejáveis e características de perda inferior encontradas nos elementos de pólo indutor produzidos apenas com laminações (isto é, com as faces de pólo sendo formadas nas laminações). Capas de extremidade prensadas e sobremoldagem permitem, aos projetistas, liberdade adicional para criar o elemento de pólo indutor e geometrias finais de estator utilizando laminações, fios, ou qualquer outro tipo de condutor de fluxo magnético.
[053] A Figura 4 ilustra um exemplo de um núcleo de pólo indutor produzido por uma modalidade específica da invenção. Como mostrado nesse exemplo, o núcleo de pólo indutor 400 inclui um número de laminações 401. Em uma modalidade, o núcleo de pólo indutor 400 tem uma seção transversal de formato quadrado 402 se cada uma das laminações 401 tiver a mesma largura, “W”. Em ao menos uma modalidade, uma ou mais laminações 401 tem larguras variáveis, W. Por exemplo, mediante variação das larguras da laminação 401, uma seção transversal no formato de gota de água 404 pode ser formada para o núcleo de pólo indutor 400. Em ao menos uma modalidade, as laminações 401 podem ser isoladas (por exemplo, eletricamente, magneticamente, etc.) uma das outras, por exemplo, pelo fato de serem revestidas com um material eletricamente isolante, tal como um óxido, revestimento de vidro ou semelhante. Um exemplo de um material eletricamente isolante é o óxido preto. Em uma modalidade específica, as laminações 401 podem ser afixadas umas às outras com um agente e ligação. Em várias modalidades da invenção, a orientação das larguras de laminação, W, pode ser ou radial (ou substancialmente radial) ou concêntrica (substancialmente concêntrica), ou em qualquer outra orientação, em relação a um eixo de rotação. De acordo com uma modalidade, o formato do núcleo de pólo indutor e/ou o custo do processo de fabricação, integralmente ou em parte, pode determinar a orientação na qual as laminações 401 devam ser empilhadas.
[054] A seção transversal 450 de um invólucro 404 é mostrada na Figura 4, a qual mostra as laminações 401 tendo larguras variadas, W. As larguras variadas podem produzir o núcleo de pólo indutor 400 tendo seção transversal no formato de gota de água 450 para o invólucro 404. Em uma modalidade, uma ou ambas as extremidades do núcleo de pólo indutor 400 pode incluir uma face de pólo 410 formada para prover um entreferro uniforme ou um entreferro substancialmente uniforme. Ou, em algumas modalidades, a face de pólo 410 é formada para casar com uma capa (não mostrada) tendo, por exemplo, uma superfície de casamento moldada. Em várias modalidades, a face de pólo 410 é formada mediante, por exemplo, moldagem de uma ou mais extremidades do núcleo de pólo indutor 400 (para formar um elemento de pólo indutor), ou moldar uma capa para uma sapata polar. Conforme aqui usado, o termo “face de pólo moldada” pode geralmente se referir, ao menos em uma modalidade, a uma face de pólo “contorneada” ou uma face de pólo “angular”. Observar que em pelo menos uma modalidade, a face de pólo 410 pode ser formada como uma face de pólo contorneada, a qual inclui uma superfície contorneada. A superfície contorneada pode ser substancialmente co-extensiva com uma superfície curva, pelo que o grau de curvatura pode ser fixo ou variável sobre a superfície da face de pólo 410. Como tal, a face de pólo 410 pode ser referida como uma face de pólo contorneada 410, de acordo com ao menos uma modalidade. Em alguns casos, a superfície curva pode incluir uma porção que é co-extensiva com um arco que está situado em uma superfície, por exemplo, de um cone ou de um cilindro. Adicionalmente, a superfície contorneada pode ser uma superfície côncava em uma modalidade. Em outra modalidade, uma ou ambas as extremidades do núcleo de pólo indutor 400 pode incluir uma face de pólo achatada ou substancialmente achatada, porém angular 420. Essa face de pólo angular pode ser formada mediante corte do elemento de pólo indutor 400 em suas extremidades de modo que cada uma das faces de pólo é contorneada seja para confrontar um ímã permanente ou para facilmente casar com uma capa, ou ambos. Em algumas modalidades, os termos “cortar” e “cortando”; conforme empregados para os elementos de pólo indutor; referem-se à separação de condutores de fluxo magnético a partir de um corpo principal do material de partida, tal como a partir de rolos de laminações fendidas ou a partir de rolos de fios. Desse modo, o corte dos elementos de pólo indutor pode formar faces de pólo “moldadas” em algumas modalidades. Geralmente, tais “cortes” são de natureza lateral (isto é, ocorrendo geralmente ao longo de uma largura de um condutor de fluxo magnético) mais propriamente do que longitudinal. Conforme aqui usado, o termo “inclinado”, em ao menos uma modalidade, se refere a uma característica de uma superfície (ou uma porção da mesma) que está voltada para pelo menos uma porção da região de interação de fluxo (assim como o entreferro). A superfície pode ser uma superfície de interação de fluxo de uma sapata polar (por exemplo, uma face de pólo) ou uma superfície de um ímã. De acordo com diversas modalidades, a face de pólo angular 420 pode ser adaptada para confrontar, por exemplo, uma superfície angular de um ímã trapezoidal implementado, por exemplo, em um motor linear ou em um motor rotativo.
[055] A Figura 5 ilustra um exemplo de outro núcleo de pólo indutor produzido por outra modalidade específica da invenção. O núcleo de pólo indutor 500 inclui um número de fios como condutores de fluxo magnético. Uma vista em seção transversal (“A-A”) 550 ilustra o núcleo de pólo indutor 500 incluindo um número de fios 501 e material intersticial 502. No exemplo mostrado, os fios 501 têm seções transversais circulares. Os fios 501 podem proporcionar fluxo magnético relativamente elevado conduzindo capacidades para o núcleo de pólo indutor 500 similares aos núcleos de pólo indutor construídos de laminações de aço magnético. Como tal, os fios 501 permitem uma variedade de formatos de núcleo de pólos indutores que geralmente poderiam de outro modo ser de difícil e/ou dispendiosa criação com outras técnicas, tal como com laminações, de acordo com algumas modalidades. Por exemplo, a Figura 5 mostra que os fios 501 podem ser agregados para formar um formato de seção transversal triangular 510 para o núcleo de pólo indutor 500. Os fios 501 também podem ser usados para formar outros formatos, tal como formatos em seção transversal oval ou formato de gota de água, para o núcleo de pólo indutor 500. Conforme aqui usado, o termo “invólucro” pode se referir geralmente, ao menos em algumas modalidades, a uma ou mais superfícies que, como limites, abrangem os condutores de fluxo magnético. Um invólucro pode ter uma seção transversal de um formato quadrado, de círculo, de gota de água, oval, ou qualquer outro formato que possa ser produzido por um molde, uma matriz, uma roda de compactação, ou semelhante. Em ao menos um caso, a seção transversal para um invólucro está situada em um plano substancialmente perpendicular a uma linha paralela ao comprimento de um condutor de fluxo magnético. Em ao menos uma modalidade, os fios 501 podem ser isolados um dos outros mediante implementação, por exemplo, de um revestimento que inclui um material eletricamente isolante, tal como óxido ou semelhante.
[056] Os fios 501 podem diminuir as perdas geralmente associadas, por exemplo, com as laminações porque os fios 501 podem proporcionar seções transversais reduzidas e área de seção transversal nos mesmos, desse modo reduzindo nesse lugar as correntes parasitas. Em várias modalidades, os fios 501 podem ter seções transversais de formato quadrado 504, seções transversais no formato de losango 506, e seções transversais de formato hexagonal 508, entre outros tipos de formatos para seções transversais dos fios 501. As seções transversais 504 e 506 podem, por exemplo, reduzir o volume do material intersticial 502. Em uma modalidade específica, o material intersticial 502 pode incluir um agente de ligação e/ou partículas magnéticas. O agente de ligação pode afixar os fios 501 uns aos outros, enquanto que as partículas magnéticas podem melhorar as capacidades de condução de fluxo do núcleo de pólo indutor 500 mediante preenchimento daquilo que de outro modo poderiam ser lacunas entre os fios 501 com material de condução de fluxo. Exemplos de partículas magnéticas incluem os pós compostos de composições magnéticas brandas (“SMCs”) como “pó magnético”. Observar que o uso de material composto, tal como SMC, pode ao menos em uma modalidade, ser usado para fabricar estruturas complexas de elemento de pólo indutor que podem ter desperdício significante ou nenhum desperdício de material do fio 501, assim como uma quantidade relativamente muito pequena de pó magnético no material intersticial 502. Em alguns casos, as partículas magnéticas podem ter um invólucro exterior isolante em torno de cada partícula de pó, tal como óxido de ferro. Em uma modalidade, o material intersticial 502 exclui as partículas magnéticas e inclui apenas o agente de ligação. Em outras modalidades, o material intersticial 502 pode incluir ou partículas magnéticas ou agentes de aglutinação, ou ambos.
[057] A Figura 6 é um diagrama de fluxo ilustrando um exemplo de um fluxo de fabricação para produzir um elemento de pólo indutor, de acordo com uma modalidade da invenção. Em 602, alguns condutores de fluxo magnético são cortados em um comprimento geralmente quase idêntico ao comprimento do núcleo de pólo indutor finalmente fabricado. Em algumas modalidades, todos os condutores de fluxo magnético são cortados em um comprimento idêntico (por exemplo, ao se implementar as capas), em que em outras modalidades, todos os condutores de fluxo magnético podem ser cortados em um comprimento quase idêntico à distância entre as faces de pólo. Em ao menos uma modalidade, os comprimentos dos condutores de fluxo magnético podem variar para acomodar a distância variável entre as faces de pólo. Em 604, o número de condutores de fluxo magnético pode ser depositado em um molde, o qual pode ser descrito como um local, ou como um local aproximado, no qual ocorre a afixação dos condutores de fluxo magnético. Ao menos um exemplo de um molde pode formar características estruturais e/ou funcionais adicionais para um elemento de pólo indutor, tal como faces de pólo moldadas e/ou características de localização. Opcionalmente, um agente de ligação (ou de união) pode ser introduzido no molde em 606 se tal agente ainda tiver que ser aplicado seja aos condutores de fluxo magnético ou ao material de partida (por exemplo, uma bobina de aço) a partir do qual são formados os condutores de fluxo magnético. Um agente de aglutinação pode ser usado para manter junto o conjunto de elementos de pólo indutor. Opcionalmente, o agente de ligação pode ser um material em pó misturado com um pó magnético em 608, e aquecido e/ou pressurizado em 610 para curar o agente de ligação. Alternativamente, o agente de ligação pode ser um adesivo penetrante tendo uma viscosidade relativamente baixa, o qual é aplicado em 606 quando o molde tiver sido acondicionado com os fios em 604 e pó magnético em 608. Observar que quando os condutores de fluxo magnético são laminações, então adicionar pó magnético em 608 pode ser omitido uma vez que pode haver espaços vazios insignificantes ou nenhum espaço vazio nas interfaces entre as laminações.
[058] Em algumas modalidades, a introdução de um agente de ligação ocorrendo em 606 pode ser realizada antes da separação (por exemplo, corte) dos condutores de fluxo magnético a partir daquele material do qual eles são originados. Por exemplo, se condutores de fluxo magnético são laminações, então o agente de ligação pode ser aplicado a um rolo (ou bobina) do material de partida (por exemplo, um rolo de pré-corte). Nesse caso, o agente de ligação pode ser aplicado como um revestimento antes do fendimento (por exemplo, fendimento de cisalhamento) ou qualquer outra forma de corte longitudinalmente orientado. Em ao menos uma modalidade, o fluxo 600 aplica o agente de ligação entre 602 e 604. Isto é, um agente de ligação, tal como um adesivo de película fina, pode ser aplicado nas tiras alongadas após o processo de fendimento ter formado as tiras a partir do material de partida.
[059] O fluxo 600 continua a partir de 610 para formar os elementos de sapata polar 304 (Figura 3) ou “capas”. Em uma modalidade, o fluxo 600 se desloca para 612 para formar os elementos de sapata polar como capas mediante uso de uma técnica de sobremoldagem. Aqui, uma operação de sobremoldagem pode usar um adesivo (por exemplo, cola) em combinação com material de pó magnético isolado para formar um formato desejado para as faces de pólo em 616. Mediante sobremoldagem pelo menos das extremidades do núcleo de pólo indutor, as faces de pólo podem ser moldadas de uma maneira controlada para produzir superfícies de interação de fluxo que podem ter características para formar um entreferro com um ímã, tal como um ímã cônico ou cilíndrico. Em outra modalidade, o fluxo 600 se desloca de 610 para 614. Aqui, os elementos de sapata polar 304 (Figura 3) ou “capas” podem ser integrados com um núcleo de pólo indutor (“núcleo F.P.”) para formar um elemento de pólo indutor tendo faces de pólo. Em 614, a integração dos elementos de sapata polar, por exemplo, para as extremidades de um núcleo de pólo indutor pode incluir aplicar um adesivo de ligação com ou sem um pó composto magnético maleável às extremidades do núcleo de pólo indutor, e prensando os elementos de sapata polar para as extremidades do pólo indutor para formar um formato específico para uma face de pólo em 616. Como tal, a face de pólo formada em 616 pode ser uma face de pólo moldada. Desse modo, um fabricante de motor pode reduzir um inventário de elementos de pólo indutor para máquinas eletrodinâmicas exigindo ímãs ou cônicos ou cilíndricos, por exemplo. Capas permutáveis adaptadas para os ímãs cônicos e cilíndricos podem ser integrais com um núcleo de pólo indutor comum conforme necessário, desse modo impedindo o acúmulo de inventário desnecessário. Ao integrar (por exemplo, mediante fixação) os elementos de sapata polar com o núcleo de pólo indutor, uma combinação de um adesivo de ligação e uma carga de pó magnético pode ser usada. Embora a capacidade de condução de fluxo magnético dos elementos de sapata polar e do adesivo de ligação magneticamente carregado possa diferir daqueles núcleos de pólo indutor compostos de laminações, a distância de deslocamento de fluxo relativamente curta através do adesivo de ligação poderia afetar minimamente a capacidade de condução de fluxo do elemento de pólo indutor. Em 620, o fluxo 600 termina (“conclui”) mediante produção de um elemento de pólo indutor. Em algumas modalidades, o fluxo 600 pode formar regiões de transição com relação aos elementos de pólo indutor.
[060] A Figura 7 é um fluxograma ilustrando outro exemplo de fluxo de fabricação para produzir um elemento de pólo indutor, de acordo com outra modalidade da invenção. Em 702, alguns condutores de fluxo magnético são puxados para um local de fixação no qual os condutores de fluxo magnético podem ser afixados uns aos outros. Por exemplo, um local de fixação pode incluir uma matriz. Em outras modalidades, o local de fixação pode incluir elementos de moldagem, tal como um conjunto de rodas de casamento (por exemplo, rodas de casamento moldadas). Um exemplo de tais rodas é descrito na Figura 8B como rodas de compactação. As rodas de casamento e/ou matriz mantêm um formato de seção transversal para o núcleo de pólo indutor. Como tal, as rodas de casamento podem formar alguns formatos em seção transversal, tal como formatos redondos, ovais e de gota de água. Assim, em 702, todos os condutores de fluxo magnético são puxados a partir de um suprimento de condutores de fluxo magnético alongados, tal como a partir de alguns carretéis. Geralmente, os condutores de fluxo magnético são puxados como condutores de fluxo magnético alongados tendo comprimentos que são maiores do que o comprimento do núcleo de pólo indutor. Como aqui usado, o termo “condutores alongados de fluxo magnético” se referem em algumas modalidades aos condutores de fluxo magnético que têm que ser cortados para formar um elemento de pólo indutor das modalidades da invenção.
[061] Em 704, um agente de ligação é aplicado aos condutores de fluxo magnético. Por exemplo, o agente de ligação pode ser aerossolizado e depositado (isto é, pulverizado sobre) todos os condutores de fluxo magnético quando eles são puxados a partir do suprimento de condutores alongados de fluxo magnético para uma matriz (isto é, o local de afixação). Aplicar o agente de ligação em uma forma de aerossol é adequado para aplicação com laminações. Como outro exemplo, o agente de ligação pode ser rolado sobre os condutores de fluxo magnético. Em modalidades alternativas, a introdução de um agente de ligação em 704 pode ser implementada antes de se puxar os condutores de fluxo magnético para o local de afixação em 702. Por exemplo, um agente de ligação pode ser aplicado quer seja a uma bobina de aço antes do fendimento dos laminados, ou a um fio antes dele ser enrolado em um carretel.
[062] Se os condutores de fluxo magnético são laminações, então o fluxo 700 se desloca para 708. Porém se os condutores de fluxo magnético são fios, então o fluxo 17 se desloca para 706. O pó magnético é aplicado aos fios em 706 para preencher os espaços vazios. Em uma modalidade, o agente de ligação e o pó magnético podem ser aplicados ao mesmo tempo mediante transferência (por exemplo, mediante aplicação a pincel) da combinação de pó magnético-agente de ligação sobre os fios. Em 708, uma matriz quer seja aquecida ou ativada para aplicar pressão, ou ambos, para curar o agente de ligação para formar barras (por exemplo, barras de metal). Alternativamente, um aquecedor pode realizar o processo de cura separado da matriz. Em algumas modalidades, uma roda de casamento em 708 aquece e/ou aplica pressão para curar o agente de ligação para formar a barra. Em 710, os condutores de fluxo magnético afixados são cortados para formar núcleos de pólo indutor. Isto é, cada um dos vários condutores de fluxo magnético é cortado em um comprimento quase idêntico ao comprimento do núcleo de pólo indutor após fixar os vários condutores de fluxo magnético em conjunto para formar os condutores de fluxo magnético afixados. Então, o fluxo 700 prossegue de 710 para 720, em que 712, 714, 716 e 720 são similares em funcionalidade como os respectivos 612, 614, 616 e 620 da Figura 6. O fluxo 700 pode prover um processo de seção transversal constante, eficaz em termos de custo que forma continuamente os elementos de pólo indutor. Em uma modalidade, o fluxo 700 é similar a um processo de pultrusão. Em algumas modalidades, o fluxo 700 forma regiões de transição com relação aos elementos de pólo indutor.
[063] A Figura 8A ilustra um sistema para fabricação de um elemento de pólo indutor de acordo com uma modalidade da invenção. O sistema 800 inclui um suprimento (“laminações em carretel”) 802, condutores alongados de fluxo magnético 803 (cada um dos quais é enrolado em um carretel 801), um aglutinante de pulverização opcional 804, um aquecedor-matriz combinado 806, um mecanismo de puxar 807, e um ou mais cortadores 808 para separar os condutores de fluxo magnético, afixados, a partir dos condutores alongados de fluxo magnético 803. O suprimento 802 inclui algumas laminações dispostas em carretéis. Em uma modalidade, cada um dos condutores alongados de fluxo magnético 803 em carretéis respectivos tem a mesma largura. Em uma modalidade alternativa, os condutores alongados de fluxo magnético 803 podem ser de diversas larguras, por exemplo, para produzir os núcleos de elemento de pólo indutor no formato de gota de água. Em alguns casos, aço em folha fornecido por uma usina de aço é primeiramente cortado em várias larguras e re-enrolado em carretel no suprimento 802 da Figura 8A. Os carretéis 801 são então carregados na máquina de produção. Durante o processamento, aglutinante de pulverização opcional 804 pulveriza pelo menos o agente de ligação ativado a calor sobre os condutores alongados individuais de fluxo magnético 803 quando eles são puxados através de uma matriz 806. Um estágio de aquecimento da matriz 806 ativa o agente de ligação, o qual solidifica a pilha em barras. O mecanismo de tração 807 puxa os condutores de fluxo magnético afixados para um ou mais cortadores 808. Por exemplo, dois cortadores 808 podem ser usados em sucessão para criar os núcleos de pólo indutor finais. O sistema 80 pode reduzir o desperdício de material durante a operação de fendimento original e possivelmente durante os cortes finais em comparação, por exemplo, com as laminações de estampagem de folhas de aço. O cortador 808 pode formar cortes retos (por exemplo, perpendiculares aos condutores alongados de fluxo magnético 803) ou cortes inclinados. Corte a jato de água é um exemplo de cortador 808 adequado para a prática de algumas modalidades da invenção.
[064] Em algumas modalidades, o fio tendo uma orientação de granulação para melhorar as propriedades magnéticas pode ser usado. Os custos iniciais de aparelhamento para o sistema 800 podem ser relativamente baixos, e podem ser amortizados em volumes pequenos. O uso de um agente de ligação para ligar juntos os condutores de fluxo magnético pode geralmente auxiliar a reduzir o ruído e a vibração da estrutura composta final de um elemento de pólo indutor em comparação com uma estrutura equivalente feita, por exemplo, de laminações de aço não-ligadas. Em várias modalidades, as laminações também podem ser afixadas mediante soldagem a laser, soldagem de feixe-e e semelhante.
[065] Em algumas modalidades, os condutores de fluxo magnético 803 podem ser formados como laminações utilizando-se um processo de estampagem. As Figuras 4 a 16 ilustram exemplos de laminações formadas, por exemplo, mediante estampagem para produzir núcleos de pólo indutor e/ou elementos de pólo indutor. Contudo, com referência à Figura 8A, um processo de fendimento pode ser usado para separar longitudinalmente um material de partida (ou bobina) em diferentes larguras para condutores alongados de fluxo magnético 803. Geralmente, laminações formadas a partir de um processo de fendimento e de um processo de separação, tal como corte em cortadores 806, provavelmente terão características magnéticas mais favoráveis do que aquelas produzidas por estampagem. Processos de fendimento adequados para prática de algumas modalidades incluem fendimento de roda de cisalhamento padrão, fendimento a jato de água, e corte a laser. Em alguns casos, o processo de estampagem poderia perturbar as propriedades magnéticas dos condutores alongados de fluxo magnético 803. Em pelo menos uma modalidade, os condutores de fluxo magnético 803 podem ser fios.
[066] A Figura 8B ilustra outro sistema para fabricação de um elemento de pólo indutor de acordo com outra modalidade da invenção. O sistema 850 pode ser usado geralmente para formar núcleos de pólo indutor assim como os próprios elementos de pólo indutor. Conforme mostrado, o sistema 850 é usado para formar elementos de pólo indutor e núcleos de pólo indutor mediante, por exemplo, incorporação de compósito sobre condutores alongados de fluxo magnético, tais como fios. Geralmente, os fios 858 são alimentados por intermédio do guia de fio 859 a partir de carretéis de fornecimento 856 para dentro de uma tremonha 860. Além disso, metal em pó e/ou estoque de alimentação SMC (“pó”) 854 pode ser alimentado para dentro da tremonha 860. Em ao menos uma modalidade, o tamanho, a seção transversal do fio, e o número de fios 858 podem ser selecionados como uma função, por exemplo, da conveniência do processo e resistência, mais propriamente do que por suas propriedades magnéticas. Em diversas modalidades, o volume dos fios 858 pode variar em relação ao volume total da extrusão 899 ou núcleos de pólo indutor 890 para obter propriedades diferentes. Em um caso, o processo de fabricação pode ser alinhado verticalmente para permitir que a gravidade auxilie a combinação de materiais na tremonha 860 e para geralmente auxiliar o alinhamento do material extrudado enquanto ele se desloca através do sistema. O sistema 850 pode ser alinhado horizontalmente assim como em outras variações de alinhamento.
[067] O agitador 862 funciona para vibrar o pó para mesclá-lo com os fios magnéticos 858 no local de incorporação 864 dentro da tremonha 860. O agitador 862 é configurado para agitar a tremonha 860 para distribuir o pó 854 em torno dos fios 858 e para prover algum adensamento inicial da mistura quando ela entra em um local de compactação inicial 864. Em algumas modalidades, rodas de compactação inicial 872 são dispostas adjacentes à tremonha 860 para passar a combinação do fio e pó para um elemento de aquecimento. Geralmente, rodas de compactação inicial 872 podem ser iniciadas em sincronização com o carretel tensor 892 de fios 858 para garantir tensão constante do fio - ao menos na partida. A presença dos fios esticados pode eliminar um problema, pelo menos em alguns casos, relacionado aos processos de extrusão (por exemplo, um problema de controlar a retidão do material extrudado).
[068] Em uma modalidade, o aquecedor de indução 876 aquece o material extrudado 899 nas bobinas de aquecedor de indução 874, as quais geralmente estão em temperaturas inferiores a 500°C ou de aproximadamente 500°C. O sistema 850 também pode incluir um estágio de compactação adicional (ou final) 875. Em uma modalidade, o estágio de compactação adicional 875 inclui algumas rodas de compactação adicional 878 para compactar adicionalmente a extrusão. Em um exemplo, pistões hidráulicos 877 aplicam pressões por intermédio de rodas de compactação adicional 878 (por exemplo, quatro rodas) ao material extrudado 899. Observar que qualquer número de rodas de compactação adicional 878 pode ser usado. Além disso, rodas de compactação adicional 878 podem ser acionadas por motores para sincronizar a velocidade de extrusão 899 de passagem com a velocidade do recolhimento de fio pelo carretel tensor 892. Rodas de compactação adicional 878 podem estar adjacentes umas às outras de modo que suas superfícies angulares ou contorneadas 871 se encontram ou quase se encontram. Superfícies angulares ou contorneadas 871 nas rodas 872 e/ou 878 podem ser configuradas para formar as porções de diâmetro externo da extrusão 899 para moldar uma porção do núcleo de pólo indutor/elemento, tal como a área em seção transversal de um núcleo de pólo indutor/elemento. Observar que as rodas de compactação adicional 878 podem substituir ou suplementar o uso da matriz 806 da Figura 8A para ajudar a reduzir a fricção no processo de formação. Em algumas modalidades, sensores de temperatura e velocidade 879 e controlador de processo 873 podem controlar as funções do sistema 850, incluindo o estágio de compactação final 875.
[069] Rodas de tensão acionadas a motor 880 podem aplicar tensão à extrusão 899, por exemplo, quando os fios são liberados na parte inferior do processo no carretel tensor 892. A extrusão 899 pode ser passada para a estação de corte 881 na qual ao menos os núcleos de pólo indutor 890 são separados da extrusão 899. A estação de corte 881 pode ser energizada para cortar a extrusão em um comprimento predeterminado mediante, por exemplo, lâminas 884, as quais podem seguir a extrusão 899 na mesma velocidade relativa. As lâminas 884 podem incluir lâminas de serra móveis. Quando a estação de corte 881 é energizada, os fios que foram alimentados ao carretel tensor 898 para prover tensão inicial não mais são necessários.
[070] A Figura 9 ilustra um processo de sobremoldagem para formar faces de pólo de acordo com uma modalidade da invenção. Aqui, o molde 912 inclui duas metades, uma das quais inclui os contornos 906 para formar as faces de pólo. Em operação, um núcleo de pólo indutor 904 é composto, por exemplo, de laminações. O núcleo de pólo indutor 904 é então depositado dentro do molde 902. Após o processo de sobremoldagem, um elemento de pólo indutor é produzido.
[071] A Figura 10 ilustra um processo de integração para formar as faces de sapata polar de acordo com uma modalidade da invenção. Na Figura 10, um núcleo de pólo indutor 1012 tem elementos de sapata polar 1014, integrados ou presos a ele para formar um elemento de pólo indutor 1010. Observar que os núcleos de pólo indutor, brancos 1012 podem ser compostos de laminações, conforme mostrado, Figura 10, núcleo de pólo indutor 1012 pode ser composto de qualquer outro condutor de fluxo magnético, incluindo fios. Nas várias modalidades, os elementos de sapata polar 1014 podem incluir faces de pólo moldadas 1016, cada uma das quais pode ser ou uma face de pólo contorneada ou uma face de pólo angular.
[072] As Figuras 11A a 11C ilustram exemplos de núcleos de pólo indutor produzidos mediante várias modalidades da invenção. Conforme mostrado na Figura 11A, cortar uma barra alongada de fios afixados pode produzir núcleo de pólo indutor 1100. As extremidades dos núcleos de pólo indutor são mostradas como cortadas em um ângulo 1102. Observar também que cortar uma barra alongada no ângulo 1102 produz ao menos dois núcleos de pólo indutor 1100 tendo extremidades formadas de modo não-simétrico, conforme mostrado na Figura 11B. Para produzir dois núcleos de pólo indutor, consecutivos 1100 tendo extremidades simetricamente moldadas, conforme mostrado na vista 1130 da Figura 11B, um entalhe 1138 é feito para separar os núcleos de pólo indutor 1132 e 1134. O entalhe 1138 representa desperdício, e requer dois cortes para separar os núcleos de pólo indutor 1132 e 1134 um do outro. Em uma modalidade, a seção transversal do núcleo de pólo indutor é tal que a mesma produz extremidades simetricamente moldadas, conforme mostrado na Figura 11C. Por exemplo, considere a vista 1140 da Figura 11C na qual o núcleo de pólo indutor tem uma seção transversal circular. Mediante produção de extremidades simetricamente moldadas, um único corte pode separar os núcleos de pólo indutor 1142 e 1144, por exemplo, mais propriamente do que os dois cortes de núcleos de pólo indutor, moldados de forma não simétrica, que resultam no entalhe 1138 da Figura 11B. Como tal, um único corte usado para formar os núcleos de pólo indutor, e assim, pode reduzir o desperdício associado ao entalhe 1138. Dois cortes individuais - conforme mostrado na vista 1140 - podem produzir um núcleo de pólo indutor 1144 tendo seções transversais simétricas e extremidades 1149, ambas as quais geralmente estão voltadas para a direção “A”. Esses dois cortes individuais também formam extremidades simetricamente moldadas 1160 para os outros núcleos de pólo indutor 1142 e 1146, com essas extremidades 1160 voltadas para a direção “B”. O ângulo 1148 do corte é geralmente configurado para confrontar essas superfícies, por exemplo, de um ímã cônico (não mostrado) estando um ângulo específico a partir de um eixo de rotação.
[073] A Figura 12 ilustra um processo de sobremoldagem para formar faces de pólo de acordo com uma modalidade da invenção. Aqui, o molde 1202 inclui duas metades, uma das quais inclui contornos 1206 nas porções de superfície do molde 1202 para formar faces de pólo. Os contornos 1206 podem ser usados para formar faces de pólo contorneadas, tal como as faces de pólo contorneadas 1308 na Figura 13. Com referência outra vez à Figura 12, um núcleo de pólo indutor 1204 pode ser composto, por exemplo, de fios e pode ter seção transversal 1250, que é mostrada como incluindo fios na vista em seção transversal 1260. O núcleo de pólo indutor 1204 é depositado dentro do molde 1202. Após o processo de sobremoldagem, um elemento de pólo indutor é produzido. As partes fora do molde podem ter operações adicionais de usinagem, se necessário, sem por os fios em curto (contanto que a usinagem tenha sido considerada no projeto do molde).
[074] A Figura 13 ilustra um elemento de pólo indutor fabricado de acordo com uma modalidade da invenção. Na Figura 13, o molde 1302 produz um elemento de pólo indutor 1304, o qual cria dois elementos de sapata polar 1306 assim como faces de pólo 1308. Em ainda outra modalidade, o elemento de pólo indutor 1304 é composto de um pó compósito magnético e é produzido mediante inserção do pó no molde 1202 da Figura 2 e então prensado para o formato pretendido pelo molde 1302.
[075] A Figura 14 ilustra um elemento de pólo indutor fabricado de acordo com ainda outra modalidade da invenção. Na Figura 14, laminações 1402 são estampadas a partir das folhas de aço e afixadas umas às outras para formar o elemento de pólo indutor 1400.
[076] A Figura 15 ilustra um elemento de pólo indutor fabricado de acordo com ainda outra modalidade da invenção. Na Figura 15, laminações 1504 são estampadas a partir das folhas de aço e afixadas umas às outras para formar o elemento de pólo indutor 1500 tendo faces de pólo moldadas 1507 tendo bordas enviesadas de face de pólo indutor para reduzir detenção e efeito de alternância de torque. Especificamente, o elemento de pólo indutor 1500 é construído a partir de um número de laminações 1504. As laminações 1504 podem ser padronizadas para prover faces de pólo moldadas 1507. A face de pólo moldada 1507 é limitada por ambas, uma primeira borda enviesada 1550 e uma segunda borda enviesada 1552, enquanto que a outra face de pólo 1507 na outra sapata polar é limitada por uma primeira borda enviesada 1580 e uma segunda borda enviesada 1582.
[077] Em outras modalidades, os elementos de pólo indutor podem implementar fios como condutores de fluxo magnético para formar núcleos e/ou elementos de pólo indutor mostrados nas Figuras 14 a 16. Como tal, as faces de pólo moldadas podem ser formadas, por exemplo, por intermédio de um processo de moldagem conforme mostrado na Figura 12. Em algumas, a face de pólo moldada pode ser referida como uma face de pólo angular, especialmente se a face de pólo incluir características como uma função de detenção e/ou efeito de alternância de torque.
[078] A Figura 16 ilustra um elemento de pólo indutor fabricado de acordo com outra modalidade da invenção. Na Figura 16, laminações 1602 são configuradas para agregar em conjunto em uma orientação concêntrica, ou em uma orientação substancialmente concêntrica, em relação a um eixo de rotação. Nesse exemplo, diferentes laminações 1602 podem ter diferentes tamanhos, e podem opcionalmente incluir características, tal como uma característica de sapata polar. Para formar o elemento de pólo indutor 1600, laminações 1062 podem ser retiradas dos carretéis de material de laminação de pré-fendimento 1604 e montadas em conjunto. Com essa abordagem, material de sucata ou refugo pode ser reduzido, ao menos em alguns casos. Exemplos das características mencionadas acima incluem uma região de transição recuada 1606, a qual, por exemplo, pode reduzir o vazamento entre os núcleos/elementos de pólo indutor quando montados. A região de transição recuada 1608 pode ser formada em associação com outras características, tal como parte de uma sapata polar, de acordo com ao menos uma modalidade. Outra característica pode formar faces de pólo moldadas e/ou enviesadas, tal como a face de pólo indutor, moldada 1610.
[079] Aqueles versados na técnica não precisam de explicação adicional na realização e uso das modalidades da estrutura de rotor-estator descrita aqui, porém podem não obstante encontrar certa orientação útil mediante exame das referências a seguir em ordem a partir da mais preferida para a menos preferida: “IEEE 100: The Authoritative Dictionary of IEEE Standard Terms”, Institute of Electrical and Electronics Engineers (Kim Breitfelder and Don Messina, eds., 7th ed. 2000), “General Motor Terminology”, conforme definido pela Motion Association (“SMMA”), e “Standard Specifications for Permanent Magnet Materials: Magnetic Materials Producers Association (“MMPA”) Standard N° 010000”, International Magnetics Association.
[080] Modalidades da invenção podem ser implementadas de diversas formas, incluindo como um sistema, um processo, um aparelho, ou uma série de instruções de programa em um meio legível por computador tal como um meio de armazenamento legível por computador ou uma rede de computador onde as instruções de programa são enviadas através de links de comunicação óticos ou eletrônicos. Em geral, as etapas dos processos revelados podem ser realizadas em uma ordem arbitrária, a menos que de outro modo provido nas reivindicações.
[081] A descrição precedente, com a finalidade de explanação, utilizou nomenclatura específica para prover um entendimento completo das várias modalidades da invenção. Contudo, será evidente para aqueles versados na técnica que detalhes específicos não são exigidos para prática das modalidades da invenção. Na realidade, essa descrição não deve ser lida de modo a limitar qualquer característica ou aspecto da presente invenção a qualquer modalidade; mais propriamente, características e aspectos de uma modalidade podem ser permutados facilmente com outras modalidades.
[082] Desse modo, as descrições anteriores de modalidade específicas da invenção são apresentadas com o propósito de ilustração e descrição. Não se pretende que eles sejam exaustivos ou limitem a invenção às formas precisas reveladas; muitas alternativas, modificações, equivalentes e variações são possíveis à luz dos ensinamentos acima. Com o propósito de clareza, material técnico que é conhecido nos campos técnicos relacionados às modalidades não foi descrito em detalhe para evitar obscurecer de forma desnecessária a descrição. Desse modo, as várias modalidades podem ser modificadas dentro do escopo e equivalentes das reivindicações anexas.
[083] Adicionalmente, as modalidades foram escolhidas e descritas para melhor explicar os princípios da invenção e suas aplicações práticas; desse modo elas permitem que aqueles versados na técnica melhor utilizem as várias modalidades com várias modificações conforme adequadas para o uso específico considerado. Notavelmente, nem todo benefício aqui descrito precisa ser realizado por 5 cada modalidade da presente invenção; mais propriamente, qualquer modalidade específica pode prover uma ou mais vantagens com relação às várias modalidades da invenção. Nas reivindicações, elementos e/ou operações não inferem qualquer ordem específica de operação, a menos que 10 explicitamente declarado nas reivindicações. Pretende-se que as reivindicações a seguir e seus equivalentes definam o escopo da invenção.
Claims (48)
1. Método (200, 600, 700) para construir extremidades de núcleo de pólo indutor para elementos de pólo indutor para máquinas eletrodinâmicas, o método caracterizado por compreender: posicionar (201, 602, 702) uma pluralidade de condutores de fluxo magnético próximos uns dos outros para formar ao menos um núcleo de pólo indutor para um elemento de pólo indutor; e formar (203, 616, 716) uma face de pólo esculpida e uma extremidade do elemento de pólo indutor.
2. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que formar a face de pólo esculpida compreende formar uma face de pólo contorneada.
3. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que formar a face de pólo esculpida compreende formar uma face de pólo angular.
4. Método, de acordo com a reivindicação 1, caracterizado por compreender ainda formar o núcleo de pólo indutor como um núcleo de pólo indutor substancialmente reto para prover um percurso de fluxo substancialmente reto entre a face de pólo esculpida e a outra extremidade do elemento de pólo indutor.
5. Método, de acordo com a reivindicação 1, caracterizado pelo fato de compreender ainda afixar (201, 602, 702) os vários condutores de fluxo magnético em conjunto, longitudinalmente.
6. Método, de acordo com a reivindicação 5, caracterizado pelo fato de que afixar a pluralidade de condutores de fluxo magnético em conjunto compreende isolar a pluralidade de condutores de fluxo magnético, uns dos outros, para formar condutores de fluxo magnético isolados; e ligar em conjunto os condutores de fluxo magnético isolados.
7. Método, de acordo com a reivindicação 6, caracterizado pelo fato de que isolar a pluralidade de condutores de fluxo magnético, uns dos outros, compreende aplicar um material eletricamente isolante aos vários condutores de fluxo magnético.
8. Método, de acordo com a reivindicação 6, caracterizado por compreender adicionalmente preencher as lacunas entre os vários condutores de fluxo magnético com partículas magnéticas.
9. Método, de acordo com a reivindicação 8, caracterizado pelo fato de que preencher as lacunas compreende preencher as lacunas com um pó de compósito magnético maleável.
10. Método, de acordo com a reivindicação 5, caracterizado pelo fato de compreender ainda separar ao menos um subconjunto da pluralidade de condutores de fluxo magnético em um comprimento quase idêntico ao comprimento do núcleo de pólo indutor para formar peças condutoras de fluxo magnético, em que separar o subconjunto dos vários condutores de fluxo magnético ocorre antes de afixar em conjunto os vários condutores de fluxo magnético.
11. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que separar o subconjunto dos vários condutores de fluxo magnético compreende ainda cortar o subconjunto dos vários condutores de fluxo magnético para formar as peças condutoras de fluxo magnético.
12. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que ao menos um condutor de fluxo magnético a partir do subconjunto de vários condutores de fluxo magnético é um fio.
13. Método, de acordo com a reivindicação 12, caracterizado pelo fato de que o fio tem uma seção transversal em qualquer um dos seguintes formatos: círculo, quadrado, hexágono e losango.
14. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que ao menos um condutor de fluxo magnético a partir do subconjunto dos vários condutores de fluxo magnético é uma laminação.
15. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que afixar em conjunto os vários condutores de fluxo magnético compreende ainda depositar (604) as peças condutoras de fluxo magnético em um molde configurado para formar o núcleo de pólo indutor.
16. Método, de acordo com a reivindicação 15, caracterizado pelo fato de compreender ainda sobremoldar (612, 712) a extremidade do elemento de pólo indutor para formar a face de pólo esculpida, em que o molde é configurado para formar a face de pólo esculpida.
17. Método, de acordo com a reivindicação 15, caracterizado pelo fato de compreender ainda integrar um elemento de sapata polar como uma capa à extremidade do núcleo de pólo indutor para formar a face de pólo esculpida.
18. Método, de acordo com a reivindicação 17, caracterizado pelo fato de que integrar o elemento de sapata polar à extremidade do núcleo de pólo indutor compreende aplicar um adesivo de ligação incluindo um pó compósito magnético maleável à extremidade do núcleo de pólo indutor; e prensar o elemento de sapata polar contra a extremidade do núcleo de pólo indutor.
19. Método, de acordo com a reivindicação 15, caracterizado por compreender ainda separar (710) ao menos um subconjunto da pluralidade de condutores de fluxo magnético em um comprimento quase idêntico ao comprimento do núcleo de pólo indutor para formar peças condutoras de fluxo magnético, afixadas, em que separar o subconjunto da pluralidade de condutores de fluxo magnético ocorre após afixar (702) em conjunto os vários condutores de fluxo magnético.
20. Método, de acordo com a reivindicação 19, caracterizado pelo fato de que ao menos um condutor de fluxo magnético a partir do subconjunto dos vários condutores de fluxo magnético é um fio.
21. Método, de acordo com a reivindicação 20, caracterizado pelo fato de que múltiplos fios constituindo o subconjunto dos vários condutores de fluxo magnético são confinados por um invólucro definindo uma ou mais superfícies do núcleo de pólo indutor.
22. Método, de acordo com a reivindicação 21, caracterizado pelo fato de que o invólucro tem um formato em seção transversal quer seja de um quadrado, círculo, gota de água, ou oval.
23. Método, de acordo com a reivindicação 20, caracterizado pelo fato de que o fio tem uma seção transversal no formato de qualquer um dos seguintes: um círculo, um quadrado, um hexágono e um losango.
24. Método, de acordo com a reivindicação 19, caracterizado pelo fato de que ao menos um condutor de fluxo magnético a partir do subconjunto dos vários condutores de fluxo magnético é uma laminação.
25. Método, de acordo com a reivindicação 24, caracterizado pelo fato de que múltiplas laminações constituindo um subconjunto dos vários condutores de fluxo magnético são confinadas por um invólucro definindo uma ou mais superfícies do núcleo de pólo indutor.
26. Método, de acordo com a reivindicação 19, caracterizado pelo fato de que afixar os vários condutores de fluxo magnético, em conjunto, compreende ainda puxar o subconjunto dos vários condutores de fluxo magnético a partir de um suprimento de condutores alongados de fluxo magnético para um local no qual porções dos condutores de fluxo magnético alongados são afixadas para formar o núcleo de pólo indutor, em que os condutores de fluxo magnético alongados têm um comprimento maior do que o comprimento do núcleo de pólo indutor.
27. Método, de acordo com a reivindicação 26, caracterizado pelo fato de que o suprimento inclui um número de carretéis de laminações, uma ou mais das quais têm larguras variáveis.
28. Método, de acordo com a reivindicação 26, caracterizado pelo fato de que a localização inclui uma matriz para manter um formato em seção transversal aproximado para o núcleo de pólo indutor.
29. Método, de acordo com a reivindicação 19, caracterizado por compreender ainda: depositar as peças condutoras de fluxo magnético afixadas em um molde; e sobremoldar a extremidade do elemento de pólo indutor para formar a face de pólo esculpida, em que o molde é configurado para formar a face de pólo esculpida.
30. Método, de acordo com a reivindicação 19, caracterizado por compreender ainda integrar um elemento de sapata polar à extremidade do núcleo de pólo indutor para formar a face de pólo esculpida.
31. Método, de acordo com a reivindicação 30, caracterizado pelo fato de que integrar o elemento de sapata polar à extremidade do núcleo de pólo indutor compreende: aplicar um adesivo de ligação incluindo um pó de compósito magnético maleável à extremidade do núcleo de pólo indutor; e prensar o elemento de sapata polar na extremidade do núcleo de pólo indutor.
32. Método, de acordo com a reivindicação 30, caracterizado pelo fato de que o elemento de sapata polar é uma capa.
33. Método para construir elementos de pólo indutor para máquinas eletrodinâmicas com fios de condutor de fluxo, o método caracterizado por compreender: posicionar uma pluralidade de fios próximos um dos outros para formar ao menos um núcleo de pólo indutor para um elemento de pólo indutor; formar o núcleo de pólo indutor como um núcleo de pólo indutor substancialmente reto; e formar uma face de pólo em uma extremidade do elemento de pólo indutor, em que o núcleo de pólo indutor substancialmente reto é configurado para prover um percurso de fluxo substancialmente reto se estendendo entre a face de pólo e outra extremidade do elemento de pólo indutor.
34. Método, de acordo com a reivindicação 33, caracterizado pelo fato de que afixar os vários condutores de fluxo magnético, em conjunto, compreende: isolar os vários fios um dos outros para formar fios isolados; e unir em conjunto os fios isolados.
35. Método, de acordo com a reivindicação 34, caracterizado por compreender ainda separar ao menos um subconjunto dos vários fios em um comprimento quase idêntico ao comprimento do núcleo de pólo indutor para formar peças condutoras de fluxo magnético, em que a separação do subconjunto dos vários fios acontece antes de afixar em conjunto os vários fios.
36. Método, de acordo com a reivindicação 34, caracterizado por compreender ainda separar ao menos um subconjunto dos vários fios em um comprimento quase idêntico ao comprimento do núcleo de pólo indutor para formar peças condutoras de fluxo magnético afixadas, em que a separação do subconjunto dos vários fios ocorre após afixação em conjunto dos vários fios.
37. Elemento de pólo indutor (300, 1304, 1400, 1500, 1600) compreendendo: uma pluralidade de condutores de fluxo magnético (401, 501, 1402, 1504, 1602) posicionados próximos uns dos utros para formar ao menos um núcleo de pólo indutor (302, 400, 500, 904, 1012, 1100, 1204); e uma face de pólo esculpida (410) em uma extremidade da pluralidade de condutores de fluxo magnético do referido elemento de pólo indutor, caracterizado pelo fato de que a face de pólo esculpida (410) é formada conforme o método definido em qualquer uma das reivindicações 1 a 36.
38. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de a face de pólo esculpida (410) compreender uma face de pólo contorneada (410) ou uma face de pólo angular (420).
39. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de a face de pólo esculpida compreender uma face de pólo contorneada substancialmente coexistindo com um arco.
40. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de o núcleo de pólo indutor compreender um núcleo de pólo indutor substancialmente reto (302), em que o núcleo de pólo indutor substancialmente reto é configurado para prover um percurso de fluxo substancialmente reto entre a face de pólo esculpida e a outra extremidade do elemento de pólo indutor.
41. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de a pluralidade de condutores de fluxo magnético compreender condutores de fluxo magnético isolados.
42. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de compreender ainda partículas magnéticas dispostas entre os condutores de fluxo magnético.
43. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato da pluralidade de condutores de fluxo magnético compreender um fio (501) que tem uma seção transversal em qualquer um dos seguintes formatos: um círculo, um quadrado, um hexágono ou um losango.
44. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de compreender ainda um elemento de sapata polar (304, 1014, 1306).
45. Elemento de pólo indutor, de acordo com a reivindicação 44, caracterizado pelo fato de o elemento de sapata polar compreender uma capa extra moldada ou uma capa integrada.
46. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de compreender ainda um subconjunto da pluralidade de condutores de fluxo magnético que é delimitado por uma curva envoltória que define uma ou mais superfícies do núcleo de pólo indutor, em que a curva envoltória tem um corte de seção transversal moldado tanto como um quadrado, um círculo, uma gota de lágrima ou uma forma oval.
47. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato de compreender ainda uma região de transição recuada.
48. Elemento de pólo indutor, de acordo com a reivindicação 37, caracterizado pelo fato da face de pólo esculpida compreender uma borda de face de pólo inclinada (1550, 1552, 1580, 1582).
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US77350006P | 2006-02-14 | 2006-02-14 | |
| US60/773.500 | 2006-02-14 | ||
| US11/707,817 US8283832B2 (en) | 2004-10-25 | 2007-02-12 | Sculpted field pole members and methods of forming the same for electrodynamic machines |
| US11/707.817 | 2007-02-12 | ||
| PCT/US2007/003734 WO2007095209A2 (en) | 2006-02-14 | 2007-02-13 | Field pole members and methods of forming same for electrodynamic machines |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BRPI0707776A2 BRPI0707776A2 (pt) | 2011-05-10 |
| BRPI0707776B1 true BRPI0707776B1 (pt) | 2022-05-10 |
| BRPI0707776B8 BRPI0707776B8 (pt) | 2022-11-22 |
Family
ID=38372077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0707776A BRPI0707776B8 (pt) | 2006-02-14 | 2007-02-13 | Elemento de pólo indutor, método para construir extremidades de núcleo de pólo de campo, e método para construir elementos de pólo indutor |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8283832B2 (pt) |
| EP (1) | EP1987583A4 (pt) |
| JP (1) | JP5339922B2 (pt) |
| KR (1) | KR101375456B1 (pt) |
| CN (1) | CN101385227B (pt) |
| BR (1) | BRPI0707776B8 (pt) |
| WO (1) | WO2007095209A2 (pt) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7884522B1 (en) | 2004-10-25 | 2011-02-08 | Novatorque, Inc. | Stator and rotor-stator structures for electrodynamic machines |
| US8543365B1 (en) | 2004-10-25 | 2013-09-24 | Novatorque, Inc. | Computer-readable medium, a method and an apparatus for designing and simulating electrodynamic machines implementing conical and cylindrical magnets |
| US9093874B2 (en) | 2004-10-25 | 2015-07-28 | Novatorque, Inc. | Sculpted field pole members and methods of forming the same for electrodynamic machines |
| US8330316B2 (en) | 2011-03-09 | 2012-12-11 | Novatorque, Inc. | Rotor-stator structures including boost magnet structures for magnetic regions in rotor assemblies disposed external to boundaries of conically-shaped spaces |
| US7982350B2 (en) | 2004-10-25 | 2011-07-19 | Novatorque, Inc. | Conical magnets and rotor-stator structures for electrodynamic machines |
| US8471425B2 (en) * | 2011-03-09 | 2013-06-25 | Novatorque, Inc. | Rotor-stator structures including boost magnet structures for magnetic regions having angled confronting surfaces in rotor assemblies |
| US8283832B2 (en) | 2004-10-25 | 2012-10-09 | Novatorque, Inc. | Sculpted field pole members and methods of forming the same for electrodynamic machines |
| US8319144B2 (en) | 2007-12-17 | 2012-11-27 | Novatorque, Inc. | Apparatus and method for constructing three-dimensional laminated shapes for field pole structures |
| US20100176312A1 (en) * | 2009-01-13 | 2010-07-15 | Hiroshi Komori | Extreme ultra violet light source apparatus |
| GB0910637D0 (en) * | 2009-06-20 | 2009-08-05 | Univ Gent | Permanent magnet machine |
| JP5561068B2 (ja) * | 2010-09-28 | 2014-07-30 | Jfeスチール株式会社 | 圧縮応力下での鉄損劣化の小さいモータコア |
| JP5561094B2 (ja) * | 2010-10-18 | 2014-07-30 | Jfeスチール株式会社 | 圧縮応力下での鉄損劣化の小さいモータコア |
| JP5561148B2 (ja) * | 2010-12-22 | 2014-07-30 | Jfeスチール株式会社 | 圧縮応力下での鉄損劣化の小さいモータコア |
| US20120228977A1 (en) * | 2011-03-09 | 2012-09-13 | Nova Torque, Inc. | Rotor-stator structures with an outer rotor for electrodynamic machines |
| WO2013116506A1 (en) * | 2012-02-03 | 2013-08-08 | Green Ray Technologies Llc | Electric machines and methods of making same |
| KR101472334B1 (ko) * | 2012-04-09 | 2014-12-12 | 소치재 | 전기구동용 대형차륜 조립방법 |
| CN106653163B (zh) * | 2016-11-22 | 2018-08-24 | 吉林省中赢高科技有限公司 | 一种异形电缆及其制备方法 |
| US10916987B2 (en) | 2018-10-29 | 2021-02-09 | Regal Beloit America, Inc. | Stator, associated electric motor and associated method |
| US11646611B2 (en) | 2021-07-28 | 2023-05-09 | GM Global Technology Operations LLC | Locking mechanism for segmented stator core |
| US11689073B2 (en) | 2021-08-13 | 2023-06-27 | GM Global Technology Operations LLC | Rotor core design |
| US20230047862A1 (en) * | 2021-08-13 | 2023-02-16 | GM Global Technology Operations LLC | Segmented stator core design |
Family Cites Families (291)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US439102A (en) | 1890-10-28 | Electric motor | ||
| US414659A (en) | 1889-11-05 | Fourth to | ||
| US422862A (en) * | 1890-03-04 | washburn | ||
| US754066A (en) * | 1903-10-05 | 1904-03-08 | Ernst Gustav Hoffmann | Telescopic joint for shafting, &c. |
| US829975A (en) | 1905-06-27 | 1906-09-04 | Lincoln Company | Variable-speed electric motor. |
| US846079A (en) * | 1906-11-07 | 1907-03-05 | Victor A Yost | Extensible shaft. |
| US1039197A (en) | 1909-11-03 | 1912-09-24 | Charles H Roth | Variable-speed electric generator. |
| US1557213A (en) | 1924-02-25 | 1925-10-13 | Delco Light Co | Electrical apparatus |
| US1640742A (en) | 1924-05-21 | 1927-08-30 | Gen Motors Res Corp | Pump |
| US1874094A (en) | 1926-05-11 | 1932-08-30 | Ford Instr Co Inc | Transmission system |
| US1771281A (en) | 1927-03-03 | 1930-07-22 | Demag Ag | Electric hoisting gear |
| US1763104A (en) | 1927-05-25 | 1930-06-10 | Herman Nelson Corp | Variable-speed alpha c motors |
| US1962832A (en) | 1930-06-23 | 1934-06-12 | Western Clock Co | Self starting synchronous single phase alternating current motor |
| US2025560A (en) * | 1934-03-16 | 1935-12-24 | Warren Telechron Co | Alternating current motor |
| US2059518A (en) | 1934-11-19 | 1936-11-03 | Thomas J Harley | Magneto rotor |
| US2081993A (en) | 1935-02-08 | 1937-06-01 | Westinghouse Electric & Mfg Co | Small synchronous motor |
| US2141681A (en) | 1937-08-21 | 1938-12-27 | Hex Optical Company | Lens and disaphragm assembly |
| US2486656A (en) | 1941-07-02 | 1949-11-01 | Hartford Nat Bank & Trust Co | Permanent magnet generator system |
| US2378668A (en) | 1943-05-24 | 1945-06-19 | Theodore W Vickers | Electrical machine |
| US2500730A (en) * | 1944-09-11 | 1950-03-14 | Edward H Yonkers | Alternating current generator |
| US2480825A (en) | 1945-06-29 | 1949-09-06 | Vibro Plus Corp | Electric vibration motor |
| US2513226A (en) | 1945-07-11 | 1950-06-27 | Redmond Company Inc | Field structure for rotating electrical equipement |
| US2513227A (en) | 1945-07-11 | 1950-06-27 | Redmond Company Inc | Field structure for rotating electrical equipement |
| US2561890A (en) | 1945-07-25 | 1951-07-24 | George C Stoddard | Dynamoelectric machine |
| US2484001A (en) | 1945-11-20 | 1949-10-04 | Gen Aniline & Film Corp | Motor field frame and method of fabrication |
| GB704670A (en) * | 1950-09-06 | 1954-02-24 | Baker Perkins Ltd | Improvements in and relating to automatic control of laundry washing machines and the like |
| US2677256A (en) * | 1950-10-18 | 1954-05-04 | Donandt Hermann | Coupling |
| US2669687A (en) * | 1950-11-14 | 1954-02-16 | Tastes Maurice De | Electromagnetic attraction motor |
| US2575153A (en) | 1950-11-21 | 1951-11-13 | Gen Electric | Tapered rotor for unit bearing motors |
| US2694781A (en) | 1951-12-11 | 1954-11-16 | Hinz Bruno | Electric motor with axially slidable armatures |
| US2717969A (en) | 1952-02-26 | 1955-09-13 | Buchhold Theodor | Direct current motor |
| US2769106A (en) | 1953-02-06 | 1956-10-30 | United Aircraft Corp | Reaction inductor alternator |
| US2824272A (en) * | 1956-01-09 | 1958-02-18 | Delaporte Aristide Eugene | Rotary electric machine |
| US2796542A (en) | 1956-03-05 | 1957-06-18 | Bekey Andrew | Dynamo-electric machine |
| US2802959A (en) | 1956-04-27 | 1957-08-13 | Gen Electric | Dynamoelectric machine |
| US2927229A (en) * | 1956-07-25 | 1960-03-01 | Frank W Merrill | Rotors for permanent magnet type synchronous motors |
| US3001093A (en) | 1956-08-30 | 1961-09-19 | North American Aviation Inc | Low speed synchronous motor |
| US3025445A (en) * | 1959-07-02 | 1962-03-13 | Automation Development Corp | Rotor excited stepper motor |
| DE1117721B (de) | 1959-09-18 | 1961-11-23 | Ernst Voelk | Als Elektromotor ausgebildete magnetelektrische Maschine mit einem Permanentmagnet-Rotorsystem |
| CH400323A (de) | 1959-09-18 | 1965-10-15 | Voelk Ernst | Elektromotor |
| GB965746A (en) | 1959-09-22 | 1964-08-06 | Sangamo Weston | Improvements in or relating to synchronous electric motors |
| US3083310A (en) | 1960-03-11 | 1963-03-26 | Controls Co Of America | Electric motor having a permanent magnet stator |
| US3210582A (en) | 1960-07-26 | 1965-10-05 | Clarence E Miller | Magneto having auxiliary pole piece |
| US3223866A (en) | 1960-09-13 | 1965-12-14 | Trw Inc | Alternator |
| US3173042A (en) * | 1961-06-08 | 1965-03-09 | Technical Res Products Inc | Synchronous, constant torque, a.c. machine |
| US3175111A (en) * | 1962-07-27 | 1965-03-23 | Electrol Equipment Inc | Dynamoelectric machine with odd multiple harmonic excited field |
| US3241304A (en) * | 1962-08-14 | 1966-03-22 | Klinger Mfg Co Ltd | Pneumatic bearings and false twisters |
| FR1347020A (fr) | 1962-08-22 | 1963-12-27 | Commissariat Energie Atomique | Machine tournante |
| US3309547A (en) * | 1962-11-13 | 1967-03-14 | Emerson Electric Co | Brushless alternator |
| US3205384A (en) | 1963-01-14 | 1965-09-07 | Sears Anthony | Homopolar generator |
| US3319100A (en) * | 1963-12-18 | 1967-05-09 | Westinghouse Electric Corp | Dynamoelectric machines |
| US3321652A (en) * | 1963-12-23 | 1967-05-23 | North American Aviation Inc | Dynamo-electric machine |
| US3374376A (en) * | 1964-01-09 | 1968-03-19 | Kromrey Raymond | Electric generator |
| US3360667A (en) | 1964-01-31 | 1967-12-26 | Jr Thurlow M Gordon | Field control means for dynamo electrical machines |
| US3241111A (en) * | 1964-12-08 | 1966-03-15 | Honeywell Inc | Motor field frame and method of assembly |
| GB1127017A (en) | 1964-12-10 | 1968-09-11 | Clarke Chapman Ltd | Improvements in alternating current generators |
| US3344325A (en) | 1965-05-04 | 1967-09-26 | Honeywell Inc | Step motor including permanent magnet rotor and sectioned stator |
| US3277324A (en) | 1965-07-21 | 1966-10-04 | Allen Bradley Co | Permanent magnet pole piece |
| US3471729A (en) | 1966-02-10 | 1969-10-07 | Controls Co Of America | Plural motor assembly |
| US3399002A (en) | 1966-02-16 | 1968-08-27 | North American Rockwell | Electrostatic support system |
| FR1481150A (fr) * | 1966-04-04 | 1967-05-19 | Rotor inducteur à aimants permanents pour machine électrique | |
| US3428837A (en) * | 1966-04-21 | 1969-02-18 | Imc Magnetics Corp | Small angle stepping motor with offset permanent magnet rotor having axially located pole shoes |
| US3482131A (en) | 1966-09-27 | 1969-12-02 | Garrett Corp | Polyphase alternator winding arrangement |
| FR1524266A (fr) | 1967-03-28 | 1968-05-10 | Electronique & Automatisme Sa | Machine électrique tournante perfectionnée |
| US3490816A (en) * | 1967-12-18 | 1970-01-20 | Cambridge Thermionic Corp | Regulated suspension system |
| GB1240544A (en) | 1968-02-09 | 1971-07-28 | Lucas Industries Ltd | Dynamo electric machines |
| US3466518A (en) | 1968-04-24 | 1969-09-09 | Ncr Co | Rotary stepping motors and control systems therefor |
| GB1268045A (en) * | 1968-05-30 | 1972-03-22 | Sangamo Weston | Improvements in or relating to synchronous electric motors |
| FR1598135A (pt) * | 1968-12-26 | 1970-06-29 | ||
| US3519859A (en) | 1969-04-07 | 1970-07-07 | Computer Devices | Hollow rotor synchronous inductor-type stepping motor with coil and p-m excitation |
| US3565495A (en) * | 1969-08-05 | 1971-02-23 | Cambridge Thermionic Corp | Magnetic suspension apparatus |
| US3603826A (en) | 1969-10-31 | 1971-09-07 | Imc Magnetics Corp | Rotor-stator assembly having reduced inertia |
| US3619014A (en) | 1970-04-02 | 1971-11-09 | North American Rockwell | Gyroscope |
| US3651355A (en) * | 1970-05-08 | 1972-03-21 | Elmer B Mason | Multi-armature motors |
| US3723796A (en) * | 1970-05-08 | 1973-03-27 | E Mason | Multi-armature motor |
| US3663851A (en) | 1970-09-21 | 1972-05-16 | Electro Craft Corp | D.c. motor |
| GB1384689A (en) * | 1971-02-19 | 1975-02-19 | Lucas Industries Ltd | Starter motors |
| US3689787A (en) | 1971-03-22 | 1972-09-05 | Simon Saretzky | Permanent magnet motor having pole shoe rotor with laminations to retard eddy currents |
| US3717780A (en) * | 1971-05-05 | 1973-02-20 | Trw Inc | Dual motor for cassette drive |
| DE2152256A1 (de) | 1971-10-20 | 1973-05-03 | Demag Ag | Kegelreibungsbremse |
| JPS4977117A (pt) * | 1972-11-30 | 1974-07-25 | ||
| US3787100A (en) * | 1972-12-11 | 1974-01-22 | Armement Direction Tech Engins | Devices including rotating members supported by magnetic bearings |
| US3936680A (en) * | 1973-07-10 | 1976-02-03 | Kabushiki Kaisha Tokai Rika Denki Seisakusho | Miniature self-starting electric motor |
| US3991331A (en) | 1973-07-30 | 1976-11-09 | Kollmorgen Corporation | Commutating structure for DC machines |
| US3819964A (en) | 1973-07-30 | 1974-06-25 | Kollmorgen Corp | Commutating structure for d.c.permanent magnet machines |
| US3937993A (en) * | 1974-05-20 | 1976-02-10 | Kollmorgen Corporation | Commutating structure for DC machines |
| US3876892A (en) | 1973-07-30 | 1975-04-08 | Kollmorgen Corp | Commutating structure for dc permanent magnet machines |
| US3836802A (en) | 1973-09-06 | 1974-09-17 | Gen Electric | Permanent magnet motor |
| US4117359A (en) | 1974-01-30 | 1978-09-26 | Teldix Gmbh | Bearing and drive structure for spinning turbine |
| US3892987A (en) | 1974-01-30 | 1975-07-01 | Kollmorgen Corp | Commutating method and apparatus for DC permanent magnet machines |
| US3950663A (en) * | 1974-05-23 | 1976-04-13 | Mead John A | Inline motor iron and windings |
| FR2278191A1 (fr) * | 1974-07-13 | 1976-02-06 | Ibm | Moteur pas a pas |
| US3979821A (en) | 1975-05-09 | 1976-09-14 | Kollmorgen Corporation | Method of manufacturing rare earth permanent magnet rotor |
| US3947155A (en) * | 1974-09-19 | 1976-03-30 | Tecumseh Products Company | Linear compressor |
| DE2445765A1 (de) | 1974-09-25 | 1976-04-08 | Gesig En Technik Gmbh | Elektrischer generator |
| US3956651A (en) * | 1974-11-05 | 1976-05-11 | General Electric Company | Wire stator structure |
| US4047807A (en) | 1974-12-26 | 1977-09-13 | Minolta Camera Kabushiki Kaisha | Diaphragm device |
| GB1553076A (en) * | 1975-06-02 | 1979-09-19 | Dupont Research & Investment S | Electric motor |
| US4066922A (en) * | 1975-07-28 | 1978-01-03 | Unelec S.A. | Electrical motor-control device for electrical equipment |
| US4043614A (en) | 1975-10-28 | 1977-08-23 | Cambridge Thermionic Corporation | Magnetic suspension apparatus |
| US4072881A (en) | 1975-11-06 | 1978-02-07 | Itsuki Ban | Axial-air-gap type semiconductor electric motor |
| US4080724A (en) * | 1976-01-13 | 1978-03-28 | Zephyr Wind Dynamo Company | Method of forming electrical machine care from E-laminations |
| JPS5355597A (en) * | 1976-10-28 | 1978-05-20 | Inoue Japax Res Inc | Device for horizontally moving working table or spindle |
| US4143289A (en) * | 1976-12-14 | 1979-03-06 | Progressive Electronics, Inc. | Rotational field sensor |
| CA1103298A (en) * | 1977-02-25 | 1981-06-16 | Masami Uchiyama | Electric motor with discrete rotor position and speed sensors |
| US4159434A (en) | 1977-10-21 | 1979-06-26 | General Electric Company | Axial gap inductor alternator |
| USD256351S (en) | 1978-01-03 | 1980-08-12 | Schulze Everett E | Solenoid cylinder frame for reciprocating motor |
| US4225798A (en) | 1978-01-13 | 1980-09-30 | Barrett Edward L | Permanent magnet motor |
| US4363988A (en) | 1978-06-12 | 1982-12-14 | General Electric Company | Induction disk motor with metal tape components |
| FR2440013A1 (fr) | 1978-10-23 | 1980-05-23 | Canon Kk | Obturateur a diaphragme actionne electromagnetiquement |
| US4221984A (en) | 1979-01-10 | 1980-09-09 | Mason Elmer B | Stator for multiple rotor D. C. magnetic motor |
| GB2047358B (en) * | 1979-04-21 | 1983-04-07 | Rolls Royce | Constant speed drive |
| US4216263A (en) * | 1979-05-04 | 1980-08-05 | Rea Magnet Wire Co., Inc. | Magnet wire |
| JPS5642219A (en) | 1979-09-17 | 1981-04-20 | Canon Inc | Electromagnetic drive diaphragm device |
| US4327302A (en) * | 1979-09-21 | 1982-04-27 | General Electric Company | Electronically commutated motor, stationary and rotatable assemblies therefore, and lamination |
| US4395815A (en) | 1980-01-29 | 1983-08-02 | Card-O-Matic Pty. Limited | Method of making electric machines |
| US4321495A (en) | 1980-04-21 | 1982-03-23 | Veeder Industries, Inc. | Rotary pulse generator |
| US4328411A (en) * | 1980-04-28 | 1982-05-04 | General Electric Company | Cutting amorphous metal by crystallization with a laser or electron beam |
| US4725750A (en) * | 1980-11-20 | 1988-02-16 | Hughes Aircraft Company | Permanent magnet rotary machine |
| US4378146A (en) * | 1981-02-26 | 1983-03-29 | Koike Seiki Co., Ltd. | Automatic control device for controlling the iris diaphragm in an optical system |
| US4358693A (en) | 1981-06-15 | 1982-11-09 | Charles L. Palmer | Permanent magnet motor |
| DE3128304A1 (de) * | 1981-07-17 | 1983-02-03 | Karsten 7500 Karlsruhe Laing | Stator fuer kugelmotoren |
| US4476395A (en) | 1981-10-19 | 1984-10-09 | Lockheed Corporation | Tandem-generator design for aircraft |
| US4480208A (en) | 1981-10-23 | 1984-10-30 | Lucas Industries Public Limited Company | Stator structure for an electromagnetic device |
| JPS5878132A (ja) | 1981-11-04 | 1983-05-11 | Canon Inc | モ−タ−駆動による紋り装置 |
| SU1096736A1 (ru) | 1982-02-05 | 1984-06-07 | Предприятие П/Я А-3759 | Торцевой электродвигатель с посто нными магнитами |
| JPS58149899A (ja) | 1982-02-26 | 1983-09-06 | 三菱電機株式会社 | 人口衛星姿勢制御用磁気軸受ホイ−ル |
| FR2525408B1 (fr) * | 1982-04-15 | 1985-07-19 | Paris & Du Rhone | Dispositif d'entrainement pour ventilateur de refroidissement d'une machine tournante electrique |
| SE8203884L (sv) | 1982-06-23 | 1983-12-24 | Philips Svenska Ab | Konisk motor och motorarrangemang innefattande fyra koniska motorer |
| JPS5959054A (ja) | 1982-09-27 | 1984-04-04 | Fanuc Ltd | 永久磁石界磁回転子構造 |
| EP0205988B1 (en) | 1982-09-28 | 1989-02-22 | Tai-Her Yang | Improvements in machine tools |
| US4491401A (en) * | 1983-01-17 | 1985-01-01 | Canon Kabushiki Kaisha | Diaphragm device |
| DE3301264C2 (de) * | 1983-01-17 | 1987-02-26 | Philips Patentverwaltung Gmbh, 2000 Hamburg | Einphasensynchronmaschine der Polpaarzahl 1 mit parallelen Eisenschenkeln |
| JPS59230454A (ja) | 1983-06-10 | 1984-12-25 | Fanuc Ltd | 永久磁石界磁回転子の製造方法 |
| US4503349A (en) * | 1983-07-29 | 1985-03-05 | Westinghouse Electric Corp. | Self-excited high current DC electrical pulse generator |
| US4614888A (en) | 1983-08-17 | 1986-09-30 | Sundstrand Corporation | Improved magnetic rotor |
| US4594539A (en) | 1983-09-06 | 1986-06-10 | Michelson Gunnar P | Light valve |
| DE3337590A1 (de) | 1983-10-15 | 1985-04-25 | Robert Bosch Gmbh, 7000 Stuttgart | Elektrischer stellmotor |
| JPS60102855A (ja) | 1983-11-05 | 1985-06-07 | Fanuc Ltd | 交流モ−タ |
| JPS61112U (ja) | 1984-06-05 | 1986-01-06 | キヤノン株式会社 | レンズ鏡筒のモ−タ防振構造 |
| US4663581A (en) * | 1984-10-31 | 1987-05-05 | Sundstrand Corporation | Voltage regulated permanent magnet generator system |
| US4593219A (en) * | 1984-11-02 | 1986-06-03 | Karsten Laing | Pole shoe ring for electrical machines |
| US4620120A (en) * | 1984-11-02 | 1986-10-28 | Karsten Laing | Stator having tooth lamination strips lying between circular cylinders |
| JPS61189142A (ja) * | 1985-02-16 | 1986-08-22 | Takeshige Imai | モ−タ用コア |
| US4757224A (en) | 1985-04-26 | 1988-07-12 | Magnetics Research International Corp. | Full flux reversal variable reluctance machine |
| JPH0824413B2 (ja) * | 1985-06-05 | 1996-03-06 | 株式会社日立製作所 | 永久磁石を有する回転子 |
| US4760314A (en) | 1985-10-11 | 1988-07-26 | Naotake Mohri | Rotation controller for a differential actuator |
| US4674178A (en) | 1985-10-16 | 1987-06-23 | Sundstrand Corporation | Method of fabricating a permanent magnet rotor |
| US4667123A (en) * | 1985-11-20 | 1987-05-19 | The Garrett Corporation | Two pole permanent magnet rotor construction for toothless stator electrical machine |
| US4748361A (en) | 1985-12-05 | 1988-05-31 | Mitsubishi Kinzoku Kabushiki Kaisha | Permanent magnet electric motor |
| US4759186A (en) | 1985-12-26 | 1988-07-26 | Sundstrand Corporation | Self-powered rotary actuator utilizing rotation-generated centrifugal head |
| US4788369A (en) | 1985-12-31 | 1988-11-29 | Mobil Oil Corporation | Conversion of methanol to gasoline |
| US5047682A (en) | 1986-01-13 | 1991-09-10 | Papst-Motoren Gmbh & Co. Kg | Permanent magnet excited electric motor |
| US4658228A (en) * | 1986-05-01 | 1987-04-14 | The United States Of America As Represented By The Secreatry Of The Army | Confinement of longitudinal, axially symmetric, magnetic fields to annular regions with permanent magnets |
| JPS62188744U (pt) * | 1986-05-21 | 1987-12-01 | ||
| US4713569A (en) | 1986-06-20 | 1987-12-15 | 501 Aeroflex Laboratories, Incorporated | Low cogging motor |
| US4734604A (en) * | 1986-08-01 | 1988-03-29 | Cuisinarts, Inc. | Friction braking system and apparatus for appliance induction motor drive |
| US4777397A (en) | 1986-08-15 | 1988-10-11 | Marathon Electric Manufacturing Corp. | Permanent magnet generator apparatus including a consequent pole rotor |
| US4745345A (en) * | 1986-12-02 | 1988-05-17 | Camatec Corporation | D.C. motor with axially disposed working flux gap |
| JPS63187580U (pt) | 1987-05-22 | 1988-12-01 | ||
| BE1000820A7 (nl) * | 1987-08-10 | 1989-04-11 | Holden Karel | Alternator. |
| JPS6450403A (en) * | 1987-08-20 | 1989-02-27 | Brother Ind Ltd | Composite magnetic core and manufacture thereof |
| US4788465A (en) | 1987-09-10 | 1988-11-29 | Digital Equipment Corporation | Armature for DC motor |
| US5140211A (en) | 1987-09-17 | 1992-08-18 | Fanuc Ltd. | Rotor structure of a synchronous motor |
| DE3742502A1 (de) | 1987-12-15 | 1989-06-29 | Erwin Sander Elektroapparateba | Synchronmaschine mit dauermagnetischem laeufer |
| US4802347A (en) * | 1987-12-24 | 1989-02-07 | Whirlpool Corporation | Pump motor/basket brake for an automatic washer |
| US5081387A (en) | 1987-12-24 | 1992-01-14 | Whirlpool Corporation | Pump motor/basket brake for an automatic washer |
| US4885489A (en) | 1988-03-30 | 1989-12-05 | Honeywell Inc. | Permanent magnet motor with hysteresis drag cup coupling |
| US4879484A (en) | 1988-06-17 | 1989-11-07 | Sundstrand Corporation | Alternating current generator and method of angularly adjusting the relative positions of rotors thereof |
| US4949000A (en) | 1988-07-18 | 1990-08-14 | Mueller And Smith, Lpa | D.C. motor |
| JP2574007B2 (ja) * | 1988-08-02 | 1997-01-22 | ファナック株式会社 | 同期電動機のロータ |
| US4918802A (en) * | 1989-02-06 | 1990-04-24 | Franklin Electric Co., Inc. | Method and apparatus for making permanent magnet rotors |
| US5033265A (en) | 1989-03-08 | 1991-07-23 | Sundstrand Corporation | Coaxial hydraulic actuator system |
| US5216308A (en) | 1989-05-25 | 1993-06-01 | Avcon-Advanced Controls Technology, Inc. | Magnetic bearing structure providing radial, axial and moment load bearing support for a rotatable shaft |
| JPH0332333A (ja) | 1989-06-26 | 1991-02-12 | Fanuc Ltd | ラジアルタイプのロータ構造 |
| US4983870A (en) * | 1989-07-26 | 1991-01-08 | Contraves Goerz Corporation | Radial magnetic bearing |
| US4939397A (en) | 1989-10-05 | 1990-07-03 | Morrill Giles W | Spray-resistant electric motor |
| US4984972A (en) * | 1989-10-24 | 1991-01-15 | Minnesota Mining And Manufacturing Co. | Centrifugal blood pump |
| US5300848A (en) * | 1989-11-14 | 1994-04-05 | Sunstrand Corporation | Dual permanent magnet generator planetary gear actuator and rotor phase shifting method |
| JPH03228039A (ja) | 1989-11-16 | 1991-10-09 | Fuji Photo Film Co Ltd | 絞りの電磁駆動装置 |
| FR2655784B1 (fr) * | 1989-12-08 | 1992-01-24 | Alsthom Gec | Moteur a aimants a concentration de flux. |
| US5191256A (en) * | 1989-12-15 | 1993-03-02 | American Motion Systems | Interior magnet rotary machine |
| US5045741A (en) | 1990-02-23 | 1991-09-03 | Battelle Memorial Institute | Dual-motion apparatus |
| DE4010008C1 (pt) | 1990-03-26 | 1991-06-20 | Mannesmann Ag, 4000 Duesseldorf, De | |
| US5049771A (en) | 1990-06-21 | 1991-09-17 | Iap Research, Inc. | Electrical machine |
| US5036235A (en) | 1990-07-25 | 1991-07-30 | Xerox Corporation | Brushless DC motor having a stable hydrodynamic bearing system |
| US5204572A (en) * | 1990-09-13 | 1993-04-20 | Sundstrand Corporation | Radial magnetic coupling |
| JP2946730B2 (ja) | 1990-10-31 | 1999-09-06 | セイコーエプソン株式会社 | 鉄 心 |
| US5168187A (en) | 1991-02-20 | 1992-12-01 | Dana Corporation, Warner Electric Brake & Clutch Division | Axial pole stepping motor |
| US5252870A (en) * | 1991-03-01 | 1993-10-12 | Jacobsen Stephen C | Magnetic eccentric motion motor |
| US5436518A (en) | 1992-01-03 | 1995-07-25 | Nihon Riken Co., Ltd. | Motive power generating device |
| JPH0562179U (ja) * | 1992-01-24 | 1993-08-13 | ジェコー株式会社 | 回転ソレノイド |
| JP2795576B2 (ja) | 1992-02-28 | 1998-09-10 | ファナック株式会社 | 同期電動機のロータ |
| US5233254A (en) | 1992-03-27 | 1993-08-03 | General Electric Company | Conical rotor for switched reluctance machine |
| US5237229A (en) | 1992-04-16 | 1993-08-17 | Shinko Electric Co., Ltd. | Magnetic bearing device with a rotating magnetic field |
| US5212418A (en) | 1992-04-20 | 1993-05-18 | Mason Elmer B | High torque and speed DC motors |
| US5283492A (en) * | 1992-04-20 | 1994-02-01 | Mason Elmer B | Multiple magnetic pole DC motors |
| JP3071064B2 (ja) * | 1992-04-20 | 2000-07-31 | 日本サーボ株式会社 | 永久磁石式ステッピングモ−タ |
| US5258677A (en) | 1992-04-20 | 1993-11-02 | Mason Elmer B | Permanent magnet repelling field DC motors |
| US5514924A (en) | 1992-04-30 | 1996-05-07 | AVCON--Advanced Control Technology, Inc. | Magnetic bearing providing radial and axial load support for a shaft |
| DE4223836A1 (de) | 1992-07-20 | 1994-01-27 | Dornier Gmbh | Mechanische Spannungsregelung für Permanentmagnetgeneratoren |
| GB2269862B (en) * | 1992-08-22 | 1996-05-08 | Glacier Metal Co Ltd | Electromagnetic bearing arrangement |
| US5394321A (en) | 1992-09-02 | 1995-02-28 | Electric Power Research Institute, Inc. | Quasi square-wave back-EMF permanent magnet AC machines with five or more phases |
| CA2147653C (en) | 1993-02-17 | 1999-09-07 | Peter Bruce Clark | Discoidal dynamo-electric machine |
| US5486730A (en) * | 1993-03-18 | 1996-01-23 | Solar Turbines Incorporated | Rotor assembly |
| US5563564A (en) * | 1993-04-22 | 1996-10-08 | University Of Houston | Strong high-temperature superconductor trapped field magnets |
| GB9311634D0 (en) | 1993-06-03 | 1993-07-21 | Spooner Edward | Electromagnetic machine |
| US5753989A (en) | 1993-06-14 | 1998-05-19 | Ecoair Corp. | Hybrid alternator |
| US5783895A (en) | 1994-04-07 | 1998-07-21 | Kone Oy | Elevator motor with flat construction |
| US6259180B1 (en) * | 1996-07-02 | 2001-07-10 | Schlenker Enterprises, Ltd. | Motor including embedded permanent magnet rotor and method for making the same |
| US5627419A (en) | 1994-03-31 | 1997-05-06 | United Technologies Corporation | Self-adjusting airgap motor/generator for flywheel system |
| US5536985A (en) | 1994-05-09 | 1996-07-16 | General Motors Corporation | Composite armature assembly |
| JPH0833245A (ja) * | 1994-07-13 | 1996-02-02 | Kitakami Seimitsu:Kk | 電磁ヨーク及びその製造方法 |
| CN2212827Y (zh) * | 1994-07-14 | 1995-11-15 | 李家保 | 卷绕铁芯 |
| WO1996004094A2 (en) | 1994-07-22 | 1996-02-15 | Woodward Richard C Jr | Disc-type electrical machine |
| US5780950A (en) | 1994-10-18 | 1998-07-14 | Yang; Tai-Her | Co-axial magnetic circuit type compound rotor electrical machine |
| JP2670986B2 (ja) | 1995-02-09 | 1997-10-29 | 明 千葉 | 電磁回転機械 |
| US5659217A (en) | 1995-02-10 | 1997-08-19 | Petersen; Christian C. | Permanent magnet d.c. motor having a radially-disposed working flux gap |
| JP3369024B2 (ja) * | 1995-04-14 | 2003-01-20 | 松下電器産業株式会社 | 永久磁石回転子とその製造方法 |
| FR2734962B1 (fr) | 1995-05-29 | 1997-08-01 | Ebauchesfabrik Eta Ag | Moteur birotor multipolaire |
| US5789841A (en) | 1995-06-07 | 1998-08-04 | Kollmorgen Corporation | Axial air gap brushless motor with layered disk stator |
| US5818137A (en) * | 1995-10-26 | 1998-10-06 | Satcon Technology, Inc. | Integrated magnetic levitation and rotation system |
| US5955806A (en) | 1995-12-01 | 1999-09-21 | Raytheon Company | Torque motor with combined shield ring and rotor ring |
| DE19545680C2 (de) | 1995-12-07 | 2001-05-17 | Fer Fahrzeugelektrik Gmbh | Schaltnetzteil für eine Fahrradlichtmaschine |
| US5731641A (en) * | 1996-02-28 | 1998-03-24 | Aerotech, Inc. | Linear motor driven vertical lift stage |
| DK0894360T3 (da) | 1996-04-18 | 2001-08-06 | Helmut Schiller | Elektrisk jævnstrømsmaskine |
| US5767597A (en) | 1996-07-26 | 1998-06-16 | Satcon Technology Corp. | Electromagnetically biased homopolar magnetic bearing |
| US6811887B2 (en) | 1996-07-29 | 2004-11-02 | Iap Research, Inc. | Apparatus and method for making an electrical component |
| US6114788A (en) | 1996-12-10 | 2000-09-05 | Seagate Technology L.L.C. | Motor/active magnetic bearing combination structure |
| JPH1112556A (ja) * | 1997-06-27 | 1999-01-19 | Shin Etsu Chem Co Ltd | 紫外線硬化型シリコーン剥離性組成物 |
| US5844345A (en) | 1997-09-15 | 1998-12-01 | Lockheed Martin Energy Research Corporation | Homopolar motor with dual rotors |
| DE19747664A1 (de) * | 1997-10-29 | 1999-05-12 | Mannesmann Vdo Ag | Verfahren zur Fertigung eines mehrpoligen Elektromotors und mehrpoliger Elektromotor |
| AU1747599A (en) * | 1997-12-31 | 1999-07-26 | Zhenxia Xiao | Slotless synchronous generator |
| US6057613A (en) | 1998-02-04 | 2000-05-02 | Pacific Scientific Company | Hybrid stepper motor having optimized torque density |
| US6157109A (en) | 1998-02-10 | 2000-12-05 | Reliance Electric Technologies, Llc | Dynamoelectric machine with ferromagnetic end winding ring |
| US6236124B1 (en) * | 1998-05-01 | 2001-05-22 | Nisso Electric Corporation | Linear motor |
| US6359375B1 (en) * | 1998-05-06 | 2002-03-19 | Siemens Medical Solutions Usa, Inc. | Method to build a high bandwidth, low crosstalk, low EM noise transducer |
| JP3700915B2 (ja) * | 1998-05-12 | 2005-09-28 | 株式会社安川電機 | リニアモータ |
| EP0996212A1 (en) | 1998-10-21 | 2000-04-26 | Technische Universiteit Eindhoven | Method for fabricating a permanent magnet rotor, and rotor obtained by said method |
| JP2000152534A (ja) | 1998-11-16 | 2000-05-30 | Matsushita Electric Ind Co Ltd | 永久磁石電動機 |
| JP2000166131A (ja) * | 1998-12-02 | 2000-06-16 | Yoho Han | モ―タ或いは発電機用のステ―タ |
| DE19954196A1 (de) | 1998-12-28 | 2000-06-29 | Feldmann Johann | Elektromagnetisch arbeitender Energiewandler |
| US6492751B1 (en) * | 1999-01-29 | 2002-12-10 | Siemens Vdo Automotive Corporation | Magnetic device with spaced apart pole plates, flux return strip and electrical connector having integral mounting |
| US6844656B1 (en) * | 1999-02-10 | 2005-01-18 | Neg Micon Control Systems A/S | Electric multipole motor/generator with axial magnetic flux |
| EP1153469B1 (de) * | 1999-02-12 | 2003-05-02 | Helmut Schiller | Elektrische maschine |
| US6177746B1 (en) * | 1999-10-21 | 2001-01-23 | Christopher N. Tupper | Low inductance electrical machine |
| DE60027840T2 (de) | 1999-11-18 | 2006-12-28 | Denso Corp., Kariya | Rotierende elektrische Maschine für Fahrzeuge |
| US6455975B1 (en) | 1999-12-03 | 2002-09-24 | Pacific Scientific Electro Kinetics Division | Regulated permanent magnet generator |
| JP2001251835A (ja) | 2000-03-03 | 2001-09-14 | Cryodevice Inc | リニア振動アクチュエータ |
| US6437474B1 (en) | 2000-04-11 | 2002-08-20 | Ming Tsong Chu | Rotor of synchronous motor |
| US6417596B1 (en) | 2000-05-19 | 2002-07-09 | A. O. Smith Corporation | Apparatus and method for attaching a shaft to an electric motor rotor |
| US6346755B1 (en) * | 2000-06-30 | 2002-02-12 | General Electric Company | Optimization of ventilating flow path at air gap exit in reverse flow generators |
| US6359357B1 (en) * | 2000-08-18 | 2002-03-19 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Combination radial and thrust magnetic bearing |
| JP4269544B2 (ja) | 2000-09-14 | 2009-05-27 | 株式会社デンソー | 複数ロータ型同期機 |
| US7884522B1 (en) | 2004-10-25 | 2011-02-08 | Novatorque, Inc. | Stator and rotor-stator structures for electrodynamic machines |
| DE10055392A1 (de) * | 2000-11-09 | 2002-06-06 | Zf Sachs Ag | Antriebseinheit |
| US6707209B2 (en) * | 2000-12-04 | 2004-03-16 | Emerson Electric Co. | Reduced cogging torque permanent magnet electric machine with rotor having offset sections |
| JP4942259B2 (ja) | 2001-07-11 | 2012-05-30 | パナソニック株式会社 | 電動機 |
| JP2003047214A (ja) | 2001-08-03 | 2003-02-14 | Moric Co Ltd | スキューを有する電機子の巻線方法及び装置 |
| DE10140362A1 (de) | 2001-08-17 | 2003-03-06 | Yu-Fang Fan | Motor/Generator des Seitenrotationstyps |
| US6836388B2 (en) | 2001-09-13 | 2004-12-28 | Nidec Corporation | Spindle motor and disk drive utilizing the spindle motor |
| US6868778B2 (en) * | 2001-09-14 | 2005-03-22 | Iap Research, Inc. | System and method for loading a plurality of powder materials in an electromagnetic compaction press |
| US20030062792A1 (en) * | 2001-10-03 | 2003-04-03 | Reiter Frederick B. | Manufacturing method and composite powder metal rotor assembly for spoke type interior permanent magnet machine |
| JP3899885B2 (ja) * | 2001-10-05 | 2007-03-28 | 株式会社日立製作所 | 永久磁石式回転電機 |
| US6784582B1 (en) | 2001-11-19 | 2004-08-31 | Valeo Electrical Systems, Inc. | Magnet shaping and pole concentration for reduction of cogging torque in permanent magnet motors |
| US6492753B2 (en) | 2002-03-08 | 2002-12-10 | Dura-Trac Motors, Inc. | Brushless permanent magnet motor with variable axial rotor/stator alignment to increase speed capability |
| CN1258254C (zh) | 2002-04-01 | 2006-05-31 | 日产自动车株式会社 | 多轴、多层电机的定子冷却结构 |
| US6707221B2 (en) * | 2002-04-08 | 2004-03-16 | General Electric Company | Axial flux machine, stator and fabrication method |
| US6889419B2 (en) | 2002-04-16 | 2005-05-10 | Delphi Technologies, Inc. | Method of making a composite electric machine component of a desired magnetic pattern |
| FR2839211A1 (fr) * | 2002-04-29 | 2003-10-31 | Conception & Dev Michelin Sa | Machine electrique dont le rotor est specialement adapte aux hautes vitesses |
| US20030214194A1 (en) | 2002-05-20 | 2003-11-20 | General Electric Company | Rotor assembly and method of making |
| JP4050746B2 (ja) | 2002-06-26 | 2008-02-20 | アモテック・カンパニー・リミテッド | ラジアルコアタイプダブルローター方式のBLDCモーター(BrushlessDirectCurrentMotorofRadialCoreTypeHavingaStructureofDoubleRotors) |
| US6617747B1 (en) | 2002-07-02 | 2003-09-09 | Petersen Technology Corporation | PM motor and generator with a vertical stator core assembly formed of pressure shaped processed ferromagnetic particles |
| EP1540799A1 (en) | 2002-09-18 | 2005-06-15 | NEG Micon Control Systems A/S | An electrical motor/generator having a number of stator pole cores being larger than a number of rotor pole shoes |
| DE10251647B4 (de) | 2002-10-30 | 2016-09-15 | Xylem Ip Holdings Llc | Elektromotor |
| CN100426627C (zh) * | 2003-01-15 | 2008-10-15 | 三菱电机株式会社 | 永磁式电动机 |
| FR2851088B1 (fr) * | 2003-02-12 | 2006-01-27 | Seb Sa | Stator pour moteur electrique a flux axial |
| US7105973B2 (en) * | 2003-07-21 | 2006-09-12 | Kollmorgen Corporation | Highly efficient permanent magnet brushless motor |
| US7148598B2 (en) * | 2003-10-23 | 2006-12-12 | A.O. Smith Corporation | Spoke permanent magnet rotors for electrical machines and methods of manufacturing same |
| JP4007339B2 (ja) | 2003-11-07 | 2007-11-14 | 株式会社デンソー | 交流モータとその制御装置 |
| JP2005185075A (ja) | 2003-12-24 | 2005-07-07 | Fujitsu General Ltd | アキシャルギャップ型電動機 |
| DE10361857A1 (de) * | 2003-12-30 | 2005-07-28 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Ständers sowie danach hergestellter Ständer |
| US20060238053A1 (en) | 2004-03-01 | 2006-10-26 | The University Of Toledo | Conical bearingless motor/generator |
| US20050264118A1 (en) | 2004-03-01 | 2005-12-01 | Kascak Peter E | Conical bearingless motor/generator |
| JP2006050745A (ja) * | 2004-08-03 | 2006-02-16 | Nissan Motor Co Ltd | アキシャルギャップ回転電機 |
| US7294948B2 (en) | 2004-10-25 | 2007-11-13 | Novatorque, Inc. | Rotor-stator structure for electrodynamic machines |
| US8283832B2 (en) | 2004-10-25 | 2012-10-09 | Novatorque, Inc. | Sculpted field pole members and methods of forming the same for electrodynamic machines |
| US7982350B2 (en) | 2004-10-25 | 2011-07-19 | Novatorque, Inc. | Conical magnets and rotor-stator structures for electrodynamic machines |
| US7061152B2 (en) | 2004-10-25 | 2006-06-13 | Novatorque, Inc. | Rotor-stator structure for electrodynamic machines |
| US7719159B2 (en) | 2005-10-05 | 2010-05-18 | Novatorque, Inc. | Apparatus and method for constructing electrodynamic machines |
| US8072115B2 (en) | 2007-06-07 | 2011-12-06 | Novatorque, Inc. | Foil coil structures and methods for winding the same for axial-based electrodynamic machines |
-
2007
- 2007-02-12 US US11/707,817 patent/US8283832B2/en active Active
- 2007-02-13 BR BRPI0707776A patent/BRPI0707776B8/pt active IP Right Grant
- 2007-02-13 WO PCT/US2007/003734 patent/WO2007095209A2/en active Application Filing
- 2007-02-13 CN CN2007800053276A patent/CN101385227B/zh active Active
- 2007-02-13 JP JP2008555303A patent/JP5339922B2/ja active Active
- 2007-02-13 EP EP07750563.4A patent/EP1987583A4/en not_active Withdrawn
- 2007-02-13 KR KR1020087020035A patent/KR101375456B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009527213A (ja) | 2009-07-23 |
| KR20080110731A (ko) | 2008-12-19 |
| CN101385227B (zh) | 2013-05-29 |
| BRPI0707776A2 (pt) | 2011-05-10 |
| WO2007095209A3 (en) | 2008-04-17 |
| CN101385227A (zh) | 2009-03-11 |
| WO2007095209A2 (en) | 2007-08-23 |
| BRPI0707776B8 (pt) | 2022-11-22 |
| US20070205675A1 (en) | 2007-09-06 |
| KR101375456B1 (ko) | 2014-03-18 |
| EP1987583A4 (en) | 2015-07-01 |
| JP5339922B2 (ja) | 2013-11-13 |
| US8283832B2 (en) | 2012-10-09 |
| EP1987583A2 (en) | 2008-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0707776B1 (pt) | Elemento de pólo indutor, método para construir extremidades de núcleo de pólo de campo, e método para construir elementos de pólo indutor | |
| US10875053B2 (en) | Method for making a component for use in an electric machine | |
| US9093874B2 (en) | Sculpted field pole members and methods of forming the same for electrodynamic machines | |
| CN105978188B (zh) | 电机器和制造方法 | |
| JP7262926B2 (ja) | ラジアルギャップ型回転電機 | |
| AU2011303910B2 (en) | Rotor for modulated pole machine | |
| TWI394350B (zh) | 一體式轉子磁極件 | |
| US10404113B2 (en) | Rotor of a synchronous reluctance machine | |
| CN106165256A (zh) | 永久磁铁式旋转电机及其制造方法 | |
| KR102209454B1 (ko) | 전기 모터용 로터, 관련된 모터 샤프트, 상기 모터 샤프트와 로터를 생산하는 방법 | |
| JP2003088017A (ja) | 電磁装置及びそのロータアセンブリ | |
| JP2003111322A (ja) | 永久磁石機械のロータ | |
| KR102634995B1 (ko) | 전기 기계를 제조하는 방법 | |
| US20070114870A1 (en) | Induction motor capable of utilizing magnetic fluxes of end-turns of a stator to increase torque of a rotor | |
| EP3145054B1 (en) | Electrical rotating machine | |
| JP6107299B2 (ja) | 内包磁石型同期機のアウターロータの製造方法 | |
| KR102328284B1 (ko) | 전기 기계를 위한 캐리어용 삽입체 | |
| JP2001025191A (ja) | 電動機のロータ及びその製造方法 | |
| JP2017079575A (ja) | ロータの製造方法 | |
| TWI385899B (zh) | 永磁式電機之轉子結構及其製造方法 | |
| EP3648304B1 (en) | Stator core comprising cobalt carbide and method of making the same | |
| JP3038796B2 (ja) | ブラシレスモータ | |
| JP2003037952A (ja) | 外開き型櫛部のステータを備えた永久磁石式発電・電動機 | |
| JP2005318760A (ja) | モータ用ロータ及びその製造方法 | |
| KR20190120354A (ko) | 파형 스테이터 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 13/02/2007, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |
|
| B25A | Requested transfer of rights approved |
Owner name: REGAL BELOIT AMERICA, INC. (US) |