WO2022145005A1 - 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 - Google Patents
繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 Download PDFInfo
- Publication number
- WO2022145005A1 WO2022145005A1 PCT/JP2020/049202 JP2020049202W WO2022145005A1 WO 2022145005 A1 WO2022145005 A1 WO 2022145005A1 JP 2020049202 W JP2020049202 W JP 2020049202W WO 2022145005 A1 WO2022145005 A1 WO 2022145005A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- reinforced sheet
- cut
- notch
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
- B29C70/207—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration arranged in parallel planes of fibres crossing at substantial angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
- B32B5/267—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers characterised by at least one non-woven fabric layer that is a spunbonded fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/28—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer impregnated with or embedded in a plastic substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
- B32B7/09—Interconnection of layers by mechanical means by stitching, needling or sewing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0036—Slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/202—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres arranged in parallel planes or structures of fibres crossing at substantial angles, e.g. cross-moulding compound [XMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0872—Prepregs
- B29K2105/0881—Prepregs unidirectional
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0045—Isotropic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
- B29L2031/003—Profiled members, e.g. beams, sections having a profiled transverse cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
- B32B2038/045—Slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/20—Fibres of continuous length in the form of a non-woven mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/708—Isotropic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24058—Structurally defined web or sheet [e.g., overall dimension, etc.] including grain, strips, or filamentary elements in respective layers or components in angular relation
- Y10T428/24124—Fibers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24298—Noncircular aperture [e.g., slit, diamond, rectangular, etc.]
- Y10T428/24314—Slit or elongated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
Definitions
- the present disclosure relates to a fiber reinforced sheet laminate, a method for manufacturing a fiber reinforced sheet laminate, and a method for manufacturing a structure.
- CFRP structural member composite material structure constituting the aircraft component has an arbitrary cross-sectional shape.
- One of the methods for manufacturing such a composite structure is to laminate a plurality of fiber reinforced sheets to produce a laminated body (also called a charge) having a flat or near-flat shape, and the laminated body is used.
- a laminated body also called a charge
- the laminated body is bent so as to have a shape having a curvature.
- a difference in circumference occurs between the inside and the outside.
- the fiber reinforced sheet does not have elasticity in the direction in which the fibers extend (hereinafter referred to as "fiber direction"). Therefore, when bending is performed, depending on the fiber direction of the fiber reinforced sheet, the difference in peripheral length cannot be absorbed, and wrinkles may easily occur in the laminated body. If the laminate is wrinkled, the strength may be reduced.
- Patent Document 1 In order to solve such a problem, it is known to form a notch for cutting a fiber in a reinforcing fiber sheet (for example, Patent Document 1).
- prepreg base materials 2a to 2d composed of reinforced fibers aligned in one direction and a matrix resin are cut in a direction orthogonal to the fiber direction or at a predetermined angle.
- Patent Document 1 does not consider forming a notch in such a fiber-reinforced sheet laminate.
- a method of forming a continuous long notch 101 in the multi-stack material 100 can be considered.
- the fiber-reinforced sheet laminate is composed of a dry fiber-reinforced sheet having no adhesiveness between layers or weak, as shown in FIG. 12, there is a problem that the fiber-reinforced sheet 100a is rolled up, or each of them. There is a possibility that the fiber reinforced sheets 100a and 100b are likely to be separated from each other.
- a method of intermittently making a cut in the fiber-reinforced sheet laminate as shown in FIG. 13 can be considered.
- the fiber direction is different for each of the fiber-reinforced sheets to be laminated, even if the cuts are formed in the fiber-reinforced sheet laminate, the fibers can be cut at equal intervals in any of the fiber-reinforced sheets. It may not be. In that case, the fiber length may be unintentionally shortened in the fiber reinforced sheet, resulting in a decrease in strength. Further, in the fiber reinforced sheet, the fiber length may be unintentionally increased, and the effect of improving the shapeability due to the formation of the notch may not be obtained.
- the present disclosure has been made in view of such circumstances, and is a method and a structure for manufacturing a fiber-reinforced sheet laminate and a fiber-reinforced sheet laminate capable of suppressing a decrease in strength of the fiber-reinforced sheet laminate. It is an object of the present invention to provide the manufacturing method of. Another object of the present invention is to provide a fiber-reinforced sheet laminate, a method for producing a fiber-reinforced sheet laminate, and a method for producing a structure, which can improve the shapeability of the fiber-reinforced sheet laminate.
- the fiber-reinforced sheet laminate is a fiber-reinforced sheet laminate having a plurality of fiber-reinforced sheets to be laminated, and the plurality of fiber-reinforced sheets have first fibers spread in a first direction.
- the present first fiber reinforced sheet and the second fiber reinforced sheet in which the second fiber extends in a second direction different from the first direction are provided, and the first fiber reinforced sheet is cut.
- the second fiber reinforced sheet has a plurality of first cuts for cutting the first fiber so that the first fiber has the same length, and the second fiber reinforcing sheet has the same length so that the cut second fiber has the same length. It has a plurality of second cuts for cutting the second fiber, and the first cut and the second cut are arranged so as to overlap each other when viewed from the stacking direction.
- a first fiber-reinforced sheet in which the first fiber extends in the first direction and a second fiber in a second direction different from the first direction are provided.
- the present disclosure it is possible to suppress a decrease in the strength of the fiber-reinforced sheet laminate.
- the shapeability of the fiber-reinforced sheet laminate can be improved.
- FIG. 1 It is a perspective view which shows the state which performed the bending process with respect to the charge which concerns on embodiment of this disclosure. It is a schematic plan view which shows the modification of FIG. It is a schematic plan view of the 2nd fiber reinforced sheet included in the multi-stack material which concerns on 2nd Embodiment of this disclosure. It is a schematic plan view which shows the modification of FIG. It is a schematic plan view of the fiber reinforced sheet contained in the multi-stack material which concerns on 3rd Embodiment of this disclosure. It is a schematic plan view which shows the modification of FIG. It is a perspective view of the multi-stack material which concerns on a reference example. It is a top view of the multi-stack material which concerns on the reference example shown in FIG.
- the first embodiment of the present disclosure will be described with reference to FIGS. 1 to 6.
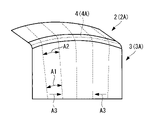
- a charge 2 having a flat or near-flat shape is produced, and the charge 2 is subjected to the charge 2.
- the composite material structure (structure) 3 having a desired shape is manufactured by bending the material.
- the composite structure 3 is used, for example, for stringers, spurs, frames, ribs, and the like, which are aircraft parts constituting the aircraft structure.
- the multi-stack material 1 has a first fiber reinforced sheet 10 and a second fiber reinforced sheet 20 to be laminated.
- the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 are dry fiber reinforced sheets having no or weak adhesiveness between layers.
- the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 are integrated by being sewn with a thread formed of glass fiber or the like.
- the first fiber reinforced sheet 10 has a plurality of first fibers 11 extending in the 0 degree direction (first direction).
- the 0-degree direction is the direction in which the compressive force acts when bending the charge 2 (see arrow A3 in FIG. 5) or the direction in which the tensile force acts (see arrow A6 in FIG. 6). be.
- the line extending in the left-right direction in FIG. 2 illustrates the first fiber 11.
- the first fiber reinforced sheet 10 has a plurality of first cuts 12 for cutting the first fiber 11. Each first notch 12 extends in the 90 degree direction (predetermined direction).
- the 90-degree direction is an angle with respect to the 0-degree direction, and is a direction forming a 90-degree angle with respect to the 0-degree direction.
- the plurality of first notches 12 are arranged in a staggered pattern. Further, the plurality of first cuts 12 are arranged so that the cut first fibers 11 have the same length. The details of the shape and arrangement of the first notch 12 will be described later.
- the second fiber reinforced sheet 20 has a plurality of second fibers 21 extending in the 45 degree direction (second direction).
- the 45-degree direction is a direction in which an angle of 45 degrees is formed with respect to the 0-degree direction in which the first fiber 11 extends.
- the diagonal line in FIG. 3 illustrates the second fiber 21.
- the second fiber reinforced sheet 20 has a plurality of second cuts 22 for cutting the second fiber 21.
- Each second notch 22 extends in the 90 degree direction.
- the plurality of second notches 22 are arranged in a staggered pattern. Further, the plurality of second cuts 22 are arranged so that the cut second fibers 21 have the same length. The details of the shape and arrangement of the second notch 22 will be described later.
- first notch 12 and the second notch 22 The shapes of the first notch 12 and the second notch 22 are the same. Further, the first cut 12 and the second cut 22 are cut so as to penetrate in the stacking direction with respect to the multi-stack material 1 in which the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 are laminated. It is formed by forming a stack. Therefore, the first notch 12 and the second notch 22 are arranged so as to overlap each other when the multi-stack material 1 is viewed from the stacking direction. Therefore, in the following, the arrangement of the plurality of first cuts 12 will be described, and the description of the arrangement of the plurality of second cuts 22 will be omitted.
- the plurality of first notches 12 are all formed to have the same shape.
- Each first notch 12 has a length of 1 in the 90-degree direction.
- the first notch 12 is formed over a plurality of steps in the 90 degree direction.
- the first stage 13 and the second stage 14 are formed so as to be continuous along the 90-degree direction.
- the first notch 12 formed in the first stage 13 is arranged apart from each other in the 0 degree direction (intersection direction), which is the direction intersecting the 90 degree direction. Further, the first notches 12 formed in the first stage 13 are arranged side by side at equal intervals (interval L described later) in the 0 degree direction. The first notch 12 formed in the second stage 14 is also arranged apart in the 0 degree direction. Further, the first notches 12 formed in the second stage 14 are arranged side by side at equal intervals (interval L described later) in the 0 degree direction. Further, the first notch 12 formed in the second stage 14 is arranged at the midpoint in the 0 degree direction between the first notches 12 formed in the adjacent first stage 13.
- first notch 12 of the first stage 13 in the 90 degree direction and the other end of the first notch 12 of the second stage 14 in the 90 degree direction are at the same position in the 90 degree direction. .. That is, the first notch 12 of the first stage 13 and the first notch 12 of the second stage 14 are arranged so as not to overlap or separate when viewed from the 0 degree direction.
- the plurality of first cuts 12 and the plurality of second cuts 22 are arranged so as to satisfy the following formula (1).
- n is an arbitrary natural number.
- ⁇ is an angle formed by the direction in which the first fiber 11 extends (0 degree direction in the present embodiment) and the direction in which the second fiber 21 extends (45 degree direction in the present embodiment).
- l is the length of the first notch 12 in the 90 degree direction.
- L is the distance between the first notches 12 adjacent to each other in the 0 degree direction.
- the second fiber reinforced sheet 20 is laminated on the first fiber reinforced sheet 10, and the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 are sewn with a thread such as glass fiber. Fix with.
- a plurality of cuts are formed in the fixed first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 with a rotating cutter or the like. The notch is formed so as to penetrate the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 in the laminating direction. This notch becomes the first notch 12 in the first fiber reinforced sheet 10 and the second notch 22 in the second fiber reinforced sheet 20.
- the plurality of cuts are formed so as to have the arrangement described above. In this way, the multi-stack material 1 is manufactured.
- the peripheral length A1 of the portion far from the bending line 4A is shorter than the peripheral length A2 of the portion close to the bending line 4A.
- the compressive force acts in the direction indicated by the arrow A3 in the portion where the peripheral length is short.
- the compressive force acts in the direction along the bending line 4A.
- the direction in which the compressive force acts is the 0 degree direction in the multi-stack material 1.
- the peripheral length A4 of the portion far from the bending line 4B is longer than the peripheral length A5 of the portion close to the bending line 4B.
- a tensile force acts in the direction indicated by the arrow A6 in the portion having a long circumference.
- the tensile force acts in the direction along the bending line 4B.
- the direction in which the tensile force acts is the 0 degree direction in the multi-stack material 1.
- the cut may be formed only in a part of the multi-stack material 1.
- a cut is formed in the multi-stack material 1 containing a fiber-reinforced sheet in which fibers extend in the 0-degree direction, and a cut is formed in the multi-stack material 1 that does not include a fiber-reinforced sheet in which fibers extend in the 0-degree direction. May not be formed. By doing so, it is possible to cut the fibers extending in the 0 degree direction, which are likely to cause wrinkles when bending, so that the shapeability of the charge 2 can be improved. ..
- the cuts are formed only in a part of the multi-stack materials 1, the manufacturing process of the charge 2 can be simplified as compared with the case where the cuts are formed in all the multi-stack materials 1. ..
- the first notch 12 and the second notch 22 are made by making a notch in the laminating direction with respect to the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 in the laminated state. It is formed at once. Therefore, the first cut 12 and the second cut 22 can be easily formed as compared with the case where the first cut 12 and the second cut 22 are formed separately.
- the arrangement of the plurality of first cuts 12 and the plurality of second cuts 22 is defined by the above equation (1).
- the first notch 12 can be formed so that the cut first fibers 11 have the same length.
- the second notch 22 can be formed so that the cut second fiber 21 has the same length.
- first notch 12 and the second notch 22 of the first stage 13 in the 90 degree direction and the 90 degree direction of the first notch 12 and the second notch 22 of the second stage 14 The other end is at the same position in the 90 degree direction.
- both the length of the first fiber 11 of the first stage 13 and the length of the first fiber 11 of the second stage 14 become L. That is, in the first fiber reinforced sheet 10, the lengths of all the first fibers 11 are equal.
- the arrangement of the plurality of first cuts 12 and the plurality of second cuts 22 is defined by the above equation (1).
- S1 is ⁇ 2 (L).
- S2 of the second fiber 21 extending between the other second notches 22 is also ⁇ 2 (L).
- the second fiber reinforced sheet 20 has the same length of all the second fibers 21.
- the lengths of the cut first fiber 11 and the second fiber 21 can be made equal in the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20, respectively. Therefore, the lengths of the first fiber 11 and the second fiber 21 can be made uniform. Further, since the cut first fiber 11 and the second fiber 21 do not have an extreme length, the length of the first fiber 11 and the second fiber 21 can be set to a predetermined length. Therefore, in any of the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20, the strength and shapeability can be made uniform over the entire area, and the predetermined strength and shapeability can be ensured. .. Therefore, it is possible to suppress a decrease in the strength of the multi-stack material 1. In addition, the formability of the multi-stack material 1 can be improved.
- a plurality of cuts 106 may be formed in the multi-stack material 105 so as not to satisfy the above formula (1).
- the lengths of the first fibers 109 cut by the first notch 111 are the same in the first fiber reinforced sheet 107 as shown in FIG. 15, but as shown in FIG.
- the lengths of the second fibers 110 cut by the second notch 112 are not equal.
- a short second fiber 110 (see arrow S5) and a long second fiber 110 (see arrow S6) are generated. Therefore, in the second fiber reinforced sheet 108, it may not be possible to secure the predetermined strength and shapeability.
- the line extending in the left-right direction in FIG. 14 illustrates the first fiber 109. Further, the diagonal line in FIG. 15 illustrates the second fiber 110.
- the fiber reinforced sheet when the fiber reinforced sheet is bent, a compressive force or a tensile force may act on the fiber reinforced sheet (see FIGS. 5 and 6).
- the fibers contained in the fiber reinforced sheet do not easily expand and contract in the extending direction of the fibers. Therefore, when the fibers extend along the direction in which the compressive force or the tensile force acts, the fibers cannot absorb the compressive force or the tensile force, and wrinkles are generated on the fiber reinforced sheet.
- the strength of the fiber reinforced sheet may decrease.
- the 0 degree direction in which the first fiber 11 extends and the 45 degree direction in which the second fiber 21 extends are the first when the charge 2 is bent.
- the direction is along the direction in which the compressive force or the tensile force acts on the fiber reinforced sheet 10 and the second fiber reinforced sheet 20. Therefore, it is possible to cut the fiber extending in the direction in which the compressive force or the tensile force acts. Therefore, the shapeability of the first fiber reinforced sheet 10 and the second fiber reinforced sheet 20 can be improved. Therefore, the occurrence of wrinkles can be suppressed.
- the direction along the direction in which the compressive force or the tensile force acts may be a direction other than the direction orthogonal to the direction in which the compressive force or the tensile force acts (90 degree direction in the present embodiment).
- the multi-stack material 1 may have a third fiber reinforced sheet 30.
- the third fiber reinforced sheet 30 has a plurality of third fibers 31 extending in the ⁇ 45 degree direction.
- the ⁇ 45 degree direction is a direction that makes an angle of 45 degrees with respect to the 0 degree direction that is the direction in which the first fiber 11 extends, and is the direction in which the second fiber 21 extends 45 degrees. It is a direction that makes an angle of 90 degrees with respect to the direction.
- the diagonal line in FIG. 4 illustrates the third fiber 31. Further, as shown in FIG.
- the third fiber reinforced sheet 30 has a plurality of third cuts 32 for cutting the third fiber 31.
- the plurality of third cuts 32 are arranged in a staggered pattern. Further, the plurality of third cuts 32 are arranged so that the cut third fibers 31 have the same length.
- the third notch 32 is arranged so as to overlap the first notch 12 and the second notch 22 when the multi-stack material 1 is viewed from the stacking direction. Since the shape and arrangement of the third notch 32 are the same as those of the first notch 12 and the second notch 22 described above, detailed description thereof will be omitted. Also in the third fiber reinforced sheet 30, the length S3 of the third fiber 31 (third fiber 31 existing in the shaded area of FIG.
- the third fiber reinforced sheet 30 has the same length of all the third fibers 31.
- the second cut 22B can be formed so that the cut second fibers 21B have the same length.
- the diagonal line in FIG. 7 illustrates the second fiber 21B.
- the multi-stack material 1 according to the present embodiment is different from the first embodiment in that the direction in which the second fiber 21C of the second fiber reinforced sheet 20C extends is the direction of 30 degrees. Further, it is different from the first embodiment in that the length l of the cut formed in the multi-stack material 1 is different. Since other points are the same as those of the first embodiment, the same reference numerals are given to the same configurations, and detailed description thereof will be omitted.
- the second fiber reinforced sheet 20C has a plurality of second fibers 21C extending in the 30-degree direction (second direction).
- the 30-degree direction is a direction forming an angle of 30 degrees with respect to the 0-degree direction in which the first fiber 11 extends.
- ⁇ is 30 degrees. Therefore, tan ⁇ is 1 / ⁇ 3.
- the second fiber 21C extending between the specific second cuts 22C (the second fiber 21C existing in the shaded area of FIG. 8). ) Is (2 / ⁇ 3) L.
- the length of the second fiber 21C extending between the other second notches 22C (for example, the second fiber 21C existing in the region adjacent to the shaded region in FIG. 3) is also (2 / ⁇ 3). It becomes L.
- the second fiber reinforced sheet 20C has the same length of all the second fibers 21C. Therefore, the same effect as that of the first embodiment is obtained in this embodiment as well.
- the diagonal line in FIG. 8 illustrates the second fiber 21C.
- the second fiber In the reinforcing sheet the lengths of the second fibers to be cut can be made equal to each other.
- the diagonal line in FIG. 9 illustrates the second fiber 21D.
- the multi-stack material 1 according to the present embodiment is different from the first embodiment in that the direction in which the second fiber 41 of the second fiber reinforced sheet 40 extends is the 90-degree direction. Further, it is different from the first embodiment in that the shape and arrangement of the cuts formed in the multi-stack material 1 are different. Since other points are the same as those of the first embodiment, the same reference numerals are given to the same configurations, and detailed description thereof will be omitted.
- both the first fiber 11 of the first fiber reinforced sheet 10 and the second fiber 41 of the second fiber reinforced sheet 40 are shown on the multi-stack material 1 in a plan view for the sake of illustration. Further, the vertical line in FIG. 10 illustrates the first fiber 11. Further, the line in the left-right direction in FIG. 10 illustrates the second fiber 41.
- the second fiber 41 extends in the 90 degree direction (second direction).
- the 90-degree direction is a direction that makes an angle of 90 degrees with respect to the 0-degree direction, which is the direction in which the first fiber 11 extends.
- the notch 42 of the present embodiment has a first-direction notch 43 extending in the 90-degree direction and a second-direction notch 44 extending in the 0-degree direction.
- the first-direction notch 43 and the second-direction notch 44 are arranged so as to form a cross shape.
- the plurality of first-direction notches 43 are formed over a plurality of steps in the 90-degree direction. Further, the first stage 45 and the second stage 46 are formed so as to be continuous along the 90-degree direction. The first-direction notch 43 formed in the first stage 45 is arranged apart from each other in the 0-degree direction, which is a direction intersecting the 90-degree direction. Further, the first-direction notches 43 formed in the first stage 45 are arranged side by side at equal intervals (interval L3) in the 0-degree direction. The first-direction notch 43 formed in the second stage 46 is also arranged so as to be separated in the 0-degree direction.
- first-direction notches 43 formed in the second stage 46 are arranged side by side at equal intervals (interval L3) in the 0-degree direction. Further, the first-direction notch 43 formed in the second stage 46 is arranged at the midpoint in the 0-degree direction between the first-direction notches 43 formed in the adjacent first stage 45. Further, one end of the first-direction notch 43 of the first stage 45 in the 90-degree direction and the other end of the first-direction notch 43 of the second stage 46 in the 90-degree direction are at the same position in the 90-degree direction. ing.
- the plurality of second-direction notches 44 are formed in a plurality of stages in the 0-degree direction. Further, the first stage 48 and the second stage 49 are formed so as to be continuous along the 0 degree direction. The second-direction notches 44 formed in the first stage 48 are arranged apart from each other in the 90-degree direction, which is the direction intersecting the 0-degree direction. Further, the second-direction notches 44 formed in the first stage 48 are arranged side by side at equal intervals (interval L4) in the 0-degree direction. The second-direction notch 44 formed in the second stage 49 is also arranged so as to be separated in the 90-degree direction.
- the second-direction notches 44 formed in the second stage 49 are arranged side by side at equal intervals (interval L4) in the 90-degree direction. Further, the second-direction notch 44 formed in the second step 49 is arranged at a midpoint in the 90-degree direction between the second-direction notches 44 formed in the adjacent first step 48. Further, one end of the second-direction notch 44 of the first stage 48 in the 0-degree direction and the other end of the second-direction notch 44 of the second stage 49 in the 0-degree direction are at the same position in the 0-degree direction. ing.
- the length of the first fiber 11 to be cut in the first fiber reinforced sheet 10 can be the same length. Further, in the second fiber reinforced sheet 40, the length of the second fiber 41 to be cut can be the same. Therefore, the same effect as that of the first embodiment is obtained in this embodiment as well.
- interval L3 and the interval L4 may have the same length or different lengths.
- the first-direction notch 43 and the second-direction notch 44 may be arranged side by side at predetermined intervals along the 90-degree direction and the 0-degree direction.
- the present disclosure is not limited to each of the above embodiments, and can be appropriately modified without departing from the gist thereof.
- a dry fiber reinforced sheet is used as the fiber reinforced sheet
- the present disclosure is not limited to this.
- a fiber reinforced sheet in which a resin is impregnated with fibers for example, prepreg
- the method for manufacturing the fiber-reinforced sheet laminate and the fiber-reinforced sheet laminate and the method for manufacturing the structure described in each embodiment are grasped as follows, for example.
- the fiber-reinforced sheet laminate according to one aspect of the present disclosure is a fiber-reinforced sheet laminate (1) having a plurality of fiber-reinforced sheets (10, 20) to be laminated, and the plurality of fiber-reinforced sheet is the first.
- the first fiber reinforced sheet has a plurality of first cuts (12) that cut the first fiber so that the cut first fiber has the same length.
- the second fiber reinforced sheet has a plurality of second cuts (22) for cutting the second fiber so that the cut second fibers have the same length, and the first cut and the first. The two cuts are arranged so as to overlap when viewed from the stacking direction.
- the first cut and the second cut are arranged so as to overlap each other when viewed from the stacking direction.
- the first cut and the second cut can be formed at one time only by making a cut in the stacking direction for the first fiber reinforced sheet and the second fiber reinforced sheet in the laminated state. Can be done. Therefore, the first cut and the second cut can be easily formed as compared with the case where the first cut and the second cut are formed separately. Further, since the first cut and the second cut are arranged so as to overlap each other, the first cut and the first cut and the first cut are arranged even when the first fiber reinforced sheet and the second fiber reinforced sheet are laminated. 2 Notches can be formed.
- the first cut is formed so that the cut first fibers have the same length.
- the second notch is formed so that the cut second fiber has the same length.
- the first cut and the second cut extend in a predetermined direction
- the plurality of the first cut and the second cut include the first cut and the second cut.
- the first cut and the second cut formed in the first stage (13) in the predetermined direction are formed in a plurality of stages in the predetermined direction, and the first cut and the second cut are formed in a direction intersecting the predetermined direction.
- the first notch and the second notch formed in the second stage (14) in the predetermined direction, which are arranged apart from each other in a certain crossing direction, are the said said to be adjacent to the first stage.
- the first cut in the first stage and one end of the second cut in the predetermined direction are at the same position in the predetermined direction, and the plurality of first cuts and the plurality of second cuts are at the same position.
- the arrangement of the cuts is defined by the following equation (2).
- n is a natural number
- ⁇ is the angle between the first direction and the second direction
- l is the length of the first cut and the second cut in the predetermined direction
- L is the distance between the first cut and the second cut adjacent to each other in the crossing direction.
- the arrangement of the plurality of first cuts and the plurality of second cuts is defined by the above equation (2).
- the first notch can be formed so that the cut first fibers have the same length.
- the second notch can be formed so that the cut second fibers have the same length. Therefore, in any of the first fiber reinforced sheet and the second fiber reinforced sheet, the strength and shapeability can be made uniform over the entire area, and the predetermined strength and shapeability can be ensured. Therefore, it is possible to suppress a decrease in the strength of the fiber-reinforced sheet laminate. In addition, the shapeability of the fiber-reinforced sheet laminate can be improved.
- the first direction and the second direction are described when the first fiber-reinforced sheet and the second fiber-reinforced sheet are bent.
- the direction is along the direction in which the compressive force or the tensile force acts on the first fiber reinforced sheet and the second fiber reinforced sheet.
- the fiber reinforced sheet When the fiber reinforced sheet is bent, a compressive force or a tensile force may act on the fiber reinforced sheet.
- the fibers contained in the fiber reinforced sheet do not easily expand and contract in the extending direction of the fibers. Therefore, when the fibers extend along the direction in which the compressive force or the tensile force acts, the fibers cannot absorb the compressive force or the tensile force, and wrinkles are generated on the fiber reinforced sheet.
- the strength of the fiber reinforced sheet may decrease. In the above configuration, the first direction in which the first fiber extends and the second direction in which the second fiber extends are bent with respect to the first fiber reinforced sheet and the second fiber reinforced sheet.
- the direction along the direction in which a compressive force or a tensile force acts may be a direction other than the direction orthogonal to the direction in which the compressive force or the tensile force acts.
- the method for producing the fiber-reinforced sheet laminate includes a first fiber-reinforced sheet (10) in which the first fiber (11) extends in the first direction, and a second fiber-reinforced sheet (10) different from the first direction.
- the cut is formed so that the cut first fiber and the second fiber have the same length.
- the length of the cut fiber can be made uniform, respectively.
- the length of the fiber can be set to a predetermined length. Therefore, in any of the first fiber reinforced sheet and the second fiber reinforced sheet, the strength and shapeability can be made uniform over the entire area, and the predetermined strength and shapeability can be ensured. Therefore, it is possible to suppress a decrease in the strength of the fiber-reinforced sheet laminate. In addition, the shapeability of the fiber-reinforced sheet laminate can be improved.
- the cuts extend in a predetermined direction, and in the cut step, a plurality of the cuts are formed in a plurality of stages in the predetermined direction.
- the notch formed over the first stage (13) in the predetermined direction is arranged apart from the crossing direction which is the direction in which the predetermined direction intersects, and the second stage (14) in the predetermined direction is arranged.
- the other end of the pre-cut in the second stage in the predetermined direction are at the same position in the predetermined direction, and the arrangement of the plurality of cuts is defined by the following equation (3). Make a notch.
- n is a natural number
- ⁇ is the angle between the first direction and the second direction
- l is the length of the notch in the predetermined direction
- L is the distance between the notches adjacent to the crossing direction in the crossing direction.
- the method for producing a structure according to one aspect of the present disclosure is a method for producing a structure (3) from the fiber-reinforced sheet laminate produced by the method for producing a fiber-reinforced sheet laminate according to any one of the above.
- the first fiber reinforced sheet and the second fiber reinforced sheet are provided with a bending process for bending the first fiber reinforced sheet and the second fiber reinforced sheet so that a compressive force or a tensile force acts in the first direction and the second direction.
- the first fiber reinforced sheet and the second fiber reinforced sheet are bent so that a compressive force or a tensile force acts in the first direction and the second direction. Therefore, in the cutting step, the fibers extending in the direction in which the compressive force or the tensile force acts are cut. Therefore, the shapeability of the first fiber reinforced sheet and the second fiber reinforced sheet can be improved.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/015,610 US12479186B2 (en) | 2020-12-28 | 2020-12-28 | Fiber-reinforced sheet laminate, production method for fiber-reinforced sheet laminate, and production method for structure |
| PCT/JP2020/049202 WO2022145005A1 (ja) | 2020-12-28 | 2020-12-28 | 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 |
| JP2022572848A JP7507890B2 (ja) | 2020-12-28 | 2020-12-28 | 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/049202 WO2022145005A1 (ja) | 2020-12-28 | 2020-12-28 | 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022145005A1 true WO2022145005A1 (ja) | 2022-07-07 |
Family
ID=82259155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/049202 Ceased WO2022145005A1 (ja) | 2020-12-28 | 2020-12-28 | 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US12479186B2 (https=) |
| JP (1) | JP7507890B2 (https=) |
| WO (1) | WO2022145005A1 (https=) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12479186B2 (en) * | 2020-12-28 | 2025-11-25 | Mitsubishi Heavy Industries, Ltd. | Fiber-reinforced sheet laminate, production method for fiber-reinforced sheet laminate, and production method for structure |
| CN117189464A (zh) * | 2023-10-16 | 2023-12-08 | 中复连众(连云港)风电叶片有限公司 | 芯材、风电叶片及芯材制造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02115236A (ja) * | 1988-10-25 | 1990-04-27 | Sumitomo Chem Co Ltd | 成形用繊維強化樹脂シートおよびその製造方法並びに繊維強化樹脂成形体の製造方法 |
| JP2008273176A (ja) * | 2007-04-03 | 2008-11-13 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP2009019201A (ja) * | 2007-06-12 | 2009-01-29 | Toray Ind Inc | 成形材料、プリフォームおよび繊維強化樹脂 |
| JP2015163660A (ja) * | 2014-02-28 | 2015-09-10 | 学校法人大同学園 | プリプレグの製造方法、プリプレグ、繊維強化熱可塑性樹脂の板材および繊維強化熱可塑性樹脂部材 |
| JP2016180037A (ja) * | 2015-03-24 | 2016-10-13 | 三菱レイヨン株式会社 | 炭素繊維強化熱可塑性樹脂複合材料、及びそれを用いた成型体 |
| US20200180260A1 (en) * | 2015-04-13 | 2020-06-11 | Howard E. Crawford, III | Fiber-reinforced composite material |
Family Cites Families (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60224530A (ja) * | 1984-04-23 | 1985-11-08 | Mazda Motor Corp | 強化繊維を含有する複合樹脂シ−ト |
| US4759985A (en) * | 1986-12-16 | 1988-07-26 | E. I. Du Pont De Nemours And Company | Composites of stretch broken aligned fibers of carbon and glass reinforced resin |
| JPH085079B2 (ja) * | 1987-04-02 | 1996-01-24 | 三井東圧化学株式会社 | 繊維強化熱可塑性プラスチツクの製造法 |
| US4990207A (en) * | 1987-04-02 | 1991-02-05 | Mitsui Toatsu Chemicals, Inc. | Process for preparing fiber-reinforced thermoplastic molded articles |
| JPH01289837A (ja) * | 1988-05-17 | 1989-11-21 | Mitsui Toatsu Chem Inc | 切れ目を入れた連続繊維プリプレグを使用する繊維強化熱可塑性プラスチックの製造法 |
| US5217656A (en) * | 1990-07-12 | 1993-06-08 | The C. A. Lawton Company | Method for making structural reinforcement preforms including energetic basting of reinforcement members |
| JP2007146151A (ja) * | 2005-10-31 | 2007-06-14 | Toray Ind Inc | プリプレグ基材、積層基材、繊維強化プラスチック |
| JP4779754B2 (ja) * | 2006-03-29 | 2011-09-28 | 東レ株式会社 | プリプレグ積層体及び繊維強化プラスチック |
| JP5161432B2 (ja) * | 2006-05-01 | 2013-03-13 | 三菱重工業株式会社 | 複合材料製構造部材の成形方法 |
| WO2007135418A1 (en) * | 2006-05-22 | 2007-11-29 | Advanced Composites Group Limited | Moulding materials |
| WO2008038591A1 (fr) * | 2006-09-28 | 2008-04-03 | Toray Industries, Inc. | Procédé de fabrication d'une base préimprégnée composite, d'une base multicouche et d'une matière plastique renforcée de fibres |
| JP2008132775A (ja) * | 2006-10-31 | 2008-06-12 | Toray Ind Inc | 多層基材およびプリフォーム |
| JP5223354B2 (ja) * | 2007-02-02 | 2013-06-26 | 東レ株式会社 | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 |
| JP5272418B2 (ja) * | 2007-02-02 | 2013-08-28 | 東レ株式会社 | 切込プリプレグ基材、複合切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 |
| EP2127840B1 (en) * | 2007-02-02 | 2019-04-10 | Toray Industries, Inc. | Prepreg base material,laminated base material, process for producing prepreg base material, and process for producing fiberreinforced plastic |
| JP2008208343A (ja) * | 2007-02-02 | 2008-09-11 | Toray Ind Inc | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 |
| JP2008260793A (ja) * | 2007-04-10 | 2008-10-30 | Toray Ind Inc | 積層基材および繊維強化プラスチック |
| JP2008279753A (ja) * | 2007-04-13 | 2008-11-20 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| CA2711928A1 (en) * | 2008-01-11 | 2009-07-16 | Tomoyuki Shinoda | Reinforcing fiber substrate of curved shape, layered product using the same, preform, fiber-reinforced resin composite material, and processes for producing those |
| JP2009220480A (ja) * | 2008-03-18 | 2009-10-01 | Toray Ind Inc | 切込シート基材の製造方法 |
| JP5167953B2 (ja) * | 2008-05-27 | 2013-03-21 | 東レ株式会社 | 積層基材、繊維強化プラスチック、およびそれらの製造方法 |
| JP5353099B2 (ja) * | 2008-07-24 | 2013-11-27 | 東レ株式会社 | 繊維強化プラスチックの製造方法 |
| JP2010046956A (ja) * | 2008-08-22 | 2010-03-04 | Toyota Industries Corp | 繊維構造体、繊維強化複合材、繊維構造体の製造方法及び繊維強化複合材の製造方法 |
| US20100233424A1 (en) * | 2009-03-10 | 2010-09-16 | The Boeing Company | Composite structures employing quasi-isotropic laminates |
| US20110140299A1 (en) * | 2009-12-10 | 2011-06-16 | Mau-Yi Huang | Semi-continuity fiber prepreg material, manufacturing method thereof, and composite material made of semi-continuity fiber prepreg material |
| JP5891950B2 (ja) * | 2012-05-28 | 2016-03-23 | 第一精工株式会社 | 電気コネクタ |
| JP2014169411A (ja) * | 2013-03-05 | 2014-09-18 | Mitsubishi Rayon Co Ltd | プリプレグ、及びその製造方法 |
| TWI547371B (zh) * | 2013-03-07 | 2016-09-01 | 三菱麗陽股份有限公司 | 碳纖維強化熱可塑性樹脂複合材料、使用其的成型體、以及電子設備框體用構件 |
| JP5696812B2 (ja) * | 2013-03-11 | 2015-04-08 | 三菱レイヨン株式会社 | 積層基材およびその製造方法 |
| JP2014189722A (ja) * | 2013-03-28 | 2014-10-06 | Mitsubishi Chemicals Corp | 繊維強化プラスティックの積層基材およびその製造方法 |
| JP2015030950A (ja) * | 2013-08-05 | 2015-02-16 | 株式会社Shindo | ステッチ基材およびそれを用いた繊維強化プラスチック |
| JP6464602B2 (ja) * | 2013-08-06 | 2019-02-06 | 三菱ケミカル株式会社 | 積層基材の製造方法、及び積層基材 |
| WO2015037570A1 (ja) * | 2013-09-10 | 2015-03-19 | 三菱レイヨン株式会社 | 熱可塑性プリプレグ及び積層体 |
| KR101678350B1 (ko) * | 2013-12-03 | 2016-11-21 | 미쯔비시 레이온 가부시끼가이샤 | 섬유 강화 수지 적층체 |
| DE102013021124B4 (de) * | 2013-12-13 | 2017-06-14 | Eissmann Cotesa Gmbh | Halbzeug mit Endlosfasern in ungehärteten duroplastischen Kunststoffmatrizen zur Realisierung unebener plattenförmiger Gegenstände |
| WO2015152331A1 (ja) * | 2014-04-02 | 2015-10-08 | 株式会社Ihi | プリプレグシート積層装置 |
| US10808091B2 (en) * | 2014-09-19 | 2020-10-20 | Toray Industries, Inc. | Notched pre-preg and notched pre-preg sheet |
| JP2016087907A (ja) * | 2014-11-04 | 2016-05-23 | 三菱レイヨン株式会社 | 繊維強化プラスチックの製造方法 |
| JP2016108348A (ja) * | 2014-12-02 | 2016-06-20 | 三菱レイヨン株式会社 | 積層基材およびその製造方法 |
| US10099445B2 (en) * | 2015-05-14 | 2018-10-16 | The Boeing Company | Systems and methods for forming composite materials |
| WO2017022835A1 (ja) * | 2015-08-04 | 2017-02-09 | 三菱レイヨン株式会社 | 繊維強化プラスチック及びその製造方法 |
| GB201516245D0 (en) * | 2015-09-14 | 2015-10-28 | Integrated Materials Technology Ltd | Composite material |
| JP6907503B2 (ja) * | 2015-10-27 | 2021-07-21 | 東レ株式会社 | クロスプライ積層体および繊維強化プラスチックの製造方法 |
| CA3001447C (en) * | 2015-10-27 | 2023-09-26 | Toray Industries, Inc. | Incised prepreg, cross-ply laminate, and production method for incised prepreg |
| US10259157B2 (en) * | 2015-12-21 | 2019-04-16 | Palo Alto Research Center Incorporated | Fiber reinforced thermoplastic sheets for thermoforming |
| JP2017144567A (ja) * | 2016-02-15 | 2017-08-24 | 東レ株式会社 | 熱可塑性樹脂成形体 |
| JP6965530B2 (ja) * | 2016-03-16 | 2021-11-10 | 東レ株式会社 | 切込プリプレグおよび切込プリプレグの製造方法 |
| CN108602284B (zh) * | 2016-03-16 | 2021-03-23 | 东丽株式会社 | 纤维增强塑料的制造方法和纤维增强塑料 |
| JP6706549B2 (ja) * | 2016-06-16 | 2020-06-10 | ヒロセ電機株式会社 | 基板との接触に用いる端子、この端子を用いたコネクタ、及び、このコネクタを有するコネクタ装置 |
| CA3020078C (en) * | 2016-06-28 | 2024-01-16 | Toray Industries, Inc. | Prepreg and production method therefor |
| RU2019102213A (ru) * | 2016-09-26 | 2020-10-26 | Торэй Индастриз, Инк. | Рассеченный препрег и способ производства рассеченного препрега |
| PT3548274T (pt) * | 2016-11-30 | 2023-09-14 | Teijin Automotive Tech Inc | Artigo termoplástico de moldagem à base de fibras híbridas e processo de formação do mesmo |
| WO2019031478A1 (ja) * | 2017-08-09 | 2019-02-14 | 東レ株式会社 | 繊維強化プラスチックおよび繊維強化プラスチックの製造方法 |
| JP6988812B2 (ja) * | 2017-08-10 | 2022-01-05 | 東レ株式会社 | プリプレグ積層体及びプリプレグ積層体を用いた繊維強化プラスチックの製造方法 |
| DE202017105285U1 (de) * | 2017-09-01 | 2018-11-06 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Tapelegevorrichtung mit selektiver Einschneideeinrichtung |
| JP7149151B2 (ja) * | 2018-10-03 | 2022-10-06 | 川崎重工業株式会社 | 複合材料製航空機用部品およびその製造方法 |
| CN114174032B (zh) * | 2019-08-06 | 2024-05-03 | 东丽株式会社 | 切口预浸料坯及纤维增强塑料 |
| JP6923773B1 (ja) * | 2019-10-21 | 2021-08-25 | フクビ化学工業株式会社 | 繊維強化樹脂シートおよびその積層体、並びに繊維強化樹脂成形品の製造方法 |
| EP4117880B1 (de) * | 2020-03-13 | 2024-11-27 | Schunk Kohlenstofftechnik GmbH | Verfahren zur herstellung einer faser enthaltenden lage sowie prepreg |
| US12479186B2 (en) * | 2020-12-28 | 2025-11-25 | Mitsubishi Heavy Industries, Ltd. | Fiber-reinforced sheet laminate, production method for fiber-reinforced sheet laminate, and production method for structure |
| JP7543441B2 (ja) * | 2020-12-28 | 2024-09-02 | 三菱重工業株式会社 | 積層体構造体及び積層体構造体の製造方法 |
-
2020
- 2020-12-28 US US18/015,610 patent/US12479186B2/en active Active
- 2020-12-28 WO PCT/JP2020/049202 patent/WO2022145005A1/ja not_active Ceased
- 2020-12-28 JP JP2022572848A patent/JP7507890B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02115236A (ja) * | 1988-10-25 | 1990-04-27 | Sumitomo Chem Co Ltd | 成形用繊維強化樹脂シートおよびその製造方法並びに繊維強化樹脂成形体の製造方法 |
| JP2008273176A (ja) * | 2007-04-03 | 2008-11-13 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP2009019201A (ja) * | 2007-06-12 | 2009-01-29 | Toray Ind Inc | 成形材料、プリフォームおよび繊維強化樹脂 |
| JP2015163660A (ja) * | 2014-02-28 | 2015-09-10 | 学校法人大同学園 | プリプレグの製造方法、プリプレグ、繊維強化熱可塑性樹脂の板材および繊維強化熱可塑性樹脂部材 |
| JP2016180037A (ja) * | 2015-03-24 | 2016-10-13 | 三菱レイヨン株式会社 | 炭素繊維強化熱可塑性樹脂複合材料、及びそれを用いた成型体 |
| US20200180260A1 (en) * | 2015-04-13 | 2020-06-11 | Howard E. Crawford, III | Fiber-reinforced composite material |
Also Published As
| Publication number | Publication date |
|---|---|
| US12479186B2 (en) | 2025-11-25 |
| JP7507890B2 (ja) | 2024-06-28 |
| JPWO2022145005A1 (https=) | 2022-07-07 |
| US20230249432A1 (en) | 2023-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2406604C2 (ru) | Способ формовки конструкционного элемента из композиционного материала и конструкционный элемент из композиционного материала | |
| US6553734B1 (en) | Composite structural panel with undulated body | |
| CN105128455B (zh) | 复合芯和板 | |
| US9937685B2 (en) | Industrial products engineered from processed bamboo or vegetable cane | |
| WO2022145005A1 (ja) | 繊維強化シート積層体並びに繊維強化シート積層体の製造方法及び構造体の製造方法 | |
| CN101631668A (zh) | 制作复合材料的加强材的方法 | |
| RU2011145333A (ru) | Способ изготовления элемента из композитного материала и листовой слоистый материал с предварительной пропиткой | |
| JP2010138953A (ja) | エネルギー吸収部材及びその製造方法 | |
| WO2021157082A1 (ja) | 複合材構造体の製造方法及び積層体の製造方法並びに積層体及び積層型 | |
| JP7543441B2 (ja) | 積層体構造体及び積層体構造体の製造方法 | |
| JP6766770B2 (ja) | 繊維構造体及び繊維強化複合材 | |
| JP5180606B2 (ja) | 複合材部材の製造方法及びプリプレグシートの積層体 | |
| CN109383642B (zh) | 树脂结构体 | |
| JP2022075629A (ja) | ハニカム構造体の製造方法及びハニカム構造体 | |
| CN107848190B (zh) | 单层折叠芯 | |
| US11993030B2 (en) | Composite material component shaping method and charge | |
| JPWO2022144998A5 (https=) | ||
| JP2010046956A (ja) | 繊維構造体、繊維強化複合材、繊維構造体の製造方法及び繊維強化複合材の製造方法 | |
| JP2023551055A (ja) | シート包装 | |
| JP2021025148A (ja) | 繊維構造体、繊維強化複合材、繊維構造体の製造方法、及び賦形用治具 | |
| WO2021144990A1 (ja) | 複合材構造体の製造方法及び積層体 | |
| JP7604960B2 (ja) | ハニカムコア | |
| US9517614B1 (en) | Delamination and crack prevention layer for structural sandwich panels | |
| JP7559630B2 (ja) | ハニカムコア | |
| US20230303011A1 (en) | Method of manufacturing a vehicle trim element and associated trim element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20968016 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022572848 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20968016 Country of ref document: EP Kind code of ref document: A1 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 18015610 Country of ref document: US |