WO2022124229A1 - シーラントフィルム - Google Patents
シーラントフィルム Download PDFInfo
- Publication number
- WO2022124229A1 WO2022124229A1 PCT/JP2021/044471 JP2021044471W WO2022124229A1 WO 2022124229 A1 WO2022124229 A1 WO 2022124229A1 JP 2021044471 W JP2021044471 W JP 2021044471W WO 2022124229 A1 WO2022124229 A1 WO 2022124229A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- polyethylene
- virgin
- sealant film
- recycled
- Prior art date
Links
- 239000000565 sealant Substances 0.000 title claims abstract description 56
- 239000004698 Polyethylene Substances 0.000 claims abstract description 170
- -1 polyethylene Polymers 0.000 claims abstract description 101
- 229920000573 polyethylene Polymers 0.000 claims abstract description 96
- 238000004806 packaging method and process Methods 0.000 claims description 48
- 239000002781 deodorant agent Substances 0.000 claims description 17
- 239000003607 modifier Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- 238000007789 sealing Methods 0.000 claims description 7
- 239000004677 Nylon Substances 0.000 claims description 6
- 239000003963 antioxidant agent Substances 0.000 claims description 6
- 229920001778 nylon Polymers 0.000 claims description 6
- 239000012463 white pigment Substances 0.000 claims description 6
- 239000010457 zeolite Substances 0.000 claims description 6
- 229910021536 Zeolite Inorganic materials 0.000 claims description 5
- 230000003078 antioxidant effect Effects 0.000 claims description 5
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical group O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 claims description 5
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 5
- 229920005989 resin Polymers 0.000 claims description 5
- 239000011347 resin Substances 0.000 claims description 5
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 4
- 229910052725 zinc Inorganic materials 0.000 claims description 4
- 229920001903 high density polyethylene Polymers 0.000 claims description 3
- 239000004700 high-density polyethylene Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 140
- 239000010408 film Substances 0.000 description 82
- 230000001877 deodorizing effect Effects 0.000 description 20
- 239000002585 base Substances 0.000 description 19
- 239000000463 material Substances 0.000 description 10
- 238000002156 mixing Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 7
- 230000006866 deterioration Effects 0.000 description 7
- 229920001684 low density polyethylene Polymers 0.000 description 6
- 239000004702 low-density polyethylene Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000004040 coloring Methods 0.000 description 5
- 239000000796 flavoring agent Substances 0.000 description 5
- 235000019634 flavors Nutrition 0.000 description 5
- 239000002346 layers by function Substances 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 238000007639 printing Methods 0.000 description 5
- 239000004594 Masterbatch (MB) Substances 0.000 description 4
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 238000000427 thin-film deposition Methods 0.000 description 3
- 229910021654 trace metal Inorganic materials 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 150000001299 aldehydes Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001095 inductively coupled plasma mass spectrometry Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- AVHHVBVIOOAZHO-UHFFFAOYSA-N nonanal Chemical compound CCCCCCCCC=O.CCCCCCCCC=O AVHHVBVIOOAZHO-UHFFFAOYSA-N 0.000 description 2
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- GYHFUZHODSMOHU-UHFFFAOYSA-N pelargonaldehyde Natural products CCCCCCCCC=O GYHFUZHODSMOHU-UHFFFAOYSA-N 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 239000002453 shampoo Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 241001092080 Hydrangea Species 0.000 description 1
- 235000014486 Hydrangea macrophylla Nutrition 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229920003233 aromatic nylon Polymers 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 1
- 239000013502 plastic waste Substances 0.000 description 1
- 229920006131 poly(hexamethylene isophthalamide-co-terephthalamide) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/02—Bags or like containers made of paper and having structural provision for thickness of contents with laminated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2272/00—Resin or rubber layer comprising scrap, waste or recycling material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/20—Recycled plastic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Definitions
- the present invention relates to a sealant film containing a recycled polyethylene resin, and further relates to a laminate for a packaging bag and a packaging bag using the sealant film.
- Patent Document 1 proposes a method for recovering and regenerating a multilayer film, which comprises blending low molecular weight polyethylene into scrap of a transparent multilayer film composed of a polyethylene layer, an adhesive layer and a nylon layer. It has been proposed to pelletize recycled products and use the pellets to produce films.
- Patent Document 2 proposes a recycled film in which the mixing ratio of the recycled material (for example, recycled polyethylene) is 50 to 90% by mass and the mixing ratio of foreign matter is 0.1 to 2% by mass with respect to the entire film.
- the recycled film has a three-layer structure, and the first layer contains 50 to 90% by mass of a recycled material, 0.1 to 2% by mass of foreign matter, and 2 to 4% by mass of a pressure-sensitive adhesive. It is disclosed that the layer contains 50 to 90% by mass of recycled material and 0.1 to 2% by mass of foreign matter, and the third layer is made of unused low density polyethylene (LDPE).
- LDPE low density polyethylene
- the film using recycled polyethylene as described above cannot be used for producing a sealant film, especially a packaging bag. That is, the sealant film has various problems such as a decrease in thermal adhesiveness due to the use of a recycled material, a decrease in flavor due to an odor, a poor appearance due to coloring, and a decrease in strength.
- an object of the present invention is to provide a sealant film in which heat adhesion is ensured while using recycled polyethylene.
- Another object of the present invention is to provide a sealant film which is not limited to containing recycled polyethylene but has a problem of odor, coloring, or a decrease in strength.
- Still another object of the present invention is to provide a laminated body for a packaging bag and a packaging bag formed by using the above-mentioned sealant film containing recycled polyethylene.
- two virgin polyethylene layers a first virgin polyethylene layer and a second virgin polyethylene layer, are included, and an intermediate layer containing recycled polyethylene is provided between the two virgin polyethylene layers.
- a sealant film characterized by being present is provided.
- the regenerated polyethylene contains at least one metal component selected from the group consisting of Mg, Ca, Fe and Zn.
- a layer containing a deodorant is provided.
- Either the first virgin polyethylene layer, the second virgin polyethylene layer or the intermediate layer is a layer containing the deodorant, or the intermediate layer and the first virgin polyethylene layer or the second.
- a layer containing the deodorant is provided between the virgin polyethylene layer and the virgin polyethylene layer.
- the deodorant is zeolite.
- the intermediate layer contains an antioxidant.
- a white layer containing a white pigment is provided on at least one side of the intermediate layer.
- the first and / or the second virgin polyethylene layer is the white layer, or the white layer is provided between the first and / or the second virgin polyethylene layer and the intermediate layer. .. (8)
- the intermediate layer contains virgin polyethylene together with the regenerated polyethylene.
- the intermediate layer contains a thermoplastic elastomer or a linear low-density polyethylene as a modifier for improving the strength.
- a laminate for a packaging bag composed of the above-mentioned sealant film and a base film laminated on the first virgin polyethylene layer of the sealant film.
- the base film is made of polyethylene terephthalate, nylon or high-density polyethylene.
- a printing layer or an inorganic thin-film deposition layer is formed between the base film and the first virgin polyethylene layer. Is preferable.
- a packaging bag in which the second virgin polyethylene layers in the above-mentioned packaging bag laminate are bonded to each other by heat sealing.
- a packaging bag an embodiment in which the body portion is formed by the packaging bag laminate and the bottom portion is formed by a sealant film containing no recycled resin can be preferably adopted.
- the sealant film of the present invention an intermediate layer containing recycled polyethylene is sandwiched between two virgin polyethylene layers (first and second virgin polyethylene layers). Therefore, it is possible to effectively avoid the deterioration of the adhesiveness (laminating property, heat sealing property) due to the recycled polyethylene.
- the base film is laminated on one side of the virgin polyethylene layer (first virgin polyethylene layer) with a solvent-type or solvent-free thermosetting adhesive, so that the laminate is used for producing a packaging bag. It can be used effectively as a body. This is because in such a laminated body, the virgin polyethylene layer (second virgin polyethylene layer) on the other side can be heat-sealed as an inner layer to make a bag.
- this multi-layer structure is utilized to avoid deterioration of flavor due to an agent for suppressing performance deterioration or the like due to the use of recycled polyethylene, for example, odor.
- a deodorant can be used, a white colorant (formation of a white layer) can be used to avoid poor appearance due to coloring, and a modifier can be used to avoid a decrease in strength.
- the piercing strength of the packaging bag can be increased, the gas barrier property is improved by forming the inorganic thin-film film, and the appearance characteristics are improved by forming the printing layer. realizable.
- Schematic side sectional view showing the basic layer structure of the sealant film of this invention. Schematic side sectional view showing another example of the layer structure of the sealant film of the present invention.
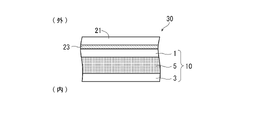
- the schematic side sectional view which shows an example of the layer structure of the laminated body for a packaging bag formed by using the sealant film of FIG.
- the sealant film of the present invention which is shown as a whole with reference to FIG. 1, is, as shown in FIG. 1, between the first virgin polyethylene layer 1 and the second virgin polyethylene layer 3. It has an intermediate layer 5 containing recycled polyethylene.
- polyethylene may be simply referred to as PE.
- the sealant film 10 is not limited to this, but is basically used as a laminated body for a packaging bag by attaching a base film to be described later, and is used in a finally obtained packaging bag.
- the base film side is the outer surface, and the side opposite to the base film is the side that comes into contact with the contents contained in the packaging bag. Therefore, in FIGS. 1 to 3, the side to which the base film is attached (or the base film side) is referred to as (outside), and the opposite side is referred to as (inside).
- the sealant film 10 has a layered structure that exhibits excellent adhesiveness on both the outer surface side and the inner surface side.
- the second virgin PE layer 3 (inner virgin PE layer) is required to have heat-sealing properties, and is not particularly limited, but as a virgin PE, the density is 0.930 to 0.910 g / cm.
- Low density polyethylene (LDPE) in the range of 3 is preferably used.
- the MFR melt flow rate, 190 ° C.
- the recycled PE contained in the intermediate layer 5 is recovered from a used polyethylene molded body or from a waste material at the time of manufacturing a polyethylene molded body, and is crushed, washed with an alkali or the like, filtered in a molten state, and the like. It is obtained through various steps such as extraction with an organic solvent. Therefore, in connection with undergoing such a step, at least one metal component selected from the group consisting of Mg, Ca, Fe and Zn is contained as an unavoidable impurity. That is, the presence of these metal components can be confirmed by ICP-MS or the like, and the use of recycled PE can be confirmed by the presence of these metal components.
- the content of the metal component contained in the recycled PE cannot be unconditionally specified because it differs depending on the manufacturer and the like, but in general, Mg is 1 ppm or more, Ca is 5 ppm or more, Fe is 0.1 ppm or more, and Zn. Is 0.1 ppm or more.
- Mg is 1 ppm or more
- Ca is 5 ppm or more
- Fe is 0.1 ppm or more
- Zn Is 0.1 ppm or more.
- Na, Al, K, Ti and the like may be contained. (In virgin PE, the content of these metal components is below the detection limit.)
- the sealant film 10 and the laminate for packaging bags and packaging bags made from the film are also excellent in environmental suitability, but the amount is larger than necessary.
- the recycled PE of the above the amount of the virgin PE used is reduced according to the amount of the recycled PE, so that the heat-sealing property and other physical properties are significantly deteriorated. Therefore, from the viewpoint of avoiding such deterioration of physical properties, it is preferable that the recycled PE content in the sealant film 10 is about 15 to 90% by mass.
- the thickness of the intermediate layer 5 is 1, the thickness of the first virgin PE layer 1 and the second virgin layer 3 is 0. It is preferable to set it to be about 0.05 to 0.3.
- the intermediate layer 5 may be formed of recycled PE alone, but it is generally preferable that the intermediate layer 5 also contains virgin PE. That is, the recycled PE is usually diluted with virgin PE and stored as pellets, and the sealant film 10 is formed by coextrusion molding using such recycled PE-containing pellets and virgin PE pellets.
- the PE constituting the intermediate layer 5 may be derived from a petroleum raw material, derived from a plant raw material, or a mixture thereof.
- each layer contains a deodorant, an antioxidant, a white pigment, a modifier and the like.
- the deodorant captures the offensive odor of the recycled polyethylene and prevents the flavor of the contents from being deteriorated due to the offensive odor.
- the first virgin PE layer 1 outer virgin PE layer
- the intermediate layer 5 and the second It may be blended in any of the virgin PE layer 3 (inner virgin PE layer) of the above, but from the viewpoint that it is used to capture the offensive odor caused by the recycled PE and prevent the flavor property of the contents from being deteriorated due to the offensive odor. Is preferably blended in the intermediate layer 5 or the second virgin PE layer 3 (inner virgin PE layer).
- Typical examples of such deodorants are silica-based particles such as silica gel and aluminum silicate-related particles such as zeolite.
- MFI-type zeolites especially silica.
- Silica-rich MFI-type zeolite having an alumina molar ratio (SiO 2 / Al 2 O 3 ratio) of 80 or more is preferably used. It is usually preferable to use such a deodorant in an amount of 1 to 30 parts by mass per 100 parts by mass of recycled PE.
- Typical antioxidants are hindered phenols and hindered amines, which have been conventionally used as resin compounding agents. Such an antioxidant is used together with the recycled PE in the intermediate layer 5 in order to prevent further deterioration due to the oxidation of the recycled PE, and is usually 0.1 to 0.3 per 100 parts by mass of the recycled PE. It is desirable to use in the amount of parts by mass.
- Titanium oxide and zinc oxide are typical white pigments, which are provided to avoid the problem of coloring due to recycled PE, and are provided in a layer on the outer surface side with respect to the intermediate layer 5, for example, a first virgin PE. It is blended in layer 1. That is, it is used in an appropriate amount to conceal the coloring by the recycled PE so that it cannot be seen from the outside.
- the modifier is used to suppress the decrease in strength due to the recycled PE, and is usually blended in the intermediate layer 5 in which the recycled PE is present.
- a thermoplastic elastomer is preferably used. That is, the impact resistance is improved by imparting elasticity to the intermediate layer 5.
- examples of such a thermoplastic elastomer include an ethylene / ⁇ -olefin copolymer, an ethylene / propylene copolymer (EPR), a styrene / butadiene copolymer (SBR), and an ethylene / propylene / butene copolymer (EPBR).
- the ⁇ -olefin copolymer is particularly suitable because it has excellent dispersibility in the intermediate layer 5 containing recycled PE and virgin PE. Further, it is preferable that the above-mentioned modifier is blended in the intermediate layer 5 in an amount of 1 to 30 parts by mass per 100 parts by mass of recycled PE.
- linear low density polyethylene (LLDPE) can be blended as the above-mentioned modifier.
- Such LLDPEs have densities in the range of 0.910 to 0.925 g / cm 3 and have extremely high molecular linearity, for example, ⁇ such as butene-1, hexene-1, 4-methylpentene-1 and the like.
- ⁇ such as butene-1, hexene-1, 4-methylpentene-1 and the like.
- -A trace amount (about several percent) of olefin is copolymerized with ethylene, and a short ⁇ -olefin chain is introduced as a branch into a long ethylene chain to reduce the density.
- the LLDPE used as an auxiliary component of the modifier as described above one having an MFR (190 ° C.) of 1.0 to 15 g / 10 min is preferably used from the viewpoint of film formability, and the comonomer component is preferably used.
- Hexene-1 and 4-methylpentene-1 are preferable, and hexene-1 is the most suitable.
- Such LLDPE is
- the heat sealant film 10 of the present invention can take various embodiments, provided that it has the above-mentioned basic three-layer structure. For example, by blending a white pigment into the first PE layer 1 located on the outer surface to form a white layer, the color of the recycled PE is concealed so as not to be seen from the outside, and at the same time, the inner second PE layer 3 is covered. By blending a deodorant and capturing the odor derived from the recycled PE, it is possible to prevent the flavor of the contents of the packaging bag from deteriorating.
- the white layer or the layer containing the deodorant can be provided as an independent layer.
- a layer 7 in which a deodorizing agent is blended with virgin PE is provided between the intermediate layer 5 containing recycled PE and the second virgin PE layer 3 on the inner surface side, and an intermediate layer 7 is provided.
- a white layer 9 in which a white pigment is blended in the virgin PE can be provided between the layer 5 and the first virgin PE layer 1 on the outer surface side. Even in such a five-layer sealant film 10, it is desirable to keep the content ratio of the recycled PE showing the film 10 within the above-mentioned range (about 30 to 90% by mass).
- the thickness of the sealant film 10 of the present invention described above is not particularly limited, but it is usually preferably in the range of about 50 to 200 ⁇ m in consideration of the rigidity when used as a packaging bag.
- each component is dry-blended, put into an extruder, melt-kneaded, and the blend is co-extruded into a film from a T-die to extrude a multilayer film-like melt. , Manufactured by contacting with a cooling roll to solidify and wind up.
- the above-mentioned sealant film 10 of the present invention can be used for various purposes by utilizing the good adhesiveness of the virgin PE layers 1 and 3 existing on both sides thereof, and is particularly laminated used for producing a packaging bag. Best used as a body.
- FIG. 3 shows an example of the layer structure of such a laminated body.
- the packaging bag laminate shown by 30 as a whole includes a base film 21 laminated on the first virgin PE layer 1 side of the sealant film 10, and the base film 21 and the first virgin.
- a functional layer 23 is formed between the PE layer 1 and the PE layer 1, if necessary.
- the base film 21 is provided so as to be located on the outer surface side of the packaging bag, and the material thereof is not particularly limited, but the density is high in that appropriate rigidity can be obtained when used as a packaging bag.
- High-density polyethylene having a value greater than 0.930 g / cm 3 , polyamide resin, polyester resin, or the like is suitable.
- polyamide-based resin include nylon 6, nylon 6-6, nylon 6-10, nylon 11, nylon 12, nylon 13, nylon 6 / nylon 6,6 copolymer, and aromatic nylon (for example, polymethoxylylene hydrangea).
- Pamide amorphous nylon (for example, nylon 6I / 6T) and the like can be mentioned.
- polyester resin examples include polyethylene terephthalate (PET), polybutylene terephthalate, polyethylene naphthalate (PEN) and the like.
- PET polyethylene terephthalate
- PEN polyethylene naphthalate
- Polyamide films and polyester films, particularly polyamide films, are suitable in terms of increasing the piercing strength of the packaging bag.
- the base film 21 may be stretched.
- the material constituting the base film 21 may be derived from a petroleum raw material, derived from a plant raw material, or a mixture thereof. It may also contain recycled materials. The thickness of such a base film 21 is usually about 5 to 50 ⁇ m.
- an inorganic thin-film deposition layer or a printing layer is typical.
- the inorganic vapor deposition layer is formed by plasma CVD using an Al compound, a silicon compound, or the like, and is used to enhance the gas barrier property of the packaging bag or to conceal the color of the recycled PE.
- Such an inorganic thin-film deposition layer is a thin layer having a thickness of about 0.001 to 1 ⁇ m.
- the print layer is formed by ink of each color by gravure printing, inkjet printing, etc., and is intended for decoration, etc., but especially in the case of solid printing, it also has an action of hiding the color of recycled PE. Have.
- the thickness of the printed layer is usually 5 ⁇ m or less.
- a functional layer such as an inorganic vapor deposition layer or a printing layer is appropriately provided on the surface of the base film 21, and then a thermosetting adhesive such as a urethane adhesive or an epoxy adhesive is provided. It can also be manufactured by attaching the base film 21 (or the functional layer 23) on the first virgin PE layer 1 of the sealant film 10 using the above.
- Bag making is done by known means. For example, a packaging bag filled with contents by making an empty pouch by a three-way seal using two laminated bodies 30, filling the contents from the opening, and finally closing the opening with a heat seal. (Pouch) 40 is obtained. Further, the body of the pouch is made by forming one laminated body 30 into a cylindrical shape and heat-sealing the second virgin PE layers 3 at both ends, and then empty using the laminated body 30 dedicated to the bottom. Pouches can also be manufactured. Such a method is advantageous in increasing the volume of the pouch or imparting standing property.
- the packaging bag 40 of the present invention is used exclusively for the body, and a normal sealant film formed from virgin PE in which recycled PE is not used is used exclusively for the bottom to make the packaging bag 40. Is preferable.
- the packaging bag 40 thus obtained is particularly used as a standing pouch because of its high strength at the bottom.
- the packaging bag obtained from the sealant film of the present invention contains a large amount of recycled PE, is not only excellent in environmental suitability, but also effectively avoids performance deterioration due to recycled PE, and is a liquid or solid substance.
- it is put to practical use as a packaging bag containing foods, liquid detergents, shampoos, rinses, and the like.
- it is suitably used as a standing pouch for refilling shampoo and conditioner.
- melt flow rate is a value at 190 ° C., and the unit is g / 10 min.
- Polyethylene A It is a mixture of unused linear low density polyethylene (LLDPE) having an MFR of 0.8 and unused low density polyethylene (LDPE) having an MFR of 2.0.
- Polyethylene B PE-B
- Polyethylene C PE-C
- White polyethylene WH-PE
- Deodorized polyethylene DEO-PE
- RE-PE Recycled polyethylene
- ⁇ Deodorant> Using a gas chromatograph, the odorous component volatilized at 100 ° C. was measured. The deodorizing property was evaluated based on whether the area values of aldehyde-based nonanal and benzaldehyde were lower than those in the basic experiment in which deodorizing polyethylene was not used.
- Example 1 Various polyethylenes were used to prepare a sealant film in accordance with the above-mentioned film forming method.
- the composition and thickness of each layer are as shown in Table 2 below.
- Example 2 A sealant film was produced in the same manner as in Experimental Example 1 except that the blending amounts of white polyethylene (WH-PE) and deodorizing polyethylene (DEO-PE) blended in the white deodorizing layer were changed to 20.0% by mass, respectively. did.
- the composition and thickness of each layer are as shown in Table 3 below.
- Example 3 A sealant film was produced in the same manner as in Experimental Example 1 except that the blending amounts of white polyethylene (WH-PE) and deodorizing polyethylene (DEO-PE) blended in the white deodorizing layer were changed to 30.0% by mass, respectively. did.
- the composition and thickness of each layer are as shown in Table 4 below.
- Second virgin polyethylene layer 5 Second virgin polyethylene layer 5: Intermediate layer 10: Sealant film 21: Base film 23: Functional layer 30: Packaging bag laminate 40: Packaging bag
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
Description
本発明の他の目的は、再生ポリエチレンを含んでいるにも限らず、臭気や着色の問題或いは強度低下の問題が解決されたシーラントフィルムを提供することにある。
本発明のさらに他の目的は、再生ポリエチレンを含む上記のシーラントフィルムを用いて形成された包装袋用積層体及び包装袋を提供することにある。
(1)前記再生ポリエチレンは、Mg、Ca、Fe及びZnからなる群より選択された少なくとも1種の金属成分を含有していること。
(2)脱臭剤を含む層が設けられていること。
(3)前記第1のバージンポリエチレン層、第2のバージンポリエチレン層或いは前記中間層の何れかが前記脱臭剤を含む層であるか、或いは、前記中間層と第1のバージンポリエチレン層もしくは第2のバージンポリエチレン層との間に、前記脱臭剤を含む層が設けられていること。
(4)前記脱臭剤がゼオライトであること。
(5)前記中間層には、酸化防止剤が配合されていること。
(6)前記中間層の少なくとも一方側には、白色顔料が配合された白色層が設けられていること。
(7)第1及び/又は第2のバージンポリエチレン層が前記白色層であるか或いは第1及び/又は第2のバージンポリエチレン層と前記中間層との間に前記白色層が設けられていること。
(8)前記中間層には、前記再生ポリエチレンとともに、バージンのポリエチレンが配合されていること。
(9)前記中間層は、強度を向上させる改質材として、熱可塑性エラストマーまたは直鎖低密度ポリエチレンを含んでいること。
かかる包装袋用積層体においては、
(1)前記基材フィルムが、ポリエチレンテレフタレート、ナイロン或いは高密度ポリエチレンから形成されていること、
(2)前記基材フィルムと第1のバージンポリエチレン層との間に、印刷層或いは無機蒸着層が形成されていること、
が好適である。
かかる包装袋においては、前記包装袋用積層体により胴部が形成され、再生樹脂を含んでいないシーラントフィルムにより底部が形成されている態様を好適に採用することができる。
また、このシーラントフィルムに積層される基材フィルムを活用して、包装袋の突き刺し強度を高めることができるし、無機蒸着膜の形成によるガスバリア性の向上や印刷層の形成による外観特性の向上も実現できる。
図1を参照して、全体として10で示される本発明のシーラントフィルムは、図1に示されているように、第1のバージンポリエチレン層1と第2のバージンポリエチレン層3との間に、再生ポリエチレンを含む中間層5を有している。(以下、ポリエチレンを単にPEと呼ぶことがある。)
また、上記の改質材は、再生PE100質量部当り1~30質量部の量で中間層5中に配合されていることが好ましい。
かかるLLDPEは、再生PE100質量部当り1~30質量部の量で中間層5中に配合されることが好ましい。
例えば、図2に示されているように、再生PEを含む中間層5と内面側の第2のバージンPE層3との間に、脱臭剤がバージンPEに配合された層7を設け、中間層5と外面側の第1のバージンPE層1との間に、白色顔料がバージンPEに配合された白色層9を設けることができる。このような5層構成のシーラントフィルム10においても、該フィルム10を示す再生PEの含有割合は、前述した範囲(30~90質量%程度)に保持することが望ましい。
上述した本発明のシーラントフィルム10は、その両面に存在するバージンPE層1,3が有する良好な接着性を利用して種々の用途に利用することができるが、特に包装袋の作製に用いる積層体として使用することが最適である。図3には、このような積層体の層構成の一例を示した。
上記のポリアミド系樹脂としては、ナイロン6、ナイロン6-6、ナイロン6-10、ナイロン11、ナイロン12、ナイロン13、ナイロン6/ナイロン6,6共重合体、芳香族ナイロン(例えばポリメタキシリレンアジパミド)、アモルファスナイロン(例えばナイロン6I/6T)等を挙げることができる。また、ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリエチレンナフタレート(PEN)等を挙げることができる。包装袋の突き刺し強度を高めるという点ではポリアミドフィルムやポリエステルフィルム、特にポリアミドフィルムが好適である。また、この基材フィルム21は、延伸されていてもよい。また、基材フィルム21を構成する材料は、石油原料由来、植物原料由来、これらの混合物であってもよい。また、リサイクル材を含んでいてもよい。
このような基材フィルム21の厚みは、通常、5~50μm程度である。
かかる印刷層の厚みは、通常、5μm以下である。
上記の包装袋用積層体30は、適宜、適度な大きさに裁断された後、図4に示されている様に、内面側に位置する第2のバージンPE層3同士でのヒートシールによる貼り付けによって製袋され、これにより、包装袋40が得られる。
なお、メルトフローレート(MFR)は、190℃での値であり、単位はg/10minである。
アジレント・テクノロジー社製ICP-MS Agilent7500csを用い、リサイクルポリエチレンのペレットに含まれる微量金属元素の分析を行った。
ポリエチレンA(PE-A);
MFRが0.8の未使用直鎖状ポリエチレン(LLDPE)とMFRが2.0の未使用低密度ポリエチレン(LDPE)との混合物である。
ポリエチレンB(PE-B);
滑剤及びアンチブロッキング剤が配合されたMFRが2.5の未使用ポリエチレンマスターバッチである。
ポリエチレンC(PE-C);
酸化防止剤が配合されたMFRが4.0の未使用ポリエチレンマスターバッチである。
白色ポリエチレン(WH-PE);
白色顔料である酸化チタンを70質量%含む未使用の白色ポリエチレンマスターバッチである。
脱臭ポリエチレン(DEO-PE);
脱臭剤であるゼオライトを10質量%含むMFRが1.8の未使用ポリエチレンマスターバッチである。
MFRが2.0のものを用いた。
微量金属分析の結果、Mg、Ca、Fe及びZnを検出した。その他にも、Na,Al,K及びTiを検出した。
3種5層フィルム多層製膜装置を用い、以下の実験例で示すように上記の材料を使用して150μmのシーラントフィルムを製膜した。
押出機は3本の単軸押出機を用い、シリンダー温度設定は200℃~225℃とした。
Tダイ温度は235℃~250℃で設定した。
引取装置は、冷却ロール70℃、エアナイフで製膜した。
層構成は、内層/白色脱臭層/中間層/白色脱臭層/外層(厚み比=1/1/6/1/1)とした。
ガスクロマトグラフを用い、100℃で揮発する臭気成分を測定した。アルデヒド系のノナナールとベンズアルデヒドの面積値が、脱臭ポリエチレンが使用されていない基本実験に比べて低いか否かで脱臭性を評価した。
リサイクルポリエチレンの色目、コゲ、ブツが目視で見えにくいものを、遮蔽性が良好と評価した。
白色脱臭層に白色ポリエチレン及び脱臭ポリエチレンが配合されている白色脱臭層を設けない以外は、各種ポリエチレンを使用し、前述した製膜法に準拠してシーラントフィルムを作製した。
各層の組成及び厚みは、下記の表1に示すとおりである。

各種ポリエチレンを使用し、前述した製膜法に準拠してシーラントフィルムを作製した。
各層の組成及び厚みは、下記の表2に示すとおりである。

また、リサイクルポリエチレン(RE-PE)の色目、コゲ、ブツが目視で見えにくく、遮蔽性も良好であった。
白色脱臭層に配合される白色ポリエチレン(WH-PE)及び脱臭ポリエチレン(DEO-PE)の配合量を、それぞれ20.0質量%に変更した以外は、実験例1と同様にしてシーラントフィルムを作製した。
各層の組成及び厚みは、下記の表3に示すとおりである。

白色脱臭層に配合される白色ポリエチレン(WH-PE)及び脱臭ポリエチレン(DEO-PE)の配合量を、それぞれ30.0質量%に変更した以外は、実験例1と同様にしてシーラントフィルムを作製した。
各層の組成及び厚みは、下記の表4に示すとおりである。

3:第2のバージンポリエチレン層
5:中間層
10:シーラントフィルム
21:基材フィルム
23:機能層
30:包装袋用積層体
40:包装袋
Claims (15)
- 第1のバージンポリエチレン層と第2のバージンポリエチレン層との2つのバージンポリエチレン層を含み、且つこれら2つのバージンポリエチレン層の間に、再生ポリエチレンを含む中間層が設けられていることを特徴とするシーラントフィルム。
- 前記再生ポリエチレンは、Mg、Ca、Fe及びZnからなる群より選択された少なくとも1種の金属成分を含有している請求項1に記載のシーラントフィルム。
- 脱臭剤を含む層が設けられている請求項1に記載のシーラントフィルム。
- 前記第1のバージンポリエチレン層、第2のバージンポリエチレン層或いは前記中間層の何れかが前記脱臭剤を含む層であるか、或いは、前記中間層と第1のバージンポリエチレン層もしくは第2のバージンポリエチレン層との間に、前記脱臭剤を含む層が設けられている請求項3に記載のシーラントフィルム。
- 前記脱臭剤がゼオライトである請求項3に記載のシーラントフィルム。
- 前記中間層には、酸化防止剤が配合されている請求項1に記載のシーラントフィルム。
- 前記中間層の少なくとも一方側には、白色顔料が配合された白色層が設けられている請求項1に記載のシーラントフィルム。
- 第1及び/又は第2のバージンポリエチレン層が前記白色層であるか或いは第1及び/又は第2のバージンポリエチレン層と前記中間層との間に前記白色層が設けられている請求項7に記載のシーラントフィルム。
- 前記中間層には、前記再生ポリエチレンとともに、バージンのポリエチレンが配合されている請求項1に記載のシーラントフィルム。
- 前記中間層は、強度を向上させる改質材として、熱可塑性エラストマーまたは直鎖低密度ポリエチレンを含んでいる請求項1に記載のシーラントフィルム。
- 請求項1に記載の何れかのシーラントフィルムと、該シーラントフィルムの第1のバージンポリエチレン層上に積層された基材フィルムとからなる包装袋用積層体。
- 前記基材フィルムが、ポリエチレンテレフタレート、ナイロン或いは高密度ポリエチレンから形成されている請求項11に記載の包装袋用積層体。
- 前記基材フィルムと第1のバージンポリエチレン層との間に、印刷層或いは無機蒸着層が形成されている請求項11に記載の包装袋用積層体。
- 請求項11に記載の包装袋用積層体における第2のバージンポリエチレン層同士がヒートシールにより接合されている包装袋。
- 前記包装袋用積層体により胴部が形成され、再生樹脂を含んでいないシーラントフィルムにより底部が形成されている請求項14に記載の包装袋。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21903332.1A EP4261041A1 (en) | 2020-12-11 | 2021-12-03 | Sealant film |
| CN202180082470.5A CN116600993A (zh) | 2020-12-11 | 2021-12-03 | 密封膜 |
| JP2022568247A JPWO2022124229A1 (ja) | 2020-12-11 | 2021-12-03 | |
| US18/039,432 US20230416512A1 (en) | 2020-12-11 | 2021-12-03 | Sealant film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020205691 | 2020-12-11 | ||
| JP2020-205691 | 2020-12-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022124229A1 true WO2022124229A1 (ja) | 2022-06-16 |
Family
ID=81973256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/044471 WO2022124229A1 (ja) | 2020-12-11 | 2021-12-03 | シーラントフィルム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230416512A1 (ja) |
| EP (1) | EP4261041A1 (ja) |
| JP (1) | JPWO2022124229A1 (ja) |
| CN (1) | CN116600993A (ja) |
| TW (1) | TW202237403A (ja) |
| WO (1) | WO2022124229A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024070157A1 (ja) * | 2022-09-30 | 2024-04-04 | 大王製紙株式会社 | 衛生用品包装体の製造方法、及び衛生用品包装体 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03237143A (ja) | 1990-02-15 | 1991-10-23 | Sumitomo Bakelite Co Ltd | 多層フィルムの回収再生方法 |
| JPH079643A (ja) * | 1993-06-28 | 1995-01-13 | Sumitomo Chem Co Ltd | 包装用多層フィルム |
| JPH07329262A (ja) * | 1994-06-07 | 1995-12-19 | Mitsubishi Chem Corp | 再生樹脂積層フィルム |
| JPH0852781A (ja) * | 1994-04-28 | 1996-02-27 | W R Grace & Co | 架橋フィルム由来の再利用ポリマーを含む多層ポリオレフィンフィルム |
| JP2001122985A (ja) | 1999-10-26 | 2001-05-08 | Canon Inc | 再生フィルムおよびその製造方法 |
| JP2001225428A (ja) * | 2000-02-15 | 2001-08-21 | Japan Polyolefins Co Ltd | 積層シートおよびその製造方法 |
| JP2005126682A (ja) * | 2003-10-03 | 2005-05-19 | Toyobo Co Ltd | ヒートシール性線状低密度ポリエチレン系フィルムおよびその製造方法 |
| JP2006022162A (ja) * | 2004-07-06 | 2006-01-26 | Idemitsu Kosan Co Ltd | 再生樹脂ペレット及びポリオレフィン系樹脂フィルムの製造方法 |
| JP2008188975A (ja) * | 2007-02-08 | 2008-08-21 | Mitsubishi Gas Chem Co Inc | 多層構造物 |
| JP2015093404A (ja) * | 2013-11-11 | 2015-05-18 | スタープラスチック工業株式会社 | 包装体用フィルム及び包装体 |
| JP2020001274A (ja) * | 2018-06-28 | 2020-01-09 | 大日本印刷株式会社 | 消臭包装材料及び消臭包装体 |
-
2021
- 2021-12-03 US US18/039,432 patent/US20230416512A1/en active Pending
- 2021-12-03 WO PCT/JP2021/044471 patent/WO2022124229A1/ja active Application Filing
- 2021-12-03 EP EP21903332.1A patent/EP4261041A1/en active Pending
- 2021-12-03 CN CN202180082470.5A patent/CN116600993A/zh active Pending
- 2021-12-03 JP JP2022568247A patent/JPWO2022124229A1/ja active Pending
- 2021-12-08 TW TW110145806A patent/TW202237403A/zh unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03237143A (ja) | 1990-02-15 | 1991-10-23 | Sumitomo Bakelite Co Ltd | 多層フィルムの回収再生方法 |
| JPH079643A (ja) * | 1993-06-28 | 1995-01-13 | Sumitomo Chem Co Ltd | 包装用多層フィルム |
| JPH0852781A (ja) * | 1994-04-28 | 1996-02-27 | W R Grace & Co | 架橋フィルム由来の再利用ポリマーを含む多層ポリオレフィンフィルム |
| JPH07329262A (ja) * | 1994-06-07 | 1995-12-19 | Mitsubishi Chem Corp | 再生樹脂積層フィルム |
| JP2001122985A (ja) | 1999-10-26 | 2001-05-08 | Canon Inc | 再生フィルムおよびその製造方法 |
| JP2001225428A (ja) * | 2000-02-15 | 2001-08-21 | Japan Polyolefins Co Ltd | 積層シートおよびその製造方法 |
| JP2005126682A (ja) * | 2003-10-03 | 2005-05-19 | Toyobo Co Ltd | ヒートシール性線状低密度ポリエチレン系フィルムおよびその製造方法 |
| JP2006022162A (ja) * | 2004-07-06 | 2006-01-26 | Idemitsu Kosan Co Ltd | 再生樹脂ペレット及びポリオレフィン系樹脂フィルムの製造方法 |
| JP2008188975A (ja) * | 2007-02-08 | 2008-08-21 | Mitsubishi Gas Chem Co Inc | 多層構造物 |
| JP2015093404A (ja) * | 2013-11-11 | 2015-05-18 | スタープラスチック工業株式会社 | 包装体用フィルム及び包装体 |
| JP2020001274A (ja) * | 2018-06-28 | 2020-01-09 | 大日本印刷株式会社 | 消臭包装材料及び消臭包装体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024070157A1 (ja) * | 2022-09-30 | 2024-04-04 | 大王製紙株式会社 | 衛生用品包装体の製造方法、及び衛生用品包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202237403A (zh) | 2022-10-01 |
| JPWO2022124229A1 (ja) | 2022-06-16 |
| CN116600993A (zh) | 2023-08-15 |
| US20230416512A1 (en) | 2023-12-28 |
| EP4261041A1 (en) | 2023-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2967740B2 (ja) | 酸素吸収多層フィルムの製造方法 | |
| JP5288079B1 (ja) | 酸素吸収性樹脂組成物、酸素吸収多層体、および酸素吸収中空容器 | |
| KR100274695B1 (ko) | 산소흡수 다층막 및 그 제법 | |
| EP3434469B1 (en) | Multilayer laminate film assembly and standing pouch | |
| JP5046098B2 (ja) | 機能性樹脂層を有する易開封性蓋部材及びそれにより密封され機能性を有する容器 | |
| CA2394771A1 (en) | Multilayer film structures having improved seal and tear properties | |
| WO2022124229A1 (ja) | シーラントフィルム | |
| CZ286808B6 (cs) | Ohebný obalový materiál | |
| CN112512805A (zh) | 具有经回收聚酰胺成分的包装膜 | |
| JP2004315035A (ja) | 脱酸素性蓋材及び脱酸素性密封容器 | |
| JP2001040226A (ja) | 樹脂組成物、積層体、容器及び容器蓋 | |
| JP4361530B2 (ja) | フィルム、積層体及び包装体 | |
| JP3687720B2 (ja) | 酸素吸収多層フィルム及び酸素吸収包装容器 | |
| JP2003267431A (ja) | 多層スクイーズ容器またはボトル | |
| JPH09174776A (ja) | ラミネートフィルム、及びこれを用いたレトルト用パウチ | |
| JP4449120B2 (ja) | 酸素吸収性樹脂組成物及び脱酸素性多層体 | |
| JP2007030467A (ja) | 脱酸素性フィルム | |
| JP3019153B2 (ja) | 酸素吸収多層フィルム | |
| JP2022548903A (ja) | リサイクルされたポリエチレンを用いたスタンドアップパウチ | |
| JP5574174B2 (ja) | 樹脂組成物、シーラントフィルム、積層フィルム、包装袋及びチューブ容器 | |
| JP2002052655A (ja) | 酸素吸収性多層体及びこれを用いた低水分含有物品の保存方法 | |
| JP4492762B2 (ja) | 酸素吸収性多層フィルム及び包装容器 | |
| JP4178340B2 (ja) | 脱酸素性多層フィルム及び包装容器 | |
| JP7238310B2 (ja) | ポリエチレン成形品との接着性に優れた包装用の低吸着性樹脂フィルム | |
| JP4411646B2 (ja) | 積層包装材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21903332 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022568247 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18039432 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202180082470.5 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021903332 Country of ref document: EP Effective date: 20230711 |