WO2019172120A1 - 絶縁平角導体、コイルおよび絶縁平角導体の製造方法 - Google Patents
絶縁平角導体、コイルおよび絶縁平角導体の製造方法 Download PDFInfo
- Publication number
- WO2019172120A1 WO2019172120A1 PCT/JP2019/008094 JP2019008094W WO2019172120A1 WO 2019172120 A1 WO2019172120 A1 WO 2019172120A1 JP 2019008094 W JP2019008094 W JP 2019008094W WO 2019172120 A1 WO2019172120 A1 WO 2019172120A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- conductor
- insulating film
- flat
- insulated
- rectangular conductor
- Prior art date
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2847—Sheets; Strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/06—Insulation of windings
Definitions
- the present invention relates to an insulated flat conductor, a coil, and a method for manufacturing an insulated flat conductor.
- An insulated rectangular conductor is a rectangular conductor having a substantially rectangular cross section covered with an insulating film.
- the coil made of this insulated rectangular conductor is used as an electric coil for various electric devices such as motors and transformers.
- the coil made of an insulated flat conductor can reduce the gap between the conductors and can increase the occupied volume ratio of the conductor in the coil. There is.
- the insulated flat conductor has a problem that the insulating film is more easily peeled off than the insulated round wire conductor when it is bent into a coil shape. For this reason, it has been studied to improve the adhesion between the flat conductor and the insulating film.
- Patent Document 1 a copper / resin composite having excellent adhesion characteristics between copper and resin is bonded to the metal via a metal made of copper or a copper alloy and a nanoporous layer formed on the metal. And a resin having a resin.
- Patent Document 1 describes a method of forming a copper oxide nanoporous layer by irradiating a laser on a metal surface made of copper or a copper alloy as a method of forming a nanoporous layer.
- Patent Document 2 discloses an innermost insulating film formed by applying a silane coupling agent to the outer periphery of a conductor, and an outermost insulating film formed by applying and baking an enamel wire paint on the innermost insulating film.
- An insulated wire provided with an insulating film comprising:
- the average surface roughness Ra of the conductor is set to 0.2 to 1.0 ⁇ m, and the method of roughening the surface roughness Ra within this range includes etching treatment and roughening by copper plating formation. And surface polishing by sandblasting are described.
- a nanoporous layer is formed on the surface of the rectangular conductor, or as described in Patent Document 2, Roughening the surface of the conductor is one effective method.
- the entire flat conductor is roughened, foreign matter and the like are likely to adhere to the surface of the flat conductor, and foreign matter and the like may remain even after cleaning. If foreign matter or the like adheres to the surface of the flat conductor, it becomes difficult to uniformly coat the flat conductor surface with an insulating film, which may cause a defect in the insulating film.
- the present invention has been made in view of the above-described circumstances, and an object of the present invention is to provide an insulated rectangular conductor that is less likely to cause defects in the insulating film and has high adhesion between the flat conductor and the insulating film, and the insulating rectangular conductor.
- the object is to provide a coil using a conductor.
- Another object of the present invention is to provide a method for producing an insulated rectangular conductor that is less likely to cause defects in the insulating film and that has high adhesion between the rectangular conductor and the insulating film.
- an insulated flat conductor according to one aspect of the present invention includes a flat conductor and an insulating film covering the flat conductor.
- the rectangular conductor of the present invention has a first surface that is rougher than the second surface, and the first surface is in contact with the insulating film. Since the area is increased, the adhesion between the flat conductor and the insulating film is improved. On the other hand, since the second surface is smoother than the first surface and foreign matter or the like is less likely to adhere thereto, defects in the insulating film are less likely to occur when the insulating film is formed.
- the rectangular conductor preferably has a surface roughness Ra of the first surface of 0.14 ⁇ m or more.
- the first surface of the flat conductor has a surface roughness Ra of 0.14 ⁇ m or more, the contact area with the insulating film is increased, thereby improving the adhesion with the insulating film more reliably. To do.
- the rectangular conductor has a surface roughness Ra of the second surface of 0.07 ⁇ m or less.
- the surface roughness Ra of the second surface of the rectangular conductor is 0.07 ⁇ m or less, foreign matter or the like is less likely to adhere to the second surface. The defects are more unlikely to occur more reliably.
- a coil according to another aspect of the present invention (hereinafter referred to as “coil according to the present invention”) is formed by winding the above-described insulated rectangular conductor so that the first surface of the rectangular conductor is on the inside. It is characterized by that.
- the above-described insulated rectangular conductor is formed by winding the flat conductor so that the first surface of the rectangular conductor is on the inside. The surface and the insulating film are difficult to peel off.
- the method for producing an insulated rectangular conductor according to another aspect of the present invention is the above-described method for producing an insulated rectangular conductor, comprising: A step of preparing a rectangular conductor having a second surface opposite to the first surface; and a roughening treatment to make the first surface of the rectangular conductor rougher than the second surface. And a step of covering the surface of the flat conductor subjected to the roughening treatment with an insulating film.
- the rectangular conductor whose surface is roughened so that the first surface of the rectangular conductor is rougher than the second surface. Since the surface is covered with an insulating film, the contact area between the first surface and the insulating film can be increased, thereby improving the adhesion between the flat conductor and the insulating film.
- the second surface of the flat conductor is smoother than the first surface, and it is difficult for foreign matter to adhere to it, so that defects in the insulating film are less likely to occur when forming the insulating film. . Therefore, it is possible to obtain an insulating rectangular conductor in which defects in the insulating film are hardly generated and the adhesion between the flat conductor and the insulating film is high.
- ADVANTAGE OF THE INVENTION it becomes possible to provide the insulation rectangular conductor which the defect of an insulation film does not generate
- FIG. 1 is a cross-sectional view of an insulated flat conductor according to the first embodiment of the present invention.
- the insulated flat conductor 10 includes a flat conductor 11 and an insulating film 15 that covers the flat conductor 11.
- the rectangular conductor 11 has a substantially rectangular cross section, and has a long side surface 12 and a short side surface 13.
- one of the short-side surfaces 13 is a first surface 13a, and the first surface 13a is rougher than the second surface 13b facing the first surface 13a. .
- the first surface 13a is a rough surface and is set so that the contact area with the insulating film 15 is larger than that of the second surface 13b and the adhesiveness with the insulating film 15 is high.
- the first surface 13a preferably has a surface roughness Ra of 0.14 ⁇ m or more, and more preferably 0.48 ⁇ m or more.
- the surface roughness Ra of the first surface 13a is 0.14 ⁇ m or more, the contact area between the first surface 13a and the insulating film increases. Note that if the surface roughness Ra of the first surface 13a becomes too large, a gap may be easily generated between the first surface 13a and the insulating film 15. For this reason, the surface roughness Ra of the first surface 13a is preferably 1.5 ⁇ m or less.
- the 2nd surface 13b is made into the flat surface, and is set so that a foreign material etc. may adhere less than the 1st surface 13a.
- the second surface 13b preferably has a surface roughness Ra of 0.07 ⁇ m or less. When the surface roughness Ra is 0.07 ⁇ m or less, it becomes difficult for foreign matters or the like to adhere to the second surface 13b more reliably.
- the surface roughness Ra of the second surface 13b may be 0.03 ⁇ m or more.
- the long side surface 12 may be a rough surface or a smooth surface.
- the long side surface 12 may have a rough surface and a flat surface.
- the side in contact with the first surface 13a is a rough surface
- the side in contact with the second surface 13b is a smooth surface.
- the long side surface 12 has a first side 13 a and a long side. It is preferable that a rough surface is formed in a range of 1 ⁇ 2 or less of the long side from a corner where the side surface 12 intersects.
- metals and alloys that are generally used as a flat conductor material for coils can be used.
- metals and alloys that are generally used as a flat conductor material for coils can be used.
- copper, a copper alloy, aluminum, or an aluminum alloy can be used.
- the insulating film 15 covering the flat conductor 11 preferably has a film thickness in the range of 10 ⁇ m to 50 ⁇ m.
- the material of the insulating film 15 for example, polyester resin, polyamideimide resin, polyimide resin, polyesterimide resin, acrylic resin, epoxy resin, epoxy-acrylic resin, polyester resin, polyurethane resin, fluorine resin, or the like can be used. These materials may be used individually by 1 type, and may be used in combination of 2 or more type.
- the method of manufacturing the insulated flat conductor 10 of the present embodiment includes a step of preparing a flat conductor 11 having a first surface 13a and a second surface 13b opposite to the first surface 13a, The surface of the flat conductor 11 subjected to the roughening treatment and the roughening treatment for roughening the one surface 13a so as to be rougher than the second surface 13b and the surface of the flattened conductor 11 subjected to the roughening treatment are covered with the insulating film 15 Coating step.
- the first surface 13a of the flat conductor 11 is treated with an etching solution.
- a method of immersing so that the second surface 13b does not touch the etching solution can be used.
- a method of immersing only the first surface 13a of the flat conductor 11 in an etching solution, a method of masking the second surface 13b and immersing the entire flat conductor 11 in an etching solution, or the like is used. Can do.
- the immersion time of the flat conductor 11 in the etching solution is preferably a time in which the etching amount of the flat conductor 11 is within a range of 0.1 ⁇ m or more and 3.0 ⁇ m or less as the thickness of the flat conductor 11, particularly 1.5 ⁇ m.
- the time is preferably within the range of 2.0 ⁇ m or less.
- the method of coating the surface of the flat rectangular conductor 11 that has been roughened with the insulating film 15 is not particularly limited, and for example, a coating method and an electrodeposition method can be used.
- the coating method is a method in which a varnish containing a resin for forming an insulating film and a solvent is applied to the surface of the conductor to form a coating layer, and then the coating layer is heated and the generated insulating film is baked on the conductor.
- a conductor and an electrode are immersed in an electrodeposition liquid in which electrically charged insulating resin particles are dispersed, and a DC voltage is applied between the conductor and the electrode, thereby insulating resin particles on the surface of the conductor. Is electrodeposited to form an electrodeposited layer, then the electrodeposited layer is heated and the resulting insulating film is baked onto the conductor.
- FIG. 2 is a perspective view for explaining a method of producing a coil using the insulated flat conductor 10 according to the first embodiment of the present invention.
- the insulated flat rectangular conductor 10 When producing the coil, as shown in FIG. 2, the insulated flat rectangular conductor 10 is wound so that the first surface 13a (edge surface) of the flat rectangular conductor 11 is on the inside, whereby a coil (edgewise coil) is formed. Is made.
- the insulated flat conductor 10 When the insulated flat conductor 10 is wound, compressive stress is applied to the inside, but by winding the insulated flat conductor 10 so that the first surface 13a having high adhesion with the insulating film 15 is inside.
- the flat conductor 11 and the insulating film 15 are difficult to peel off.
- limiting in particular as a method of winding the insulated rectangular conductor 10 The well-known method generally used in the case of preparation of a normal edgewise coil can be employ
- the rectangular conductor 11 has a first surface 13a that is one of the short-side surfaces 13 and a second surface 13b. Since the contact area between the first surface 13a and the insulating film 15 is increased, the adhesion between the first surface 13a and the insulating film 15 is improved. On the other hand, the second surface 13b is smoother than the first surface 13a, and it is difficult for foreign matter or the like to adhere thereto. Therefore, when the insulating film 15 is formed, defects in the insulating film 15 are unlikely to occur. Become.
- the flat conductor 11 has a large contact area with the insulating film 15 by setting the surface roughness Ra of the first surface 13a to be 0.14 ⁇ m or more. Adhesiveness with the insulating film 15 is more reliably improved.
- the rectangular conductor 11 has a surface roughness Ra of the second surface 13b of 0.07 ⁇ m or less, thereby making it difficult for foreign matter or the like to adhere thereto.
- Ra surface roughness of the second surface 13b of 0.07 ⁇ m or less
- the above-described insulated rectangular conductor 10 is formed by winding so that the first surface 13a of the rectangular conductor 11 is on the inside. Even if it does, it will become difficult to peel off the 1st surface 13a and the insulating film 15 of the flat conductor 11.
- the flat conductor whose surface is roughened so that the first surface 13a of the flat conductor 11 becomes rougher than the second surface 13b. Since the surface of 11 is covered with the insulating film 15, the contact area between the first surface 13a and the insulating film 15 can be increased, thereby improving the adhesion between the flat conductor 11 and the insulating film 15.
- the second surface 13b of the flat conductor 11 is smoother than the first surface 13a, and foreign matter or the like is less likely to adhere thereto. Therefore, when the insulating film 15 is formed, defects in the insulating film 15 occur. Is less likely to occur. Therefore, it is possible to obtain the insulated rectangular conductor 10 in which the defects of the insulating film 15 hardly occur and the adhesiveness between the flat conductor 11 and the insulating film 15 is high.
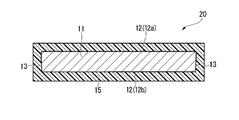
- FIG. 3 is a cross-sectional view of an insulated rectangular conductor according to the second embodiment of the present invention.
- the insulated rectangular conductor 20 includes a rectangular conductor 11 and an insulating film 15 that covers the rectangular conductor 11, and the rectangular conductor 11 has a substantially rectangular cross section and has a long side surface. 12 and a short side surface 13.
- one of the long side surfaces 12 is a first surface 12a, and the first surface 12a is rougher than the second surface 12b facing the first surface 12a. It differs from the first embodiment in that the adhesion between the first surface 12a and the insulating film 15 is improved.
- a preferable value of the surface roughness Ra of the first surface 12a and the second surface 12b is the same as that of the first surface 13a and the second surface 13b of the first embodiment.
- the short side surface 13 may be a rough surface or a smooth surface. Moreover, the surface 13 on the short side may have a rough surface and a flat surface. In this case, it is preferable that the side in contact with the first surface 12a is a rough surface and the side in contact with the second surface 12b is a smooth surface. In order to improve the adhesion between the flat conductor 11 and the insulating film 15 and to reduce the adhesion of foreign matter or the like to the surface of the flat conductor 11, the short side surface 13 is formed with the first surface 12a and the short side. It is preferable that the side surface 13 is a rough surface within a range of 1 ⁇ 2 or less of the short side from the intersecting corner.
- the film thickness and material of the insulating film 15 are the same as those in the first embodiment.
- the first surface 12a of the rectangular conductor 11 is roughened so as to be rougher than the second surface 12b in the roughening treatment step. Except for this, the method is the same as the method for manufacturing the insulated flat conductor 10 described in the first embodiment.
- the first surface 12a of the rectangular conductor 11 is processed so as to be rougher than the second surface 12b, as in the case of the first embodiment.
- a method can be used in which the surface 12a is immersed in the etching solution and the second surface 12b is not contacted with the etching solution.
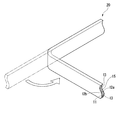
- FIG. 4 is a perspective view for explaining a method for producing a coil using the insulated rectangular conductor 20 according to the second embodiment of the present invention.
- the insulated flat conductor 20 When the coil is manufactured, as shown in FIG. 4, the insulated flat conductor 20 is wound so that the first surface 12a (flat surface) of the flat conductor 11 is on the inner side, whereby a coil (flatwise coil) is obtained. Is made.
- the insulated flat conductor 20 When the insulated flat conductor 20 is wound, compressive stress is applied to the inside, but by winding the insulated flat conductor 20 so that the first surface 12a having high adhesion with the insulating film 15 is on the inside.
- the flat conductor 11 and the insulating film 15 are difficult to peel off.
- the rectangular conductor 11 has a first surface 12a which is one of the long side surfaces 12 and a second surface 12b. Since the contact area between the first surface 12a and the insulating film 15 is increased, the adhesion between the first surface 12a and the insulating film 15 is improved. On the other hand, the second surface 12b is smoother than the first surface 12a, and foreign matter or the like is less likely to adhere thereto. Therefore, when the insulating film 15 is formed, defects in the insulating film 15 are unlikely to occur. Become.
- the flat conductor 11 has a large contact area with the insulating film 15 by setting the surface roughness Ra of the first surface 12a to 0.14 ⁇ m or more. Adhesiveness with the insulating film 15 is more reliably improved.
- the rectangular conductor 11 has a surface roughness Ra of the second surface 12b of 0.07 ⁇ m or less, thereby making it difficult for foreign matter or the like to adhere thereto.
- Ra surface roughness of the second surface 12b of 0.07 ⁇ m or less
- the above-described insulated flat conductor 20 is formed by winding the flat conductor 11 so that the first surface 12a of the flat conductor 11 is inside.
- the surface 12a and the insulating film 15 are difficult to peel off.
- the flat conductor whose surface is roughened so that the first surface 12a of the flat conductor 11 becomes rougher than the second surface 12b. Since the surface of 11 is covered with the insulating film 15, the contact area between the first surface 12a and the insulating film 15 can be increased, thereby improving the adhesion between the flat conductor 11 and the insulating film 15. Further, since the second surface 12b of the flat conductor 11 is smoother than the first surface 12a and foreign matter or the like is less likely to adhere thereto, defects in the insulating film 15 are formed when the insulating film 15 is formed. Is less likely to occur. Therefore, it is possible to obtain an insulating rectangular conductor 20 in which defects in the insulating film 15 are unlikely to occur and the adhesiveness between the flat conductor 11 and the insulating film 15 is high.
- An insulating film was formed on the surface of the flat copper wire after the roughening treatment by an electrodeposition method to produce an insulating flat copper wire.
- the rectangular copper wire and the electrode after the surface roughening treatment are immersed in an electrodeposition solution containing 2% by mass of polyamideimide (PAI) particles having a negative charge, and the rectangular copper wire is used as a positive electrode.
- PAI polyamideimide
- a DC voltage was applied using the electrode as a negative electrode, and PAI particles were electrodeposited on the surface of a flat copper wire so that the thickness of the dried film was 40 ⁇ m, thereby forming an electrodeposition layer.
- drying and baking were performed for 5 minutes in a baking furnace (electric furnace) maintained at 300 ° C.
- Insulating flat copper wire is edgewise bent so that the first surface of the flat copper wire is inside with a round bar having a diameter of 6.5 mm which is the same as the long side of the flat copper wire, and the bending radius is 3
- a coil (edgewise coil) having a straight line portion and an L-shaped bent portion was produced by bending it into an L shape (90 degrees) so as to be .25 mm.
- the surface roughness Ra of the flat copper wire after the roughening treatment was measured by the following method. 1. An insulating flat copper wire of the sample is filled with resin, and a cross section of the flat copper wire (a surface perpendicular to the longitudinal direction of the flat copper wire) is exposed. 2. Using SEM (scanning electron microscope), cross-sectional images of the exposed first and second surfaces of the rectangular copper wire are taken. At that time, the cross-sectional images are taken at two locations on the first surface and the second surface, respectively. 3. The interface between the insulating film and the rectangular conductor is extracted from the cross-sectional image obtained in 2 above as the contour curve of the first surface or the second surface. 4).
- SEM scanning electron microscope
- the arithmetic average roughness Ra of the contour curve obtained in the above 3 is calculated.
- the average value of the arithmetic average roughness Ra obtained from the cross-sectional images photographed at two locations on each of the first surface and the second surface is adopted as the surface roughness Ra of the first surface and the second surface. .
- the surface roughness Ra of the rectangular copper wire of the L-shaped bent portion of the coil is the same as that of the flat copper wire after the above roughening treatment except that the sample is an insulated rectangular copper wire cut out from the L-shaped bent portion. It measured similarly to surface roughness Ra.
- the adhesion between the flat copper wire in the L-shaped bent part inside the coil and the insulating film was evaluated by the surface state of the insulating film at the L-shaped bent portion inside the coil. First, the surface of the insulating film of the L-shaped bent part inside the coil was observed at a magnification of 20 times using an optical microscope to confirm the presence or absence of irregularities. Next, if the surface of the insulating film has unevenness, the portion where the unevenness is confirmed is magnified (300 times) from the direction perpendicular to the bending direction, and a baseline passing through the portion without unevenness is obtained.
- the height of the convex portion (the distance between the highest position of the convex portion and the baseline) was measured.
- A when the surface of the insulating film is uneven
- B when the height of the convex portion is less than 5 ⁇ m
- the height of the convex portion is The case of 5 ⁇ m or more was evaluated as “C”.
- the coil formed by winding the insulating flat copper wire of Comparative Example 1 in which the surface of the first surface of the flat copper wire is not roughened has a height of 5 ⁇ m or more on the surface of the insulating film of the bent portion inside the coil. It was confirmed that the adhesion between the flat copper wire and the insulating film was low.
- the coil formed by winding the insulating flat copper wire of Examples 1 to 4 of the present invention in which the surface of the first surface of the flat copper wire is roughened has an insulating film on the bent portion inside the coil. Convex portions with a height of 5 ⁇ m or more were not confirmed on the surface, and it was confirmed that the adhesion between the flat copper wire and the insulating film was improved.
- the coil formed by winding the insulated rectangular copper wire of Examples 3 to 4 of the present invention in which the surface roughness Ra of the first surface of the rectangular copper wire is 0.48 ⁇ m or more is the insulation of the bent portion inside the coil. Concavities and convexities were not confirmed on the surface of the film, and it was confirmed that the adhesion between the rectangular copper wire and the insulating film was remarkably improved.
- Insulated rectangular copper wire is L-shaped so that the bending radius is 3.25 mm by edgewise bending so that the first surface of the rectangular copper wire is on the inside along a round bar with a diameter of 6.5 mm.
- a bending test was performed by bending the sheet at (90 degrees).
- the surface of the insulating film of the outer side of a L-shaped bending part was observed with 20 time magnification using the optical microscope, and the presence or absence of the crack of an insulating film was confirmed.
- the case where there was a crack to the extent that the surface of the flat copper wire was directly visible was “present”, and the case where there was no crack to the extent that the surface of the flat copper wire was directly visible was “no”.
- Example 4 of the present invention the total etching amount of the flat copper wire roughened only on the first surface was set to 1, and the total of the rectangular copper wire roughened in Invention Examples 5 to 7 and Comparative Example 2 was used.
- the etching amount was calculated.
- any of the insulated rectangular copper wires produced in Invention Examples 4 to 7 and Comparative Example 2 no cracks could be confirmed on the outside of the L-shaped bent portion after the bending test. If the total etching amount of the flat copper wire is increased, the surface roughness Ra is increased, and there is a possibility that foreign matters and the like are likely to adhere. For this reason, it is preferable that the flat copper wire has a small total etching amount, that is, the second surface is a flat surface. Therefore, in Inventive Examples 4 to 7 and Comparative Example 2, Inventive Example 4 having the smallest total etching amount is most preferable in terms of the ease of adhesion of foreign matter or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Insulated Conductors (AREA)
Abstract
絶縁平角導体(10、20)は、平角導体(11)と、前記平角導体(11)を被覆する絶縁皮膜(15)とを備えた絶縁平角導体(10、20)であって、前記平角導体(11)は、第一の面(12a)と、前記第一の面(12a)に対向する第二の面(12b)とを有し、前記第一の面(12a)が前記第二の面(12b)よりも粗面とされていることを特徴としている。
Description
本発明は、絶縁平角導体、コイルおよび絶縁平角導体の製造方法に関するものである。
本願は、2018年3月5日に、日本に出願された特願2018-038670号に基づき優先権を主張し、その内容をここに援用する。
本願は、2018年3月5日に、日本に出願された特願2018-038670号に基づき優先権を主張し、その内容をここに援用する。
絶縁平角導体は、断面が略矩形状の平角導体を絶縁皮膜で被覆したものである。この絶縁平角導体からなるコイルは、モータや変圧器などの各種電気機器用の電気コイルとして用いられている。絶縁平角導体からなるコイルは、断面が略円形状の絶縁丸線導体からなるコイルと比較して、導体同士の隙間を小さくすることができ、コイル中の導体の占有体積率を高くできるという利点がある。
しかしながら、絶縁平角導体は、コイル状に曲げ加工する際に、絶縁丸線導体と比較して絶縁皮膜が剥がれやすいという問題がある。このため、平角導体と絶縁皮膜との密着性を向上させることが検討されている。
特許文献1には、銅と樹脂間の密着特性に優れた銅・樹脂複合体として、銅又は銅合金からなる金属と、前記金属の上に形成されたナノポーラス層を介して、前記金属と接合する樹脂と、を有する複合体が開示されている。この特許文献1には、ナノポーラス層を形成する方法として、銅又は銅合金からなる金属の表面に、レーザを照射して酸化銅ナノポーラス層を形成する方法が記載されている。
特許文献2には、導体の外周にシランカップリング剤を塗布して形成された最内絶縁皮膜と、この最内絶縁皮膜上にエナメル線塗料を塗布、焼き付けして形成された最外絶縁皮膜とからなる絶縁皮膜を備えた絶縁電線が開示されている。この特許文献2には、導体の平均表面粗さRaを0.2~1.0μmとすること、そして表面粗さRaをこの範囲に粗面化する方法として、エッチング処理、銅めっき形成による粗化、サンドブラストによる表面研磨が記載されている。
絶縁皮膜と平角導体との密着性を向上させるために、特許文献1に記載されているように、平角導体の表面にナノポーラス層を形成したり、特許文献2に記載されているように、平角導体の表面を粗面化することは有効な方法の一つである。しかしながら、平角導体全体を粗面化すると、異物等が平角導体の表面に付着しやすく、また洗浄しても異物等が残留しやすくなるおそれがある。平角導体の表面に異物等が付着していると、平角導体の表面を絶縁皮膜で均一に被覆するのが困難となり、絶縁皮膜の欠陥が発生するおそれがある。
本発明は、前述した事情に鑑みてなされたものであって、その目的は、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体と、その絶縁平角導体を用いたコイルを提供することにある。また、本発明の目的は、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体の製造方法を提供することにもある。
上記の課題を解決するために、本発明の一態様の絶縁平角導体(以下、「本発明の絶縁平角導体」と称する)は、平角導体と、前記平角導体を被覆する絶縁皮膜とを備えた絶縁平角導体であって、前記平角導体は、第一の面と、前記第一の面に対向する第二の面とを有し、前記第一の面が前記第二の面よりも粗面とされていることを特徴としている。
このような構成とされている本発明の絶縁平角導体によれば、平角導体は、第一の面が第二の面よりも粗面とされていて、第一の面と絶縁皮膜との接触面積が大きくなるので、平角導体と絶縁皮膜との密着性が向上する。一方、第二の面は、第一の面よりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜を形成する際に、絶縁皮膜の欠陥が発生しにくくなる。
ここで、本発明の絶縁平角導体において、前記平角導体は、第一の面の表面粗さRaが0.14μm以上であることが好ましい。
この場合、平角導体の第一の面は、表面粗さRaが0.14μm以上とされているので、絶縁皮膜との接触面積が大きくなり、これにより絶縁皮膜との密着性がより確実に向上する。
この場合、平角導体の第一の面は、表面粗さRaが0.14μm以上とされているので、絶縁皮膜との接触面積が大きくなり、これにより絶縁皮膜との密着性がより確実に向上する。
また、本発明の絶縁平角導体において、前記平角導体は、前記第二の面の表面粗さRaが0.07μm以下であることが好ましい。
この場合、平角導体の第二の面は、表面粗さRaが0.07μm以下とされているので、異物等がより確実に付着しにくくなり、これにより絶縁皮膜を形成する際に、絶縁皮膜の欠陥がより確実に発生しにくくなる。
この場合、平角導体の第二の面は、表面粗さRaが0.07μm以下とされているので、異物等がより確実に付着しにくくなり、これにより絶縁皮膜を形成する際に、絶縁皮膜の欠陥がより確実に発生しにくくなる。
本発明の他態様のコイル(以下、「本発明のコイル」と称する)は、上述の絶縁平角導体を前記平角導体の前記第一の面が内側となるように巻回して形成したものであることを特徴としている。
このような構成とされている本発明のコイルによれば、上述の絶縁平角導体を平角導体の第一の面が内側となるように巻回して形成したものであるので、平角導体の第一の面と絶縁皮膜とが剥がれにくくなる。
このような構成とされている本発明のコイルによれば、上述の絶縁平角導体を平角導体の第一の面が内側となるように巻回して形成したものであるので、平角導体の第一の面と絶縁皮膜とが剥がれにくくなる。
本発明の他態様の絶縁平角導体の製造方法(以下、「本発明の絶縁平角導体の製造方法」と称する)は、上述の絶縁平角導体の製造方法であって、第一の面と、前記第一の面に対向する第二の面とを有する平角導体を用意する工程と、前記平角導体の前記第一の面を、前記第二の面よりも粗面となるように粗面化処理する工程と、前記粗面化処理された前記平角導体の表面を、絶縁皮膜で被覆する工程と、を含むことを特徴としている。
このような構成とされている本発明の絶縁平角導体の製造方法によれば、平角導体の第一の面を、第二の面よりも粗面となるように粗面化処理された平角導体の表面を、絶縁皮膜で被覆するので、第一の面と絶縁皮膜との接触面積が大きくすることができ、これにより平角導体と絶縁皮膜との密着性が向上する。また、平角導体の第二の面は、第一の面よりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜を形成する際に、絶縁皮膜の欠陥が発生しにくくなる。よって、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体を得ることができる。
本発明によれば、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体と、その絶縁平角導体を用いたコイルを提供することが可能となる。
また、本発明によれば、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体の製造方法を提供することが可能となる。
また、本発明によれば、絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体の製造方法を提供することが可能となる。
以下に、本発明の一実施形態である絶縁平角導体、コイルおよび絶縁平角導体の製造方法について、添付した図面を参照して説明する。
[第一実施形態]
図1は、本発明の第一実施形態である絶縁平角導体の横断面図である。
図1に示すように、絶縁平角導体10は、平角導体11と、平角導体11を被覆する絶縁皮膜15とを備える。
図1は、本発明の第一実施形態である絶縁平角導体の横断面図である。
図1に示すように、絶縁平角導体10は、平角導体11と、平角導体11を被覆する絶縁皮膜15とを備える。
平角導体11は、断面が略矩形状であり、その長辺側の面12と短辺側の面13とを有する。本実施形態では、短辺側の面13のうちの一方を第一の面13aとし、この第一の面13aを、第一の面13aに対向する第二の面13bよりも粗面としている。
第一の面13aは、粗面とされていて、絶縁皮膜15との接触面積が第二の面13bより大きく、絶縁皮膜15との密着性が高くなるように設定されている。第一の面13aは、表面粗さRaが0.14μm以上であることが好ましく、0.48μm以上であることがより好ましい。第一の面13aの表面粗さRaが0.14μm以上であると、第一の面13aと絶縁皮膜との接触面積が大きくなる。
なお、第一の面13aの表面粗さRaが大きくなりすぎると、第一の面13aと絶縁皮膜15との間に空隙が生成しやすくなるおそれがある。このため、第一の面13aの表面粗さRaは1.5μm以下であることが好ましい。
なお、第一の面13aの表面粗さRaが大きくなりすぎると、第一の面13aと絶縁皮膜15との間に空隙が生成しやすくなるおそれがある。このため、第一の面13aの表面粗さRaは1.5μm以下であることが好ましい。
第二の面13bは、平坦な面とされていて、異物等が第一の面13aより付着しにくくなるように設定されている。第二の面13bは、表面粗さRaが0.07μm以下であることが好ましい。表面粗さRaが0.07μm以下であると、第二の面13bに異物等がより確実に付着しにくくなる。
なお、第二の面13bの表面粗さRaは0.03μm以上であってもよい。第二の面13bの表面粗さRaを0.03μm未満としても異物等を付着しにくくする効果は飽和し、また表面粗さRaが0.03μm未満となるまで表面を平滑にすると、その平滑化の処理の費用が高くなるおそれがある。
なお、第二の面13bの表面粗さRaは0.03μm以上であってもよい。第二の面13bの表面粗さRaを0.03μm未満としても異物等を付着しにくくする効果は飽和し、また表面粗さRaが0.03μm未満となるまで表面を平滑にすると、その平滑化の処理の費用が高くなるおそれがある。
長辺側の面12は、粗面とされていてもよいし、平滑な面とされていてもよい。また、長辺側の面12は、粗面と平坦な面とを有していてもよい。この場合、第一の面13aと接する側が粗面で第二の面13bと接する側が平滑な面とされていることが好ましい。平角導体11と絶縁皮膜15との密着性を向上させ、かつ平角導体11の表面への異物等の付着を低減させるためには、長辺側の面12は、第一の面13aと長辺側の面12が交差する角部から長辺の1/2以下の範囲で粗面とされていることが好ましい。
平角導体11の材料としては、コイル用の平角導体の材料として一般に利用されている金属および合金を用いることができる。例えば、銅、銅合金、アルミニウム、アルミニウム合金を用いることができる。
平角導体11を被覆する絶縁皮膜15は、膜厚が、10μm以上50μm以下の範囲内にあることが好ましい。
絶縁皮膜15の材料としては、例えば、ポリエステル樹脂、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエステルイミド樹脂、アクリル樹脂、エポキシ樹脂、エポキシ-アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂、フッ素樹脂等を用いることができる。
これらの材料は1種を単独で使用してもよいし、2種以上を組合せて使用してもよい。
絶縁皮膜15の材料としては、例えば、ポリエステル樹脂、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエステルイミド樹脂、アクリル樹脂、エポキシ樹脂、エポキシ-アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂、フッ素樹脂等を用いることができる。
これらの材料は1種を単独で使用してもよいし、2種以上を組合せて使用してもよい。
次に、本実施形態の絶縁平角導体10の製造方法について説明する。
本実施形態の絶縁平角導体10の製造方法は、第一の面13aと、第一の面13aに対向する第二の面13bとを有する平角導体11を用意する工程と、平角導体11の第一の面13aを、第二の面13bよりも粗面となるように粗面化処理する粗面化処理工程と、粗面化処理された平角導体11の表面を、絶縁皮膜15で被覆する被覆工程とを含む。
本実施形態の絶縁平角導体10の製造方法は、第一の面13aと、第一の面13aに対向する第二の面13bとを有する平角導体11を用意する工程と、平角導体11の第一の面13aを、第二の面13bよりも粗面となるように粗面化処理する粗面化処理工程と、粗面化処理された平角導体11の表面を、絶縁皮膜15で被覆する被覆工程とを含む。
粗面化処理工程において、平角導体11の第一の面13aを、第二の面13bよりも粗面となるように粗面化処理する方法としては、例えば、第一の面13aをエッチング液に、第二の面13bがエッチング液に触れないように浸漬する方法を用いることができる。
具体的には、例えば、平角導体11の第一の面13aのみをエッチング液に浸漬させる方法、第二の面13bをマスキングして、平角導体11全体をエッチング液に浸漬させる方法などを用いることができる。
具体的には、例えば、平角導体11の第一の面13aのみをエッチング液に浸漬させる方法、第二の面13bをマスキングして、平角導体11全体をエッチング液に浸漬させる方法などを用いることができる。
平角導体11のエッチング液への浸漬時間は、平角導体11のエッチング量が平角導体11の厚さとして0.1μm以上3.0μm以下の範囲内となる時間であることが好ましく、特に1.5μm以上2.0μm以下の範囲内となる時間であることが好ましい。エッチング液への浸漬時間がこの範囲内にあると、絶縁皮膜15との密着性に優れた表面粗さRaを有する粗面を形成することができる。
被覆工程において、粗面化処理された平角導体11の表面を、絶縁皮膜15で被覆する方法としては、特に制限はなく、例えば、塗布法および電着法を利用することができる。
塗布法は、絶縁皮膜形成用の樹脂と溶剤とを含むワニスを、導体の表面に塗布して塗布層を形成し、次いで塗布層を加熱して、生成した絶縁皮膜を導体に焼き付ける方法である。
電着法は、電荷を有する絶縁樹脂粒子が分散されている電着液に導体と電極とを浸漬し、この導体と電極との間に直流電圧を印加することによって、導体表面に絶縁樹脂粒子を電着させて電着層を形成し、次いで電着層を加熱して、生成した絶縁皮膜を導体に焼き付ける方法である。
塗布法は、絶縁皮膜形成用の樹脂と溶剤とを含むワニスを、導体の表面に塗布して塗布層を形成し、次いで塗布層を加熱して、生成した絶縁皮膜を導体に焼き付ける方法である。
電着法は、電荷を有する絶縁樹脂粒子が分散されている電着液に導体と電極とを浸漬し、この導体と電極との間に直流電圧を印加することによって、導体表面に絶縁樹脂粒子を電着させて電着層を形成し、次いで電着層を加熱して、生成した絶縁皮膜を導体に焼き付ける方法である。
次に、絶縁平角導体10を用いたコイルについて説明する。
図2は、本発明の第一実施形態である絶縁平角導体10を用いて、コイルを作製する方法を説明する斜視図である。
図2は、本発明の第一実施形態である絶縁平角導体10を用いて、コイルを作製する方法を説明する斜視図である。
コイルの作製に際しては、図2に示すように、絶縁平角導体10を、平角導体11の第一の面13a(エッジ面)が内側となるように巻回することによって、コイル(エッジワイズコイル)を作製する。絶縁平角導体10を巻回すると、内側に圧縮応力が付与されるが、絶縁皮膜15との密着性が高い第一の面13aが内側となるように、絶縁平角導体10を巻回することによって、平角導体11と絶縁皮膜15とが剥離しにくくなる。絶縁平角導体10を巻回する方法としては、特に制限はなく、通常のエッジワイズコイルの作製に際して一般に用いられる公知の方法を採用することができる。
以上のような構成とされた第一実施形態の絶縁平角導体10によれば、平角導体11は、短辺側の面13のうちの一方である第一の面13aが、第二の面13bよりも粗面とされていて、第一の面13aと絶縁皮膜15との接触面積が大きくなるので、第一の面13aと絶縁皮膜15との密着性が向上する。一方、第二の面13bは、第一の面13aよりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥が発生しにくくなる。
また、本実施形態の絶縁平角導体10において、平角導体11は、第一の面13aの表面粗さRaを0.14μm以上とすることによって、絶縁皮膜15との接触面積が大きくなり、これにより絶縁皮膜15との密着性がより確実に向上する。
また、本実施形態の絶縁平角導体10において、平角導体11は、第二の面13bの表面粗さRaを0.07μm以下とすることによって、異物等がより付着しにくくなり、これにより絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥がより確実に発生しにくくなる。
また、本実施形態のコイルによれば、上述の絶縁平角導体10を平角導体11の第一の面13aが内側となるように巻回して形成したものであるので、巻回による圧縮応力が付与されても平角導体11の第一の面13aと絶縁皮膜15とが剥がれにくくなる。
また、本実施形態の平角導体の粗面化処理方法によれば、平角導体11の第一の面13aを、第二の面13bよりも粗面となるように粗面化処理された平角導体11の表面を、絶縁皮膜15で被覆するので、第一の面13aと絶縁皮膜15との接触面積が大きくすることができ、これにより平角導体11と絶縁皮膜15との密着性が向上する。また、平角導体11の第二の面13bは、第一の面13aよりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥が発生しにくくなる。よって、絶縁皮膜15の欠陥が発生しにくく、かつ平角導体11と絶縁皮膜15との密着性が高い絶縁平角導体10を得ることができる。
[第二実施形態]
次に、本発明の第二実施形態について説明する。なお、第一実施形態と同一の構成のものについては、同一の符号を付して記載し、詳細な説明を省略する。
次に、本発明の第二実施形態について説明する。なお、第一実施形態と同一の構成のものについては、同一の符号を付して記載し、詳細な説明を省略する。
図3は、本発明の第二実施形態である絶縁平角導体の横断面図である。
図3に示すように、絶縁平角導体20は、平角導体11と、平角導体11を被覆する絶縁皮膜15とを備え、平角導体11は、断面が略矩形状であり、その長辺側の面12と短辺側の面13とを有する。
図3に示すように、絶縁平角導体20は、平角導体11と、平角導体11を被覆する絶縁皮膜15とを備え、平角導体11は、断面が略矩形状であり、その長辺側の面12と短辺側の面13とを有する。
本実施形態では、長辺側の面12のうちの一方を第一の面12aとし、この第一の面12aを、第一の面12aに対向する第二の面12bよりも粗面として、第一の面12aと絶縁皮膜15との密着性を向上させている点で第一実施形態と相違する。第一の面12aおよび第二の面12bの表面粗さRaの好ましい値は、第一実施形態の第一の面13aおよび第二の面13bの場合と同じである。
短辺側の面13は、粗面とされていてもよいし、平滑な面とされていてもよい。また、短辺側の面13は、粗面と平坦な面とを有していてもよい。この場合、第一の面12aと接する側が粗面で第二の面12bと接する側が平滑な面とされていることが好ましい。平角導体11と絶縁皮膜15との密着性を向上させ、かつ平角導体11の表面への異物等の付着を低減させるためには、短辺側の面13は、第一の面12aと短辺側の面13が交差する角部から短辺の1/2以下の範囲で粗面とされていることが好ましい。
絶縁皮膜15の膜厚および材料は、第一実施形態の場合と同じである。
本実施形態の絶縁平角導体20の製造方法は、粗面化処理工程において、平角導体11の第一の面12aを、第二の面12bよりも粗面となるように粗面化処理すること以外は、第一実施形態で説明した絶縁平角導体10の製造方法と同様である。粗面化処理工程において、平角導体11の第一の面12aを、第二の面12bよりも粗面となるように処理する方法としては、第一実施形態の場合と同様に、第一の面12aをエッチング液に、第二の面12bがエッチング液に触れないように浸漬する方法を用いることができる。
次に、絶縁平角導体20を用いたコイルについて説明する。
図4は、本発明の第二実施形態である絶縁平角導体20を用いて、コイルを作製する方法を説明する斜視図である。
図4は、本発明の第二実施形態である絶縁平角導体20を用いて、コイルを作製する方法を説明する斜視図である。
コイルの作製に際しては、図4に示すように、絶縁平角導体20を、平角導体11の第一の面12a(フラット面)が内側となるように巻回することによって、コイル(フラットワイズコイル)を作製する。絶縁平角導体20を巻回すると、内側に圧縮応力が付与されるが、絶縁皮膜15との密着性が高い第一の面12aが内側となるように、絶縁平角導体20を巻回することによって、平角導体11と絶縁皮膜15とが剥離しにくくなる。絶縁平角導体20を巻回する方法としては、特に制限はなく、フラットワイズコイルの作製に際して一般に用いられる公知の方法を採用することができる。
以上のような構成とされた第二実施形態の絶縁平角導体20によれば、平角導体11は、長辺側の面12のうちの一方である第一の面12aが、第二の面12bよりも粗面とされていて、第一の面12aと絶縁皮膜15との接触面積が大きくなるので、第一の面12aと絶縁皮膜15との密着性が向上する。一方、第二の面12bは、第一の面12aよりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥が発生しにくくなる。
また、本実施形態の絶縁平角導体20において、平角導体11は、第一の面12aの表面粗さRaを0.14μm以上とすることによって、絶縁皮膜15との接触面積が大きくなり、これにより絶縁皮膜15との密着性がより確実に向上する。
また、本実施形態の絶縁平角導体20において、平角導体11は、第二の面12bの表面粗さRaを0.07μm以下とすることによって、異物等がより付着しにくくなり、これにより絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥がより確実に発生しにくくなる。
また、本実施形態のコイルによれば、上述の絶縁平角導体20を平角導体11の第一の面12aが内側となるように巻回して形成したものであるので、平角導体11の第一の面12aと絶縁皮膜15とが剥がれにくくなる。
また、本実施形態の平角導体の粗面化処理方法によれば、平角導体11の第一の面12aを、第二の面12bよりも粗面となるように粗面化処理された平角導体11の表面を、絶縁皮膜15で被覆するので、第一の面12aと絶縁皮膜15との接触面積が大きくすることができ、これにより平角導体11と絶縁皮膜15との密着性が向上する。また、平角導体11の第二の面12bは、第一の面12aよりも平滑な面とされていて、異物等が付着しにくいので、絶縁皮膜15を形成する際に、絶縁皮膜15の欠陥が発生しにくくなる。よって、絶縁皮膜15の欠陥が発生しにくく、かつ平角導体11と絶縁皮膜15との密着性が高い絶縁平角導体20を得ることができる。
以上、本発明の実施形態について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
次に、本発明の作用効果を実施例により説明する。
[本発明例1]
(平角銅線の粗面化処理)
短辺が1.5mm、長辺が6.5mmで、4つ面の表面粗さRaがそれぞれ0.07μmの長尺状の平角銅線を用意した。
この平角銅線の短辺側の一対の面のうちの一方の面を第一の面として、第一の面全体、および第一の面と長辺側の面が交差する角部から長辺の1/2の範囲までが銅エッチング液に触れるように、平角銅線を銅エッチングに浸漬した。浸漬時間は、銅エッチング液に触れている平角銅線のエッチング量が0.5μmの厚さに相当する量となる時間とした。
浸漬終了後、平角銅線を銅エッチング液から取出して、水に浸漬して洗浄した後、平角銅線に温風を吹き付けて乾燥した。
(平角銅線の粗面化処理)
短辺が1.5mm、長辺が6.5mmで、4つ面の表面粗さRaがそれぞれ0.07μmの長尺状の平角銅線を用意した。
この平角銅線の短辺側の一対の面のうちの一方の面を第一の面として、第一の面全体、および第一の面と長辺側の面が交差する角部から長辺の1/2の範囲までが銅エッチング液に触れるように、平角銅線を銅エッチングに浸漬した。浸漬時間は、銅エッチング液に触れている平角銅線のエッチング量が0.5μmの厚さに相当する量となる時間とした。
浸漬終了後、平角銅線を銅エッチング液から取出して、水に浸漬して洗浄した後、平角銅線に温風を吹き付けて乾燥した。
(絶縁平角銅線の作製)
粗面化処理後の平角銅線の表面に、電着法により絶縁皮膜を形成して、絶縁平角銅線を作製した。具体的には、負の電荷を有するポリアミドイミド(PAI)粒子を2質量%含有する電着液に、粗面化処理後の平角銅線と電極とを浸漬し、平角銅線を正極とし、電極を負極として直流電圧を印加して、平角銅線の表面に乾燥後の皮膜の厚さが40μmとなるようにPAI粒子を電着させて、電着層を形成した。続いて300℃に保持された焼付炉(電気炉)で5分間乾燥・焼き付け処理を行った。
粗面化処理後の平角銅線の表面に、電着法により絶縁皮膜を形成して、絶縁平角銅線を作製した。具体的には、負の電荷を有するポリアミドイミド(PAI)粒子を2質量%含有する電着液に、粗面化処理後の平角銅線と電極とを浸漬し、平角銅線を正極とし、電極を負極として直流電圧を印加して、平角銅線の表面に乾燥後の皮膜の厚さが40μmとなるようにPAI粒子を電着させて、電着層を形成した。続いて300℃に保持された焼付炉(電気炉)で5分間乾燥・焼き付け処理を行った。
(コイルの作製)
絶縁平角銅線を、直径が平角銅線の長辺と同じ6.5mmの丸棒に添って、平角銅線の第一の面が内側なるようにエッジワイズ曲げ加工にて、曲げ半径が3.25mmとなるようにL字状(90度)に折り曲げて、直線部とL字状折り曲げ部を持つコイル(エッジワイズコイル)を作製した。
絶縁平角銅線を、直径が平角銅線の長辺と同じ6.5mmの丸棒に添って、平角銅線の第一の面が内側なるようにエッジワイズ曲げ加工にて、曲げ半径が3.25mmとなるようにL字状(90度)に折り曲げて、直線部とL字状折り曲げ部を持つコイル(エッジワイズコイル)を作製した。
[本発明例2~4]
平角銅線の粗面化処理において、平角銅線の銅エッチング液への浸漬時間を、平角銅線のエッチング量が下記の表1に示す厚さとなるように調整したこと以外は、本発明例1と同様にして、絶縁平角銅線とコイルを作製した。
平角銅線の粗面化処理において、平角銅線の銅エッチング液への浸漬時間を、平角銅線のエッチング量が下記の表1に示す厚さとなるように調整したこと以外は、本発明例1と同様にして、絶縁平角銅線とコイルを作製した。
[比較例1]
平角銅線の粗面化処理を行わなかったこと以外は、本発明例1と同様にして、絶縁平角銅線とコイルを作製した。
平角銅線の粗面化処理を行わなかったこと以外は、本発明例1と同様にして、絶縁平角銅線とコイルを作製した。
[評価]
本発明例1~4および比較例1で作製した絶縁平角銅線およびコイルについて、下記の評価を行った。その結果を、表1に示す。
本発明例1~4および比較例1で作製した絶縁平角銅線およびコイルについて、下記の評価を行った。その結果を、表1に示す。
(粗面化処理後の平角銅線の表面粗さRa)
粗面化処理後の平角銅線の表面粗さRaを下記の方法により測定した。
1.サンプルの絶縁平角銅線を樹脂埋めし、平角銅線の断面(平角銅線の長手方向と垂直な面)を露出させる。
2.SEM(走査型電子顕微鏡)を用いて、露出した平角銅線の第一の面と第二の面の断面画像を撮影する。その際、断面画像は、第一の面と第二の面のそれぞれ2か所について撮影する。
3.上記2で得られた断面画像から絶縁皮膜と平角導体との界面を、第一の面もしくは第二の面の輪郭曲線として抽出する。
4.上記3で得られた輪郭曲線の算術平均粗さRaを算出する。第一の面および第二の面のそれぞれ2か所で撮影した断面画像から得られた算術平均粗さRaの平均値を、第一の面および第二の面の表面粗さRaとして採用する。
粗面化処理後の平角銅線の表面粗さRaを下記の方法により測定した。
1.サンプルの絶縁平角銅線を樹脂埋めし、平角銅線の断面(平角銅線の長手方向と垂直な面)を露出させる。
2.SEM(走査型電子顕微鏡)を用いて、露出した平角銅線の第一の面と第二の面の断面画像を撮影する。その際、断面画像は、第一の面と第二の面のそれぞれ2か所について撮影する。
3.上記2で得られた断面画像から絶縁皮膜と平角導体との界面を、第一の面もしくは第二の面の輪郭曲線として抽出する。
4.上記3で得られた輪郭曲線の算術平均粗さRaを算出する。第一の面および第二の面のそれぞれ2か所で撮影した断面画像から得られた算術平均粗さRaの平均値を、第一の面および第二の面の表面粗さRaとして採用する。
(コイルのL字状折り曲げ部の平角銅線の表面粗さRa)
コイルのL字状折り曲げ部の平角銅線の表面粗さRaは、L字状折り曲げ部から切り出した絶縁平角銅線をサンプルとしたこと以外は、上記の粗面化処理後の平角銅線の表面粗さRaと同様にして測定した。
コイルのL字状折り曲げ部の平角銅線の表面粗さRaは、L字状折り曲げ部から切り出した絶縁平角銅線をサンプルとしたこと以外は、上記の粗面化処理後の平角銅線の表面粗さRaと同様にして測定した。
(コイル内側のL字状折り曲げ部の平角銅線と絶縁皮膜との密着性)
平角銅線と絶縁皮膜との密着性は、コイル内側のL字状折り曲げ部の絶縁皮膜の表面状態により評価した。まず、コイル内側のL字状折り曲げ部の絶縁皮膜の表面を、光学顕微鏡を用いて20倍の倍率で観察して、凹凸の有無を確認した。次に、絶縁皮膜の表面に凹凸が確認されたものは、曲げ方向に対して垂直方向から、凹凸が確認された部分を拡大観察(300倍)して、凹凸がない部分を通るベースラインを引き、凸部の高さ(凸部の最も高い位置とベースラインとの距離)を測定した。絶縁皮膜の表面に凹凸が確認されなかった場合を「A」、絶縁皮膜の表面に凹凸が確認されたが、凸部の高さが5μm未満の場合を「B」、凸部の高さが5μm以上の場合を「C」と評価した。
平角銅線と絶縁皮膜との密着性は、コイル内側のL字状折り曲げ部の絶縁皮膜の表面状態により評価した。まず、コイル内側のL字状折り曲げ部の絶縁皮膜の表面を、光学顕微鏡を用いて20倍の倍率で観察して、凹凸の有無を確認した。次に、絶縁皮膜の表面に凹凸が確認されたものは、曲げ方向に対して垂直方向から、凹凸が確認された部分を拡大観察(300倍)して、凹凸がない部分を通るベースラインを引き、凸部の高さ(凸部の最も高い位置とベースラインとの距離)を測定した。絶縁皮膜の表面に凹凸が確認されなかった場合を「A」、絶縁皮膜の表面に凹凸が確認されたが、凸部の高さが5μm未満の場合を「B」、凸部の高さが5μm以上の場合を「C」と評価した。

平角銅線の第一の面の表面が粗面化されていない比較例1の絶縁平角銅線を巻回して形成したコイルは、コイル内側の折り曲げ部の絶縁皮膜の表面に高さが5μm以上の凸部が確認され、平角銅線と絶縁皮膜との密着性が低いことが確認された。
これに対して、平角銅線の第一の面の表面が粗面化されている本発明例1~4の絶縁平角銅線を巻回して形成したコイルは、コイル内側の折り曲げ部の絶縁皮膜の表面に高さが5μm以上の凸部が確認されず、平角銅線と絶縁皮膜との密着性が向上していることが確認された。特に、平角銅線の第一の面の表面粗さRaが0.48μm以上とされた本発明例3~4の絶縁平角銅線を巻回して形成したコイルは、コイル内側の折り曲げ部の絶縁皮膜の表面に凹凸が確認されず、平角銅線と絶縁皮膜との密着性が顕著に向上していることが確認された。
[本発明例5~7、比較例2]
平角銅線の第一の面の粗面化処理を、本発明例4と同じ条件で行った。
次いで、平角銅線の粗面化処理を行っていない部分(第二の面全体、および第二の面と長辺側の面が交差する角部から長辺の1/2の範囲までの部分)を、銅エッチング液に浸漬して平角銅線を粗面化処理した。平角銅線の銅エッチング液への浸漬時間は、平角銅線のエッチング量が下記の表2に示す厚さとなるように調整した。そして最後に、第一の面と第二の面とを粗面化処理した平角銅線について、本発明例1と同様に絶縁皮膜を形成して絶縁平角銅線を作製した。
平角銅線の第一の面の粗面化処理を、本発明例4と同じ条件で行った。
次いで、平角銅線の粗面化処理を行っていない部分(第二の面全体、および第二の面と長辺側の面が交差する角部から長辺の1/2の範囲までの部分)を、銅エッチング液に浸漬して平角銅線を粗面化処理した。平角銅線の銅エッチング液への浸漬時間は、平角銅線のエッチング量が下記の表2に示す厚さとなるように調整した。そして最後に、第一の面と第二の面とを粗面化処理した平角銅線について、本発明例1と同様に絶縁皮膜を形成して絶縁平角銅線を作製した。
[評価]
本発明例5~7、比較例2および本発明例4にて作製した絶縁平角銅線について、下記の評価を行った。その結果を、表2に示す。
本発明例5~7、比較例2および本発明例4にて作製した絶縁平角銅線について、下記の評価を行った。その結果を、表2に示す。
(表面粗さRa)
粗面化処理後の平角銅線の表面粗さRaを、上記と同様の方法で測定した。
粗面化処理後の平角銅線の表面粗さRaを、上記と同様の方法で測定した。
(曲げ試験後のL字状折り曲げ部外側の亀裂の有無)
絶縁平角銅線を、直径6.5mmの丸棒に添って、平角銅線の第一面が内側となるようにエッジワイズ曲げ加工にて、曲げ半径が3.25mmとなるようにL字状(90度)に折り曲げて、曲げ試験を行った。
折り曲げ試験後の絶縁平角銅線について、L字状折り曲げ部の外側の絶縁皮膜の表面を、光学顕微鏡を用いて20倍の倍率で観察し、絶縁皮膜の亀裂の有無を確認した。平角銅線の表面が直接見える程度の亀裂が生じている場合を「有」、平角銅線の表面が直接見える程度の亀裂が生じていない場合を「無」とした。
絶縁平角銅線を、直径6.5mmの丸棒に添って、平角銅線の第一面が内側となるようにエッジワイズ曲げ加工にて、曲げ半径が3.25mmとなるようにL字状(90度)に折り曲げて、曲げ試験を行った。
折り曲げ試験後の絶縁平角銅線について、L字状折り曲げ部の外側の絶縁皮膜の表面を、光学顕微鏡を用いて20倍の倍率で観察し、絶縁皮膜の亀裂の有無を確認した。平角銅線の表面が直接見える程度の亀裂が生じている場合を「有」、平角銅線の表面が直接見える程度の亀裂が生じていない場合を「無」とした。
(総エッチング量)
本発明例4にて第一の面のみを粗面化処理した平角銅線の総エッチング量を1として、本発明例5~7および比較例2にて粗面化処理した平角銅線の総エッチング量を算出した。例えば、本発明例5では、第一の面のエッチング量が1で、第二の面のエッチング量が第一の面に対して25%であるので、総エッチング量は1.25(=1+0.25)となる。
本発明例4にて第一の面のみを粗面化処理した平角銅線の総エッチング量を1として、本発明例5~7および比較例2にて粗面化処理した平角銅線の総エッチング量を算出した。例えば、本発明例5では、第一の面のエッチング量が1で、第二の面のエッチング量が第一の面に対して25%であるので、総エッチング量は1.25(=1+0.25)となる。

本発明例4~7および比較例2で作製した絶縁平角銅線のいずれについても曲げ試験後のL字状折り曲げ部外側に亀裂は確認できなかった。平角銅線は、総エッチング量が多くなると表面粗さRaが大きくなり、異物等が付着しやすくなるおそれがある。このため、平角銅線は、総エッチング量が少ないこと、すなわち第二の面が平坦な面とされていることが好ましい。したがって、本発明例4~7および比較例2において、異物等の付着のしやすさでは、総エッチング量が最も少ない本発明例4が最も好ましい。
絶縁皮膜の欠陥が発生しにくく、かつ平角導体と絶縁皮膜との密着性が高い絶縁平角導体と、その絶縁平角導体を用いたコイルを提供することが可能となる。
10、20 絶縁平角導体
11 平角導体
12 長辺側の面
12a 第一の面
12b 第二の面
13 短辺側の面
13a 第一の面
13b 第二の面
15 絶縁皮膜
11 平角導体
12 長辺側の面
12a 第一の面
12b 第二の面
13 短辺側の面
13a 第一の面
13b 第二の面
15 絶縁皮膜
Claims (5)
- 平角導体と、前記平角導体を被覆する絶縁皮膜とを備えた絶縁平角導体であって、
前記平角導体は、第一の面と、前記第一の面に対向する第二の面とを有し、前記第一の面が前記第二の面よりも粗面とされていることを特徴とする絶縁平角導体。 - 前記平角導体は、前記第一の面の表面粗さRaが0.14μm以上であることを特徴とする請求項1に記載の絶縁平角導体。
- 前記平角導体は、前記第二の面の表面粗さRaが0.07μm以下であることを特徴とする請求項1または2に記載の絶縁平角導体。
- 請求項1から3のいずれか一項に記載の絶縁平角導体を、前記平角導体の前記第一の面が内側となるように巻回して形成したものであることを特徴するコイル。
- 第一の面と、前記第一の面に対向する第二の面とを有する平角導体を用意する工程と、
前記平角導体の前記第一の面を、前記第二の面よりも粗面となるように粗面化処理する工程と、
前記粗面化処理された前記平角導体の表面を、絶縁皮膜で被覆する工程と、
を含むことを特徴とする請求項1から3のいずれか一項に記載の絶縁平角導体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980016480.1A CN111801744B (zh) | 2018-03-05 | 2019-03-01 | 绝缘扁平导体、线圈及绝缘扁平导体的制造方法 |
| EP19764028.7A EP3764371A4 (en) | 2018-03-05 | 2019-03-01 | INSULATED FLAT RECTANGULAR CONDUCTOR, COIL AND METHOD FOR MAKING AN INSULATED FLAT RECTANGULAR CONDUCTOR |
| US16/977,681 US11450452B2 (en) | 2018-03-05 | 2019-03-01 | Insulated flat rectangular conductor, coil, and method of producing insulated flat rectangular conductor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-038670 | 2018-03-05 | ||
| JP2018038670A JP7031377B2 (ja) | 2018-03-05 | 2018-03-05 | コイル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019172120A1 true WO2019172120A1 (ja) | 2019-09-12 |
Family
ID=67846125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/008094 WO2019172120A1 (ja) | 2018-03-05 | 2019-03-01 | 絶縁平角導体、コイルおよび絶縁平角導体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11450452B2 (ja) |
| EP (1) | EP3764371A4 (ja) |
| JP (1) | JP7031377B2 (ja) |
| CN (1) | CN111801744B (ja) |
| WO (1) | WO2019172120A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2022009206A (es) * | 2020-01-31 | 2022-08-17 | Mitsui Chemicals Inc | Miembro para la conduccion electrica, metodo para el miembro de fabricacion para la conduccion electrica, dispositivo de conversion de energia, motor, modulo de bateria secundaria y paquete de bateria secundaria. |
| DE102021122724B3 (de) * | 2021-09-02 | 2023-01-19 | Audi Aktiengesellschaft | Leistungselektronische Schaltung und Verfahren zu deren Herstellung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512541B2 (ja) | 1973-05-04 | 1976-01-27 | ||
| JP2008305620A (ja) * | 2007-06-06 | 2008-12-18 | Hitachi Cable Ltd | 絶縁電線 |
| JP2015082401A (ja) | 2013-10-23 | 2015-04-27 | 古河電気工業株式会社 | 銅・樹脂複合体、及びその製造方法 |
| JP2015201606A (ja) * | 2014-04-10 | 2015-11-12 | 株式会社村田製作所 | 多層基板の製造方法および多層基板 |
| JP2016126866A (ja) * | 2014-12-26 | 2016-07-11 | 古河電気工業株式会社 | 絶縁電線およびコイル |
| JP2018038670A (ja) | 2016-09-08 | 2018-03-15 | 株式会社東芝 | 粒子線医療装置およびその運転方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5413838A (en) | 1991-06-18 | 1995-05-09 | Sumitomo Bakelite Company Limited | Both-side roughened copper foil with protection film |
| JP2006221859A (ja) | 2005-02-08 | 2006-08-24 | Toyota Motor Corp | 導線およびモータ |
| US7476800B2 (en) * | 2005-06-01 | 2009-01-13 | Outokumpu Copper Neumayer Gmbh | Electric connection element |
| AT502005B1 (de) * | 2005-06-01 | 2007-03-15 | Outokumpu Copper Neumayer Gmbh | Elektrisches verbindungselement, verfahren zu seiner herstellung und solarzelle- und modul mit verbindungselement |
| JP2009231065A (ja) * | 2008-03-24 | 2009-10-08 | Fujikura Ltd | 錫系めっき平角導体およびフレキシブルフラットケーブル |
| JP2013020727A (ja) * | 2011-07-07 | 2013-01-31 | Nitto Denko Corp | 平角電線用被覆材、被覆平角電線及び電気機器 |
| CN202352378U (zh) * | 2011-12-06 | 2012-07-25 | 无锡统力电工有限公司 | 强附着性缩醛漆包扁线 |
| WO2014115433A1 (ja) | 2013-01-22 | 2014-07-31 | 株式会社村田製作所 | コイル部品および電子機器 |
| CN203397856U (zh) * | 2013-06-17 | 2014-01-15 | 上海正罡电气有限公司 | 采用扁截面漆包线绕制的线圈 |
| JP6382224B2 (ja) * | 2013-12-26 | 2018-08-29 | 古河電気工業株式会社 | 絶縁ワイヤ、コイルおよび電気・電子機器ならびに皮膜剥離防止絶縁ワイヤの製造方法 |
| CN105793933B (zh) * | 2014-06-27 | 2018-02-13 | 日立金属株式会社 | 绝缘电线及线圈 |
-
2018
- 2018-03-05 JP JP2018038670A patent/JP7031377B2/ja active Active
-
2019
- 2019-03-01 EP EP19764028.7A patent/EP3764371A4/en active Pending
- 2019-03-01 WO PCT/JP2019/008094 patent/WO2019172120A1/ja unknown
- 2019-03-01 CN CN201980016480.1A patent/CN111801744B/zh active Active
- 2019-03-01 US US16/977,681 patent/US11450452B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512541B2 (ja) | 1973-05-04 | 1976-01-27 | ||
| JP2008305620A (ja) * | 2007-06-06 | 2008-12-18 | Hitachi Cable Ltd | 絶縁電線 |
| JP2015082401A (ja) | 2013-10-23 | 2015-04-27 | 古河電気工業株式会社 | 銅・樹脂複合体、及びその製造方法 |
| JP2015201606A (ja) * | 2014-04-10 | 2015-11-12 | 株式会社村田製作所 | 多層基板の製造方法および多層基板 |
| JP2016126866A (ja) * | 2014-12-26 | 2016-07-11 | 古河電気工業株式会社 | 絶縁電線およびコイル |
| JP2018038670A (ja) | 2016-09-08 | 2018-03-15 | 株式会社東芝 | 粒子線医療装置およびその運転方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3764371A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111801744A (zh) | 2020-10-20 |
| US11450452B2 (en) | 2022-09-20 |
| EP3764371A4 (en) | 2021-11-10 |
| CN111801744B (zh) | 2022-02-15 |
| JP2019153501A (ja) | 2019-09-12 |
| JP7031377B2 (ja) | 2022-03-08 |
| EP3764371A1 (en) | 2021-01-13 |
| US20200395146A1 (en) | 2020-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019172120A1 (ja) | 絶縁平角導体、コイルおよび絶縁平角導体の製造方法 | |
| JP6822252B2 (ja) | コイル及びその製造方法 | |
| JP3470795B2 (ja) | 銅被覆アルミニウム線 | |
| JPS59207509A (ja) | 平角絶縁電線の製造方法 | |
| JP5102541B2 (ja) | 絶縁電線 | |
| JP2016086077A (ja) | エッジワイズコイル用平角絶縁電線とその製造方法 | |
| JP5440951B2 (ja) | 平角エナメル線の製造方法、及び平角エナメル線 | |
| JP2006221859A (ja) | 導線およびモータ | |
| JP2018198298A (ja) | 固体電解コンデンサ | |
| US3525652A (en) | Method of manufacturing an insulated foil conductor | |
| TWI664647B (zh) | 絕緣電線與其製造方法 | |
| JP2014116204A (ja) | 絶縁電線及びその製造方法 | |
| JPH06302237A (ja) | 平角線の製造方法 | |
| CN215417581U (zh) | 一种包覆规定均匀度的皮膜的扁线 | |
| JP2007115596A (ja) | 絶縁被覆導線及びその製造方法 | |
| JP7136245B2 (ja) | 絶縁銅線および電気コイル | |
| JP6874785B2 (ja) | 絶縁銅線および電気コイル | |
| JP7301930B2 (ja) | エナメル線 | |
| JP6149767B2 (ja) | 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 | |
| JP2019040672A (ja) | エナメル線およびエナメル線の製造方法 | |
| CN212461192U (zh) | 一种具有显著耐刮擦改性聚酯特种漆包线 | |
| WO2023063039A1 (ja) | 絶縁導体の製造方法 | |
| JPS5931804B2 (ja) | 平角絶縁電線の製造方法 | |
| JP2524677B2 (ja) | 電気絶縁塗装体及びその製造方法 | |
| JPH03152808A (ja) | 転位平角導体絶縁電線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19764028 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019764028 Country of ref document: EP Effective date: 20201005 |