JP6149767B2 - 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 - Google Patents
導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 Download PDFInfo
- Publication number
- JP6149767B2 JP6149767B2 JP2014049166A JP2014049166A JP6149767B2 JP 6149767 B2 JP6149767 B2 JP 6149767B2 JP 2014049166 A JP2014049166 A JP 2014049166A JP 2014049166 A JP2014049166 A JP 2014049166A JP 6149767 B2 JP6149767 B2 JP 6149767B2
- Authority
- JP
- Japan
- Prior art keywords
- conductor wire
- die
- processing
- wire
- enamel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Insulated Conductors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Windings For Motors And Generators (AREA)
Description
導体線及びエナメル被覆とを含むエナメル線の前記導体線を加工するための導体線加工ダイスであって、
前記導体線が挿通される方向に沿って、第1の固定ダイス、少なくとも1組の回転ダイス及び第2の固定ダイスとを一体として有し、
前記第1の固定ダイス、前記回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記回転ダイスの前記ダイス孔の内表面は、加工突起部を有することを特徴とする導体線加工ダイスを提供する。
導体線及びエナメル被覆とを含むエナメル線の製造装置であって、
ボビンに巻かれた導体線から導体線を引き出すための送り出し部と、
前記ボビンから引き出された前記導体線を加工する導体線加工ダイスと、
前記導体線加工ダイスにて加工された前記導体線を加熱する焼鈍炉と、
前記焼鈍炉にて加熱された前記導体線を洗浄する洗浄槽と、
前記洗浄槽にて洗浄された前記導体線にエナメル塗料を塗布するための塗料供給部及び塗料塗布ダイスと、
前記塗料塗布部及び前記塗料塗布ダイスにてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するための焼付炉と、
前記エナメル被覆が設けられた前記導体線を巻き取るための巻取り部とを有し、
前記導体線加工ダイスが、請求項1乃至7のいずれか1項に記載の導体線加工ダイスであることを特徴とするエナメル線の製造装置を提供する。
導体線及びエナメル被覆とを含むエナメル線の製造方法であって、
ボビンに巻かれた導体線を引き出し、導体線加工ダイスにて、前記導体線の表面にらせん状の溝を形成する導体線加工工程と、
前記導体線加工工程にて加工された前記導体線を加熱する加熱工程と、
前記加熱工程にて加熱された前記導体線を洗浄する洗浄工程と、
前記洗浄工程にて洗浄された前記導体線にエナメル塗料を塗布するためのエナメル塗料塗布工程と、
前記エナメル塗料塗布工程にてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するためのエナメル塗料焼付工程と、
前記エナメル被覆が設けられた前記導体線を巻き取る巻取り工程とを有し、
前記導体線加工ダイスは、前記導体線が挿通される方向に沿って、第1の固定ダイス、回転ダイス及び第2の固定ダイスとを有し、
前記第1の固定ダイス、前記回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記回転ダイスの前記ダイス孔の内表面は、加工突起部を有し、
前記回転ダイスを駆動装置により回転させながら前記導体線を前記導体線加工ダイスに挿通し、前記導体線の表面にらせん状の溝を形成することを特徴とするエナメル線の製造方法を提供する。
図1は本発明に係るエナメル線の一例を示す断面模式図である。図1に示したように、本発明に係るエナメル線10は、導体線1と、導体線1の外周に設けられたエナメル被覆2とを含む単芯線である。
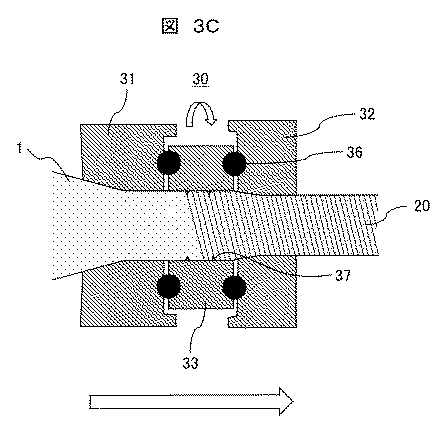
次に、上述した溝を導体線に形成する加工方法について説明する。図3Aは本発明に係る導体線加工ダイスの第1の態様を示す断面模式図である。図3Aに示したように、本発明に係る導体線加工ダイス30は、導体線が挿通される方向(図3A中の下部において矢印で示す方向)に沿って、第1の固定ダイス31、回転ダイス33及び第2の固定ダイス32とを有する。第1の固定ダイス31、回転ダイス33及び第2の固定ダイス32は、それぞれダイス本体(図3A中斜線で示す部分)と、ダイス本体に設けられ導体線を挿通させるダイス孔(図3A中斜線で示す部分白抜きで示す部分)とを有する。回転ダイス33のダイス孔の内表面は、加工突起部37を有する。回転ダイス33は、外部駆動装置(図示せず)により導体線の挿通方向を回転軸として回転し、第1の固定ダイス31及び第2の固定ダイス32に対してスラストベアリング36を介して接続されている。
本発明に係るエナメル線の製造装置の一例を示す模式図である。以下、図6に沿って、本発明に係るエナメル線の製造装置及び製造方法について説明する。
導体線の線径が0.85mmで設計厚さ0.032mmの絶縁被膜を有するエナメル線(1種ポリアミドイミド銅線、1AIW)を製造した。導体線としては、線径8.0mmの荒引線(タフピッチ銅製)に対して皮剥工程及び伸線工程にて線径0.95mmとした導体線に対し、図6に示したエナメル線の製造装置(導体線加工装置63が図5Aに示したもの)にて、互いに交差する2本のらせん状の溝が形成された導体線を有するエナメル線(実施例1及び実施例2)を作製した。このとき、導体線加工装置63にて線径0.85mmまで伸線した。また、導体線加工装置63を用いず、線径0.85mmまで伸線した導体線を用いて、らせん状の溝が形成されていない導体線を有するエナメル線(比較例1)を作製した。エナメル被覆の厚さを29μmとし、各試料(実施例1‐2及び比較例1)をそれぞれ1ボビン250kgとして、10ボビン製造した。
各試料の導体線とエナメル被覆との密着性を評価した。密着性評価は、JIS C3216‐3に準拠した巻付け試験を実施することにより評価した。巻付け試験巻径を1d、2d、3d及び4d(d:導体径)とした。結果を表1に示す。
各試料の外観異常数(粒不良数)及び絶縁不良数を評価した。外観異常は、各ボビンの粒(エナメル被覆の発泡により突起形状となった箇所)の数を外径測定器により測定し、平均した値を算出した。また、絶縁不良数は、各ボビンのリールに500Vの電圧を引加し、インラインで洩れ電流を測定し、規定の電流値(6μA)以下となった箇所を検出し、平均した値を算出した。結果を表2に示す。
Claims (12)
- 導体線及びエナメル被覆とを含むエナメル線の前記導体線を加工するための導体線加工ダイスであって、
前記導体線が挿通される方向に沿って、第1の固定ダイス、少なくとも1組の回転ダイス及び第2の固定ダイスとを一体として有し、
前記第1の固定ダイス、前記回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記回転ダイスの前記ダイス孔の内表面は、加工突起部を有することを特徴とする導体線加工ダイス。 - 請求項1に記載の導体線加工ダイスにおいて、
前記回転ダイスは、互いに逆方向に回転する第1の回転ダイスと第2の回転ダイスとからなることを特徴とする導体線加工ダイス。 - 請求項1又は2に記載の導体線加工ダイスにおいて、前記加工突起部は、前記回転ダイスの内表面の周方向に等間隔で設けられていることを特徴とする導体線加工ダイス。
- 請求項1乃至3のいずれか1項に記載の導体線加工ダイスにおいて、
前記回転ダイスが、駆動装置によって回転することを特徴とする導体線加工ダイス。 - 請求項1に記載の導体線加工ダイスにおいて、
前記加工突起部は、前記導体線が挿通される方向に対してらせん状に設けられていることを特徴とする導体線加工ダイス。 - 請求項1乃至5のいずれか1項に記載の導体線加工ダイスにおいて、
前記第2の固定ダイスの前記ダイス孔は、前記導体線の出口側が、前記導体線の入口側よりも小さい径を有することを特徴とする導体線加工ダイス。 - 請求項1乃至6のいずれか1項に記載の導体線加工ダイスにおいて、
前記第1の固定ダイスの前記ダイス孔は、前記導体線の入口側が、前記導体線の出口側よりも大きい径を有することを特徴とする導体線加工ダイス。 - 導体線及びエナメル被覆とを含むエナメル線の製造装置であって、
ボビンに巻かれた導体線から導体線を引き出すための送り出し部と、
前記ボビンから引き出された前記導体線を加工する導体線加工ダイスと、
前記導体線加工ダイスにて加工された前記導体線を加熱する焼鈍炉と、
前記焼鈍炉にて加熱された前記導体線を洗浄する洗浄槽と、
前記洗浄槽にて洗浄された前記導体線にエナメル塗料を塗布するための塗料供給部及び塗装ダイスと、
前記塗装ダイスにてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するための焼付炉と、
前記エナメル被覆が設けられた前記導体線を巻き取るための巻取り部とを有し、
前記導体線加工ダイスが、請求項1乃至7のいずれか1項に記載の導体線加工ダイスであることを特徴とするエナメル線の製造装置。 - 請求項8に記載のエナメル線の製造装置において、
さらに前記導体線加工ダイスの前記回転ダイスを駆動するための駆動装置を有することを特徴とするエナメル線の製造装置。 - 導体線及びエナメル被覆とを含むエナメル線の製造方法であって、
ボビンに巻かれた導体線を引き出し、導体線加工ダイスにて、前記導体線の表面にらせん状の溝を形成する導体線加工工程と、
前記導体線加工工程にて形成された前記導体線を加熱する加熱工程と、
前記加熱工程にて加熱された前記導体線を洗浄する洗浄工程と、
前記洗浄工程にて洗浄された前記導体線にエナメル塗料を塗布するためのエナメル塗料塗布工程と、
前記エナメル塗料塗布工程にてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するためのエナメル塗料焼付工程と、 前記エナメル被覆が設けられた前記導体線を巻き取る巻取り工程とを有し、
前記導体線加工ダイスは、前記導体線が挿通される方向に沿って、第1の固定ダイス、回転ダイス及び第2の固定ダイスとを有し、
前記第1の固定ダイス、前記回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記回転ダイスの前記ダイス孔の内表面は、加工突起部を有し、
前記回転ダイスを駆動装置により回転させながら前記導体線を前記導体線加工ダイスに挿通し、前記導体線の表面にらせん状の溝を形成することを特徴とするエナメル線の製造方法。 - 導体線及びエナメル被覆とを含むエナメル線の製造方法であって、
ボビンに巻かれた導体線を引き出し、導体線加工ダイスにて、前記導体線の表面にらせん状の溝を形成する導体線加工工程と、
前記導体線加工工程にて形成された前記導体線を加熱する加熱工程と、
前記加熱工程にて加熱された前記導体線を洗浄する洗浄工程と、
前記洗浄工程にて洗浄された前記導体線にエナメル塗料を塗布するためのエナメル塗料塗布工程と、
前記エナメル塗料塗布工程にてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するためのエナメル塗料焼付工程と、 前記エナメル被覆が設けられた前記導体線を巻き取る巻取り工程とを有し、
前記導体線加工ダイスは、前記導体線が挿通される方向に沿って、第1の固定ダイス、第1の回転ダイス、第2の回転ダイス及び第2の固定ダイスとを有し、
前記第1の固定ダイス、前記第1の回転ダイス、前記第2の回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記第1の回転ダイス及び前記第2の回転ダイスの前記ダイス孔の内表面は、加工突起部を有し、
前記第1の回転ダイス及び前記第2の回転ダイスとを、駆動装置により互いに逆回転させながら前記導体線を前記導体線加工ダイスに挿通し、前記導体線の表面に互いに交差する2本のらせん状の溝を形成することを特徴とするエナメル線の製造方法。 - 導体線及びエナメル被覆とを含むエナメル線の製造方法であって、
ボビンに巻かれた導体線を引き出し、導体線加工ダイスにて、前記導体線の表面にらせん状の溝を形成する導体線加工工程と、
前記導体線加工工程にて形成された前記導体線を加熱する加熱工程と、
前記加熱工程にて加熱された前記導体線を洗浄する洗浄工程と、
前記洗浄工程にて洗浄された前記導体線にエナメル塗料を塗布するためのエナメル塗料塗布工程と、
前記エナメル塗料塗布工程にてエナメル塗料を塗布された前記導体線の前記エナメル塗料の焼付を行い、前記導体線にエナメル被覆を形成するためのエナメル塗料焼付工程と、前記エナメル被覆が設けられた前記導体線を巻き取る巻取り工程とを有し、
前記導体線加工ダイスは、前記導体線が挿通される方向に沿って、第1の固定ダイス、回転ダイス及び第2の固定ダイスとを有し、
前記第1の固定ダイス、前記回転ダイス及び前記第2の固定ダイスは、それぞれダイス本体と、前記ダイス本体に設けられ前記導体線を挿通させるダイス孔とを有し、
前記回転ダイスの前記ダイス孔の内表面は、加工突起部を有し、
前記加工突起部は、前記導体線が挿通される方向に対してらせん状に設けられており、前記導体線を前記導体線加工ダイスに挿通し、前記回転ダイスを回転させながら前記導
体線の表面にらせん状の溝を形成することを特徴とするエナメル線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014049166A JP6149767B2 (ja) | 2014-03-12 | 2014-03-12 | 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014049166A JP6149767B2 (ja) | 2014-03-12 | 2014-03-12 | 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015173074A JP2015173074A (ja) | 2015-10-01 |
| JP6149767B2 true JP6149767B2 (ja) | 2017-06-21 |
Family
ID=54260279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014049166A Active JP6149767B2 (ja) | 2014-03-12 | 2014-03-12 | 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6149767B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109390086B (zh) * | 2018-11-24 | 2023-09-12 | 宁波鑫健新材料科技有限公司 | 变频空调电子膨胀阀用漆包线 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05250940A (ja) * | 1992-03-05 | 1993-09-28 | Hitachi Cable Ltd | エナメル線の製造方法 |
| JP2006221859A (ja) * | 2005-02-08 | 2006-08-24 | Toyota Motor Corp | 導線およびモータ |
| JP4598603B2 (ja) * | 2005-05-31 | 2010-12-15 | スミダ電機株式会社 | 線材、コイル、ステータコイル、ロータコイル、及び変成器 |
-
2014
- 2014-03-12 JP JP2014049166A patent/JP6149767B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015173074A (ja) | 2015-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9543058B2 (en) | Insulated winding wire | |
| JP5805336B1 (ja) | 絶縁電線及びそれを用いたコイル並びに絶縁電線の製造方法 | |
| US20140360756A1 (en) | Electrically insulated wire | |
| ES2896019T3 (es) | Conductor continuamente transpuesto | |
| JP6822252B2 (ja) | コイル及びその製造方法 | |
| US20160322126A1 (en) | Insulated wire, coil, and electrical/electronic equipment, and method of preventing cracking of insulated wire | |
| JP2009245658A (ja) | 平角電線及びその製造方法 | |
| JP2014154511A (ja) | 絶縁電線およびその製造方法 | |
| US10199138B2 (en) | Insulated winding wire | |
| JP6149767B2 (ja) | 導体線加工ダイス及びそれを用いたエナメル線の製造装置及び製造方法 | |
| JP2008251295A (ja) | 絶縁電線 | |
| JP2015185504A (ja) | エナメル線の製造方法 | |
| CN111801744B (zh) | 绝缘扁平导体、线圈及绝缘扁平导体的制造方法 | |
| US20150243409A1 (en) | Insulated winding wire containing semi-conductive layers | |
| JP2015138626A (ja) | 絶縁電線とその製造方法、及び電気機器のコイルとその製造方法 | |
| JP6153225B2 (ja) | 絶縁電線の製造方法 | |
| JP6519231B2 (ja) | 巻線及びその製造方法 | |
| JP5521568B2 (ja) | 絶縁電線 | |
| JP7301930B2 (ja) | エナメル線 | |
| JP2015230773A (ja) | 絶縁電線及びその製造方法 | |
| EP3214624B1 (en) | Insulated electric wire and method for manufacturing same | |
| CN110580975A (zh) | 一种耐水绕组线及其制造方法 | |
| JP2016044287A (ja) | ポリエステルイミド樹脂絶縁塗料及びそれを用いた絶縁電線 | |
| JP2019040672A (ja) | エナメル線およびエナメル線の製造方法 | |
| KR20230002294A (ko) | 내열 절연 전선 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160617 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170425 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170508 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6149767 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |