WO2019163828A1 - 高炭素冷延鋼板およびその製造方法 - Google Patents
高炭素冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2019163828A1 WO2019163828A1 PCT/JP2019/006328 JP2019006328W WO2019163828A1 WO 2019163828 A1 WO2019163828 A1 WO 2019163828A1 JP 2019006328 W JP2019006328 W JP 2019006328W WO 2019163828 A1 WO2019163828 A1 WO 2019163828A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- rolled steel
- cementite
- rolling
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a high-carbon cold-rolled steel sheet and a method for producing the same, and in particular, an end face with a reduced fracture surface that causes fatigue life is obtained during fine blanking suitable as material processing for automobile parts, chain parts, and the like.
- the present invention relates to a high-carbon cold-rolled steel sheet that is excellent in fine blanking workability and is resistant to wear of a mold, and a manufacturing method thereof.
- High carbon cold-rolled steel sheets may be used as materials for car drive system parts and chain parts.
- Car drive system parts and chain parts are often manufactured by fine blanking in order to obtain a punched end surface with a smooth shape, while fine blanking is a processing method with a small clearance, so a high load is applied.
- a high load is applied to the mold, particularly the punch, and the life of the mold due to the wear of the punch is an issue.
- the high carbon cold-rolled steel sheet used as these materials contains a certain amount or more of carbon in order to obtain a predetermined hardness after heat treatment.
- the high carbon cold-rolled steel sheet with a high C content is subjected to heat treatment such as quenching and tempering, whereby the strength is increased and the fatigue life is also improved.
- High carbon cold-rolled steel sheet has a high C content, so carbon in the steel precipitates as hard cementite, and since the amount is large, it is difficult to work with hot rolling. For this reason, it is usually used after annealing after hot rolling to spheroidize cementite and disperse it moderately to improve workability.
- FIG. 1 is a conceptual diagram showing a punched end face after fine blanking.
- the punched end face is also simply referred to as “end face”.
- the end face after the fine blanking process is usually a fracture that occurs when the material separates from the shear surface (a in FIG. 1) generated by the plastic deformation in contact with the cutting edge and smoothly cut. It is comprised by the cross section (b in FIG. 1).
- the fine blanking process is a processing method with a small clearance, a high load is applied to the die, particularly a punching punch, and the die life is shortened compared to a normal punching process. In order to prolong the mold life, it is desirable that the surface roughness of the shear surface is small.
- the mold life is shortened if the ductility of the steel sheet is too large or too small. For example, if the cementite is too soft during spheroidizing annealing, the fluidity of the steel plate during blanking (punching) works in a good direction, but the fluidity is too good, so the steel plate is in contact with the punch and punch wear is increased. Punch life is reduced. On the other hand, if the cementite is not sufficiently spheroidized during annealing and the steel sheet is too hard, punch wear defects or the like occur, and the punch life is reduced.
- the high-carbon cold-rolled steel sheet used for blanking is subjected to annealing after hot rolling and spheroidizing the cementite so that the entire length of the entire width including the length direction and the width direction becomes an appropriate hardness region. Often, cold rolling is applied to adjust the hardness.
- Patent Document 1 includes mass%, C: 0.20 to 0.80%, Si: 0.3% or less, Mn: 0.60 to 1.60%, sol.
- a steel containing Al: 0.010 to 0.100% and Ca: 0.0100% or less is hot-rolled and wound at 550 to 680 ° C., pickled, and after the first reduction at a rolling reduction of 10 to 80%.
- a method has been proposed.
- Patent Document 2 in mass%, C: 0.10 to 0.70%, Si: 0.01 to 1.0%, Mn: 0.1 to 3.0%, P: 0.001 to 0 0.025%, S: 0.0001 to 0.010%, Al: 0.001 to 0.10%, N: 0.001 to 0.01%, and the ferrite grain size is 10 ⁇ m or more and 50 ⁇ m or less.
- the medium and high carbon hot rolling has a structure in which the cementite particle size is 0.1 ⁇ m or more and 2.0 ⁇ m or less, the cementite spheroidization ratio is 85% or more, and the hardness is HV100 or more and 160 or less. Steel plates have been proposed.
- Patent Document 3 contains, by weight, C: 0.20 to 1.20%, Si: 0.05 to 0.30%, P: less than 0.020%, and 20 to 80% after hot rolling. There has been proposed a method for producing a high carbon steel strip excellent in cold workability and fatigue life after heat treatment, in which cold rolling and annealing at 650 to 720 ° C. are repeated once or twice or more.
- Patent Document 4 in mass%, C: 0.25 to 0.6%, Si: 2% or less, Mn: 2% or less, P: 0.02% or less, S: 0.02% or less, Cr: There has been proposed a steel sheet containing 2% or less, V: 0.05 to 0.5% and having a hardness of HV 180 or more and 350 or less and excellent in bending workability and punching workability.
- Patent Document 5 by mass, C: 0.45 to 0.90%, Si: 0.001 to 0.5% or less, Mn: 0.2 to 2.0%, P: 0.03% or less , S: 0.005% or less, Al: 0.001 to 0.10%, N: 0.01% or less, Cr: 0.005 to 1.0%, Mo: 0.005 to 1 0.0%, Cu: 0.005-1.0%, Ni: 0.005-1.0%, Ti: 0.005-0.3%, Nb: 0.005-0.3%, V: Contains at least one selected from the group consisting of 0.005 to 0.3%, B: 0.0005 to 0.01%, Ca: 0.0005 to 0.01%, and has a hardness of HV150 or less and a depth A high carbon steel sheet excellent in workability in which the hardness difference ⁇ HVt between t / 2 part and t / 4 part (t: plate thickness) is 10 or less has been proposed.
- Patent Document 6 C: 0.1 to 0.5%, Si: 0.5% or less, Mn: 0.2 to 1.5%, P: 0.03% or less, S: 0% by mass 0.02% or less, and if necessary, further Al: 0.1% or less, Cr: 3.5% or less, Mo: 0.7% or less, Ni: 3.5% or less, Ti: 0.00%.
- ferrite containing one or more selected from 0.0005-0.005%, ferrite having an average particle size of 1-20 ⁇ m and an aspect ratio of 2 or less
- Patent Document 7 by mass, C: 0.1 to 0.5%, Si: 0.5% or less, Mn: 0.2 to 1.5%, P: 0.03% or less, S: 0 0.02% or less, and if necessary, Al: 0.1% or less, Cr: 3.5% or less, Mo: 0.7% or less, Ni: 3.5% or less, Ti: 0.00%. 01-0.1%, and B: containing one or more selected from 0.0005-0.005%, the average grain size of ferrite is 1-10 ⁇ m, the spheroidization rate of carbide A steel plate excellent in fine blanking workability having a ferrite grain boundary carbide content of 80% or more and 40% or more is proposed.
- Patent Document 8 by mass%, C: 0.65 to 0.90%, Si: 0.01 to 0.50% or less, Mn: 0.1 to 2.00%, P: 0.0200% or less , S: 0.0200% or less, and Cr: 0.20 to 2.00%, and if necessary, Al, Mo, Ni, Cu, B, Nb, V, Ti, W, Ta, Mg , Spheroidization rate defined by the number ratio of carbides containing one or more of Ca, Y, Zr, La, Ce, N, O, Sn, Sb, As and having an aspect ratio of less than 3 80% to 99%, the average particle diameter converted to the equivalent circle diameter is 0.2 to 1.5 ⁇ m, and the carbide is distributed so that the standard deviation ⁇ of the carbide diameter is 0.10 to 0.45.
- a high carbon steel sheet excellent in the above has been proposed.
- the spheroidization rate of cementite in steel is 80% or more, the average particle size is 0.8 ⁇ m or less, and the tensile strength of steel is 600 to 700 N / mm 2 , so that the fracture surface in punching is as much as possible.
- the high carbon steel strip which can obtain the reduced end surface is proposed, and the high carbon steel strip is hot rolled, pickled, and then subjected to primary cold rolling, annealing, and secondary cold rolling.
- primary cold rolling annealing
- secondary cold rolling there is no description of a production method in which a hot rolled steel sheet wound after hot rolling is subjected to primary box annealing, cold rolling, or secondary box annealing as it is or after pickling, and the tensile strength is not described.
- the steel having a hardness of less than 600 N / mm 2 is not discussed, and the high carbon steel strip disclosed in Patent Document 1 cannot provide sufficient cold workability.
- the medium and high carbon hot-rolled steel sheet described in Patent Document 2 is a technology related to a hot-rolled steel sheet having a steel thickness of HV100 to 160 and excellent in cold workability, but having a thickness of 3.5 mm or more.
- the technology is different from the cold-rolled steel sheet that is the subject of the present invention, and there is no description about cold rolling and annealing before and after that.
- patent document 3 the manufacturing method of the high carbon steel strip excellent in cold workability and the fatigue life after heat processing is proposed, and the conditions of cold rolling and annealing after hot rolling are adjusted.
- hot rolling there is no description regarding hot rolling and there is no description regarding the particle size of cementite or ferrite.
- Patent Document 4 a steel sheet excellent in bending workability and punching workability is proposed, but in order to increase the temper softening resistance, the steel contains 0.61% or more of Cr, and 0.61% There is no description about steel with less Cr addition.
- Patent Document 5 since the chain is also used as an object, it is estimated that fine blanking workability is also considered in the required workability.
- Patent Document 5 the structure and hardness are adjusted only by the annealing process after hot rolling, and there is no description regarding the cold rolling process.
- Patent Document 6 proposes a cold-rolled steel sheet excellent in fine blanking workability, and the ferrite grain size, carbide spheroidization ratio, the amount of carbide at the ferrite crystal grain boundary, and the like are defined for the base material structure.
- the average particle spacing of carbides and the effect on the fine blanking process although it affects the Rz of the punched end face, which is an index of the fine blanking processability.
- the amount of Cr for obtaining predetermined fine blanking workability.
- Patent Document 7 a hot-rolled steel sheet excellent in fine blanking workability is proposed, and the technology is different from the cold-rolled steel sheet targeted in the present invention, and there is no description about cold rolling and annealing before and after that.
- Patent Document 8 proposes a high carbon steel sheet having excellent stretch formability, and describes a method of performing secondary annealing after primary cold rolling in a continuous annealing furnace in 1800 seconds or less. There is no description of a method for carrying out box annealing. Further, no indication of fine blank workability is described.
- An object of the present invention is to provide a high carbon cold-rolled steel sheet excellent in fine blanking workability and a method for producing the same.
- the present invention has a predetermined finish rolling end temperature, an average cooling rate until winding, and a winding temperature for a steel material containing 0.10% or more and less than 0.40% Cr, and a primary box.
- the average particle diameter of cementite is 0.40 ⁇ m or more and 0.75 ⁇ m or less
- the average interval between cementite is 1.5 ⁇ m or more and 8.0 ⁇ m.
- An object of the present invention is to provide a high carbon cold-rolled steel sheet and a method for producing the same.
- the high carbon cold rolled steel sheet refers to a cold rolled steel sheet having a C content of 0.45% by mass or more.
- a cold-rolled steel sheet having excellent fine blanking workability means that the shearing area ratio of the punched end face after fine blanking with a die having a punch punch and die clearance of 25 ⁇ m or less is 90%. This is the cold-rolled steel sheet in which the arithmetic average roughness Ra of the shearing surface of the punched end face is less than 1.0 ⁇ m.
- the inventors of the present invention have made a finish rolling temperature of steel containing 0.10% or more and less than 0.40% Cr, a cooling rate until winding, a winding temperature, a primary annealing temperature, a cold rolling reduction ratio, and two The relationship between the next annealing temperature and the fine blanking workability was studied earnestly.
- the fine blanking workability of high-carbon cold-rolled steel sheets is greatly affected by the average particle diameter of cementite and the spheroidization rate of cementite in the steel structure, and the average particle diameter of ferrite. 0.40 ⁇ m or more and 0.75 ⁇ m or less, the average interval between cementite is 1.5 ⁇ m or more and 8.0 ⁇ m or less, the spheroidization rate of cementite is 75% or more, and the average particle diameter of ferrite is 4.0 ⁇ m or more and 10.0 ⁇ m or less.
- the shear plane ratio of the end face after fine blanking was 90% or more and the arithmetic average roughness Ra of the shear plane was less than 1.0 ⁇ m.
- the average particle size of cementite is 0.40 ⁇ m or more and 0.75 ⁇ m or less, the average interval between cementite is 1.5 ⁇ m or more and 8.0 ⁇ m or less, the spheroidization rate of cementite is 75% or more, and the average particle size of ferrite is A tissue that is 4.0 ⁇ m or more and 10.0 ⁇ m or less,
- the punching end face has a shearing area ratio of 90% or more after fine blanking with a die having a punching punch and die clearance of 25 ⁇ m or less, and the arithmetic average roughness Ra of the punching end face is 1.0 ⁇ m.
- a high carbon cold-rolled steel sheet [2] The high carbon cold-rolled steel sheet according to [1], having a cross-sectional hardness of HV160 or less. [3] A method for producing a high carbon cold rolled steel sheet according to [1] or [2] above, The slab having the above composition is directly or once cooled and reheated, and then subjected to rough rolling, After the rough rolling, finish rolling is performed to finish the finish rolling in a temperature range equal to or higher than the Ar 3 transformation point. The temperature range from the finish rolling end temperature to 660 ° C. was cooled at an average cooling rate of 30 ° C./s to 70 ° C./s, and the hot-rolled steel sheet wound up at 500 ° C. to 660 ° C.
- Primary box annealing is performed at an annealing temperature in the temperature range of 650 to 720 ° C., followed by cold rolling at a reduction rate of 20 to 50%, and then holding at an annealing temperature in the temperature range of 650 to 720 ° C.
- the high carbon cold-rolled steel sheet of the present invention is suitable as a material for automobile parts and chain parts that require fine blanking workability to the material steel sheet, and particularly suitable as a material for automobile drive system parts such as timing chains. It is.
- % which is a unit of component content, means “% by mass” unless otherwise specified.
- Composition C 0.45 to 0.75% C is an important element for obtaining strength after quenching.
- the C content is less than 0.45%, the desired hardness cannot be obtained by heat treatment such as quenching and tempering after processing the steel sheet into parts, so the C content needs to be 0.45% or more. is there.
- the C content is set to 0.45 to 0.75%.
- the C content is preferably 0.50% or more, more preferably 0.51% or more, and further preferably 0.53% or more. preferable.
- the C content is preferably 0.70% or less, and 0.67% or less. Is more preferably 0.65% or less.
- Si 0.10 to 0.50% Si is added as a deoxidizer together with Al when refining steel.
- Si when Si is excessively contained, Si oxide is generated at the grain boundary during the heat treatment, and there is an increased possibility of reducing the fatigue strength. Therefore, the Si content is 0.50% or less. Si content becomes like this. Preferably it is 0.45% or less, More preferably, it is 0.40% or less, More preferably, it is 0.35% or less.
- Si is an element that increases the temper softening resistance after heat treatment. In order to obtain a desired hardness even after tempering in a wide temperature range after quenching, the Si content is 0.10% or more. Si content becomes like this. Preferably it is 0.15% or more, More preferably, it is 0.16% or more.
- Mn 0.50 to 1.00%
- Mn is an element that improves hardenability and increases strength by solid solution strengthening. If the Mn content exceeds 1.00%, a band structure resulting from segregation of Mn develops, the structure becomes non-uniform, and the steel becomes hard due to solid solution strengthening, resulting in a decrease in cold workability. Therefore, the Mn content is 1.00% or less.
- the Mn content is preferably 0.95% or less, more preferably 0.90% or less, and even more preferably 0.85% or less. On the other hand, if it is less than 0.50%, the hardenability starts to decrease, so the Mn content is 0.50% or more.
- the Mn content is preferably 0.52% or more, more preferably 0.55% or more.
- P 0.03% or less
- P is an element that increases the strength by solid solution strengthening.
- the P content exceeds 0.03%, grain boundary embrittlement is caused and the toughness after quenching deteriorates. Therefore, the P content is 0.03% or less.
- the P content is preferably 0.02% or less. P decreases the cold workability and toughness after quenching, so the lower the P content, the better. However, excessively reducing P increases the refining cost, so the P content is preferably 0.005% or more. .
- S 0.01% or less S is an element that has to be reduced because it forms sulfides and lowers the cold workability of the high-carbon cold-rolled steel sheet and the toughness after quenching. If the S content exceeds 0.01%, the cold workability of the high carbon cold-rolled steel sheet and the toughness after quenching are significantly deteriorated. Therefore, the S content is 0.01% or less. In order to obtain better cold workability and toughness after quenching, the S content is preferably 0.004% or less, and more preferably 0.0040% or less. Since S decreases cold workability and toughness after quenching, the smaller the S content, the better. However, excessively reducing S increases the refining cost, so the S content is preferably 0.0005% or more.
- sol. Al 0.10% or less sol. If the Al content exceeds 0.10%, AlN is generated during the heating of the quenching process, the austenite grains are excessively refined, the formation of ferrite phase is promoted during cooling, the structure becomes ferrite and martensite, and after quenching Decreases in hardness. Therefore, the sol.Al content is 0.10% or less. The sol.Al content is preferably 0.06% or less. Note that sol. Al has a deoxidizing effect. In order to sufficiently deoxidize, sol. The Al content is preferably 0.005% or more, more preferably 0.010% or more, and further preferably 0.015% or more.
- N 0.0150% or less
- the N content is 0.0150% or less.
- the lower limit is not particularly specified, N is an element that forms AlN and Cr-based nitrides, thereby appropriately suppressing the growth of austenite grains during heating in the quenching process and improving toughness after quenching.
- the N content is preferably 0.0005% or more.
- Cr 0.10% or more and less than 0.40%
- Cr is an element that delays spheroidization of cementite in steel, and is an important element that enhances hardenability in heat treatment.
- the content is 0.10% or more.
- the Cr content is 0.40% or more, cementite spheroidization is difficult to proceed, and a predetermined cementite spheroidization ratio cannot be obtained.
- the steel sheet before quenching hardens, and the average interval between predetermined cementites cannot be obtained.
- the Cr content is less than 0.40%.
- the Cr content is preferably 0.35% or less.
- Components other than the above are Fe and inevitable impurities. Furthermore, when scrap is used as a raw material of the high carbon cold-rolled steel sheet of the present invention, one or more of Sn, Sb, and As may inevitably be mixed by 0.003% or more. If the element is also 0.02% or less, the hardenability of the high-carbon cold-rolled steel sheet of the present invention is not hindered. Therefore, in the high-carbon cold-rolled steel sheet of the present invention, Sn: 0.003 to 0.02%, Inclusion of one or more of Sb: 0.003-0.02% and As: 0.003-0.02% is permitted as an inevitable impurity.
- the high carbon cold-rolled steel sheet of the present invention has a structure containing ferrite and cementite.
- the total of ferrite and cementite is 95% or more in terms of area ratio.
- the total of ferrite and cementite is preferably 97% or more in terms of area ratio, and may be 100%.
- the balance when the area ratio of ferrite and cementite is less than 100% is one or two selected from pearlite and bainite.
- Average particle diameter of cementite 0.40 ⁇ m or more and 0.75 ⁇ m or less If cementite with a large particle size is present, it will be crushed during fine blanking and a fracture surface will be generated at the end face.
- the diameter is 0.75 ⁇ m or less.
- the average particle diameter of cementite is preferably 0.73 ⁇ m or less, and more preferably 0.71 ⁇ m or less.
- the cementite is too fine, the number of cementites of 0.1 ⁇ m or less increases, the hardness of the steel increases, and the fracture surface increases at the end face during fine blanking, so the average particle diameter of cementite is 0.40 ⁇ m. That's it.
- the average particle diameter of cementite is preferably 0.42 ⁇ m or more, and more preferably 0.44 ⁇ m or more. This average particle diameter is detected by a scanning electron microscope at a magnification of 2000 times at a position of 1/4 of the plate thickness after polishing and corroding a cross section parallel to the rolling direction of a test piece taken from the plate width center of the steel plate. It is an average value obtained by calculating the equivalent circle diameter of all cementite.
- Average spacing between cementite 1.5 ⁇ m or more and 8.0 ⁇ m or less
- voids were generated between the cementite on the ferrite grain boundaries, and they grew and cracked. It tends to occur. These cracks develop at the time of molding after fine blanking and generate a fracture surface. If the average interval between cementites is less than 1.5 ⁇ m, the void starting point increases too much and cracks tend to occur, and the fracture surface length of the end face increases, resulting in a decrease in fine blanking workability. Therefore, the average interval between cementite is 1.5 ⁇ m or more.
- the average distance between cementite is preferably 1.7 ⁇ m or more, and more preferably 2.0 ⁇ m or more.
- the average interval between cementite is 8.0 ⁇ m or less.
- the average interval between cementite is preferably 7.7 ⁇ m or less, and more preferably 7.5 ⁇ m or less.
- the average spacing between the cementites was measured with a scanning electron microscope at a magnification of 2000 times in a section parallel to the rolling direction of the specimen taken from the center of the plate width of the steel plate (plate thickness 1/4 position). It was used to binarize cementite and non-cementite, and individual intervals of cementite were determined using the analysis software Image-J, and the total was divided by the number of intervals counted.
- Cementite spheroidization rate 75% or more
- Cementite is preferably spheroidized because it improves the ductility of the steel and improves the workability. If the spheroidization rate of cementite is 75% or more, the occurrence of a fracture surface at the end face during stamping is greatly suppressed, and a predetermined shear surface rate can be easily obtained. Therefore, the structure of the high carbon cold-rolled steel sheet of the present invention
- the spheroidization rate of the cementite is 75% or more.
- the spheroidization rate of cementite is preferably 77% or more, and more preferably 80% or more.
- Average particle diameter of ferrite 4.0 ⁇ m or more and 10.0 ⁇ m or less
- the average particle diameter of ferrite is a factor that largely governs workability including hardness and fine blanking workability of a steel sheet. If the ferrite grain size is small, the hardness of the steel sheet increases due to the refinement strengthening of the steel, and the workability decreases. In order to obtain a predetermined hardness and workability, the average particle diameter of ferrite is 4.0 ⁇ m or more. Preferably it is 5.0 micrometers or more. On the other hand, if the average particle diameter of the ferrite exceeds 10.0 ⁇ m, the end face is liable to occur during the fine blanking process, and the fine blanking workability is lowered.
- the average particle diameter of ferrite is 10.0 ⁇ m or less. Preferably it is 8.0 micrometers or less.
- the average particle diameter of the ferrite was determined by a cutting method (specified in JIS G 0551) by the method described in the examples.
- Shear surface ratio of end face 90% or more It is desirable to suppress the fracture surface with a large surface roughness at the end face as much as possible to ensure a predetermined fatigue life after heat treatment. Since it is necessary to reduce the surface roughness, the shear rate of the end face is 90% or more. Preferably it is 95% or more. In addition, the shear surface ratio of the end face is obtained by the following formula.
- Shear area ratio of end face (length of shear face / total length of end face) ⁇ 100
- the length of the shear surface in the above formula and the length of the entire end surface are respectively fine blanked with a die in which the clearance between the punch and the die is 25 ⁇ m or less, and the length is 40 mm ⁇ width 60 mm.
- the average value of the value each calculated in the center of the board width which exists in two places in the said punching board is employ
- Arithmetic mean roughness Ra of the end face shear surface less than 1.0 ⁇ m
- Fine blanking is a processing method with a small punch clearance and die clearance, so a high load is applied to the die, especially the punch. As a result, the life of the mold is shortened as compared with normal punching. Since it is desirable that the surface roughness of the shear surface at the end face is small in order to extend the mold life, the arithmetic average roughness Ra of the shear surface at the end face is set to less than 1.0 ⁇ m.
- the arithmetic average roughness Ra of the shear surface at the end face is preferably 0.8 ⁇ m or less, and more preferably 0.5 ⁇ m or less.
- the arithmetic average roughness Ra of the shearing surface of the end face is a plate having a 10 mmR square of 40 mm length ⁇ 60 mm width, fine blanked with a die with a punch and die clearance of 25 ⁇ m or less. This is a value obtained by measuring a length of 5.0 mm in the plate width direction at the center of the plate thickness at the center of the width of the punched plate when punching. Further, as the arithmetic average roughness Ra of the shear surface of the end face, an average value of values obtained respectively at the center of the plate thickness at the center of the plate width existing at two locations in the punched plate is adopted.
- the hardness (cross-sectional hardness) of the high-carbon cold-rolled steel sheet is preferably HV160 or less. The cross-sectional hardness is determined by the method described in the examples.
- the high carbon cold-rolled steel plate of this invention is used after heat-processing (hardening and tempering) after a process.
- the finish rolling end temperature, the coiling temperature and the like can be measured with a radiation thermometer or the like as the surface temperature of the hot rolled steel sheet or the like.
- the average cooling rate is (cooling start temperature ⁇ cooling stop temperature) / (cooling time from the cooling start temperature to the cooling stop temperature) unless otherwise specified.
- the steel having the composition described in the above item 1) is melted by a known method such as a converter or an electric furnace, cast into a slab by a known method such as continuous casting, and directly or once. After cooling and reheating, hot rolling including rough rolling and finish rolling is performed. First, a slab (steel slab) is made into a sheet bar by rough rolling. The conditions for rough rolling need not be specified, and can be performed according to a conventional method.
- Finishing rolling end temperature Ar 3 transformation point or higher
- finishing rolling is performed to finish finishing rolling in a temperature range higher than the Ar 3 transformation point.
- the finish rolling end temperature is set to Ar 3 transformation point or more.
- finish temperature does not need to prescribe
- the Ar 3 transformation point can be determined by a formaster. Specifically, when a 3 mm ⁇ cylindrical specimen is once heated from room temperature to 900 ° C. and cooled, the Ar 3 transformation point is a temperature corresponding to the first inflection point of the thermal expansion curve during cooling.
- the average cooling rate in the temperature range is 70 ° C./s or less.
- the average cooling rate in the temperature range is preferably 65 ° C./s or less, and more preferably 60 ° C./s or less.
- Winding temperature 500 ° C. or more and 660 ° C. or less
- the hot-rolled steel sheet after finish rolling is wound into a coil shape. If the coiling temperature is too high, the strength of the hot-rolled steel sheet becomes too low, and when it is wound into a coil shape, it may be deformed by its own weight, which is not preferable for operation. Therefore, the upper limit of the coiling temperature is set to 660 ° C. On the other hand, if the coiling temperature is too low, the hot-rolled steel sheet becomes hard, which is not preferable. Therefore, the lower limit of the coiling temperature is set to 500 ° C.
- the winding temperature is preferably 550 ° C. or higher.
- Primary box annealing temperature in the temperature range of 650 to 720 ° C Cold rolling is necessary to achieve the desired sheet thickness, reducing the load on the rolling mill and increasing cold rolling properties. And, since the desired hardness can be obtained with the steel as the final product, it is necessary to perform primary annealing. If the annealing temperature is less than 650 ° C., the cold rolling property is poor and the spheroidization of cementite is slow to be accelerated, so that it becomes hardened with the steel as the final product. Therefore, the annealing temperature for the primary box annealing is set to 650 ° C. or higher. The annealing temperature of the primary box annealing is preferably 660 ° C.
- the annealing temperature of the primary box annealing exceeds 720 ° C., the spheroidization proceeds too much and the cementite becomes coarse, so the annealing temperature of the primary box annealing is set to 720 ° C. or less.
- the holding time at the annealing temperature is preferably 20 hours or more from the viewpoint of progress of spheroidization of cementite.
- the holding time at the annealing temperature is preferably 40 hours or less from the viewpoint of operability.
- Cold rolling reduction 20-50% Cold rolling is required to obtain a desired plate thickness and a predetermined ferrite grain size. If the rolling reduction of cold rolling is less than 20%, the thickness of the hot-rolled steel sheet must be reduced in order to obtain a desired sheet thickness, and the control becomes difficult. Moreover, it becomes difficult to recrystallize, recrystallization does not progress, and it becomes difficult to obtain desired hardness. Therefore, the rolling reduction of cold rolling needs to be 20% or more. On the other hand, when the rolling reduction of cold rolling exceeds 50%, it is necessary to increase the thickness of the hot-rolled steel sheet, and it becomes difficult to obtain a uniform structure in the entire thickness direction at the above-described average cooling rate. Further, since the crystal grain size becomes smaller and becomes smaller than a predetermined ferrite grain size after recrystallization, the rolling reduction of cold rolling needs to be 50% or less.
- Secondary box annealing temperature in a temperature range of 650 to 720 ° C. Secondary annealing is necessary to obtain a desired hardness after cold rolling. If the secondary box annealing temperature is less than 650 ° C, recrystallization hardly proceeds and the desired hardness cannot be obtained, so the secondary box annealing temperature is set to 650 ° C or higher.
- the secondary box annealing temperature is preferably 660 ° C. or higher, and more preferably 670 ° C. or higher.
- the secondary box annealing temperature exceeds 720 ° C., a predetermined cementite average particle diameter cannot be obtained, so the secondary box annealing temperature is set to 720 ° C. or less.
- the holding time at the annealing temperature is preferably 20 hours or more from the viewpoint of obtaining desired hardness.
- the holding time at the annealing temperature is preferably 40 hours or less from the viewpoint of operability.
- the high carbon cold-rolled steel sheet of the present invention can be subjected to temper rolling as necessary after secondary box annealing, and subjected to treatment such as degreasing according to a conventional method, and can be directly subjected to fine blanking processing or the like.
- the fine blanking process is performed according to a conventional method, and is preferably performed under conditions that are usually performed to obtain a good end surface, for example, a clearance between the die and the punch is appropriately selected.
- heat treatment such as quenching, tempering, and austempering can be performed according to a conventional method, whereby desired hardness and fatigue strength can be obtained.
- the high carbon cold-rolled steel sheet of the present invention is not particularly limited, but the plate thickness is preferably 3.0 mm or less, more preferably 2.5 mm or less. Moreover, although not specifically limited, the plate thickness is preferably 0.8 mm or more, and more preferably 1.2 mm or more.
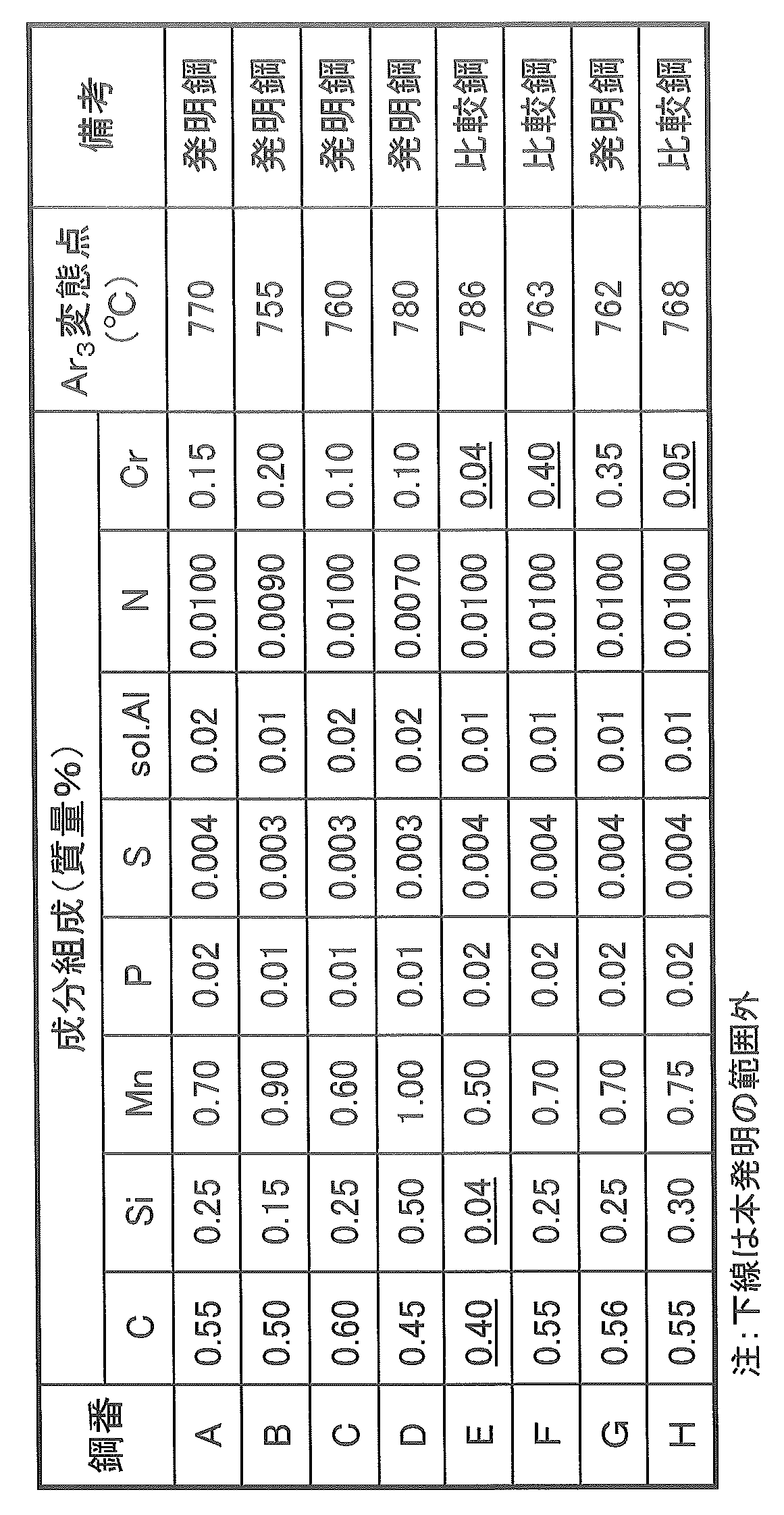
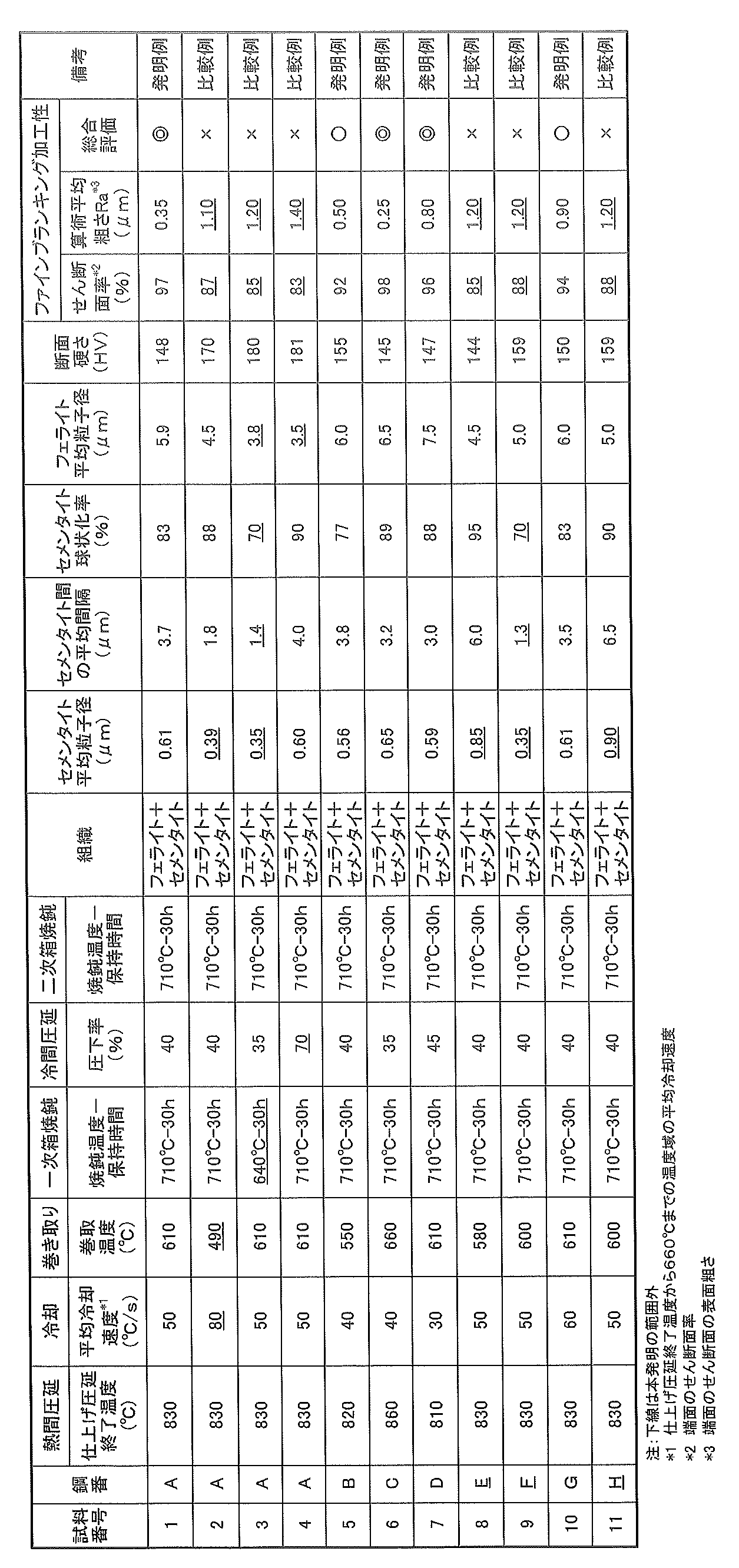
- Example 1 In accordance with the manufacturing conditions shown in Table 2, the finish rolling is performed with the finish rolling end temperature being equal to or higher than the Ar 3 transformation point on the slab obtained by melting and casting the steel having the composition of steel numbers A to H shown in Table 1.
- the temperature range from the finish rolling finish temperature to 660 ° C. is cooled at the average cooling rate shown in Table 2, wound into a coil at the winding temperature shown in Table 2, pickled, and then in a nitrogen atmosphere (atmosphere gas: nitrogen ) Under the conditions shown in Table 2 and then subjected to primary rolling annealing (spheroidizing), followed by cold rolling at the rolling reduction shown in Table 2 and secondary box annealing in the nitrogen atmosphere under the conditions shown in Table 2.
- a cold-rolled steel sheet having a thickness of 2.0 mm was manufactured. With respect to the cold-rolled steel sheet thus manufactured, the structure, hardness, and fine blanking workability were determined as follows. Note that the Ar 3 transformation point shown in Table 1 was obtained by Formaster.
- the average spacing between the cementites was measured with a scanning electron microscope at a magnification of 2000 times in a section parallel to the rolling direction of the specimen taken from the center of the plate width of the steel plate (plate thickness 1/4 position). It was used to binarize cementite and non-cementite, and individual intervals of cementite were determined using the analysis software Image-J, and the total was divided by the number of intervals counted. Moreover, the method of calculating
- a cross section (sheet thickness 1/4 position) parallel to the rolling direction of the sample taken from the center of the cold rolled steel sheet was observed with a scanning electron microscope at a magnification of 2000 times, and the image analysis software GIMP , Binarize other than cementite, calculate the area and perimeter of each cementite using analysis software Image-J, calculate the circularity coefficient of each cementite by the following formula, calculate the average, and calculate the spherical shape of cementite Conversion rate.
- the average particle diameter of a ferrite is calculated
- collected from the plate width center part of the cold rolled steel plate. It was. Circularity factor 4 ⁇ ⁇ area / (perimeter) 2 In any sample shown in Table 2, the ferrite area ratio in the structure is 85% or more.
- Fine blanking workability was investigated by the following method. Using a SKD mold having a clearance of 10 ⁇ m, a 10 mmR square plate having a length of 40 mm and a width of 60 mm was punched out under the condition that the maximum load was 30 t. The center of the width of the punched plate is magnified 100 times with a microscope, and the shear surface of the end surface and the length of the entire end surface (total of shear surface and fracture surface) in the thickness direction are measured. The shear surface ratio was determined.
- shear surface ratio of 95% or more at the end face were evaluated as ⁇ (particularly excellent), those having 90% or more and less than 95% as ⁇ (excellent), and those having less than 90% as x (inferior).
- the average value of the value each calculated in the center of the board width which exists in two places in the said punching board was employ
- Shear area ratio of end face (length of shear face / total length of end face) ⁇ 100
- the surface roughness of the shear surface at the end face of the punched plate was evaluated based on the arithmetic average roughness Ra according to JIS2001.
- the arithmetic average roughness Ra of the shearing surface of the end face of the punched plate is a value obtained by measuring a length of 5.0 mm in the plate width direction at the center of the thickness of the punched plate.
- the arithmetic average roughness Ra of the shear surface of the end face of the punched plate an average value of values obtained respectively at the center of the plate thickness at the center of the plate width existing at two locations in the punched plate was adopted.
- the thing whose arithmetic mean roughness Ra of the shear surface of an end surface is less than 1.0 micrometer was evaluated as (circle) (excellent), and the thing of 1.0 micrometer or more was evaluated as x (inferior).
- Fine blanking workability is evaluated comprehensively when the shear surface ratio of the end surface is 95% or more and the arithmetic average roughness Ra of the shear surface is less than 1.0 ⁇ m (particularly excellent).
- the shear surface ratio of the end surface is 90. % And less than 95%, and the arithmetic average roughness Ra of the shear plane is less than 1.0 ⁇ m, the overall evaluation is ⁇ (excellent), the other is the overall evaluation ⁇ (inferior), the overall evaluation is ⁇ , ⁇ was accepted and x was rejected.
- Table 2 The results are shown in Table 2.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
また、本明細書において、ファインブランキング加工性に優れる冷延鋼板とは、打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工した後の打抜き端面のせん断面率が90%以上で、かつ、打抜き端面のせん断面の算術平均粗さRaが1.0μm未満となる冷延鋼板をいう。
[1]質量%で、
C:0.45~0.75%、
Si:0.10~0.50%、
Mn:0.50~1.00%、
P:0.03%以下、
S:0.01%以下、
sol.Al:0.10%以下、
N:0.0150%以下、揃える
Cr:0.10%以上0.40%未満
を含有し、残部がFeおよび不可避的不純物からなる組成と、
セメンタイトの平均粒子径が0.40μm以上0.75μm以下、セメンタイト間の平均間隔が1.5μm以上8.0μm以下、セメンタイトの球状化率が75%以上であり、かつ、フェライトの平均粒子径が4.0μm以上10.0μm以下である組織と、を有し、
打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工した後の打抜き端面のせん断面率が90%以上で、かつ、打抜き端面のせん断面の算術平均粗さRaが1.0μm未満となる、高炭素冷延鋼板。
[2]断面硬さがHV160以下である、[1]に記載の高炭素冷延鋼板。
[3]上記[1]または[2]に記載の高炭素冷延鋼板の製造方法であって、
前記組成を有する鋳片を、直接、または一旦冷却し再加熱した後、粗圧延を行い、
粗圧延終了後、Ar3変態点以上の温度域で仕上げ圧延を終了する仕上げ圧延を行い、
仕上げ圧延終了温度から660℃までの温度域を平均冷却速度30℃/s以上70℃/s以下で冷却し、500℃以上660℃以下で巻き取った熱延鋼板を、そのまま、あるいは酸洗した後、
650~720℃の温度域の焼鈍温度で保持する一次箱焼鈍を行い、その後、20~50%の圧下率で冷間圧延を行った後に、650~720℃の温度域の焼鈍温度で保持する二次箱焼鈍を行う、高炭素冷延鋼板の製造方法。
C:0.45~0.75%
Cは、焼入れ後の強度を得るために重要な元素である。C含有量が0.45%未満の場合、鋼板を部品に加工した後の焼入れ、焼戻しなどの熱処理によって所望の硬さが得られないため、C含有量は0.45%以上にする必要がある。しかし、C含有量が0.75%を超えると硬質化し、靭性やファインブランキング加工性等の冷間加工性が劣化する。したがって、C含有量は0.45~0.75%とする。焼入れ後、より優れた硬さを得るには、C含有量を0.50%以上とすることが好ましく、0.51%以上とすることがより好ましく、0.53%以上とすることがさらに好ましい。また、加工性の厳しい部品、すなわち加工度が高く、難成形の部品の加工に用いられる場合には、C含有量を0.70%以下とすることが好ましく、0.67%以下とすることがより好ましく、0.65%以下とすることがさらに好ましい。
Siは鋼を精錬する際にAlとともに脱酸剤として添加される。しかし、過度にSiを含有させると熱処理時にSi酸化物が粒界に生じ、疲労強度を低下させるおそれが増す。そのため、Si含有量は0.50%以下とする。Si含有量は、好ましくは0.45%以下であり、より好ましくは0.40%以下であり、さらに好ましくは0.35%以下である。一方でSiは熱処理後の焼き戻し軟化抵抗を増加する元素である。焼入れ後幅広い温度域で焼き戻しても所望の硬さを得るためにSi含有量は0.10%以上とする。Si含有量は、好ましくは0.15%以上であり、より好ましくは0.16%以上である。
Mnは焼入れ性を向上させるとともに、固溶強化により強度を上昇させる元素である。Mn含有量が1.00%を超えると、Mnの偏析に起因したバンド組織が発達し、組織が不均一になり、かつ固溶強化により鋼が硬質化し冷間加工性が低下する。したがって、Mn含有量は1.00%以下とする。Mn含有量は、好ましくは0.95%以下であり、より好ましくは0.90%以下であり、さらに好ましくは0.85%以下である。一方、0.50%未満になるとズブ焼入れ性が低下し始めるため、Mn含有量は0.50%以上とする。Mn含有量は、好ましくは0.52%以上であり、より好ましくは0.55%以上である。
Pは固溶強化により強度を上昇させる元素である。P含有量が0.03%を超えて増加すると粒界脆化を招き、焼入れ後の靭性が劣化する。したがって、P含有量は0.03%以下とする。より優れた焼入れ後の靭性を得るには、P含有量は0.02%以下が好ましい。Pは、冷間加工性および焼入れ後の靭性を低下させるため、P含有量は少ないほど好ましいが、過度にPを低減すると精錬コストが増大するため、P含有量は0.005%以上が好ましい。
Sは硫化物を形成し、高炭素冷延鋼板の冷間加工性および焼入れ後の靭性を低下させるため、低減しなければならない元素である。S含有量が0.01%を超えると、高炭素冷延鋼板の冷間加工性および焼入れ後の靭性が著しく劣化する。したがって、S含有量は0.01%以下とする。より優れた冷間加工性および焼入れ後の靭性を得るには、S含有量は0.004%以下が好ましく、0.0040%以下がより好ましい。Sは冷間加工性および焼入れ後の靭性を低下させるため、S含有量は少ないほど好ましいが、過度にSを低減すると精錬コストが増大するため、S含有量は0.0005%以上が好ましい。
sol.Alの含有量が0.10%を超えると、焼入れ処理の加熱時にAlNが生成してオーステナイト粒が微細化し過ぎ、冷却時にフェライト相の生成が促進され、組織がフェライトとマルテンサイトとなり、焼入れ後の硬さが低下する。したがって、sol.Al含有量は0.10%以下とする。sol.Al含有量は、好ましくは0.06%以下である。なお、sol.Alは脱酸の効果を有しており、十分に脱酸するためには、sol.Al含有量を、0.005%以上とすることが好ましく、0.010%以上とすることがより好ましく、0.015%以上とすることがさらに好ましい。
N含有量が0.0150%を超えると、AlNの形成により焼入れ処理の加熱時にオーステナイト粒が微細化し過ぎ、冷却時にフェライト相の生成が促進され、焼入れ後の硬さが低下する。したがって、N含有量は0.0150%以下とする。なお、下限はとくに規定しないが、Nは、AlN、Cr系窒化物を形成し、これにより焼入れ処理の加熱時にオーステナイト粒の成長を適度に抑制し、焼入れ後の靭性を向上させる元素であるため、N含有量は0.0005%以上が好ましい。
Crは鋼中のセメンタイトの球状化を遅延させる元素で、かつ熱処理において焼入れ性を高める重要な元素である。0.10%未満の場合、セメンタイトの球状化が進み過ぎて所定のセメンタイト平均粒子径が得られず、また焼入れ性に関しても焼入れ時にフェライトが発生しやすくなり十分な効果が認められないため、Cr含有量を0.10%以上とする。一方、Cr含有量が0.40%以上になると、セメンタイトの球状化が進みにくくなり所定のセメンタイト球状化率が得られない。その結果、焼入れ前の鋼板が硬質化し、所定のセメンタイト間の平均間隔が得られず、例えばファインブランキング加工した際に、端面に破断面が発生しやすかったり、端面のせん断面の表面粗さRaが大きくなりやすくなる。そのため、Cr含有量は0.40%未満とする。特に端面のせん断面の表面粗さRaや端面に破断面が発生しやすい部品を加工する際には、より一層優れた加工性を必要とするため、Cr含有量は0.35%以下が好ましい。
本発明の高炭素冷延鋼板は、フェライトとセメンタイトを含有する組織を有する。本発明の高炭素冷延鋼板の組織中、フェライトとセメンタイトの合計は、面積率で95%以上である。フェライトとセメンタイトの合計は、面積率で97%以上が好ましく、100%であってもよい。フェライトとセメンタイトの面積率が100%未満である場合の残部は、パーライト、ベイナイトから選ばれる1種または2種である。
粒径の大きいセメンタイトが存在するとファインブランキング加工時に破砕され、これを起点として端面に破断面が生じるため、セメンタイトの平均粒子径は0.75μm以下とする。セメンタイトの平均粒子径は、0.73μm以下が好ましく、0.71μm以下がより好ましい。一方、セメンタイトが微細化しすぎると0.1μm以下のセメンタイトの個数も増し、鋼の硬度が高くなり、ファインブランキング加工時の端面で破断面が増加するため、セメンタイトの平均粒子径は0.40μm以上とする。セメンタイトの平均粒子径は、0.42μm以上が好ましく、0.44μm以上がより好ましい。この平均粒子径は、鋼板の板幅中央から採取した試験片の圧延方向に平行な断面を研磨し、腐食した後、板厚1/4位置において走査型電子顕微鏡で倍率2000倍で検出される全てのセメンタイトの円相当径を算出して求めた平均値である。
ファインブランキング加工時の大変形が加わった位置において、フェライト粒界上のセメンタイト間でボイドが発生し、成長して亀裂が発生しやすくなる。これら亀裂がファインブランキング加工後の成形加工時に進展し破断面が発生する。セメンタイト間の平均間隔が1.5μm未満ではボイドの起点が増加しすぎて亀裂が発生しやすくなり、端面の破断面長さが増加するため、ファインブランキング加工性が低下する。そのためセメンタイト間の平均間隔は、1.5μm以上とする。セメンタイト間の平均間隔は、1.7μm以上が好ましく、2.0μm以上がより好ましい。また、セメンタイト間の平均間隔が8.0μm超になると1個あたりのセメンタイトが粗大になりすぎて、亀裂が発生しやすくなり、端面の破断面長さが増加する箇所が生じる。そのため、セメンタイト間の平均間隔は8.0μm以下とする。セメンタイト間の平均間隔は、7.7μm以下が好ましく、7.5μm以下がより好ましい。セメンタイト間の平均間隔は、鋼板の板幅中央から採取した試験片の圧延方向に平行な断面(板厚1/4位置)を倍率2000倍で走査型電子顕微鏡で観察し、画像解析ソフトGIMPを用いて、セメンタイトと、セメンタイト以外を二値化し、解析ソフトImage-Jを用いてセメンタイトの個々の間隔を求め、その合計を、数えた間隔数で除して求めた。
セメンタイトは球状化されている方が鋼の延性が改善されて加工性が良好になるので好ましい。セメンタイトの球状化率が75%以上であれば打抜き加工時の端面における破断面の発生が大幅に抑制され、所定のせん断面率が得られやすくなるため、本発明の高炭素冷延鋼板の組織中のセメンタイトの球状化率は75%以上とする。セメンタイトの球状化率は、77%以上が好ましく、80%以上がより好ましい。本発明におけるセメンタイトの球状化率の求め方は下記のとおりである。鋼板の板幅中央から採取した試験片の圧延方向に平行な断面(板厚1/4位置)を倍率2000倍で走査型電子顕微鏡で観察し、画像解析ソフトGIMPを用いて、セメンタイトと、セメンタイト以外を二値化し、解析ソフトImage-Jを用いて各セメンタイトの面積と周囲長を求めて、下記式にて各セメンタイトの円形度係数を算出し、その平均を求めて、セメンタイトの球状化率とする。
円形度係数=4π・面積/(周囲長)2
フェライトの平均粒子径は、鋼板の硬度およびファインブランキング加工性を含めた加工性を大きく支配する因子である。フェライト粒径が小さいと鋼の微細化強化により鋼板の硬度が高くなり、加工性が低下する。所定の硬度と加工性を得るためにはフェライトの平均粒子径は4.0μm以上とする。好ましくは5.0μm以上である。一方、フェライトの平均粒子径が10.0μm超になるとファインブランキング加工時に端面でだれが生じやすくなり、ファインブランキング加工性が低下する。そのためフェライトの平均粒子径は10.0μm以下とする。好ましくは8.0μm以下である。フェライトの平均粒子径は、実施例に記載の方法により切断法(JIS G 0551で規定)を用いて求めた。
3-1)端面のせん断面率90%以上
熱処理後、所定の疲労寿命を確保するには、端面における表面粗さが大きい破断面を極力抑えることが望ましく、また端面の表面粗さを小さくする必要があるため、端面のせん断面率は90%以上とする。好ましくは95%以上である。なお、端面のせん断面率は下記式で求める。
端面のせん断面率=(せん断面の長さ/端面全体の長さ)×100
なお、上記式中のせん断面の長さ、端面全体の長さは、それぞれ、鋼板を打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工し、長さ40mm×幅60mmの10mmRの4角をもつ板を打抜いた際の打抜き板の板幅中央における板厚方向のせん断面の長さと、端面全体の長さ(せん断面と破断面の合計の長さ)である。また、端面のせん断面率は、上記打抜き板において2箇所存在する板幅中央においてそれぞれ算出した値の平均値を採用する。なお、打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工する場合、鋼板とダイスの接触する個所ではダイスについても摩耗等が大きい。強度不足の金型では耐摩耗性が不足して、早期に摩耗してしまうため、金型としては所定の強度を確保できるSKD鋼材で形成された金型を使用することが好ましい。また、上記金型の打抜きパンチとダイスのクリアランスは2μm以上が好ましい。
ファインブランキング加工は打抜きパンチとダイスのクリアランスの小さい加工方法であるため、高い荷重が金型、特に打抜きパンチに高い負荷がかけられ、通常の打抜き加工に比べて金型寿命が短くなる。金型寿命を延ばすためにも端面のせん断面の表面粗さが小さい方が望ましいため、端面のせん断面の算術平均粗さRaは1.0μm未満とする。端面のせん断面の算術平均粗さRaは、好ましくは0.8μm以下であり、より好ましくは0.5μm以下である。
なお、端面のせん断面の算術平均粗さRaは、鋼板を打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工し、長さ40mm×幅60mmの10mmRの4角をもつ板を打抜いた際の打抜き板の板幅中央の板厚中央において、板幅方向に5.0mmの長さを測定して求めた値である。また、端面のせん断面の算術平均粗さRaは、上記打抜き板において2箇所存在する板幅中央の板厚中央においてそれぞれ求めた値の平均値を採用する。
チェーン等の製品の寸法精度や打抜き金型の寿命(摩耗しにくさ)を良好にするには、上記2)の項で述べたようにファインブランキング加工時の端面の破断面の形成を抑制するためのセメンタイトの形状制御に加えて、機械的性質の制御も重要である。高炭素冷延鋼板の硬さが高い場合には端面で破断面が増す傾向となり、金型の損耗が激しくなるため、高炭素冷延鋼板の硬さ(断面硬さ)はHV160以下が好ましい。なお、断面硬さは、実施例に記載の方法により求める。また、本明細書においては、加工後に施す熱処理条件や、熱処理後の鋼板の硬さまで記載していないが、本発明の高炭素冷延鋼板は加工後に熱処理(焼入れ、焼戻し)を施して使用される。
本発明の高炭素冷延鋼板の好ましい製造方法を以下に述べる。なお、本発明において、特に断らない限り、仕上げ圧延終了温度、巻取温度等の温度は、熱延鋼板等の表面温度とし、放射温度計等で測定することができる。また、平均冷却速度は特に断らない限り、(冷却開始温度-冷却停止温度)/(冷却開始温度から冷却停止温度までの冷却時間)とする。
粗圧延終了後、Ar3変態点以上の温度域で仕上げ圧延を終了する仕上げ圧延を行う。仕上げ圧延終了温度がAr3変態点未満では、熱間圧延後および焼鈍(一次箱焼鈍、二次箱焼鈍)後に粗大なフェライト粒が形成され、ファインブランキング加工性が著しく低下する。このため、仕上げ圧延終了温度はAr3変態点以上とする。なお、仕上げ圧延終了温度の上限は、特に規定する必要はないが、仕上げ圧延後の冷却を円滑に行うためには、1000℃以下とすることが好ましい。また、本発明において、Ar3変態点はフォーマスターにより求めることができる。具体的には、3mmΦの円柱試験片を常温から900℃まで一旦加熱し冷却した際、Ar3変態点は冷却時の熱膨張曲線の最初の変曲点に相当する温度である。
仕上げ圧延終了温度から660℃までの温度域の平均冷却速度により熱間圧延後のパーライトの形成のされ方が異なる。前記温度域の平均冷却速度が小さいとラメラー間隔の大きいパーライトとなり、一次箱焼鈍、冷間圧延、二次箱焼鈍後に、所定のセメンタイトが得られないため、前記温度域の平均冷却速度は30℃/s以上とする。一方、平均冷却速度が大きくなりすぎるとベイニティックフェライトが得られ、熱延鋼板自体が硬質化する。その後の工程を経ても鋼板が硬くなり、所望の硬度が得られないため前記温度域の平均冷却速度は70℃/s以下とする。前記温度域の平均冷却速度は、65℃/s以下が好ましく、60℃/s以下がより好ましい。
仕上げ圧延後の熱延鋼板は、コイル形状に巻き取られる。巻取り温度が高すぎると熱延鋼板の強度が低くなり過ぎて、コイル形状に巻き取られた際、コイルの自重で変形する場合があるため、操業上好ましくない。したがって巻取温度の上限を660℃とする。一方、巻取温度が低すぎると熱延鋼板が硬質化するため好ましくない。したがって巻取温度の下限を500℃とする。巻取温度は、好ましくは550℃以上である。
所望の板厚にするためには冷間圧延を行う必要があり、圧延機の負荷を低減し冷間圧延性を高め、かつ最終製品となる鋼で所望の硬度を得られるため、一次焼鈍を行う必要がある。焼鈍温度が650℃未満では冷間圧延性が悪く、かつセメンタイトの球状化の促進が遅いため、最終製品となる鋼で硬質化してしまうため、一次箱焼鈍の焼鈍温度は650℃以上とする。一次箱焼鈍の焼鈍温度は、660℃以上が好ましく、670℃以上がより好ましい。一方、一次箱焼鈍の焼鈍温度が720℃を超えると球状化が進みすぎセメンタイトが粗大化されるため一次箱焼鈍の焼鈍温度は720℃以下とする。また、前記焼鈍温度での保持時間は、セメンタイトの球状化の進行の点から、20h以上が好ましい。また、前記焼鈍温度での保持時間は、操業性の点から、40h以下が好ましい。
所望の板厚にすることと所定のフェライト粒径にするために冷間圧延が必要である。冷間圧延の圧下率が20%未満では所望の板厚にするには熱延鋼板の板厚を小さくしなければならずその制御が難しくなる。また、再結晶しにくくなり、再結晶が進まず、所望の硬さが得られにくくなる。そのため、冷間圧延の圧下率は20%以上とする必要がある。一方、冷間圧延の圧下率が50%を超えると熱延鋼板の厚みを大きくする必要があり、前述した平均冷却速度では全厚方向で均一な組織が得られにくくなる。また、結晶粒径が小さくなり、再結晶後所定のフェライト粒径よりも小さくなるため、冷間圧延の圧下率は50%以下とする必要がある。
冷間圧延後に所望の硬さを得るためには二次焼鈍は必要である。二次箱焼鈍温度が650℃未満であると再結晶が進みにくく、所望の硬さが得られないため、二次箱焼鈍温度は650℃以上とする。二次箱焼鈍温度は、660℃以上が好ましく、670℃以上がより好ましい。一方、二次箱焼鈍温度が720℃超では所定のセメンタイト平均粒子径が得られないため、二次箱焼鈍温度は720℃以下とする。また、前記焼鈍温度での保持時間は、所望の硬さを得る点から、20h以上が好ましい。また、前記焼鈍温度での保持時間は、操業性の点から、40h以下が好ましい。
表1に示す鋼番AからHの成分組成を有する鋼を溶製し鋳造した鋳片に対し、表2に示す製造条件に従って、仕上げ圧延終了温度をAr3変態点以上とする仕上げ圧延を行い、仕上げ圧延終了温度から660℃までの温度域を表2に示す平均冷却速度で冷却し、表2に示す巻取温度でコイルに巻き取り、酸洗した後、窒素雰囲気中(雰囲気ガス:窒素)で表2に示す条件で一次箱焼鈍(球状化焼鈍)を施した後、表2に示す圧下率で冷間圧延を行い、窒素雰囲気中で表2に示す条件で二次箱焼鈍を施し、板厚2.0mmの冷延鋼板を製造した。このようにして製造した冷延鋼板について、下記のように、組織、硬さ、およびファインブランキング加工性を求めた。なお、表1に示すAr3変態点はフォーマスターにより求めたものである。
二次箱焼鈍後の冷延鋼板(原板)の板幅中央部から試料を採取し、圧延方向に平行な断面組織の1/4板厚の位置においてビッカース硬度計(荷重1.0kgf)を用いて異なる5点のビッカース硬度(HV)を測定し、その平均値を求めた。
二次箱焼鈍後の冷延鋼板の組織は、板幅中央部から採取した試料を切断研磨後、ナイタール腐食を施し、走査型電子顕微鏡を用いて、板厚1/4の位置の組織を観察してフェライトおよびセメンタイトの面積率を求めた。また、板厚1/4の位置の5箇所で2000倍の倍率で撮影した組織写真について、セメンタイト径を評価した。セメンタイト径は長径と短径を測定し、円相当径に換算し、全セメンタイトの平均値を求め、前記平均値をセメンタイトの平均粒子径とした。セメンタイト間の平均間隔は、鋼板の板幅中央から採取した試験片の圧延方向に平行な断面(板厚1/4位置)を倍率2000倍で走査型電子顕微鏡で観察し、画像解析ソフトGIMPを用いて、セメンタイトと、セメンタイト以外を二値化し、解析ソフトImage-Jを用いてセメンタイトの個々の間隔を求め、その合計を、数えた間隔数で除して求めた。また、セメンタイトの球状化率の求め方は下記のとおりである。冷延鋼板の板幅中央部から採取した試料の圧延方向に平行な断面(板厚1/4位置)を倍率2000倍で走査型電子顕微鏡で観察し、画像解析ソフトGIMPを用いて、セメンタイトと、セメンタイト以外を二値化し、解析ソフトImage-Jを用いて各セメンタイトの面積と周囲長を求めて、下記式にて各セメンタイトの円形度係数を算出し、その平均を求めて、セメンタイトの球状化率とした。なお、フェライトの平均粒子径は、冷延鋼板の板幅中央部から採取した試料の圧延方向に平行な断面(板厚1/4位置)において切断法(JIS G 0551で規定)を用いて求めた。
円形度係数=4π・面積/(周囲長)2
なお、表2に示すいずれの試料も、組織中のフェライト面積率は85%以上である。
ファインブランキング加工性は以下の方法で調査した。SKD製のクリアランス10μmである金型を用いて、長さ40mm×幅60mmの10mmRの4角をもつ板を最大荷重が30tとなる条件で打抜いた。打抜いた板の板幅中央をマイクロスコープで100倍に拡大して端面のせん断面と、端面全体(せん断面と破断面の合計)の板厚方向の長さを測定し、下記式で端面のせん断面率を求めた。そして、端面のせん断面率95%以上のものを◎(特に優れる)、90%以上95%未満のものを○(優れる)、90%未満のものを×(劣る)として評価した。なお、端面のせん断面率は、上記打抜き板において2箇所存在する板幅中央においてそれぞれ算出した値の平均値を採用した。
端面のせん断面率=(せん断面の長さ/端面全体の長さ)×100
さらに、打抜き板の端面のせん断面の表面粗さは算術平均粗さRaをJIS2001に準拠して評価した。なお、打抜き板の端面のせん断面の算術平均粗さRaは、打抜き板の板幅中央の板厚中央において、板幅方向に5.0mmの長さを測定して求めた値である。また、打抜き板の端面のせん断面の算術平均粗さRaは、上記打抜き板において2箇所存在する板幅中央の板厚中央においてそれぞれ求めた値の平均値を採用した。そして、端面のせん断面の算術平均粗さRaが1.0μm未満のものを○(優れる)、1.0μm以上のものを×(劣る)として評価した。
ファインブランキング加工性は、端面のせん断面率が95%以上で、かつせん断面の算術平均粗さRaが1.0μm未満のものを総合評価◎(特に優れる)、端面のせん断面率が90%以上95%未満で、かつせん断面の算術平均粗さRaが1.0μm未満のものを総合評価○(優れる)とし、それ以外のものを総合評価×(劣る)として、総合評価が◎、○を合格、×を不合格とした。結果を表2に示す。
Claims (3)
- 質量%で、
C:0.45~0.75%、
Si:0.10~0.50%、
Mn:0.50~1.00%、
P:0.03%以下、
S:0.01%以下、
sol.Al:0.10%以下、
N:0.0150%以下、
Cr:0.10%以上0.40%未満
を含有し、残部がFeおよび不可避的不純物からなる組成と、
セメンタイトの平均粒子径が0.40μm以上0.75μm以下、セメンタイト間の平均間隔が1.5μm以上8.0μm以下、セメンタイトの球状化率が75%以上であり、かつ、フェライトの平均粒子径が4.0μm以上10.0μm以下である組織と、を有し、
打抜きパンチとダイスのクリアランスを25μm以下とした金型でファインブランキング加工した後の打抜き端面のせん断面率が90%以上で、かつ、打抜き端面のせん断面の算術平均粗さRaが1.0μm未満となる、高炭素冷延鋼板。 - 断面硬さがHV160以下である、請求項1に記載の高炭素冷延鋼板。
- 請求項1または2に記載の高炭素冷延鋼板の製造方法であって、
前記組成を有する鋳片を、直接、または一旦冷却し再加熱した後、粗圧延を行い、
粗圧延終了後、Ar3変態点以上の温度域で仕上げ圧延を終了する仕上げ圧延を行い、
仕上げ圧延終了温度から660℃までの温度域を平均冷却速度30℃/s以上70℃/s以下で冷却し、500℃以上660℃以下で巻き取った熱延鋼板を、そのまま、あるいは酸洗した後、
650~720℃の温度域の焼鈍温度で保持する一次箱焼鈍を行い、その後、20~50%の圧下率で冷間圧延を行った後に、650~720℃の温度域の焼鈍温度で保持する二次箱焼鈍を行う、高炭素冷延鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019530851A JP6575733B1 (ja) | 2018-02-23 | 2019-02-20 | 高炭素冷延鋼板およびその製造方法 |
| KR1020207024041A KR102398707B1 (ko) | 2018-02-23 | 2019-02-20 | 고탄소 냉연 강판 및 그 제조 방법 |
| MX2020008776A MX2020008776A (es) | 2018-02-23 | 2019-02-20 | Chapa de acero laminada en frio alta en carbono y metodo para fabricar la misma. |
| US16/971,719 US11365460B2 (en) | 2018-02-23 | 2019-02-20 | High-carbon cold rolled steel sheet and method for manufacturing same |
| CN201980014773.6A CN111742076B (zh) | 2018-02-23 | 2019-02-20 | 高碳冷轧钢板及其制造方法 |
| EP19757378.5A EP3741879B1 (en) | 2018-02-23 | 2019-02-20 | High-carbon cold-rolled steel sheet and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-030254 | 2018-02-23 | ||
| JP2018030254 | 2018-02-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019163828A1 true WO2019163828A1 (ja) | 2019-08-29 |
Family
ID=67687699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/006328 WO2019163828A1 (ja) | 2018-02-23 | 2019-02-20 | 高炭素冷延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11365460B2 (ja) |
| EP (1) | EP3741879B1 (ja) |
| JP (1) | JP6575733B1 (ja) |
| KR (1) | KR102398707B1 (ja) |
| CN (1) | CN111742076B (ja) |
| MX (1) | MX2020008776A (ja) |
| WO (1) | WO2019163828A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210761A1 (ja) | 2021-03-31 | 2022-10-06 | Jfeスチール株式会社 | 冷延鋼板および冷延鋼板の製造方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11264049A (ja) | 1998-03-17 | 1999-09-28 | Sumitomo Metal Ind Ltd | 高炭素鋼帯およびその製造方法 |
| JP2000034542A (ja) | 1998-07-16 | 2000-02-02 | Sumitomo Metal Ind Ltd | 冷間加工性と熱処理後の疲労寿命に優れた高炭素鋼帯およびその製造方法 |
| JP2006274348A (ja) * | 2005-03-29 | 2006-10-12 | Sumitomo Metal Ind Ltd | 高炭素鋼板 |
| JP2007031761A (ja) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | 打抜き加工性に優れた高炭素冷延鋼板の製造方法および高炭素冷延鋼板 |
| JP2007031762A (ja) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | 加工性に優れた高炭素冷延鋼板およびその製造方法 |
| JP2007231416A (ja) | 2006-01-31 | 2007-09-13 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2007270331A (ja) | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2007270328A (ja) * | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2009024233A (ja) * | 2007-07-20 | 2009-02-05 | Nisshin Steel Co Ltd | 焼入れ性、疲労特性、靭性に優れた高炭素鋼板及びその製造方法 |
| JP2010235965A (ja) | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | 曲げ加工性および打抜き加工性に優れた鋼板 |
| JP2015117406A (ja) | 2013-12-18 | 2015-06-25 | 新日鐵住金株式会社 | 打ち抜き性に優れる中・高炭素鋼板およびその製造方法 |
| JP2016222990A (ja) | 2015-06-02 | 2016-12-28 | 新日鐵住金株式会社 | 高炭素鋼板及びその製造方法 |
| JP2017179596A (ja) | 2016-03-29 | 2017-10-05 | 株式会社神戸製鋼所 | 高炭素鋼板およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006274328A (ja) | 2005-03-29 | 2006-10-12 | Jfe Steel Kk | リン酸塩皮膜処理亜鉛めっき鋼板 |
| WO2007088985A1 (ja) | 2006-01-31 | 2007-08-09 | Jfe Steel Corporation | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP5076347B2 (ja) | 2006-03-31 | 2012-11-21 | Jfeスチール株式会社 | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| CN102021491A (zh) | 2010-11-24 | 2011-04-20 | 东阳市中洲钢带有限公司 | 一种高弹性、超薄鞋底片用钢带及其生产工艺 |
| CA2851081C (en) * | 2011-10-25 | 2015-05-19 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet containing ti-included carbonitride |
| EP2868763B1 (en) * | 2012-06-28 | 2018-04-18 | JFE Steel Corporation | High carbon steel pipe having excellent cold workability, machinability, and quenching properties, and method for manufacturing same |
| CN103014493A (zh) | 2012-12-28 | 2013-04-03 | 东阳市中洲钢带有限公司 | 一种轻质、耐疲劳鞋底片用钢带的生产工艺 |
| JP6068291B2 (ja) * | 2013-08-07 | 2017-01-25 | 株式会社神戸製鋼所 | 軟質高炭素鋼板 |
| US10407748B2 (en) * | 2013-11-22 | 2019-09-10 | Nippon Steel Corporation | High-carbon steel sheet and method of manufacturing the same |
-
2019
- 2019-02-20 JP JP2019530851A patent/JP6575733B1/ja active Active
- 2019-02-20 US US16/971,719 patent/US11365460B2/en active Active
- 2019-02-20 CN CN201980014773.6A patent/CN111742076B/zh active Active
- 2019-02-20 WO PCT/JP2019/006328 patent/WO2019163828A1/ja active Application Filing
- 2019-02-20 KR KR1020207024041A patent/KR102398707B1/ko active IP Right Grant
- 2019-02-20 MX MX2020008776A patent/MX2020008776A/es unknown
- 2019-02-20 EP EP19757378.5A patent/EP3741879B1/en active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11264049A (ja) | 1998-03-17 | 1999-09-28 | Sumitomo Metal Ind Ltd | 高炭素鋼帯およびその製造方法 |
| JP2000034542A (ja) | 1998-07-16 | 2000-02-02 | Sumitomo Metal Ind Ltd | 冷間加工性と熱処理後の疲労寿命に優れた高炭素鋼帯およびその製造方法 |
| JP2006274348A (ja) * | 2005-03-29 | 2006-10-12 | Sumitomo Metal Ind Ltd | 高炭素鋼板 |
| JP2007031761A (ja) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | 打抜き加工性に優れた高炭素冷延鋼板の製造方法および高炭素冷延鋼板 |
| JP2007031762A (ja) * | 2005-07-26 | 2007-02-08 | Jfe Steel Kk | 加工性に優れた高炭素冷延鋼板およびその製造方法 |
| JP2007231416A (ja) | 2006-01-31 | 2007-09-13 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2007270331A (ja) | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2007270328A (ja) * | 2006-03-31 | 2007-10-18 | Jfe Steel Kk | ファインブランキング加工性に優れた鋼板およびその製造方法 |
| JP2009024233A (ja) * | 2007-07-20 | 2009-02-05 | Nisshin Steel Co Ltd | 焼入れ性、疲労特性、靭性に優れた高炭素鋼板及びその製造方法 |
| JP2010235965A (ja) | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | 曲げ加工性および打抜き加工性に優れた鋼板 |
| JP2015117406A (ja) | 2013-12-18 | 2015-06-25 | 新日鐵住金株式会社 | 打ち抜き性に優れる中・高炭素鋼板およびその製造方法 |
| JP2016222990A (ja) | 2015-06-02 | 2016-12-28 | 新日鐵住金株式会社 | 高炭素鋼板及びその製造方法 |
| JP2017179596A (ja) | 2016-03-29 | 2017-10-05 | 株式会社神戸製鋼所 | 高炭素鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3741879A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210761A1 (ja) | 2021-03-31 | 2022-10-06 | Jfeスチール株式会社 | 冷延鋼板および冷延鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200108067A (ko) | 2020-09-16 |
| US11365460B2 (en) | 2022-06-21 |
| JPWO2019163828A1 (ja) | 2020-02-27 |
| KR102398707B1 (ko) | 2022-05-16 |
| CN111742076A (zh) | 2020-10-02 |
| US20200392600A1 (en) | 2020-12-17 |
| EP3741879B1 (en) | 2022-07-06 |
| EP3741879A4 (en) | 2021-01-06 |
| JP6575733B1 (ja) | 2019-09-18 |
| EP3741879A1 (en) | 2020-11-25 |
| CN111742076B (zh) | 2022-01-21 |
| MX2020008776A (es) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101050698B1 (ko) | 극연질 고탄소 열연 강판 및 그 제조 방법 | |
| JP5609945B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| KR20140041930A (ko) | 냉간 가공성과 담금질성이 우수한 열연 강판 및 그 제조 방법 | |
| JP5640931B2 (ja) | 加工性及び焼入性に優れた中炭素冷延鋼板とその製造方法 | |
| JP2007270331A (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| KR20240005884A (ko) | 고강도 강판 및 그의 제조 방법 | |
| JP4901623B2 (ja) | 打ち抜き穴広げ性に優れた高強度薄鋼板およびその製造方法 | |
| JP2023527390A (ja) | 780MPa級冷間圧延焼鈍二相鋼およびその製造方法 | |
| JP2007270324A (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP5194454B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP2007270327A (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP4905031B2 (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| CN113692456B (zh) | 剪切加工性优异的超高强度钢板及其制造方法 | |
| JP6575733B1 (ja) | 高炭素冷延鋼板およびその製造方法 | |
| JP6098537B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP2023504150A (ja) | 耐久性に優れた厚物複合組織鋼及びその製造方法 | |
| JP2010202922A (ja) | 耐再結晶軟化特性に優れた冷延鋼板の製造方法およびオートマチック・トランスミッション用冷延鋼板 | |
| JP4319948B2 (ja) | 伸びフランジ性の優れた高炭素冷延鋼板 | |
| JP2010024551A (ja) | 熱間プレス用鋼板 | |
| JP4280202B2 (ja) | 焼き入れ性と伸びフランジ性の優れた高炭素鋼板 | |
| JP6120604B2 (ja) | オートマチックトランスミッション部材用冷延鋼板およびその製造方法 | |
| JP2003277883A (ja) | 耐摩耗性及び打抜き加工性に優れたatプレート用冷延鋼板及び製造方法 | |
| JP2001279394A (ja) | マルテンサイト系ステンレス鋼板およびその製造方法 | |
| JP4276504B2 (ja) | 伸びフランジ性の優れた高炭素熱延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019530851 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19757378 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207024041 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 19757378 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2019757378 Country of ref document: EP Effective date: 20200821 |