WO2019098034A1 - オーステナイト系耐熱鋼溶接金属、溶接継手、オーステナイト系耐熱鋼用溶接材料、および溶接継手の製造方法 - Google Patents
オーステナイト系耐熱鋼溶接金属、溶接継手、オーステナイト系耐熱鋼用溶接材料、および溶接継手の製造方法 Download PDFInfo
- Publication number
- WO2019098034A1 WO2019098034A1 PCT/JP2018/040656 JP2018040656W WO2019098034A1 WO 2019098034 A1 WO2019098034 A1 WO 2019098034A1 JP 2018040656 W JP2018040656 W JP 2018040656W WO 2019098034 A1 WO2019098034 A1 WO 2019098034A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- content
- desirably
- resistant steel
- weld
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3066—Fe as the principal constituent with Ni as next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
- B23K2103/05—Stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Definitions
- the present invention relates to an austenitic heat resistant steel weld metal, a weld joint, a weld material for austenitic heat resistant steel, and a method of manufacturing a weld joint.
- N is 0.02% to 0.3%
- Ni is 17% to 50%
- Cr is 18% to 25%
- Nb is 0.05% to 0.6%.
- An austenitic heat-resistant steel excellent in high-temperature strength is proposed which contains 10%, 0.03% to 0.3% of Ti, and 0.3% to 5% of Mo.
- Patent Document 2 adds 0.1% to 0.30% of N, 22.5% to 32% of Ni, and 20% to 27% of Cr, and 0.4% of W as a strengthening element.
- An austenitic heat resistant steel excellent in high temperature strength containing ⁇ 4% and 0.20% ⁇ 0.60% Nb has been proposed.
- Patent Document 3 contains more than 0.05% to 0.3% of N, more than 15% to 55% of Ni, and more than 20% to less than 28% of Cr, and 0.1% to 0% of Nb.
- An austenitic heat resistant steel excellent in creep characteristics and hot workability is proposed which contains 8%, 0.02% to 1.5% of V and 0.05% to 10% of W.
- Patent Document 4 contains N over 0.13% to 0.35%, Ni over 26% to 35% and Cr 20% to 26%, and Nb 0.01% to 0.1%.
- An austenitic heat-resistant steel excellent in creep properties has been proposed which contains 0.01% to 1% of V, 1% to 5.5% of W, and W.
- Patent Document 5 contains 0.25% to 0.7% of Nb, 0.15% to 0.35% of N, and contains Ni depending on the amounts of Cr, Si, C, and N. And, it is disclosed that the welding material for austenitic heat resistant steel in which P and S are regulated has both high temperature strength and solidification cracking resistance.
- Patent Document 6 describes 0.2% to 0.4% of N, 0.01% to 0.7% of Nb, 0.5% to 1.5% of Mo, and 18% to 30% of Ni. It is disclosed that the weld material for austenitic heat-resistant steel, which contains and controls the total of P and S to 0.02% or less, achieves both high temperature strength and weldability.
- Nb 0.5% to 3.5%
- N 0.1% to 0.35%
- Mo 0.2% to 1.8%
- Ni 30% to 45%.
- N 0.1% to 0.35%
- Mo 0.2% to 1.8%
- Nb 0.8% to 4.5%
- N 0.1% to 0.35%
- Mo 0.2% to 1.8%
- Ni 30% to 50%.
- Patent Document 9 contains Nb: 0.15% to 1.5%, W: 0.5% to 3%, N: 0.1% to 0.35%, and Ni: 15% to 25%.
- Welding materials for austenitic heat resistant steels and Nb: 0.1% to 1.5%, W: 0.5% to 3%, N: 0.1% to 0.35%, and Ni: 15% to An austenitic heat resistant steel weld metal containing 25% is disclosed.
- Patent Document 10 describes austenite containing Nb: 0.1% to 0.6%, W: 1% to 5%, N: 0.1% to 0.35%, and Ni: 23% to 32%. A heat resistant steel is disclosed.
- the austenitic heat resistant steel weld material disclosed in Patent Document 2 and the austenitic heat resistant steel weld metal disclosed in Patent Document 10 have excellent creep strength at 700 ° C. However, when use at higher temperatures is assumed, it is difficult to ensure the creep strength with the weld material for austenitic heat resistant steel disclosed in Patent Document 2 or the austenitic heat resistant steel weld metal disclosed in Patent Document 10 It is.
- the austenitic heat resistant steel weld metals and weld materials disclosed in Patent Documents 7 to 9 mainly utilize Nb as a precipitation strengthening element, they certainly satisfy characteristics such as excellent high strength and corrosion resistance. Do. However, since the austenitic heat resistant steel weld metals and weld materials disclosed in Patent Documents 7 to 9 have a very high strengthening ability, the grain internals are excessively strengthened when used at high temperatures, and the relative grain boundary strength is obtained. In addition, there may be a decrease in the toughness at the beginning of use and an increase in the susceptibility to welding hot cracking.
- the present invention has been made in view of the above-mentioned present situation, and when using a high nitrogen and high nickel content austenitic heat resistant steel as a welded structure, fully utilizing the performance of the high nitrogen and high nickel content austenitic heat resistant steel. It is an object of the present invention to provide an austenitic heat resistant steel weld metal which is low in hot cracking sensitivity and excellent in creep strength, and a weld joint having the same. Another object of the present invention is to provide a welding material suitable for welding a high nitrogen and high nickel content austenitic heat resistant steel, and a method of manufacturing a welded joint.
- the present inventors conducted various studies on a high nitrogen and high nickel containing austenitic heat resistant steel containing W and Nb. As a result, the following matters were clarified.
- a nitride composed of Cr, Ni and N may be precipitated in a high temperature range, which may cause a decrease in the amount of solid solution nitrogen in the matrix.
- the amount of precipitation increases as the amount of Si increases. Therefore, when the amount of Si increases, solid solution nitrogen in the matrix decreases, which leads to a decrease in creep strength. Therefore, creep strength during long time use can be secured by reducing the amount of Si.
- Nb, V, W, N and B contribute to the improvement of creep strength and Si contributes to the improvement of creep strength by reducing it.
- fn1 10 (Nb + V) + 1.5W + 20N + 1500B-25Si.
- fn1 10 (Nb + V) + 1.5W + 20N + 1500B-25Si.
- the present invention has been completed by repeating the above study. That is, the gist of the present invention is as follows.
- the austenitic heat resistant steel weld metal according to ⁇ 1> wherein The chemical composition is, in mass%, Ti: 0.01% to 0.25%, Cu: 0.01% to 4%, Co: 0.01% to 2%, Mo: 0.01% to 2%, Ta: 0.01% to 1%, Ca: 0.0005% to 0.02%, Mg: 0.0005% to 0.02%, and REM: 0.0005% to 0.06%,
- ⁇ 4> The welded joint according to ⁇ 3>, wherein The chemical composition of the base material is in mass%, C: 0.02% to 0.14%, Si: 0.05% to 1%, Mn: 0.1% to 3%, P: 0.04% or less, S: 0.002% or less, Ni: 26% to 35%, Cr: 20% to 26%, W: 1% to 7%, Nb: 0.01% to 1%, V: 0.01% to 1%, N: 0.1% to 0.6%, B: 0.0005% to 0.008%, REM: 0.003% to 0.06%, Al: 0.3% or less, O: 0.02% or less, Ti: 0% to 0.5%, Co: 0% to 2%, Cu: 0% to 4%, Mo: 0% to 4%, Ta: 0% to 1%, Ca: 0% to 0.02%, Mg: 0% to 0.02%, Remainder: Welded joints that are Fe and impurities.
- the welded joint according to ⁇ 5> ⁇ 4> wherein The chemical composition of the base material is in mass%, Ti: 0.01% to 0.5%, Co: 0.01% to 2%, Cu: 0.01% to 4%, Mo: 0.01% to 4%, Ta: 0.01% to 1%, Ca: 0.0005% to 0.02%, and Mg: 0.0005% to 0.02%, A welded joint containing one or more selected from the group consisting of
- the ⁇ 6> chemical composition is mass%, C: 0.06% to 0.14%, Si: 0.1% to 0.4%, Mn: 0.1% to 1.2%, P: 0.01% or less, S: 0.003% or less, Ni: 28% to 35%, Cr: 20% to 24%, W: more than 4.5% and less than 7.5%, Nb: 0.05% to 0.5%, V: 0.05% to 0.35%, N: 0.1% to 0.35%, Al: 0.08% or less, O: 0.08% or less, B: 0.0005 to 0.005%, Ti: 0% to 0.25%, Cu: 0% to 4%, Co: 0% to 2%, Mo: 0% to 2%, Ta: 0% to 1%, Ca: 0% to 0.02%, Mg: 0% to 0.02%, REM: 0% to 0.06%, Remainder: Fe and impurities,
- the welding material for heat-resistant austenitic steel according to ⁇ 6> wherein The chemical composition is, in mass%, Ti: 0.01% to 0.25%, Cu: 0.01% to 4%, Co: 0.01% to 2%, Mo: 0.01% to 2%, Ta: 0.01% to 1%, Ca: 0.0005% to 0.02%, Mg: 0.0005% to 0.02%, and REM: 0.0005% to 0.06%,
- the welding material for heat-resistant austenitic steels comprising one or more elements selected from the group consisting of
- a welding material suitable for welding high nitrogen and high nickel content austenitic heat resistant steels, and high nitrogen cracking sensitivity which can fully utilize the performance of high nitrogen and high nickel content austenitic heat resistant steels, creep is low.
- An austenitic heat-resistant steel weld metal excellent in strength and a weld joint having the same are provided.
- a numerical range represented using “to” means a range including the numerical values described before and after “to” as the lower limit value and the upper limit value, unless otherwise specified. However, when there is a statement such as “super” or “less than”, it means that the numerical values described before and after “to” are not included as at least one of the lower limit and the upper limit.
- the reason for limiting the chemical composition of the austenitic heat resistant steel weld metal and the weld material for the austenitic heat resistant steel in the present invention is as follows.
- the chemical composition of the weld metal is the chemical composition of the portion of the weld metal where the influence of the dilution of the base material is not significant. More specifically, the chemical composition of the weld metal was determined by quantifying the chemical composition in the vicinity of the central portion of the weld metal, and where possible, the chemical composition of a portion separated by 0.5 mm or more from the fusion line was quantified. It shall be. Further, “impurity” refers to a component that is mixed from ore as a raw material, scrap or manufacturing environment when industrially manufacturing austenitic heat resistant steel, and is a component that is not intentionally contained.
- C 0.06% to 0.14% (weld metal) 0.06% to 0.14% (welding material) Carbon (C) stabilizes the austenite structure, forms fine carbides, and improves creep strength during high temperature use. In order to obtain these effects sufficiently, C needs to be contained at 0.06% or more. However, when the C content is excessive, ductility and toughness are reduced due to the presence of a large amount of carbides in the weld metal. Therefore, the upper limit of the C content is 0.14% or less.
- the lower limit of the C content is desirably 0.07% or more, and more desirably 0.08% or more.
- the upper limit of the C content is desirably 0.13% or less, and more desirably 0.12% or less.
- Si 0.1% to 0.6% (weld metal) 0.1% to 0.4% (welding material)
- Silicon (Si) is an element which has a deoxidizing action and is effective in improving the corrosion resistance and oxidation resistance at high temperatures. In order to acquire the effect, it is necessary to contain Si 0.1% or more. However, when Si is excessively contained, a nitride composed of Cr, Ni and N precipitates in order to stabilize the structure, causing a decrease in the amount of solid solution nitrogen in the matrix, leading to a decrease in creep strength. Therefore, the upper limit of the Si content is 0.6% or less for the weld metal and 0.4% or less for the weld material.
- the lower limit of the Si content is desirably 0.12% or more, and more desirably 0.15% or more, for both the weld metal and the weld material.
- the upper limit of the Si content of the weld metal is desirably 0.58% or less, more desirably 0.55% or less, and further desirably 0.40% or less.
- the upper limit of the Si content of the welding material is desirably 0.38% or less, and more desirably 0.35% or less.
- Mn 0.1% to 1.8% (weld metal) 0.1% to 1.2% (welding material)
- Mn has a deoxidizing action like Si. Mn also stabilizes the austenite structure and contributes to the improvement of creep strength. In order to acquire these effects, it is necessary to contain Mn 0.1% or more. However, when the Mn content is excessive, embrittlement occurs, and in addition, the creep ductility also decreases. In addition, when used as a welding material, the solidification cracking sensitivity during welding is enhanced. Therefore, the upper limit of the Mn content is 1.8% or less for the weld metal and 1.2% or less for the weld material.
- the lower limit of the Mn content is desirably 0.15% or more, and more desirably 0.2% or more for both the weld metal and the weld material.
- the upper limit of the Mn content of the weld metal is desirably 1.6% or less, and more desirably 1.4% or less.
- the upper limit of the Mn content of the welding material is desirably 1.1% or less, and more desirably 1.0% or less.
- P 0.025% or less (weld metal) 0.01% or less (welding material)
- Phosphorus (P) is an element contained as an impurity to reduce creep ductility.
- the upper limit of the content of P is set to 0.025% or less for the weld metal and 0.01% or less for the weld material.
- the upper limit of the P content of the weld metal is desirably 0.023% or less, and more desirably 0.020% or less.
- the upper limit of the P content of the weld material is desirably 0.008% or less, and more desirably 0.006% or less.
- the lower limit of the P content is desirably 0.0005% or more, and more desirably 0.0008% or more for both the weld metal and the weld material.
- S 0.003% or less (weld metal) 0.003% or less (welding material) Sulfur (S), like P, is contained as an impurity, and segregates in the columnar grain boundary of the weld metal at the early stage of use at high temperature to lower the toughness. In addition, the susceptibility to solidification cracking during welding is also enhanced. In order to suppress these stably, it is necessary to set an upper limit to the content of S and to make it 0.003% or less.
- the S content is desirably 0.0025% or less, more desirably 0.002% or less.
- the lower limit of the S content is desirably at least 0.0001%, and more desirably at least 0.0002%, for both the weld metal and the weld material.
- Ni 25% to 35% (weld metal) 28% to 35% (welding material)
- Nickel (Ni) improves the stability of the austenitic structure during long-term use and contributes to the improvement of creep strength.
- the upper limit of the Ni content is set to 35% or less for both the weld metal and the weld material.
- the lower limit of the Ni content of the weld metal is desirably 25.5% or more, and more desirably 26% or more.
- the lower limit of the Ni content of the welding material is desirably 28.5% or more, and more desirably 29% or more.
- the upper limit of the Ni content is preferably 34.5% or less, more preferably 34% or less, for both the weld metal and the weld material.
- Chromium (Cr) is an essential element for securing oxidation resistance and corrosion resistance at high temperatures. It also contributes to securing creep strength by forming fine carbides. In order to obtain the effect sufficiently, Cr needs to be contained at 20% or more. However, if the Cr content exceeds 24%, the stability of the austenitic structure at high temperatures is degraded, which causes a significant decrease in creep strength. Therefore, the Cr content is set to 20% to 24%.
- the lower limit of the Cr content is desirably 20.5% or more, and more desirably 21% or more.
- the upper limit of the Cr content is desirably 23.5% or less, and more desirably 23% or less.
- W more than 4.5% and less than 7.5% (weld metal) More than 4.5% and less than 7.5% (welding material)
- Tungsten (W) is an element that forms a solid solution in the matrix and greatly contributes to the improvement of creep strength and tensile strength at high temperatures. In order to exert its effect sufficiently, W needs to be contained at least over 4.5%. However, since W is an expensive element, the excessive inclusion of W causes an increase in cost and the tissue stability decreases. Therefore, the upper limit of the W content is 7.5% or less.
- the lower limit of the W content is desirably 4.7% or more, more desirably 5% or more, and further desirably 5.5% or more.
- the upper limit of the W content is desirably 7.3% or less, and more desirably 7% or less.
- Nb 0.05% to 0.5% (weld metal) 0.05% to 0.5% (welding material)
- Niobium (Nb) has a strong affinity with carbon and nitrogen, precipitates in the grains as fine carbonitrides, and contributes to the improvement of the creep strength and the tensile strength of the weld metal at high temperatures. In order to obtain the effect sufficiently, Nb needs to be contained 0.05% or more. However, when the content of Nb is excessive, the amount of precipitation at the initial stage of use at high temperature increases, leading to a decrease in toughness. Therefore, the upper limit of the Nb content is 0.5% or less.
- the lower limit of the Nb content is desirably 0.08% or more, and more desirably 0.1% or more for both the weld metal and the weld material.
- the upper limit of the Nb content of the weld metal is desirably 0.48% or less, and more desirably 0.45% or less.
- the upper limit of the Nb content of the welding material is 0.47% or less, more preferably 0.4% or less.
- V 0.05% to 0.4% (weld metal) 0.05% to 0.35% (welding material)
- Vanadium (V) forms fine carbonitrides, but its affinity to carbon and nitrogen is weaker than Nb. Therefore, V contributes to the improvement of the creep strength of the weld metal without affecting the toughness at the initial stage of use as much as Nb. In order to acquire this effect, V needs to be contained 0.05% or more. However, when V is contained excessively, it precipitates in a large amount, and coarsening of precipitates becomes remarkable, which leads to a decrease in creep strength and ductility. Therefore, the upper limit of the V content is 0.4% or less for the weld metal and 0.35% or less for the weld material.
- the lower limit of the V content is desirably 0.08% or more, and more desirably 0.1% or more.
- the upper limit of the V content of the weld metal is desirably 0.38% or less, and more desirably 0.35% or less.
- the upper limit of the V content of the welding material is desirably 0.32% or less, and more desirably 0.3% or less.
- N 0.1% to 0.35% (weld metal) 0.1% to 0.35% (welding material)
- Nitrogen (N) stabilizes the austenite structure and contributes to the improvement of high temperature strength by solid solution strengthening or precipitation strengthening. In order to acquire the effect, it is necessary to contain N 0.1% or more. However, when N is contained in excess of 0.35%, a large amount of nitride precipitates, resulting in a decrease in toughness. Therefore, the N content is 0.1% to 0.35%.
- the lower limit of the N content is desirably 0.12% or more, and more desirably 0.15% or more.
- the upper limit of the N content is desirably 0.32% or less, and more desirably 0.3% or less.
- Al 0.08% or less (weld metal) 0.08% or less (welding material)
- Aluminum (Al) is contained as a deoxidizer at the time of manufacture of a base material, and is contained as a deoxidizer also at the time of manufacture of welding material. As a result, Al is also contained in the weld metal. When a large amount of Al is contained, the ductility is reduced. Therefore, the upper limit of the Al content needs to be 0.08% or less.
- the upper limit of the Al content is desirably 0.06% or less, and more desirably 0.04% or less.
- the lower limit of the Al content is not particularly required, but the extreme reduction of the Al content leads to an increase in manufacturing cost. Therefore, the desirable lower limit of the Al content is 0.0005% or more, and further, the desirable lower limit is 0.001% or more.
- O 0.08% or less (weld metal) 0.08% or less (welding material)
- Oxygen (O) is contained in the weld metal as an impurity.
- the upper limit of the O content is 0.08% or less.
- the upper limit of the O content is desirably 0.06% or less, and more desirably 0.04% or less.
- the desirable lower limit of O content is 0.0005% or more, and the more desirable lower limit is 0.0008% or more.
- B 0.0005% to 0.005% (weld metal) 0.0005% to 0.005% (welding material)
- boron (B) improves the creep strength of the weld metal and also strengthens the grain boundaries to contribute to the improvement of toughness.
- B needs to be contained by 0.0005% or more.
- B when contained in excess, increases the solidification cracking susceptibility during welding. Therefore, the upper limit of the B content is 0.005% or less.
- the upper limit of the B content is desirably 0.004% or less, more desirably 0.003% or less, and further desirably 0.002% or less.
- the desirable lower limit of the B content is 0.0007% or more, and the more desirable lower limit is 0.001% or more.
- fn1 10 (Nb + V) +1.5 W + 20 N + 1 500 B-25 Si: 10 or more
- Nb, V, W, N and B contribute to the improvement of creep strength
- Si contributes to the improvement of creep strength by reducing it.
- fn1 10 (Nb + V) +1.5 W + 20 N + 1 500 B-25 Si to 10 or more.
- fn1 is desirably 12 or more, more desirably 12.5 or more, and further desirably 13 or more.
- the balance of the chemical composition of the austenitic heat resistant steel weld metal and the weld material for austenitic heat resistant steel according to this embodiment is Fe and impurities.
- the austenitic heat resistant steel weld metal and the weld material for austenitic heat resistant steel according to the present embodiment are at least one selected from the group consisting of Ti, Cu, Co, Mo, Ta, Ca, Mg, and REM. It may contain an element. All of these elements are selective elements. That is, the austenitic heat resistant steel weld metal and the weld material for austenitic heat resistant steel according to the present embodiment may not contain these elements. Below, each component is demonstrated.
- Ti 0% to 0.25% (weld metal) 0% to 0.25% (welding material) Titanium (Ti), like Nb and V, forms fine carbonitrides and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, it may be contained as needed.
- Ti titanium
- the upper limit of the Ti content is 0.25% or less.
- the upper limit of the Ti content is desirably 0.23% or less, and more desirably 0.2% or less.
- the lower limit of the Ti content is desirably 0.01% or more, and more desirably 0.03% or more.
- Cu 0% to 4% (weld metal) 0% to 4% (welding material) Copper (Cu) precipitates finely and contributes to the improvement of creep strength, while enhancing the stability of the austenite structure.
- the upper limit of the Cu content is 4% or less.
- the upper limit of the Cu content is desirably 3.8% or less, and more desirably 3.5% or less.
- the lower limit of the Cu content is desirably 0.01% or more, and more desirably 0.03% or more.
- Co 0% to 2% (weld metal) 0% to 2% (welding material)
- Cobalt Co
- the upper limit of the Co content is 2% or less.
- the upper limit of the Co content is desirably 1.8% or less, and more desirably 1.5% or less.
- the lower limit of the Co content is desirably 0.01% or more, and more desirably 0.03% or more.
- Mo 0% to 2% (weld metal) 0% to 2% (welding material) Molybdenum (Mo), like W, forms a solid solution in the matrix and contributes to the improvement of creep strength and tensile strength at high temperature.
- Mo molybdenum
- the upper limit of the Mo content is 2% or less.
- the upper limit of the Mo content is desirably 1.5% or less, and more desirably 1.2% or less.
- the lower limit of the Mo content is desirably 0.01% or more, and more desirably 0.03% or more.
- Ta 0% to 1% (weld metal) 0% to 1% (welding material) Tantalum (Ta) forms carbonitrides and improves high-temperature strength and creep rupture strength as a solid solution strengthening element.
- the upper limit of the Ta content is 1% or less.
- the lower limit of the Ta content is desirably 0.01% or more, more desirably 0.05% or more, and further desirably 0.1% or more.
- the upper limit of the Ta content is desirably 0.7% or less, and more desirably 0.6% or less.
- Ca 0% to 0.02% (weld metal) 0% to 0.02% (welding material) Calcium (Ca) may be contained as necessary because it has the effect of improving the hot deformability.
- the excessive content of Ca combines with oxygen, significantly reduces the cleanliness, and rather deteriorates the hot deformability. Therefore, the upper limit of the Ca content is 0.02% or less.
- the upper limit of the Ca content is desirably 0.015% or less, and more desirably 0.01% or less.
- the lower limit of the Ca content is desirably 0.0005% or more, and more desirably 0.001% or more.
- Mg 0% to 0.02% (weld metal) 0% to 0.02% (welding material) Similar to Ca, magnesium (Mg) may be contained as necessary because it has an effect of improving the hot deformability. However, the excessive content of Mg combines with oxygen, which significantly reduces the cleanliness and rather deteriorates the hot deformability. Therefore, the upper limit of the Mg content is 0.02% or less. The upper limit of the Mg content is desirably 0.015% or less, and more desirably 0.01% or less. The lower limit of the Mg content is desirably 0.0005% or more, and more desirably 0.001% or more.
- REM 0% to 0.06% (weld metal) 0% to 0.06% (welding material)
- the rare earth elements (REM), like Ca and Mg, may be contained as necessary because they have the effect of improving the hot deformability.
- the excess content of REM combines with oxygen, significantly reduces the cleanliness, and rather deteriorates the hot workability. Therefore, the upper limit of the REM content is 0.06% or less.
- the upper limit of the REM content is desirably 0.04% or less, and more desirably 0.03% or less.
- the lower limit of the REM content is desirably 0.0005% or more, and more desirably 0.001% or more.
- REM is a general term for Sc, Y, and a total of 17 elements of lanthanoids, and content of REM points out sum total content of 1 type, or 2 or more types of elements in REM.
- REM is generally contained in misch metal. Therefore, for example, REM may be contained in the form of misch metal so that the content of REM falls within the above range.
- the welding material does not contain REM.
- the welding material for austenitic heat resistant steel according to the present embodiment can be manufactured by a usual method.
- the alloy having the above-described chemical composition of the welding material is melted to form an ingot, which is subjected to steps such as hot forging, hot rolling, cold rolling, cold drawing, heat treatment, etc.
- a welding material can be obtained by using a wire of 0 mm to 2.4 mm).
- the weld metal according to the present embodiment can be manufactured, for example, by welding an austenitic heat-resistant steel using the above-described weld material.
- a weld joint according to an embodiment of the present invention includes the above-described weld metal and a base material of austenitic heat resistant steel.
- the weld joint has a weld metal of a joint portion and two base materials made of austenitic heat resistant steel sandwiching the weld metal.
- the specific shape of the welded joint and the specific aspect (welding posture) of welding for obtaining the welded joint are not particularly limited. For example, in the case of butt welding after beveling to a steel pipe, after beveling to a thick plate It may be applied to the case of butt welding.
- the base material of the welded joint according to the present embodiment desirably has the following chemical composition.
- C 0.02% to 0.14%
- Carbon (C) stabilizes the austenite structure and forms fine carbides to improve creep strength during high temperature use. Therefore, the lower limit of the C content is desirably 0.02% or more. However, when C is contained in excess, a large amount of carbides precipitate, and creep ductility and toughness decrease. Therefore, the upper limit of the C content is desirably 0.14% or less. The upper limit of the C content is more desirably 0.03% or more, and further desirably 0.04% or more. The lower limit of the C content is more desirably 0.13% or less, and further desirably 0.12% or less.
- Si 0.05% to 1%
- Silicon (Si) is an element which has a deoxidizing action and is effective in improving the corrosion resistance and oxidation resistance at high temperatures. Therefore, the lower limit of the Si content is desirably 0.05% or more.
- the upper limit of the Si content is preferably 1% or less.
- the lower limit of the Si content is more desirably 0.08% or more, and further desirably 0.1% or more.
- the upper limit of the Si content is more desirably 0.8% or less, and further desirably 0.5% or less.
- Mn 0.1% to 3%
- Manganese (Mn) has a deoxidizing action like Si. Also, Mn contributes to the stabilization of the austenite structure. Therefore, the lower limit of the Mn content is preferably 0.1% or more. However, when the Mn content is excessive, embrittlement occurs, and in addition, the creep ductility also decreases. Therefore, the upper limit of the Mn content is preferably 3% or less. The lower limit of the Mn content is more desirably 0.3% or more, and further desirably 0.5% or more. The upper limit of the Mn content is more desirably 2.5% or less, and further desirably 2% or less.
- P 0.04% or less Phosphorus (P) is contained as an impurity in the alloy and segregates at grain boundaries in the heat affected zone during welding to enhance susceptibility to liquefied cracking. Furthermore, creep ductility after prolonged use is also reduced. Therefore, the upper limit of the P content is desirably 0.04% or less. The upper limit of the P content is more desirably 0.028% or less, and further desirably 0.025% or less. In addition, although it is desirable to reduce content of P as much as possible, extreme reduction causes increase of manufacturing cost. Therefore, the lower limit of the P content is desirably 0.0005% or more, and more desirably 0.0008% or more.
- S 0.002% or less Sulfur (S) is contained in the alloy as an impurity like P, and segregates in the grain boundaries of the heat affected zone during welding to enhance liquation cracking sensitivity. Therefore, the upper limit of the S content is preferably 0.002% or less. The upper limit of the S content is more desirably 0.0018% or less, and further desirably 0.0015% or less. Although it is desirable to reduce the S content as much as possible, extreme reduction leads to an increase in manufacturing costs. Therefore, the lower limit of the S content is more desirably 0.0001% or more, and further desirably 0.0002% or more.
- Nickel (Ni) is an element for securing the stability of the austenitic structure during long-term use and securing the creep strength. Therefore, the lower limit of the Ni content is preferably 26% or more. However, Ni is an expensive element, and a large amount of content causes an increase in cost. Therefore, the upper limit of the Ni content is preferably 35% or less.
- the lower limit of the Ni content is more desirably 27% or more, and further desirably 28% or more.
- the upper limit of the Ni content is more desirably 34% or less, and further desirably 33% or less.
- Chromium (Cr) is an element for securing oxidation resistance and corrosion resistance at high temperatures. It also contributes to securing creep strength by forming fine carbides. Therefore, the lower limit of the Cr content is preferably 20% or more. However, if the Cr content exceeds 26%, the stability of the austenitic structure at high temperatures is degraded, which leads to a decrease in creep strength. Therefore, the content of Cr is preferably 20% to 26%.
- the lower limit of the Cr content is more desirably 20.5% or more, and further desirably 21% or more.
- the upper limit of the Cr content is desirably 25.5% or less, and more desirably 25% or less.
- W 1% to 7% Tungsten (W) is an element which forms a solid solution in the matrix and greatly contributes to the improvement of creep strength and tensile strength at high temperature. Therefore, the lower limit of the W content is desirably 1% or more. However, even if W is excessively contained, the effect is saturated or in some cases, the creep strength is reduced. Furthermore, since W is an expensive element, excessive inclusion of W leads to an increase in cost. Therefore, the upper limit of the W content is desirably 7% or less.
- the lower limit of the W content is more desirably 1.2% or more, and further desirably 1.5% or more.
- the upper limit of the W content is desirably 6.8% or less, and more desirably 6.5% or less.
- Nb 0.01% to 1% Niobium (Nb) precipitates in the grains as fine carbonitrides and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, the lower limit of the Nb content is desirably 0.01% or more. However, when the content of Nb is excessive, a large amount of Nb precipitates as carbonitrides, resulting in a decrease in creep ductility and toughness. Therefore, the upper limit of the Nb content is desirably 1% or less. The lower limit of the Nb content is more desirably 0.05% or more, and further desirably 0.1% or more. The upper limit of the Nb content is more desirably 0.9% or less, and further desirably 0.8% or less.
- V 0.01% to 1% Vanadium (V), like Nb, forms fine carbonitrides and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, the lower limit of the V content is desirably 0.01% or more. However, when the V content is excessive, a large amount of V precipitates, resulting in a decrease in creep ductility and toughness. Therefore, the upper limit of the V content is preferably 1% or less. The lower limit of the V content is more desirably 0.05% or more, and further desirably 0.1% or more. The upper limit of the V content is more desirably 0.9% or less, and further desirably 0.8% or less.
- N 0.1% to 0.6% Nitrogen (N) stabilizes the austenite structure, precipitates as a solid solution or a nitride, and contributes to the improvement of the high temperature strength. Therefore, the lower limit of the N content is desirably 0.1% or more. However, when N is excessively contained, a large amount of fine nitrides precipitates in the grains during long-term use, which also causes a decrease in creep ductility and toughness. Therefore, the upper limit of the content of N is preferably 0.6% or less. The lower limit of the N content is desirably 0.12% or more, and more desirably 0.15% or more. The upper limit of the N content is desirably 0.58% or less, and more desirably 0.55% or less.
- B 0.0005% to 0.008% Boron (B) improves creep strength by finely dispersing grain boundary carbides, and segregates at grain boundaries to contribute to grain boundary strengthening. Therefore, the lower limit of the B content is desirably 0.0005% or more. However, when the B content is excessive, the susceptibility to liquefied cracking in the heat-affected zone during welding is enhanced. Therefore, it is desirable that the upper limit of the B content be 0.008% or less. The upper limit of the B content is more desirably 0.006% or less, and further desirably 0.005% or less. The lower limit of the B content is desirably 0.0006% or more, and more desirably 0.0008% or more.
- the lower limit of the REM content is desirably 0.003% or more.
- the excess content of REM combines with oxygen, which significantly reduces the cleanliness and conversely impairs the hot deformability. Therefore, the upper limit of the REM content is preferably 0.06% or less.
- the upper limit of the REM content is more desirably 0.04% or less, and further desirably 0.03% or less.
- the lower limit of the REM content is desirably 0.005% or more, and more desirably 0.007% or more.
- Al 0.3% or less
- Aluminum (Al) is contained as a deoxidizer at the time of manufacture of a base material. However, if a large amount of Al is contained, the cleanliness of the steel is degraded and the hot workability is degraded. Therefore, the upper limit of the Al content is preferably 0.3% or less.
- the upper limit of the Al content is more desirably 0.25% or less, and further desirably 0.2% or less.
- the lower limit of the Al content is not particularly required, but an extreme reduction leads to an increase in manufacturing cost. Therefore, the lower limit of the Al content is desirably 0.0005% or more, and more desirably 0.001% or more.
- Oxygen (O) is contained in the alloy as an impurity, and when it is contained in excess, the hot workability is lowered, and the toughness and the ductility are deteriorated. Therefore, the upper limit of the O content is desirably 0.02% or less. The upper limit of the O content is more desirably 0.018% or less, and further desirably 0.015% or less. In addition, although it is not necessary to set a minimum in particular about O content, extreme reduction causes a rise of manufacturing cost. Therefore, the lower limit of the O content is desirably 0.0005% or more, and more desirably 0.0008% or more.
- the balance of the chemical composition of the base material of the welded joint according to the present embodiment is Fe and impurities.
- the base material of the weld joint according to the present embodiment may contain one or more elements selected from the group consisting of Ti, Co, Cu, Mo, Ta, Ca, and Mg. Below, each component is demonstrated.
- Ti 0% to 0.5% Titanium (Ti), like Nb and V, forms fine carbonitrides and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, it may be contained as needed. However, when the Ti content is excessive, as in the case of Nb, a large amount of Nb precipitates at the beginning of use, resulting in a decrease in toughness. Therefore, the upper limit of the Ti content is preferably 0.5% or less. The upper limit of the Ti content is more desirably 0.3% or less, and further desirably 0.2% or less. The lower limit of the Ti content is desirably 0.01% or more, and more desirably 0.03% or more.
- Co 0% to 2% Cobalt (Co), like Ni and Cu, is an austenite-forming element, which enhances the stability of the austenitic structure and contributes to the improvement of creep strength. Therefore, it may be contained as needed. However, since Co is a very expensive element, excessive inclusion of Co causes a significant cost increase. Therefore, the upper limit of the Co content is desirably 2% or less. The upper limit of the Co content is more desirably 1.8% or less, and further desirably 1.5% or less. The lower limit of the Co content is desirably 0.01% or more, and more desirably 0.03% or more.
- Cu 0% to 4%
- Cu (copper) enhances the stability of the austenitic structure and precipitates finely during use, contributing to the improvement of creep strength. Therefore, it may be contained as needed. However, when Cu is excessively contained, the ductility is reduced. Therefore, the upper limit of the Cu content is preferably 4% or less. The upper limit of the Cu content is more desirably 3.8% or less, and further desirably 3.5% or less. The lower limit of the Cu content is desirably 0.01% or more, and more desirably 0.03% or more.
- Mo 0% to 4% Molybdenum (Mo), like W, is an element that forms a solid solution in the matrix and contributes to the improvement of creep strength and tensile strength at high temperatures. Therefore, it may be contained as needed. However, when Mo is contained excessively, it may lower the tissue stability and conversely reduce the creep strength. Furthermore, since Mo is an expensive element, excess content causes cost increase. Therefore, the upper limit of the Mo content is preferably 4% or less. The upper limit of the Mo content is more desirably 2% or less, and further desirably 1.2% or less. The lower limit of the Mo content is desirably 0.01% or more, and more desirably 0.03% or more.
- Tantalum (Ta) forms carbonitrides and improves high-temperature strength and creep rupture strength as a solid solution strengthening element. Therefore, it may be contained as needed. On the other hand, if the Ta content exceeds 1%, the workability and mechanical properties of the steel are impaired. Therefore, the upper limit of the Ta content is preferably 1% or less. The upper limit of the Ta content is more desirably 0.7% or less, and further desirably 0.6% or less. The lower limit of the Ta content is desirably 0.01% or more, more desirably 0.05% or more, and further desirably 0.1% or more.
- Ca 0% to 0.02% Calcium (Ca) may be contained as necessary because it has the effect of improving the hot deformability.
- the excessive content of Ca combines with oxygen, significantly reduces the cleanliness, and rather deteriorates the hot deformability. Therefore, the upper limit of the Ca content is preferably 0.02% or less.
- the upper limit of the Ca content is more desirably 0.015% or less, and further desirably 0.01% or less.
- the lower limit of the Ca content is desirably 0.0005% or more, and more desirably 0.001% or more.
- Mg 0% to 0.02% Similar to Ca, magnesium (Mg) may be contained as necessary because it has an effect of improving the hot deformability. However, the excessive content of Mg combines with oxygen, which significantly reduces the cleanliness and rather deteriorates the hot deformability. Therefore, the upper limit of the Mg content is desirably 0.02% or less. The upper limit of the Mg content is more desirably 0.015% or less, and further desirably 0.01% or less. The lower limit of the Mg content is desirably 0.0005% or more, and more desirably 0.001% or more.
- the weld joint according to the present embodiment can be manufactured by welding the above-described base material using, but not limited to, the above-described welding material.
- Plate material The following two types of plate materials were produced by hot forging, hot rolling, heat treatment, and machining from an ingot obtained by laboratory melting and casting a material (steel material) having the chemical composition shown in Table 1.
- Plate material (1) thickness 4 mm, width 100 mm, length 100 mm
- Plate material (2) plate thickness 4 mm, width 200 mm, length 500 mm
- a cut filler of 2 mm square and 500 mm length was produced by machining.
- Table 2 shows the results of the above tests together.
- weld materials 1 to 6 having a chemical composition within the range specified in the present invention have low welding hot crack sensitivity and satisfy the targeted creep rupture time.
- the weld material of code 7 whose W content is lower than the range of the present invention
- the weld material of code 8 and 13 which does not contain B
- the code 9 whose Si content is higher than the range of the present invention
- the weld material was low in hot cracking sensitivity but creep strength fell below the target.
- the weld material of code 10 in which the value of fn1 was low although the component range of the present invention was low, the creep strength was lower than the target although the hot crack sensitivity was low.
- the weld material of code 11 whose B content is higher than the range of the present invention and the weld material of code 12 whose Nb content is higher than the range of the present invention have increased creep cracking sensitivity but no problem in creep strength.
- a weld material satisfying the requirements of the present invention has low susceptibility to hot cracking and also satisfies creep strength.
- the welding material for austenitic heat resistant steel of the present invention can be a welding material suitable for welding high nitrogen and high nickel content austenitic heat resistant steels.
- a plate material (2) was produced. From the plate material (2), a cut filler of 2 mm square and 500 mm length was produced by machining.
- lamination welding was performed in the groove by manual Tig welding with a shielding gas of Ar to produce a welded joint.
- the heat input was 9 kJ / cm to 15 kJ / cm during welding.
- weld joints having weld metals of the codes A1 to A4, B1 to B4, C1 to C4, and D1 to D4 whose chemical compositions fall within the range specified in the present invention have low welding hot crack susceptibility and creep. It is clear that the breaking time satisfies 80% or more of the target breaking time of the base material.
- the weld metal satisfying the requirements of the present invention has low susceptibility to high temperature cracking and also satisfies the creep strength necessary for the welded structure, so the performance of the high nitrogen high nickel content austenitic heat resistant steel is sufficient. It is understood that it can be used.
- the weld metal of the present invention and the weld joint having the same are weld metals constituting a weld structure applied to equipment used at high temperature such as a boiler for thermal power generation such as high nitrogen and high nickel content austenitic heat resistant steel And it is useful as a welded joint having it.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Arc Welding In General (AREA)
Abstract
Description
C :0.06%~0.14%、
Si:0.1%~0.6%、
Mn:0.1%~1.8%、
P :0.025%以下、
S :0.003%以下、
Ni:25%~35%、
Cr:20%~24%、
W :4.5%を超え7.5%以下、
Nb:0.05%~0.5%、
V :0.05%~0.4%、
N :0.1%~0.35%、
Al:0.08%以下、
O :0.08%以下、
B :0.0005~0.005%、
Ti:0%~0.25%、
Cu:0%~4%、
Co:0%~2%、
Mo:0%~2%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
REM:0%~0.06%、
残部:Feおよび不純物であり、
下記式(1)で表されるfn1が10以上である、オーステナイト系耐熱鋼溶接金属。
fn1=10(Nb+V)+1.5W+20N+1500B-25Si・・・(1)
式(1)中のNb、V、W、N、B、およびSiには、対応する元素の含有量が質量%で代入される。
前記化学組成が、質量%で、
Ti:0.01%~0.25%、
Cu:0.01%~4%、
Co:0.01%~2%、
Mo:0.01%~2%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、
Mg:0.0005%~0.02%、および
REM:0.0005%~0.06%、
からなる群から選択される1種または2種以上の元素を含有する、オーステナイト系耐熱鋼溶接金属。
オーステナイト系耐熱鋼の母材とを備える、溶接継手。
前記母材の化学組成が、質量%で、
C :0.02%~0.14%、
Si:0.05%~1%、
Mn:0.1%~3%、
P :0.04%以下、
S :0.002%以下、
Ni:26%~35%、
Cr:20%~26%、
W :1%~7%、
Nb:0.01%~1%、
V :0.01%~1%、
N :0.1%~0.6%、
B :0.0005%~0.008%、
REM:0.003%~0.06%、
Al:0.3%以下、
O :0.02%以下、
Ti:0%~0.5%、
Co:0%~2%、
Cu:0%~4%、
Mo:0%~4%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
残部:Feおよび不純物である、溶接継手。
前記母材の化学組成が、質量%で、
Ti:0.01%~0.5%、
Co:0.01%~2%、
Cu:0.01%~4%、
Mo:0.01%~4%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、および
Mg:0.0005%~0.02%、
からなる群から選択される1種または2種以上を含有する、溶接継手。
C :0.06%~0.14%、
Si:0.1%~0.4%、
Mn:0.1%~1.2%、
P :0.01%以下、
S :0.003%以下、
Ni:28%~35%、
Cr:20%~24%、
W :4.5%を超え7.5%以下、
Nb:0.05%~0.5%、
V :0.05%~0.35%、
N :0.1%~0.35%、
Al:0.08%以下、
O :0.08%以下、
B :0.0005~0.005%、
Ti:0%~0.25%、
Cu:0%~4%、
Co:0%~2%、
Mo:0%~2%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
REM:0%~0.06%、
残部:Feおよび不純物であり、
下記式(1)で表されるfn1が10以上である、オーステナイト系耐熱鋼用溶接材料。
fn1=10(Nb+V)+1.5W+20N+1500B-25Si・・・(1)
式(1)中のNb、V、W、N、B、およびSiには、対応する元素の含有量が質量%で代入される。
前記化学組成が、質量%で、
Ti:0.01%~0.25%、
Cu:0.01%~4%、
Co:0.01%~2%、
Mo:0.01%~2%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、
Mg:0.0005%~0.02%、および
REM:0.0005%~0.06%、
からなる群から選択される1種または2種以上の元素を含有する、オーステナイト系耐熱鋼用溶接材料。
<4>に記載の化学組成を有する母材を、<6>に記載のオーステナイト系耐熱鋼用溶接材料を用いて溶接する、溶接継手の製造方法。
本発明において、オーステナイト系耐熱鋼溶接金属およびオーステナイト系耐熱鋼用溶接材料の化学組成を限定する理由は次のとおりである。
0.06%~0.14%(溶接材料)
炭素(C)は、オーステナイト組織を安定にするとともに、微細な炭化物を形成し、高温使用中のクリープ強度を向上させる。これらの効果を十分に得るために、Cは0.06%以上含有させる必要がある。しかしながら、C含有量が過剰である場合、溶接金属中に炭化物が多量に存在するため、延性および靭性が低下する。そのため、C含有量の上限は0.14%以下とする。C含有量の下限は、望ましくは0.07%以上であり、さらに望ましくは0.08%以上である。C含有量の上限は、望ましくは0.13%以下であり、さらに望ましくは0.12%以下である。
0.1%~0.4%(溶接材料)
ケイ素(Si)は、脱酸作用を有するとともに、高温での耐食性および耐酸化性の向上に有効な元素である。その効果を得るために、Siは0.1%以上含有させる必要がある。しかしながら、Siが過剰に含有された場合には、組織安定上、Cr、NiおよびNからなる窒化物が析出し、母相中の固溶窒素量低下が生じ、クリープ強度の低下を招く。そのため、Si含有量の上限は、溶接金属では0.6%以下、溶接材料で0.4%以下とする。Si含有量の下限は、溶接金属および溶接材料ともに、望ましくは0.12%以上であり、さらに望ましくは0.15%以上である。溶接金属のSi含有量の上限は、望ましくは0.58%以下であり、さらに望ましくは0.55%以下であり、さらに望ましくは0.40%以下である。溶接材料のSi含有量の上限は、望ましくは0.38%以下であり、さらに望ましくは0.35%以下である。
0.1%~1.2%(溶接材料)
マンガン(Mn)は、Siと同様、脱酸作用を有する。また、Mnは、オーステナイト組織を安定にし、クリープ強度の向上に寄与する。これらの効果を得るために、Mnは0.1%以上含有させる必要がある。しかしながら、Mn含有量が過剰になると脆化を招き、さらに、クリープ延性の低下も生じる。また、溶接材料として用いられる場合、溶接時の凝固割れ感受性が高まる。そのため、Mn含有量の上限は、溶接金属では1.8%以下、溶接材料では1.2%以下とする。Mn含有量の下限は、溶接金属および溶接材料ともに、望ましくは0.15%以上であり、さらに望ましくは0.2%以上である。溶接金属のMn含有量の上限は、望ましくは1.6%以下であり、さらに望ましくは1.4%以下である。溶接材料のMn含有量の上限は、望ましくは1.1%以下であり、さらに望ましくは1.0%以下である。
0.01%以下(溶接材料)
リン(P)は、不純物として含まれ、クリープ延性を低下させる元素である。また、溶接材料として用いられる場合、Pは溶接時の凝固割れ感受性を高める。そのため、Pの含有量に上限を設けて、溶接金属では0.025%以下、溶接材料では0.01%以下とする。溶接金属のP含有量の上限は、望ましくは0.023%以下、さらに望ましくは0.020%以下である。溶接材料のP含有量の上限は、望ましくは0.008%以下、さらに望ましくは0.006%以下である。なお、P含有量は可能な限り低減することが望ましいが、極度の低減は製造コストの増大を招く。そのため、P含有量の下限は、溶接金属および溶接材料ともに、望ましくは0.0005%以上、さらに望ましくは0.0008%以上である。
0.003%以下(溶接材料)
硫黄(S)は、Pと同様に、不純物として含まれ、高温での使用初期に溶接金属の柱状晶境界に偏析して靭性を低下させる。さらに、溶接時の凝固割れ感受性をも高める。これらを安定して抑制するためには、Sの含有量にも上限を設けて0.003%以下とする必要がある。S含有量は、望ましくは0.0025%以下、さらに望ましくは0.002%以下である。なお、Sの含有量は可能な限り低減することが望ましいが、極度の低減は溶接材料の製造コストの増大を招く。そのため、S含有量の下限は、溶接金属および溶接材料ともに、望ましくは0.0001%以上、さらに望ましくは0.0002%以上である。
28%~35%(溶接材料)
ニッケル(Ni)は、長時間使用時のオーステナイト組織の安定性を高め、クリープ強度の向上に寄与する。その効果を十分に得るために、溶接金属では25%以上、溶接材料では28%以上のNiを含有させる必要がある。しかしながら、Niは高価な元素であり、多量の含有はコストの増大を招く。そのため、Ni含有量には上限を設けて、溶接金属および溶接材料ともに、35%以下とする。溶接金属のNi含有量の下限は、望ましくは25.5%以上であり、さらに望ましくは26%以上である。溶接材料のNi含有量の下限は、望ましくは28.5%以上であり、さらに望ましくは29%以上である。Ni含有量の上限は、溶接金属および溶接材料ともに、望ましくは34.5%以下であり、さらに望ましくは34%以下である。
20%~24%(溶接材料)
クロム(Cr)は、高温での耐酸化性および耐食性の確保のために必須の元素である。また、微細な炭化物を形成してクリープ強度の確保にも寄与する。十分にその効果を得るために、Crは20%以上含有させる必要がある。しかしながら、Cr含有量が24%を超えると、高温でのオーステナイト組織の安定性が劣化して著しいクリープ強度の低下を招く。したがって、Cr含有量は、20%~24%とする。Cr含有量の下限は、望ましくは20.5%以上であり、さらに望ましくは21%以上である。Cr含有量の上限は、望ましくは23.5%以下であり、さらに望ましくは23%以下である。
4.5%を超え7.5%以下(溶接材料)
タングステン(W)は、マトリックスに固溶して、高温でのクリープ強度および引張強さの向上に大きく寄与する元素である。その効果を十分に発揮させるために、Wは少なくとも4.5%を超えた含有が必要である。しかしながら、Wは高価な元素であるため、Wの過剰の含有はコストの増大を招くとともに、組織安定性が低下する。そのため、W含有量の上限は7.5%以下とする。W含有量の下限は、望ましくは4.7%以上であり、さらに望ましくは5%以上であり、さらに望ましくは5.5%以上である。W含有量の上限は、望ましくは7.3%以下であり、さらに望ましくは7%以下である。
0.05%~0.5%(溶接材料)
ニオブ(Nb)は、炭素および窒素との親和力が強く、微細な炭窒化物として粒内に析出し、溶接金属の高温でのクリープ強度および引張強さの向上に寄与する。その効果を十分に得るために、Nbは0.05%以上含有させる必要がある。しかしながら、Nbの含有量が過剰になると、高温での使用初期の析出量が増加し、靭性の低下を招く。そのため、Nb含有量の上限は0.5%以下とする。Nb含有量の下限は、溶接金属および溶接材料ともに、望ましくは0.08%以上であり、さらに望ましくは0.1%以上である。溶接金属のNb含有量の上限は、望ましくは0.48%以下であり、さらに望ましくは0.45%以下である。溶接材料のNb含有量の上限は、0.47%以下であり、さらに望ましくは0.4%以下である。
0.05%~0.35%(溶接材料)
バナジウム(V)は、Nbと同様、微細な炭窒化物を形成するが、Nbに比べて、炭素および窒素との親和力が弱い。そのため、Vは使用初期の靭性にNbほど影響を与えることなく、溶接金属のクリープ強度の向上に寄与する。この効果を得るために、Vは0.05%以上含有させる必要がある。しかしながら、Vを過剰に含有すると多量に析出するとともに、析出物の粗大化が著しくなり、クリープ強度および延性の低下を招く。そのため、V含有量の上限は、溶接金属では0.4%以下、溶接材料では0.35%以下とする。V含有量の下限は、望ましくは0.08%以上であり、さらに望ましくは0.1%以上である。溶接金属のV含有量の上限は、望ましくは0.38%以下であり、さらに望ましくは0.35%以下である。溶接材料のV含有量の上限は、望ましくは0.32%以下であり、さらに望ましくは0.3%以下である。
0.1%~0.35%(溶接材料)
窒素(N)は、オーステナイト組織を安定にするとともに、固溶強化または析出強化により高温強度の向上に寄与する。その効果を得るために、Nは0.1%以上含有させる必要がある。しかしながら、Nが0.35%を超えて含有されると、多量の窒化物が析出して、靭性の低下を招く。そのため、N含有量は0.1%~0.35%とする。N含有量の下限は、望ましくは0.12%以上であり、さらに望ましくは0.15%以上である。N含有量の上限は、望ましくは0.32%以下であり、さらに望ましくは0.3%以下である。
0.08%以下(溶接材料)
アルミニウム(Al)は、母材の製造時に脱酸剤として含有され、溶接材料の製造時にも脱酸剤として含有される。その結果、溶接金属にもAlが含有される。多量のAlを含有すると延性が低下する。そのため、Al含有量の上限は0.08%以下とする必要がある。Al含有量の上限は、望ましくは0.06%以下であり、さらに望ましくは0.04%以下である。なお、Al含有量の下限は特に設ける必要はないが、Al含有量の極端な低減は、製造コストの増大を招く。そのため、Al含有量の望ましい下限は0.0005%以上であり、さらには望ましい下限は0.001%以上である。
0.08%以下(溶接材料)
酸素(O)は、不純物として溶接金属中に含有される。しかしながら、Oの含有量が過剰になると、靭性および延性の劣化を招く。そのため、O含有量の上限は0.08%以下とする。O含有量の上限は、望ましくは0.06%以下であり、さらに望ましくは0.04%以下である。なお、Oの含有量について特に下限を設ける必要はないが、極端な低減は製造コストの上昇を招く。そのため、O含有量の望ましい下限は0.0005%以上であり、さらに望ましい下限は0.0008%以上である。
0.0005%~0.005%(溶接材料)
ホウ素(B)は炭化物を微細に分散させることにより、溶接金属のクリープ強度を向上させるとともに、粒界を強化して靭性の向上にも寄与する。その効果を発揮させるために、Bは0.0005%以上含有させる必要がある。しかしながら、Bは、過剰に含有すると、溶接中の凝固割れ感受性を高める。そのため、B含有量の上限は0.005%以下とする。B含有量の上限は、望ましくは0.004%以下であり、さらに望ましくは0.003%以下であり、さらに望ましくは、0.002%以下である。B含有量の望ましい下限は0.0007%以上であり、さらに望ましい下限は0.001%以上である。
上述の通り、Nb、V、W、NおよびBはクリープ強度向上に寄与し、Siは低減させることでクリープ強度向上に寄与する。高温でのクリープ強度を確保するためには、fn1=10(Nb+V)+1.5W+20N+1500B-25Siで求められる値を10以上とする必要がある。fn1は、望ましくは12以上であり、さらに望ましくは12.5以上であり、さらに望ましくは13以上である。
0%~0.25%(溶接材料)
チタン(Ti)は、NbおよびVと同様、微細な炭窒化物を形成して、高温でのクリープ強度および引張強さの向上に寄与する。そのため、必要に応じて含有させてもよい。しかしながら、Ti含有量が過剰になると、Nbと同様に使用初期に多量に析出し、靭性の低下を招く。そのため、Ti含有量の上限は、0.25%以下とする。Ti含有量の上限は、望ましくは0.23%以下であり、さらに望ましくは0.2%以下である。Ti含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
0%~4%(溶接材料)
銅(Cu)は、オーステナイト組織の安定性を高めるとともに、微細に析出してクリープ強度の向上に寄与する。しかしながら、Cuを過剰に含有すると、延性の低下を招く。そのため、Cu含有量の上限は4%以下とする。Cu含有量の上限は、望ましくは3.8%以下であり、さらに望ましくは3.5%以下である。Cu含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
0%~2%(溶接材料)
コバルト(Co)は、NiおよびCuと同様、オーステナイト生成元素であり、オーステナイト組織の安定性を高めてクリープ強度の向上に寄与する。しかしながら、Coは、極めて高価な元素であるため、Coの過剰の含有は大幅なコスト増を招く。そのため、Coを含有する場合、Co含有量の上限は2%以下とする。Co含有量の上限は、望ましくは1.8%以下であり、さらに望ましくは1.5%以下である。Co含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
0%~2%(溶接材料)
モリブデン(Mo)は、Wと同様、マトリックスに固溶して高温でのクリープ強度および引張強さの向上に寄与する。しかしながら、Moは、過剰に含有すると組織安定性を低下させ、逆にクリープ強度を低下させる場合もある。さらに、Moは高価な元素であるため、過剰の含有はコストの増大を招く。そのため、Mo含有量の上限は2%以下とする。Mo含有量の上限は、望ましくは1.5%以下であり、さらに望ましくは1.2%以下である。Mo含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
0%~1%(溶接材料)
タンタル(Ta)は、炭窒化物を形成するとともに固溶強化元素として高温強度およびクリープ破断強度を向上させる。一方、Ta含有量が1%を超えると、鋼の加工性や機械的性質が損なわれる。そのため、Taを含有する場合、Ta含有量の上限は1%以下とする。Ta含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.05%以上であり、さらに望ましくは0.1%以上である。Ta含有量の上限は、望ましくは0.7%以下であり、さらに望ましくは0.6%以下である。
0%~0.02%(溶接材料)
カルシウム(Ca)は、熱間変形能を改善する効果を有するため、必要に応じて含有させてもよい。しかしながら、Caの過剰の含有は酸素と結合し、清浄性を著しく低下させて、却って熱間変形能を劣化させる。そのため、Ca含有量の上限は0.02%以下とする。Ca含有量の上限は、望ましくは0.015%以下であり、さらに望ましくは0.01%以下である。Ca含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
0%~0.02%(溶接材料)
マグネシウム(Mg)は、Caと同様、熱間変形能を改善する効果を有するため、必要に応じて含有させてもよい。しかしながら、Mgの過剰の含有は酸素と結合し、清浄性を著しく低下させて、却って熱間変形能を劣化させる。そのため、Mg含有量の上限は0.02%以下とする。Mg含有量の上限は、望ましくは0.015%以下であり、さらに望ましくは0.01%以下である。Mg含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
0%~0.06%(溶接材料)
希土類元素(REM)は、CaおよびMgと同様、熱間変形能を改善する効果を有するため、必要に応じて含有させてもよい。しかしながら、REMの過剰の含有は酸素と結合し、清浄性を著しく低下させて、却って熱間加工性を劣化させる。そのため、REM含有量の上限は0.06%以下とする。REM含有量の上限は、望ましくは0.04%以下であり、さらに望ましくは0.03%以下である。REM含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
本発明の一実施形態による溶接継手は、上述した溶接金属と、オーステナイト系耐熱鋼の母材とを備える。溶接継手は、具体的には、継手部の溶接金属と、溶接金属を挟むオーステナイト系耐熱鋼からなる二つの母材とを有する。溶接継手の具体的形状、溶接継手を得るための溶接の具体的態様(溶接姿勢)は特に限定されず、例えば、鋼管に開先加工した後に突合せ溶接する場合、厚板に開先加工した後に突合せ溶接する場合などに適用すればよい。
本施形態による溶接継手の母材は、下記の化学組成を有することが望ましい。
炭素(C)は、オーステナイト組織を安定にするとともに微細な炭化物を形成し、高温使用中のクリープ強度を向上させる。そのため、C含有量の下限は0.02%以上とすることが望ましい。しかしながら、Cが過剰に含有された場合、炭化物が多量に析出し、クリープ延性および靭性が低下する。そのため、C含有量の上限は0.14%以下とすることが望ましい。C含有量の上限は、さらに望ましくは0.03%以上であり、さらに望ましくは0.04%以上である。C含有量の下限は、さらに望ましくは0.13%以下であり、さらに望ましくは0.12%以下である。
ケイ素(Si)は、脱酸作用を有するとともに、高温での耐食性および耐酸化性の向上に有効な元素である。そのため、Si含有量の下限は0.05%以上とすることが望ましい。しかしながら、Siが過剰に含有された場合には、組織安定上、Cr、NiおよびNからなる窒化物が析出し、母相中の固溶窒素量低下が生じ、クリープ強度の低下を招く。そのため、Si含有量の上限は1%以下とすることが望ましい。Si含有量の下限は、さらに望ましくは0.08%以上であり、さらに望ましく0.1%以上である。Si含有量の上限は、さらに望ましくは0.8%以下であり、さらに望ましくは0.5%以下である。
マンガン(Mn)は、Siと同様、脱酸作用を有する。また、Mnは、オーステナイト組織の安定化に寄与する。そのため、Mn含有量の下限は0.1%以上とすることが望ましい。しかしながら、Mn含有量が過剰になると脆化を招き、さらに、クリープ延性の低下も生じる。そのため、Mn含有量の上限は3%以下とすることが望ましい。Mn含有量の下限は、さらに望ましくは0.3%以上であり、さらに望ましくは0.5%以上である。Mn含有量の上限は、さらに望ましくは2.5%以下であり、さらに望ましくは2%以下である。
リン(P)は、不純物として合金中に含まれ、溶接中に溶接熱影響部の結晶粒界に偏析して、液化割れ感受性を高める。さらに、長時間使用後のクリープ延性も低下させる。そのため、P含有量の上限は0.04%以下とすることが望ましい。P含有量の上限は、さらに望ましくは0.028%以下であり、さらに望ましくは0.025%以下である。なお、Pの含有量は可能な限り低減することが望ましいが、極度の低減は製造コストの増大を招く。そのため、P含有量の下限は、望ましくは0.0005%以上、さらに望ましくは0.0008%以上である。
硫黄(S)は、Pと同様に不純物として合金中に含まれ、溶接中に溶接熱影響部の結晶粒界に偏析して液化割れ感受性を高める。そのため、S含有量の上限は0.002%以下とすることが望ましい。S含有量の上限は、さらに望ましくは0.0018%以下であり、さらに望ましくは0.0015%以下である。なお、S含有量は可能な限り低減することが望ましいが、極度の低減は製造コストの増大を招く。そのため、S含有量の下限は、さらに望ましくは0.0001%以上であり、さらに望ましくは0.0002%以上である。
ニッケル(Ni)は、長時間使用時のオーステナイト組織の安定性を確保し、クリープ強度を確保するための元素である。そのため、Ni含有量の下限は26%以上とすることが望ましい。しかしながら、Niは高価な元素であり、多量の含有はコストの増大を招く。そのため、Ni含有量の上限は35%以下とすることが望ましい。Ni含有量の下限は、さらに望ましくは27%以上であり、さらに望ましくは28%以上である。Ni含有量の上限は、さらに望ましくは34%以下であり、さらに望ましくは33%以下である。
クロム(Cr)は、高温での耐酸化性および耐食性の確保のための元素である。また、微細な炭化物を形成してクリープ強度の確保にも寄与する。そのため、Cr含有量の下限は20%以上とすることが望ましい。しかしながら、Cr含有量が26%を超えると、高温でのオーステナイト組織の安定性が劣化して、クリープ強度の低下を招く。したがって、Crの含有量は20%~26%とすることが望ましい。Cr含有量の下限は、さらに望ましくは20.5%以上であり、さらに望ましくは21%以上である。Cr含有量の上限は、望ましくは25.5%以下であり、さらに望ましくは25%以下である。
タングステン(W)は、マトリックスに固溶して高温でのクリープ強度および引張強さの向上に大きく寄与する元素である。そのため、W含有量の下限は1%以上とすることが望ましい。しかしながら、Wを過剰に含有させても、その効果は飽和するか、場合によってはクリープ強度を低下させる。さらに、Wは高価な元素であるため、Wの過剰の含有はコストの増大を招く。そのため、W含有量の上限は7%以下とすることが望ましい。W含有量の下限は、さらに望ましくは1.2%以上であり、さらに望ましくは1.5%以上である。W含有量の上限は、望ましくは6.8%以下であり、さらに望ましくは6.5%以下である。
ニオブ(Nb)は、微細な炭窒化物として粒内に析出し、高温でのクリープ強度および引張強さの向上に寄与する。そのため、Nb含有量の下限は0.01%以上とすることが望ましい。しかしながら、Nbの含有量が過剰になると炭窒化物として多量に析出し、クリープ延性および靭性の低下を招く。そのため、Nb含有量の上限は1%以下とすることが望ましい。Nb含有量の下限は、さらに望ましくは0.05%以上であり、さらに望ましくは0.1%以上である。Nb含有量の上限は、さらに望ましくは0.9%以下であり、さらに望ましくは0.8%以下である。
バナジウム(V)は、Nbと同様、微細な炭窒化物を形成して高温でのクリープ強度および引張強さの向上に寄与する。そのため、V含有量の下限は0.01%以上とすることが望ましい。しかしながら、Vの含有量が過剰になると多量に析出して、クリープ延性および靭性の低下を招く。そのため、V含有量の上限は1%以下とすることが望ましい。V含有量の下限は、さらに望ましくは0.05%以上であり、さらに望ましくは0.1%以上である。V含有量の上限は、さらに望ましくは0.9%以下であり、さらに望ましくは0.8%以下である。
窒素(N)は、オーステナイト組織を安定にするとともに、固溶または窒化物として析出し、高温強度の向上に寄与する。そのため、N含有量の下限は0.1%以上とすることが望ましい。しかしながら、Nが過剰に含有されると、長時間使用中に多量の微細窒化物が粒内に析出して、クリープ延性および靭性の低下も招く。そのため、Nの含有量の上限は0.6%以下とすることが望ましい。N含有量の下限は、望ましくは0.12%以上であり、さらに望ましくは0.15%以上である。N含有量の上限は、望ましくは0.58%以下であり、さらに望ましくは0.55%以下である。
ホウ素(B)は、粒界炭化物を微細分散させることにより、クリープ強度を向上させるとともに、粒界に偏析して粒界強化に寄与する。そのため、B含有量の下限は0.0005%以上とすることが望ましい。しかしながら、B含有量が過剰になると、溶接中の熱影響部の液化割れ感受性を高める。そのため、B含有量の上限は0.008%以下とすることが望ましい。B含有量の上限は、さらに望ましくは0.006%以下であり、さらに望ましくは0.005%以下である。B含有量の下限は、望ましくは0.0006%以上であり、さらに望ましくは0.0008%以上である。
希土類元素(REM)は、製造時の熱間変形能の改善に寄与する。そのため、REM含有量の下限は0.003%以上とすることが望ましい。しかしながら、REMの過剰の含有は酸素と結合し、清浄性を著しく低下させて、逆に熱間変形能を害する。そのため、REM含有量の上限は0.06%以下とすることが好ましい。REM含有量の上限は、さらに望ましくは0.04%以下であり、さらに望ましくは0.03%以下である。REM含有量の下限は、望ましくは0.005%以上であり、さらに望ましくは0.007%以上である。
アルミニウム(Al)は、母材の製造時に脱酸剤として含有される。しかしながら、多量のAlを含有すると鋼の清浄性が劣化し、熱間加工性が低下する。そのため、Al含有量の上限は0.3%以下とすることが望ましい。Al含有量の上限は、さらに望ましくは0.25%以下であり、さらに望ましくは0.2%以下である。なお、Al含有量の下限は特に設ける必要はないが、極端な低減は製造コストの増大を招く。そのため、Al含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
酸素(O)は、不純物として合金中に含まれ、過剰に含有すると熱間加工性が低下するとともに、靭性および延性の劣化を招く。そのため、O含有量の上限は0.02%以下とすることが望ましい。O含有量の上限は、さらに望ましくは0.018%以下であり、さらに望ましくは0.015%以下である。なお、O含有量について特に下限を設ける必要はないが、極端な低減は製造コストの上昇を招く。そのため、O含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.0008%以上である。
チタン(Ti)は、NbおよびVと同様、微細な炭窒化物を形成して、高温でのクリープ強度および引張強さの向上に寄与する。そのため、必要に応じて含有させてもよい。しかしながら、Ti含有量が過剰になると、Nbと同様に使用初期に多量に析出し、靭性の低下を招く。そのため、Ti含有量の上限は、0.5%以下とすることが望ましい。Ti含有量の上限は、さらに望ましくは0.3%以下であり、さらに望ましくは、0.2%以下である。Ti含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
コバルト(Co)は、NiおよびCuと同様、オーステナイト生成元素であり、オーステナイト組織の安定性を高めてクリープ強度の向上に寄与する。そのため、必要に応じて含有させてもよい。しかしながら、Coは、極めて高価な元素であるため、Coの過剰の含有は大幅なコスト増を招く。そのため、Co含有量の上限は2%以下とすることが望ましい。Co含有量の上限は、さらに望ましくは1.8%以下であり、さらに望ましくは1.5%以下である。Co含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
Cu(銅)は、オーステナイト組織の安定性を高めるとともに、使用中に微細に析出して、クリープ強度の向上に寄与する。そのため、必要に応じて含有させてもよい。しかしながら、Cuを過剰に含有すると、延性の低下を招く。そのため、Cu含有量の上限は4%以下とすることが望ましい。Cu含有量の上限は、さらに望ましくは3.8%以下であり、さらに望ましくは3.5%以下である。Cu含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
モリブデン(Mo)は、Wと同様、マトリックスに固溶して高温でのクリープ強度および引張強さの向上に寄与する元素である。そのため、必要に応じて含有させてもよい。しかしながら、Moは、過剰に含有すると組織安定性を低下させ、逆にクリープ強度を低下させる場合もある。さらに、Moは高価な元素であるため、過剰の含有はコストの増大を招く。そのため、Mo含有量の上限は4%以下とすることが望ましい。Mo含有量の上限は、さらに望ましくは2%以下であり、さらに望ましくは1.2%以下である。Mo含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.03%以上である。
タンタル(Ta)は、炭窒化物を形成するとともに固溶強化元素として高温強度およびクリープ破断強度を向上させる。そのため、必要に応じて含有させてもよい。一方、Ta含有量が1%を超えると、鋼の加工性や機械的性質が損なわれる。そのため、Ta含有量の上限は1%以下とすることが望ましい。Ta含有量の上限は、さらに望ましくは0.7%以下、さらに望ましくは0.6%以下である。Ta含有量の下限は、望ましくは0.01%以上であり、さらに望ましくは0.05%以上であり、さらに望ましくは0.1%以上である。
カルシウム(Ca)は、熱間変形能を改善する効果を有するため、必要に応じて含有させてもよい。しかしながら、Caの過剰の含有は酸素と結合し、清浄性を著しく低下させて、却って熱間変形能を劣化させる。そのため、Ca含有量の上限は0.02%以下とすることが望ましい。Ca含有量の上限は、さらに望ましくは0.015%以下であり、さらに望ましくは0.01%以下である。Ca含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
マグネシウム(Mg)は、Caと同様、熱間変形能を改善する効果を有するため、必要に応じて含有させてもよい。しかしながら、Mgの過剰の含有は酸素と結合し、清浄性を著しく低下させて、却って熱間変形能を劣化させる。そのため、Mg含有量の上限は0.02%以下とすることが望ましい。Mg含有量の上限は、さらに望ましくは0.015%以下であり、さらに望ましくは0.01%以下である。Mg含有量の下限は、望ましくは0.0005%以上であり、さらに望ましくは0.001%以上である。
表1に示す化学組成を有する材料(鋼材)を実験室溶解して鋳込んだインゴットから、熱間鍛造、熱間圧延、熱処理および機械加工により、次の2種類の板材を作製した。
板材(1):板厚4mm、幅100mm、長さ100mm
板材(2):板厚4mm、幅200mm、長さ500mm
さらに、板材(2)を用い、機械加工により、2mm角、500mm長さのカットフィラーを作製した。

上記の板材(1)から、トランスバレストレイン試験片を採取した。その後、溶接電流100A、溶接速度15cm/minの条件にてGTAWによりビードオンプレート溶接を行った。溶融池が試験片の長手方向の中央部に到達したとき、試験片に曲げ変形を加え、溶接金属に付加歪みを与えて割れを発生させた。付加歪みは、最大割れ長さが飽和する2%とした。評価は、溶接金属内に生じた最大割れ長さを測定し、溶接材料が有する凝固割れ感受性の評価指標とした。割れ長さは、完全オーステナイト凝固するAlloy800H溶接金属のトランスバレストレイン試験により評価された最大割れ長さである1.3mm以下を目標とした。
板材(2)から作製したカットフィラーを用いて、シールドガスをArとした手動ティグ溶接により開先面へのバタリング溶接後、開先内に積層溶接を行って全溶着金属試験片を作製した。なお、溶接に際しては、入熱を9kJ/cm~12kJ/cmとし、層間温度は150℃以下とした。溶接前熱処理(予熱)および溶接後熱処理は実施しなかった。その後、全溶着金属部から丸棒クリープ破断試験片を採取した。そして、750℃、127MPaの条件でクリープ破断試験を行い、この条件で目標とされる破断時間が1000時間を超えるものを「合格」とし、1000時間以下であるものを不合格とした。
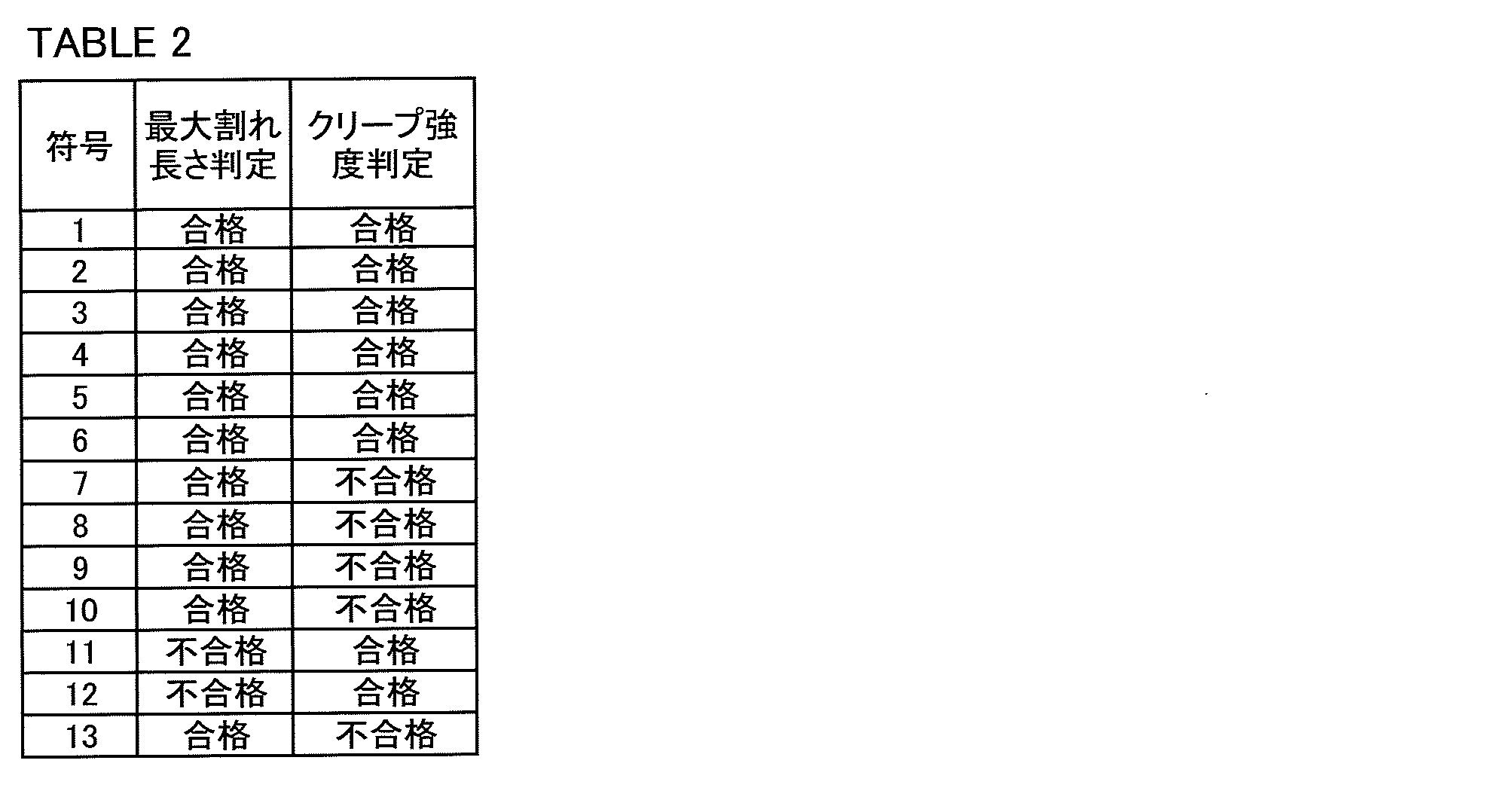
表3に示す化学組成を有する材料を実験室溶解して鋳込んだインゴットから、熱間鍛造、熱間圧延、冷間圧延、熱処理および機械加工により、板厚12mm、幅50mm、長さ120mmの板材(板材(1))を作製した。板材(1)は溶接用母材とした。


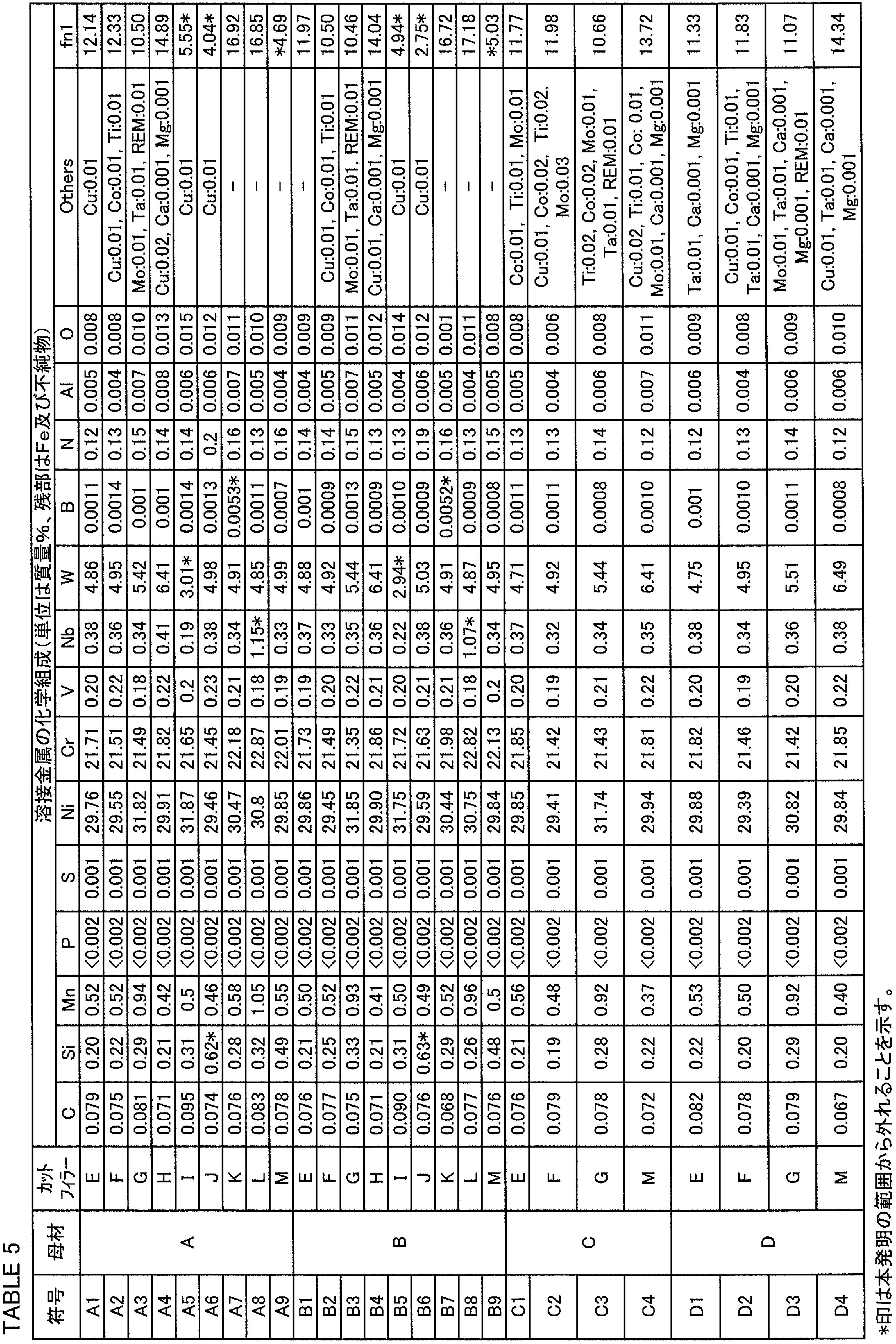
作製した各溶接継手の溶接金属の5カ所から、観察面が継手の横断面(溶接ビードと垂直な断面)になるように試料を採取した。採取した試料を鏡面研磨、腐食した後、光学顕微鏡によって検鏡し、溶接金属部における割れの有無を調査した。5個の試料のすべてで割れが観察されなかった溶接継手、1個の試料で割れが観察された溶接継手を「合格」と判断した。2個以上の試料で割れが観察された溶接継手を「不合格」と判断した。
各溶接継手から、溶接金属を平行部中央とした丸棒クリープ破断試験片を採取した。そして、750℃、127MPaの条件でクリープ破断試験を行い、その破断時間が母材の目標破断時間のおよそ80%である1000時間を超えるものを「合格」とし、1000時間以下であるものを「不合格」とした。

Claims (8)
- 化学組成が、質量%で、
C :0.06%~0.14%、
Si:0.1%~0.6%、
Mn:0.1%~1.8%、
P :0.025%以下、
S :0.003%以下、
Ni:25%~35%、
Cr:20%~24%、
W :4.5%を超え7.5%以下、
Nb:0.05%~0.5%、
V :0.05%~0.4%、
N :0.1%~0.35%、
Al:0.08%以下、
O :0.08%以下、
B :0.0005~0.005%、
Ti:0%~0.25%、
Cu:0%~4%、
Co:0%~2%、
Mo:0%~2%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
REM:0%~0.06%、
残部:Feおよび不純物であり、
下記式(1)で表されるfn1が10以上である、オーステナイト系耐熱鋼溶接金属。
fn1=10(Nb+V)+1.5W+20N+1500B-25Si・・・(1)
式(1)中のNb、V、W、N、B、およびSiには、対応する元素の含有量が質量%で代入される。 - 請求項1に記載のオーステナイト系耐熱鋼溶接金属であって、
前記化学組成が、質量%で、
Ti:0.01%~0.25%、
Cu:0.01%~4%、
Co:0.01%~2%、
Mo:0.01%~2%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、
Mg:0.0005%~0.02%、および
REM:0.0005%~0.06%、
からなる群から選択される1種または2種以上の元素を含有する、オーステナイト系耐熱鋼溶接金属。 - 請求項1または2に記載のオーステナイト系耐熱鋼溶接金属と、
オーステナイト系耐熱鋼の母材とを備える、溶接継手。 - 請求項3に記載の溶接継手であって、
前記母材の化学組成が、質量%で、
C :0.02%~0.14%、
Si:0.05%~1%、
Mn:0.1%~3%、
P :0.04%以下、
S :0.002%以下、
Ni:26%~35%、
Cr:20%~26%、
W :1%~7%、
Nb:0.01%~1%、
V :0.01%~1%、
N :0.1%~0.6%、
B :0.0005%~0.008%、
REM:0.003%~0.06%、
Al:0.3%以下、
O :0.02%以下、
Ti:0%~0.5%、
Co:0%~2%、
Cu:0%~4%、
Mo:0%~4%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
残部:Feおよび不純物である、溶接継手。 - 請求項4に記載の溶接継手であって、
前記母材の化学組成が、質量%で、
Ti:0.01%~0.5%、
Co:0.01%~2%、
Cu:0.01%~4%、
Mo:0.01%~4%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、および
Mg:0.0005%~0.02%、
からなる群から選択される1種または2種以上を含有する、溶接継手。 - 化学組成が、質量%で、
C :0.06%~0.14%、
Si:0.1%~0.4%、
Mn:0.1%~1.2%、
P :0.01%以下、
S :0.003%以下、
Ni:28%~35%、
Cr:20%~24%、
W :4.5%を超え7.5%以下、
Nb:0.05%~0.5%、
V :0.05%~0.35%、
N :0.1%~0.35%、
Al:0.08%以下、
O :0.08%以下、
B :0.0005~0.005%、
Ti:0%~0.25%、
Cu:0%~4%、
Co:0%~2%、
Mo:0%~2%、
Ta:0%~1%、
Ca:0%~0.02%、
Mg:0%~0.02%、
REM:0%~0.06%、
残部:Feおよび不純物であり、
下記式(1)で表されるfn1が10以上である、オーステナイト系耐熱鋼用溶接材料。
fn1=10(Nb+V)+1.5W+20N+1500B-25Si・・・(1)
式(1)中のNb、V、W、N、B、およびSiには、対応する元素の含有量が質量%で代入される。 - 請求項6に記載のオーステナイト系耐熱鋼用溶接材料であって、
前記化学組成が、質量%で、
Ti:0.01%~0.25%、
Cu:0.01%~4%、
Co:0.01%~2%、
Mo:0.01%~2%、
Ta:0.01%~1%、
Ca:0.0005%~0.02%、
Mg:0.0005%~0.02%、および
REM:0.0005%~0.06%、
からなる群から選択される1種または2種以上の元素を含有する、オーステナイト系耐熱鋼用溶接材料。 - 請求項4に記載の溶接継手を製造する方法であって、
請求項4に記載の化学組成を有する母材を、請求項6に記載のオーステナイト系耐熱鋼用溶接材料を用いて溶接する、溶接継手の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207013718A KR20200065067A (ko) | 2017-11-15 | 2018-11-01 | 오스테나이트계 내열강 용접 금속, 용접 이음, 오스테나이트계 내열강용 용접 재료, 및 용접 이음의 제조 방법 |
| US16/760,775 US20200325565A1 (en) | 2017-11-15 | 2018-11-01 | Austenitic heat-resistant steel weld metal, welded joint, welding material for austenitic heat-resistant steel, and method of manufacturing welded joint |
| EP18879447.3A EP3712288A1 (en) | 2017-11-15 | 2018-11-01 | Austenitic heat-resistant steel welding metal, welded joint, welding material for austenitic heat-resistant steel, and method for producing welded joint |
| CA3080315A CA3080315A1 (en) | 2017-11-15 | 2018-11-01 | Austenitic heat-resistant steel weld metal, welded joint, welding material for austenitic heat-resistant steel, and method of manufacturing welded joint |
| CN201880073737.2A CN111344427B (zh) | 2017-11-15 | 2018-11-01 | 奥氏体系耐热钢焊接金属、焊接接头、奥氏体系耐热钢用焊接材料以及焊接接头的制造方法 |
| JP2019553805A JP6852809B2 (ja) | 2017-11-15 | 2018-11-01 | オーステナイト系耐熱鋼溶接金属、溶接継手、オーステナイト系耐熱鋼用溶接材料、および溶接継手の製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017219656 | 2017-11-15 | ||
| JP2017219657 | 2017-11-15 | ||
| JP2017-219657 | 2017-11-15 | ||
| JP2017-219656 | 2017-11-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019098034A1 true WO2019098034A1 (ja) | 2019-05-23 |
Family
ID=66540137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/040656 WO2019098034A1 (ja) | 2017-11-15 | 2018-11-01 | オーステナイト系耐熱鋼溶接金属、溶接継手、オーステナイト系耐熱鋼用溶接材料、および溶接継手の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200325565A1 (ja) |
| EP (1) | EP3712288A1 (ja) |
| JP (1) | JP6852809B2 (ja) |
| KR (1) | KR20200065067A (ja) |
| CN (1) | CN111344427B (ja) |
| CA (1) | CA3080315A1 (ja) |
| WO (1) | WO2019098034A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110499475A (zh) * | 2019-08-19 | 2019-11-26 | 广东省材料与加工研究所 | 一种奥氏体耐热钢及其制备方法和应用 |
| CN110527913A (zh) * | 2019-09-24 | 2019-12-03 | 沈阳工业大学 | 一种新型Fe-Ni-Cr-N合金及制备方法 |
| JP2021098199A (ja) * | 2019-12-19 | 2021-07-01 | 日本製鉄株式会社 | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 |
| JP7538416B2 (ja) | 2019-11-13 | 2024-08-22 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11420296B2 (en) * | 2020-09-17 | 2022-08-23 | Te-Fu FANG | Welding filler wire for fusion welding precipitation-hardened austenitic Fe—Mn—Al—C alloys |
| CN113478118A (zh) * | 2021-05-25 | 2021-10-08 | 江苏新恒基特种装备股份有限公司 | 一种增材制造用的镍-铬-铁耐热合金氩弧焊焊丝及制备方法 |
| CN117260062A (zh) * | 2022-06-14 | 2023-12-22 | 宝山钢铁股份有限公司 | 一种低镍高锰奥氏体耐磨钢焊丝盘条及焊丝 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59173249A (ja) | 1983-03-19 | 1984-10-01 | Nippon Steel Corp | オ−ステナイト系耐熱合金 |
| JPH0760481A (ja) | 1993-08-26 | 1995-03-07 | Sumitomo Metal Ind Ltd | 高Cr高Nオーステナイト鋼用溶接材料 |
| JP2722893B2 (ja) | 1991-09-12 | 1998-03-09 | 住友金属工業株式会社 | 高Cr高Nオーステナイト鋼用溶接材料 |
| JP2001107196A (ja) * | 1999-10-07 | 2001-04-17 | Sumitomo Metal Ind Ltd | 耐溶接割れ性と耐硫酸腐食性に優れたオーステナイト鋼溶接継手およびその溶接材料 |
| JP3329261B2 (ja) | 1998-03-26 | 2002-09-30 | 住友金属工業株式会社 | 高温高強度鋼用溶接材料および溶接継手 |
| JP3329262B2 (ja) | 1998-03-26 | 2002-09-30 | 住友金属工業株式会社 | 耐再熱割れ性に優れる溶接材料および溶接継手 |
| JP2002537486A (ja) | 1999-02-16 | 2002-11-05 | サンドビック アクティエボラーグ(プブル) | 耐熱オーステナイトステンレス鋼 |
| JP3838216B2 (ja) | 2003-04-25 | 2006-10-25 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| JP3918670B2 (ja) | 2002-07-24 | 2007-05-23 | 住友金属工業株式会社 | 高耐食オーステナイト鋼用溶接材料および溶接金属 |
| WO2016204005A1 (ja) * | 2015-06-15 | 2016-12-22 | 新日鐵住金株式会社 | 高Cr系オーステナイトステンレス鋼 |
| JP2017014576A (ja) | 2015-07-01 | 2017-01-19 | 新日鐵住金株式会社 | オーステナイト系耐熱合金及び溶接構造物 |
| JP2017088957A (ja) | 2015-11-10 | 2017-05-25 | 新日鐵住金株式会社 | オーステナイト系耐熱鋼 |
| JP2017166004A (ja) * | 2016-03-15 | 2017-09-21 | 山陽特殊製鋼株式会社 | 加工性、高温強度および時効後の靱性に優れたオーステナイト系耐熱鋼 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07118812A (ja) * | 1993-10-26 | 1995-05-09 | Hitachi Ltd | 耐熱鋳鋼タービンケーシング及びその製造法 |
| JP3565331B2 (ja) * | 1999-08-18 | 2004-09-15 | 三菱重工業株式会社 | 高強度低合金耐熱鋼 |
| JP4279231B2 (ja) * | 2004-10-22 | 2009-06-17 | 株式会社神戸製鋼所 | 溶接熱影響部の靭性に優れた高強度鋼材 |
| ES2735502T3 (es) * | 2008-03-26 | 2019-12-19 | Nippon Steel & Sumikin Sst | Acero inoxidable dúplex de baja aleación excelente en resistencia a la corrosión y dureza de una zona afectada por el calor de soldadura |
| CN101845605B (zh) * | 2009-03-24 | 2013-01-02 | 宝山钢铁股份有限公司 | 一种中低温强度优异的奥氏体不锈钢板及其制造方法 |
| JP4835770B1 (ja) * | 2010-06-07 | 2011-12-14 | 住友金属工業株式会社 | オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 |
| JP5670103B2 (ja) * | 2010-06-15 | 2015-02-18 | 山陽特殊製鋼株式会社 | 高強度オーステナイト系耐熱鋼 |
| EP3318651B1 (en) * | 2015-07-01 | 2019-11-13 | Nippon Steel Corporation | Austenitic heat-resistant alloy and welded joint |
-
2018
- 2018-11-01 EP EP18879447.3A patent/EP3712288A1/en not_active Withdrawn
- 2018-11-01 US US16/760,775 patent/US20200325565A1/en not_active Abandoned
- 2018-11-01 KR KR1020207013718A patent/KR20200065067A/ko active IP Right Grant
- 2018-11-01 WO PCT/JP2018/040656 patent/WO2019098034A1/ja unknown
- 2018-11-01 JP JP2019553805A patent/JP6852809B2/ja active Active
- 2018-11-01 CN CN201880073737.2A patent/CN111344427B/zh active Active
- 2018-11-01 CA CA3080315A patent/CA3080315A1/en not_active Abandoned
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59173249A (ja) | 1983-03-19 | 1984-10-01 | Nippon Steel Corp | オ−ステナイト系耐熱合金 |
| JP2722893B2 (ja) | 1991-09-12 | 1998-03-09 | 住友金属工業株式会社 | 高Cr高Nオーステナイト鋼用溶接材料 |
| JPH0760481A (ja) | 1993-08-26 | 1995-03-07 | Sumitomo Metal Ind Ltd | 高Cr高Nオーステナイト鋼用溶接材料 |
| JP3329261B2 (ja) | 1998-03-26 | 2002-09-30 | 住友金属工業株式会社 | 高温高強度鋼用溶接材料および溶接継手 |
| JP3329262B2 (ja) | 1998-03-26 | 2002-09-30 | 住友金属工業株式会社 | 耐再熱割れ性に優れる溶接材料および溶接継手 |
| JP2002537486A (ja) | 1999-02-16 | 2002-11-05 | サンドビック アクティエボラーグ(プブル) | 耐熱オーステナイトステンレス鋼 |
| JP2001107196A (ja) * | 1999-10-07 | 2001-04-17 | Sumitomo Metal Ind Ltd | 耐溶接割れ性と耐硫酸腐食性に優れたオーステナイト鋼溶接継手およびその溶接材料 |
| JP3918670B2 (ja) | 2002-07-24 | 2007-05-23 | 住友金属工業株式会社 | 高耐食オーステナイト鋼用溶接材料および溶接金属 |
| JP3838216B2 (ja) | 2003-04-25 | 2006-10-25 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| WO2016204005A1 (ja) * | 2015-06-15 | 2016-12-22 | 新日鐵住金株式会社 | 高Cr系オーステナイトステンレス鋼 |
| JP2017014576A (ja) | 2015-07-01 | 2017-01-19 | 新日鐵住金株式会社 | オーステナイト系耐熱合金及び溶接構造物 |
| JP2017088957A (ja) | 2015-11-10 | 2017-05-25 | 新日鐵住金株式会社 | オーステナイト系耐熱鋼 |
| JP2017166004A (ja) * | 2016-03-15 | 2017-09-21 | 山陽特殊製鋼株式会社 | 加工性、高温強度および時効後の靱性に優れたオーステナイト系耐熱鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3712288A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110499475A (zh) * | 2019-08-19 | 2019-11-26 | 广东省材料与加工研究所 | 一种奥氏体耐热钢及其制备方法和应用 |
| CN110499475B (zh) * | 2019-08-19 | 2020-07-28 | 广东省材料与加工研究所 | 一种奥氏体耐热钢及其制备方法和应用 |
| CN110527913A (zh) * | 2019-09-24 | 2019-12-03 | 沈阳工业大学 | 一种新型Fe-Ni-Cr-N合金及制备方法 |
| CN110527913B (zh) * | 2019-09-24 | 2021-03-23 | 沈阳工业大学 | 一种新型Fe-Ni-Cr-N合金及制备方法 |
| JP7538416B2 (ja) | 2019-11-13 | 2024-08-22 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材 |
| JP2021098199A (ja) * | 2019-12-19 | 2021-07-01 | 日本製鉄株式会社 | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 |
| JP7368722B2 (ja) | 2019-12-19 | 2023-10-25 | 日本製鉄株式会社 | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3712288A4 (en) | 2020-09-23 |
| US20200325565A1 (en) | 2020-10-15 |
| JPWO2019098034A1 (ja) | 2020-10-22 |
| KR20200065067A (ko) | 2020-06-08 |
| CA3080315A1 (en) | 2019-05-23 |
| CN111344427B (zh) | 2021-08-31 |
| JP6852809B2 (ja) | 2021-03-31 |
| CN111344427A (zh) | 2020-06-26 |
| EP3712288A1 (en) | 2020-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6852809B2 (ja) | オーステナイト系耐熱鋼溶接金属、溶接継手、オーステナイト系耐熱鋼用溶接材料、および溶接継手の製造方法 | |
| JP4835771B1 (ja) | Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 | |
| JP6969666B2 (ja) | オーステナイト系ステンレス鋼溶接継手 | |
| JP6384610B2 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| JP6384611B2 (ja) | オーステナイト系耐熱合金及び溶接構造物 | |
| JP6753136B2 (ja) | オーステナイト系耐熱鋼溶接金属およびそれを有する溶接継手 | |
| WO2019070000A1 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| WO2015111641A1 (ja) | Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手 | |
| JP2014141713A (ja) | オーステナイト系耐熱合金部材 | |
| JPWO2019070001A1 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| WO2019069998A1 (ja) | オーステナイト系ステンレス鋼 | |
| JP5998963B2 (ja) | Ni基耐熱合金部材 | |
| JP6795038B2 (ja) | オーステナイト系耐熱合金およびそれを用いた溶接継手 | |
| JP6638552B2 (ja) | オーステナイト系耐熱鋼用溶接材料 | |
| JP6756147B2 (ja) | オーステナイト系耐熱鋼用溶接材料 | |
| JP7368722B2 (ja) | オーステナイト系耐熱鋼溶接金属、溶接継手、およびオーステナイト系耐熱鋼用溶接材料 | |
| JP6107170B2 (ja) | オーステナイト系耐熱鋼用溶接材料ならびにそれを用いて製造される溶接金属及び溶接継手 | |
| JP6638551B2 (ja) | オーステナイト系耐熱鋼溶接金属およびそれを有する溶接継手 | |
| JP7183808B2 (ja) | オーステナイト系耐熱鋼用溶接材料、溶接金属、溶接構造物、および溶接構造物の製造方法 | |
| JP2021021130A (ja) | オーステナイト系耐熱合金溶接継手 | |
| JP2021080510A (ja) | オーステナイト系耐熱鋼溶接継手 | |
| JP2021025096A (ja) | オーステナイト系耐熱合金溶接継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18879447 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019553805 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 3080315 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20207013718 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018879447 Country of ref document: EP Effective date: 20200615 |