WO2018220876A1 - 立体像結像装置の製造方法及び立体像結像装置 - Google Patents
立体像結像装置の製造方法及び立体像結像装置 Download PDFInfo
- Publication number
- WO2018220876A1 WO2018220876A1 PCT/JP2017/033531 JP2017033531W WO2018220876A1 WO 2018220876 A1 WO2018220876 A1 WO 2018220876A1 JP 2017033531 W JP2017033531 W JP 2017033531W WO 2018220876 A1 WO2018220876 A1 WO 2018220876A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- transparent resin
- groove
- grooves
- image forming
- forming apparatus
- Prior art date
Links
Images







Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B30/00—Optical systems or apparatus for producing three-dimensional [3D] effects, e.g. stereoscopic images
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00596—Mirrors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B30/00—Optical systems or apparatus for producing three-dimensional [3D] effects, e.g. stereoscopic images
- G02B30/60—Optical systems or apparatus for producing three-dimensional [3D] effects, e.g. stereoscopic images involving reflecting prisms and mirrors only
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
- G02B5/09—Multifaceted or polygonal mirrors, e.g. polygonal scanning mirrors; Fresnel mirrors
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B35/00—Stereoscopic photography
- G03B35/18—Stereoscopic photography by simultaneous viewing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B35/00—Stereoscopic photography
- G03B35/18—Stereoscopic photography by simultaneous viewing
- G03B35/24—Stereoscopic photography by simultaneous viewing using apertured or refractive resolving means on screens or between screen and eye
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Optical Elements Other Than Lenses (AREA)
- Stereoscopic And Panoramic Photography (AREA)
Abstract
Description
この結像装置は、2枚の透明平板の内部に、この透明平板の厚み方向に渡って垂直に多数かつ帯状で、金属反射面(鏡面)からなる光反射面を一定のピッチで並べて形成した第1、第2の光制御パネルを有し、この第1、第2の光制御パネルのそれぞれの光反射面が平面視して直交するように、第1、第2の光制御パネルの一面側を向い合わせて密着させたものである。
このため、透明板に金属反射面を形成する作業において大型の蒸着炉を必要とし、しかも、1枚又は少数枚の透明板を蒸着炉に入れて脱気して高真空にした後、蒸着処理を行い、大気圧に開放して蒸着した透明板を取り出すという作業を百回以上繰り返す必要があり、極めて手間と時間のかかる作業であった。また、金属蒸着された透明板を積層して積層体を形成し、極めて薄い所定厚で切断する作業を行って、この積層体から第1、第2の光制御パネルを切り出し、更にこれら第1、第2の光制御パネルの切り出し面(両面)の研磨作業等を行う必要があるため、作業性や製造効率が悪かった。
更に、特許文献1には、断面直角三角形の溝を有する第1、第2の光制御パネルを透明樹脂から作り、第1、第2の光制御パネルをその反射面を直交させて向かい合わせて密着して光学結像装置を提供することも記載されているが、反射面として全反射を利用するので、溝のアスペクト比も小さく、明るい結像を得ることが困難であるという問題があった。
しかしながら、インジェクション成型時に、凹凸板材の土手の高さを高くすると(即ち、溝の深さを深くすると)脱型が極めて困難となるという問題があった。更に、平行溝の側面のみを均一に鏡面化するのは難しく、製品にバラツキが多いという問題があった。
透明板材の一側に、傾斜面と垂直面とを有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条がそれぞれ平行配置された前記第1、第2の光制御パネルの成型母材を、第1の透明樹脂からプレス成型、インジェクション成型及びロール成型のいずれか1によって製造する第1工程と、
前記各成型母材の前記溝の前記垂直面のみに選択的に鏡面を形成して、前記第1、第2の光制御パネルの中間母材を製造する第2工程と、
前記各中間母材を、前記溝の前記垂直面同士が平面視して直交するように向かい合わせた状態で、前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂からなるシートを挟んで平行配置された平面で加熱押圧し、溶融した前記第2の透明樹脂を前記溝に充填して接合し、一体化する第3工程とを有し、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなる。
また、第2の透明樹脂としては、シート状に形成されたものが用いられる。これを第1、第2の光制御パネルの中間母材の間に挟み、真空状態で対向する平面を備えた平面プレスで中間母材を加圧(押圧)、加熱することにより、第2の透明樹脂を溶解し、溝に第2の透明樹脂を充填して中間母材同士を接合する。この結果、第1、第2の光制御パネルが一体化された立体像結像装置が得られる。このとき、溝の深さをdとすると、第2の透明樹脂のシートの厚みt1は、t1>d(更に詳細には、2d>t1>d)となっていることが好ましい。なお、平面プレスの押圧面に、ステンレス板、チタン板、銅板等の平板金属シートを配置するのが好ましい。これによって、熱伝導と押圧力の均一化、樹脂材表面の平坦化が図れる。
前記第1、第2の光制御パネルはそれぞれ、
透明板材の一側に、傾斜面と垂直面とを有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条がそれぞれ平行配置された前記第1、第2の光制御パネルの成型母材を、第1の透明樹脂からプレス成型、インジェクション成型及びロール成型のいずれか1によって製造する第1工程と、
前記各成型母材の前記溝の前記垂直面のみに選択的に鏡面を形成して、前記第1、第2の光制御パネルの中間母材を形成する第2工程と、
前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂からなるシートを平行配置された平面で加熱押圧し、前記各中間母材の前記溝に前記第2の透明樹脂を充填する第3工程とを有して製造され、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなる。
ここで、各中間母材の溝側にシート状の第2の透明樹脂を被せ、真空状態で平面プレスを用いて加圧、加熱することにより、第2の透明樹脂を溶解し、溝に第2の透明樹脂を充填して第1、第2の光制御パネルを得ることができる。このとき、溝の深さをdとすると、第2の透明樹脂のシートの厚みt1は、2×t1>d(更に詳細には、2d>2×t1>dとなっていることが好ましい。
なお、第1、第2の光制御パネルは、各中間母材の溝の垂直面同士が平面視して直交するように重ね合わせて接合される。この接合には、第1、第2の透明樹脂と屈折率が同一又は近似する第3の透明樹脂か、第1、第2の透明樹脂と屈折率が同一又は近似する透明接着剤が好適に用いられる。なお、透明な紫外線硬化樹脂を用いてよい。
また、第1、第2の発明に係る立体像結像装置の製造方法において、前記第2工程での前記溝の前記垂直面への鏡面の選択形成は、前記溝の前記傾斜面が前記凸条の影になるように、斜め方向から前記垂直面に向けてスパッタリング、金属蒸着、金属微小粒子の吹き付け、又はイオンビームの照射をすることにより行うことが好ましい。
透明板材の両側に、傾斜面と垂直面を有する断面三角形の多数の第1、第2の溝、及び隣り合う前記第1、第2の溝によって形成される断面三角形の多数の第1、第2の凸条がそれぞれ形成され、かつ前記透明板材の両側にそれぞれ形成された前記第1、第2の溝の前記垂直面同士が平面視して直交して配置される第1の透明樹脂からなる成型母材を、プレス成型、インジェクション成型、又はロール成型によって製造する第1工程と、
前記成型母材の両側にある前記第1、第2の溝の前記垂直面のみに、選択的に鏡面を形成して中間母材を形成する第2工程と、
前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂を前記中間母材の前記第1、第2の溝に充填して前記第1、第2の光制御部を形成する第3工程とを有し、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなり、
しかも、前記第3工程で使用する前記第2の透明樹脂はシート状であって、加熱押圧して溶融し、前記第1、第2の溝に充填される。
ここで、中間母材の表裏(溝)にシート状の第2の透明樹脂を被せ、真空状態で平面プレスを用いて加圧、加熱することにより、第2の透明樹脂を溶解し、第1、第2の溝に第2の透明樹脂を充填して、1枚の透明板材の表裏に第1、第2の光制御部が一体に形成された立体像結像装置を得ることができる。このとき、溝の深さをdとすると、第2の透明樹脂のシートの厚みt1は、第2の発明と同様に、2×t1>d(更に詳細には、2d>2×t1>d)となっていることが好ましい。
前記第1、第2の光制御パネルは、それぞれ第1の透明樹脂で形成された透明板材の一側に平行配置され傾斜面と垂直面を有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条と、前記溝の前記垂直面に形成された鏡面とを備え、前記第1、第2の光制御パネルは、前記溝の前記垂直面同士が平面視して直交するように向かい合わせて配置され、前記第1の透明樹脂と同一又は近似する屈折率を有して前記溝に充填された第2の透明樹脂で接合され一体化されており、前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなる。
前記第1、第2の光制御パネルは、それぞれ第1の透明樹脂で形成された透明板材の一側に平行配置され傾斜面と垂直面を有する断面三角形の多数の溝及び、隣り合う前記溝によって形成される断面三角形の多数の凸条と、前記溝の前記垂直面に形成された鏡面と、前記第1の透明樹脂と同一又は近似する屈折率を有して前記溝に充填された第2の透明樹脂とを備え、前記第1、第2の制御パネルは、前記溝の前記垂直面同士が平面視して直交するように重ね合わされて接合されており、前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなる。
前記第1の光制御部は、それぞれ第1の透明樹脂で形成された透明板材の一側に平行配置され傾斜面と垂直面を有する断面三角形の多数の第1の溝及び、隣り合う前記第1の溝によって形成される断面三角形の多数の第1の凸条と、前記第1の溝の前記垂直面に形成された鏡面と、前記第1の透明樹脂と同一又は近似する屈折率を有して前記第1の溝に充填された第2の透明樹脂とを有し、
前記第2の光制御部は、それぞれ前記透明板材の他側に平行配置され傾斜面と垂直面を有する断面三角形の多数の第2の溝及び、隣り合う前記第2の溝によって形成される断面三角形の多数の第2の凸条と、前記第2の溝の前記垂直面に形成された鏡面と、前記第1の透明樹脂と同一又は近似する屈折率を有して前記第2の溝に充填された第2の透明樹脂とを有する。
前記第1、第2の光制御部は、前記第1、第2の溝の前記垂直面同士が平面視して直交するように配置されており、前記第1、第2の溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなるのが好ましいが、前記傾斜面に多少の凸部があってもよい。
また、中間母材の溝に、第1の透明樹脂より融点が低い第2の透明樹脂を充填しているので、第1の透明樹脂の形状を保ったまま、溝を埋めることができる。
なお、溝の傾斜面が、a)平面、又はb)平面より窪んだ位置にそれぞれ形成された、凹面、凹凸(疵)面又は多角面からなるので、垂直面に鏡面からなる帯状光反射面を形成するのが容易となる。
また、溝の傾斜面が、平面より窪んだ位置にそれぞれ形成された凹面、凹凸面又は多角面からなる場合や、溝の垂直面の下端と傾斜面の下端との間に水平面が形成されている場合は、垂直面への鏡面の選択形成として、スパッタリング、金属蒸着、金属微小粒子の吹き付け、又はイオンビームの照射を行う際に、傾斜面に鏡面が形成されることを効果的に防ぐことができる。
図1(A)、(B)に示すように、本発明の第1の実施例に係る立体像結像装置の製造方法によって製造された立体像結像装置10は、それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面11、12を備える第1、第2の光制御パネル13、14を、それぞれの帯状光反射面11、12を平面視して直交させて、重ね合わせて形成されている。
なお、溝19の深さdは、(0.8~5)wとするのが好ましい。これによってアスペクト比(鏡面の高さd/鏡面のピッチw)が0.8~5の光反射面が得られる(以上、第1工程)。
以上の処理によって、垂直面18のみが鏡面化されて垂直光反射面27(第1、第2の光制御パネル13、14の帯状光反射面11、12となる)が形成され、第1、第2の光制御パネル13、14の中間母材28が製造される(以上、第2工程)。なお、この選択的鏡面の形成は他の実施例においても同じである。
以上説明した多角面、凹面、凹凸面を有する傾斜面は、他の実施例においても同様に採用することができる。なお、以下の図面上で、平面として記載した傾斜面においても、平面以外の多角面、凹面、凹凸面を含むものとする。
このとき、溝19の底部に水平面23を有するので、気泡が抜け易く、溶解した第2の透明樹脂を溝19の隅々まで充填することができる。また、凸条20の頂部に水平面24を有することにより、頂部の欠けや変形を防止し、水平面24に第2の透明樹脂のシート33を当接させて確実に加圧し、水平面24に対して第2の透明樹脂を密着させることができる。
また、第2の透明樹脂は、例えば、ゼオノア(ZEONOR:登録商標、ガラス転移温度:100~102℃のもの、屈折率η2:1.53、シクロオレフィンポリマー)を使用するのが好ましいが、その他の透明樹脂で、融点が第1の透明樹脂より低く、透明度が高く、屈折率が第1の透明樹脂と同一又は近似するものであれば代替可能である。
なお、P1、P4の位置でも屈折を起こすが、P1、P4の屈折は相殺する。
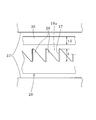
まず、第1の実施例に係る立体像結像装置の製造方法と同様に、図4(A)、(B)に示す第1工程、第2工程を経て、第1の光制御パネル13の中間母材28を製造する。そして、図6に示すように、この中間母材28と第2の透明樹脂からなるシート36を重ねて、加熱機構を有する平面プレス37の平面の間に配置する。この場合、中間母材28の凸条20がシート36に接するようにする。シート36の厚みt1は溶解した場合、溝19a内を完全に埋める量が必要であるが、このシート36の厚みt1については後述する。
第1、第2の光制御パネル13、14を接合する際は、凸条20が形成された表側同士が接するようにして重ねる場合、第1、第2の光制御パネル13、14の表側と裏側が接するようにして重ねる場合、第1、第2の光制御パネル13、14の裏側同士が接するようにして重ねる場合がある。
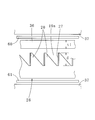
そして、図9(A)、(B)に示すように、この中間母材53の上下に第2の透明樹脂からなるシート54、55を配置し、平面プレス56の間に挟み、周囲を真空にして加熱しながら(具体的には真空加熱炉に入れて)、押圧する。これによって、第1の透明樹脂は溶けないが第2の透明樹脂は溶けて液体化し、第1、第2の溝45、46を埋めつくして、第1、第2の光制御部が形成される(以上、第3工程)。
この結果、上下面が完全平面となって、それぞれの帯状光反射面が平面視して直交する第1、第2の光制御部を表裏に有して一体となった立体像結像装置が完成する。なお、第1の透明樹脂、第2の透明樹脂の素材は、第1の実施例に係る立体像結像装置の製造方法と同様である。
また、この実施例において、上の平面プレス56とシート54との間、下の平面プレス56とシート55との間に、前記した平面金属シートを配置し、光制御パネルの品質をより高めることもできる。
なお、第2の実施例で、第1の実施例と同様に、第1、第2の光制御パネル13、14の成型母材を屈折率η1が同一の第1の透明樹脂で成型し、それぞれの溝19aに第1の透明樹脂と近似する屈折率η2を有する第2の透明樹脂を充填して、第1、第2の光制御パネル13、14を形成したが、第1、第2の光制御パネル13、14の成型母材の製造に用いる第1の透明樹脂及びそれぞれの溝19aに充填される第2の透明樹脂は必ずしも同一である必要はない。例えば、第1の光制御パネル13の成型母材を屈折率η1の第1の透明樹脂で製造し、その溝19aに第1の透明樹脂と近似する屈折率η2を有する第2の透明樹脂を充填する場合、第2の光制御パネル14を屈折率η3の第1の透明樹脂で製造し、その溝19aに第1の透明樹脂の屈折率η3と近似する屈折率η4を有する第2の透明樹脂を充填することもできる。このときも、屈折率η3は、屈折率η1の0.8~1.2倍(より好ましくは、0.9~1.1倍)の範囲にあり、屈折率η4は、屈折率η3の0.8~1.2倍(より好ましくは、0.9~1.1倍)の範囲にあることが好ましいが、これらの屈折率に限定されるものではなく、立体像を結像できる範囲で適宜、選択し、組み合わせて使用することができる。
以上の発明において、光の入光面及び出光面は完全平面又は略完全平面にする必要があり、その平面化処理はプレス等で押す場合、金型で成型する場合の他、切削又は研磨により形成する場合も含む。
Claims (10)
- それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面を備える第1、第2の光制御パネルを、それぞれの前記帯状光反射面を平面視して直交させ、重ね合わせて配置する立体像結像装置の製造方法であって、
透明板材の一側に、傾斜面と垂直面とを有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条がそれぞれ平行配置された前記第1、第2の光制御パネルの成型母材を、第1の透明樹脂からプレス成型、インジェクション成型及びロール成型のいずれか1によって製造する第1工程と、
前記各成型母材の前記溝の前記垂直面のみに選択的に鏡面を形成して、前記第1、第2の光制御パネルの中間母材を製造する第2工程と、
前記各中間母材を、前記溝の前記垂直面同士が平面視して直交するように向かい合わせた状態で、前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂からなるシートを挟んで平行配置された平面で加熱押圧し、溶融した前記第2の透明樹脂を前記溝に充填して接合し、一体化する第3工程とを有し、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなることを特徴とする立体像結像装置の製造方法。 - それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面を備える第1、第2の光制御パネルを、それぞれの前記帯状光反射面を平面視して直交させ、重ね合わせて接合する立体像結像装置の製造方法であって、
前記第1、第2の光制御パネルはそれぞれ、
透明板材の一側に、傾斜面と垂直面とを有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条がそれぞれ平行配置された前記第1、第2の光制御パネルの成型母材を、第1の透明樹脂からプレス成型、インジェクション成型及びロール成型のいずれか1によって製造する第1工程と、
前記各成型母材の前記溝の前記垂直面のみに選択的に鏡面を形成して、前記第1、第2の光制御パネルの中間母材を形成する第2工程と、
前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂からなるシートを平行配置された平面で加熱押圧し、前記各中間母材の前記溝に前記第2の透明樹脂を充填する第3工程とを有して製造され、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなることを特徴とする立体像結像装置の製造方法。 - 請求項1又は2記載の立体像結像装置の製造方法において、前記各成型母材の前記溝の前記傾斜面の下端と前記垂直面の下端との間には水平面が形成されていることを特徴とする立体像結像装置の製造方法。
- 請求項1~3のいずれか1記載の立体像結像装置の製造方法において、前記第2工程での前記溝の前記垂直面への鏡面の選択形成は、前記溝の前記傾斜面が前記凸条の影になるように、斜め方向から前記垂直面に向けてスパッタリング、金属蒸着、金属微小粒子の吹き付け、又はイオンビームの照射をすることにより行うことを特徴とする立体像結像装置の製造方法。
- それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面を備える第1、第2の光制御部を、それぞれの前記帯状光反射面を平面視して直交させて配置する立体像結像装置の製造方法であって、
透明板材の両側に、傾斜面と垂直面を有する断面三角形の多数の第1、第2の溝、及び隣り合う前記第1、第2の溝によって形成される断面三角形の多数の第1、第2の凸条がそれぞれ形成され、かつ前記透明板材の両側にそれぞれ形成された前記第1、第2の溝の前記垂直面同士が平面視して直交して配置される第1の透明樹脂からなる成型母材を、プレス成型、インジェクション成型、又はロール成型によって製造する第1工程と、
前記成型母材の両側にある前記第1、第2の溝の前記垂直面のみに、選択的に鏡面を形成して中間母材を形成する第2工程と、
前記第1の透明樹脂より融点が低く、かつ前記第1の透明樹脂と屈折率が同一又は近似する第2の透明樹脂を前記中間母材の前記第1、第2の溝に充填して前記第1、第2の光制御部を形成する第3工程とを有し、
前記第1工程で製造される前記各成型母材の前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなり、
しかも、前記第3工程で使用する前記第2の透明樹脂はシート状であって、加熱押圧して溶融し、前記第1、第2の溝に充填されることを特徴とする立体像結像装置の製造方法。 - 請求項5記載の立体像結像装置の製造方法において、前記成型母材の前記第1、第2の溝の前記垂直面の下端と前記傾斜面の下端との間には水平面が形成されていることを特徴とする立体像結像装置の製造方法。
- 請求項5又は6記載の立体像結像装置の製造方法において、前記第2工程での前記第1、第2の溝の前記垂直面への鏡面の選択形成は、前記第1、第2の溝の前記傾斜面が前記第1、第2の凸条の影になるように、斜め方向から前記垂直面に向けてスパッタリング、金属蒸着、金属微小粒子の吹き付け、又はイオンビームの照射をすることにより行うことを特徴とする立体像結像装置の製造方法。
- それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面を備える第1、第2の光制御パネルを、それぞれの前記帯状光反射面を平面視して直交させ、重ね合わせて接合した立体像結像装置であって、
前記第1、第2の光制御パネルは、それぞれ第1の透明樹脂で形成された透明板材の一側に平行配置され傾斜面と垂直面を有する断面三角形の多数の溝、及び隣り合う前記溝によって形成される断面三角形の多数の凸条と、前記溝の前記垂直面に形成された鏡面とを備え、前記第1、第2の光制御パネルは、前記溝の前記垂直面同士が平面視して直交するように向かい合わせて配置され、前記第1の透明樹脂と同一又は近似する屈折率を有して前記溝に充填された第2の透明樹脂で接合され一体化されており、前記溝の前記傾斜面は、a)平面、又はb)前記平面より窪んだ凹面、凹凸面又は多角面からなることを特徴とする立体像結像装置。 - それぞれ立設状態で隙間を有して平行配置された多数の帯状光反射面を備える第1、第2の光制御部を、それぞれの前記帯状光反射面を平面視して直交させて配置した立体像結像装置であって、
前記第1の光制御部は、それぞれ第1の透明樹脂で形成された透明板材の一側に平行配置され傾斜面と垂直面を有する断面三角形の多数の第1の溝及び、隣り合う前記第1の溝によって形成される断面三角形の多数の第1の凸条と、前記第1の溝の前記垂直面に形成された鏡面と、前記第1の透明樹脂と同一又は近似する屈折率を有して前記第1の溝に充填された第2の透明樹脂とを有し、
前記第2の光制御部は、それぞれ前記透明板材の他側に平行配置され傾斜面と垂直面を有する断面三角形の多数の第2の溝及び、隣り合う前記第2の溝によって形成される断面三角形の多数の第2の凸条と、前記第2の溝の前記垂直面に形成された鏡面と、前記第1の透明樹脂と同一又は近似する屈折率を有して前記第2の溝に充填された第2の透明樹脂とを有することを特徴とする立体像結像装置。 - 請求項8又は9記載の立体像結像装置において、前記第2の透明樹脂の屈折率η2は、前記第1の透明樹脂の屈折率η1の0.8~1.2倍の範囲にあることを特徴とする立体像結像装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17911574.6A EP3633436B1 (en) | 2017-06-01 | 2017-09-15 | Method for manufacturing stereoscopic image forming device, and stereoscopic image forming device |
| JP2019521940A JP6632766B2 (ja) | 2017-06-01 | 2017-09-15 | 立体像結像装置の製造方法及び立体像結像装置 |
| US16/617,865 US11402654B2 (en) | 2017-06-01 | 2017-09-15 | Method for manufacturing stereoscopic image forming device, and stereoscopic image forming device |
| CN201780091313.4A CN110709759B (zh) | 2017-06-01 | 2017-09-15 | 立体像成像装置的制造方法以及立体像成像装置 |
| KR1020197036471A KR102387821B1 (ko) | 2017-06-01 | 2017-09-15 | 입체상 결상 장치의 제조 방법 및 입체상 결상 장치 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-109195 | 2017-06-01 | ||
| JP2017109195 | 2017-06-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018220876A1 true WO2018220876A1 (ja) | 2018-12-06 |
Family
ID=64455277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/033531 WO2018220876A1 (ja) | 2017-06-01 | 2017-09-15 | 立体像結像装置の製造方法及び立体像結像装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11402654B2 (ja) |
| EP (1) | EP3633436B1 (ja) |
| JP (2) | JP6632766B2 (ja) |
| KR (1) | KR102387821B1 (ja) |
| CN (1) | CN110709759B (ja) |
| WO (1) | WO2018220876A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114624797A (zh) * | 2020-12-09 | 2022-06-14 | 亚斯卡奈特股份有限公司 | 光学成像装置的制造方法以及光反射元件形成体 |
| CN116261680A (zh) * | 2021-07-26 | 2023-06-13 | 亚斯卡奈特股份有限公司 | 空中像成像装置的制造方法和空中像成像装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009131128A1 (ja) | 2008-04-22 | 2009-10-29 | Fujishima Tomohiko | 光学結像装置及びそれを用いた光学結像方法 |
| JP2011090117A (ja) * | 2009-10-21 | 2011-05-06 | Tomohiko Fujishima | 光学結像装置及びそれを用いた光学結像方法 |
| JP2014066825A (ja) * | 2012-09-25 | 2014-04-17 | Nitto Denko Corp | マイクロミラーアレイの製法 |
| WO2015033645A1 (ja) | 2013-09-06 | 2015-03-12 | 株式会社アスカネット | 平行配置された光反射部を備えた光制御パネルの製造方法 |
| JP2017026734A (ja) * | 2015-07-21 | 2017-02-02 | コニカミノルタ株式会社 | 空中映像表示装置 |
| JP2017072681A (ja) * | 2015-10-06 | 2017-04-13 | Jsr株式会社 | 光制御部材形成用の樹脂組成物 |
| JP6203978B1 (ja) * | 2017-04-17 | 2017-09-27 | 株式会社アスカネット | 立体像結像装置の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5737866A (en) | 1980-08-20 | 1982-03-02 | Nec Corp | Tape carrier for semiconductor device |
| JPH10197704A (ja) | 1997-01-10 | 1998-07-31 | Denso Corp | 反射防止板の製造方法 |
| WO2002067021A1 (fr) | 2001-02-23 | 2002-08-29 | Nikon Corporation | Reflecteur polygone, et systeme optique d'eclairage et dispositif d'exposition a semi-conducteurs utilisant le reflecteur polygone |
| JP2006184678A (ja) | 2004-12-28 | 2006-07-13 | Seiko Epson Corp | マイクロレンズアレイ、電気光学装置およびマイクロレンズアレイの製造方法 |
| JP5728748B2 (ja) | 2011-05-25 | 2015-06-03 | 国立研究開発法人情報通信研究機構 | リフレクタアレイ光学装置およびそれを用いた表示装置 |
| CN104520747A (zh) | 2012-08-03 | 2015-04-15 | 夏普株式会社 | 反射型成像元件和光学系统、以及反射型成像元件的制造方法 |
| WO2014024677A1 (ja) | 2012-08-10 | 2014-02-13 | 株式会社アスカネット | 倍率変更型光学結像装置及びその製造方法 |
| WO2015198499A1 (ja) | 2014-06-27 | 2015-12-30 | 株式会社アスカネット | 再帰性反射体並びにこれを利用した立体像表示装置及び方法 |
| US20160167353A1 (en) | 2014-12-12 | 2016-06-16 | GM Global Technology Operations LLC | Systems and methods for joining components |
| JP2016151685A (ja) | 2015-02-18 | 2016-08-22 | 大日本印刷株式会社 | 反射スクリーン、映像表示システム |
| CN107407859B (zh) * | 2015-03-01 | 2021-03-09 | 阿基维公司 | 全景立体成像系统 |
| EP3355088B1 (en) | 2015-09-25 | 2021-09-01 | Asukanet Company, Ltd. | Retroreflector |
| WO2018138932A1 (ja) * | 2017-01-27 | 2018-08-02 | 株式会社アスカネット | 立体像結像装置の製造方法及び立体像結像装置 |
-
2017
- 2017-09-15 KR KR1020197036471A patent/KR102387821B1/ko active IP Right Grant
- 2017-09-15 CN CN201780091313.4A patent/CN110709759B/zh active Active
- 2017-09-15 JP JP2019521940A patent/JP6632766B2/ja active Active
- 2017-09-15 US US16/617,865 patent/US11402654B2/en active Active
- 2017-09-15 WO PCT/JP2017/033531 patent/WO2018220876A1/ja unknown
- 2017-09-15 EP EP17911574.6A patent/EP3633436B1/en active Active
-
2019
- 2019-12-04 JP JP2019219631A patent/JP7030097B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009131128A1 (ja) | 2008-04-22 | 2009-10-29 | Fujishima Tomohiko | 光学結像装置及びそれを用いた光学結像方法 |
| JP2011090117A (ja) * | 2009-10-21 | 2011-05-06 | Tomohiko Fujishima | 光学結像装置及びそれを用いた光学結像方法 |
| JP2014066825A (ja) * | 2012-09-25 | 2014-04-17 | Nitto Denko Corp | マイクロミラーアレイの製法 |
| WO2015033645A1 (ja) | 2013-09-06 | 2015-03-12 | 株式会社アスカネット | 平行配置された光反射部を備えた光制御パネルの製造方法 |
| JP2017026734A (ja) * | 2015-07-21 | 2017-02-02 | コニカミノルタ株式会社 | 空中映像表示装置 |
| JP2017072681A (ja) * | 2015-10-06 | 2017-04-13 | Jsr株式会社 | 光制御部材形成用の樹脂組成物 |
| JP6203978B1 (ja) * | 2017-04-17 | 2017-09-27 | 株式会社アスカネット | 立体像結像装置の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3633436A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3633436B1 (en) | 2023-07-12 |
| EP3633436A4 (en) | 2021-03-10 |
| EP3633436A1 (en) | 2020-04-08 |
| KR102387821B1 (ko) | 2022-04-15 |
| JP7030097B2 (ja) | 2022-03-04 |
| JP2020062885A (ja) | 2020-04-23 |
| JPWO2018220876A1 (ja) | 2020-02-27 |
| US11402654B2 (en) | 2022-08-02 |
| CN110709759A (zh) | 2020-01-17 |
| JP6632766B2 (ja) | 2020-01-22 |
| CN110709759B (zh) | 2022-05-13 |
| KR20200004406A (ko) | 2020-01-13 |
| US20200158926A1 (en) | 2020-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6203978B1 (ja) | 立体像結像装置の製造方法 | |
| JP6591127B2 (ja) | 立体像結像装置及び立体像結像装置の製造方法 | |
| JP6505175B2 (ja) | 立体像結像装置 | |
| WO2014073650A1 (ja) | 光制御パネルの製造方法 | |
| JP6203989B1 (ja) | 立体像結像装置の製造方法 | |
| JP2018124534A5 (ja) | ||
| JP7030097B2 (ja) | 立体像結像装置の製造方法及び立体像結像装置 | |
| JP2020062885A5 (ja) | ||
| JP2021081451A (ja) | 光制御パネルの製造方法及び立体像結像装置の製造方法 | |
| WO2018139444A1 (ja) | 立体像結像装置の製造方法 | |
| JP2018189705A (ja) | 立体像結像装置の製造方法 | |
| JP2016151690A (ja) | 光学素子及び結像素子の製造方法 | |
| JP2019045562A (ja) | 立体像結像装置の製造方法 | |
| JP6850522B1 (ja) | 光学結像装置に用いる光制御パネルの製造方法 | |
| JP2022083130A (ja) | 光学結像装置の製造方法及び光反射素子形成体 | |
| JP2018116218A (ja) | 空中像結像装置及びその製造方法並びに光制御パネルの製造方法 | |
| JP2022112787A (ja) | 立体像結像装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17911574 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019521940 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20197036471 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017911574 Country of ref document: EP Effective date: 20200102 |