WO2018074256A1 - 導電性条材 - Google Patents
導電性条材 Download PDFInfo
- Publication number
- WO2018074256A1 WO2018074256A1 PCT/JP2017/036412 JP2017036412W WO2018074256A1 WO 2018074256 A1 WO2018074256 A1 WO 2018074256A1 JP 2017036412 W JP2017036412 W JP 2017036412W WO 2018074256 A1 WO2018074256 A1 WO 2018074256A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- alloy
- thickness
- oxide
- conductive strip
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/605—Surface topography of the layers, e.g. rough, dendritic or nodular layers
- C25D5/611—Smooth layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
- C25D5/12—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/02—Single bars, rods, wires, or strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H1/00—Contacts
- H01H1/02—Contacts characterised by the material thereof
- H01H1/021—Composite material
- H01H1/025—Composite material having copper as the basic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/03—Contact members characterised by the material, e.g. plating, or coating materials
Definitions
- the present invention relates to a conductive strip suitable for in-vehicle components, electrical / electronic components, lead frames, relays, switches, sockets and the like.
- copper (Cu) or a copper alloy having excellent electrical conductivity has been used as an electrical contact material.
- contact characteristics have been improved, and the number of cases using copper or a copper alloy as it is is decreasing.
- various surface-treated materials on copper or copper alloys are manufactured and used.
- an electrical contact material a member in which tin (Sn) or Sn alloy is plated on copper or a copper alloy on an electrical contact portion is widely used.
- This plating material is known as a high-performance conductor with excellent conductivity and strength of conductive substrates and excellent electrical connectivity, corrosion resistance and solderability of plating layers. Widely used for various terminals and connectors used.
- This plating material is usually nickel (Ni), cobalt (Co), etc. having a barrier function on the conductive substrate in order to prevent the alloy component of the conductive substrate such as copper from diffusing into the plating layer. Is undercoated.
- this plating material When this plating material is used as a terminal, for example, in a high temperature environment such as in an automobile engine room, Sn of the Sn plating layer on the surface of the terminal is easily oxidizable, so that an oxide film is formed on the surface of the Sn plating layer. . Since this oxide film is fragile, it is broken at the time of terminal connection, and the underlying unoxidized Sn plating layer is exposed to provide good electrical connectivity.
- the electrical contact material is used in a high temperature environment.
- contact materials for sensors in the engine room of automobiles are likely to be used in a high temperature environment such as 100 ° C. to 200 ° C.
- reliability such as contact characteristics at a temperature higher than the operating temperature assumed in conventional consumer devices is required.
- the contact resistance in the outermost layer is increased due to diffusion and surface oxidation of the conductive base material component at high temperatures.
- a Ni or Ni alloy layer (hereinafter simply referred to as a Ni layer) as a diffusion barrier layer formed on a base material made of a predetermined copper alloy (Cu—Ni—Sn—P alloy), a diffusion barrier.
- Cu—Sn alloy layer as an intermediate layer formed as a diffusion barrier layer as the upper layer of the layer, Sn or Sn alloy layer as the outermost layer (hereinafter simply referred to as Sn layer) (these three layers are conductive surfaces)
- Sn layer Sn layer
- the Cu—Sn alloy intermediate layer is used as the diffusion barrier layer as a method for maintaining the contact reliability of the connection terminal over a long period of time.
- Patent Document 1 the structure of Sn layer / Cu—Sn layer / Ni layer and the thickness thereof are specified, but it is specified that the Cu 2 O film does not exist in the vicinity of the surface among the oxides. .
- Patent Document 1 The conventional technique described in Patent Document 1 is insufficient to cope with the recent increase in demand for high temperature durability. That is, depending on the shape of the diffusion layer formed in a high temperature environment, the base Cu alloy diffuses into the Sn layer via the Ni layer and the Cu—Sn alloy layer, reacts with the Sn layer, and the Sn layer thickness increases. Decrease. Furthermore, if the Sn layer disappears, the base Cu alloy is exposed in the outermost layer, and further, copper oxide (Cu 2 O film) is formed and the contact resistance increases.
- Cu 2 O film copper oxide
- an object of the present invention is to provide a conductive strip material that maintains low contact resistance in a high temperature environment, has excellent heat resistance, and is excellent in low insertion property.
- the present inventors have earnestly studied Sn plating materials suitable for in-vehicle parts, electrical and electronic parts, lead frames, relays, switches, sockets, etc., and on a conductive substrate made of Cu or Cu alloy, Ni or A conductive strip having a Ni alloy layer, a Cu-based layer, and an Cu and Sn alloy layer in this order, each of which has a predetermined thickness and a surface roughness.
- Ra is in a predetermined range
- the oxide film formed on the surface includes Cu oxide and Sn oxide
- the thickness is in a predetermined range
- Sn oxide is a predetermined ratio or more
- the contact resistance after heating the conductive strip in the atmosphere at a temperature of 140 ° C. for 120 hours is below a predetermined range under a load of 1 N through the Ag probe. By being material, section It was found to solve.
- a conductive strip having a layer made of Ni or Ni alloy, a layer containing Cu as a main component, and an alloy layer made of Cu and Sn in this order on a conductive substrate made of Cu or Cu alloy.
- the thickness of the Ni or Ni alloy layer is 0.1 to 2.0 ⁇ m
- the thickness of the Cu-based layer is 0.01 to 0.1 ⁇ m
- the thickness of the alloy layer of Cu and Sn Is 0.1 to 2.0 ⁇ m
- the surface roughness Ra is 0.05 to 1.0 ⁇ m
- the oxide film formed on the surface contains Cu oxide and Sn oxide
- the thickness of the oxide film is 50 nm or less
- the ratio of Sn oxide (%) is 90% or more
- the contact resistance after heating the conductive strip in the atmosphere at a temperature of 140 ° C. for 120 hours is the load through the Ag probe.
- a conductive strip characterized by being 10 m ⁇ or less under the condition of 1N.
- the thickness of the layer made of Ni or Ni alloy is 0.2 to 1.0 ⁇ m, the thickness of the layer mainly composed of Cu is 0.01 to 0.05 ⁇ m, and the alloy is made of Cu and Sn.
- the conductive strip of the present invention an increase in contact resistance due to the growth of Cu-based oxide on the surface can be prevented. Further, even in the oxide film that is re-formed after the surface is wiped by sliding or fretting of the contact portion and the new surface is exposed, the Sn oxide ratio (%) is 90% or more (Cu-based oxide) Therefore, even after holding at high temperature for a long time, the heat resistance is excellent by suppressing the increase in contact resistance. Further, the conductive strip of the present invention has a low insertion force and is excellent in low insertion property.
- “wiping” refers to a phenomenon in which a dirt or oxide film on the surface is removed and a new surface is generated when the contact portion slides.
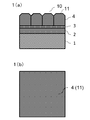
- FIG.1 (a) is side surface sectional drawing of one Embodiment (when Sn or Sn alloy layer does not exist in the surface) of the electroconductive strip
- FIG.1 (b) is FIG. ) Is a plan view when viewed from above the sheet.
- FIG. 2A is a side cross-sectional view of another embodiment of the conductive strip of the present invention (when Sn or Sn alloy layer is present on the surface in the form of sea islands), and FIG. It is a top view at the time of seeing Fig.2 (a) from the upper direction of a paper surface.
- the conductive strip (10) of the present invention is a layer made of Ni or Ni alloy on a conductive substrate (1) made of Cu or Cu alloy. (2), a layer mainly composed of Cu (3), an alloy layer composed of Cu and Sn (for example, Cu—Sn alloy layer such as Cu 3 Sn layer, Cu 6 Sn 5 layer) (4) in this order. It is the structure formed by.
- a conductive substrate made of Cu or a Cu alloy which is usually used for a conductive material, can be used without any particular limitation.
- a conductive substrate made of Cu or a Cu alloy which is usually used for a conductive material
- limiting in particular in the shape of an electroconductive base material (1) For example, there exist a board, a strip, foil, a line, etc. Below, although a board
- the kind of Cu or Cu alloy is not particularly limited, and may be appropriately selected according to the demands for strength, conductivity and the like of the intended use.
- CDA Copper Development Association listed alloy “C14410 (Cu-0.15Sn, Furukawa Electric Co., Ltd., trade name: EFTEC3)” "C19400 (Cu-Fe alloy material, Cu-2.3Fe-0.03P-0.15Zn)", “C18045 (Cu-0.3Cr-0.25Sn-0.5Zn, Furukawa Electric Co., Ltd.
- the "base material component" of this invention shall show the copper which is a base metal.
- the thickness of the conductive substrate (1) is not particularly limited, but is usually 0.05 to 2.00 mm, preferably 0.1 to 1.2 mm.
- the layer (2) made of Ni or Ni alloy is made of, for example, Ni and suppresses diffusion of the base material component Cu from the conductive base material (1) to the surface layer which is an alloy layer (4) made of Cu and Sn. Acts as a diffusion barrier layer.
- the thickness of the layer (2) made of Ni or Ni alloy is 0.1 to 2.0 ⁇ m, preferably 0.2 to 1.0 ⁇ m. When it is too thin, the diffusion suppressing effect of the base material component Cu is reduced, and the heat resistance of the conductive strip (10) is lowered. On the other hand, if the thickness is too thick, the bending workability is lowered, and there is a risk that the bent portion will be cracked.
- the layer (2) made of Ni or Ni alloy may be made of Ni alloy, for example, Ni—P, Ni—Cu, Ni—Cr, Ni—Sn, Ni—Zn, Ni—Fe or the like is used. Can do.
- the layer (3) mainly composed of Cu and the alloy layer (4) composed of Cu and Sn are formed on the layer (2) composed of Ni or Ni alloy, the layer (3) composed mainly of Cu, and Sn or By forming the surface layer (5), which is a layer made of Sn alloy, in order and then performing a reflow treatment, the layer (3) containing Cu as a main component and the layer (5) made of Sn or Sn alloy react. can get.
- the layer (3) mainly composed of Cu means that Cu is composed of 50% by mass or more. Further, it is preferably composed of 75% by mass or more. For example, it is made of Cu, Cu—Ni, Cu—Sn.
- the thickness of the layer (3) containing Cu as a main component is 0.01 to 0.1 ⁇ m, and preferably 0.01 to 0.05 ⁇ m. If it is too thin, the effect as a diffusion barrier layer is reduced, and the heat resistance of the conductive strip (10) is lowered. On the other hand, if it is too thick, the Cu concentration on the plating surface after heat deterioration may increase, and the concentration of Cu oxide may increase.
- the alloy layer (4) made of Cu and Sn is mainly made of Cu 3 Sn, Cu 6 Sn 5 or the like. Consisting mainly of Cu 3 Sn or Cu 6 Sn 5 means that Cu 3 Sn or Cu 6 Sn 5 is composed of 50% by mass or more.
- the alloy layer (4) made of Cu and Sn becomes the base material component. Acts as a diffusion barrier layer to prevent the diffusion of
- the thickness of the alloy layer (4) made of Cu and Sn is 0.1 to 2.0 ⁇ m, preferably 0.4 to 1.5 ⁇ m. Further, it is preferably 0.35 to 0.7 ⁇ m.
- the layer (5) made of Sn or Sn alloy remains, it is preferably present in a sea island shape. (See FIGS. 2 (a) and 2 (b).)
- the layer (surface layer) (5) made of Sn or Sn alloy is made of Ni or Ni alloy on the conductive substrate (1) made of Cu or Cu alloy.
- an alloy layer (4 1) it may be used to form an alloy layer (4) made of Cu and Sn and disappear as shown in FIGS. 1 (a) and 1 (b).
- a part of the layer (surface layer) (5) made of Sn or Sn alloy may not be used and may remain in the shape of a sea island.
- the thickness of the remaining Sn or Sn alloy layer (surface layer) (5) is preferably 0 to 0.1 ⁇ m, more preferably 0 to 0.05 ⁇ m. If it is too thick, the coefficient of dynamic friction becomes high, so it is not suitable as a sliding member.
- the conductive strip (10) of the present embodiment is usually formed of Ni or Ni alloy plating ⁇ Cu or Cu alloy plating (a layer containing Cu as a main component) on a conductive substrate (1) made of Cu or Cu alloy. It is manufactured by performing Sn or Sn alloy plating in order, and then performing a reflow process.
- the plating conditions for Cu or Cu alloy plating are important, and the bath temperature is adjusted to 30 to 60 ° C., and the current density is adjusted to 6 to 30 A / dm 2 . Before and after each step, degreasing, pickling, washing with water, and drying treatment may be appropriately performed.
- the manufacturing method of the present invention has the same number of steps as the conventional method, the material characteristics can be improved by appropriately adjusting the respective plating process conditions, particularly the plating conditions of Cu or Cu alloy plating.
- Ni or Ni alloy plating forming the layer (2) made of Ni or Ni alloy> Ni or Ni alloy may be plated by a general method.
- the plating bath for example, a sulfamine bath, a watt bath, a sulfuric acid bath, or the like can be used.
- the plating may be performed at a bath temperature of 20 to 60 ° C. and a current density of 1 to 20 A / dm 2 .
- ⁇ Cu or Cu alloy plating for forming the layer (3) containing Cu as a main component> Cu or Cu alloy may be plated by the following method. Specifically, the bath temperature is controlled in the range of about 30 to 60 ° C., and the current density is controlled in the range of about 6 to 30 A / dm 2 . For example, the stirring intensity may be adjusted to a range of 300 to 1000 rpm. For example, a sulfuric acid bath or a cyan bath can be used as the plating bath.
- the Sn or Sn alloy may be plated by a general method.
- a sulfuric acid bath can be used as the plating bath.
- the plating may be performed at a bath temperature of 10 to 40 ° C. and a current density of 1 to 30 A / dm 2 .
- the reflow process after forming the three layers can be performed by a general method.
- the material may be passed through a furnace set to 400 to 800 ° C., heated for 5 to 20 seconds, and then cooled.
- Cu or Cu alloy plating and Sn or Sn alloy plating react to form an alloy layer (4) made of Cu and Sn.
- FIG. And 1 (b) when an alloy layer (4) made of Cu and Sn is formed by reacting Cu or Cu alloy plating and Sn or Sn alloy plating until the Sn or Sn alloy plating disappears by reflow treatment, FIG. And 1 (b), a layer (3) mainly composed of Cu is formed on the Ni or Ni alloy plating layer (2), and an alloy layer (4) composed of Cu and Sn is formed thereon. .
- the alloy layer (4) made of Cu and Sn is formed by reacting so as to remain partly, the oxide film (11) on the surface is formed as shown in FIGS. 2 (a) and 2 (b).
- As a surface layer a part of the layer (5) made of Sn or Sn alloy remains.
- the layer (5) made of Sn or Sn alloy is thick, it becomes mottled like a sea island.
- the layer (5) made of Sn or Sn alloy is too thick, the friction coefficient does not decrease.
- the conductive strip (10) has a surface roughness (arithmetic mean roughness) Ra of 0.05 to 1.0 ⁇ m. Furthermore, 0.05 to 0.7 ⁇ m is preferable.
- the surface roughness Ra can be measured and determined according to JIS B 0601: 2001. When the surface roughness Ra is in the above range, the contact area between the surface layer and the compound layer is reduced, element diffusion from the base material can be suppressed, and the amount of Cu oxide on the surface can be reduced.
- the Cu oxide is made of CuO or Cu 2 O
- the Sn oxide is made of SnO or SnO 2 .
- the thickness of the oxide film is 50 nm or less. Further, 4 to 30 mm is preferable. Further, the ratio (%) of the oxide of Sn is 90% or more. Further, 94 to 96% is preferable.
- the thickness of the oxide film and the ratio of Sn oxide can be determined as follows.
- the conductive strip (10) is immersed in a conductive liquid containing potassium chloride, and the surface is reduced by a cathode reduction method in which a predetermined area (here 1 cm 2 ) and a constant current (here 10 mA) are passed,
- the thickness of the oxide film is obtained by calculation from the reduction potential and current value at that time.
- the surface oxide film is identified using XPS (X-ray photoelectron spectroscopy), and the ratio (%) of the Sn oxide is obtained.
- the contact resistance after heating the conductive strip (10) of the present invention in the atmosphere at a temperature of 140 ° C. for 120 hours is 10 m ⁇ or less under a load of 1 N through the Ag probe.
- the dynamic friction coefficient of the surface of the conductive strip (10) is 0.30 or less. More preferably, it is 0.05 or more and 0.25 or less. If the coefficient of dynamic friction is too large, there is a possibility that wear will increase when the terminals and switches are processed, and the service life as a contact may be shortened. There is sex.
- the dynamic friction coefficient depends on the amount of soft Sn present on the surface, and can be lowered by making the thickness of the layer (surface layer) made of Sn or Sn alloy as thin as possible.
- the conductive substrate (10) of this embodiment is excellent in heat resistance (electrical connectivity) particularly at high temperatures and has a small insertion force.
- the electroconductive base material (10) of this invention is suitable for electric and electronic components, such as a terminal, a connector, and a lead frame other than vehicle-mounted components, such as a small terminal and a high voltage
- the surface is reduced by a cathode reduction method in which the surface is immersed in a conductive liquid containing potassium chloride and a predetermined area (here 1 cm 2 ) and a constant current (here 10 mA) is passed, and the oxide film is obtained from the reduction potential and current value at that time The thickness of was calculated. Further, regarding the oxide composition, the surface oxide film was identified by using XPS (X-ray photoelectron spectroscopy), and the ratio (%) of the Sn oxide was obtained.
- XPS X-ray photoelectron spectroscopy
- Heat resistance at high temperature As the heat resistance at high temperature, the contact resistance after heating in the atmosphere at 140 ° C. for 120 hours was calculated from the resistance value measured by the constant current measurement method (4-terminal method), and passed through an Ag probe. It was judged as being excellent ( ⁇ ) that it was 10 m ⁇ or less under the condition of a load of 1 N. On the other hand, the case where this contact resistance was larger than 10 m ⁇ was judged to be inferior ( ⁇ ).
- the dynamic friction coefficient was measured using a Bowden testing machine with a pressing load of 3N, a probe with Sn plating, and a 0.5R overhang.
- a test example having a dynamic friction coefficient of 0.30 or less was evaluated as ⁇ (good), and a test example in which the dynamic friction coefficient was greater than 0.30 was evaluated as x (inferior).
- this dynamic friction coefficient being 0.30 or less means that the insertion force is low.
- Table 2 shows the plating thickness (layer thickness), surface roughness Ra ( ⁇ m), furnace temperature during reflow (° C.), oxide film thickness (nm) and the thickness of each layer of the conductive strip (10) thus prepared.
- the ratio (%) of Sn oxide and the evaluation results of the above characteristics are shown together.
- the column of “layer thickness after reflow ( ⁇ m)” indicates the layer thickness ( ⁇ m) of each layer.
- the column described as “Ni” indicates the thickness of the layer (2) made of Ni or Ni alloy
- the column described as “Cu” indicates the thickness of the layer (3) mainly composed of Cu.
- the column marked “CuSn” indicates the thickness of the alloy layer (4) made of Cu and Sn
- the column marked “Sn” is the layer made of Sn or Sn alloy (5) remaining on the surface in the form of sea islands. The thickness of each is shown.
- a layer made of Sn or an Sn alloy was present in the shape of a sea island, and the abundance ratio was less than 25% in terms of the area ratio with respect to the entire surface.
- Comparative Examples 6 to 7 were large without satisfying this.
- SYMBOLS 1 Conductive base material which consists of Cu or Cu alloy 2 Layer which consists of Ni or Ni alloy 3 Layer which has Cu as a main component 4 Alloy layer which consists of Cu and Sn 5 Layer which consists of Sn or Sn alloy (surface layer) 10 conductive strip 11 oxide film on the surface
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】高温環境下で低接触抵抗を維持して耐熱性に優れ、かつ、低挿入性に優れる導電性条材を提供する。 【解決手段】CuまたはCu合金からなる導電性基材の上に、NiまたはNi合金からなる層、Cuを主成分とする層、CuおよびSnからなる合金層をこの順に有する導電性条材であって、前記NiまたはNi合金からなる層の厚さが0.1~2.0μm、前記Cuを主成分とする層の厚さが0.01~0.1μm、前記CuおよびSnからなる合金層の厚さが0.1~2.0μmであって、表面粗さRaが0.05~1.0μmであり、表面に形成される酸化物膜中にCuの酸化物およびSnの酸化物が含まれ、酸化物膜の厚さが50nm以下であり、Snの酸化物の割合(%)が90%以上であり、かつ、この導電性条材を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下である、導電性条材。
Description
本発明は、車載部品、電気電子部品、リードフレーム、リレー、スイッチ、ソケット等に好適な導電性条材に関する。
電気接点材には、従来から電気伝導性に優れた銅(Cu)または銅合金が利用されてきたが、近年は接点特性の向上が進み、銅または銅合金をそのまま用いるケースは減少している。このような従来の材料に代わって銅または銅合金上に各種表面処理した材料が製造・利用されている。特に電気接点材として、電気接点部に銅または銅合金上にスズ(Sn)またはSn合金がめっきされた部材が汎用されている。
このめっき材料は、導電性基材の優れた導電性と強度、およびめっき層の優れた電気接続性と耐食性とはんだ付け性を備えた高性能導電体として知られており、電気・電子機器に用いられる各種の端子やコネクタなどに広く用いられている。このめっき材料は、通常、銅などの導電性基材の合金成分が前記めっき層に拡散するのを防止するため、導電性基材上にバリア機能を有するニッケル(Ni)、コバルト(Co)などが下地めっきされる。
このめっき材料を端子として用いた場合、例えば自動車のエンジンルーム内などの高温環境下では、端子表面のSnめっき層のSnが易酸化性のため、Snめっき層の表面に酸化皮膜が形成される。この酸化皮膜は脆いため端子接続時に破れて、その下の未酸化Snめっき層が露出して良好な電気接続性が得られる。
しかし、近年の電気接点材の使用環境として、高温環境下において使用されるケースが多くなっている。例えば自動車のエンジンルーム内でのセンサー用接点材料などは、100℃~200℃等の高温環境下で使用される可能性が高まっている。このため、従来の民生機器で想定された使用温度よりも高温における接点特性等の信頼性が求められている。特に接点特性の信頼性を左右する原因として、高温下では、導電性基材成分の拡散および表面酸化により最表層での接触抵抗を増大させてしまうことが問題となっている。
また、車両の組み立て性向上のため、挿入力を下げる試みとして、硬いCuと軟らかいSnとの合金層を拡散させる方式がとられている。しかし、表面に存在するCuの酸化により接触抵抗が悪化することが問題とされてきた。そのため、この導電性基材成分の拡散抑制および酸化防止について種々検討がなされてきた。
特許文献1では、所定の銅合金(Cu-Ni-Sn-P合金)よりなる母材上に形成された拡散バリア層としてのNiまたはNi合金層(以下、単にNi層という。)、拡散バリア層の上層として拡散バリア層状に形成された中間層としてのCu-Sn合金層、最表層としてのSnまたはSn合金層(以下、単にSn層という。)(これら3つの層は、導電性の表面皮覆層である。)を各々所定の層厚で有することにより長期の接触信頼性を維持している。
このように、特許文献1では、接続用端子の長期にわたる接触信頼性を維持する方法として、Cu-Sn合金中間層を拡散バリア層として用いている。Cu-Sn合金中間層の種類は規定されているが、表面に形成される酸化物膜(Cu2O膜)の規定及びその制御については記載されていない。特許文献1では、Sn層/Cu-Sn層/Ni層の構成及びそれらの厚さを規定しているが、酸化物の内、Cu2O膜が表面近傍に存在しないことを規定している。
このように、特許文献1では、接続用端子の長期にわたる接触信頼性を維持する方法として、Cu-Sn合金中間層を拡散バリア層として用いている。Cu-Sn合金中間層の種類は規定されているが、表面に形成される酸化物膜(Cu2O膜)の規定及びその制御については記載されていない。特許文献1では、Sn層/Cu-Sn層/Ni層の構成及びそれらの厚さを規定しているが、酸化物の内、Cu2O膜が表面近傍に存在しないことを規定している。
近年、例えば車載部品においては、環境温度の高温化や電気駆動車の普及による電流量増加により、これまで以上に材料に高温下での良好な電気接続性(以下、単に耐熱性という。)が求められている。その他の用途においても、環境温度の高温化や、部品の小型化や高出力化に伴う回路電流密度の増加が見られており、やはり耐熱性の向上が求められている。
前記特許文献1に記載された従来の技術では、近年の高温耐久性の要求の高まりに対応するには不十分である。つまり、高温環境下で形成される拡散層の形状により、母材のCu合金が、Ni層、Cu-Sn合金層を介して、Sn層に拡散し、Sn層と反応してSn層厚が減少する。さらには、もしSn層がなくなってしまうと最表層に母材のCu合金が露出し、さらには酸化銅(Cu2O膜)を形成し接触抵抗が上昇するという問題がある。
上記の事情に鑑み、本発明の課題は、高温環境下で低接触抵抗を維持して耐熱性に優れ、かつ、低挿入性に優れる導電性条材を提供することである。
本発明者らは、車載部品、電気電子部品、リードフレーム、リレー、スイッチ、ソケット等に好適なSnめっき材について鋭意研究を行い、CuまたはCu合金からなる導電性基材の上に、NiまたはNi合金からなる層、Cuを主成分とする層、CuおよびSnからなる合金層をこの順に有する導電性条材であって、これら3つの層厚を各々所定の範囲に規定し、表面粗さRaが所定の範囲であり、表面に形成される酸化物膜中にCuの酸化物およびSnの酸化物が含まれ、その厚さが所定の範囲であり、Snの酸化物が所定の割合以上であって、この導電性条材を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で所定の範囲以下である導電性条材であることで、課題を解決することを見出した。
本発明によれば、下記の手段が提供される。
(1)CuまたはCu合金からなる導電性基材の上に、NiまたはNi合金からなる層、Cuを主成分とする層、CuおよびSnからなる合金層をこの順に有する導電性条材であって、
前記NiまたはNi合金からなる層の厚さが0.1~2.0μm、前記Cuを主成分とする層の厚さが0.01~0.1μm、前記CuおよびSnからなる合金層の厚さが0.1~2.0μmであって、
表面粗さRaが0.05~1.0μmであり、表面に形成される酸化物膜中にCuの酸化物およびSnの酸化物が含まれ、酸化物膜の厚さが50nm以下であり、Snの酸化物の割合(%)が90%以上であり、かつ、この導電性条材を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下であることを特徴とする導電性条材。
(2)前記NiまたはNi合金からなる層の厚さが0.2~1.0μm、前記Cuを主成分とする層の厚さが0.01~0.05μm、前記CuおよびSnからなる合金層の厚さが0.4~1.5μmである(1)項に記載の導電性条材。
(3)前記表面に形成される酸化物膜中に銅の酸化物がCuOまたはCu2Oからなり、Snの酸化物がSnOまたはSnO2からなる(1)又は(2)項に記載の導電性条材。
(4)前記導電性条材の表面の動摩擦係数が、0.30以下である(1)~(3)のいずれか1項に記載の導電性条材。
(1)CuまたはCu合金からなる導電性基材の上に、NiまたはNi合金からなる層、Cuを主成分とする層、CuおよびSnからなる合金層をこの順に有する導電性条材であって、
前記NiまたはNi合金からなる層の厚さが0.1~2.0μm、前記Cuを主成分とする層の厚さが0.01~0.1μm、前記CuおよびSnからなる合金層の厚さが0.1~2.0μmであって、
表面粗さRaが0.05~1.0μmであり、表面に形成される酸化物膜中にCuの酸化物およびSnの酸化物が含まれ、酸化物膜の厚さが50nm以下であり、Snの酸化物の割合(%)が90%以上であり、かつ、この導電性条材を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下であることを特徴とする導電性条材。
(2)前記NiまたはNi合金からなる層の厚さが0.2~1.0μm、前記Cuを主成分とする層の厚さが0.01~0.05μm、前記CuおよびSnからなる合金層の厚さが0.4~1.5μmである(1)項に記載の導電性条材。
(3)前記表面に形成される酸化物膜中に銅の酸化物がCuOまたはCu2Oからなり、Snの酸化物がSnOまたはSnO2からなる(1)又は(2)項に記載の導電性条材。
(4)前記導電性条材の表面の動摩擦係数が、0.30以下である(1)~(3)のいずれか1項に記載の導電性条材。
本発明の導電性条材によれば、表面でのCu系酸化物の成長による接触抵抗の増加を防ぐことができる。また、接点部分の摺動やフレッティング等で表面がワイピングされ、新生面が露出した後に再形成される酸化物膜でもSnの酸化物の割合(%)が90%以上である(Cu系酸化物の割合が10%を超えない)ため、実使用上、高温長時間保持後においても、接触抵抗の上昇を抑えることによって耐熱性に優れる。また、本発明の導電性条材は、挿入力が小さくて、低挿入性に優れる。
ここで、「ワイピング」とは、接点部が摺動することにより、表面の汚れや酸化物膜が取り除かれ、新生面が生じる現象をいう。
本発明の上記及び他の特徴及び利点は、適宜添付の図面を参照して、下記の記載からより明らかになるであろう。
ここで、「ワイピング」とは、接点部が摺動することにより、表面の汚れや酸化物膜が取り除かれ、新生面が生じる現象をいう。
本発明の上記及び他の特徴及び利点は、適宜添付の図面を参照して、下記の記載からより明らかになるであろう。
本発明の導電性条材の好ましい一実施形態について、詳細に説明する。図1(a)および1(b)に示すように、本発明の導電性条材(10)は、CuまたはCu合金からなる導電性基材(1)上に、NiまたはNi合金からなる層(2)、Cuを主成分とする層(3)、CuおよびSnからなる合金層(例えば、Cu3Sn層、Cu6Sn5層などのCu-Sn合金層)(4)が、この順で形成された構成である。
導電性基材(1)の母材は、通常、導電性材料に用いられているCuまたはCu合金からなる導電性基材を、特に制限なく用いることができる。
導電性基材(1)の形状には特に制限は無く、例えば板、条、箔、線などがある。以下では実施形態として板材、条材について説明するが、その形状はこれらに限定されるものではない。CuまたはCu合金の種類は特に限定されるものではなく、使用する用途の強度、導電率等の要求に応じて、適宜選択すれば良い。
導電性基材(1)に用いることができる銅合金の一例として、CDA(Copper Development Association)掲載合金である「C14410(Cu-0.15Sn、古河電気工業(株)製、商品名:EFTEC3)」、「C19400(Cu-Fe系合金材料、Cu-2.3Fe-0.03P-0.15Zn)」、「C18045(Cu-0.3Cr-0.25Sn-0.5Zn、古河電気工業(株)製、商品名:EFTEC64T)」、「C64770(コルソン系合金(Cu-Ni-Si系合金)材料、古河電気工業(株)製、商品名:EFTEC-97)」、「C64775(コルソン系合金材料、古河電気工業(株)製、商品名:EFTEC-820)」等を用いることができる。(なお、前記銅合金の各元素の前の数字の単位は銅合金中の質量%を示す。)また、TPC(タフピッチ銅)やOFC(無酸素銅)、りん青銅、黄銅(例えば、70質量%Cu-30質量%Zn。7/3黄銅と略記する。)等も用いることができる。導電性や放熱性を向上させるという観点からは、導電率が10%IACS以上の銅合金の条材とすることが好ましい。なお、銅合金を導電性基材(1)として取り扱う時での本発明の「基材成分」とは、基金属である銅のことを示すものとする。導電性基材(1)の厚さには特に制限はないが、通常、0.05~2.00mmであり、好ましくは、0.1~1.2mmである。
導電性基材(1)の形状には特に制限は無く、例えば板、条、箔、線などがある。以下では実施形態として板材、条材について説明するが、その形状はこれらに限定されるものではない。CuまたはCu合金の種類は特に限定されるものではなく、使用する用途の強度、導電率等の要求に応じて、適宜選択すれば良い。
導電性基材(1)に用いることができる銅合金の一例として、CDA(Copper Development Association)掲載合金である「C14410(Cu-0.15Sn、古河電気工業(株)製、商品名:EFTEC3)」、「C19400(Cu-Fe系合金材料、Cu-2.3Fe-0.03P-0.15Zn)」、「C18045(Cu-0.3Cr-0.25Sn-0.5Zn、古河電気工業(株)製、商品名:EFTEC64T)」、「C64770(コルソン系合金(Cu-Ni-Si系合金)材料、古河電気工業(株)製、商品名:EFTEC-97)」、「C64775(コルソン系合金材料、古河電気工業(株)製、商品名:EFTEC-820)」等を用いることができる。(なお、前記銅合金の各元素の前の数字の単位は銅合金中の質量%を示す。)また、TPC(タフピッチ銅)やOFC(無酸素銅)、りん青銅、黄銅(例えば、70質量%Cu-30質量%Zn。7/3黄銅と略記する。)等も用いることができる。導電性や放熱性を向上させるという観点からは、導電率が10%IACS以上の銅合金の条材とすることが好ましい。なお、銅合金を導電性基材(1)として取り扱う時での本発明の「基材成分」とは、基金属である銅のことを示すものとする。導電性基材(1)の厚さには特に制限はないが、通常、0.05~2.00mmであり、好ましくは、0.1~1.2mmである。
NiまたはNi合金からなる層(2)は、例えばNiが用いられ、導電性基材(1)からCuおよびSnからなる合金層(4)である表面層への基材成分Cuの拡散を抑制する拡散バリア層として作用する。NiまたはNi合金からなる層(2)の厚さは0.1~2.0μmであり、0.2~1.0μmが好ましい。薄すぎると基材成分Cuの拡散抑制効果が小さくなり、導電性条材(10)の耐熱性が低下する。また厚すぎると曲げ加工性が低下し、曲げ部の割れが生じる恐れがある。またNiまたはNi合金からなる層(2)はNi合金で形成されていても良く、例えばNi-P、Ni-Cu、Ni-Cr、Ni-Sn、Ni-Zn、Ni-Fe等を用いることができる。
Cuを主成分とする層(3)とCuおよびSnからなる合金層(4)は、NiまたはNi合金からなる層(2)上に、Cuを主成分とする層(3)、およびSnまたはSn合金からなる層である表面層(5)を順に形成した後にリフロー処理することで、Cuを主成分とする層(3)とSnまたはSn合金からなる層(5)とが反応することで得られる。
Cuを主成分とする層(3)とは、Cuが50質量%以上で構成されていることを意味する。さらには75質量%以上で構成されていることが好ましい。例えば、Cu、Cu-Ni、Cu-Snからなる。Cuを主成分とする層(3)の厚さは0.01~0.1μmであり、0.01~0.05μmであることが好ましい。薄すぎると拡散バリア層としての効果が小さくなり、導電性条材(10)の耐熱性が低下する。また厚すぎると加熱劣化後のめっき表面でのCu濃度が上昇し、Cu酸化物の濃度が増加する恐れがある。
また、CuおよびSnからなる合金層(4)は、主にCu3SnやCu6Sn5などからなる。主にCu3SnやCu6Sn5からなるとは、Cu3SnやCu6Sn5が50質量%以上で構成されていることを意味する。表面層(5)であるSnまたはSn合金からなる層が、リフロー処理によってCuを主成分とする層(3)と反応した後には、CuおよびSnからなる合金層(4)が、基材成分の拡散を防止する拡散バリア層として作用する。CuおよびSnからなる合金層(4)の厚さは0.1~2.0μmであり、0.4~1.5μmであることが好ましい。さらには0.35~0.7μmであることが好ましい。薄すぎると拡散バリア層としての効果が小さくなり、導電性条材(10)の耐熱性が低下する。また厚すぎると曲げ加工性が低下し、曲げ部の割れが生じる恐れがある。
また、SnまたはSn合金からなる層(5)が残存する場合、海島状に存在することが好ましい。(図2(a)および2(b)参照。)
また、SnまたはSn合金からなる層(5)が残存する場合、海島状に存在することが好ましい。(図2(a)および2(b)参照。)
本発明の導電性条材(10)において、SnまたはSn合金からなる層(表面層)(5)は、CuまたはCu合金からなる導電性基材(1)の上に、NiまたはNi合金からなる層(2)、Cuを主成分とする層(3)およびSnまたはSn合金からなる層(表面層)(5)を順に形成した後にリフロー処理した際、CuおよびSnからなる合金層(4)の形成に使われることにより、図1(a)および1(b)に示すように、全てCuおよびSnからなる合金層(4)の形成に使われ、消失してしまってもよい。また、図2(a)および2(b)に示すように、SnまたはSn合金からなる層(表面層)(5)の一部が使われず、海島状に残存しても良い。残存したSnまたはSn合金からなる層(表面層)(5)の厚さは、0~0.1μmであることが好ましく、0~0.05μmであることがより好ましい。厚すぎると動摩擦係数が高くなるため、摺動部材として不適である。
次に、本実施形態の導電性条材(10)の製造方法について説明する。本実施形態の導電性条材(10)は通常、CuまたはCu合金からなる導電性基材(1)上にNiまたはNi合金めっき→CuまたはCu合金めっき(Cuを主成分とする層を形成する。)→SnまたはSn合金めっきを順に行い、その後、リフロー処理を行なうことで製造される。本実施形態の製造方法においては、CuまたはCu合金めっきのめっき条件が重要であり、浴温を30~60℃、電流密度を6~30A/dm2に調整する。各工程の前後に、脱脂、酸洗、水洗、乾燥処理を適宜行ってもよい。本発明の製造方法は、従来と同程度の工程数でありながら、それぞれのめっき工程条件、特にCuまたはCu合金めっきのめっき条件を適切に調整することで、材料特性の向上を実現した。
<NiまたはNi合金からなる層(2)を形成するNiまたはNi合金めっき>
NiまたはNi合金は、一般的な方法でめっきすれば良い。めっき浴としては、例えばスルファミン浴やワット浴、硫酸浴等を使用できる。めっき条件は、浴温20~60℃、電流密度1~20A/dm2でめっきすればよい。
NiまたはNi合金は、一般的な方法でめっきすれば良い。めっき浴としては、例えばスルファミン浴やワット浴、硫酸浴等を使用できる。めっき条件は、浴温20~60℃、電流密度1~20A/dm2でめっきすればよい。
<Cuを主成分とする層(3)を形成するためのCuまたはCu合金めっき>
CuまたはCu合金は、次のような方法でめっきすれば良い。具体的には、浴温を30~60℃程度、電流密度を6~30A/dm2程度の範囲で制御する。撹拌強度は例えば、撹拌速度を300~1000rpmの範囲に調整すればよい。めっき浴としては、例えば硫酸浴やシアン浴を使用できる。
CuまたはCu合金は、次のような方法でめっきすれば良い。具体的には、浴温を30~60℃程度、電流密度を6~30A/dm2程度の範囲で制御する。撹拌強度は例えば、撹拌速度を300~1000rpmの範囲に調整すればよい。めっき浴としては、例えば硫酸浴やシアン浴を使用できる。
<CuおよびSnからなる合金層(4)を形成するためのSnまたはSn合金めっき>
SnまたはSn合金は、一般的な方法でめっきすれば良い。めっき浴としては、例えば硫酸浴等を使用できる。めっき条件は、浴温10~40℃、電流密度1~30A/dm2でめっきすればよい。
SnまたはSn合金は、一般的な方法でめっきすれば良い。めっき浴としては、例えば硫酸浴等を使用できる。めっき条件は、浴温10~40℃、電流密度1~30A/dm2でめっきすればよい。
<リフロー処理>
上記3つの層を形成した後のリフロー処理は、一般的な方法で実施できる。例えば400~800℃に設定した炉内に材料を通過させ、5~20秒間加熱した後、冷却すればよい。リフロー処理により、CuまたはCu合金めっきとSnまたはSn合金めっきが反応し、CuおよびSnからなる合金層(4)が形成される。
上記3つの層を形成した後のリフロー処理は、一般的な方法で実施できる。例えば400~800℃に設定した炉内に材料を通過させ、5~20秒間加熱した後、冷却すればよい。リフロー処理により、CuまたはCu合金めっきとSnまたはSn合金めっきが反応し、CuおよびSnからなる合金層(4)が形成される。
したがって、リフロー処理によりCuまたはCu合金めっきとSnまたはSn合金めっきを、SnまたはSn合金めっきが無くなるまで反応させてCuおよびSnからなる合金層(4)を形成した場合は、図1(a)および1(b)のようにNiまたはNi合金めっき層(2)の上に、Cuを主成分とする層(3)、さらにその上にCuおよびSnからなる合金層(4)が形成される。
またリフロー処理によりCuを主成分とする層(3)とSnまたはSn合金からなる層(表面層)(5)を、SnまたはSn合金からなる層(表面層)(5)が海島状のようなまだらに一部残るように反応させてCuおよびSnからなる合金層(4)を形成した場合は、図2(a)および2(b)のように表面の酸化物膜(11)が形成される表面層としてSnまたはSn合金からなる層(5)が一部残る。
なお、SnまたはSn合金からなる層(5)が厚い場合は残るが、海島状のようなまだらになる。ただし、SnまたはSn合金からなる層(5)が厚すぎると、摩擦係数が下がらないため、残る場合は上記海島状になる。
なお、SnまたはSn合金からなる層(5)が厚い場合は残るが、海島状のようなまだらになる。ただし、SnまたはSn合金からなる層(5)が厚すぎると、摩擦係数が下がらないため、残る場合は上記海島状になる。
ここで、導電性条材(10)は、表面粗さ(算術平均粗さ)Raが0.05~1.0μmである。さらには0.05~0.7μmが好ましい。表面粗さRaは、JIS B 0601:2001に従って測定し、求めることができる。表面粗さRaが上記範囲にあることで、表面層と化合物層の接する面積が小さくなり、母材からの元素拡散を抑えることができ、ひいては表面のCu酸化物量を減らすことが可能になる。
また、導電性条材(10)の表面の酸化物膜(11)中には、Cuの酸化物がCuOまたはCu2Oからなり、Snの酸化物がSnOまたはSnO2からなる。本発明の導電性条材(10)においては、酸化物膜の厚さが50nm以下である。さらには4~30mmが好ましい。また、Snの酸化物の割合(%)が、90%以上である。さらには94~96%が好ましい。酸化物膜の厚さとSnの酸化物の割合は、以下のようにして求めることができる。
まず、導電性条材(10)を、塩化カリウムを含む導電性液体に浸漬し、既定の面積(ここでは1cm2)、一定電流(ここでは10mA)を流すカソード還元法によって表面を還元させ、その時の還元電位および電流値から酸化物膜の厚さを計算にて求める。
また、酸化物組成に関しては、XPS(X線光電子分光法)を用いて、表面の酸化物膜を同定し、Sn酸化物の割合(%)を求める。
さらに、本発明の導電性条材(10)を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下である。
まず、導電性条材(10)を、塩化カリウムを含む導電性液体に浸漬し、既定の面積(ここでは1cm2)、一定電流(ここでは10mA)を流すカソード還元法によって表面を還元させ、その時の還元電位および電流値から酸化物膜の厚さを計算にて求める。
また、酸化物組成に関しては、XPS(X線光電子分光法)を用いて、表面の酸化物膜を同定し、Sn酸化物の割合(%)を求める。
さらに、本発明の導電性条材(10)を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下である。
導電性条材(10)の表面の動摩擦係数が、0.30以下であることが好ましい。さらに好ましくは0.05以上0.25以下である。この動摩擦係数が大きすぎると、端子やスイッチに加工した際に、摩耗が大きくなり、接点としての寿命が短くなる可能性や、挿入力が上昇し部品の組み立て性が悪化するといった問題が生じる可能性がある。なお、動摩擦係数は、表面に存在する軟らかいSnの存在量に依存し、SnまたはSn合金からなる層(表面層)の厚さを極力薄くすることで低下させることができる。
(導電性基材(10)の用途)
本実施形態の導電性基材(10)は、特に高温下での耐熱性(電気接続性)に優れ、かつ、挿入力が小さいものである。このため本発明の導電性基材(10)は、小型端子、高圧大電流端子等の車載部品の他、端子、コネクタ、リードフレームなどの電気電子部品に好適である。
本実施形態の導電性基材(10)は、特に高温下での耐熱性(電気接続性)に優れ、かつ、挿入力が小さいものである。このため本発明の導電性基材(10)は、小型端子、高圧大電流端子等の車載部品の他、端子、コネクタ、リードフレームなどの電気電子部品に好適である。
以下に、実施例に基づき本発明をさらに詳細に説明するが、本発明はこれらに限定されるものではない。
板厚0.25mmの銅合金基材(商品名:EFTEC-97、導電率40%IACS)に電解脱脂、酸洗を行った後、Niめっき、Cuめっき、Snめっきを順に施し、表2に示したリフロー時の温度の炉中を5~10秒間通過させリフロー処理した。各めっき条件を表1に示す。なお、各発明例では、リフロー処理後に、CuめっきとSnめっきを反応させて、Sn層を消失させCu-Sn合金層に変換した試験例(実施例1~7)(図1(a)および1(b)参照)とSn層が残存した試験例(実施例8~9)(図2(a)および2(b)参照)がある。比較例では、発明例と同様に、Sn層が消失した試験例(比較例1~5、8および9)(図1(a)および1(b)参照)と、Sn層が残存した試験例(比較例6~7)(図2(a)および2(b)参照)とがある。また、比較例4、7では、リフロー処理後にCu層が消失していた。
このような条件で、後述の表2に示す通り、本発明の範囲に入る例として、層厚構成の異なる発明例1~9の導電性条材(10)を作成した。
また比較例として、本発明の規定から外れている導電性条材も作製した(比較例1~9)。
このような条件で、後述の表2に示す通り、本発明の範囲に入る例として、層厚構成の異なる発明例1~9の導電性条材(10)を作成した。
また比較例として、本発明の規定から外れている導電性条材も作製した(比較例1~9)。

[カソード電解脱脂]
脱脂液:NaOH 60g/リットル
脱脂条件:2.5A/dm2、温度60℃、脱脂時間60秒
脱脂液:NaOH 60g/リットル
脱脂条件:2.5A/dm2、温度60℃、脱脂時間60秒
[酸洗]
酸洗液:10%硫酸
酸洗条件:30秒、浸漬、室温
酸洗液:10%硫酸
酸洗条件:30秒、浸漬、室温
このようにして製造した供試材について、下記の試験により特性の評価を実施した。
(導電性条材の層厚測定)
JIS H 8501の10に記載された定電流溶解法により、導電性条材の各層の平均層厚を測定した。
JIS H 8501の10に記載された定電流溶解法により、導電性条材の各層の平均層厚を測定した。
(表面粗さRa)
導電性条材(10)の表面粗さRaは、JIS B 0601:2001に従って測定し、求めた。
導電性条材(10)の表面粗さRaは、JIS B 0601:2001に従って測定し、求めた。
(組織観察-酸化物膜の厚さとSnの酸化物の割合)
塩化カリウムを含む導電性液体に浸漬し、既定の面積(ここでは1cm2)、一定電流(ここでは10mA)を流すカソード還元法によって表面を還元させ、その時の還元電位および電流値から酸化物膜の厚さを計算にて求めた。また、酸化物組成に関しては、XPS(X線光電子分光法)を用いて、表面の酸化物膜を同定し、Sn酸化物の割合(%)を求めた。
塩化カリウムを含む導電性液体に浸漬し、既定の面積(ここでは1cm2)、一定電流(ここでは10mA)を流すカソード還元法によって表面を還元させ、その時の還元電位および電流値から酸化物膜の厚さを計算にて求めた。また、酸化物組成に関しては、XPS(X線光電子分光法)を用いて、表面の酸化物膜を同定し、Sn酸化物の割合(%)を求めた。
(高温下での耐熱性)
高温下での耐熱性として、140℃、120時間の条件で大気中において加熱後の接触抵抗は、定電流測定法(4端子法)にて測定した抵抗値から算出し、Agプローブを介した荷重1Nの条件下で10mΩ以下であることを優れている(○)と判断とした。一方、この接触抵抗が10mΩよりも大きかった場合を劣る(×)と判断した。
高温下での耐熱性として、140℃、120時間の条件で大気中において加熱後の接触抵抗は、定電流測定法(4端子法)にて測定した抵抗値から算出し、Agプローブを介した荷重1Nの条件下で10mΩ以下であることを優れている(○)と判断とした。一方、この接触抵抗が10mΩよりも大きかった場合を劣る(×)と判断した。
(動摩擦係数)
動摩擦係数は、バウデン試験機を用いて、押し付け荷重3N、プローブはSnめっきとし、0.5R張出として測定した。動摩擦係数が0.30以下である試験例を○(良)、動摩擦係数が0.30より大きい場合の試験例を×(劣)と評価した。
ここで、この動摩擦係数が0.30以下であるとは、挿入力が低いことを意味する。
動摩擦係数は、バウデン試験機を用いて、押し付け荷重3N、プローブはSnめっきとし、0.5R張出として測定した。動摩擦係数が0.30以下である試験例を○(良)、動摩擦係数が0.30より大きい場合の試験例を×(劣)と評価した。
ここで、この動摩擦係数が0.30以下であるとは、挿入力が低いことを意味する。

表2に、作製した導電性条材(10)の各層のめっき厚(層厚)、表面粗さRa(μm)、リフロー時の炉温(℃)、酸化物膜の厚さ(nm)及びSn酸化物の割合(%)、並びに前記特性の評価結果をまとめて示した。
ここで表2中、「リフロー後の層厚(μm)」と記載した欄には、各層の層厚(μm)を示した。この内、「Ni」と記載した欄はNiまたはNi合金からなる層(2)の厚さを示し、「Cu」と記載した欄はCuを主成分とする層(3)の厚さを示し、「CuSn」と記載した欄はCuおよびSnからなる合金層(4)の厚さを示し、「Sn」と記載した欄は表面に海島状に残存したSnまたはSn合金からなる層(5)の厚さを、それぞれ示す。
実施例8~9は、SnまたはSn合金からなる層が海島状に存在しており、その存在比が、全表面に対する面積比で25%未満であった。一方、比較例6~7は、これを満たさずに大きかった。
ここで表2中、「リフロー後の層厚(μm)」と記載した欄には、各層の層厚(μm)を示した。この内、「Ni」と記載した欄はNiまたはNi合金からなる層(2)の厚さを示し、「Cu」と記載した欄はCuを主成分とする層(3)の厚さを示し、「CuSn」と記載した欄はCuおよびSnからなる合金層(4)の厚さを示し、「Sn」と記載した欄は表面に海島状に残存したSnまたはSn合金からなる層(5)の厚さを、それぞれ示す。
実施例8~9は、SnまたはSn合金からなる層が海島状に存在しており、その存在比が、全表面に対する面積比で25%未満であった。一方、比較例6~7は、これを満たさずに大きかった。
表2において、本発明の条件を満たす、発明例1~9はいずれも高温下での耐熱性、低挿入性(所定の低い動摩擦係数)の両方に優れていた。
これに対し、比較例1は、Sn酸化物の割合が低すぎたため、高温下での耐熱性が劣った。比較例2では、Cu系酸化物の割合が多く、高温下での耐熱性が劣るとともに、接触抵抗が悪化してしまった。比較例4では、Cu下地が残存せずめっき密着性が劣る結果(上記表には示していない。)となった。比較例5では、Cu下地が厚すぎ、Cu系酸化物の割合が大きく、接触抵抗が悪化してしまった。比較例6では残存するSn層が厚く、高温下での耐熱性が劣るとともに、動摩擦係数が高くなりすぎた。比較例7ではSn層が厚いとともにCu下地が残存せず、動摩擦係数が高くなるとともに密着性が悪化(上記表には示していない。)した。比較例8では表面粗さ(Ra、μm)が粗く、高温下での耐熱性が劣るとともに、形成される銅系酸化物の割合が高くなって接触抵抗が悪化してしまった。比較例9は、Ni皮膜が存在せず、また、酸化物膜厚が厚かったため、高温下での耐熱性と動摩擦係数が両方とも劣った。
以上から、本発明の条件を満たす導電性条材が優れた特性を示すことが確認された。
これに対し、比較例1は、Sn酸化物の割合が低すぎたため、高温下での耐熱性が劣った。比較例2では、Cu系酸化物の割合が多く、高温下での耐熱性が劣るとともに、接触抵抗が悪化してしまった。比較例4では、Cu下地が残存せずめっき密着性が劣る結果(上記表には示していない。)となった。比較例5では、Cu下地が厚すぎ、Cu系酸化物の割合が大きく、接触抵抗が悪化してしまった。比較例6では残存するSn層が厚く、高温下での耐熱性が劣るとともに、動摩擦係数が高くなりすぎた。比較例7ではSn層が厚いとともにCu下地が残存せず、動摩擦係数が高くなるとともに密着性が悪化(上記表には示していない。)した。比較例8では表面粗さ(Ra、μm)が粗く、高温下での耐熱性が劣るとともに、形成される銅系酸化物の割合が高くなって接触抵抗が悪化してしまった。比較例9は、Ni皮膜が存在せず、また、酸化物膜厚が厚かったため、高温下での耐熱性と動摩擦係数が両方とも劣った。
以上から、本発明の条件を満たす導電性条材が優れた特性を示すことが確認された。
本発明をその実施態様とともに説明したが、我々は特に指定しない限り我々の発明を説明のどの細部においても限定しようとするものではなく、添付の請求の範囲に示した発明の精神と範囲に反することなく幅広く解釈されるべきであると考える。
本願は、2016年10月17日に日本国で特許出願された特願2016-203629に基づく優先権を主張するものであり、これはここに参照してその内容を本明細書の記載の一部として取り込む。
1 CuまたはCu合金からなる導電性基材
2 NiまたはNi合金からなる層
3 Cuを主成分とする層
4 CuおよびSnからなる合金層
5 SnまたはSn合金からなる層(表面層)
10 導電性条材
11 表面の酸化物膜
2 NiまたはNi合金からなる層
3 Cuを主成分とする層
4 CuおよびSnからなる合金層
5 SnまたはSn合金からなる層(表面層)
10 導電性条材
11 表面の酸化物膜
Claims (4)
- CuまたはCu合金からなる導電性基材の上に、NiまたはNi合金からなる層、Cuを主成分とする層、CuおよびSnからなる合金層をこの順に有する導電性条材であって、
前記NiまたはNi合金からなる層の厚さが0.1~2.0μm、前記Cuを主成分とする層の厚さが0.01~0.1μm、前記CuおよびSnからなる合金層の厚さが0.1~2.0μmであって、
表面粗さRaが0.05~1.0μmであり、表面に形成される酸化物膜中にCuの酸化物およびSnの酸化物が含まれ、酸化物膜の厚さが50nm以下であり、Snの酸化物の割合(%)が90%以上であり、かつ、この導電性条材を温度140℃で120時間の条件で大気中において加熱した後の接触抵抗が、Agプローブを介した荷重1Nの条件下で10mΩ以下であることを特徴とする導電性条材。 - 前記NiまたはNi合金からなる層の厚さが0.2~1.0μm、前記Cuを主成分とする層の厚さが0.01~0.05μm、前記CuおよびSnからなる合金層の厚さが0.4~1.5μmである請求項1に記載の導電性条材。
- 前記表面に形成される酸化物膜中に銅の酸化物がCuOまたはCu2Oからなり、Snの酸化物がSnOまたはSnO2からなる請求項1または2に記載の導電性条材。
- 前記導電性条材の表面の動摩擦係数が、0.30以下である請求項1~3のいずれか1項に記載の導電性条材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780056913.7A CN109715864B (zh) | 2016-10-17 | 2017-10-06 | 导电性条材 |
| JP2018546247A JP7060514B2 (ja) | 2016-10-17 | 2017-10-06 | 導電性条材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016203629 | 2016-10-17 | ||
| JP2016-203629 | 2016-10-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018074256A1 true WO2018074256A1 (ja) | 2018-04-26 |
Family
ID=62018684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/036412 WO2018074256A1 (ja) | 2016-10-17 | 2017-10-06 | 導電性条材 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7060514B2 (ja) |
| CN (1) | CN109715864B (ja) |
| WO (1) | WO2018074256A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020097775A (ja) * | 2018-10-17 | 2020-06-25 | 株式会社神戸製鋼所 | 表面被覆層付き銅又は銅合金板条 |
| WO2023182259A1 (ja) * | 2022-03-22 | 2023-09-28 | 株式会社オートネットワーク技術研究所 | 端子材料および電気接続端子 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201932A (ja) * | 2011-03-25 | 2012-10-22 | Dowa Metaltech Kk | Snめっき材およびその製造方法 |
| JP2013231223A (ja) * | 2012-05-01 | 2013-11-14 | Dowa Metaltech Kk | めっき材およびその製造方法 |
| JP2014240520A (ja) * | 2012-07-02 | 2014-12-25 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材及びその製造方法 |
| JP2015063750A (ja) * | 2013-08-26 | 2015-04-09 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4814552B2 (ja) | 2005-06-13 | 2011-11-16 | Dowaメタルテック株式会社 | 表面処理法 |
| JP4934456B2 (ja) | 2006-02-20 | 2012-05-16 | 古河電気工業株式会社 | めっき材料および前記めっき材料が用いられた電気電子部品 |
| JP4934785B2 (ja) | 2006-03-31 | 2012-05-16 | Dowaメタルテック株式会社 | Snめっき銅合金材料およびその製造方法 |
| WO2008126719A1 (ja) * | 2007-04-09 | 2008-10-23 | The Furukawa Electric Co., Ltd. | コネクタおよびコネクタ用金属材料 |
| JP2009135097A (ja) | 2007-11-02 | 2009-06-18 | Furukawa Electric Co Ltd:The | 電気電子機器用金属材料および電気電子機器用金属材料の製造方法 |
| JP5185759B2 (ja) | 2008-10-03 | 2013-04-17 | Dowaメタルテック株式会社 | 導電材及びその製造方法 |
| JP6113674B2 (ja) * | 2014-02-13 | 2017-04-12 | 株式会社神戸製鋼所 | 耐熱性に優れる表面被覆層付き銅合金板条 |
| WO2015182786A1 (ja) * | 2014-05-30 | 2015-12-03 | 古河電気工業株式会社 | 電気接点材、電気接点材の製造方法および端子 |
-
2017
- 2017-10-06 JP JP2018546247A patent/JP7060514B2/ja active Active
- 2017-10-06 WO PCT/JP2017/036412 patent/WO2018074256A1/ja active Application Filing
- 2017-10-06 CN CN201780056913.7A patent/CN109715864B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201932A (ja) * | 2011-03-25 | 2012-10-22 | Dowa Metaltech Kk | Snめっき材およびその製造方法 |
| JP2013231223A (ja) * | 2012-05-01 | 2013-11-14 | Dowa Metaltech Kk | めっき材およびその製造方法 |
| JP2014240520A (ja) * | 2012-07-02 | 2014-12-25 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材及びその製造方法 |
| JP2015063750A (ja) * | 2013-08-26 | 2015-04-09 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020097775A (ja) * | 2018-10-17 | 2020-06-25 | 株式会社神戸製鋼所 | 表面被覆層付き銅又は銅合金板条 |
| CN112840064A (zh) * | 2018-10-17 | 2021-05-25 | 株式会社神户制钢所 | 带表面被覆层的铜或铜合金板条 |
| US20210355595A1 (en) * | 2018-10-17 | 2021-11-18 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Copper or copper alloy sheet strip with surface coating layer |
| JP7263203B2 (ja) | 2018-10-17 | 2023-04-24 | 株式会社神戸製鋼所 | 表面被覆層付き銅又は銅合金板条 |
| WO2023182259A1 (ja) * | 2022-03-22 | 2023-09-28 | 株式会社オートネットワーク技術研究所 | 端子材料および電気接続端子 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109715864B (zh) | 2021-06-25 |
| JPWO2018074256A1 (ja) | 2019-08-08 |
| CN109715864A (zh) | 2019-05-03 |
| JP7060514B2 (ja) | 2022-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3880877B2 (ja) | めっきを施した銅または銅合金およびその製造方法 | |
| JP5255225B2 (ja) | 潤滑性粒子を有するめっき材料、その製造方法およびそれを用いた電気・電子部品 | |
| WO2017090638A1 (ja) | 錫めっき付銅端子材及び端子並びに電線端末部構造 | |
| WO2014045678A1 (ja) | 表面処理めっき材およびその製造方法、並びに電子部品 | |
| WO2009123157A1 (ja) | 接続部品用金属材料およびその製造方法 | |
| WO2007097338A1 (ja) | めっき材料および前記めっき材料が用いられた電気電子部品 | |
| JP2008223143A (ja) | めっき材料とその製造方法、それを用いた電気・電子部品 | |
| WO2015108004A1 (ja) | コネクタ用電気接点材料及びその製造方法 | |
| CN110199054B (zh) | 表面处理镀敷材料、连接器端子、连接器、ffc端子、ffc、fpc及电子零件 | |
| JP4522970B2 (ja) | ウィスカーが抑制されたCu−Zn合金耐熱Snめっき条 | |
| TW495769B (en) | Electrically conductive metal band and plug connection | |
| JP4397245B2 (ja) | 電気・電子部品用錫めっき銅合金材及びその製造方法 | |
| JP2005126763A (ja) | 被覆材、それを用いた電気・電子部品、それを用いたゴム接点部品、及び被覆材の製造方法 | |
| JP2004300524A (ja) | Sn被覆を施した銅または銅合金部材およびその製造方法 | |
| WO2018074256A1 (ja) | 導電性条材 | |
| JP4090483B2 (ja) | 導電接続部品 | |
| WO2018164127A1 (ja) | 防食端子材及び防食端子並びに電線端末部構造 | |
| JP6219553B2 (ja) | 耐熱性に優れためっき材及びその製造方法 | |
| JP4090488B2 (ja) | 接続部品成形加工用導電材料板及びその製造方法 | |
| JP4560642B2 (ja) | Sn被覆導電材の製造方法 | |
| JP5226032B2 (ja) | ウィスカーが抑制されたCu−Zn合金耐熱Snめっき条 | |
| JP2009097050A (ja) | 電子部品用Snめっき材 | |
| JP7281971B2 (ja) | 電気接点用材料およびその製造方法、コネクタ端子、コネクタならびに電子部品 | |
| JP2000030558A (ja) | 電気接触子用材料とその製造方法 | |
| JP6490510B2 (ja) | 耐熱性に優れためっき材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17861989 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018546247 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17861989 Country of ref document: EP Kind code of ref document: A1 |