WO2018062266A1 - 離型シート - Google Patents
離型シート Download PDFInfo
- Publication number
- WO2018062266A1 WO2018062266A1 PCT/JP2017/034946 JP2017034946W WO2018062266A1 WO 2018062266 A1 WO2018062266 A1 WO 2018062266A1 JP 2017034946 W JP2017034946 W JP 2017034946W WO 2018062266 A1 WO2018062266 A1 WO 2018062266A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- mass
- resin
- release sheet
- semi
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/24—Crosslinking, e.g. vulcanising, of macromolecules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/26—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2429/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2429/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2429/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
Definitions
- the present invention relates to a release sheet comprising a semi-aromatic polyamide resin film and a resin layer and having excellent release properties even when exposed to high temperatures.
- Release sheets are widely used in the industrial field, and specific applications include process materials for manufacturing printed wiring boards, flexible printed wiring boards, multilayer printed wiring boards, adhesive materials, liquid crystal display parts, etc. Examples include protective materials, molding materials for sheet-like structures such as ion exchange membranes and ceramic green sheets.
- the process material and the protective material may be released from the process material and the protective material after being subjected to a high-temperature processing process in a state where the process material and the protection material are attached to the component.
- the protective film for the adhesive material may be released after being stored for a long time in a high temperature environment of about 50 ° C.
- the release film disclosed in Patent Document 1 uses a polyethylene terephthalate film as a base material, and the heat resistance of the base material is insufficient in processing steps exceeding 200 ° C. such as a reflow soldering process. Yes, could not be used.
- Patent Document 2 discloses a heat-resistant release film having a heat-resistant polyimide film as a base material.
- a polyimide film has high heat resistance among polymer films, and can be used as a base material for a release sheet even when processed at a high temperature, but has a problem that it is expensive.
- the release layer of the release film of Patent Document 2 contains a silicone compound, when used in a high temperature range, the silicone compound is decomposed and the low molecular weight silicone is transferred to the adherend.
- Such an adherend is unsuitable as a release film for pressure-sensitive adhesive materials because the adhesiveness (residual adhesion rate) after release decreases.
- the base film is an inexpensive film that replaces the polyimide film, and the release performance is good even in use in a high-temperature region process exceeding 200 ° C. such as a reflow soldering process.
- the base film is an inexpensive film that replaces the polyimide film, and the release performance is good even in use in a high-temperature region process exceeding 200 ° C. such as a reflow soldering process.
- the base film can be released without degrading, and the surface of the adherend after release is contaminated. It is to provide a release sheet that does not occur.
- the present inventors have found that the above-mentioned problems can be obtained by providing a resin layer containing an acid-modified polyolefin resin having a specific composition and a crosslinking agent on a semi-aromatic polyamide resin film.
- the present invention has been found.
- the gist of the present invention is as follows.
- a release sheet comprising: (2) The release sheet according to (1), wherein the content of the crosslinking agent is 1 to 50 parts by mass with respect to 100 parts by mass of the acid-modified polyolefin resin.
- the semi-aromatic polyamide resin includes a dicarboxylic acid component mainly composed of terephthalic acid and a diamine component mainly composed of an aliphatic diamine having 4 to 15 carbon atoms ( The release sheet according to any one of 1) to (3). (5) The release sheet according to (4), wherein the semi-aromatic polyamide resin is nylon 9T or nylon 10T. (6) The release sheet according to any one of (1) to (5), wherein the resin layer further contains polyvinyl alcohol. (7) The release sheet according to (6), wherein the content of polyvinyl alcohol is 5 parts by mass or more with respect to 100 parts by mass of the acid-modified polyolefin resin. (8) The release sheet according to (6) or (7), wherein the saponification degree of polyvinyl alcohol is 99% or less.
- the release sheet of the present invention is inexpensive and has a good release property even when used in a high temperature range exceeding 200 ° C., and stored for a long time in a high temperature environment of about 50 ° C. Even in this case, the releasability is good and the surface of the adherend after release is not contaminated. Therefore, the adhesive material attached as the adherend has a high residual adhesion after release. Furthermore, since the release sheet of the present invention does not use a release agent containing a halogen element such as fluorine, the load on the environment during disposal is small.
- the release sheet of the present invention is suitable as a release sheet for use in a high temperature region process such as a reflow soldering process in manufacturing a printed wiring board or the like.
- a resin layer containing an acid-modified polyolefin resin and a crosslinking agent is provided on a semi-aromatic polyamide resin film.
- the release sheet of the present invention uses a semi-aromatic polyamide resin film as a base material.
- the semi-aromatic polyamide resin constituting this film is composed of a dicarboxylic acid component and a diamine component, and has an aromatic component in the dicarboxylic acid component or diamine component, and an aromatic dicarboxylic acid component and an aliphatic diamine component; It is preferable that it is comprised.
- the aromatic dicarboxylic acid component is preferably based on terephthalic acid, more preferably 60 mol% or more, further preferably 70 mol% or more, and particularly preferably 85 mol% or more. .
- terephthalic acid is less than 60 mol%, the heat resistance and low water absorption of the resulting film are lowered.
- aromatic dicarboxylic acid components other than terephthalic acid for example, isophthalic acid, naphthalenedicarboxylic acid (1,2-isomer, 1,3-isomer, 1,4-isomer, 1,5-isomer, 1,6-isomer) 1,7-isomer, 1,8-isomer, 2,3-isomer, 2,6-isomer, 2,7-isomer).
- the aromatic dicarboxylic acid component may contain other dicarboxylic acids as long as the effects of the present invention are not impaired.
- dicarboxylic acids examples include aliphatic dicarboxylic acids such as oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, sebacic acid, dodecanedioic acid, tetradecanedioic acid, and octadecanedioic acid.
- the aliphatic diamine component preferably contains an aliphatic diamine having 4 to 15 carbon atoms as a main component, more preferably an aliphatic diamine having 6 to 12 carbon atoms as a main component, and an aliphatic diamine component having 9 to 12 carbon atoms. It is more preferable to contain an aliphatic diamine as a main component, and it is particularly preferable to include an aliphatic diamine having 9 to 10 carbon atoms as a main component.
- the aliphatic diamine component preferably contains an aliphatic diamine having 4 to 15 carbon atoms in an amount of 60 mol% or more, more preferably 75 mol% or more, and further preferably 90 mol% or more.
- the obtained film can achieve both heat resistance and productivity.
- the aliphatic diamine having 4 to 15 carbon atoms one kind may be used alone, or two or more kinds may be used in combination.
- content shall be the sum total.
- Examples of the aliphatic diamine having 4 to 15 carbon atoms include 1,4-butanediamine, 1,5-pentanediamine, 1,6-hexanediamine, 1,7-heptanediamine, 1,8-octanediamine, Linear chains such as 9-nonanediamine, 1,10-decanediamine, 1,11-undecanediamine, 1,12-dodecanediamine, 1,13-tridecanediamine, 1,14-tetradecanediamine, 1,15-pentadecanediamine, etc.
- Aliphatic diamine 2-methyl-1,8-octanediamine, 4-methyl-1,8-octanediamine, 5-methyl-1,9-nonanediamine, 2,2,4- / 2,4,4- Trimethylhexamethylenediamine, 2-methyl-1,5-pentanediamine, 2-methyl-1,6-hexanediamine, 2-methyl-1,7- Branched aliphatic diamines such as Putanjiamin the like.
- the aliphatic diamine component may contain other diamines as long as the effects of the present invention are not impaired.
- Other diamines include, for example, alicyclic diamines such as isophorone diamine, norbornane dimethylamine, and tricyclodecane dimethylamine, and aromatic diamines such as metaxylylenediamine, paraxylylenediamine, metaphenylenediamine, and paraphenylenediamine. Can be mentioned.
- the semi-aromatic polyamide resin may be copolymerized with lactams such as ⁇ -caprolactam, ⁇ -enantolactam, ⁇ -capryllactam, and ⁇ -laurolactam as long as the effects of the present invention are not impaired.
- lactams such as ⁇ -caprolactam, ⁇ -enantolactam, ⁇ -capryllactam, and ⁇ -laurolactam
- the semi-aromatic polyamide resin examples include nylon 4T, nylon 6T, nylon 9T, nylon 10T, nylon 11T, nylon 12T, nylon 6I, nylon 6 / 6T, nylon 6 / 6I, nylon 6 / 6T / 6I and the like.
- T represents terephthalic acid
- I represents isophthalic acid.
- nylon 9T and nylon 10T are preferable from the viewpoint of adhesion to the acid-modified component.
- the semi-aromatic polyamide resin may contain a polymerization catalyst and a terminal blocking agent.
- the terminal blocking agent include acetic acid, lauric acid, benzoic acid, octylamine, cyclohexylamine, and aniline.
- the polymerization catalyst include phosphoric acid, phosphorous acid, hypophosphorous acid, or salts thereof.
- the melting point (Tm) of the semi-aromatic polyamide resin is preferably 260 ° C. or higher, more preferably 270 to 350 ° C.
- the semi-aromatic polyamide resin film obtained when the Tm of the semi-aromatic polyamide resin is within this range is suppressed from thermal decomposition (thermal degradation), and the obtained release sheet is used as a process material for a printed circuit board.
- the mold can be easily released even after the reflow soldering process.
- the melting point of the semi-aromatic polyamide resin can be adjusted to the above range by selecting the raw materials and the composition.
- the intrinsic viscosity of the semi-aromatic polyamide resin is preferably 0.8 to 2.0 dL / g, more preferably 0.9 to 1.8 dL / g.
- the semi-aromatic polyamide resin can produce a film having excellent mechanical strength when the intrinsic viscosity is 0.8 dL / g or more, but if it exceeds 2.0 dL / g, the film can be produced. It can be difficult.
- the semi-aromatic polyamide resin can be produced using any method known as a method for producing crystalline polyamide.
- a low polymerization product is prepared using a solution polymerization method or an interfacial polymerization method (Method A) using an acid chloride and a diamine component as raw materials, or a dicarboxylic acid component and a diamine component as raw materials, and the low polymerization product is melt-polymerized or Method of increasing the molecular weight by solid phase polymerization (Method B), Method of generating a crushed mixture of salt and low polymer from a dicarboxylic acid component and a diamine component as raw materials, and then solid phase polymerizing this (Method C), Dicarboxylic acid component And a diamine component as a raw material to form a salt and subject this to solid phase polymerization (Method D).
- Method C and Method D are preferable, and the D method is more preferable.
- Method C and Method D can produce a crushed mixture of salt and low polymer or a salt at a low temperature. Does not require water. Therefore, generation
- Method B for example, a nylon salt prepared by mixing a diamine component, a dicarboxylic acid component, and a polymerization catalyst at once is heat polymerized at a temperature of 200 to 250 ° C. to obtain a low polymer.
- the intrinsic viscosity of the low polymer is preferably 0.1 to 0.6 dL / g.
- the polymerization time becomes long and the productivity may be inferior.
- the semi-aromatic polyamide resin obtained may be colored.
- the solid phase polymerization of the low polymer is preferably carried out under reduced pressure or under an inert gas flow.
- the temperature of solid phase polymerization is preferably 200 to 280 ° C. By setting the temperature of solid phase polymerization within this range, coloring and gelation of the obtained semi-aromatic polyamide resin can be suppressed. If the temperature of the solid-phase polymerization is less than 200 ° C., the polymerization time may be long, resulting in poor productivity.
- the melt polymerization of the low polymer is preferably performed at a temperature of 350 ° C. or lower.
- the polymerization temperature exceeds 350 ° C., decomposition and thermal deterioration of the semi-aromatic polyamide resin may be promoted. Therefore, a film obtained from such a semi-aromatic polyamide resin may be inferior in strength and appearance.
- the above melt polymerization includes melt polymerization using a melt extruder.
- a suspension of a molten aliphatic diamine and a solid aromatic dicarboxylic acid is stirred and mixed to obtain a mixed solution.
- a salt formation reaction by the reaction of the aromatic dicarboxylic acid and the aliphatic diamine, and a low polymer by the polymerization of the generated salt To produce a mixture of salt and low polymer.
- crushing may be performed while the reaction is performed, or crushing may be performed after the reaction is once taken out.
- the obtained reaction product is solid-phase polymerized at a temperature lower than the melting point of the finally produced semi-aromatic polyamide resin to increase the molecular weight to a predetermined molecular weight to obtain a semi-aromatic polyamide resin.
- the solid phase polymerization is preferably performed in a stream of inert gas such as nitrogen at a polymerization temperature of 180 to 270 ° C. and a reaction time of 0.5 to 10 hours.
- the aromatic dicarboxylic acid powder is heated in advance to a temperature not lower than the melting point of the aliphatic diamine and not higher than the melting point of the aromatic dicarboxylic acid, and the aromatic dicarboxylic acid powder at this temperature is heated to the aromatic dicarboxylic acid powder.
- an aliphatic diamine is added to make a salt without substantially containing water.
- the obtained salt is solid-phase polymerized at a temperature lower than the melting point of the semi-aromatic polyamide resin to be finally produced to increase the molecular weight to a predetermined molecular weight to obtain a semi-aromatic polyamide resin.
- the solid phase polymerization is preferably performed in a stream of inert gas such as nitrogen at a polymerization temperature of 180 to 270 ° C. and a reaction time of 0.5 to 10 hours.
- a commercially available product can be suitably used as the semi-aromatic polyamide resin.
- Examples of such commercially available products include “Genesta (registered trademark)” manufactured by Kuraray Co., Ltd., “Zecott (registered trademark)” manufactured by Unitika, “Reny (registered trademark)” manufactured by Mitsubishi Engineering Plastics, and Mitsui Chemicals Examples include “Aalen (registered trademark)”, “Ultramid (registered trademark)” manufactured by BASF, and “Rilsan HT (registered trademark)” manufactured by Arkema.
- the semi-aromatic polyamide resin film is composed of the above-mentioned semi-aromatic polyamide resin, and is necessary within a range not sacrificing the various characteristics as a film in order to further improve the various characteristics.
- lubricants such as lubricants, pigments such as titanium, coloring agents such as dyes, anti-coloring agents, heat stabilizers, hindered phenols, antioxidants such as phosphates and phosphites, benzotriazole compounds, etc.
- the fine particles for a lubricant having good slipperiness include inorganic particles such as silica, alumina, titanium dioxide, calcium carbonate, kaolin, and barium sulfate.
- the organic fine particles include acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene particles.
- the average particle size of the fine particles can be selected in the range of 0.05 to 5.0 ⁇ m according to the frictional properties, optical properties, and other required properties for the film.
- the raw material of the semi-aromatic polyamide resin film may be a mixture of virgin raw materials, a non-standard film produced when producing the semi-aromatic polyamide resin film, a scrap mixture generated as an ear trim, It may be prepared by adding a virgin raw material to the scrap mixture.
- Such mixing can be performed by a known method such as a dry blending method using a known apparatus, a kneading method in which a uniaxial or biaxial extruder is used for melt kneading and mixing.
- the surface of the semi-aromatic polyamide resin film may be subjected to corona treatment, plasma treatment, acid treatment, flame treatment or the like in order to improve the adhesion with the resin layer.
- the resin layer provided on the semi-aromatic polyamide resin film contains an acid-modified polyolefin resin and a crosslinking agent.
- the ratio of the acid-modified component is required to be 2 to 6% by mass, and preferably 2 to 5% by mass.
- the ratio of the polar group in the acid-modified polyolefin resin contained in the resin layer decreases, so that sufficient adhesion with the semi-aromatic polyamide resin film substrate is obtained.
- the adherend may be contaminated.
- the adherend is an adhesive material
- the residual adhesion rate may be reduced.
- the ratio of the acid-modified component exceeds 6% by mass, the heat resistance of the resin layer is lowered, and the releasability from the adherend after the high temperature treatment tends to be lowered.
- Examples of the acid-modifying component constituting the acid-modified polyolefin resin include unsaturated carboxylic acid components.
- unsaturated carboxylic acid components include acrylic acid, methacrylic acid, maleic acid, maleic anhydride, itaconic acid, itaconic anhydride, fumaric acid, crotonic acid, and the like, as well as unsaturated dicarboxylic acid half esters and half amides. It is done.
- acrylic acid, methacrylic acid, maleic acid, and maleic anhydride are preferable from the viewpoint of dispersion stability of the resin, and acrylic acid, methacrylic acid, and maleic anhydride are particularly preferable. Two or more of these acid-modified components may be contained in the acid-modified polyolefin resin.
- the acid-modified polyolefin resin may contain an ethylenically unsaturated component containing an oxygen atom in the side chain.
- the ethylenically unsaturated component containing an oxygen atom in the side chain include esterified products of (meth) acrylic acid and alcohols having 1 to 30 carbon atoms. Among these, (meth) acrylic is easy to obtain. An esterified product of an acid and an alcohol having 1 to 20 carbon atoms is preferable.
- Such compounds include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, hexyl (meth) acrylate, (meth) acrylic acid.
- examples include octyl, decyl (meth) acrylate, lauryl (meth) acrylate, dodecyl (meth) acrylate, stearyl (meth) acrylate, and the like. Mixtures of these may be used.
- methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, hexyl acrylate, and octyl acrylate are more preferable from the viewpoint of adhesion to the base film, and ethyl acrylate. Further, butyl acrylate is more preferable, and ethyl acrylate is particularly preferable.
- (Meth) acrylic acid” means “acrylic acid or methacrylic acid”.
- the ethylenically unsaturated component containing an oxygen atom in the side chain has a polar group in the molecule, like the acid-modified component. Therefore, by including an ethylenically unsaturated component containing an oxygen atom in the side chain in the acid-modified polyolefin resin, the adhesion to the substrate is improved, while the amount of the ethylenically unsaturated component containing an oxygen atom in the side chain is large. If it is too much, the releasability from the adherend may be lowered.
- the ratio of the ethylenically unsaturated component containing an oxygen atom in the side chain contained in the acid-modified polyolefin resin is preferably 40% by mass or less, more preferably 35% by mass or less, and 30% by mass or less. More preferably, it is particularly preferably 18% by mass or less.
- the acid-modified polyolefin resin is a resin having an olefin component as a main component and modified with an acid-modified component.
- the olefin component constituting the acid-modified polyolefin resin is not particularly limited, but alkenes having 2 to 6 carbon atoms such as ethylene, propylene, isobutylene, 2-butene, 1-butene, 1-pentene and 1-hexene are preferable. Moreover, these mixtures may be sufficient. Of these, alkenes having 2 to 4 carbon atoms such as ethylene, propylene, isobutylene and 1-butene are more preferable, and ethylene and propylene are more preferable.
- ethylene is most preferable as the olefin component of the acid-modified polyolefin resin.
- propylene is most preferable as the olefin component of the acid-modified polyolefin resin from the viewpoint of releasability with the epoxy prepreg.
- the propylene component is preferably 50% by mass or more of the acid-modified polyolefin resin, more preferably 60% or more, still more preferably 90% or more, and 95% by mass. % Or more is particularly preferable.
- the acid-modified polyolefin resin used in the present invention may be copolymerized with a small amount of other monomers.
- examples thereof include dienes, (meth) acrylonitrile, halogenated vinyls, halogenated vinylidenes, carbon monoxide, and sulfur dioxide.
- Each component constituting the acid-modified polyolefin resin may be copolymerized in the acid-modified polyolefin resin, and the form is not limited.
- Examples of the state of copolymerization include random copolymerization, block copolymerization, and graft copolymerization (graft modification).
- acid-modified polyolefin resins that can be used in the present invention include Bondine series manufactured by Arkema, Nuclel series manufactured by Mitsui DuPont Polychemical, Lexpearl series manufactured by Nippon Polyethylene, and Umex manufactured by Sanyo Kasei. Products such as the series, Evonik's Best Plast series, Dow Chemical's Primacol series, Mitsui Chemicals' Admer series, Toyobo's Toyotack series.
- crosslinking agent contained in the resin layer a crosslinking agent having a self-crosslinking property, a compound having a plurality of functional groups that react with a carboxyl group in the molecule, etc. can be used, among which an isocyanate compound, a melamine compound, a urea compound An epoxy compound, a carbodiimide group-containing compound, an oxazoline group-containing compound, and the like are preferable, and a carbodiimide group-containing compound and an oxazoline group-containing compound are particularly effective. These crosslinking agents may be used in combination. By including a crosslinking agent, various performances such as cohesive strength and water resistance of the resin layer can be further improved.
- the content of the crosslinking agent is preferably 1 to 50 parts by mass, more preferably 2 to 40 parts by mass, and further preferably 2 to 30 parts by mass with respect to 100 parts by mass of the acid-modified polyolefin resin. preferable.
- the content of the crosslinking agent is less than 1 part by mass, the cohesive force of the resin layer becomes weak, the resin layer tends to migrate to the adherend, and the residual adhesion rate tends to decrease, exceeding 50 parts by mass. Reaction between the resin layer and the adherend may result in poor releasability.
- the carbodiimide group-containing compound is not particularly limited as long as it has one or more carbodiimide groups in the molecule.
- the carbodiimide group-containing compound reacts with two carboxyl groups in the acid-modified part of the acid-modified polyolefin resin in one carbodiimide part to achieve crosslinking.
- Specific examples of the carbodiimide group-containing compound include, for example, p-phenylene-bis (2,6-xylylcarbodiimide), tetramethylene-bis (t-butylcarbodiimide), cyclohexane-1,4-bis (methylene-t-butyl).
- Examples thereof include compounds having a carbodiimide group such as carbodiimide) and polycarbodiimide which is a polymer having a carbodiimide group. These 1 type (s) or 2 or more types can be used. Among these, polycarbodiimide is preferable from the viewpoint of ease of handling.
- the oxazoline group-containing compound is not particularly limited as long as it has two or more oxazoline groups in the molecule.
- the oxazoline group-containing compound forms a amide ester with one carboxyl group in the acid-modified part of the acid-modified polyolefin resin in each of the two oxazoline parts to achieve crosslinking.
- oxazoline group-containing compound examples include, for example, 2,2′-bis (2-oxazoline), 2,2′-ethylene-bis (4,4′-dimethyl-2-oxazoline), 2,2′-p Examples thereof include compounds having an oxazoline group such as -phenylene-bis (2-oxazoline) and bis (2-oxazolinylcyclohexane) sulfide, and polymers containing oxazoline. These 1 type (s) or 2 or more types can be used. Among these, an oxazoline group-containing polymer is preferable because of ease of handling.
- Examples of commercially available oxazoline group-containing polymers include EPOCROSS series manufactured by Nippon Shokubai Co., Ltd. More specifically, it will be described using trade names: water-soluble type “WS-500”, “WS-700”; emulsion type “K-1010E”, “K-1020E”, “K-1030E” , “K-2010E”, “K-2020E”, “K-2030E”, and the like.
- the resin layer preferably contains polyvinyl alcohol from the viewpoint of improving releasability.
- Polyvinyl alcohol is not particularly limited, and examples thereof include a completely or partially saponified vinyl ester polymer.
- the adhesiveness between the resin layer and the base film is improved, and the mold release property between the resin layer and the adherend is improved.
- polyvinyl alcohol forms a microprotrusion on the surface of the resin layer when used in combination with a cross-linking agent, the slipperiness of the resin layer is significantly improved.
- the polyvinyl alcohol in the present invention preferably has water solubility for use as a liquid as described later.
- Polyvinyl alcohol preferably has a saponification degree of 99% or less, more preferably 98% or less, and 95% or less from the viewpoint of surface smoothness of the resin layer and releasability in a high temperature range. More preferably.
- the average degree of polymerization of polyvinyl alcohol is not particularly limited, and can be in the range of 300 to 5000, but 300 to 2000 is preferable from the viewpoint of improving the stability of the coating solution for forming the resin layer.
- Examples of commercially available polyvinyl alcohol include “JC-05”, “JT-05”, “JP-15”, “VC-10”, “JC-05”, “J-POVAL” manufactured by Nihon Vinegar Poval.
- ASC-05X “ UMR-10HH ”
- the content is preferably 5 parts by mass or more with respect to 100 parts by mass of the acid-modified polyolefin resin from the viewpoint of releasability in a high temperature range.
- the amount is preferably 1000 parts by mass or less.
- the lower limit of the content of polyvinyl alcohol is more preferably 10 parts by mass or more, and still more preferably 20 parts by mass or more with respect to 100 parts by mass of the acid-modified polyolefin resin.
- the upper limit is more preferably 500 parts by mass or less, and further preferably 300 parts by mass or less.
- the resin layer may contain inorganic particles and / or organic particles as a roughening substance, but it does not necessarily contain.
- inorganic particles for example, calcium carbonate, magnesium carbonate, calcium oxide, zinc oxide, magnesium oxide, silicon oxide, sodium silicate, aluminum hydroxide, iron oxide, zirconium oxide, barium sulfate, oxidation Inorganic particles such as titanium, tin oxide, antimony trioxide, carbon black, molybdenum disulfide, acrylic cross-linked polymers, styrene cross-linked polymers, silicone resins, fluorine resins, benzoguanamine resins, phenol resins, nylon resins, polyethylene waxes Often, organic particles such as are added.
- the inorganic particles leaves problems such as generation of coarse particles due to aggregation of particles in an aqueous dispersion, sedimentation, and dropping of particles from the resin layer surface.
- the inorganic particles are preferably 0.5 parts by mass or less, more preferably 0.1 parts by mass or less, and particularly preferably not contained with respect to 100 parts by mass of the acid-modified polyolefin resin.
- the addition of organic particles significantly improves the slipperiness of the film, but it bleeds out to the interface between the base polyester and the resin layer and the surface of the resin layer, resulting in a decrease in the adhesion between the resin layer and the base material.
- the organic particles are preferably 0.5 parts by mass or less, more preferably 0.1 parts by mass or less, and particularly preferably not contained with respect to 100 parts by mass of the acid-modified polyolefin resin.
- the surface roughness of the resin layer surface is not particularly limited, but the arithmetic average height Sa is preferably 0.001 to 0.100 ⁇ m, and Sa is used in applications where flatness of the resin layer surface is required.
- the thickness is more preferably 0.001 to 0.050 ⁇ m, and further preferably 0.001 to 0.030 ⁇ m.
- the thickness of the resin layer is preferably from 0.01 to 1 ⁇ m, more preferably from 0.03 to 0.7 ⁇ m, and further preferably from 0.05 to 0.5 ⁇ m.
- the thickness of the resin layer is less than 0.01 ⁇ m, sufficient releasability cannot be obtained.
- the thickness exceeds 1 ⁇ m, the releasability is not improved in a saturated state, and the residual adhesion rate of the adherend is reduced. There is a case.
- the resin layer is manufactured by applying a liquid material containing an acid-modified polyolefin resin and a crosslinking agent in a liquid medium to a semi-aromatic polyamide resin film as a base material and then drying it. Can be easily obtained.
- the liquid medium is preferably an aqueous medium.
- the aqueous medium constituting the liquid material means a solvent containing water and an amphiphilic organic solvent and having a water content of 2% by mass or more, and may be water alone.
- the amphiphilic organic solvent means an organic solvent having a water solubility of 5% by mass or more at 20 ° C. (For the solubility of water in an organic solvent at 20 ° C., for example, “Solvent Handbook” (Kodansha) (Scientific, 1990, 10th edition)).
- alcohols such as methanol, ethanol, n-propanol and isopropanol
- ethers such as tetrahydrofuran and 1,4-dioxane
- ketones such as acetone and methyl ethyl ketone, methyl acetate, acetic acid-n-propyl and isopropyl acetate
- Esters such as methyl propionate, ethyl propionate, dimethyl carbonate, ammonia, diethylamine, triethylamine, diethanolamine, triethanolamine, N, N-dimethylethanolamine, N, N-diethylethanolamine, N-diethanolamine, etc.
- lactams such as 2-pyrrolidone and N-methyl-2-pyrrolidone.
- An antioxidant, an ultraviolet absorber, a lubricant, a colorant, and the like can be added to the liquid material as long as the performance is not impaired.
- the liquid material containing the acid-modified polyolefin resin and the crosslinking agent can be obtained, for example, by mixing a liquid material of the acid-modified polyolefin resin and a crosslinking agent or an aqueous solution thereof.
- Aqueous dispersions can be used. Although the method of carrying out aqueous dispersion is not specifically limited, For example, the method described in international publication WO02 / 055598 is mentioned.
- the dispersed particle size of the acid-modified polyolefin resin in the aqueous medium preferably has a number average particle size of 1 ⁇ m or less from the viewpoint of stability when mixed with other components and storage stability after mixing. More preferably, it is 8 ⁇ m or less. Such a particle size can be achieved by the production method described in WO02 / 055598.
- the number average particle size of the acid-modified polyolefin resin is measured by a dynamic light scattering method.
- the solid content of the aqueous dispersion is not particularly limited, but is preferably 1 to 60% by mass and more preferably 5 to 30% by mass in order to keep the viscosity of the aqueous dispersion moderate.
- the solid content of the liquid obtained by mixing the aqueous dispersion and the crosslinking agent or an aqueous solution thereof can be appropriately selected depending on the lamination conditions, the target thickness and performance, and is not particularly limited. However, in order to keep the viscosity of the liquid material moderate and to form a uniform resin layer, the content is preferably 2 to 30% by mass, and more preferably 3 to 20% by mass.
- the coating can be applied to the film after stretching, or can be applied to the film before stretching, or it can be applied immediately before the stretching machine, and dried and formed into a film in the preheating section of the stretching machine. .
- the manufacturing method of a semi-aromatic polyamide resin film is demonstrated.
- the above-mentioned semi-aromatic polyamide resin or a mixture of additives is melt-extruded with an extruder, and the molten polymer is formed into a sheet form from a flat die such as a T die or I die.
- the sheet is discharged and brought into contact with the cooling surface of a moving cooling body such as a cooling roll or a steel belt to cool it, thereby obtaining an unstretched sheet.
- the extrusion temperature is preferably not lower than the melting point (Tm) of the semi-aromatic polyamide resin and not higher than 370 ° C.
- the extrusion temperature is lower than the melting point, the viscosity may increase and the extrusion may not be possible, and if it exceeds 370 ° C., the semi-aromatic polyamide resin may be decomposed.
- the temperature of the moving cooling body is preferably 40 to 120 ° C, more preferably 45 to 90 ° C, and further preferably 45 to 60 ° C.
- polyamide has a high crystallization rate, and when it is slowly cooled, crystals grow and it becomes difficult to stretch. Therefore, in order to achieve both improvement in cooling efficiency and suppression of condensation of water droplets on the moving cooling body, It is usual to cool down in the vicinity.
- the temperature of the moving cooling body exceeds 120 ° C., it takes a long time for the molten polymer to develop an appropriate hardness on the moving cooling body, and the unstretched sheet is unlikely to come off the moving cooling body.
- the unstretched sheet breaks and wraps around the roll, or even if it does not break, pulsation occurs due to the momentum when the unstretched sheet comes off the roll. .
- crystals with different sizes are generated in the unstretched sheet, and stretching unevenness occurs or stretching becomes difficult.
- the portion of the molten polymer not yet in contact with the moving cooling body (cooling roll) becomes hard, and the hardened portion becomes No contact with the moving cooling body (cooling roll).
- the unstretched sheet has a portion that is in close contact with the moving cooling body and a portion that is not in close contact, and cannot be stably operated. Further, in the subsequent stretching step, breakage or non-uniform stretching occurs.
- the glass transition temperature (Tg) is high, and the resin characteristic of high elastic modulus and high hardness in the low temperature region prevents uniform adhesion with the moving cooling body, resulting in local This is considered to be caused by the occurrence of uneven cooling rate.
- a method for bringing the molten polymer into close contact with the moving cooling body for cooling and solidifying includes an air knife casting method, an electrostatic application method, a vacuum chamber method, etc. The method can be used.
- the obtained unstretched sheet usually has a thickness of about 10 ⁇ m to 3 mm and has excellent properties such as low water absorption and chemical resistance as it is, but has a thickness of about 0.5 ⁇ m to 1.5 mm.
- biaxial stretching low water absorption, chemical resistance, heat resistance, and mechanical strength are further improved.
- a flat sequential biaxial stretching method a flat simultaneous biaxial stretching method, a tubular method, or the like can be used.
- the flat simultaneous biaxial stretching method is optimal because the film thickness accuracy is good and the physical properties in the film width direction are uniform.
- a stretching apparatus for the flat simultaneous biaxial stretching method a screw type tenter, a pantograph type tenter, a linear motor driven clip type tenter, or the like can be used.
- the draw ratio should be in the range of 1.5 to 10 times in the machine direction (MD) and transverse direction (TD), respectively, because the semi-aromatic polyamide resin film finally obtained has excellent heat resistance and mechanical strength. Is preferably 2 to 5 times.
- the stretching speed is preferably such that the MD and TD stretching strain rates both exceed 400% / min, more preferably 800 to 12000% / min, and more preferably 1200 to 6000% / min. When the strain rate is 400% / min or less, crystals grow during stretching and the film breaks.
- the stretching temperature is preferably equal to or higher than the Tg of the semi-aromatic polyamide resin, more preferably higher than Tg and equal to or lower than (Tg + 50) ° C. If the stretching temperature is less than Tg, the film is likely to break, and stable production cannot be performed. Conversely, if it exceeds (Tg + 50) ° C., stretching unevenness may occur.
- the semi-aromatic polyamide resin film is preferably subjected to a heat setting treatment as necessary, after being stretched as described above, while holding the film with a clip used at the time of stretching.
- a preferable heat setting treatment temperature is 250 to (Tm-5) ° C., and more preferably 280 to (Tm-10) ° C.
- the heat setting treatment temperature is less than 250 ° C.
- the resin layer containing the acid-modified olefin resin provided on the semi-aromatic polyamide resin film before stretching becomes insufficient in the curing reaction and the releasability is lowered.
- the film is preferably subjected to 1 to 10% relaxation treatment, more preferably 3 to 7% relaxation treatment, while being held by the clip. . When the film is subjected to relaxation treatment, sufficient dimensional stability can be obtained.
- a semi-aromatic polyamide resin stretched film roll can be obtained by performing heat setting treatment or relaxation treatment if desired, and then cooling and winding up on a take-up roll.
- the obtained semi-aromatic polyamide resin stretched film roll can be slit to a desired width.
- the method of laminating the resin layer on the semi-aromatic polyamide resin film produced by the above method is not particularly limited, and the liquid material is applied to an unstretched sheet of semi-aromatic polyamide resin, and the liquid material is unstretched. It is preferable to include the process of drying, extending
- the resin layer can be applied in a state where the degree of orientation crystallization on the surface of the semi-aromatic polyamide resin film is small. Therefore, the adhesion between the semi-aromatic polyamide resin film and the resin layer is improved.
- the resin layer can be subjected to high-temperature heat treatment in a tensioned state of the semi-aromatic polyamide resin film, so that the releasability of the resin layer and the remaining adherend can be maintained without degrading the quality of the semi-aromatic polyamide resin film. Adhesive force can be improved. Furthermore, as compared with off-line coating, not only can the manufacturing process be simplified, but the thinning of the resin layer is advantageous in terms of cost. In addition, when adopting the sequential biaxial stretching method, the liquid material is applied to a semi-aromatic polyamide resin film stretched in a uniaxial direction, and then the semi-aromatic polyamide resin film is perpendicular to the direction. Further stretching is preferable for reasons of simplicity and operation.
- the release sheet of the present invention has a peel strength between the resin layer and the acrylic pressure-sensitive adhesive material of 2.5 N / cm or less after thermocompression bonding of the resin layer and the acrylic pressure-sensitive adhesive material as the adherend.
- a peel strength between the resin layer and the acrylic pressure-sensitive adhesive material of 2.5 N / cm or less after thermocompression bonding of the resin layer and the acrylic pressure-sensitive adhesive material as the adherend.
- it is 1.8 N / cm or less, more preferably 1.6 N / cm or less.
- the peel strength from the adhesive material is practically 2.5 N / cm or less.
- the release sheet of the present invention preferably has a peel strength between the epoxy prepreg after being cured and the release sheet of 0.01 to 1.5 N / cm. More preferably, it is 0.01 to 1.0 N / cm, still more preferably 0.02 to 0.8 N / cm, and particularly preferably 0.05 to 0.5 N / cm.
- the peel strength is 0.01 N / cm or less, the adhesion between the release sheet and the adherend is insufficient, and thus there is a possibility of peeling in the process of storage, cutting, and transportation. is there. If the peel strength exceeds 1.5 N / cm, the peel strength is too high, and it becomes difficult to use as a release sheet.
- the peel strength from the above-described epoxy prepreg is measured after the epoxy prepreg is sandwiched between a pair of release sheets and held at 150 ° C. or 230 ° C. for 70 minutes under a pressure of 15 kg / cm 2 to cure the epoxy prepreg.
- the release sheet of the present invention has heat resistance and the surface of the resin layer has good release properties for various adherends, various adherends are laminated on the resin layer.
- a protective material such as an adhesive material or a liquid crystal display component, a press process material for a printed wiring board, or a molding process material for a sheet-like structure.
- Intrinsic viscosity of semi-aromatic polyamide resin [ ⁇ ] Intrinsic viscosities ( ⁇ inh) of samples with concentrations of 0.05, 0.1, 0.2, and 0.4 g / dl in concentrated sulfuric acid at 30 ° C. were obtained from the following formula, The inserted value was defined as intrinsic viscosity [ ⁇ ].
- ⁇ inh [ln (t1 / t0)] / c [Where ⁇ inh is the intrinsic viscosity (dl / g), t0 is the solvent flow time (seconds), t1 is the sample solution flow time (seconds), and c is the concentration of the sample in the solution (g / dl) . ]
- Tm Melting point
- Tg glass transition temperature
- the peel strength between the acrylic pressure-sensitive adhesive tape and the release sheet of the peel strength measurement sample was measured with a tensile tester (precision universal material tester 2020 manufactured by Intesco) in a thermostatic chamber at 25 ° C.
- the peeling angle was 180 ° and the peeling speed was 300 mm / min.
- Residual adhesion rate Biaxially stretched polyester resin film (Unitika Ltd.) with an acrylic adhesive tape (Nitto Denko No. 31B / acrylic adhesive) having a width of 50 mm and a length of 150 mm peeled from the surface of the release sheet by the above peel strength test It was affixed to a corona-treated surface of “Embret PET-12” (thickness 12 ⁇ m) and allowed to stand at room temperature for 20 hours at 2 kPa load. Thereafter, the peel strength between the acrylic adhesive tape and the biaxially stretched polyester resin film was measured with a tensile tester (precision universal material tester type 2020 manufactured by Intesco) in a thermostatic chamber at 25 ° C.
- a tensile tester precision universal material tester type 2020 manufactured by Intesco
- the peeling angle was 180 ° and the peeling speed was 300 mm / min.
- the peel strength obtained by this measurement is defined as F1.
- a biaxially stretched polyester resin film (“Embret PET-12" manufactured by Unitika Ltd., thickness 12 ⁇ m)
- an unused acrylic adhesive tape (Nitto Denko No. .31B / acrylic pressure-sensitive adhesive) and a 2 kPa load at room temperature for 20 hours.
- the peel strength between the acrylic pressure-sensitive adhesive tape and the biaxially stretched polyester resin film was measured with a tensile tester (precision universal material tester type 2020 manufactured by Intesco) in a thermostatic chamber at 25 ° C. (peel angle was 180 °).
- Residual adhesion rate (%) (F1 / F2) ⁇ 100
- the residual adhesive rate is high, and practically, it is preferably 85% or more.
- the peel strength between the cured epoxy prepreg and the release film of the obtained sample was measured with a tensile tester (manufactured by Intesco, precision universal material tester, model 2020) in a thermostatic chamber at 25 ° C.
- the peeling angle was 180 ° and the peeling speed was 300 mm / min.
- Practical strength of the epoxy prepreg is preferably 1.5 N / cm or less, and more preferably 1.0 N / cm or less.
- the peel strength between the cured epoxy prepreg and the release film of the obtained sample was measured with a tensile tester (manufactured by Intesco, precision universal material tester, model 2020) in a thermostatic chamber at 25 ° C.
- the peeling angle was 180 ° and the peeling speed was 300 mm / min.
- the semi-aromatic polyamide resin was produced by the following method. ⁇ Nylon 9T> 3289 parts by mass of terephthalic acid (TA), 2533 parts by mass of 1,9-nonanediamine (NDA), 633 parts by mass of 2-methyl-1,8-octanediamine (MODA), 48.9 parts by mass of benzoic acid (BA), 6.5 parts by mass of sodium phosphite monohydrate (0.1% by mass based on the total of the above four polyamide raw materials) and 2200 parts by mass of distilled water were placed in a reaction kettle and purged with nitrogen. The molar ratio of these raw materials (TA / BA / NDA / MODA) is 99/2/80/20.
- the contents in the reaction kettle were stirred at 100 ° C. for 30 minutes, and then the internal temperature was raised to 210 ° C. over 2 hours. At this time, the pressure inside the reaction kettle was increased to 2.12 MPa (22 kg / cm 2 ). The reaction was continued for 1 hour, and then the temperature was raised to 230 ° C., and then the temperature was maintained at 230 ° C. for 2 hours. The reaction was carried out while gradually removing water vapor and keeping the pressure at 2.12 MPa (22 kg / cm 2 ). . Next, the pressure was reduced to 0.98 MPa (10 kg / cm 2 ) over 30 minutes, and the reaction was further continued for 1 hour to obtain a prepolymer. This was dried at 100 ° C.
- the pulverized prepolymer was subjected to solid phase polymerization for 10 hours under the conditions of a temperature of 230 ° C. and a pressure of 13.3 Pa (0.1 mmHg) to obtain a polymer.
- This was supplied to a twin screw extruder (“TEX44C” manufactured by Nippon Steel Co., Ltd.), melt kneaded and extruded under conditions of a cylinder temperature of 320 ° C., cooled and cut to produce nylon 9T pellets.
- the molar ratio (TA / BA / DDA) of these raw materials is 99/2/100.
- reaction product was cooled and taken out. After the reaction product was pulverized, it was heated in a dryer under a nitrogen stream at 220 ° C. for 5 hours and subjected to solid phase polymerization to obtain a polymer. This was supplied to a twin screw extruder (“TEX44C” manufactured by Nippon Steel Co., Ltd.), melt kneaded and extruded under the condition of a cylinder temperature of 320 ° C., cooled and cut to produce nylon 10T pellets.
- TEX44C manufactured by Nippon Steel Co., Ltd.
- Table 1 shows the melting point, glass transition temperature, and intrinsic viscosity of the produced semi-aromatic polyamide resin.
- An acid-modified polyolefin resin aqueous dispersion for preparing a liquid for forming a resin layer was produced by the following method.
- the rotation speed of the stirring blade was set to 300 rpm, the system temperature was maintained at 140 to 145 ° C., and stirring was performed for 60 minutes. Then, it put on the water bath and cooled to room temperature (about 25 degreeC), stirring with a rotational speed of 300 rpm. Thereafter, in order to remove the organic solvent from the aqueous medium, a part of the aqueous medium was distilled off at a bath temperature of 80 ° C. while adding water using a rotary evaporator. Then, after cooling to room temperature (25 ° C.) by air cooling, pressure filtration (air pressure 0.2 MPa) was performed with a 300-mesh stainless steel filter (wire diameter 0.035 mm, plain weave).
- an aqueous dispersion O-2 of a milky white uniform acid-modified polyolefin resin P-2 and an aqueous dispersion O-5 of an acid-modified polyolefin resin P-5 are obtained. It was.
- ⁇ Production of aqueous dispersion O-3 of acid-modified polyolefin resin P-3> 280 g of propylene-butene-ethylene terpolymer (Evonik's Bestplast 708, propylene / butene / ethylene 64.8 / 23.9 / 11.3 (mass%)) in a four-necked flask in nitrogen After being melted by heating in an atmosphere, 25.0 g of maleic anhydride as an unsaturated carboxylic acid and 6.0 g of dicumyl peroxide as a radical generator were each taken for 1 hour while maintaining the system temperature at 170 ° C. and stirring. Thereafter, the reaction was allowed to proceed for 1 hour.
- reaction product was put into a large amount of acetone to precipitate a resin.
- the heater was turned on and heated after 10 minutes. Then, the system temperature was maintained at 130 ° C. and further stirred for 120 minutes to be dispersed. Thereafter, when the system was cooled to about 80 ° C. while stirring at a rotational speed of 300 rpm, the system was gradually depressurized to remove IPA and water. After removing 130 g or more of IPA and water, when the system temperature reached 35 ° C., water was added to adjust the concentration of the acid-modified polyolefin resin P-6 in the aqueous dispersion to 20% by mass. Then, it was filtered under pressure through a 180 mesh stainless steel filter to obtain a milky white uniform acid-modified polyolefin resin aqueous dispersion O-6.
- ⁇ Aqueous dispersion O-7 of acid-modified polyolefin resin P-7> 280 g of propylene-butene-ethylene terpolymer (Best Plastic 708 manufactured by Huls Japan, propylene / butene / ethylene 64.8 / 23.9 / 11.3 (mass%)) in a four-necked flask The mixture was heated and melted in a nitrogen atmosphere, and then the system temperature was maintained at 170 ° C., and stirring was carried out with 10.0 g of maleic anhydride as the unsaturated carboxylic acid and 8.0 g of dicumyl peroxide as the radical generator for 1 hour. Over the course of 1 hour.
- reaction product was put into a large amount of acetone to precipitate a resin.
- Table 2 shows the composition of the acid-modified polyolefin resin and the solid content of the aqueous dispersion.
- Example 1 Preparation of liquid material> An aqueous dispersion O-1 of an acid-modified polyolefin resin P-1 and an aqueous polyvinyl alcohol solution (VC-10 manufactured by Nippon Bibi-Poval), average polymerization degree: 1,000, solid content concentration: 10% by mass, saponification degree : 99.3% or more) and an aqueous solution of an oxazoline group-containing compound (Epocross WS-700 manufactured by Nippon Shokubai Co., Ltd., solid content concentration: 25% by mass), and the solid content mass ratio of each component is 100: 100: 7 And then diluted with water to obtain a liquid material having a solid content concentration of 8% by mass.
- Nylon 9T was charged into a 65 mm single-screw extruder set at a cylinder temperature of 295 ° C. (front stage), 320 ° C. (middle stage), and 320 ° C. (back stage), and melted into a sheet form from a T die set at 320 ° C. Extruded and pressed onto a chill roll set at a circulating oil temperature of 50 ° C. by an electrostatic application method to cool the roll, and a substantially non-oriented unstretched sheet having a thickness of 240 ⁇ m was obtained. The cooling roll used was coated with ceramic (Al 2 O 3) to 0.15mm thickness on the surface.
- two carbon brushes were arranged on the upstream side of the point where the roll surface and the film were in contact with each other and brought into contact with the cooling roll, and the surface of the ceramic coating layer was discharged by grounding the carbon brush holder.
- a tungsten wire having a diameter of 0.2 mm was used as an electrode, and a voltage of 6.5 kV was applied with a 300 W (15 kV ⁇ 20 mA) DC high voltage generator.
- the unstretched sheet is held at both ends with clips while tenter system simultaneous biaxial Lead to a stretching machine (manufactured by Hitachi, Ltd.), preheating temperature 120 ° C., stretching temperature 130 ° C., longitudinal stretching strain rate 2400% / min, transverse stretching strain rate 2760% / min, longitudinal stretching ratio 3.0 times. Simultaneous biaxial stretching was performed at a transverse stretching ratio of 3.3 times. And after heat fixing at 285 ° C.
- a release sheet having a width of 0.5 m and a length of 500 m was obtained, and a 0.1 ⁇ m thick resin layer was provided on a 25 ⁇ m thick biaxially stretched nylon 9T film.
- Examples 2 to 18 and Comparative Examples 1 to 6 The types of acid-modified polyolefin resin, polyvinyl alcohol, and crosslinking agent in the liquid for resin layer formation, and parts by mass of polyvinyl alcohol and crosslinking agent relative to 100 parts by mass of acid-modified polyolefin resin were changed as described in Tables 3 and 4. Except that, a release film was obtained in the same manner as in Example 1.
- polyvinyl alcohol JT-05 shown in the table JT-05 (average polymerization degree 500, solid content concentration 10% by mass, saponification degree 94.0%) manufactured by Nippon Vinegar Poval Co., Ltd. was used as a crosslinking agent.
- Carbodiimide group-containing compound Carbodilite E-02 (solid content concentration: 40% by mass) manufactured by Nisshinbo Co., Ltd. was used.
- a nylon 10T film was produced using nylon 10T instead of nylon 9T.
- nylon 6T manufactured by Mitsui Chemicals, Inc.
- Nylon 6T film was produced using Aalen.
- nylon 11T manufactured by Arkema Co., Ltd., Rilsan HT CESV BLACK P010-HP-TL was produced in place of nylon 9T.
- Example 19 Comparative Examples 7-11 In Example 19, nylon 9T film (“Uniamide” manufactured by Unitika, thickness 25 ⁇ m), in Comparative Examples 7 and 8, polyimide film (“Apical AH” manufactured by Kaneka, thickness 25 ⁇ m), and in Comparative Examples 9 and 10, polyphenylene Sulfide film (“Torelina” manufactured by Toray Industries, Inc., thickness 25 ⁇ m), in Comparative Example 11, polyethylene terephthalate film (“Embret” manufactured by Unitika Inc., thickness 25 ⁇ m) was used, and a Mayer bar was used for each film. A liquid material having the composition described in Tables 3 and 4 was applied and dried at 280 ° C. for 30 seconds to obtain a release sheet in which a resin layer having a thickness of 0.1 ⁇ m was formed on the film.
- Tables 3 and 4 show the evaluation results of the release properties of the release sheets obtained in Examples 1 to 19 and Comparative Examples 1 to 11.
- the base material is a semi-aromatic polyamide resin film
- the resin layer contains an acid-modified polyolefin resin having an acid-modified component amount of 2 to 6% by mass and a crosslinking agent. Therefore, the resin layer and the semi-aromatic polyamide resin film substrate showed excellent adhesion, showed good releasability with the adherend, and the residual adhesive rate of the adhesive component after release was also good. It was. Furthermore, good releasability was also shown in the peel test after high temperature treatment.
- a resin layer containing a propylene-based acid-modified polyolefin resin (P-3, P-4) has a good releasability from an epoxy prepreg, and particularly has a high propylene ratio in the releasability after high-temperature treatment.
- the acid-modified polyolefin resin (P-4) was the best.
- the resin layer containing the ethylene acid-modified polyolefin resin (P-1, P-2) had a small surface roughness Sa, was smooth, and had good releasability from the acrylic pressure-sensitive adhesive.
- the resin layer containing polyvinyl alcohol improves adhesion to the substrate and releasability from the adherend, and in particular, contains JT-05, which is polyvinyl alcohol having a low saponification degree.
- the resin layer having a smoother surface than the one containing VC-10 having a high saponification degree was superior in releasability in a high temperature range exceeding 200 ° C.
- the release sheets of Comparative Examples 1 to 4 since the ratio of the acid-modified component of the resin layer constituting the release sheet exceeded the upper limit specified in the present invention, the peel strength after high temperature treatment was increased, The moldability decreased.
- the release sheet of Comparative Example 5 since the ratio of the acid-modified component of the resin layer constituting the release sheet was below the lower limit of the range defined in the present invention, the adhesion between the resin layer and the substrate was reduced, Further, the releasability from the adherend was also inferior. Since the release sheet of Comparative Example 6 did not contain a cross-linking agent in the resin layer constituting the release sheet, the adhesion between the resin layer and the substrate was inferior, and the release property evaluation with the adherend was performed.
- the film could not be peeled off, and cohesive failure occurred.
- the resin constituting the base film is polyimide (PI) and Comparative Examples 9 and 10 are polyphenylene sulfide (PPS)
- the adhesiveness with the resin layer is low.
- the releasability from the adherend was poor.
- the release sheet of Comparative Example 11 since the resin constituting the base film was polyethylene terephthalate (PET), the film was deformed when subjected to high temperature treatment, and the release property could not be evaluated. In any of the release sheets of Comparative Examples 6 to 10, the release property was inferior in the peel test after the high temperature treatment.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Laminated Bodies (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
Abstract
Description
(1)半芳香族ポリアミド樹脂フィルム上に樹脂層が設けられた離型シートであって、樹脂層が、酸変性成分の割合が2~6質量%である酸変性ポリオレフィン樹脂と、架橋剤とを含有することを特徴とする離型シート。
(2)酸変性ポリオレフィン樹脂100質量部に対して、架橋剤の含有量が1~50質量部であることを特徴とする(1)記載の離型シート。
(3)架橋剤がカルボジイミド基含有化合物および/またはオキサゾリン基含有化合物であることを特徴とする(1)または(2)記載の離型シート。
(4)半芳香族ポリアミド樹脂が、テレフタル酸を主成分とするジカルボン酸成分を含むとともに、炭素数が4~15である脂肪族ジアミンを主成分とするジアミン成分を含むことを特徴とする(1)~(3)のいずれかに記載の離型シート。
(5)半芳香族ポリアミド樹脂がナイロン9Tまたはナイロン10Tであることを特徴とする(4)記載の離型シート。
(6)樹脂層が、さらにポリビニルアルコールを含有することを特徴とする(1)~(5)のいずれかに記載の離型シート。
(7)酸変性ポリオレフィン樹脂100質量部に対して、ポリビニルアルコールの含有量が5質量部以上であることを特徴とする(6)記載の離型シート。
(8)ポリビニルアルコールのケン化度が99%以下であることを特徴とする(6)または(7)記載の離型シート。
本発明の離型シートは、プリント配線板などを製造におけるリフローはんだ工程のような高温域工程で使用する離型シートとして好適である。
本発明の離型シートは、酸変性ポリオレフィン樹脂と架橋剤を含有する樹脂層が、半芳香族ポリアミド樹脂フィルム上に設けられたものである。
テレフタル酸以外の芳香族ジカルボン酸成分としては、例えば、イソフタル酸、ナフタレンジカルボン酸(1,2-体、1,3-体、1,4-体、1,5-体、1,6-体、1,7-体、1,8-体、2,3-体、2,6-体、2,7-体)が挙げられる。
芳香族ジカルボン酸成分には、本発明の効果を損なわない範囲で、他のジカルボン酸が含まれてもよい。他のジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、セバシン酸、ドデカン二酸、テトラデカン二酸、オクタデカン二酸などの脂肪族ジカルボン酸が挙げられる。
脂肪族ジアミン成分は、炭素数4~15の脂肪族ジアミンを60モル%以上含有することが好ましく、75モル%以上含有することがより好ましく、90モル%以上含有することがさらに好ましい。炭素数4~15の脂肪族ジアミンの含有量を60モル%以上とすることで、得られるフィルムは、耐熱性と生産性を両立させることができる。炭素数4~15の脂肪族ジアミンは1種を単独で用いてもよいし、2種以上を併用してもよい。なお、2種以上を併用する場合、含有量はそれらの合計とする。
低重合物の固相重合は、好ましくは、減圧下または不活性ガス流通下でおこなわれる。また、固相重合の温度は200~280℃であることが好ましい。固相重合の温度をこの範囲とすることで、得られる半芳香族ポリアミド樹脂の着色やゲル化を抑制することができる。固相重合の温度が200℃未満であると、重合時間が長くなるため生産性に劣る場合がある。一方、280℃を超えると、得られる半芳香族ポリアミド樹脂において、着色やゲル化が発現する場合がある。
低重合物の溶融重合は、好ましくは、350℃以下の温度で行われる。重合温度が350℃を超えると、半芳香族ポリアミド樹脂の分解や熱劣化が促進される場合がある。そのため、このような半芳香族ポリアミド樹脂から得られたフィルムは、強度や外観に劣ることがある。なお、上記の溶融重合には、溶融押出機を用いた溶融重合も含まれる。
滑り性を良好なものとする滑剤用の微粒子としては、たとえばシリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等の無機系粒子を挙げることができる。また、有機系微粒子として、たとえばアクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子などを挙げることができる。微粒子の平均粒径は、0.05~5.0μmの範囲内で、摩擦特性、光学特性、その他のフィルムに対する要求特性に応じて選択することができる。
(ア)半芳香族ポリアミド樹脂の重合時に添加する方法
(イ)半芳香族ポリアミド樹脂に直接添加し、溶融混練したペレットを準備するマスターバッチ法
(ウ)フィルム製膜時に半芳香族ポリアミド樹脂に直接添加し、押出機で溶融混練する方法
(エ)フィルム製膜時に押出機に直接添加し、溶融混練する方法
半芳香族ポリアミド樹脂フィルム上に設けられる樹脂層は、酸変性ポリオレフィン樹脂と架橋剤とを含有する。
酸変性ポリオレフィン樹脂は、酸変性成分の割合が、2~6質量%であることが必要であり、2~5質量%であることが好ましい。酸変性成分の割合が2質量%未満の場合は、樹脂層に含まれる酸変性ポリオレフィン樹脂中の極性基の割合が少なくなるため、半芳香族ポリアミド樹脂フィルム基材との十分な密着性が得られず、被着体との離型性が劣るだけでなく、被着体を汚染する可能性がある。被着体が粘着材料の場合は残存接着率を低下させる場合がある。一方、酸変性成分の割合が6質量%を超える場合は、樹脂層の耐熱性が低下し、高温処理後の被着体との離型性が低下する傾向がある。
半芳香族ポリアミド樹脂フィルムの製造においては、前記の半芳香族ポリアミド樹脂やこれに添加剤を配合したものを押出機で溶融押出し、TダイやIダイなどのフラットダイから溶融ポリマーをシート状に吐出し、冷却ロールやスチールベルトなどの移動冷却体の冷却面に接触させて冷却することにより未延伸シートを得る。
この時、押出温度は半芳香族ポリアミド樹脂の融点(Tm)以上370℃以下であることが好ましい。押出温度が融点以下になると粘度が上昇して押し出しできなくなるおそれがあり、370℃を超えると、半芳香族ポリアミド樹脂が分解してしまうおそれがある。
移動冷却体の温度は40~120℃であることが好ましく、45~90℃であることがより好ましく、45~60℃であることがさらに好ましい。通常、ポリアミドは、結晶化速度が速く、徐冷すると結晶が成長して延伸が困難になるため、冷却効率を高めることと移動冷却体への水滴の結露を抑制することを両立させるため、室温近傍に急冷することが常道である。
移動冷却体の温度が120℃を超える場合は、溶融ポリマーは、移動冷却体上で適度な硬さを発現するまでの時間が長くなって、未延伸シートが移動冷却体から外れにくくなる。その結果、たとえば移動冷却体がロールである場合には、未延伸シートが破断してロールヘの巻き付きが生じたり、破断しなくても未延伸シートがロールから外れるときの勢いで脈打ちが生じたりする。また未延伸シート中に大きさのバラついた結晶が生成して、延伸ムラが発生したり延伸が困難になったりする。
また、半芳香族ポリアミド樹脂は、40℃未満の移動冷却体で急冷すると、それによって、溶融ポリマーにおける移動冷却体(冷却ロール)に未だ接触していない部分が硬くなり、その硬くなった部分は移動冷却体(冷却ロール)に密着しなくなる。結果として、未延伸シートは、移動冷却体に密着する部分と密着しない部分が現れ、安定して操業できなくなる。また、その後の延伸工程で破断、あるいは、不均一な延伸が起こる。これは、結晶化速度が速いという樹脂特性に加えて、ガラス転移温度(Tg)が高く、さらに、低温領域では弾性率が高く硬い樹脂特性が、移動冷却体との均一な密着を妨げ、局部的な冷却速度ムラを生じていることが原因していると考えられる。
溶融ポリマーを均一に冷却固化して未延伸シートを得るために、溶融ポリマーを移動冷却体に密着させて冷却固化するための方法として、エアーナイフキャスト法、静電印加法、バキュームチャンバ法等の方法を使用することができる。
二軸延伸方法として、フラット式逐次二軸延伸法、フラット式同時二軸延伸法、チューブラ法等を用いることができる。なかでも、フィルム厚み精度が良く、フィルム巾方向の物性が均一であることから、フラット式同時二軸延伸法が最適である。
フラット式同時二軸延伸法のための延伸装置としては、スクリュー式テンター、パンタグラフ式テンター、リニアモーター駆動クリップ式テンターなどを用いることができる。
延伸倍率は、最終的に得られる半芳香族ポリアミド樹脂フィルムの耐熱性や力学強度が優れるために、縦方向(MD)および横方向(TD)にそれぞれ1.5~10倍の範囲であることが好ましく、2~5倍であることがより好ましい。
延伸速度は、MDとTDの延伸歪み速度がいずれも400%/minを超えることが好ましく、800~12000%/minであることがより好ましく、1200~6000%/minであることがより好ましい。歪み速度が400%/min以下であると、延伸の途中で結晶が成長して、フィルムが破断し、反対に歪み速度が速すぎると、未延伸シートは、変形に追随できなくなって破断する場合がある。
延伸温度は、半芳香族ポリアミド樹脂のTg以上であることが好ましく、Tgを超えかつ(Tg+50)℃以下であることがより好ましい。延伸温度がTg未満の場合は、フィルムの破断が生じやすく、安定した製造を行うことができず、反対に(Tg+50)℃を超えると、延伸ムラが生じる場合がある。
さらに、熱固定処理を行った後、フィルムは、クリップに把持されたまま、必要に応じて1~10%の弛緩処理を行うことが好ましく、3~7%の弛緩処理を行うことがより好ましい。フィルムは、弛緩処理を行うことで、十分な寸法安定性を得られるようになる。
なお、逐次二軸延伸法を採用する場合には、一軸方向に延伸された半芳香族ポリアミド樹脂フィルムに前記液状物を塗布し、その後、半芳香族ポリアミド樹脂フィルムを前記方向と直交する方向にさらに延伸することが、簡便さや操業上の理由から好ましい。
離型シートとして用いるためには、上記粘着材料との剥離強度は実用的に2.5N/cm以下であることが好ましい。
以下の実施例・比較例における各種物性の評価方法は、下記のとおりとした。なお、特に記載がない限りは、いずれの測定も、温度20℃、湿度65%の環境下で行った。
1.半芳香族ポリアミド樹脂の極限粘度[η]
濃硫酸中、30℃にて、0.05、0.1、0.2、0.4g/dlの各濃度の試料の固有粘度(ηinh)を以下の式から求め、これを濃度0に外挿した値を極限粘度[η]とした。
ηinh=[ln(t1/t0)]/c
〔式中、ηinhは固有粘度(dl/g)、t0は溶媒の流下時間(秒)、t1は試料溶液の流下時間(秒)、cは溶液中の試料の濃度(g/dl)を表す。〕
DSC装置(パーキンエルマー社製 DSC7)を用い、半芳香族ポリアミド樹脂を、窒素雰囲気下で20℃から350℃まで10℃/分で昇温させ5分間保持した(1st Scan)後、350℃から20℃まで100℃/分で冷却して5分間保持した。さらに20℃から350℃まで10℃/分で再昇温させた過程(2nd Scan)でのガラス転移温度を、半芳香族ポリアミド樹脂のTgとした。同様に、2nd Scanで観測される結晶融解ピークのピークトップ温度をTmとした。
液状物を適量秤量し、これを150℃で残存物(固形分)の質量が恒量に達するまで加熱し、固形分含有率を求めた。
TAYLOR/Hobson社製タリサーフCCI6000を使用し、下記の条件で表面粗さSa(算術平均高さ、μm)を10箇所測定し、平均して求めた。
測定長:0.66mm×0.66mm
カットオフ:ロバストガウシアンフィルタ、0.25mm
得られた離型シートの樹脂層側に、巾50mm、長さ150mmのアクリル系粘着テープ(日東電工社製No.31B/アクリル系粘着剤)をゴムロールで圧着して試料とした。試料を、金属板/ゴム板/試料/ゴム板/金属板の形で挟み、2kPa荷重、70℃の雰囲気で30日間放置し、その後、常温に戻して剥離強度測定用試料を得た。剥離強度測定用試料の、アクリル系粘着テープと離型シートとの剥離強度を、25℃の恒温室で引張試験機(インテスコ社製精密万能材料試験機2020型)にて測定した。剥離角度は180°、剥離速度は300mm/分とした。
上記剥離強度試験により離型シート表面から剥離した巾50mm、長さ150mmのアクリル系粘着テープ(日東電工社製No.31B/アクリル系粘着剤)を二軸延伸ポリエステル樹脂フィルム(ユニチカ社製「エンブレットPET-12」、厚さ12μm)のコロナ処理面に貼付し、2kPa荷重、室温で20時間放置した。その後、アクリル系粘着テープと二軸延伸ポリエステル樹脂フィルムとの剥離強度を、25℃の恒温室で引張試験機(インテスコ社製精密万能材料試験機2020型)にて測定した。剥離角度は180°、剥離速度は300mm/分とした。この測定により得られた剥離強度をF1とする。
一方、二軸延伸ポリエステル樹脂フィルム(ユニチカ社製「エンブレットPET-12」、厚さ12μm)のコロナ処理面に、巾50mm、長さ150mmの未使用のアクリル系粘着テープ(日東電工社製No.31B/アクリル系粘着剤)を貼付し、2kPa荷重、室温で20時間放置した。その後、アクリル系粘着テープと、二軸延伸ポリエステル樹脂フィルムとの剥離強度を、25℃の恒温室で引張試験機(インテスコ社製精密万能材料試験機2020型)にて測定(剥離角度は180°、剥離速度は300mm/分)し、得られた剥離強度をF2とした。
得られた剥離強度F1、F2より下記式を用いて残存接着率を得た。
残存接着率(%)=(F1/F2)×100
アクリル系粘着テープの粘着剤表面が離型シートにより汚染された場合、アクリル系粘着テープの再粘着性が低下し、粘着テープとしての性能を損なう。すなわち、残存接着率は高い方が好ましく、実用的には85%以上であることが好ましい。
60mm×100mmの大きさのエポキシプリプレグ(住友ベークライト社製 EI-6765)の両面を、得られた離型シートで挟み、1.07kPa(8Torr)の真空プレス機中で、30℃から150℃まで15℃/minで昇温し、5kg/cm2の圧力を10分間かけた後、15kg/cm2の圧力をかけながら、150℃で70分間保持した。その後、室温まで冷却を行うことで、サンプルを得た。
得られたサンプルの、硬化後のエポキシプリプレグと離型フィルムとの剥離強度を、25℃の恒温室で、引張試験機(インテスコ社製、精密万能材料試験機、2020型)にて測定した。剥離角度は180°、剥離速度は300mm/分とした。
エポキシプリプレグに対する剥離強度は、実用的には1.5N/cm以下であることが好ましく、1.0N/cm以下であることがより好ましい。
60mm×100mmの大きさのエポキシプリプレグ(住友ベークライト社製 EI-6765)の両面を、得られた離型シートで挟み、1.07kPa(8Torr)の真空プレス機中で、30℃から150℃まで15℃/minで昇温し、150℃で22分間保持した後、さらに5℃/minで230℃まで昇温し、5kg/cm2の圧力を10分間かけた後、15kg/cm2の圧力をかけながら、230℃で70分間保持した。その後、室温まで冷却を行うことで、サンプルを得た。
得られたサンプルの、硬化後のエポキシプリプレグと離型フィルムとの剥離強度を、25℃の恒温室で、引張試験機(インテスコ社製、精密万能材料試験機、2020型)にて測定した。剥離角度は180°、剥離速度は300mm/分とした。
離型シートを70℃で20時間のエージング処理を行った後、常温まで冷却した。この離型シートの樹脂層について、JIS K-5600-5-6に準拠したクロスカット法を行うことによって、樹脂層と基材フィルムとの密着性を評価した。なお、剥がれていない格子の目の割合が「100/100」の場合、全く剥がれがなく最も良い状態であり、「0/100」の場合、全てが剥がれ最も良くない状態を示す。上記割合が「100/100」~「90/100」であるものを合格とし、割合は、「100/100」~「95/100」であることが好ましく、「100/100」であることが最も好ましい。
<ナイロン9T>
テレフタル酸(TA)3289質量部、1,9-ノナンジアミン(NDA)2533質量部、2-メチル-1,8-オクタンジアミン(MODA)633質量部、安息香酸(BA)48.9質量部、次亜リン酸ナトリウム一水和物6.5質量部(前記のポリアミド原料4者の合計に対して0.1質量%)および蒸留水2200質量部を反応釜に入れ、窒素置換した。これらの原料のモル比(TA/BA/NDA/MODA)は99/2/80/20である。
反応釜の内容物を100℃で30分間攪拌した後、2時間かけて内部温度を210℃に昇温した。この時、反応釜の内部は2.12MPa(22kg/cm2)まで昇圧した。そのまま1時間反応を続けた後、230℃に昇温し、その後2時間、230℃に温度を保ち、水蒸気を徐々に抜いて圧力を2.12MPa(22kg/cm2)に保ちながら反応させた。次に、30分かけて圧力を0.98MPa(10kg/cm2)まで下げ、さらに1時間反応させて、プレポリマーを得た。これを100℃の温度で減圧下で12時間乾燥した後、2mm以下の大きさまで粉砕した。
次いで、粉砕したプレポリマーを、温度230℃、圧力13.3Pa(0.1mmHg)の条件下で10時間固相重合してポリマーを得た。これを二軸押出機(日本製鋼所社製「TEX44C」)に供給し、シリンダー温度320℃の条件下で溶融混練して押し出し、冷却、切断して、ナイロン9Tのペレットを製造した。
テレフタル酸(TA)489質量部、1,10-デカンジアミン(DDA)507質量部、安息香酸(BA)2.8質量部、次亜リン酸ナトリウム一水和物1.0質量部(前記のポリアミド原料3者の合計に対して0.1質量%)および蒸留水1000質量部を反応釜に入れ、窒素置換した。これらの原料のモル比(TA/BA/DDA)は99/2/100である。
反応釜の内容物を80℃で0.5時間、毎分28回転で撹拌した後、230℃に昇温した。その後、230℃で3時間加熱した。その後冷却し、反応生成物を取り出した。
該反応生成物を粉砕した後、乾燥機中において、窒素気流下、220℃で5時間加熱し、固相重合してポリマーを得た。これを二軸押出機(日本製鋼所社製「TEX44C」)に供給し、シリンダー温度320℃の条件下で溶融混練して押し出し、冷却、切断して、ナイロン10Tのペレット状を製造した。

<酸変性ポリオレフィン樹脂P-1の水性分散体O-1の製造>
ヒーター付きの密閉できる耐圧1リットル容ガラス容器を備えた撹拌機を用いて、60.0gの酸変性ポリオレフィン樹脂P-1(アルケマ社製、ボンダインLX-4110、エチレン/アクリル酸エチル/無水マレイン酸=91.0/7.0/2.0(質量%)、MFR:5g/10分、融点:107℃、ビカット軟化点:83℃)、90.0gのイソプロパノール(IPA)、3.0gのN,N-ジメチルエタノールアミン(DMEA、樹脂中の無水マレイン酸単位のカルボキシル基に対して1.0倍当量)および147.0gの蒸留水をガラス容器内に仕込んだ。そして、撹拌翼の回転速度を300rpmとし、系内温度を140~145℃に保って、60分間撹拌した。その後、水浴につけて、回転速度300rpmのまま撹拌しつつ室温(約25℃)まで冷却した。その後、水性媒体から有機溶剤を除去するために、ロータリーエバポレーターを用い、水を添加しながら、浴温80℃で水性媒体の一部を留去した。その後、空冷にて室温(25℃)まで冷却したあと、300メッシュのステンレス製フィルター(線径0.035mm、平織)で加圧濾過(空気圧0.2MPa)した。これによって、乳白色の均一な酸変性ポリオレフィン樹脂水性分散体O-1(固形分濃度:20質量%、IPA:0質量%、DMEA:0.9質量%)を得た。数平均粒子径は80nmであった。
撹拌機とヒーターを備えた2リットル容ガラス容器に、酸変性ポリオレフィン樹脂P-2として、エチレン-メタクリル酸共重合体(三井・デュポンポリケミカル社製、AN42115C、エチレン/メタクリル酸=95.0/5.0(質量%))、または、酸変性ポリオレフィン樹脂P-5として、エチレン-メタクリル酸共重合体(三井・デュポンポリケミカル社製、N0903HC、エチレン/メタクリル酸=91.0/9.0(質量%))を75g、n-プロパノールを175g、DMEAを20g、蒸留水を230g仕込んだ。撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂粒状物の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を150℃に保ってさらに120分間撹拌し分散化させた。その後、回転速度300rpmのまま攪拌しつつ約80℃まで冷却したところで、水を200g追加した後、系内を徐々に減圧して、n-プロパノールと水を除去した。n-プロパノールと水を350g以上除去した後、系内温度が35℃になったところで、水を添加して水性分散体中の酸変性ポリオレフィン樹脂の濃度が20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、それぞれ、乳白色の均一な酸変性ポリオレフィン樹脂P-2の水性分散体O-2と酸変性ポリオレフィン樹脂P-5の水性分散体О-5を得た。
プロピレン-ブテン-エチレン三元共重合体(エボニック社製ベストプラスト708、プロピレン/ブテン/エチレン=64.8/23.9/11.3(質量%))280gを、4つ口フラスコ中、窒素雰囲気下で加熱溶融させた後、系内温度を170℃に保って攪拌下、不飽和カルボン酸として無水マレイン酸25.0gとラジカル発生剤としてジクミルパーオキサイド6.0gをそれぞれ1時間かけて加え、その後1時間反応させた。反応終了後、得られた反応生成物を多量のアセトン中に投入し、樹脂を析出させた。この樹脂をさらにアセトンで数回洗浄し、未反応の無水マレイン酸を除去した後、減圧乾燥機中で減圧乾燥して、酸変性ポリオレフィン樹脂P-3(プロピレン/ブテン/エチレン/無水マレイン酸=61.6/22.7/10.7/5.0(質量%)、MFR:50g/10分、融点:135℃)を得た。
ヒーター付きの密閉できる耐圧1リットル容ガラス容器を備えた攪拌機を用いて、この酸変性ポリオレフィン樹脂60.0gと、45.0gのエチレングリコール-n-ブチルエーテル(Bu-EG)と、6.9gのDMEA(樹脂中の無水マレイン酸単位のカルボキシル基に対して1.0倍当量)と、188.1gの蒸留水とを上記のガラス容器内に仕込み、攪拌翼の回転速度を300rpmとして攪拌した。そうしたところ、容器底部には樹脂の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を140℃に保ってさらに60分間攪拌した。その後、空冷にて、回転速度300rpmのまま攪拌しつつ室温(約25℃)まで冷却した。その後、水性媒体から有機溶剤を除去するために、ロータリーエバポレーターを用い、水を添加しながら、浴温80℃で水性媒体の一部を留去した。その後、空冷にて室温(25℃)まで冷却したあと、300メッシュのステンレス製フィルター(線径0.035mm、平織)で加圧濾過(空気圧0.2MPa)することで、乳白色の均一な酸変性ポリオレフィン樹脂水性分散体O-3(固形分濃度:20質量%、Bu-EG:0質量%、DMEA:1.0質量%)を得た。数平均粒子径は100nmであった。なお、フィルター上には残存樹脂は殆どなかった。
酸変性ポリオレフィン樹脂P-4として、プロピレン-無水マレイン酸共重合体(三洋化成社製、ユーメックス1001、プロピレン/無水マレイン酸=97.5/2.5(質量%))を用いて、下記の方法により水性分散体を製造した。
撹拌機とヒーターを備えた2リットル容ガラス容器に、酸変性ポリオレフィン樹脂P-4を75g、テトラヒドロフランを200g、DMEAを8g、蒸留水を217g仕込んだ。撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂粒状物の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を130℃に保ってさらに120分間撹拌し分散化させた。その後、回転速度300rpmのまま攪拌しつつ約80℃まで冷却したところで、系内を徐々に減圧して、テトラヒドロフランと水を除去した。テトラヒドロフランと水を280g以上除去した後、系内温度が35℃になったところで、水を添加して水性分散体中の酸変性ポリオレフィン樹脂P-4の濃度を20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、白色の均一な酸変性ポリオレフィン樹脂水性分散体O-4を得た。
撹拌機とヒーターを備えた1リットル容ガラス容器に、酸変性ポリオレフィン樹脂P-6として、エチレン-メタクリル酸共重合体(三井・デュポンポリケミカル社製、N1560、エチレン/メタクリル酸=85.0/15.0(質量%))を75g、IPAを50g、DMEAを7g、蒸留水を368g仕込んだ。撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂粒状物の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を130℃に保ってさらに120分間撹拌し分散化させた。その後、回転速度300rpmのまま攪拌しつつ約80℃まで冷却したところで、系内を徐々に減圧して、IPAと水を除去した。IPAと水を130g以上除去した後、系内温度が35℃になったところで、水を添加して水性分散体中の酸変性ポリオレフィン樹脂P-6の濃度が20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、乳白色の均一な酸変性ポリオレフィン樹脂水性分散体O-6を得た。
プロピレン-ブテン-エチレン三元共重合体(ヒュルスジャパン社製ベストプラスト708、プロピレン/ブテン/エチレン=64.8/23.9/11.3(質量%))280gを、4つ口フラスコ中、窒素雰囲気下で加熱溶融させた後、系内温度を170℃に保って攪拌下、不飽和カルボン酸として無水マレイン酸10.0gとラジカル発生剤としてジクミルパーオキサイド8.0gをそれぞれ1時間かけて加え、その後1時間反応させた。反応終了後、得られた反応生成物を多量のアセトン中に投入し、樹脂を析出させた。この樹脂をさらにアセトンで数回洗浄し、未反応の無水マレイン酸を除去した後、減圧乾燥機中で減圧乾燥して、酸変性ポリオレフィン樹脂P-7(プロピレン/ブテン/エチレン/無水マレイン酸=63.6/23.5/11.1/1.8(質量%)、MFR:90g/10分、融点:135℃)を得た。
ヒーター付きの密閉できる耐圧1リットル容ガラス容器を備えた攪拌機を用いて、この酸変性ポリオレフィン樹脂60.0gと、45.0gのBu-EGと、2.0gのDMEA(樹脂中の無水マレイン酸単位のカルボキシル基に対して1.0倍当量)と、193.0gの蒸留水とを上記のガラス容器内に仕込み、攪拌翼の回転速度を300rpmとして攪拌した。そうしたところ、容器底部には樹脂の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を140℃に保ってさらに60分間攪拌した。その後、空冷にて、回転速度300rpmのまま攪拌しつつ室温(約25℃)まで冷却した。その後、水性媒体から有機溶剤を除去するために、ロータリーエバポレーターを用い、水を添加しながら、浴温80℃で水性媒体の一部を留去した。その後、空冷にて室温(25℃)まで冷却したあと、300メッシュのステンレス製フィルター(線径0.035mm、平織)で加圧濾過(空気圧0.2MPa)することで、乳白色の均一な酸変性ポリオレフィン樹脂水性分散体О-7(固形分濃度:20質量%、Bu-EG:0質量%、DMEA:0.6質量%)を得た。数平均粒子径は180nmであった。なお、フィルター上には残存樹脂は殆どなかった。
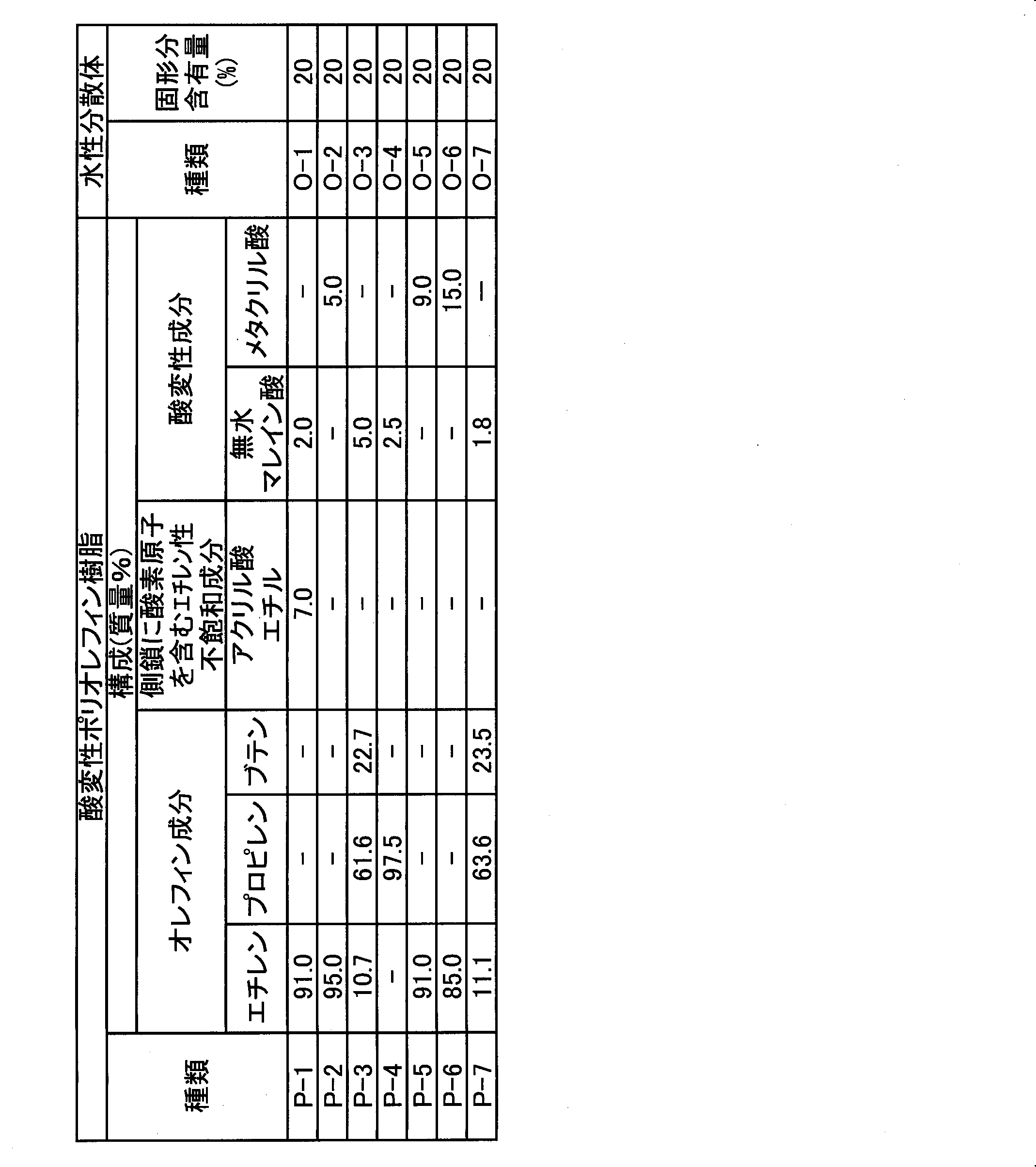
<液状物の調製>
酸変性ポリオレフィン樹脂P-1の水性分散体O-1と、ポリビニルアルコール水溶液(日本酢ビ・ポバール社製VC-10、平均重合度:1,000、固形分濃度:10質量%、ケン化度:99.3%以上)と、オキサゾリン基含有化合物の水性溶液(日本触媒社製エポクロスWS-700、固形分濃度:25質量%)とを、各成分の固形分質量比率が100:100:7になるように混合し、その後、水で希釈して固形分濃度8質量%の液状物を得た。
<離型シートの製造>
ナイロン9Tを、シリンダー温度を295℃(前段)、320℃(中段)および320℃(後段)に設定した65mm単軸押出機に投入して溶融し、320℃に設定したTダイよりシート状に押し出し、循環オイル温度を50℃に設定した冷却ロール上に、静電印加法により押し付けて密着させて冷却し、厚さ240μmの実質的に無配向の未延伸シートを得た。なお、冷却ロールは、表面にセラミック(Al2O3)を0.15mm厚に被覆したものを用いた。また、ロール表面とフィルムとが接触する点よりも上流側にカーボンブラシを2つ並べて冷却ロールに接触させ、カーボンブラシのホルダーを接地することにより、セラミック被覆層の表面を除電した。電極には、直径0.2mmのタングステン線を用い、300W(15kV×20mA)の直流高圧発生装置で6.5kVの電圧を印加した。
次に、上記液状物を、グラビアロールで3.0g/m2となるように、未延伸シートの片面に塗布した後、未延伸シートを、両端をクリップで把持しながら、テンター方式同時二軸延伸機(日立製作所社製)に導いて、予熱部温度120℃、延伸部温度130℃、縦延伸歪み速度2400%/min、横延伸歪み速度2760%/min、縦方向延伸倍率3.0倍、横方向延伸倍率3.3倍で同時二軸延伸した。そして、同テンター内で285℃で熱固定を行い、フィルムの幅方向に5%の弛緩処理を施した後、均一に徐冷し、フィルム両端をクリップから解放し、耳部をトリミングして、幅0.5mで長さ500mを巻き取り、厚さ25μmの二軸延伸されたナイロン9Tフィルム上に、厚さ0.1μmの樹脂層が設けられた離型シートを得た。
樹脂層形成用液状物における酸変性ポリオレフィン樹脂、ポリビニルアルコール、架橋剤の種類、および、酸変性ポリオレフィン樹脂100質量部に対するポリビニルアルコールや架橋剤の質量部を表3、4に記載したように変更した以外は実施例1と同様にして、離型フィルムを得た。
なお、表に示すポリビニルアルコールJT-05として、日本酢ビ・ポバール社製JT-05(平均重合度500、固形分濃度10質量%、ケン化度:94.0%)を使用し、架橋剤のカルボジイミド基含有化合物として、日清紡社製カルボジライトE-02(固形分濃度:40質量%)を使用した。また、実施例8、16、比較例3においては、ナイロン9Tに代えてナイロン10Tを用いてナイロン10Tフィルムを製造し、実施例17においては、ナイロン9Tに代えてナイロン6T(三井化学社製、アーレン)を用いてナイロン6Tフィルムを製造し、実施例18においては、ナイロン9Tに代えてナイロン11T(アルケマ社製、リルサンHT CESV BLACK P010-HP-TL)を用いてナイロン11Tフィルムを製造した。
実施例19ではナイロン9Tフィルム(ユニチカ社製「ユニアミド」、厚さ25μm)、比較例7、8ではポリイミドフィルム(カネカ社製「アピカルAH」、厚さ25μm)、比較例9、10では、ポリフェニレンサルファイドフィルム(東レ社製「トレリナ」、厚さ25μm)、比較例11では、ポリエチレンテレフタレートフィルム(ユニチカ社製「エンブレット」、厚さ25μm)を用いて、それぞれのフィルムに、マイヤーバーを用いて、表3、4に記載された組成の液状物を塗布し、280℃で30秒間乾燥させることで、フィルム上に厚さ0.1μmの樹脂層を形成した離型シートを得た。


特に、プロピレン系の酸変性ポリオレフィン樹脂(P-3、P-4)を含有する樹脂層は、エポキシプリプレグとの離型性が良好であり、特に高温処理後の離型性ではプロピレン比率の高い酸変性ポリオレフィン樹脂(P-4)が最も優れていた。エチレン系の酸変性ポリオレフィン樹脂(P-1、P-2)を含有する樹脂層は、表面粗さSaが小さく、平滑であり、アクリル系粘着剤との離型性が良好であった。
また、樹脂層は、ポリビニルアルコールを含有した方が、基材との密着性および被着体との離型性が向上し、なかでも、低ケン化度のポリビニルアルコールであるJT-05を含有する樹脂層の方が、高ケン化度のVC-10を含有するものよりも、表面が平滑であり、200℃を超える高温域での離型性も優れていた。
比較例5の離型シートは、離型シートを構成する樹脂層の酸変性成分の割合が本発明で規定する範囲の下限を下回っていたため、樹脂層と基材との密着性が低下し、また被着体との離型性についても劣っていた。
比較例6の離型シートは、離型シートを構成する樹脂層中に架橋剤を含有していなかったため、樹脂層と基材との密着性に劣り、また被着体との離型性評価では剥離できず凝集破壊した。
比較例7、8の離型シートは、基材フィルムを構成する樹脂がポリイミド(PI)であり、比較例9、10はポリフェニレンサルファイド(PPS)であったため、樹脂層との密着性が低く、被着体との離型性が劣っていた。
比較例11の離型シートは、基材フィルムを構成する樹脂がポリエチレンテレフタレート(PET)であったため、高温処理をした際、フィルムの変形が起こり、離型性を評価することができなかった。
比較例6~10のいずれの離型シートにおいても、高温処理後の剥離試験で離型性が劣っていた。
Claims (8)
- 半芳香族ポリアミド樹脂フィルム上に樹脂層が設けられた離型シートであって、樹脂層が、酸変性成分の割合が2~6質量%である酸変性ポリオレフィン樹脂と、架橋剤とを含有することを特徴とする離型シート。
- 酸変性ポリオレフィン樹脂100質量部に対して、架橋剤の含有量が1~50質量部であることを特徴とする請求項1記載の離型シート。
- 架橋剤がカルボジイミド基含有化合物および/またはオキサゾリン基含有化合物であることを特徴とする請求項1または2記載の離型シート。
- 半芳香族ポリアミド樹脂が、テレフタル酸を主成分とするジカルボン酸成分を含むとともに、炭素数が4~15である脂肪族ジアミンを主成分とするジアミン成分を含むことを特徴とする請求項1~3のいずれかに記載の離型シート。
- 半芳香族ポリアミド樹脂がナイロン9Tまたはナイロン10Tであることを特徴とする請求項4記載の離型シート。
- 樹脂層が、さらにポリビニルアルコールを含有することを特徴とする請求項1~5のいずれかに記載の離型シート。
- 酸変性ポリオレフィン樹脂100質量部に対して、ポリビニルアルコールの含有量が5質量部以上であることを特徴とする請求項6記載の離型シート。
- ポリビニルアルコールのケン化度が99%以下であることを特徴とする請求項6または7記載の離型シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17856215.3A EP3521016B1 (en) | 2016-09-30 | 2017-09-27 | Mold release sheet |
| CN201780053336.6A CN109641426B (zh) | 2016-09-30 | 2017-09-27 | 脱模片 |
| US16/333,620 US20190255809A1 (en) | 2016-09-30 | 2017-09-27 | Mold release sheet |
| KR1020197010439A KR102449954B1 (ko) | 2016-09-30 | 2017-09-27 | 이형 시트 |
| JP2018506243A JP6328362B1 (ja) | 2016-09-30 | 2017-09-27 | 離型シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016194012 | 2016-09-30 | ||
| JP2016-194012 | 2016-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018062266A1 true WO2018062266A1 (ja) | 2018-04-05 |
Family
ID=61760755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/034946 WO2018062266A1 (ja) | 2016-09-30 | 2017-09-27 | 離型シート |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190255809A1 (ja) |
| EP (1) | EP3521016B1 (ja) |
| JP (1) | JP6328362B1 (ja) |
| KR (1) | KR102449954B1 (ja) |
| CN (1) | CN109641426B (ja) |
| TW (1) | TWI774696B (ja) |
| WO (1) | WO2018062266A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020147723A (ja) * | 2019-03-15 | 2020-09-17 | ユニチカ株式会社 | 離型フィルムおよびその製造方法 |
| WO2020230806A1 (ja) * | 2019-05-16 | 2020-11-19 | ユニチカ株式会社 | 半芳香族ポリアミドフィルムおよびその製造方法 |
| US20220056229A1 (en) * | 2019-02-21 | 2022-02-24 | Unitika Ltd. | Laminated film and method for manufacturing same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113733698A (zh) * | 2021-08-20 | 2021-12-03 | 江苏澳盛复合材料科技有限公司 | 一种聚丙烯离型薄膜及其方法 |
| TWI814192B (zh) * | 2021-12-28 | 2023-09-01 | 晉倫科技股份有限公司 | 一種高熔點聚醯胺高分子之製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002055598A1 (fr) | 2001-01-15 | 2002-07-18 | Unitika Ltd. | Dispersion de resine polyolefinique aqueuse |
| WO2009025063A1 (ja) | 2007-08-22 | 2009-02-26 | Unitika Ltd. | 離型用シート |
| WO2010023907A1 (ja) * | 2008-08-28 | 2010-03-04 | 三井化学株式会社 | 半導体樹脂パッケージ製造用金型離型フィルム、およびそれを用いた半導体樹脂パッケージの製造方法 |
| JP2011005856A (ja) * | 2009-05-25 | 2011-01-13 | Unitika Ltd | 半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルム |
| JP2013099907A (ja) * | 2011-11-10 | 2013-05-23 | Unitika Ltd | ドライフィルムレジスト用ベースフィルムおよびそれを用いた積層体 |
| JP2014091763A (ja) | 2012-11-01 | 2014-05-19 | Hitachi Chemical Co Ltd | 離型ポリイミドフィルム及び多層プリント配線板の製造方法 |
| JP2015189014A (ja) * | 2014-03-27 | 2015-11-02 | ユニチカ株式会社 | 離型フィルム |
| WO2017135423A1 (ja) * | 2016-02-05 | 2017-08-10 | ユニチカ株式会社 | 離型フィルム |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009025063A (ja) | 2007-07-18 | 2009-02-05 | Ntn Corp | 回転検出センサ |
| JP5361589B2 (ja) * | 2009-07-21 | 2013-12-04 | ユニチカ株式会社 | 離型シート |
| JP5653123B2 (ja) * | 2010-08-17 | 2015-01-14 | ユニチカ株式会社 | 離型用シート |
| TWI506063B (zh) * | 2010-11-17 | 2015-11-01 | Unitika Ltd | 半芳香族聚醯胺膜,及其製造方法 |
| JP2013184461A (ja) * | 2012-03-12 | 2013-09-19 | Unitika Ltd | 離型シートおよびその製造方法 |
| KR102322398B1 (ko) * | 2013-01-11 | 2021-11-05 | 유니띠까 가부시키가이샤 | 이형 필름 및 그 제조방법 |
-
2017
- 2017-09-27 EP EP17856215.3A patent/EP3521016B1/en active Active
- 2017-09-27 CN CN201780053336.6A patent/CN109641426B/zh active Active
- 2017-09-27 JP JP2018506243A patent/JP6328362B1/ja active Active
- 2017-09-27 WO PCT/JP2017/034946 patent/WO2018062266A1/ja active Application Filing
- 2017-09-27 US US16/333,620 patent/US20190255809A1/en not_active Abandoned
- 2017-09-27 KR KR1020197010439A patent/KR102449954B1/ko active IP Right Grant
- 2017-09-29 TW TW106133672A patent/TWI774696B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002055598A1 (fr) | 2001-01-15 | 2002-07-18 | Unitika Ltd. | Dispersion de resine polyolefinique aqueuse |
| WO2009025063A1 (ja) | 2007-08-22 | 2009-02-26 | Unitika Ltd. | 離型用シート |
| WO2010023907A1 (ja) * | 2008-08-28 | 2010-03-04 | 三井化学株式会社 | 半導体樹脂パッケージ製造用金型離型フィルム、およびそれを用いた半導体樹脂パッケージの製造方法 |
| JP2011005856A (ja) * | 2009-05-25 | 2011-01-13 | Unitika Ltd | 半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルム |
| JP2013099907A (ja) * | 2011-11-10 | 2013-05-23 | Unitika Ltd | ドライフィルムレジスト用ベースフィルムおよびそれを用いた積層体 |
| JP2014091763A (ja) | 2012-11-01 | 2014-05-19 | Hitachi Chemical Co Ltd | 離型ポリイミドフィルム及び多層プリント配線板の製造方法 |
| JP2015189014A (ja) * | 2014-03-27 | 2015-11-02 | ユニチカ株式会社 | 離型フィルム |
| WO2017135423A1 (ja) * | 2016-02-05 | 2017-08-10 | ユニチカ株式会社 | 離型フィルム |
Non-Patent Citations (2)
| Title |
|---|
| "Solvent Handbook", vol. 10, 1990, KODANSHA SCIENTIFIC LTD. |
| See also references of EP3521016A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220056229A1 (en) * | 2019-02-21 | 2022-02-24 | Unitika Ltd. | Laminated film and method for manufacturing same |
| JP2020147723A (ja) * | 2019-03-15 | 2020-09-17 | ユニチカ株式会社 | 離型フィルムおよびその製造方法 |
| WO2020230806A1 (ja) * | 2019-05-16 | 2020-11-19 | ユニチカ株式会社 | 半芳香族ポリアミドフィルムおよびその製造方法 |
| JP6842792B1 (ja) * | 2019-05-16 | 2021-03-17 | ユニチカ株式会社 | 半芳香族ポリアミドフィルムおよびその製造方法 |
| CN113825621A (zh) * | 2019-05-16 | 2021-12-21 | 尤尼吉可株式会社 | 半芳香族聚酰胺膜及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3521016A4 (en) | 2019-09-18 |
| TWI774696B (zh) | 2022-08-21 |
| CN109641426A (zh) | 2019-04-16 |
| EP3521016B1 (en) | 2020-03-18 |
| CN109641426B (zh) | 2021-01-29 |
| JPWO2018062266A1 (ja) | 2018-09-27 |
| JP6328362B1 (ja) | 2018-05-23 |
| US20190255809A1 (en) | 2019-08-22 |
| TW201821279A (zh) | 2018-06-16 |
| EP3521016A1 (en) | 2019-08-07 |
| KR20190059293A (ko) | 2019-05-30 |
| KR102449954B1 (ko) | 2022-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6328362B1 (ja) | 離型シート | |
| JP6970967B2 (ja) | 積層体 | |
| TWI506063B (zh) | 半芳香族聚醯胺膜,及其製造方法 | |
| JP5774857B2 (ja) | 易滑性ポリエステルフィルムおよびその製造方法 | |
| JP5546349B2 (ja) | 半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルム | |
| KR20150105943A (ko) | 이형 필름 및 그 제조방법 | |
| JP5697808B2 (ja) | 離型フィルムおよびその製造方法 | |
| TWI769454B (zh) | 半芳香族聚醯胺膜及其製造方法 | |
| JP7106112B2 (ja) | 離型フィルムおよびその製造方法 | |
| JP6986761B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP2022057020A (ja) | 離型フィルム | |
| JP2020147723A (ja) | 離型フィルムおよびその製造方法 | |
| JP2020131673A (ja) | 積層フィルム | |
| JP2021138129A (ja) | 積層フィルムおよびその製造方法 | |
| JP2019044027A (ja) | ポリアミド9tシート | |
| JP2024009620A (ja) | 延伸ポリアミドフィルム | |
| JP2014133420A (ja) | 易滑性ポリエステルフィルムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018506243 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17856215 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20197010439 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2017856215 Country of ref document: EP Effective date: 20190430 |