WO2017183133A1 - 熱延鋼板、鋼材、及びコンテナ - Google Patents
熱延鋼板、鋼材、及びコンテナ Download PDFInfo
- Publication number
- WO2017183133A1 WO2017183133A1 PCT/JP2016/062502 JP2016062502W WO2017183133A1 WO 2017183133 A1 WO2017183133 A1 WO 2017183133A1 JP 2016062502 W JP2016062502 W JP 2016062502W WO 2017183133 A1 WO2017183133 A1 WO 2017183133A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- scale
- hot
- content
- rolled steel
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a hot-rolled steel sheet, a steel material, and a container.
- the present invention is particularly suitable for use in a corrosive environment containing chloride, and is provided with a hot-rolled steel sheet excellent in corrosion resistance, a steel material obtained by subjecting this hot-rolled steel sheet to shot blasting and painting, and this steel material. Concerning containers.
- Patent Document 1 discloses a hot-rolled steel sheet containing Cu, Sn, or the like.
- Patent Document 2 discloses a hot-rolled steel sheet containing Si, Cu, Cr or the like.
- a scale layer is formed on the surface of a hot-rolled steel sheet in the process of production. Since the scale layer (mill scale) formed at high temperature is generally excellent in corrosion resistance, some steel materials are used with the mill scale remaining in the civil engineering and construction field. However, in the state where the mill scale remains, if a scale defect occurs, local corrosion may proceed. Therefore, it is common to use steel materials obtained by performing anticorrosion coating on hot-rolled steel sheets for containers and the like. Here, when applying anti-corrosion coating, the anti-corrosion paint may peel off along with the scale if it is applied from above the mill scale. It is necessary to paint after removing. Therefore, it is desired that a hot-rolled steel sheet used for anticorrosion coating has good scale peelability.
- the surface of the hot rolled steel sheet is treated by shot blasting. At this time, if a mill scale having high adhesion is formed, it is necessary to repeat the process by shot blasting many times. On the other hand, it is conceivable to form a mill scale with low adhesion due to the manufacturing process and alloy elements, but the mill scale may peel off from the surface of the hot-rolled steel sheet in the manufacturing process, or a scale defect may occur. There was a concern that mill scale was formed on the surface of the steel sheet, and scale wrinkles were generated on the surface of the hot-rolled steel sheet.
- the present invention has been made in view of the above problems. That is, this invention makes it a subject to provide the hot-rolled steel plate which is excellent in scale peelability, and excellent in the corrosion resistance in the corrosive environment containing a chloride.
- excellent corrosion resistance means that both the bare corrosion resistance of the hot-rolled steel sheet and the post-painting corrosion resistance considering the use as a container or the like are excellent.
- this invention makes it a subject to provide the steel material obtained by performing shot blasting and a coating process to the said hot-rolled steel plate, and a container provided with this steel material.
- the gist of the present invention is as follows.
- a hot-rolled steel sheet includes a steel sheet and a scale layer formed on the surface of the steel sheet, and the chemical composition of the steel sheet is mass%, and C: 0.04%.
- the w, h and m are represented by the following formula (i): Satisfactory, the plate thickness of the steel sheet is 2 to 16 mm. 0.02 ⁇ (h + w) /m ⁇ 0.20 (i) (2)
- the W content in the chemical component may be 0.005% or less by mass%.
- the Mo content in the chemical component may be 0.005% or less by mass%.
- the Cu content in the chemical component may be 0.02% or less by mass%.
- the Ni content in the chemical component may be 0.02% or less by mass.
- the Cr content in the chemical component may be 0.02% or less by mass.
- the Ti content in the chemical component may be 0.01% or less by mass.
- a steel material according to another aspect of the present invention is obtained by subjecting the hot-rolled steel sheet according to any one of (1) to (7) to a shot blast treatment, and further performing the shot blast treatment. It is obtained by performing a coating process on the hot-rolled steel sheet.
- the container which concerns on another aspect of this invention is equipped with the steel materials as described in said (8).
- the hot-rolled steel sheet according to the above aspect of the present invention is excellent in scale peelability, it is easy to peel off the scale layer and use it, or to apply it after coating. Moreover, this hot-rolled steel sheet has excellent corrosion resistance in a corrosive environment containing chloride regardless of the presence or absence of coating. Therefore, it can be suitably used for a railway vehicle and a container used for land transportation or sea transportation. Further, the steel material according to the above aspect of the present invention is obtained by subjecting a hot-rolled steel sheet having excellent corrosion resistance to a shot blasting treatment and a coating treatment in a corrosive environment containing chloride. Excellent corrosion resistance in a corrosive environment. Moreover, since the container which concerns on the said aspect of this invention is equipped with this steel material, it has the outstanding corrosion resistance in the corrosive environment containing a chloride.
- a hot-rolled steel sheet according to an embodiment of the present invention (sometimes referred to as a hot-rolled steel sheet according to the present embodiment), a steel material according to an embodiment of the present invention (sometimes referred to as a steel material according to the present embodiment).
- a container according to an embodiment of the present invention (sometimes referred to as a container according to the present embodiment) will be described in detail.
- the hot-rolled steel sheet according to the present embodiment includes a steel sheet (base material steel sheet) having a predetermined chemical composition and a scale layer having a predetermined iron oxide composition ratio and having a Sn enriched layer.
- C more than 0.04% and 0.20% or less C is an element necessary for securing the strength of steel.
- the C content is more than 0.04%. Preferably, it is 0.05% or more.
- the C content may be 0.06% or more, 0.07%, 0.08%, or 0.09%.
- the C content exceeds 0.20%, the weldability is significantly reduced.
- the C content is 0.20% or less.
- the C content is preferably 0.18% or less, and more preferably 0.16% or less.
- the C content may be 0.15% or less, 0.14% or less, or 0.13% or less.
- Si 0.05-0.30% Si is by leaving the fine Fe 2 O 3 in fayalite (2FeO ⁇ SiO 2) next to the outermost surface of the steel sheet surface, a likely element to generate red scale.
- the Si content is set to 0.30% or less. Preferably it is 0.25% or 0.20% or less.
- Si is an element necessary for deoxidation during steelmaking. Si also has the effect of improving corrosion resistance. In order to obtain these effects, the Si content needs to be 0.05% or more.
- the Si content is preferably 0.08% or more or 0.10% or more.
- Mn 0.30 to 2.50%
- Mn is an element necessary for increasing the strength of the steel sheet. If the Mn content is less than 0.30%, it is difficult to obtain sufficient strength. Therefore, the Mn content is set to 0.30% or more. Preferably, it is 0.40% or more, 0.50% or more, or 0.60% or more. On the other hand, if the Mn content exceeds 2.50%, the workability is significantly reduced. Therefore, the Mn content is 2.50% or less. Preferably, it is 2.00% or less, 1.80% or less, 1.70% or less, or 1.60% or less.
- P 0.050% or less
- P has been conventionally used in corrosion-resistant steel sheets as an element useful for increasing the strength of steel sheets and improving corrosion resistance.
- P in a corrosive environment containing a large amount of chloride and locally lowering the pH, if P is contained alone, the corrosion resistance is conversely reduced.
- P becomes a cause of slab embrittlement (cracking) at the time of steel plate manufacture.
- embrittlement becomes significant. Therefore, the P content is limited to 0.050% or less.
- it is 0.025% or less, 0.020% or less, or 0.15% or less.
- the P content is preferably 0.001% or more.
- S 0.030% or less S combines with Mn to form MnS which is a sulfide in the steel material. Since this sulfide is easily deformed, it is stretched by rolling or the like. The elongated sulfide deteriorates the bendability and workability of the steel material. Therefore, it is preferable that the S content is small. However, if the S content exceeds 0.030%, the bendability and workability deteriorate significantly, so the S content is set to 0.030% or less. In particular, in high-strength steel materials, the S content is preferably 0.010% or less, 0.008% or less, or 0.006% or less in order to increase cracking sensitivity.
- Sn 0.08 to 0.25%
- Sn has the effect of significantly improving the corrosion resistance in a chloride corrosive environment by significantly suppressing the anodic dissolution reaction of steel in a low pH chloride environment.
- it is necessary to make Sn content 0.08% or more.
- it is 0.09% or more, more preferably 0.10% or more or 0.12% or more.
- the Sn content is set to 0.25% or less.
- it is 0.20% or less, more preferably 0.18% or less or 0.17% or less.
- Al 0.005 to 0.050%
- Al is an element that improves the corrosion resistance of steel.
- the Al content is set to 0.005% or more.
- the upper limit of the Al content is 0.050%.
- the Al content is preferably 0.030% or less.
- the Al content is T-Al, that is, the total Al content in the steel.
- N 0.0005 to 0.0100% N dissolves in an aqueous solution as ammonia, and has an effect of improving the corrosion resistance of the steel sheet in a salt environment by suppressing the pH drop due to the hydrolysis of Fe 3+ in an environment with a large amount of incoming salt.
- the N content is set to 0.0005% or more.
- the N content is set to 0.0100% or less.
- Nb 0.005 to 0.015%
- Nb is an element that increases the strength of the steel sheet.
- the Nb content is set to 0.005% or more.
- the Nb content exceeds 0.015%, the above effects are saturated, and the toughness is lowered, which also causes scale cracks on the steel sheet surface.
- Nb easily forms Nb oxide at the interface between the scale and the steel plate during hot rolling, which affects the scale formation.
- the Nb content is 0.005% or more and 0.015% or less.
- the lower limit of the Nb content may be 0.006% or 0.007%, and the upper limit may be 0.013% or 0.011%.
- Cu 0 to 0.05%
- Cu is generally considered to be an element that improves the corrosion resistance of steel.
- Cu is an element that accelerates the air oxidation of Fe 2+ in a solution
- the corrosion resistance of steel materials containing Cu may be reduced in an environment with a high amount of flying salt.
- Cu coexists with Sn, it causes cracking of the surface of the hot-rolled steel sheet due to red heat embrittlement during rolling.
- Cu also affects the scale thickness, Sn concentration ratio, and iron oxide composition. Therefore, the Cu content is 0.05% or less. Preferably, it is 0.04% or 0.02% or less. There is no need to particularly limit the lower limit of the Cu content, and the lower limit is 0%.
- Ni 0 to 0.05%
- Ni is generally considered to improve the corrosion resistance of steel materials.
- the present inventors have found that the corrosion resistance of the steel sheet decreases when Ni is contained in a corrosive environment containing chloride as assumed in the present embodiment. Further, Ni is liable to form an oxide at the interface between the scale and the steel during hot rolling, and affects the thickness and composition of the scale layer. Therefore, it is preferable that the Ni content is small.
- the Ni content is set to 0.05% or less. Preferably, it is 0.04% or 0.02% or less. There is no need to particularly limit the lower limit of the Ni content, and the lower limit is 0%.
- Cr 0 to 0.05% Cr is generally considered to improve the corrosion resistance of steel.
- the present inventors have found that the corrosion resistance of the steel sheet decreases when Cr is contained in a corrosive environment containing chloride as assumed in the present embodiment.
- Cr easily forms Cr oxide at the interface between the scale and the steel material during hot rolling, and affects the thickness and composition of the scale layer. Therefore, it is preferable that the Cr content is small.
- the Cr content is limited to 0.05% or less. Preferably, it is 0.04% or 0.02% or less. There is no need to particularly limit the lower limit of the Cr content, and the lower limit is 0%.
- the hot-rolled steel sheet according to the present embodiment basically has the above components and the balance is Fe and impurities.
- the balance is Fe and impurities.
- one or more components selected from the elements shown below may be contained instead of a part of Fe, if necessary.
- the lower limit is 0%.
- W 0 to 0.50% Mo: 0 to 0.50% Ti: 0 to 0.15%
- the content of any element is preferably 0.01% or more. However, when the content is excessive, the effect is saturated and the cost is increased. Therefore, even when it contains, it is preferable to make the content into 0.50% or less about W and Mo, and 0.15% or less about Ti. When two or more elements are contained, the total content is preferably 1.0% or less.
- W and Mo are expensive and it is not necessary to obtain the effect of improving the corrosion resistance by these elements, W and Mo may be 0.005% or less and Ti may be 0.01% or less. This range is also a range contained as impurities of W, Mo and Ti.
- V is an element that increases the strength of the steel.
- V is dissolved in a corrosive environment (in an aqueous solution) and exists in the form of oxyacid ions, and has the effect of suppressing transmission of chloride ions in the rust layer.
- V 0.005% or more. More preferably, it is 0.01% or more.
- the lower limit of the V content may not be limited, and the lower limit is 0%.
- the V content exceeds 0.05%, not only the above effects are saturated, but also the cost is remarkably increased. Therefore, even when contained, the V content is set to 0.05% or less.
- B 0 to 0.0005%
- B can raise the intensity
- B may be contained.
- the lower limit of the B content may not be limited, and the lower limit is 0%.
- the B content exceeds 0.0005%, it causes cracking during the processing of the hot-rolled steel sheet. Therefore, even when it contains, B content shall be 0.0005% or less.
- Ca 0 to 0.0050%
- Ca is an element that exists in the form of oxides in steel and has an effect of suppressing corrosion by suppressing a decrease in pH at the interface in the corrosion reaction part.
- the lower limit of the Ca content may not be limited, and the lower limit is 0%.
- the Ca content exceeds 0.0050%, the above effect is saturated. Therefore, even when it contains, Ca content shall be 0.0050% or less.
- Mg 0 to 0.0050%
- Mg is an element that has the effect of suppressing the corrosion of steel by suppressing the decrease in pH at the interface in the corrosion reaction part.
- the Mg content is preferably 0.0002% or more, and more preferably 0.0005% or more.
- the lower limit of the Mg content may not be limited, and the lower limit is 0%.
- the Mg content exceeds 0.0050%, the above effect is saturated. Therefore, even when it contains, Mg content shall be 0.0050% or less.
- REM 0 to 0.0050% REM (rare earth element) is an element that improves the weldability of steel.
- the REM content is preferably 0.0002% or more, and more preferably 0.0005% or more.
- the lower limit of the REM content may not be limited, and the lower limit is 0%.
- the REM content exceeds 0.0050%, the above effect is saturated. Therefore, even when it contains, REM content shall be 0.0050% or less.
- REM is a generic name for 17 elements in which Y and Sc are added to 15 elements of a lanthanoid.
- the hot-rolled steel sheet according to the present embodiment can contain one or more of these 17 elements, and the REM content means the total content of these elements.
- the scale layer usually contains one or more of wustite, hematite, and magnetite as iron oxides.
- the composition ratio of the iron oxide in the scale layer satisfies the following formula (i). 0.02 ⁇ (h + w) /m ⁇ 0.20 (i)
- h represents the content of hematite in mass%
- w represents the content in mass% of wustite
- m represents the content in mass% of magnetite. Both are ratios relative to the mass of the scale layer.
- the present inventors have newly found that the scale peelability is enhanced by adding Sn to the base steel sheet and adjusting the composition ratio of each iron oxide in the scale layer to an appropriate range. It is.
- the reason why the scale peelability is increased by controlling the composition ratio of the iron oxide in the scale layer is not clear, but is presumed as follows.
- a scale (mill scale) formed at high temperature has magnetite and hematite in the surface layer, an alloy structure transformed from wustite or wustite in the intermediate layer, and a magnetite seam at the interface with the ground iron (base steel plate).
- the composition ratio (h + w) / m of iron oxide is set to 0.02 or more and 0.20 or less.
- the lower limit of the composition ratio (h + w) / m of the iron oxide represented by the formula (i) is 0.04, 0.05 or 0.06.
- the upper limit of the composition ratio (h + w) / m of the iron oxide represented by the formula (i) is 0.18, 0.16, or 0.15.
- the composition ratio of iron oxide is measured according to the following procedure. That is, first, a scale layer on the surface of the hot-rolled steel sheet is collected until the steel surface can be confirmed with a hammer and a cutter knife, and the scale layer is pulverized to obtain a powder sample. Using this powder sample, the content of magnetite, hematite and wustite is measured by powder X-ray diffraction (internal standard method).
- the scale sampling position may be the central portion in the width direction of the steel plate.
- an Sn concentrated layer having an Sn content 1.4 times or more that of the base steel sheet exists at the interface with the base steel sheet in the scale layer.
- the Sn content in the steel sheet is set to 0.08% or more in order to impart excellent corrosion resistance to the base material.
- the Sn enriched layer is formed at the interface with the base steel plate in the scale layer by dissolving and diffusing Sn in the steel plate in the scale layer generated during hot rolling.
- the Sn enriched layer is formed at the interface with the base steel plate in the scale layer, the formation of wustite in the scale layer is suppressed, and as a result, the formation of magnetite seam at the interface with the steel plate is suppressed.
- Scale peelability is improved.
- the Sn content (Sn concentration) contained in the Sn concentrated layer is 1.4 times or more the Sn content of the base steel sheet (concentration ratio ⁇ 1.4). Need to be.
- the Sn content of the Sn enriched layer is less than 1.4 times that of the base steel plate, the formation of wustite in the scale layer is promoted, and as a result, a strong magnetite layer is formed at the interface. Sex is reduced.
- the scale layer is liable to be peeled during hot rolling, and the factor of scale wrinkles in rolls and hot rolled steel plates This is not preferable.
- the descaling conditions, cooling conditions, etc. are set in the process of manufacturing the steel sheet containing Sn. It is effective to control.
- the Sn content in the base steel plate and the Sn content in the Sn concentrated layer present at the interface with the base steel plate in the scale layer are determined as follows. In other words, a sample taken from a hot-rolled steel sheet is embedded in a resin, mirror-finished by wet polishing, and then the steel sheet is removed from the scale at a magnification of 500 times using an electron beam microanalyzer (EPMA). The Sn line analysis is performed, and the Sn content on the scale layer side is measured from the interface between the steel plate and the scale.
- EPMA electron beam microanalyzer
- the average thickness of the scale layer is 1.0 to 15.0 ⁇ m.
- the thickness of the scale layer is less than 1.0 ⁇ m, the scale may be pushed into the steel plate surface when the scale is physically peeled off by shot blasting or the like. In this case, since excessive unevenness
- the thickness of the scale layer exceeds 15.0 ⁇ m, partial scale peeling occurs during hot rolling, which may cause a scale defect of a roll or a hot-rolled steel sheet.
- the lower limit of the thickness of the scale layer may be 2.0 ⁇ m, 4.0 ⁇ m, or 5.0 ⁇ m, and the upper limit may be 13.0 ⁇ m, 11.0 ⁇ m, or 10.0 ⁇ m.
- the average thickness of the scale layer is determined by the following method. That is, after a sample taken from a hot-rolled steel sheet is embedded in a resin and mirror-finished by wet polishing, the thickness of the scale layer is measured at five or more points by optical microscope observation, and the average value is the average thickness of the scale layer. Say it.
- the strength of the hot rolled steel sheet according to this embodiment is not particularly limited. However, when application to containers and the like is assumed, the tensile strength is preferably 400 to 780 MPa. The upper limit of the tensile strength may be limited to 620 MPa or 550 MPa.
- the thickness of the hot-rolled steel sheet according to the present embodiment is not particularly limited, but is preferably 2 to 16 mm. Moreover, when using the hot-rolled steel plate which concerns on embodiment for a container, it is more desirable that board thickness shall be 10 mm or less.
- the steel material according to the present embodiment is obtained by performing shot blasting on the hot-rolled steel sheet according to the present embodiment and further performing a coating process. That is, the steel material according to the present embodiment has an anticorrosion coating layer on the hot-rolled steel sheet according to the present embodiment from which the mill scale has been removed. Therefore, the chemical component is the same as that of the hot rolled steel sheet according to the present embodiment. Shot blasting conditions, coating conditions, coating methods, and the like are not limited, and may be performed by known methods according to required characteristics.
- the container according to the present embodiment is formed using the steel material according to the present embodiment, and thus includes the steel material according to the present embodiment.
- the forming method is not particularly limited.
- ⁇ Melting process> Steel having the above chemical composition is melted in a converter, electric furnace or the like to produce molten steel. If necessary, a process such as vacuum degassing may be subsequently performed. Then, it is made into a steel slab (slab) by a known method, for example, a continuous casting method or a method of forming a steel ingot and then rolling it into pieces. Moreover, you may use methods, such as what is called strip casting, which manufactures a steel plate directly from molten steel. At this time, the component segregation of the steel ingot increases the variation in the carbide particle size, and therefore it is preferable to employ a method of reducing solidification segregation such as electromagnetic stirring under unsolidified region pressure.
- a method of reducing solidification segregation such as electromagnetic stirring under unsolidified region pressure.
- the heating temperature is preferably 1200 ° C. or higher in order to uniformly heat the austenite region.
- the heating temperature is 1250 ° C. or lower in order to avoid deterioration of surface properties due to scale generation.
- the heated slab is preferably hot-rolled by a rolling mill equipped with at least a rough rolling mill and a finishing mill so that the rolling start temperature is 1000 ° C. or higher and the rolling end temperature is 800 to 950 ° C.
- the rolling end temperature is less than 800 ° C.
- the austenite grains are flattened, the mechanical properties vary in the rolling direction and the width direction, and the workability may be deteriorated.
- the rolling end temperature is 800 ° C. or higher.
- there are problems such as coarsening of crystal grains and scale wrinkles.
- the cumulative rolling reduction in the temperature range from the rolling start temperature to the rolling end temperature is 60% or more. If the cumulative rolling reduction is less than 60%, the austenite grains may not be sufficiently refined and the toughness may deteriorate. Therefore, it is preferable that the cumulative rolling reduction from the rolling start temperature to the rolling end temperature is 60% or more. More preferably, the cumulative rolling reduction between 1050 and 800 ° C. is 60% or more.
- the hot-rolled steel sheet according to this embodiment contains 0.05% or more of Si for deoxidation and corrosion resistance improvement.
- Si is contained, Fe 2 SiO 4 which is a complex oxide of Fe and Si is generated at the interface with the steel plate in the scale layer formed on the steel plate surface. This Fe 2 SiO 4 is very difficult to remove because of its very good adhesion to the steel sheet, but it is possible to remove Fe 2 SiO 4 by performing descaling under the above conditions.
- the above-mentioned initial stage of finish rolling means performing at the same time as at least one pass from the first pass to the third pass of finish rolling. Further, “at least after completion of rough rolling and at the beginning of finish rolling” does not exclude descaling performed at a time other than “after completion of rough rolling and at the beginning of finish rolling”.
- the water pressure is preferably 20 MPa or less. More preferably, the water pressure is 15 MPa or less.
- the injection flow rate colliding per unit area of the steel sheet is 1.2 to 6.0 L / mm 2 .
- the thermal shock force is small, so that it cannot be sufficiently descaled.
- the temperature of the steel sheet surface decreases and temperature unevenness occurs, making uniform rolling difficult.
- the injection flow rate is preferably in the range of 1.5 to 5.5 L / mm 2 .
- the steel After completion of rolling, the steel is cooled to 500 to 650 ° C. at an average cooling rate of 25 ° C./s or more in a water cooling zone. If the average cooling rate is less than 25 ° C./s, scale growth is promoted, and there is a concern that the scale thickness exceeds 15.0 ⁇ m or a scale having low peelability is formed. On the other hand, when the cooling rate after rolling exceeds 100 ° C./s, the steel sheet tends to have a martensite structure, and it is difficult to wind the steel sheet. Therefore, the average cooling rate is preferably 100 ° C./s or less. The time from the end of rolling to the start of cooling is preferably within 5 seconds.
- the steel sheet After cooling, the steel sheet is wound in a temperature range of 500 to 630 ° C.
- scale growth proceeds in the wound coil, and the thickness of the scale layer becomes 15.0 ⁇ m or more.
- the formation of magnetite in the scale is promoted, and there is a concern that the composition ratio (h + w) / m of the iron oxide represented by the formula (i) is less than 0.02.
- the winding temperature is less than 500 ° C., it causes a shape defect.
- the temperature range from the winding temperature (temperature range of 500 to 630 ° C.) to 350 ° C. is gradually cooled at an average cooling rate of 0.05 to 0.12 ° C./s.
- an Sn concentrated layer is formed.
- the average cooling rate in this temperature range is less than 0.05 ° C./s, the Sn concentration of the Sn concentrated layer is less than 1.4 times the base steel plate Sn concentration, which is not preferable because the scale peelability is reduced.
- the average cooling rate of the coil is the cooling rate in the middle of the coil.
- the method for slow cooling is not limited as long as the above cooling rate can be ensured, but for example, it can be slow cooling in a cover or in a warm box.
- a bar heater may be used, and there is no problem even if hot-rolling continuation for rolling the bar joint material after rough rolling is used.
- the steel material which concerns on this embodiment can be manufactured by performing a shot blasting process with respect to the hot-rolled steel plate obtained at the above-mentioned process, and also performing a coating process.
- Known methods may be used for shot blasting and painting treatment.
- the container which concerns on this embodiment can be formed by well-known methods, such as welding, using the steel materials (painted steel material) which concern on this embodiment obtained at the above-mentioned process.
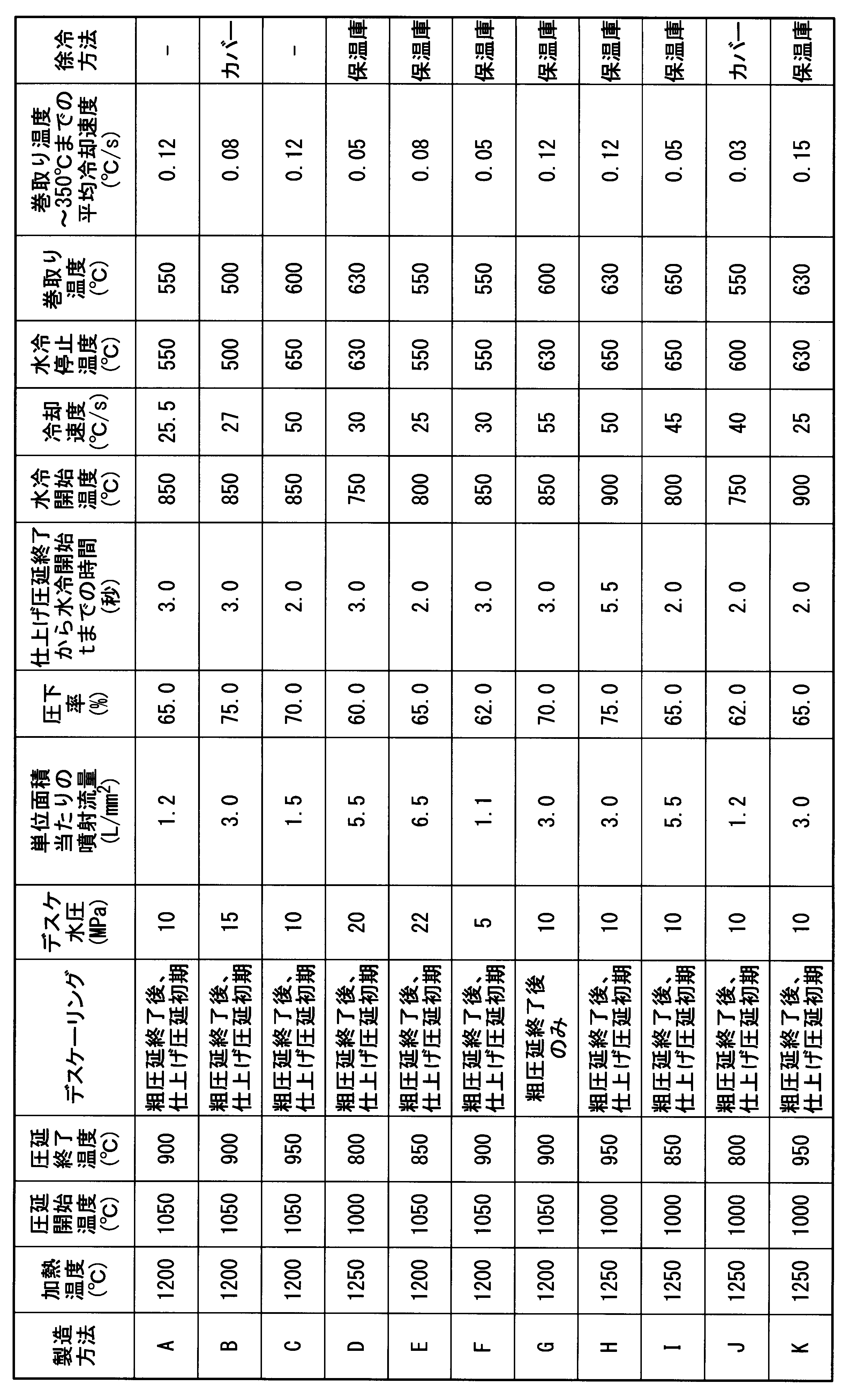
- a slab having the chemical composition of steel types a to s shown in Table 1 was manufactured under the conditions shown in Table 2 to obtain a hot rolled steel sheet having a plate thickness of 3.2 mm and a plate width of 1000 mm.
- a test piece having a thickness of 3.2 mm, a plate width of 60 mm, and a plate length of 100 mm was cut out from the obtained hot-rolled steel plate and subjected to various tests. Specifically, it was performed as follows.
- shot blasting (steel shot processing of SB20) was performed on the surface of each obtained hot-rolled steel sheet.
- the test piece was extract
- the remaining part of each steel plate that has undergone shot blasting is coated with a modified epoxy paint (“Neo Gosei (registered trademark)” manufactured by Shinto Paint Co., Ltd.) on the surface.
- a test piece was collected from the coated steel plate and subjected to the SAE J2334 test.
- the SAE J2334 test was conducted as a test for simulating an atmospheric corrosion environment in which a large amount of chlorides fly.
- the SAE J2334 test is an accelerated deterioration test in which the following dry and wet repeated conditions are performed as one cycle (24 hours in total), and is a test that simulates a severe corrosive environment in which the amount of incoming salt exceeds 1 mdd.
- Evaluation was performed as follows. A cross-shaped ridge was formed on the painted surface of each coated steel plate to expose a portion of the steel material as a base. And in the position where the collar part was formed, the maximum corrosion depth (maximum value of the corrosion depth from the steel material surface) of the steel materials as a base was measured. Moreover, in order to evaluate the area of the part which developed and peeled from the collar part, the coating peeling area rate (%) was calculated
- a test piece area means the area of the surface in which the collar part was formed among six surfaces of a test piece.
- a maximum corrosion depth of 400 ⁇ m or less was accepted.
- 60% or less was set as the pass.
- the presence or absence of scale peeling or rusting was also observed in the sound part other than the coating film heel part.
- the Sn concentration of the Sn enriched layer in the scale layer at the interface with the steel plate was measured by performing line analysis by EPMA three times at intervals of 0.5 ⁇ m in the thickness direction from the scale to the steel plate. From the measurement results of the Sn concentration at 20 points in the scale layer (total of 60 points) from the interface between the steel plate and the scale obtained by measurement, the data from the maximum 10 points and the minimum 10 points are excluded as abnormal values. Then, the average value of the remaining 40 points was used as the Sn concentration of the Sn concentrated layer in the scale layer at the interface with the steel plate. The ratio between the Sn concentration and the Sn analysis value in the ladle of the steel plate was defined as the Sn concentration ratio.
- the hot-rolled steel sheets with test numbers 1 to 10 that satisfy the requirements of the present invention have sufficient scale peelability, and the hot-rolled steel sheets from which the scale layer has been peeled off and the coated steel materials that have been coated thereafter are sufficient. It became clear that it has good corrosion resistance.
- the hot rolled steel sheets of test numbers 11 to 26 have one or more of the chemical composition, the composition ratio in the scale layer, the scale layer thickness, and the Sn concentration ratio between the Sn concentrated layer and the base material at the scale interface.
- the scale peelability and / or the corrosion resistance was inferior.
- the hot-rolled steel sheet of test number 11 had a large descaling water pressure and injection amount, and a thin scale having a thickness of 0.8 ⁇ m was formed on the surface of the hot-rolled steel sheet due to uneven rolling. . Moreover, Formula (i) became 0.02 or less. This is presumably because the scale layer easily peeled off during hot rolling, and the surface wustite or hematite layer peeled off. The Sn concentration ratio at the interface was less than 1.4. For the hot-rolled steel sheet of test number 11, the container corrosion test and the SAE J2334 test were not performed because scale indentation occurred in the hot-rolled steel sheet during hot rolling.
- the hot-rolled steel sheet of test number 12 had a small descaling water pressure and injection amount, the scale thickness formed on the surface of the hot-rolled steel sheet increased, and a scale defect occurred during hot rolling and winding. Moreover, the scale peelability was not sufficient. Further, since descaling was insufficient, hematite generated at high temperature remained, and the formula (i) exceeded 0.20. Moreover, the Sn concentration ratio at the interface was less than 1.4 because the scale layer was thick and Sn diffused from the interface between the scale and the base material into the scale. For the hot-rolled steel sheet of Test No. 12, the container corrosion test and SAE J2334 test were not performed because scale indentation occurred in the hot-rolled steel sheet during hot rolling or winding.
- the hot rolled steel sheet with test number 13 was descaled only after the rough rolling. For this reason, the scale thickness formed on the surface of the hot-rolled steel sheet has increased, and a scale defect has occurred during hot rolling or winding. Moreover, the scale peelability was not sufficient. Further, since descaling was insufficient, hematite generated at a high temperature remained, and formula (i) exceeded 0.20. Further, the thickness of the scale layer was large, Sn diffused from the interface between the scale and the base material into the scale, and the Sn concentration ratio at the interface was less than 1.4. For the hot-rolled steel sheet of Test No. 13, the container corrosion test and the SAE J2334 test were not performed because scale indentation occurred in the hot-rolled steel sheet due to the formation of a defective portion of the scale.
- Test roll No. 15 had a high coiling temperature, so that the magnetite increased and the wustite decreased. For this reason, the composition ratio of iron oxide (wustite + hematite) / magnetite was less than 0.02, and the scale peelability deteriorated. Moreover, since the winding temperature was high, the formation of scale was promoted, and the thickness of the scale was increased. Further, since the high temperature state continued for a long time, Sn diffused from the interface between the scale and the base material into the scale, and the Sn concentration ratio at the interface was less than 1.4. Moreover, due to the deterioration of the scale peelability, a slight scale layer remained on the steel plate surface even after the shot blast treatment, and the corrosion resistance was lowered. Further, even after coating, peeling and rusting due to residual scale were observed in the healthy part other than the coating film heel part during the SAE J2334 test, and as a result, the corrosion resistance decreased.
- the hot rolled steel sheet of test number 16 had a too low cooling rate after winding, so that the iron oxide composition ratio magnetite increased and the wustite decreased. For this reason, the composition ratio of iron oxide (wustite + hematite) / magnetite was less than 0.02, and the scale peelability deteriorated. Moreover, since the cooling rate after winding is too small, the high temperature state continues for a long time, so that Sn diffuses from the interface between the scale and the base material into the scale, and the Sn concentration ratio at the interface is less than 1.4. . Moreover, due to the deterioration of the scale peelability, a slight scale layer remained on the steel plate surface even after the shot blast treatment, and the corrosion resistance was lowered. Further, even after coating, peeling and rusting due to residual scale were observed in the healthy part other than the coating film heel part during the SAE J2334 test, and as a result, the corrosion resistance decreased.
- the hot rolled steel sheet of test number 17 has a too high cooling rate after winding, so that the diffusion of Sn from the base material is suppressed, the Sn concentration ratio between the scale interface and the base material is less than 1.4, and the strength is strong.
- a thin scale was formed containing a magnetite layer. As a result, magnetite increased and wustite decreased. For this reason, the composition ratio of iron oxide (wustite + hematite) / magnetite was less than 0.02, and the scale peelability deteriorated. Furthermore, scale cracks occurred in the coil. Therefore, a slight scale layer remained on the steel plate surface even after the shot blasting treatment, and the corrosion resistance was lowered. Further, even after coating, peeling and rusting due to residual scale were observed in the healthy part other than the coating film heel part during the SAE J2334 test, and as a result, the corrosion resistance decreased.
- Test No. 18 hot-rolled steel sheet had Sn of less than 0.08%, and a predetermined Sn concentrated layer was not formed. Moreover, Formula (i) is also more than 0.20, and the scale peelability was not sufficient. Therefore, a slight scale layer remained on the steel plate surface even after the shot blasting treatment, and the corrosion resistance was lowered. Furthermore, even if it applied, as a result of the SAE J2334 test, remarkable paint peeling was observed from the coating part.
- the hot-rolled steel sheet of test number 19 has an Sn content of more than 0.25%, so that the production of wustite is suppressed, and the formula (i) is less than 0.02. Moreover, the scale peeling during hot working was promoted, and a thick scale was formed. Since a thick scale was formed and the base material was pushed in due to the scale peeled off during hot rolling, the subsequent test was not performed.
- the hot rolled steel sheet of test number 20 had a high Si content of 0.50%. Therefore, the growth of the scale layer was suppressed. Moreover, Si concentration progressed to the interface, the transformation of the scale was suppressed, the formula (i) was less than 0.02, and the scale peelability was reduced. Moreover, although the reason is not clear, the concentration of Sn at the interface was suppressed, and the Sn concentration ratio became less than 1.4.
- the hot-rolled steel sheet of Test No. 20 had a reduced scale peelability due to Si concentration at the interface, so that a slight scale layer remained on the steel sheet surface even after shot blasting, and the corrosion resistance was reduced. Furthermore, even when the paint was applied, peeling and rusting due to residual scale were observed in the healthy part other than the paint film part during the SAE J2334 test, and as a result, the corrosion resistance decreased.
- the hot rolled steel sheet of test number 21 had a low Si content of 0.02%. Si affects the scale growth during hot rolling. In test number 21, since the Si content in the steel was small, scale growth during hot rolling was promoted, and a thick scale with low adhesion was formed. Since a thick scale layer containing a large amount of magnetite was formed, formula (i) was less than 0.02. In addition, the more Si is used as a deoxidizer, the higher the affinity with oxygen. Therefore, in the hot rolled steel sheet of test number 21 having a low Si concentration, the steel material is easily oxidized, the scale layer thickness is increased, the formation of the Sn concentrated layer is inhibited, and the Sn concentration ratio is less than 1.4. became. In the hot-rolled steel sheet of test number 21, scale peeling was promoted, and indentation of the base material due to the peeled scale was generated, so the subsequent test was not performed.
- the hot rolled steel sheet of test number 22 has a high Cu content of 0.08%, a large scale layer thickness, a low Sn concentration ratio between the scale interface and the base metal of 1.2, and a composition ratio of iron oxide ( (Wustite + hematite) / magnetite increased to 0.25. Furthermore, since a minute crack was generated on the surface and end of the hot-rolled steel sheet during hot rolling, no subsequent test was performed.
- the hot rolled steel sheet of test number 23 has a high Ni content of 0.10%, and the reason is not clear, but the Sn concentration ratio between the scale interface and the base metal is as low as 1.2, magnetite increases, and wustite Diminished. For this reason, the composition ratio of iron oxide (wustite + hematite) / magnetite was less than 0.02, and the scale peelability deteriorated. Moreover, corrosion resistance fell because Ni content was high.
- the hot rolled steel sheet of test number 24 has a high Cr content of 0.10%, a small scale layer thickness, a low Sn concentration ratio between the scale interface and the base metal of 1.2, and a composition ratio of iron oxide ( Since wustite + hematite) / magnetite was as high as 0.25, the scale peelability deteriorated. Moreover, corrosion resistance fell by containing Cr.
- the hot rolled steel sheet of test number 25 has a high Nb content of 0.020% and a small scale layer thickness, but the Sn concentration ratio between the scale interface and the base metal is as low as 1.2. Since the oxide composition ratio (wustite + hematite) / magnetite was as high as 0.25, scale cracks occurred on the surface of the hot-rolled steel sheet from finish rolling to winding. Therefore, subsequent tests were not conducted.
- the hot rolled steel sheet of test number 26 had a low Nb amount of 0.001%, so the scale layer thickness was large, the Sn concentration ratio between the scale interface and the base metal was as low as 1.0, and the composition of the iron oxide The ratio (wustite + hematite) / magnetite was as high as 0.25, and the scale peelability deteriorated. Therefore, a slight scale layer remained on the steel plate surface even after the shot blasting treatment, and the corrosion resistance was lowered. Further, even after coating, peeling and rusting due to residual scale were observed in the healthy part other than the coating film heel part during the SAE J2334 test, and as a result, the corrosion resistance decreased.
- the hot-rolled steel sheet since the hot-rolled steel sheet has scale peelability, the scale layer can be peeled off and used, or can be used after being coated. Moreover, such a hot-rolled steel sheet has excellent corrosion resistance in a corrosive environment containing chloride. Therefore, the hot-rolled steel sheet of the present invention can be suitably used for railway vehicles and containers used for land transportation or sea transportation.
Abstract
Description
従来、上記の鉄道車両やコンテナには、JIS G3125(2010)に示される引張強さ50kgf/mm2(490MPa)級の高耐食性圧延鋼材に塗装を行った鋼材が用いられてきた。
一方、製造工程や合金元素により密着性の低いミルスケールを形成することも考えられるが、製造工程で熱延鋼板の表面からミルスケールが剥離したり、スケール欠陥部が生じたりして、熱延鋼板の表面にミルスケールが形成され、熱延鋼板の表面にスケール疵が生じる懸念があった。
また、本発明は、上記熱延鋼板にショットブラスト及び塗装処理を行って得られる鋼材、及びこの鋼材を備えるコンテナを提供することを課題とする。
0.02≦(h+w)/m≦0.20 ・・・(i)
(2)上記(1)の熱延鋼板では、前記化学成分におけるW含有量が、質量%で0.005%以下であってもよい。
(3)上記(1)または(2)の熱延鋼板では、前記化学成分におけるMo含有量が、質量%で0.005%以下であってもよい。
(4)上記(1)~(3)のいずれか一項に記載の熱延鋼板では、前記化学成分におけるCu含有量が、質量%で0.02%以下であってもよい。
(5)上記(1)~(4)のいずれか一項に記載の熱延鋼板では、前記化学成分におけるNi含有量が、質量%で0.02%以下であってもよい。
(6)上記(1)~(5)のいずれか一項に記載の熱延鋼板では、前記化学成分におけるCr含有量が、質量%で0.02%以下であってもよい。
(7)上記(1)~(6)のいずれか一項に記載の熱延鋼板では、前記化学成分におけるTi含有量が、質量%で0.01%以下であってもよい。
(8)本発明の別の態様に係る鋼材は、上記(1)~(7)のいずれか一項に記載の熱延鋼板に、ショットブラスト処理を行い、さらに、前記ショットブラスト処理を行った前記熱延鋼板に塗装処理を行うことによって得られる。
(9)本発明の別の態様に係るコンテナは、上記(8)に記載の鋼材を備える。
また、本発明の上記態様に係る鋼材は、塩化物を含む腐食環境下において、優れた耐食性を有する熱延鋼板に対し、ショットブラスト処理及び塗装処理を行って得られるものであり、塩化物を含む腐食環境下において優れた耐食性を有する。
また、本発明の上記態様に係るコンテナは、この鋼材を備えているため、塩化物を含む腐食環境下において優れた耐食性を有する。
本実施形態に係る熱延鋼板において、鋼板(母材鋼板)の各元素を限定した理由は下記のとおりである。以下の説明において、含有量についての「%」は、「質量%」を意味する。
Cは、鋼の強度を確保するために必要な元素である。この効果を得るため、C含有量を0.04%超とする。好ましくは、0.05%以上である。C含有量を0.06%以上、0.07%、0.08%又は0.09%としてもよい。一方、C含有量が0.20%を超えると溶接性が著しく低下する。また、C含有量の増大とともに、pHが低下する環境でカソードとなって腐食を促進するセメンタイトの生成量が増大して耐食性が低下する。そのため、Cの含有量は0.20%以下とする。C含有量は0.18%以下であることが好ましく、0.16%以下であることがより好ましい。C含有量を0.15%以下、0.14%以下又は0.13%以下としてもよい。
Siは鋼板表面でファイアライト(2FeO・SiO2)となり最表面に微細なFe2O3を残存させることによって、赤スケールを発生させやすい元素である。また、Siが高いとスケール界面にSi層が形成され、スケールの剥離性が低下する。そのため、Si含有量を0.30%以下とする。好ましくは0.25%又は0.20%以下である。一方、Siは、製鋼時の脱酸に必要な元素である。また、Siには、耐食性を向上させる効果がある。これらの効果を得るためには、Si含有量を0.05%以上とする必要がある。Si含有量は、好ましくは0.08%以上又は0.10%以上である。
Mnは、鋼板の強度上昇に必要な元素である。Mn含有量が0.30%未満であると、十分な強度を得ることが難しくなる。そのため、Mn含有量を0.30%以上とする。好ましくは、0.40%以上、0.50%以上又は0.60%以上である。一方、Mn含有量が2.50%を超えると加工性が著しく低下する。そのため、Mn含有量を2.50%以下とする。好ましくは、2.00%以下、1.80%以下、1.70%以下又は1.60%以下である。
Pは、鋼板の強度上昇及び耐食性向上に有益な元素として、従来、耐食性鋼板に活用されてきた。しかしながら、塩化物を多く含み、局所的にpHが低下する腐食環境下においては、Pを単独で含有させると逆に耐食性の低下を招く。また、Pは鋼板製造時にスラブ脆化(割れ)の起因となる。特に、P含有量が0.050%を超えると、脆化が顕著となる。そのため、P含有量を、0.050%以下に限定する。好ましくは、0.025%以下、0.020%以下又は0.15%以下である。一方、Pは、少量であればSnと同時に含有させることによって、塩化物環境でも耐食性を向上させる。これは、Snの含有によりFeの溶出が抑えられる結果、Pがさび層の保護性に寄与できるためであると推測される。したがって、さび層の保護性に寄与するという効果を得たい場合は、P含有量を0.001%以上とすることが好ましい。
Sは、Mnと結合し、鋼材中に硫化物であるMnSを形成する。この硫化物は変形しやすいので、圧延等によって伸張する。伸長した硫化物は、鋼材の曲げ性及び加工性を劣化させる。そのため、S含有量は少ない方が好ましいが、S含有量が0.030%を超えると、曲げ性及び加工性の劣化が著しくなるので、S含有量を0.030%以下とする。特に、高強度鋼材では、割れ感受性を高めるため、S含有量を0.010%以下、0.008%以下又は0.006%以下とすることが好ましい。
Snは本実施形態において最も重要な元素である。Snは、低pH塩化物環境において鋼のアノード溶解反応を著しく抑制することによって、塩化物腐食環境における耐食性を大幅に向上させる作用を有する。この効果を得るため、Sn含有量を0.08%以上とする必要がある。好ましくは、0.09%以上、より好ましくは0.10%以上又は0.12%以上である。一方、Sn含有量が0.25%を超えると、上記の効果は飽和するとともに、スラブの脆化が顕著になる。したがって、Sn含有量を0.25%以下とする。好ましくは、0.20%以下であり、より好ましくは0.18%以下又は0.17%以下である。
Alは、鋼の耐食性を向上させる元素である。その効果を得るため、Al含有量を0.005%以上とする。一方、Al含有量が0.050%を超えると、上記の効果は飽和する。したがって、Al含有量の上限を0.050%とする。また、Al含有量が多くなると鋼板が脆化しやすくなるので、Al含有量は0.030%以下とすることが好ましい。本実施形態において、Al含有量はT-Al、すなわち、鋼中全Al量である。
Nは、アンモニアとなって水溶液中へ溶解し、飛来塩分量が多い環境において、Fe3+の加水分解によるpH低下を抑制することにより、塩分環境における鋼板の耐食性を向上させる効果を有する。この効果を得るため、N含有量を0.0005%以上とする。一方、N含有量が0.0100%を超えると、その効果が飽和するだけでなく、鋼板の靭性が劣化する。したがって、N含有量を0.0100%以下とする。
Nbは鋼板の強度を上昇させる元素である。この効果を得るため、Nb含有量を0.005%以上とする。一方、Nb含有量が0.015%を超えると上記の効果が飽和するとともに、靭性が低下し、鋼板表面のスケール割れの要因ともなる。また、Nbは熱間圧延中において、スケールと鋼板界面においてNb酸化物を形成しやすく、スケール形成に影響する。鋼板の耐食性とスケール層の厚さや組成への影響を考慮すると、Nbの含有量は0.005%以上、0.015%以下である。Nbの含有量の下限を0.006%又は0.007%に、その上限を0.013%又は0.011%としてもよい。
Cuは一般に、鋼の耐食性を向上させる元素であると考えられている。しかしながら、Cuは溶液中のFe2+の空気酸化を加速する元素であるため、Cuを含有する鋼材は飛来塩分の多い環境において耐食性が低下することがある。また、Cuは、Snと共存すると圧延時の赤熱脆化により熱延鋼板の表面の割れの原因となる。また、Cuは、スケール厚、Sn濃度比、鉄酸化物の組成にも影響を与える。そのため、Cu含有量を0.05%以下とする。好ましくは、0.04%又は0.02%以下である。Cu含有量の下限を特に制限する必要はなく、その下限は0%である。
Niは、Cuと同様に、一般に鋼材の耐食性を向上させると考えられている。しかしながら、本発明者らは、本実施形態で想定されるような塩化物を含む腐食環境下では、Niを含有させると鋼板の耐食性が低下することを見出した。また、Niは、熱間圧延中において、スケールと鋼材との界面において酸化物を形成しやすく、スケール層の厚さや組成に影響する。そのため、Ni含有量は、少ない方が好ましい。ただし、不純物として混入する場合を考慮し、Ni含有量を0.05%以下とする。好ましくは、0.04%又は0.02%以下である。Ni含有量の下限を特に制限する必要はなく、その下限は0%である。
Crは、一般に鋼材の耐食性を向上させると考えられている。しかしながら、本発明者らは、本実施形態で想定されるような塩化物を含む腐食環境下では、Crを含有させると鋼板の耐食性が低下することを見出した。また、Crは、熱間圧延中において、スケールと鋼材との界面にCr酸化物を形成しやすく、スケール層の厚さや組成に影響する。そのため、Cr含有量は、少ない方が好ましい。ただし、不純物として混入する場合を考慮し、Cr含有量を0.05%以下に制限する。好ましくは、0.04%又は0.02%以下である。Cr含有量の下限を特に制限する必要はなく、その下限は0%である。
Mo:0~0.50%
Ti:0~0.15%
これらの元素は、いずれも耐食性を向上させる元素である。そのため、必要に応じて1種または2種以上を組み合わせて含有させてもよい。耐食性を向上させる効果を得る場合には、いずれの元素においても、含有量を0.01%以上とするのが好ましい。しかし、含有量が過剰になると、効果が飽和するとともにコストが高くなる。そのため、含有させる場合でも、その含有量を、W、Moについては0.50%以下、Tiについては0.15%以下とすることが好ましい。二種以上の元素を含有させる場合には、その合計含有量を1.0%以下とすることが好ましい。W、Mo及びTiは高価であり、これらの元素による耐食性向上効果を得る必要はないので、W及びMoを0.005%以下、Tiを0.01%以下としてもよい。この範囲は、W、Mo及びTiの不純物として含有される範囲でもある。
Vは、鋼の強度を上昇させる元素である。また、Vは、腐食環境中(水溶液中)に溶解して酸素酸イオンの形で存在し、さび層中の塩化物イオンの透過を抑制する効果を有する。この効果を得る場合、Vを0.005%以上含有させることが好ましい。より好ましくは0.01%以上である。この効果を得る必要がない場合、V含有量の下限を制限しなくてもよく、その下限は0%である。一方、V含有量が0.05%を超えると、上記の効果が飽和するだけでなく、コストが著しく上昇する。したがって、含有させる場合でも、V含有量を0.05%以下とする。
Bは、微量の含有により熱延鋼板の強度を高めることができる。この効果を得るため、Bを含有させてもよい。この効果を得る必要がない場合、B含有量の下限を制限しなくてもよく、その下限は0%である。しかしながら、B含有量が0.0005%を超えると熱延鋼板の加工時に割れを発生させる原因となる。そのため、含有させる場合でも、B含有量は0.0005%以下とする。
Caは鋼中に酸化物の形で存在し、腐食反応部における界面のpHの低下を抑制して、腐食を抑える効果を有する元素である。上記の効果を得る場合、Caを0.0002%以上含有させることが好ましく、0.0005%以上含有させることがより好ましい。この効果を得る必要がない場合、Ca含有量の下限を制限しなくてもよく、その下限は0%である。一方、Ca含有量が0.0050%を超えると、上記の効果が飽和する。したがって、含有させる場合でも、Ca含有量は、0.0050%以下とする。
Mgは、腐食反応部における界面のpHの低下を抑制して、鋼の腐食を抑える効果を有する元素である。上記の効果を得る場合、Mg含有量を0.0002%以上とすることが好ましく、0.0005%以上とすることがより好ましい。この効果を得る必要がない場合、Mg含有量の下限を制限しなくてもよく、その下限は0%である。一方、Mg含有量が0.0050%を超えると、上記の効果が飽和する。したがって、含有させる場合でも、Mg含有量を0.0050%以下とする。
REM(希土類元素)は鋼材の溶接性を向上させる元素である。この効果を得る場合、REM含有量を0.0002%以上とすることが好ましく、0.0005%以上とすることがより好ましい。この効果を得る必要がない場合、REM含有量の下限を制限しなくてもよく、その下限は0%である。一方、REM含有量が0.0050%を超えると上記の効果が飽和する。したがって、含有させる場合でも、REM含有量を0.0050%以下とする。本実施形態において、REMとは、ランタノイドの15元素にYおよびScを合わせた17元素の総称である。本実施形態に係る熱延鋼板は、これらの17元素のうちの1種または2種以上を含有することができ、REM含有量は、これらの元素の合計含有量を意味する。
スケール層には、通常、鉄酸化物として、ウスタイト、ヘマタイト、マグネタイトの1種または2種以上が含まれる。
本実施形態に係る熱延鋼板は、スケール層中の鉄酸化物の組成比が、下記(i)式を満足する。
0.02≦(h+w)/m≦0.20 ・・・(i)
ただし、(i)式中のhはヘマタイトの質量%での含有量、wはウスタイトの質量%での含有量、mはマグネタイトの質量%での含有量を表す。いずれも、スケール層の質量に対する割合である。
高温で形成されるスケール(ミルスケール)は、表層にマグネタイト及びヘマタイト、中間層にウスタイトもしくはウスタイトから変態した合金組織、地鉄(母材鋼板)との界面にマグネタイトシームを有する。母材にSnを含有させると、Snの融点が235℃と低いために、スケール層中の地鉄との界面にSnの濃化層が形成され、ウスタイトの含有量が低下し、マグネタイトシームの形成が抑制され、スケール層の剥離性が向上するものと考えられる。
本実施形態に係る熱延鋼板において、スケール層中の母材鋼板との界面には、Sn含有量が母材鋼板の1.4倍以上であるSn濃化層が存在する。
本実施形態に係る熱延鋼板では、母材に優れた耐食性を付与するため、鋼板中のSn含有量を0.08%以上としている。Sn濃化層は、熱間圧延時に生成するスケール層中に、鋼板中のSnが溶解、拡散することによって、スケール層中の母材鋼板との界面に形成される。スケール層中の母材鋼板との界面にSn濃化層が形成されると、スケール層中におけるウスタイトの形成が抑制され、その結果、鋼板との界面においてマグネタイトシームの形成が抑制されるので、スケール剥離性が向上する。優れたスケール剥離性を得るためには、Sn濃化層中に含まれるSnの含有量(Sn濃度)が、母材鋼板のSn含有量の1.4倍以上(濃度比≧1.4)である必要がある。Sn濃化層のSn含有量が母材鋼板の1.4倍未満の場合、スケール層中のウスタイト形成が促進され、その結果として界面に強固なマグネタイト層が形成されるので、スケール層の剥離性が低下する。一方、Sn濃化層中のSn含有量が、母材鋼板の2.0倍を超えると、熱間圧延中にスケール層の剥離が生じやすくなり、ロールや熱延鋼板のスケール疵の要因となるので好ましくない。鋼板中のSnのスケール中への溶解、スケール中での拡散を促進し、Sn濃化層を形成するためには、Snを含有する鋼板を製造する過程において、デスケーリング条件、冷却条件等を制御することが有効である。
本実施形態に係る熱延鋼板において、スケール層の平均厚さは1.0~15.0μmである。スケール層の厚さが1.0μm未満であると、ショットブラスト等によって物理的にスケールを剥離させる際に、鋼板表面にスケールが押し込まれる可能性がある。この場合、鋼板表面に過剰な凹凸が付与されることになるので好ましくない。また、スケール層の厚さが15.0μmを超えると、熱間圧延時に部分的なスケール剥離が生じ、ロールや熱延鋼板のスケール疵の要因となる可能性がある。スケール層の厚さの下限を、2.0μm、4.0μm又は5.0μmとしてもよく、その上限を13.0μm、11.0μm又は10.0μmとしてもよい。
本実施形態に係る鋼材は、本実施形態に係る熱延鋼板にショットブラスト処理を行い、さらに、塗装処理を行うことによって得られる。すなわち、本実施形態に係る鋼材は、ミルスケールが除去された本実施形態に係る熱延鋼板の上に防食塗膜層を有する。そのため、化学成分は、本実施形態に係る熱延鋼板と同じである。ショットブラスト条件、塗装条件、塗装方法等は、限定されず、要求特性に応じて公知の方法で行えばよい。
本実施形態に係るコンテナは、本実施形態に係る鋼材を用いて形成され、従って、本実施形態に係る鋼材を備える。形成方法については、特に限定されない。
本実施形態に係る熱延鋼板は、製造方法によらず、上述の構成を有することでその作用効果は得られる。しかしながら、以下に示す各工程を含む製造方法によれば安定して製造することができるので好ましい。各工程における好ましい条件について以下に詳しく説明する。
<鋳造工程>
上記の化学組成を有する鋼を転炉、電気炉等で溶製し、溶鋼を製造する。必要に応じて、続いて真空脱ガス等の処理を施しても良い。
その後、公知の方法、例えば、連続鋳造法または鋼塊にした後に分塊圧延する等の方法で鋼片(スラブ)とする。また、溶鋼から直接鋼板を製造するいわゆるストリップキャスト等の方法を用いても構わない。この際、鋼塊の成分偏析は炭化物粒径のバラツキを大きくするので、未凝固域圧下、電磁攪拌等の凝固偏析を少なくする方法を採用することが好ましい。
次に、上記の方法で製造されたスラブを加熱する。加熱温度は均一にオーステナイト域まで加熱するために、1200℃以上とすることが好ましい。一方、スケール生成による表面性状の劣化を避けるため、加熱温度は1250℃以下である。
加熱されたスラブを、少なくとも粗圧延機および仕上圧延機を備える圧延機によって、圧延開始温度1000℃以上、圧延終了温度800~950℃となるように熱間圧延することが好ましい。圧延終了温度が800℃未満の場合、オーステナイト粒が扁平化し、圧延方向と幅方向とで機械的性質のばらつきが生じ、加工性が悪化するおそれがある。また、析出物を微細にするためには、圧延終了温度を800℃以上とするのが好ましい。一方、950℃を超える温度で圧延を終了させると、結晶粒の粗大化やスケール疵が発生しやすくなる等の問題がある。
上述した仕上圧延の初期とは、仕上圧延の1パス目から3パス目までの少なくとも1パスと同時に行うことを意味する。また、「少なくとも粗圧延の終了後、および、仕上圧延の初期において」とは、「粗圧延の終了後および仕上圧延の初期」以外の時期に行うデスケーリングを排除するものではない。
圧延終了後は、水冷ゾーンにおいて25℃/s以上の平均冷却速度で500~650℃まで冷却する。平均冷却速度が25℃/s未満では、スケール成長が助長され、スケール厚さが15.0μmを超えたり、剥離性の低いスケールが形成されたりすることが懸念される。一方、圧延後の冷却速度が100℃/sを超えると、鋼板がマルテンサイト組織になりやすく、鋼板の巻き取りが困難になる。そのため、平均冷却速度は100℃/s以下であることが好ましい。
圧延終了から冷却開始までの時間は5秒以内とすることが好ましい。圧延終了後冷却開始までの時間が5秒を超えると、圧延工程で導入した転位の回復が起こり、フェライト変態の核が不足するので、結晶粒が粗大化し、靭性が低下するおそれがある。また、熱延鋼板表面のスケール成長が進行し、剥離性の低いスケールが形成されるおそれがある。
本実施形態に係る鋼材は、上述の工程で得られた熱延鋼板に対し、ショットブラスト処理を行い、さらに、塗装処理を行うことによって製造することができる。ショットブラスト、及び塗装処理については、公知の方法でよい。
本実施形態に係るコンテナは、上述の工程で得られた本実施形態に係る鋼材(塗装鋼材)を用いて、溶接等の公知の方法によって形成することができる。

得られた熱延鋼板から上述のサイズの試験片を採取し、各試験片に対して、500gの重りを200mmの高さから落として、スケール層の破損状況を目視で判断することにより、スケール層の強度を評価した。スケール層に割れや剥離があれば「OK」(すなわち、スケール剥離性が良い)、割れや剥離がなければ「NG」(すなわち、スケール剥離性が悪い)とした。結果を表3に示す。
まず、試験片を、30℃、90%RHの湿潤環境にて0.5時間保持した後、30℃、5%NaClの塩水を0.5時間噴霧し、再び30℃、95%RHの湿潤環境にて1.0時間保持し、さらに40℃、50%RHの環境で6.0時間乾燥させるというサイクル試験を18サイクル実施した。その後、40℃、90%RHの湿潤環境にて4.0時間保持した後、40℃、40%RHの環境で4.0時間乾燥させるというサイクル試験を144サイクル実施した。試験前後の試験片の重量をそれぞれ測定し、腐食減量を算出した。ここで、腐食減量とは、減量を厚みに換算したものである。結果を表3に示す。
耐食性の評価については、腐食減量が30μm以下のものを良好な結果とした。
塩化物が多量に飛来する大気腐食環境を模擬する試験として、SAE J2334試験を実施した。SAE J2334試験とは、下記の乾湿繰り返しの条件を1サイクル(合計24時間)として行う加速劣化試験であり、飛来塩分量が1mddを超えるような厳しい腐食環境を模擬する試験である。
・湿潤:50℃、100%RH、6時間、
・塩分付着:0.5質量%NaCl、0.1質量%CaCl2、0.075質量%NaHCO3水溶液浸漬、0.25時間、
・乾燥:60℃、50%RH、17.75時間
上記の腐食形態は、大気暴露試験の腐食形態に類似しているとされている。
各塗装鋼板の塗装表面に十字の疵を形成して、下地としての鋼材の一部を露出させた。そして、疵部が形成された位置において、下地としての鋼材の最大腐食深さ(鋼材表面からの腐食深さの最大値)を測定した。また、疵部から進展して剥離した部分の面積を評価するために、塗装剥離面積率(%)を求めた。具体的には、塗装が剥離した部分(疵部から進展して剥離した部分)をカッター等によって取り除き、取り除いた部分を塗装剥離部とした。そして、画像処理ソフトの2値化処理を用いて、(塗装剥離部面積)/(試験片面積)×100の値を求めて塗装剥離面積率(%)とした。試験片面積とは、試験片の6つの面うち疵部が形成された面の面積を意味する。
SAE J2334試験における合否判断基準は、最大腐食深さについては、400μm以下を合格とした。さらに、塗装剥離面積率については、60%以下を合格とした。また、塗膜疵部以外の健全部についてもスケール剥離や発錆の有無を観察した。
鋼板との界面のスケール層中のSn濃化層のSn濃度は、スケールから鋼板まで板厚方向に0.5μm間隔で、EPMAによるライン分析を、3回行うことによって測定した。測定により得られた、鋼板とスケールとの界面からスケール層中の20点のSn濃度の測定結果(計60点)の中から、最大から10点、最小から10点のデータを異常値として除外し、残りの40点の平均値を、鋼板との界面のスケール層中のSn濃化層のSn濃度とした。このSn濃度と、鋼板の取鍋でのSn分析値との比を、Sn濃度比とした。

試験番号20の熱延鋼板は、界面へのSi濃化によるスケール剥離性の低下ため、ショットブラスト処理後もわずかにスケール層が鋼板表面に残存し、耐食性が低下した。さらに、塗装を施してもSAE J2334試験中に塗膜疵部以外の健全部で、残存スケールによる剥離や発錆が観測され、その結果、耐食性が低下した。
試験番号21の熱延鋼板では、スケール剥離が促進され、剥離したスケールによる母材の押し込み疵が生じたので、そのあとの試験を行わなかった。
Claims (9)
- 鋼板と、
前記鋼板の表面に形成されたスケール層とを有し、
前記鋼板の化学成分が、質量%で、
C:0.04%を超えて0.20%以下、
Si:0.05~0.30%、
Mn:0.30~2.50%、
P:0.050%以下、
S:0.030%以下、
Sn:0.08~0.25%、
Al:0.005~0.050%、
N:0.0005~0.0100%、
Nb:0.005~0.015%、
Cu:0~0.05%、
Ni:0~0.05%、
Cr:0~0.05%、
W:0~0.50%、
Mo:0~0.50%、
Ti:0~0.15%、
V:0~0.05%、
B:0~0.0005%、
Ca:0~0.0050%、
Mg:0~0.0050%、
REM:0~0.0050%、
を含有し、残部がFeおよび不純物であり、
前記スケール層中の、前記鋼板と前記スケール層との界面に、Sn含有量が前記鋼板のSn含有量の1.4倍以上であるSn濃化層が存在し、
前記スケール層の平均厚さが1.0~15.0μmであり、
前記スケール層が、ウスタイト、ヘマタイト、マグネタイトの1種または2種以上の鉄酸化物を含み、
前記スケール層中において、前記ウスタイトの質量%での含有量をw、前記ヘマタイトの質量%での含有量をh、前記マグネタイトの質量%での含有量をmとしたとき、前記w、前記h及び前記mが、下記(i)式を満足し、
前記鋼板の板厚が2~16mmである、
ことを特徴とする熱延鋼板。
0.02≦(h+w)/m≦0.20 ・・・(i) - 前記化学成分におけるW含有量が、質量%で0.005%以下であることを特徴とする請求項1に記載の熱延鋼板。
- 前記化学成分におけるMo含有量が、質量%で0.005%以下であることを特徴とする請求項1または2に記載の熱延鋼板。
- 前記化学成分におけるCu含有量が、質量%で0.02%以下であることを特徴とする請求項1~3のいずれか一項に記載の熱延鋼板。
- 前記化学成分におけるNi含有量が、質量%で0.02%以下であることを特徴とする請求項1~4のいずれか一項に記載の熱延鋼板。
- 前記化学成分におけるCr含有量が、質量%で0.02%以下であることを特徴とする請求項1~5のいずれか一項に記載の熱延鋼板。
- 前記化学成分におけるTi含有量が、質量%で0.01%以下であることを特徴とする請求項1~6のいずれか一項に記載の熱延鋼板。
- 請求項1~7のいずれか一項に記載の熱延鋼板に、ショットブラスト処理を行い、さらに、前記ショットブラスト処理を行った前記熱延鋼板に塗装処理を行うことによって得られることを特徴とする鋼材。
- 請求項8に記載の鋼材を備えることを特徴とするコンテナ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018512705A JP6390818B2 (ja) | 2016-04-20 | 2016-04-20 | 熱延鋼板、鋼材、及びコンテナ |
| CN201680068810.8A CN108291282B (zh) | 2016-04-20 | 2016-04-20 | 热轧钢板、钢材以及容器 |
| PCT/JP2016/062502 WO2017183133A1 (ja) | 2016-04-20 | 2016-04-20 | 熱延鋼板、鋼材、及びコンテナ |
| KR1020187014189A KR102073051B1 (ko) | 2016-04-20 | 2016-04-20 | 열연 강판, 강재 및 컨테이너 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/062502 WO2017183133A1 (ja) | 2016-04-20 | 2016-04-20 | 熱延鋼板、鋼材、及びコンテナ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017183133A1 true WO2017183133A1 (ja) | 2017-10-26 |
Family
ID=60115813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062502 WO2017183133A1 (ja) | 2016-04-20 | 2016-04-20 | 熱延鋼板、鋼材、及びコンテナ |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6390818B2 (ja) |
| KR (1) | KR102073051B1 (ja) |
| CN (1) | CN108291282B (ja) |
| WO (1) | WO2017183133A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019157207A (ja) * | 2018-03-13 | 2019-09-19 | 日本製鉄株式会社 | 鋼板 |
| WO2020065549A1 (en) * | 2018-09-25 | 2020-04-02 | Arcelormittal | High strength hot rolled steel having excellent scale adhesivness and a method of manufacturing the same |
| JPWO2021005971A1 (ja) * | 2019-07-10 | 2021-01-14 | ||
| WO2021095836A1 (ja) * | 2019-11-13 | 2021-05-20 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
| JP2021161458A (ja) * | 2020-03-31 | 2021-10-11 | Jfeスチール株式会社 | 耐火性および塗装耐食性に優れた構造用鋼材および構造物 |
| WO2022186270A1 (ja) * | 2021-03-02 | 2022-09-09 | 日本製鉄株式会社 | 熱延鋼板 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07150288A (ja) * | 1993-10-05 | 1995-06-13 | Nippon Steel Corp | 表面性状の良好なSn含有高強度熱延鋼板およびその製造方法 |
| JPH11217675A (ja) * | 1998-01-30 | 1999-08-10 | Kawasaki Steel Corp | 塗装性および耐食性に優れた熱延鋼板 |
| JP2010185108A (ja) * | 2009-02-12 | 2010-08-26 | Jfe Steel Corp | 船舶用耐食鋼材およびその製造方法 |
| JP2012021192A (ja) * | 2010-07-14 | 2012-02-02 | Nippon Steel Corp | 塗装耐食性と打抜き部疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2013044020A (ja) * | 2011-08-24 | 2013-03-04 | Jfe Steel Corp | 船舶バラストタンク用耐食鋼材 |
| JP2014001450A (ja) * | 2012-05-23 | 2014-01-09 | Jfe Steel Corp | 耐食性および母材靭性に優れた船舶用鋼材 |
| JP2014218682A (ja) * | 2013-05-01 | 2014-11-20 | 新日鐵住金株式会社 | ステーブおよび高炉 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2906965B2 (ja) | 1993-12-03 | 1999-06-21 | 日本鋼管株式会社 | 耐食性に優れた熱延鋼板およびその製造方法 |
| KR100371960B1 (ko) | 2000-09-29 | 2003-02-14 | 주식회사 포스코 | 60킬로그램급 인장강도를 갖는 고내후성 및 고가공성열연강판 및 그 제조방법 |
| KR101185224B1 (ko) * | 2010-09-29 | 2012-09-21 | 현대제철 주식회사 | 스케일층과의 밀착성이 우수한 열연강판의 제조방법 |
| KR101449108B1 (ko) * | 2012-08-02 | 2014-10-08 | 주식회사 포스코 | 표면 품질이 건전한 강관용 열연강판 및 그 제조방법 |
| JP6136547B2 (ja) * | 2013-05-07 | 2017-05-31 | 新日鐵住金株式会社 | 高降伏比高強度熱延鋼板およびその製造方法 |
| JP2016199778A (ja) * | 2015-04-07 | 2016-12-01 | 株式会社神戸製鋼所 | 鋼材およびその鋼材の製造方法 |
| CN105618507A (zh) * | 2015-12-25 | 2016-06-01 | 首钢总公司 | 热轧板表面抗剥落性氧化铁皮结构及其控制工艺 |
-
2016
- 2016-04-20 JP JP2018512705A patent/JP6390818B2/ja active Active
- 2016-04-20 KR KR1020187014189A patent/KR102073051B1/ko active IP Right Grant
- 2016-04-20 WO PCT/JP2016/062502 patent/WO2017183133A1/ja active Application Filing
- 2016-04-20 CN CN201680068810.8A patent/CN108291282B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07150288A (ja) * | 1993-10-05 | 1995-06-13 | Nippon Steel Corp | 表面性状の良好なSn含有高強度熱延鋼板およびその製造方法 |
| JPH11217675A (ja) * | 1998-01-30 | 1999-08-10 | Kawasaki Steel Corp | 塗装性および耐食性に優れた熱延鋼板 |
| JP2010185108A (ja) * | 2009-02-12 | 2010-08-26 | Jfe Steel Corp | 船舶用耐食鋼材およびその製造方法 |
| JP2012021192A (ja) * | 2010-07-14 | 2012-02-02 | Nippon Steel Corp | 塗装耐食性と打抜き部疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2013044020A (ja) * | 2011-08-24 | 2013-03-04 | Jfe Steel Corp | 船舶バラストタンク用耐食鋼材 |
| JP2014001450A (ja) * | 2012-05-23 | 2014-01-09 | Jfe Steel Corp | 耐食性および母材靭性に優れた船舶用鋼材 |
| JP2014218682A (ja) * | 2013-05-01 | 2014-11-20 | 新日鐵住金株式会社 | ステーブおよび高炉 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019157207A (ja) * | 2018-03-13 | 2019-09-19 | 日本製鉄株式会社 | 鋼板 |
| JP7087486B2 (ja) | 2018-03-13 | 2022-06-21 | 日本製鉄株式会社 | 鋼板 |
| JP2022501522A (ja) * | 2018-09-25 | 2022-01-06 | アルセロールミタル | 優れたスケール密着性を有する高強度熱間圧延鋼及びその製造方法 |
| WO2020065549A1 (en) * | 2018-09-25 | 2020-04-02 | Arcelormittal | High strength hot rolled steel having excellent scale adhesivness and a method of manufacturing the same |
| WO2020065372A1 (en) * | 2018-09-25 | 2020-04-02 | Arcelormittal | High strength hot rolled steel having excellent scale adhesivness and a method of manufacturing the same |
| JP7395595B2 (ja) | 2018-09-25 | 2023-12-11 | アルセロールミタル | 優れたスケール密着性を有する高強度熱間圧延鋼及びその製造方法 |
| JPWO2021005971A1 (ja) * | 2019-07-10 | 2021-01-14 | ||
| EP3998361A4 (en) * | 2019-07-10 | 2022-08-17 | Nippon Steel Corporation | HOT ROLLED STEEL SHEET |
| JP7235113B2 (ja) | 2019-07-10 | 2023-03-08 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| WO2021005971A1 (ja) * | 2019-07-10 | 2021-01-14 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| JP6947335B1 (ja) * | 2019-11-13 | 2021-10-13 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
| WO2021095836A1 (ja) * | 2019-11-13 | 2021-05-20 | 日本製鉄株式会社 | ホットスタンプ用鋼板およびホットスタンプ成形体 |
| JP2021161458A (ja) * | 2020-03-31 | 2021-10-11 | Jfeスチール株式会社 | 耐火性および塗装耐食性に優れた構造用鋼材および構造物 |
| JP7192824B2 (ja) | 2020-03-31 | 2022-12-20 | Jfeスチール株式会社 | 耐火性および塗装耐食性に優れた構造用鋼材および構造物 |
| WO2022186270A1 (ja) * | 2021-03-02 | 2022-09-09 | 日本製鉄株式会社 | 熱延鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108291282B (zh) | 2020-03-03 |
| CN108291282A (zh) | 2018-07-17 |
| KR20180070678A (ko) | 2018-06-26 |
| JP6390818B2 (ja) | 2018-09-19 |
| KR102073051B1 (ko) | 2020-02-04 |
| JPWO2017183133A1 (ja) | 2018-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6390818B2 (ja) | 熱延鋼板、鋼材、及びコンテナ | |
| TWI527934B (zh) | Cold-rolled steel sheet manufacturing method, cold-rolled steel sheet and automobile member | |
| JP4555694B2 (ja) | 加工性に優れる焼付け硬化型熱延鋼板およびその製造方法 | |
| TWI454594B (zh) | Cold-rolled steel sheet manufacturing method, cold-rolled steel sheet and automobile member | |
| JP2006283130A (ja) | 塗膜密着性と延性に優れた高強度冷延鋼板および自動車用鋼部品 | |
| JP5838708B2 (ja) | 表面性状に優れた鋼板およびその製造方法 | |
| JP2014019928A (ja) | 高強度冷延鋼板および高強度冷延鋼板の製造方法 | |
| JP5278505B2 (ja) | 塗装用冷延鋼板および塗装用めっき鋼板 | |
| JP6376310B1 (ja) | 高強度溶融亜鉛めっき熱延鋼板およびその製造方法 | |
| JP2009046749A (ja) | 高強度船舶用耐食鋼材およびその製造方法 | |
| JP2007262441A (ja) | 原油タンク用鋼およびその製造方法 | |
| WO2015022778A1 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法及び高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2013241636A (ja) | 低降伏比型高強度溶融亜鉛めっき鋼板、低降伏比型高強度合金化溶融亜鉛めっき鋼板、低降伏比型高強度溶融亜鉛めっき鋼板の製造方法、および低降伏比型高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| US10174430B2 (en) | Si-containing high strength cold rolled steel sheet, method of producing the same, and automotive members | |
| JP2011058038A (ja) | 耐食性に優れる船舶用熱間圧延形鋼およびその製造方法 | |
| JP5124865B2 (ja) | 高張力冷延鋼板およびその製造方法 | |
| JP6245139B2 (ja) | 耐スケール剥離性に優れた耐サワー溶接鋼管用厚鋼板、およびその製造方法、ならびに溶接鋼管 | |
| WO2004022808A1 (ja) | 構造用Cr鋼およびその製造方法 | |
| JP2023507960A (ja) | 表面品質と電気抵抗スポット溶接性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP2005290440A (ja) | 塗膜密着性と加工性に優れた高強度冷延鋼板 | |
| TWI601832B (zh) | 熱軋鋼板、鋼材及容器 | |
| JP6848939B2 (ja) | 溶融めっき熱延鋼板の製造方法及び溶融めっき熱延鋼板、並びに溶融めっき処理用熱延鋼板の製造方法及び溶融めっき処理用熱延鋼板 | |
| JP2004115909A (ja) | 構造用Cr鋼およびその製造方法 | |
| JP4858436B2 (ja) | 耐鉄錆発生性に優れたジンクリッチプライマー塗布鋼材 | |
| JP2006144106A (ja) | 塗膜密着性に優れた高強度鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018512705 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187014189 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16899406 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16899406 Country of ref document: EP Kind code of ref document: A1 |