WO2017159818A1 - ファン - Google Patents
ファン Download PDFInfo
- Publication number
- WO2017159818A1 WO2017159818A1 PCT/JP2017/010773 JP2017010773W WO2017159818A1 WO 2017159818 A1 WO2017159818 A1 WO 2017159818A1 JP 2017010773 W JP2017010773 W JP 2017010773W WO 2017159818 A1 WO2017159818 A1 WO 2017159818A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fan
- mass
- group
- acid
- less
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/11—Esters; Ether-esters of acyclic polycarboxylic acids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D19/00—Axial-flow pumps
- F04D19/002—Axial flow fans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/181—Acids containing aromatic rings
- C08G63/183—Terephthalic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K13/00—Use of mixtures of ingredients not covered by one single of the preceding main groups, each of these compounds being essential
- C08K13/02—Organic and inorganic ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/40—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/12—Esters; Ether-esters of cyclic polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/66—Combating cavitation, whirls, noise, vibration or the like; Balancing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K2003/343—Peroxyhydrates, peroxyacids or salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0016—Plasticisers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
- C08K9/06—Ingredients treated with organic substances with silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/24—Crystallisation aids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/40—Organic materials
- F05D2300/43—Synthetic polymers, e.g. plastics; Rubber
Definitions
- the present invention relates to a fan. More specifically, the present invention relates to a fan used in audio equipment, electrical products, vehicles, buildings, industrial equipment, and the like.
- a material having high vibration damping properties a metal plate and a vibration-absorbing material such as rubber or asphalt bonded together, or a composite material such as a vibration-damping steel plate with a vibration-absorbing material sandwiched between metal plates Is mentioned.
- These damping materials retain their shape with a highly rigid metal plate and absorb vibration with a vibration absorbing material.
- An alloy type material that absorbs vibration by converting kinetic energy into thermal energy by using twins or ferromagnetism even with metal alone.
- the composite material has a problem in that the product itself becomes heavy because the processability is limited because different materials are bonded together and a metal steel plate is used. Further, the alloy type material is heavy because it uses only metal, and the vibration damping performance is insufficient.
- fans are used as structural members for various products. Even though the fan blades used in the past have achieved high strength and high elastic modulus that can withstand use, there have been major problems mainly in quieting them. In recent years, in the use of a cooling fan, quietness has been increasingly required due to an increase in the amount of heat generated by a circuit accompanying an increase in the processing capacity of the apparatus and a high-speed rotation accompanying a reduction in size. However, since these materials themselves do not have a sufficient function of suppressing vibration noise generated by the fan blades, attempts have been made to reduce fan vibration noise.
- Patent Document 6 discloses a vibration damping method in which an active component that increases a dipole moment is added to a polyamide-based polymer alloy.
- An invention of a silent fan made of a conductive resin composition is described. In this case, since it is a mixture of resin and rubber, the fluidity is high and the elastic modulus is low. Conversely, if the elastic modulus is increased to such an extent that it can withstand use as a fan blade, there is a drawback in that the damping performance decreases.
- JP-A-9-184497 Japanese Patent Laid-Open No. 11-119781 JP 63-236633 A JP 59-124843 A JP-A-56-159158 JP 2002-212417 A
- the present invention relates to a fan having excellent vibration damping characteristics despite its high flexural modulus.
- the present invention relates to the following [1] to [2].
- a thermoplastic polyester resin (A) composed of a dicarboxylic acid component and a diol component, one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler (C)
- a fan comprising a polyester resin composition.
- a method for reducing vibration noise wherein the fan according to [1] is used.
- the fan according to the present invention is arranged around a vibration and sound source in a product device, apparatus, or structure that generates vibration or sound because the vibration time is short although the bending elastic modulus is high as a structural member.
- the present invention has an excellent effect of suppressing the generated vibration and, as a result, reducing unnecessary vibration related to the product / device performance, or unpleasant vibration, vibration noise, and noise / noise.
- vibration generated when vibration is applied to the fan itself can be suppressed, and the effect can reduce unnecessary or unpleasant vibration noise and noise when the fan rotates.
- rotational noise such as rotational vibration noise and interference noise increases at a frequency calculated from the rotational speed and the number of fan blades.
- this frequency and the resonance frequency of the molded body overlap it is considered that vibration noise and noise further increase, but vibration, noise and noise can be reduced by using the fan of the present invention.
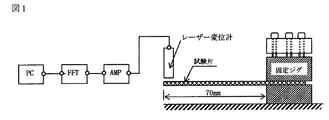
- FIG. 1 is a diagram showing a jig used for measuring the loss factor.
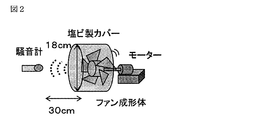
- FIG. 2 is a view showing a jig used for fan noise measurement.
- FIG. 3 is a diagram showing the results of a fan vibration test and a noise test.
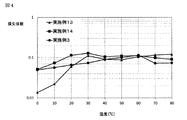
- FIG. 4 is a diagram showing the results of a loss coefficient temperature dependency test of the resin composition constituting the fan.
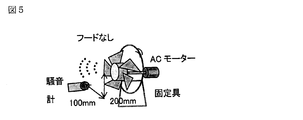
- FIG. 5 is a view showing a jig used for fan noise measurement.
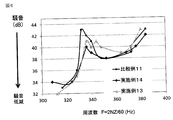
- FIG. 6 is a diagram showing the relationship between fan frequency and noise.
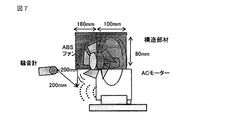
- FIG. 7 is a diagram showing a jig used for fan noise measurement.
- the fan of the present invention comprises a thermoplastic polyester resin (A) composed of a dicarboxylic acid component and a diol component, one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler ( It is comprised with the polyester resin composition containing C).
- A thermoplastic polyester resin
- B a plasticizer and an elastomer
- B an inorganic filler
- the fan comprised with this resin composition may be described as the fan of this invention.
- the elastic modulus of the entire resin composition is improved, while the loss factor is lowered.
- This decrease in the loss factor is due to a decrease in the amount of energy loss in the resin portion because the proportion of the resin in the resin composition is reduced by the addition of the filler. Therefore, in the present invention, by adding a plasticizer and / or elastomer to such a system, flexibility is imparted to easily cause energy loss, and the loss factor is reduced while increasing the elastic modulus of the resin composition. It was found that it can be suppressed. Furthermore, in the fan of the present invention, it is presumed that friction at the interface between the resin or plasticizer and / or elastomer and the inorganic filler occurs, resulting in energy loss and further suppressing the loss factor.
- polyester resin composition constituting the fan of the present invention will be described.
- thermoplastic polyester resin (A) comprises a dicarboxylic acid component and a diol component, and can be obtained by a combination of polycondensation of the dicarboxylic acid component and the diol component.
- the dicarboxylic acid component includes dicarboxylic acid and lower ester derivatives thereof, and these are collectively referred to as a dicarboxylic acid component.
- the dicarboxylic acid component constituting the thermoplastic polyester resin (A) aliphatic dicarboxylic acid, alicyclic dicarboxylic acid, aromatic dicarboxylic acid, and dicarboxylic acid having a furan ring can be used.
- the aliphatic dicarboxylic acid is preferably an aliphatic dicarboxylic acid having 2 to 26 carbon atoms.
- the alicyclic dicarboxylic acid is preferably an alicyclic dicarboxylic acid having a total carbon number of 5 to 26, and examples thereof include adamantane dicarboxylic acid, norbornene dicarboxylic acid, cyclohexane dicarboxylic acid, and decalin dicarboxylic acid.
- the aromatic dicarboxylic acid is preferably an aromatic dicarboxylic acid having a total carbon number of 8 to 26.
- terephthalic acid isophthalic acid, phthalic acid, 1,4-naphthalenedicarboxylic acid, 1,5-naphthalenedicarboxylic acid, 2 , 6-Naphthalenedicarboxylic acid, 1,8-naphthalenedicarboxylic acid, 4,4′-diphenyldicarboxylic acid, 4,4′-diphenyl ether dicarboxylic acid, 5-sodium sulfoisophthalic acid, phenylendanedicarboxylic acid, anthracene dicarboxylic acid, phenanthrene
- the dicarboxylic acid having a furan ring is preferably a dicarboxylic acid having a furan ring having a total carbon number of 6 to 26, and examples thereof include 2,5-furandicarboxylic acid. These can be used alone or in combination of two or more. Among these, succinic acid, glutaric acid, adipic acid, cyclohexanedicarboxylic acid, terephthalic acid, isophthalic acid, phthalic acid, and 1,4-naphthalene are used from the viewpoint of improving the Tg of the thermoplastic polyester resin (A) and improving the rigidity.
- one or more selected from the group consisting of dicarboxylic acid, 1,5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, 1,8-naphthalenedicarboxylic acid, and 2,5-furandicarboxylic acid One or more selected from the group consisting of succinic acid, cyclohexanedicarboxylic acid, terephthalic acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid, and 2,5-furandicarboxylic acid are more preferred.
- One or two selected from the group consisting of 5-furandicarboxylic acids are more preferred.
- an aliphatic diol As the diol component constituting the thermoplastic polyester resin (A), an aliphatic diol, an alicyclic diol, an aromatic diol, or a diol having a furan ring can be used.
- the aliphatic diol is preferably an aliphatic diol having 2 to 26 carbon atoms and a polyalkylene glycol, such as ethylene glycol, 1,2-propanediol, 1,3-propanediol, 1, Examples include 4-butanediol, 1,2-butanediol, 1,3-butanediol, neopentyl glycol, 1,5-pentanediol, 1,6-hexanediol, diethylene glycol, triethylene glycol, polyethylene glycol, and polypropylene glycol.
- the alicyclic diol is preferably an alicyclic diol having 3 to 26 carbon atoms, and examples thereof include cyclohexanedimethanol, hydrogenated bisphenol A, spiroglycol, and isosorbide.
- aromatic diol aromatic diols having 6 to 26 carbon atoms are preferable.
- bisphenol A bisphenol A alkylene oxide adduct, 1,3-benzenedimethanol, 1,4-benzenedimethanol, 9, Examples include 9′-bis (4-hydroxyphenyl) fluorene and 2,2′bis (4′- ⁇ -hydroxyethoxyphenyl) propane.
- the diol having a furan ring is preferably a diol having a furan ring having a total carbon number of 4 to 26, and examples thereof include 2,5-dihydroxyfuran. These can be used alone or in combination of two or more. Among these, from the viewpoint of improving vibration damping properties, ethylene glycol, 1,3-propanediol, 1,4-butanediol, cyclohexanedimethanol, hydrogenated bisphenol A, isosorbide, bisphenol A, bisphenol A alkylene oxide adduct, 1 , 3-benzenedimethanol, 1,4-benzenedimethanol, and 2,5-dihydroxyfuran are preferably selected from the group consisting of ethylene glycol, 1,3-propanediol, 1,4 -One or more selected from the group consisting of butanediol, cyclohexanedimethanol, hydrogenated bisphenol A, and 2,5-dihydroxyfuran is more preferable.
- either the aromatic ring, the alicyclic ring, or the furan ring is either dicarboxylic acid or diol. It is preferable to include in one or both.
- the dicarboxylic acid component is one or more selected from the group consisting of aromatic dicarboxylic acids, alicyclic dicarboxylic acids, and dicarboxylic acids having a furan ring, preferably an aliphatic diol
- the dicarboxylic acid component is an aliphatic dicarboxylic acid
- it is preferably a combination with one or more selected from the group consisting of aromatic diols, alicyclic diols, and diols having a furan ring, and more
- it is a combination with one or more aromatic diols.
- the polycondensation of the dicarboxylic acid component and the diol component is not particularly limited and can be performed according to a known method.
- the obtained thermoplastic polyester resin (A) preferably has a glass transition temperature (Tg) of 20 from the viewpoint of imparting rigidity capable of supporting shape by itself, improving molding processability, and improving heat resistance.
- Tg glass transition temperature
- ° C or higher more preferably 25 ° C or higher, still more preferably 30 ° C or higher, still more preferably 35 ° C or higher.
- it is preferably 160 ° C. or lower, more preferably 150 ° C. or lower, still more preferably 140 ° C. or lower, and still more preferably 130 ° C. or lower.
- the glass transition temperature In order for the glass transition temperature to be the above temperature, it is effective to control the skeleton structure of the polyester resin.
- the glass transition temperature can be increased.
- the glass transition temperature of the resin and the elastomer can be measured according to the method described in Examples described later.
- the thermoplastic polyester resin (A) in the present invention preferably has crystallinity.
- the resin matrix composed of only the amorphous part or the crystal part has a uniform structure, and thus a large strain is generated with respect to vibration. Energy loss is small.
- the resin matrix in which the crystal part and the amorphous part coexist forms a non-uniform continuous morphology having different elastic moduli, and when the vibration is applied, the resin matrix is locally localized in the amorphous part having a low elastic modulus. As a result, shear strain based on the strain is generated and energy loss is improved.
- thermoplastic polyester resin generally has a high proportion of amorphous parts, but it is considered that the energy loss of the resin matrix can be further improved by providing crystallinity in the present invention.
- the amorphous part is softened or softened by the component (B). Therefore, it is presumed that the loss factor is further increased, so that a fan with more excellent vibration damping and vibration noise prevention can be obtained.
- Examples of a method for preparing a thermoplastic polyester resin having crystallinity include a method using a dicarboxylic acid component and a diol component having high purity, and a method using a dicarboxylic acid component having a small side chain and a diol component.
- having crystallinity means that the resin is heated from 25 ° C. to 300 ° C. at a rate of temperature increase of 20 ° C./min according to JIS K7122 (1999), and kept in that state for 5 minutes. Next, it is a resin in which an exothermic peak accompanying crystallization is observed when cooled at ⁇ 20 ° C./min so as to be 25 ° C. or lower.
- thermoplastic polyester resin (A) constituting the present invention has a crystallization enthalpy ⁇ Hmc of preferably 5 J / g or more, more preferably 10 J / g or more, still more preferably 15 J / g or more, and further preferably 30 J / g or more. It is preferable to use a resin.
- thermoplastic polyester resin (A) examples include polyethylene terephthalate composed of terephthalic acid and ethylene glycol (PET resin, Tg: 70 ° C.), terephthalic acid and 1 from the viewpoint of rigidity, heat resistance, and vibration damping properties.
- the content of the thermoplastic polyester resin (A) is preferably 50% by mass or more, more preferably 55% by mass or more, and more preferably 60% by mass or more in the polyester resin composition constituting the fan. Further preferred. Moreover, from a viewpoint of improving an elasticity modulus, 90 mass% or less is preferable, 80 mass% or less is more preferable, 75 mass% or less is further more preferable, and 70 mass% or less is still more preferable.
- a component (B) in this invention 1 type, or 2 or more types chosen from the group which consists of a plasticizer and an elastomer are used.
- 1 type, or 2 or more types selected from the group which consists of a plasticizer and an elastomer may be collectively described as a component (B).
- the plasticizer in the present invention is one selected from the group consisting of polyester plasticizers, polyhydric alcohol ester plasticizers, polycarboxylic acid ester plasticizers, and compounds represented by the following general formula (I). Or it is preferable that 2 or more types are included.
- a 1 and A 2 each independently represents an alkyl group having 4 to 18 carbon atoms, an aralkyl group having 7 to 18 carbon atoms, or a mono- or an adduct thereof with a (poly) oxyalkylene adduct).
- Diether n is 0 or 1
- X represents —SO 2 —, —O—, —CR 1 R 2 —, —S—, wherein R 1 and R 2 are each Independently H or an alkyl group having 4 or less carbon atoms, and R 3 and R 4 each independently represents any of —O—, —CO—, and —CH 2 —)
- polyester plasticizer are preferably dicarboxylic acids having 2 to 12 carbon atoms, more preferably 2 to 6 carbon atoms, and preferably dialcohols having 2 to 12 carbon atoms, more preferably 2 to 6 carbon atoms.
- polyester by the (poly) oxyalkylene adduct can be mentioned.
- dicarboxylic acid include succinic acid, adipic acid, sebacic acid, phthalic acid, terephthalic acid, and isophthalic acid.
- dialcohol examples include propylene glycol, 1,3-butanediol, 1,4-butanediol, , 6-hexanediol, ethylene glycol, diethylene glycol, triethylene glycol and the like.
- the hydroxyl group and carboxy group of the polyester terminal may be esterified with monocarboxylic acid or monoalcohol and blocked.
- polyhydric alcohol ester plasticizer examples include a polyhydric alcohol or an (poly) oxyalkylene adduct thereof, preferably 1 to 12 carbon atoms, more preferably 1 to 6 carbon atoms, and still more preferably 1 carbon atom. And mono-, di- or triesters with 1 to 4 monocarboxylic acids.
- polyhydric alcohol examples include polyethylene glycol, polypropylene glycol, glycerin and the above dialcohol.
- monocarboxylic acid examples include acetic acid and propionic acid.
- polyvalent carboxylic acid ester plasticizer examples include polyvalent carboxylic acids, monoalcohols having preferably 1 to 12 carbon atoms, more preferably 1 to 6 carbon atoms, and still more preferably 1 to 4 carbon atoms, or their (poly).
- the mono-, di-, or triester with an oxyalkylene adduct can be mentioned.
- polyvalent carboxylic acid examples include trimellitic acid and the above dicarboxylic acid.
- monoalcohol include methanol, ethanol, 1-propanol, 1-butanol, and 2-ethylhexanol.
- a 1 and A 2 in the general formula (I) are each independently an alkyl group having 4 to 18 carbon atoms, an aralkyl group having 7 to 18 carbon atoms, or a (poly) oxyalkylene adduct thereof. Mono or diether is shown.
- the alkyl group having 4 to 18 carbon atoms may be linear or branched.
- the alkyl group has 4 or more and 18 or less carbon atoms, preferably 6 or more from the viewpoint of improving the crystallization speed, and preferably 15 or less, more preferably 12 or less, further preferably from the viewpoint of bleed resistance. Is 10 or less. Specific examples include butyl, pentyl, hexyl, heptyl, octyl, nonyl, decyl, undecyl, dodecyl, hexadecyl, octadecyl and the like.
- the aralkyl group having 7 to 18 carbon atoms has preferably 8 or more carbon atoms from the viewpoint of improving the crystallization speed, and preferably 15 or less, more preferably 12 or less, further from the viewpoint of bleed resistance. Preferably it is 10 or less. Specific examples include a benzyl group, a phenethyl group, a phenylpropyl group, a phenylpentyl group, a phenylhexyl group, a phenylheptyl group, and a phenyloctyl group.
- the mono- or diether with the (poly) oxyalkylene adduct of the alkyl group or aralkyl group is preferably an alkylene group having 2 to 10 carbon atoms, more preferably 2 to 6 carbon atoms, and still more preferably 2 to 4 carbon atoms.
- ethers with (poly) oxyalkylene groups having The (poly) oxyalkylene group means an oxyalkylene group or a polyoxyalkylene group.
- N in the general formula (I) is 0 or 1.
- X in the general formula (I), -SO 2 -, - O -, - CR 1 R 2 -, - S- of indicates either, preferably, -SO 2 -, - is O-.
- R 1 and R 2 are each independently H or an alkyl group having 4 or less carbon atoms.
- the alkyl group having 4 or less carbon atoms may be linear or branched, and examples thereof include a methyl group, an ethyl group, a propyl group, and a butyl group.
- R 3 and R 4 in the general formula (I) each independently represent any of —O—, —CO—, and —CH 2 —.
- polyester plasticizers polyhydric alcohol ester plasticizers, polycarboxylic acid ester plasticizers, and compounds represented by the following general formula (I) can be prepared according to known methods. Moreover, you may use a commercial item.
- the plasticizer is preferably a polyester-based plasticizer, a polyhydric alcohol ester-based plasticizer, a polyhydric ester having a (poly) oxyalkylene group or an alkylene group having 2 to 10 carbon atoms from the viewpoint of improving the loss factor.
- Polyester plasticizer comprising a carboxylate ester plasticizer and one or more selected from the group consisting of compounds represented by formula (I), more preferably a (poly) oxyalkylene group 1 type (s) or 2 or more types chosen from the group which consists of a compound represented by a polyhydric alcohol ester type plasticizer, a polyhydric carboxylic acid ester type plasticizer, and general formula (I) is included.
- the oxyalkylene group preferably has an alkylene group having 2 to 10 carbon atoms, more preferably 2 to 6 carbon atoms, still more preferably 2 to 4 carbon atoms, and is an oxyethylene group, an oxypropylene group or an oxybutylene.
- a group is further preferred, and an oxyethylene group or an oxypropylene group is still more preferred.
- the plasticizer preferably contains one or more selected from the group consisting of the following compound groups (A) to (C) from the viewpoint of improving the loss factor. It is more preferable to include one or more selected from the group consisting of (A) and (B). When two or more types are used in combination, the same compound group or different compound groups may be used.
- Compound group (A) An ester compound having two or more ester groups in the molecule, wherein at least one of the alcohol components constituting the ester compound is an average of 2 to 3 alkylene oxides per hydroxyl group.
- Ester compound group (B) which is an alcohol added with 5 to 5 moles Formula (II): R 5 O—CO—R 6 —CO — [(OR 7 ) m O—CO—R 6 —CO—] n OR 5 (II) Wherein R 5 is an alkyl group having 1 to 4 carbon atoms, R 6 is an alkylene group having 2 to 4 carbon atoms, R 7 is an alkylene group having 2 to 6 carbon atoms, and m is 1 to 6 And n represents a number from 1 to 12, provided that all R 6 may be the same or different, and all R 7 may be the same or different. (C) An ester compound having two or more ester groups in the molecule, wherein the alcohol component constituting the ester compound is a monoalcohol
- the ester compound contained in the compound group (A) is a polyhydric alcohol ester or polyhydric carboxylic acid ether ester having two or more ester groups in the molecule, and at least one of the alcohol components constituting the ester compound. Preference is given to ester compounds in which the seed is an alcohol obtained by adding an average of 0.5 to 5 moles of alkylene oxide having 2 to 3 carbon atoms per hydroxyl group.
- Specific compounds include esters of acetic acid and glycerin with an average of 3 to 6 moles of ethylene oxide adduct (addition of 1 to 2 moles of ethylene oxide per hydroxyl group), and the average number of moles of acetic acid and ethylene oxide added is 4 to 4 6 Esters with polyethylene glycol, Esters with polyethylene glycol monomethyl ether having an average addition mole number of succinic acid and ethylene oxide of 2 to 3 (addition of 2 to 3 mol of ethylene oxide per hydroxyl group), Adipic acid and diethylene glycol monomethyl Esters with ether, esters with terephthalic acid and ethylene oxide with an average addition mole number of polyethylene glycol monomethyl ether of 2 to 3 (addition of 2 to 3 moles of ethylene oxide per hydroxyl group), 1,3,6-hexanetricarboxylic acid Acid and di Esters of Chi glycol monomethyl ethers are preferred.
- R 5 in the formula (II) represents an alkyl group having 1 to 4 carbon atoms, and two of them exist in one molecule and exist at both ends of the molecule.
- R 5 may be linear or branched as long as it has 1 to 4 carbon atoms.
- the number of carbon atoms of the alkyl group is preferably 1 to 4 and more preferably 1 to 2 from the viewpoint of developing coloring resistance and a plasticizing effect.
- Specific examples include a methyl group, an ethyl group, a propyl group, an isopropyl group, a butyl group, a sec-butyl group, a tert-butyl group, and an iso-butyl group.
- methyl Group and ethyl group are preferable, and methyl group is more preferable.
- R 6 in the formula (II) represents an alkylene group having 2 to 4 carbon atoms, and a linear alkylene group is a preferred example.
- Specific examples include ethylene group, 1,3-propylene group, and 1,4-butylene group. From the viewpoint of improving the loss factor, ethylene group, 1,3-propylene group, and 1,4-butylene group are preferred.
- an ethylene group is more preferable.
- all R 6 may be the same or different.
- R 7 in formula (II) represents an alkylene group having 2 to 6 carbon atoms, and OR 7 is present in the repeating unit as an oxyalkylene group.
- R 7 may be linear or branched as long as it has 2 to 6 carbon atoms.
- the number of carbon atoms of the alkylene group is preferably 2 to 6 and more preferably 2 to 3 from the viewpoint of improving the loss factor.
- all R 7 may be the same or different.
- M represents the average number of repeating oxyalkylene groups, and from the viewpoint of heat resistance, the number is preferably 1 to 6, more preferably 1 to 4, and still more preferably 1 to 3.
- N represents the average number of repeating units (average degree of polymerization) and is a number from 1 to 12.
- the damping material is preferably a number of 1 to 12, more preferably a number of 1 to 6, and even more preferably a number of 1 to 5.
- the average degree of polymerization may be determined by analysis such as NMR, but can be calculated according to the method described in Examples below.
- R 5 is all methyl group
- R 6 is ethylene group or 1,4-butylene group
- R 7 is ethylene group or 1,3-propylene group.
- M is a number from 1 to 4
- n is a number from 1 to 6
- R 5 is all methyl group
- R 6 is ethylene group or 1,4-butylene group
- R 7 is ethylene group or 1
- More preferred is a compound which is a 3-propylene group, wherein m is a number of 1 to 3, and n is a number of 1 to 5.
- the compound represented by the formula (II) is not particularly limited as long as it has the above structure, but is preferably obtained by reacting the following raw materials (1) to (3).
- (1) and (2) or (2) and (3) may form an ester compound.
- (2) may be an acid anhydride or an acid halide.
- the monohydric alcohol having an alkyl group having 1 to 4 carbon atoms is an alcohol containing R 5 , specifically, methanol
- Examples include ethanol, 1-propanol, 2-propanol, 1-butanol, 2-butanol, 2-methyl-1-propanol, and tert-butanol.
- methanol, ethanol, 1-propanol and 1-butanol are preferable, methanol and ethanol are more preferable, and methanol is further preferable.
- Dicarboxylic acid having an alkylene group having 2 to 4 carbon atoms is a dicarboxylic acid containing R 6 , specifically, succinic acid, Examples include glutaric acid, adipic acid, and derivatives thereof such as succinic anhydride, glutaric anhydride, dimethyl succinate, dibutyl succinate, dimethyl glutarate, dimethyl adipate, and the like.
- succinic acid, adipic acid and derivatives thereof for example, succinic anhydride, dimethyl succinate, dibutyl succinate, and dimethyl adipate are preferable, and succinic acid and derivatives thereof, for example, More preferred are succinic anhydride, dimethyl succinate, and dibutyl succinate.
- Dihydric alcohol having an alkylene group having 2 to 6 carbon atoms is a dihydric alcohol containing R 7 , specifically, Ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propanediol, 1,3-propanediol, 2-methyl-1,3-propanediol, 2,2-dimethyl-1,3-propanediol 1,2-butanediol, 1,3-butanediol, 1,4-butanediol, 1,2-pentanediol, 1,4-pentanediol, 1,5-pentanediol, 2,5-hexanediol, Examples include 1,6-hexanediol and 3-methyl-1,5-pentanediol.
- diethylene glycol, triethylene glycol, 1,2-propanediol, 1,3-propanediol, tetraethylene glycol, and 1,4-butanediol are preferable, and diethylene glycol, triethylene glycol, 1,2-propanediol and 1,3-propanediol are more preferable, and diethylene glycol, triethylene glycol and 1,3-propanediol are more preferable.
- the monohydric alcohol is one or more selected from the group consisting of methanol, ethanol, 1-propanol, and 1-butanol; (2) the dicarboxylic acid is succinic acid, adipic acid, glutaric acid, and One or more selected from the group consisting of these derivatives, (3) dihydric alcohol is diethylene glycol, triethylene glycol, 1,2-propanediol, 1,3-propanediol, tetraethylene glycol, and It is preferably one or more selected from the group consisting of 1,4-butanediol, (1) The monohydric alcohol is one or two selected from the group consisting of methanol and ethanol, and (2) the one or two selected from the group consisting of (2) dicarboxylic acid consisting of succinic acid, adipic acid, and derivatives thereof.
- the dihydric alcohol is one or more selected from the group consisting of diethylene glycol, triethylene glycol, 1,2-propanediol, and 1,3-propanediol.
- the monohydric alcohol is methanol
- the dicarboxylic acid is one or more selected from the group consisting of succinic acid and derivatives thereof
- the dihydric alcohol is diethylene glycol, triethylene glycol, And one or more selected from the group consisting of 1,3-propanediol.
- the method for obtaining the ester compound represented by the formula (II) by reacting the above (1) to (3) is not particularly limited, and examples thereof include the following methods 1 and 2.
- Aspect 1 (2) Step of synthesizing dicarboxylic acid ester by performing esterification reaction of (2) dicarboxylic acid with (1) monohydric alcohol, and (3) Step of esterifying reaction of obtained dicarboxylic acid ester with dihydric alcohol
- a method comprising the steps of: (1) monohydric alcohol, (2) dicarboxylic acid, and (3) dihydric alcohol reacting together
- the method of aspect 1 is preferable from the viewpoint of adjusting the average degree of polymerization.
- reaction of each above-mentioned process can be performed in accordance with a well-known method.
- the compound represented by formula (II) preferably has an acid value of 1.50 mgKOH / g or less, more preferably 1.00 mgKOH / g or less, from the viewpoint of improving the loss factor, and the hydroxyl value has a loss factor. From the viewpoint of improving the viscosity, it is preferably 10.0 mgKOH / g or less, more preferably 5.0 mgKOH / g or less, still more preferably 3.0 mgKOH / g or less.
- the acid value and hydroxyl value of a plasticizer can be measured according to the method as described in the below-mentioned Example.
- the number average molecular weight of the compound represented by the formula (II) is preferably 300 to 1500, more preferably 300 to 1000 from the viewpoint of coloring resistance from the viewpoint of improving the loss factor.
- the number average molecular weight of the plasticizer can be calculated according to the method described in Examples described later.
- the saponification value of the compound represented by the formula (II) is preferably 500 to 800 mgKOH / g, more preferably 550 to 750 mgKOH / g, from the viewpoint of improving the loss factor.
- the saponification value of a plasticizer can be measured according to the method as described in the below-mentioned Example.
- the compound represented by the formula (II) preferably has an alkyl esterification rate (terminal alkyl esterification rate) with respect to two molecular ends of 95% or more, more preferably 98% or more. It is.
- the terminal alkyl esterification rate of the plasticizer can be calculated according to the method described in Examples described later.
- the ether group value of the compound represented by the formula (II) is preferably 0 to 8 mmol / g, more preferably 0 to 6 mmol / g from the viewpoint of shortening the vibration time.
- the ether group value of the plasticizer can be calculated according to the method described in Examples described later.
- ester compound included in the compound group (C) include an ester of adipic acid and 2-ethylhexanol (Example: DOA), and an ester of phthalic acid and 2-ethylhexanol (Example: DOP). ) Is preferred.
- plasticizers one or two or more selected from the group consisting of polyester plasticizers, polyhydric alcohol ester plasticizers, polycarboxylic acid ester plasticizers, and compounds represented by formula (I) Polyester plasticizer, polyhydric alcohol ester plasticizer, polyvalent carboxylic ester plasticizer, and general formula (I) having a content, preferably a (poly) oxyalkylene group or an alkylene group having 2 to 10 carbon atoms.
- the content of one or more compounds selected from the group consisting of C) is preferably 50% by mass or more, more preferably 80% by mass or more, and still more preferably 90% by mass from the viewpoint of improving the loss factor. As mentioned above, More preferably, it is 95 mass% or more, More preferably, it is 100 mass% substantially, More preferably, it is 100 mass%.
- “substantially 100% by mass” means a state that inevitably contains a trace amount of impurities.
- the content of the plasticizer means the total content when a plurality of compounds are contained.
- the content of the plasticizer is preferably 1 part by mass or more, more preferably 3 parts by mass or more, still more preferably from the viewpoint of improving the loss factor over a wide temperature range with respect to 100 parts by mass of the thermoplastic polyester resin (A). Is 5 parts by mass or more, more preferably 10 parts by mass or more, more preferably 15 parts by mass or more, more preferably 18 parts by mass or more, and preferably 50 parts by mass or less from the viewpoint of suppressing a decrease in flexural modulus. More preferably, it is 40 mass parts or less, More preferably, it is 30 mass parts or less, More preferably, it is 25 mass parts or less.
- a high loss factor in a wide temperature range can be expressed in a wide frequency range as well. From the viewpoint of realizing a high loss factor over a wide frequency range. It is preferable to add a plasticizer within the above range. Furthermore, the addition of a plasticizer improves the flexibility of the resin and improves the impact strength. Therefore, it is preferable from the viewpoint of maintaining a high impact strength in addition to a high loss factor and a high elastic modulus. Furthermore, by adding a plasticizer, the fluidity is improved and the moldability during injection molding is also improved.
- the content of the plasticizer is preferably 1% by mass or more, more preferably 3% by mass or more, still more preferably 5% by mass or more, from the viewpoint of improving the loss factor. More preferably, it is 8% by mass or more, more preferably 10% by mass or more, and from the viewpoint of suppressing a decrease in flexural modulus, it is preferably 25% by mass or less, more preferably 20% by mass or less, and still more preferably 15% by mass. % Or less.
- thermoplastic elastomer As the elastomer in the present invention, a thermoplastic elastomer is preferable.
- thermoplastic elastomer in the present invention is a styrene thermoplastic elastomer, an olefin thermoplastic elastomer, a polyester thermoplastic elastomer, a polyamide thermoplastic elastomer, a urethane thermoplastic elastomer, a nitrile thermoplastic elastomer, a fluorine thermoplastic elastomer, At least one selected from a polybutadiene-based thermoplastic elastomer and a silicone-based thermoplastic elastomer is preferable.
- styrene-based thermoplastic elastomer examples include polystyrene-vinyl-polyisoprene-polystyrene block copolymers, copolymers of styrene and butadiene, and the like.
- examples include hydrogenated substances such as “Hiblr” manufactured by Kuraray Plastics Co., Ltd., “Tough Tech” “SOE” (registered trademark) manufactured by Asahi Kasei Corporation, Is the trade name of "Septon” (registered trademark), manufactured by Mitsubishi Chemical Co., Ltd. "Rabalon” there is a (registered trademark), and the like.
- thermoplastic elastomers examples include those obtained by finely dispersing olefinic rubber (EPR, EPDM) in a matrix of olefinic resin (polyethylene, polypropylene, etc.).
- EPR olefinic rubber
- EPDM olefinic resin
- olefinic resin polyethylene, polypropylene, etc.
- “Thermolan” registered by Mitsubishi Chemical Corporation) Trademark
- “Esporex” registered trademark
- polyester-based thermoplastic elastomer examples include a copolymer of polybutylene terephthalate and polyether, such as “Hytrel” (registered trademark) manufactured by Toray DuPont Co., Ltd.
- polyamide-based thermoplastic elastomer examples include those obtained by transesterification and polycondensation reaction using a block copolymer of nylon and polyester or polyol, lactam, or dicarboxylic acid polyether diol as a raw material.
- An example of the urethane-based thermoplastic elastomer is “TPU” manufactured by Nippon Polyurethane Industry Co., Ltd.
- Examples of the nitrile thermoplastic elastomer include those obtained by emulsion polymerization of acrylonitrile and butadiene.
- thermoplastic elastomer examples include a copolymer of vinylidene fluoride and hexafluoropropylene, a copolymer of vinylidene fluoride, hexafluoropropylene and tetrafluoroethylene. "Eraphtor” (registered trademark), DuPont “Viton” (registered trademark) series, and the like.
- polybutadiene-based and silicone-based thermoplastic elastomers include organosilicon polymer bonded products in which an organic group or the like is directly bonded to a silicon atom with a siloxane bond as a skeleton, and examples thereof include Shin-Etsu Silicone KBM series.
- the styrenic thermoplastic elastomer in the present invention (hereinafter referred to as styrene elastomer) comprises a block A formed by polymerizing a styrene compound constituting a hard segment and a block B obtained by polymerizing a conjugated diene constituting a soft segment. Is.
- styrene compound used in the polymer block A examples include styrene compounds such as styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 1,3-dimethylstyrene; vinyl naphthalene, Examples thereof include polycyclic aromatic compounds having a vinyl group such as vinyl anthracene. Among these, a polymer of a styrene compound is preferable, and a polymer of styrene is more preferable.
- Examples of the conjugated diene used in the polymer block B include butadiene, isoprene, butylene, ethylene, 1,3-pentadiene, 2,3-dimethyl-1,3-butadiene, and preferably polyisoprene, polybutadiene, and A copolymer of isoprene and butadiene is exemplified, and a block copolymer obtained by polymerizing one or more selected from these conjugated diene monomers.
- the block B may be copolymerized with a styrene compound used for the polymer block A.
- any form of a random copolymer, a block copolymer, and a tapered copolymer can be selected as the form.
- a hydrogenated structure may be used.
- styrene elastomers include polystyrene-isoprene block copolymer (SIS), polystyrene-polybutadiene copolymer (SEBS), polystyrene-hydrogenated polybutadiene copolymer (SEBS), polystyrene-hydrogenated.
- SIS polystyrene-isoprene block copolymer
- SEBS polystyrene-polybutadiene copolymer
- SEBS polystyrene-hydrogenated polybutadiene copolymer
- SEPS Polyisoprene-polystyrene block copolymer
- SHIVS polystyrene-vinyl-polyisoprene-polystyrene block copolymer
- polystyrene-hydrogenated polybutadiene-hydrogenated polyisoprene-polystyrene block copolymer polystyrene-hydrogenated polybutadiene -Polyisoprene-polystyrene block copolymer and the like. These may be used alone or in combination of two or more.
- a polystyrene-vinyl-polyisoprene-polystyrene block copolymer it is preferable to use a polystyrene-vinyl-polyisoprene-polystyrene block copolymer, and a commercially available product of such a block copolymer includes “Hibler” series manufactured by Kuraray Plastics. .
- the styrene content in the styrene-based elastomer is preferably 10% by mass or more, more preferably 15% by mass or more, and preferably 30% by mass or less, from the viewpoint of improving vibration damping properties in a high temperature region and a low temperature region. Preferably it is 25 mass% or less.
- the high temperature region means 35 to 80 ° C.
- the low temperature region means ⁇ 20 to 10 ° C.
- the styrene content in the copolymer is described in Examples described later. It can be measured according to the method.
- the polyester resin composition constituting the fan of the present invention may contain a styrene / butadiene block copolymer as an elastomer. By containing such a component, a high vibration damping effect at low temperatures can be expected.
- the styrene / butadiene block copolymer may have a hydrogenated structure.
- the styrene / butadiene block copolymer may be used in combination with the styrene / isoprene block copolymer, or may be used in place of the styrene / isoprene block copolymer.
- the content of the styrene / butadiene block copolymer is preferably 3 parts by mass or more, preferably 5 parts by mass or more from the viewpoint of improving the loss factor in the low temperature range with respect to 100 parts by mass of the thermoplastic polyester resin (A). More preferably, 8 parts by mass or more is further preferable, 10 parts by mass or more is further preferable, and 15 parts by mass or more is further preferable. Moreover, from a viewpoint of suppressing the fall of a bending elastic modulus, 50 mass parts or less are preferable, 40 mass parts or less are more preferable, and 30 mass parts or less are still more preferable.
- the content of the styrene / butadiene block copolymer is preferably 3% by mass or more, more preferably 5% by mass or more, from the viewpoint of improving the loss factor in the low temperature range. Further, it is preferably 8% by mass or more, and preferably 30% by mass or less, more preferably 25% by mass or less, and still more preferably 20% by mass or less, from the viewpoint of suppressing a decrease in flexural modulus.
- the elastomer has a glass transition temperature Tg of preferably ⁇ 40 ° C. or higher, and preferably 20 ° C. or lower, from the viewpoint of improving vibration damping properties in a high temperature range and a low temperature range.
- the content of the elastomer is preferably 10 parts by mass or more, more preferably 15 parts by mass or more, and 18 parts by mass with respect to 100 parts by mass of the thermoplastic polyester resin (A) from the viewpoint of improving the loss factor in the low temperature range.
- the above is more preferable, 20 parts by mass or more is further preferable, and 25 parts by mass or more is more preferable.
- 50 mass parts or less are preferable, 40 mass parts or less are more preferable, and 35 mass parts or less are still more preferable.
- the content of the elastomer is preferably 5% by mass or more, more preferably 10% by mass or more, and further preferably 15% by mass or more from the viewpoint of improving the loss factor. From the viewpoint of suppressing a decrease in flexural modulus, it is preferably 30% by mass or less, more preferably 25% by mass or less, and still more preferably 20% by mass or less.
- a plasticizer and an elastomer may be used in combination, and the plasticizer may be used alone or in combination of two or more and the elastomer alone or in combination of two or more.
- a combination of coalescence is preferred.
- a plasticizer and a styrene-based elastomer together because the loss factor in the room temperature region is further improved and the loss factor is improved in a wide temperature region such as a low temperature region or a high temperature region.
- the total content of the plasticizer and the elastomer when used in combination is preferably 15 parts by mass or more, more preferably 20 parts by mass or more, from the viewpoint of improving the loss factor with respect to 100 parts by mass of the thermoplastic polyester resin (A). 25 parts by mass or more is more preferable. Moreover, from a viewpoint which suppresses a elasticity modulus fall, 60 mass parts or less are preferable, 50 mass parts or less are more preferable, and 40 mass parts or less are still more preferable.
- the mass ratio of the plasticizer and the elastomer (plasticizer / elastomer) when used in combination is preferably 30/70 to 70/30, and more preferably 40/60 to 60/40, from the viewpoint of suppressing a decrease in elastic modulus.
- the polyester resin composition constituting the fan of the present invention contains an inorganic filler (C) from the viewpoint of improving the flexural modulus.
- the inorganic filler (C) in the present invention is not particularly limited as long as it is a known inorganic filler, and is usually an inorganic filler used for reinforcing a thermoplastic resin, specifically, a plate-like filler, 1 type (s) or 2 or more types chosen from the group which consists of a granular filler, an acicular filler, and a fibrous filler can be used.
- the plate-like filler is one having an aspect ratio (the length of the longest side of the maximum surface of the plate-like body / the thickness of the surface) of 20 or more and 150 or less.
- the length of the platy filler (the length of the longest side on the maximum surface) provides good dispersibility in the polyester resin composition constituting the fan, improves the flexural modulus, and / or improves the loss factor From the viewpoint of making it preferable, it is preferably 1.0 ⁇ m or more, more preferably 5 ⁇ m or more, still more preferably 10 ⁇ m or more, still more preferably 20 ⁇ m or more, preferably 150 ⁇ m or less, more preferably 100 ⁇ m or less, still more preferably 50 ⁇ m or less, still more preferably Is 40 ⁇ m or less, more preferably 30 ⁇ m or less.
- the thickness is not particularly limited, but from the same viewpoint, it is preferably 0.01 ⁇ m or more, more preferably 0.05 ⁇ m or more, still more preferably 0.1 ⁇ m or more, still more preferably 0.2 ⁇ m or more, preferably 5 ⁇ m or less, More preferably, it is 3 micrometers or less, More preferably, it is 2 micrometers or less, More preferably, it is 1 micrometers or less, More preferably, it is 0.5 micrometers or less.
- the aspect ratio of the plate-like filler is preferably 30 or more, more preferably 40 or more, still more preferably 50 or more, and preferably 120 or less, more preferably 100 or less, from the same viewpoint. Preferably it is 90 or less, More preferably, it is 80 or less.
- the plate filler include, for example, glass flakes, non-swellable mica, swellable mica, graphite, metal foil, talc, clay, mica, sericite, zeolite, bentonite, organically modified bentonite, montmorillonite, and organically modified.
- examples include montmorillonite, dolomite, smectite, hydrotalcite, plate-like iron oxide, plate-like calcium carbonate, plate-like magnesium hydroxide, and plate-like barium sulfate.
- talc, mica, and plate-like barium sulfate are preferable, and talc and mica are more preferable from the viewpoint of improving the flexural modulus and suppressing the loss factor.
- the side length and thickness of the plate-like filler can be obtained by observing 100 randomly selected fillers with an optical microscope and calculating the number average thereof.
- the granular filler includes not only a spherical shape but also an elliptical cross section or a substantially oval shape to some extent, and the aspect ratio (longest diameter of granular material / shortest diameter of granular material) is A value of 1 or more and less than 2 is preferred.
- the average particle size of the particulate filler is preferably 1.0 ⁇ m or more from the viewpoint of obtaining good dispersibility in the polyester resin composition constituting the fan, improving the flexural modulus, and / or improving the loss factor.
- kaolin finely divided silicic acid, feldspar powder, granular calcium carbonate, granular magnesium hydroxide, granular barium sulfate, aluminum hydroxide, magnesium carbonate, calcium oxide, aluminum oxide, magnesium oxide, titanium oxide, aluminum silicate, Examples include various balloons, various beads, silicon oxide, gypsum, novacurite, dosonite, and clay.
- the diameter of a granular filler can be calculated
- Needle-shaped fillers are those having an aspect ratio (particle length / particle diameter) in the range of 2 or more and less than 20. From the viewpoint of obtaining a good dispersibility in the polyester resin composition constituting the fan, the length of the acicular filler (particle length), improving the flexural modulus, and / or improving the loss factor. Preferably it is 1.0 ⁇ m or more, more preferably 5 ⁇ m or more, more preferably 10 ⁇ m or more, further preferably 20 ⁇ m or more, further preferably 30 ⁇ m or more, preferably 150 ⁇ m or less, more preferably 100 ⁇ m or less, still more preferably 80 ⁇ m or less, More preferably, it is 60 ⁇ m or less.
- the particle size is not particularly limited, but from the same viewpoint, it is preferably 0.01 ⁇ m or more, more preferably 0.1 ⁇ m or more, further preferably 0.5 ⁇ m or more, preferably 20 ⁇ m or less, more preferably 15 ⁇ m or less, and further Preferably it is 10 micrometers or less. Further, the aspect ratio of the acicular filler is preferably 5 or more and preferably 10 or less from the same viewpoint.
- the acicular filler include, for example, potassium titanate whisker, aluminum borate whisker, magnesium-based whisker, silicon-based whisker, wollastonite, sepiolite, asbestos, zonolite, phosphate fiber, elastadite, slag fiber, gypsum fiber, Examples thereof include silica fiber, silica / alumina fiber, zirconia fiber, boron nitride fiber, silicon nitride fiber, and boron fiber. Of these, potassium titanate whiskers and wollastonite are preferable.
- the particle length and particle diameter of the acicular filler can be determined by observing 100 randomly selected fillers with an optical microscope and calculating the number average. When the particle diameter has a minor axis and a major axis, the major axis is used for calculation.
- the fibrous filler has an aspect ratio (average fiber length / average fiber diameter) exceeding 150.
- the length of the fibrous filler (average fiber length) is preferably 0.15 mm or more, more preferably 0.2 mm or more, still more preferably 0.5 mm or more, from the viewpoint of improving the flexural modulus and loss factor. More preferably, it is 1 mm or more, Preferably it is 30 mm or less, More preferably, it is 10 mm or less, More preferably, it is 5 mm or less.
- the average fiber diameter is not particularly limited, but from the same viewpoint, it is preferably 1 ⁇ m or more, more preferably 3 ⁇ m or more, preferably 30 ⁇ m or less, more preferably 20 ⁇ m or less, and even more preferably 10 ⁇ m or less. Further, from the same viewpoint, the aspect ratio is preferably 200 or more, more preferably 250 or more, further preferably 500 or more, preferably 10,000 or less, more preferably 5000 or less, still more preferably 1000 or less, More preferably, it is 800 or less.
- Specific examples of the fibrous filler include glass fiber, carbon fiber, graphite fiber, metal fiber, and cellulose fiber. Among these, from the same viewpoint, carbon fiber and glass fiber are preferable, and glass fiber is more preferable.
- the fiber length and fiber diameter of the fibrous filler can be determined by observing 100 randomly selected fillers with an optical microscope and calculating the number average thereof. If the fiber diameter has a minor axis and a major axis, the major axis is used for calculation.
- the fibrous filler is cut by the shearing force in the kneading part and averaged.
- the average fiber length of the fibrous filler in the resin is preferably 100 to 800 ⁇ m, more preferably 200 to 700 ⁇ m, and still more preferably 300 to 600 ⁇ m from the viewpoint of the flexural modulus.
- the granular, plate-like or needle-like filler may be coated or focused with a thermoplastic resin such as ethylene / vinyl acetate copolymer or a thermosetting resin such as an epoxy resin. It may be treated with a coupling agent such as silane.
- a thermoplastic resin such as ethylene / vinyl acetate copolymer or a thermosetting resin such as an epoxy resin. It may be treated with a coupling agent such as silane.
- fillers can be used alone or in combination of two or more, and fillers having different shapes may be combined.
- preferably one or more selected from the group consisting of plate-like fillers, needle-like fillers, and fibrous fillers More preferably, they are 1 type (s) or 2 or more types chosen from the group which consists of a plate-shaped filler and an acicular filler, More preferably, they are 1 type or 2 or more types of a plate-shaped filler.
- mica, talc, and glass fiber are preferably used, more preferably mica and talc, and still more preferably mica.
- the content of the plate-like filler in the inorganic filler is preferably 60% by mass or more, more preferably 80% by mass or more, and still more preferably 90% by mass or more, from the viewpoint of suppressing loss factor loss.
- the content of the inorganic filler (C) is preferably 10 parts by mass or more, more preferably 15 parts by mass or more, from the viewpoint of improving the flexural modulus with respect to 100 parts by mass of the thermoplastic polyester resin (A). More preferably, it is more preferably 30 parts by mass or more, and still more preferably 35 parts by mass or more. Further, from the viewpoint of suppressing the loss factor, 80 parts by mass or less is preferable, 70 parts by mass or less is more preferable, 60 parts by mass or less is further preferable, 50 parts by mass or less is further preferable, and 45 parts by mass or less is still more preferable. .
- content of an inorganic filler is a total mass of the inorganic filler used, and when a several compound is contained, it means the total content.
- the content of the inorganic filler is preferably 5% by mass or more, more preferably 10% by mass or more, and further preferably 15% by mass from the viewpoint of improving the flexural modulus. From the viewpoint of suppressing the loss factor, it is preferably 40% by mass or less, more preferably 35% by mass or less, and further preferably 30% by mass. % Or less.
- the mass ratio of the component (B) and the inorganic filler (C) is 10/90 to 60 / from the viewpoint of improving the elastic modulus and improving the loss factor.
- 40 is preferable, 25/75 to 50/50 is more preferable, and 40/60 to 45/55 is still more preferable.
- the polyester resin composition constituting the fan of the present invention contains an organic crystal nucleating agent from the viewpoint of improving the crystallization speed of the polyester resin, improving the crystallinity of the polyester resin, and improving the flexural modulus. be able to.
- organic crystal nucleating agent known organic crystal nucleating agents can be used, such as organic carboxylic acid metal salts, organic sulfonates, carboxylic acid amides, phosphorus compound metal salts, rosin metal salts, alkoxy metal salts,
- organic nitrogen-containing compounds can be used.
- organic carboxylic acid metal salts include sodium benzoate, potassium benzoate, lithium benzoate, calcium benzoate, magnesium benzoate, barium benzoate, lithium terephthalate, sodium terephthalate, potassium terephthalate.
- Examples of the organic sulfonate include sodium p-toluenesulfonate and sodium sulfoisophthalate.
- Examples of the carboxylic acid amide include stearic acid amide, ethylene bislauric acid amide, palmitic acid amide, hydroxy stearic acid amide, erucic acid amide, and trimesic acid tris (t-butylamide).
- Examples of the phosphorus compound metal salt include sodium-2,2'-methylenebis (4,6-di-t-butylphenyl) phosphate.
- metal salts of rosins include sodium dehydroabietic acid and sodium dihydroabietic acid.
- alkoxy metal salt examples include 2,2-methylbis (4,6-di-t-butylphenyl) sodium.
- organic nitrogen-containing compound examples include “ADEKA STAB NA-05” (trade name) manufactured by Adeka Corporation.
- Other organic crystal nucleating agents include benzylidene sorbitol and its derivatives.
- the content of the organic crystal nucleating agent (D) is preferably 0.01 parts by mass or more, more preferably from the viewpoint of improving the flexural modulus and loss factor with respect to 100 parts by mass of the thermoplastic polyester resin (A). Is 0.1 parts by mass or more, more preferably 0.2 parts by mass or more, and from the viewpoint of improving the flexural modulus and loss factor, it is preferably 20 parts by mass or less, more preferably 10 parts by mass or less. Is 5 parts by mass or less, more preferably 3 parts by mass or less, and still more preferably 1 part by mass or less.
- content of an organic crystal nucleating agent means the total content of all the organic crystal nucleating agents contained in the polyester resin composition which comprises a fan.
- the polyester resin composition constituting the fan of the present invention includes a lubricant, an inorganic crystal nucleating agent, a hydrolysis inhibitor, a flame retardant, an antioxidant, a hydrocarbon wax and an anionic surfactant as components other than those described above.
- a lubricant, an ultraviolet absorber, an antistatic agent, an antifogging agent, a light stabilizer, a pigment, an antifungal agent, an antibacterial agent, a foaming agent, and the like, which are agents, can be contained as long as the effects of the present invention are not impaired.
- other polymer materials and other resin compositions can be contained within a range that does not impair the effects of the present invention.
- the polyester resin composition constituting the fan of the present invention contains one or more types (B) selected from the group consisting of a thermoplastic polyester resin (A), a plasticizer and an elastomer, and an inorganic filler (C). If it is, it can prepare without limitation.
- a raw material containing one or more selected from the group consisting of a thermoplastic polyester resin, a plasticizer and an elastomer, an inorganic filler, and various additives as necessary is a sealed kneader, uniaxial or biaxial.
- the melt-kneaded product may be dried or cooled according to a known method.
- the raw materials can be subjected to melt kneading after being uniformly mixed in advance using a Henschel mixer, a super mixer, or the like.
- it may be melt-mixed in the presence of a supercritical gas.
- the melt-kneading temperature is not generally set depending on the type of thermoplastic polyester resin used, but is preferably 220 ° C. or higher, more preferably 225 ° C. or higher, and still more preferably 230 from the viewpoint of improving fan moldability and deterioration prevention. And preferably 300 ° C. or less, more preferably 290 ° C. or less, further preferably 280 ° C. or less, further preferably 260 ° C. or less, further preferably 250 ° C. or less, and further preferably 240 ° C. or less.
- the melt-kneading time cannot be generally determined depending on the melt-kneading temperature and the type of the kneader, but is preferably 15 to 900 seconds.
- the melt-kneaded material thus obtained has excellent vibration damping characteristics despite its high flexural modulus, and therefore, by using various molding methods such as injection molding, extrusion molding, thermoforming, etc. It can be used suitably for fans used for products such as equipment, electrical products, buildings, industrial equipment, or parts thereof.
- the fan of the present invention since the fan of the present invention has a high flexural modulus even with a single material, it has excellent vibration damping performance that can sufficiently hold the shape with a single material without using a highly rigid material such as a metal steel plate, and It can also be preferably used for products such as automobiles, railways, and aircraft that require weight reduction or parts thereof.
- the present invention also provides a polyester resin composition containing a thermoplastic polyester resin (A), one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler (C). It can be used as one of the materials.
- the fan of the present invention may contain a known material applicable to the fan in addition to the above-described polyester resin composition, and the content, application location, and application method are those in the technical field. It can set suitably according to a conventional method.
- rotational noise such as rotational vibration noise and interference noise increases at a frequency calculated from the rotational speed and the number of fan blades.
- all noises such as rotational noise and vibration noise of structural members increase at frequencies derived from motor rotation and vibration (examples include cogging frequency). It is considered that the vibration noise and noise increase when the frequency of the rotation noise and the vibration noise of the structural member overlap with the resonance frequency of the fan molded body, the structural member, and the entire structure, but the fan of the present invention is used. Therefore, vibration, noise and noise can be reduced.
- the natural frequency may also be referred to as a resonance frequency.
- the noise may increase at the rotational noise peak, but the noise reduction effect is remarkably exhibited by using the fan of the present invention.
- the fan of the present invention is a concept that includes not only the wing portion of the fan but also structural members in the vicinity of the fan, such as a fan cover, a fan casing, a motor cover, a duct, a wind guide plate, a bell mouth, and a hood. Therefore, the material of the fan wing is a conventional plastic.
- the material of the fan casing is the polyester composition of the present invention also corresponds to the fan of the present invention, and exhibits excellent vibration damping characteristics.
- the fan of the present invention when the fan of the present invention is produced by injection molding, it is obtained by filling a polyester resin composition pellet constituting the fan into an injection molding machine and injecting it into a mold.
- a known injection molding machine can be used.
- those having a cylinder and a screw inserted into the cylinder as main components [J75E-D, J110AD-180H (manufactured by Nippon Steel Works), etc.] can be mentioned.
- the raw material of the polyester resin composition which comprises the said fan may be supplied to a cylinder and it may melt-knead as it is, it is preferable to fill what was previously melt-kneaded into an injection molding machine.
- the set temperature of the cylinder is preferably 220 ° C or higher, and more preferably 230 ° C or higher. Moreover, 290 degrees C or less is preferable, 280 degrees C or less is more preferable, 270 degrees C or less is still more preferable, 260 degrees C or less is still more preferable.
- a melt kneader means the set temperature of the cylinder of the kneader when melt kneading.
- the cylinder is equipped with a heater, and the temperature is adjusted accordingly. Although the number of heaters varies depending on the model and is not determined unconditionally, the heater adjusted to the set temperature is preferably at least on the melt-kneaded product discharge port side (nozzle tip side).
- the mold temperature is preferably 150 ° C. or lower, more preferably 140 ° C. or lower, and further preferably 130 ° C. or lower, from the viewpoint of improving the crystallization speed and workability of the polyester resin composition constituting the fan. Moreover, 20 degreeC or more is preferable, 30 degreeC or more is more preferable, and 40 degreeC or more is still more preferable.
- the holding time in the mold cannot be generally determined depending on the temperature of the mold, but is preferably 5 to 100 seconds from the viewpoint of improving the productivity of the molded body.
- the fan of the present invention is, for example, a household electric appliance with a compressor such as a microwave oven or a refrigerator; a cooling fan device installed in a case of an electronic device such as an electronic camera, an image recording / playback device, a computer, or a projector Cooling fan devices that release heat from condensers of radiators and air conditioners for vehicles, or cooling fan or fan devices for ventilation fans, fans, air conditioners, etc .; Motor covers for electrical products; Speakers, TVs, radio cassettes, headphones, The present invention can be applied to products having various fans such as audio equipment such as audio components; and building materials such as soundproof walls and piping ducts.
- a compressor such as a microwave oven or a refrigerator
- a cooling fan device installed in a case of an electronic device such as an electronic camera, an image recording / playback device, a computer, or a projector Cooling fan devices that release heat from condensers of radiators and air conditioners for vehicles, or cooling fan or fan devices for ventilation fans, fans, air
- the polyester resin composition constituting the fan of the present invention is a speaker, television, radio cassette, headphones, audio component, microphone, audio player, compact disc, floppy (registered trademark) as a material for an acoustic device casing.
- electric equipment with electric motors electric drills, electric tools such as electric screwdrivers, computers, projectors, servers, electric appliances with cooling fans such as POS systems, laundry, etc.
- Machine clothes dryer, air conditioner indoor unit, sewing machine, dishwasher, fan heater, multifunction machine, printer, scanner, hard disk drive, video camera, humidifier, air cleaner, mobile phone, dryer, etc .;
- Electric toothbrush as a material for parts and housing of electrical products For electric shavers, massage machines, etc .
- generators and gas generators as motor parts and housing materials
- refrigerators, vending machines, and air conditioners as compressor parts and housing materials
- automotive parts materials such as dashboards, instrument panels, floors, doors, roofs and other interior materials, oil pans, front covers, rocker covers and other engine-related materials, Car navigation systems, door trims, gearboxes, dash silencers, module carriers, etc .
- road materials sound insulation boards, road lighting equipment, ETC equipment, etc .
- railroad parts materials floors, walls, side panels, ceilings, doors, chairs
- Interior materials such as tables, casings and parts around motors, gear cases, pantograph covers and various protective covers
- the types of fans are centrifugal fans such as sirocco fans and turbo fans, cross-flow fans such as close flow fans, axial fans such as mixed flow fans and propeller fans, and driving by direct current or alternating current. And those that are driven to rotate by an electric motor.
- the shape of the fan wing varies depending on the type and application, but it has a simple cross-sectional shape such as an arc shape or S-shape, or a constriction or swell like an albatross or butterfly wing, Examples include a nature wing having a complicated shape such as a dragonfly wing having a low frictional resistance.
- the size of the fan varies depending on the type and application, and examples include those having an outer diameter ⁇ of 10 mm to 10,000 mm.
- the blades are also 10 mm long to 10,000 mm wide and 10 mm wide to 10,000 mm wide.
- the frequency at which the damping effect is noticeable varies depending on the size of the fan. For example, in a large fan of 300 mm or more, the center surface is large or the blade itself is large, and the surface becomes large, so that a larger noise is generated. When a larger noise is emitted, it is considered that the effect when using the vibration damping material is increased.
- the fan's resonant frequency is expected to exist on the low frequency side, which generates low-frequency noise. As a result, it is expected that low frequency noise can be reduced.
- the resonance frequency of the fan is expected to exist on the high frequency side, and thus high frequency noise is generated. Therefore, high frequency noise is an effect when using a damping material. Is expected to be reduced.
- the number of fans varies depending on the type and application, but there are as few as 2 to 4 such as propeller fans and 1000 such as sirocco fans.
- the rotational speed condition using the fan varies depending on the application, but ranges from a small rotational speed of 20 rpm to a large rotational speed of 50000 rpm.
- the fan has higher rigidity such as elastic modulus and strength, the air volume during fan rotation can be increased. Moreover, the smaller the weight of the fan, the lower the power consumption when the fan is rotating.
- the entire fan structure there are various cases such as a case where the fan has no cover, a case where the fan is covered, a case where a vibration source such as a motor is covered, and a case where it is not covered. If it is covered, the vibration noise increases at the resonance frequency of the entire structure, so the effect of the present invention is considered to be great.
- vibrations of the fan wing itself can be suppressed, and structural members near the fan, such as fan covers, fan casings, motor covers, ducts, wind guide plates, bell mouths, hoods, etc. What is necessary is to achieve at least one of suppression of vibration, suppression of vibration derived from the motor rotating the fan, suppression of vibration derived from the motor casing, and the like.
- the present invention also provides a product containing the fan of the present invention, or a method for manufacturing a part or casing thereof.
- the production method is not particularly limited as long as it includes a step of obtaining a fan by injection-molding the polyester resin composition constituting the fan of the present invention, and depending on the type of a molded product to be obtained, the step is appropriately performed. Can be added.
- Step (1) Melting and kneading a polyester resin composition containing a thermoplastic polyester resin (A), one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler (C)
- Step (2) for preparing a melt kneaded product of the polyester resin composition a step of injection molding the melt kneaded product of the polyester resin composition obtained in the step (1) into a mold
- Step (1) is a step of preparing a melt-kneaded product of the polyester resin composition.
- the thermoplastic polyester resin (A) one or more selected from the group consisting of a plasticizer and an elastomer (B), an inorganic filler (C), and various additives as necessary.
- the raw material is preferably 220 ° C or higher, more preferably 225 ° C or higher, still more preferably 230 ° C or higher, preferably 300 ° C or lower, more preferably 290 ° C or lower, still more preferably 280 ° C or lower, still more preferably 260 ° C.
- it can be prepared by melt kneading at 250 ° C. or less, more preferably 240 ° C. or less.
- Step (2) is a step of injection molding a melt-kneaded product of the polyester resin composition.
- the melt-kneaded product obtained in the step (1) is preferably 220 ° C. or higher, more preferably 230 ° C. or higher, preferably 290 ° C. or lower, more preferably 280 ° C. or lower, still more preferably 270.
- the mold preferably has a fan blade shape.
- the fan of the present invention thus obtained can be suitably used for a vibration damping material and a product having vibration noise prevention properties, or a component or casing thereof.
- the present invention further discloses the following fan, a vibration noise preventing method using the fan, and use of the fan.
- thermoplastic polyester resin (A) composed of a dicarboxylic acid component and a diol component, one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler (C)
- a fan comprising a polyester resin composition.
- thermoplastic polyester resin (A) consisting of aliphatic dicarboxylic acids, alicyclic dicarboxylic acids, aromatic dicarboxylic acids, and dicarboxylic acids having a furan structure
- the diol component constituting the thermoplastic polyester resin (A) is one or more selected from the group consisting of an aliphatic diol, an alicyclic diol, an aromatic diol, and a diol having a furan ring.
- the dicarboxylic acid component constituting the thermoplastic polyester resin (A) is one or more selected from the group consisting of an aromatic dicarboxylic acid, an alicyclic dicarboxylic acid, and a dicarboxylic acid having furan
- the fan according to any one of ⁇ 1> to ⁇ 3>, which is a combination with one or more selected from the group consisting of group diols.
- the dicarboxylic acid component constituting the thermoplastic polyester resin (A) is an aliphatic dicarboxylic acid, it is preferably selected from the group consisting of an aromatic diol, an alicyclic diol, and a diol having a furan ring.
- the dicarboxylic acid component constituting the thermoplastic polyester resin (A) includes succinic acid, glutaric acid, adipic acid, cyclohexanedicarboxylic acid, terephthalic acid, isophthalic acid, phthalic acid, 1,4-naphthalenedicarboxylic acid, 1 , 5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, 1,8-naphthalenedicarboxylic acid, and one or more selected from the group consisting of 2,5-furandicarboxylic acid are preferred.
- Succinic acid, cyclohexane One or more selected from the group consisting of dicarboxylic acid, terephthalic acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid, and 2,5-furandicarboxylic acid are more preferable. One or two selected from the group consisting of acids is more preferable, ⁇ 1> to ⁇ 5> The fan according to any one of the above. ⁇ 7>
- the diol component constituting the thermoplastic polyester resin (A) includes ethylene glycol, 1,3-propanediol, 1,4-butanediol, cyclohexanedimethanol, hydrogenated bisphenol A, isosorbide, bisphenol A, and bisphenol.
- thermoplastic polyester resin (A) has a glass transition temperature (Tg) of preferably 20 ° C. or higher, more preferably 25 ° C. or higher, still more preferably 30 ° C.
- thermoplastic polyester resin (A) is heated from 25 ° C. to 300 ° C. at a rate of temperature increase of 20 ° C./min, held in that state for 5 minutes, and then at ⁇ 20 ° C./min so as to be 25 ° C.
- the crystallization enthalpy ⁇ Hmc determined from the area of the exothermic peak accompanying crystallization is preferably 5 J / g or more, more preferably 10 J / g or more, still more preferably 15 J / g or more, and even more preferably 30 J / g.
- the thermoplastic polyester resin (A) includes polyethylene terephthalate composed of terephthalic acid and ethylene glycol, polytrimethylene terephthalate composed of terephthalic acid and 1,3-propanediol, terephthalic acid and 1,4-butane.
- thermoplastic polyester resin (A) is preferably 50% by mass or more, more preferably 55% by mass or more, still more preferably 60% by mass or more, in the polyester resin composition constituting the fan.
- plasticizer one selected from the group consisting of a polyester plasticizer, a polyhydric alcohol ester plasticizer, a polycarboxylic acid ester plasticizer, and a compound represented by the general formula (I) or The fan according to any one of ⁇ 1> to ⁇ 11>, which preferably contains two or more kinds.
- the plasticizer preferably has a (poly) oxyalkylene group or an alkylene group having 2 to 10 carbon atoms, a polyester plasticizer, a polyhydric alcohol ester plasticizer, a polycarboxylic acid ester plasticizer, And one or more selected from the group consisting of the compounds represented by formula (I), more preferably a polyester-based plasticizer and a polyhydric alcohol ester-based plastic having a (poly) oxyalkylene group
- the fan according to any one of ⁇ 1> to ⁇ 12>, comprising one or more selected from the group consisting of an agent, a polycarboxylic acid ester plasticizer, and a compound represented by formula (I) .
- the plasticizer preferably includes one or more selected from the group consisting of the following compound groups (A) to (C), and includes the following compound groups (A) and (B).
- the fan according to any one of ⁇ 1> to ⁇ 13>, more preferably containing one or more selected from the group.
- Compound group (A) An ester compound having two or more ester groups in the molecule, wherein at least one of the alcohol components constituting the ester compound is an average of 2 to 3 alkylene oxides per hydroxyl group.
- Ester compound group (B) which is an alcohol added with 5 to 5 moles Formula (II): R 5 O—CO—R 6 —CO — [(OR 7 ) m O—CO—R 6 —CO—] n OR 5 (II) Wherein R 5 is an alkyl group having 1 to 4 carbon atoms, R 6 is an alkylene group having 2 to 4 carbon atoms, R 7 is an alkylene group having 2 to 6 carbon atoms, and m is 1 to 6 And n represents a number from 1 to 12, provided that all R 6 may be the same or different, and all R 7 may be the same or different.
- a plasticizer a polyester
- a polyester plasticizer having a content of one or more selected from the group consisting of compounds, more preferably a (poly) oxyalkylene group
- the content of the plasticizer is preferably 1 part by mass or more, more preferably 3 parts by mass or more, still more preferably 5 parts by mass or more, more preferably 100 parts by mass of the thermoplastic polyester resin (A). 10 parts by mass or more, more preferably 15 parts by mass or more, further preferably 18 parts by mass or more, preferably 50 parts by mass or less, more preferably 40 parts by mass or less, still more preferably 30 parts by mass or less, and further preferably 25 parts by mass.
- the content of the plasticizer is preferably 1% by mass or more, more preferably 3% by mass or more, still more preferably 5% by mass or more, and still more preferably 10% by mass.
- elastomer is a block copolymer having polystyrene blocks at both ends and having at least one of a polyisoprene block or a vinyl-polyisoprene block therebetween.
- the listed fan is a block copolymer having polystyrene blocks at both ends and having at least one of a polyisoprene block or a vinyl-polyisoprene block therebetween.
- polystyrene-isoprene block copolymer polystyrene-polybutadiene copolymer, polystyrene-hydrogenated polybutadiene copolymer, polystyrene-hydrogenated polyisoprene-polystyrene block copolymer, polystyrene-vinyl-polyisoprene.
- polystyrene-hydrogenated polybutadiene-hydrogenated polyisoprene-polystyrene block copolymer polystyrene-hydrogenated polybutadiene-polyisoprene-polystyrene block copolymer
- polystyrene-hydrogenated polybutadiene-polyisoprene-polystyrene block copolymer are preferred, polystyrene-vinyl-polyisoprene-polystyrene block
- the fan according to any one of ⁇ 1> to ⁇ 18>, wherein a copolymer is more preferable.
- the styrene content in the elastomer is preferably 10% by mass or more, more preferably 15% by mass or more, preferably 30% by mass or less, more preferably 25% by mass or less.
- the content of the elastomer is preferably 10 parts by mass or more, more preferably 15 parts by mass or more, still more preferably 18 parts by mass or more, and 20 parts by mass or more with respect to 100 parts by mass of the thermoplastic polyester resin (A).
- the fan according to any one of ⁇ 1> to ⁇ 21>, further preferably 25 parts by mass or more, more preferably 50 parts by mass or less, more preferably 40 parts by mass or less, and still more preferably 35 parts by mass or less. . ⁇ 23>
- the content of the elastomer is preferably 5% by mass or more, more preferably 10% by mass or more, still more preferably 15% by mass or more, and preferably 30% by mass or less.
- a plasticizer and an elastomer may be used in combination, and any of the above ⁇ 1> to ⁇ 23>, wherein the plasticizer may be used alone or in combination of two or more and the elastomer may be used alone or in combination of two or more. Or listed fan.
- ⁇ 25> The fan according to any one of ⁇ 1> to ⁇ 23>, wherein the plasticizer may be used alone or in combination of two or more and the styrene / isoprene block copolymer may be used alone or in combination of two or more.
- ⁇ 26> The fan according to any one of ⁇ 1> to ⁇ 23>, wherein the plasticizer may be used alone or in combination of two or more and the styrene / butadiene block copolymer may be used alone or in combination of two or more.
- a plasticizer can be used alone or in combination of two or more, a styrene / butadiene block copolymer can be used alone or in combination of two or more, and a styrene / isoprene block copolymer can be used alone or in combination of two or more.
- the total content of the plasticizer and the elastomer is preferably 15 parts by mass or more, more preferably 20 parts by mass or more, still more preferably 25 parts by mass or more, relative to 100 parts by mass of the thermoplastic polyester resin (A). Moreover, 60 mass parts or less are preferable, 50 mass parts or less are more preferable, 40 mass parts or less are still more preferable,
- the fan according to ⁇ 24> or ⁇ 28>, wherein the mass ratio of the plasticizer to the elastomer (plasticizer / elastomer) is preferably 30/70 to 70/30, more preferably 40/60 to 60/40. .
- the inorganic filler (C) includes one or more selected from the group consisting of a plate-like filler, a granular filler, an acicular filler, and a fibrous filler.
- the fan according to any one of ⁇ 1> to ⁇ 29>, which is preferable.
- the plate-like filler has an aspect ratio (length of the longest side of the maximum surface of the plate-like body / thickness of the surface) of 20 or more and 150 or less, glass flakes, non-swellable mica, Swellable mica, graphite, metal foil, talc, clay, mica, sericite, zeolite, bentonite, organic modified bentonite, montmorillonite, organic modified montmorillonite, dolomite, smectite, hydrotalcite, plate-like iron oxide, plate-like calcium carbonate, Plate-like magnesium hydroxide and plate-like barium sulfate are preferable, talc, mica and plate-like barium sulfate are more preferable, and talc and mica are more preferable.
- the particulate filler has an aspect ratio (longest diameter of granular material / shortest diameter of granular material) of 1 or more and less than 2, and is preferably close to 1, kaolin, finely divided silicic acid, Feldspar powder, granular calcium carbonate, granular magnesium hydroxide, granular barium sulfate, aluminum hydroxide, magnesium carbonate, calcium oxide, aluminum oxide, magnesium oxide, titanium oxide, aluminum silicate, various balloons, various beads, silicon oxide, gypsum, Novacurite, dosonite, and clay are preferable, granular barium sulfate, aluminum hydroxide, and granular calcium carbonate are more preferable, and granular calcium carbonate and granular barium sulfate are more preferable.
- the needle-shaped filler has an aspect ratio (particle length / particle diameter) in the range of 2 or more and less than 20, and includes potassium titanate whisker, aluminum borate whisker, magnesium whisker, and silicon whisker. , Wollastonite, sepiolite, asbestos, zonolite, phosphate fiber, elastadite, slag fiber, gypsum fiber, silica fiber, silica-alumina fiber, zirconia fiber, boron nitride fiber, silicon nitride fiber, and boron fiber, potassium titanate whisker
- the aspect ratio (average fiber length / average fiber diameter) is more than 150, and glass fiber, carbon fiber, graphite fiber, metal fiber, and cellulose fiber are preferable, carbon fiber,
- the granular, plate-like, or acicular filler may be coated or focused with a thermoplastic resin such as an ethylene / vinyl acetate copolymer or a thermosetting resin such as an epoxy resin.
- the inorganic filler (C) is preferably one or more selected from the group consisting of plate-like fillers, needle-like fillers, and fibrous fillers, more preferably plate-like fillers and
- ⁇ 37> The fan according to any one of ⁇ 1> to ⁇ 36>, wherein mica, talc, and glass fiber are preferably used, more preferably mica and talc, and still more preferably mica.
- the content of the plate-like filler in the inorganic filler (C) is preferably 60% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more, ⁇ 30> to ⁇ 37 > Any of the fans described above.
- the content of the inorganic filler (C) is preferably 10 parts by mass or more, more preferably 15 parts by mass or more, and still more preferably 20 parts by mass or more with respect to 100 parts by mass of the thermoplastic polyester resin (A).
- the fan according to any one of ⁇ 1> to ⁇ 38>, wherein 45 parts by mass or less is more preferable.
- the content of the inorganic filler is preferably 5% by mass or more, more preferably 10% by mass or more, further preferably 15% by mass or more, and further preferably 20% by mass.
- the mass ratio of the component (B) to the inorganic filler (C) (component (B) / inorganic filler (C)) is preferably 10/90 to 60/40, preferably 25/75 to 50/50.
- the content of the organic crystal nucleating agent (D) is preferably 0.01 parts by mass or more, more preferably 0.1 parts by mass or more, and still more preferably with respect to 100 parts by mass of the thermoplastic polyester resin (A). Is 0.2 parts by mass or more, preferably 20 parts by mass or less, more preferably 10 parts by mass or less, further preferably 5 parts by mass or less, further preferably 3 parts by mass or less, and further preferably 1 part by mass or less.
- the polyester resin composition constituting the fan contains one or more selected from the group consisting of a thermoplastic polyester resin (A), a plasticizer and an elastomer (B), and an inorganic filler (C).
- the melt-kneading temperature is preferably 220 ° C. or higher, more preferably 225 ° C. or higher, further preferably 230 ° C. or higher, preferably 300 ° C. or lower, more preferably 290 ° C. or lower, still more preferably 280 ° C. or lower. More preferably, it is 260 degrees C or less, More preferably, it is 250 degrees C or less, More preferably, it is 240 degrees C or less.
- ⁇ 46> Use as a vibration damping material for a fan according to any one of ⁇ 1> to ⁇ 45>.
- ⁇ 47> Obtained by a production method comprising a step of filling a polyester resin composition constituting the fan according to any one of ⁇ 1> to ⁇ 45> into an injection molding machine and injecting the mold into a mold.
- Products such as audio equipment, electrical products, vehicles, buildings, industrial equipment, or parts or casings thereof.
- a motor cover for an electrical product comprising the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- An air conditioner comprising the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- ⁇ 50> A speaker including the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- a projector comprising the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- ⁇ 52> An electric product with a compressor, comprising the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- ⁇ 53> A pipe containing the polyester resin composition used in any one of the above items ⁇ 1> to ⁇ 45>.
- ⁇ 54> A method for reducing vibration noise generated by a motor cover for an electrical product, wherein the polyester resin composition defined in any one of ⁇ 1> to ⁇ 45> is used.
- ⁇ 55> A method for reducing vibration noise generated by an air conditioner, wherein the polyester resin composition defined in any one of ⁇ 1> to ⁇ 45> is used.
- ⁇ 56> A method for reducing vibration noise generated by a speaker, comprising using the polyester resin composition defined in any one of ⁇ 1> to ⁇ 45>.
- ⁇ 57> A method for reducing vibration noise generated by a projector, wherein the polyester resin composition defined in any one of ⁇ 1> to ⁇ 45> is used.
- ⁇ 58> A method for reducing vibration noise generated by an electric appliance with a compressor, wherein the polyester resin composition defined in any one of the above items ⁇ 1> to ⁇ 45> is used.
- Step (1) Melting and kneading a polyester resin composition containing a thermoplastic polyester resin (A), one or more selected from the group consisting of a plasticizer and an elastomer (B), and an inorganic filler (C)
- Step (2) of preparing a melt-kneaded product of the polyester resin composition Step of injection-molding the melt-kneaded product of the polyester resin composition obtained in Step (1) into a mold ⁇ 61>
- the fan according to any one of ⁇ 1> to ⁇ 45>, which contains a styrene / butadiene block copolymer.
- ⁇ 62> The fan according to any one of ⁇ 1> to ⁇ 45>, wherein the fan is any one of a fan wing, a fan cover, a fan casing, a motor cover, a duct, a wind guide plate, a bell mouth, and a hood.
- Saponification value Analysis is performed according to the test method of JIS K 0070, except that the temperature of the water bath is 95 ° C. and the heating time is 1 hour.
- the molecular weight of the ester compound (B) means the number average molecular weight, and is calculated from the acid value, hydroxyl value, and saponification value according to the following formula.
- Average molecular weight M (M 1 + M 2 ⁇ M 3 ⁇ 2) ⁇ n + M 1 ⁇ (M 3 ⁇ 17.01) ⁇ 2 + (M 3 ⁇ 17.01) ⁇ p + (M 2 ⁇ 17.01) ⁇ q + 1.
- Terminal alkyl esterification rate The molecular terminal alkyl esterification rate (terminal alkyl esterification rate) can be calculated from the following formula. The larger the value of the molecular terminal alkyl esterification rate, the free carboxyl group or hydroxyl group There are few, and it shows that the molecular terminal is fully alkylesterified.
- Terminal alkyl esterification rate (%) (p ⁇ 2) ⁇ 100
- M 1 molecular weight of diester of dicarboxylic acid used as raw material and monohydric alcohol used as raw material
- M 2 molecular weight of dihydric alcohol used as raw material
- M 3 molecular weight of monohydric alcohol used as raw material
- p in one molecule
- q Number of terminal hydroxyl groups in one molecule
- Ether group number The ether group number, which is the number of millimoles (mmol) of ether groups in 1 g of carboxylic acid ester, is calculated from the following formula.
- m average number of repeating oxyalkylene groups
- m-1 represents the number of ether groups in one molecule of dihydric alcohol
- molecular weight uses the molecular weight of a number average value.
- Plasticizer Production Example 1 Diester of succinic acid and triethylene glycol monomethyl ether
- a 3 L flask equipped with a stirrer, thermometer and dehydration tube was charged with 500 g of succinic anhydride, 2463 g of triethylene glycol monomethyl ether, and 9.5 g of paratoluenesulfonic acid monohydrate, and nitrogen (500 mL / min) was added to the space.
- the reaction was carried out at 110 ° C. for 15 hours under reduced pressure (4 to 10.7 kPa) while blowing.
- the acid value of the reaction solution was 1.6 (mgKOH / g).
- the obtained diester had an acid value of 0.2 (mg KOH / g), a saponification value of 276 (mg KOH / g), a hydroxyl value of 1 or less (mg KOH / g), and a hue APHA200.
- plasticizer diester of succinic acid, 1,3-propanediol and methanol, raw material (molar ratio): dimethyl succinate / 1,3-propanediol (1.5 / 1)
- plasticizer diester of succinic acid, 1,3-propanediol and methanol, raw material (molar ratio): dimethyl succinate / 1,3-propanediol (1.5 / 1)
- 521 g (6.84 mol) of 1,3-propanediol and 5.9 g of a methanol solution containing 28% by weight sodium methoxide as a catalyst (Sodium methoxide 0.031 mol) was added, and methanol was distilled off with stirring at normal pressure and 120 ° C. for 0.5 hour.
- Plasticizer Production Example 3 Diester of terephthalic acid and triethylene glycol monomethyl ether
- a four-necked flask (with a stirrer, thermometer, distillation tube, and nitrogen blowing tube) was charged with 400 g of dimethyl terephthalate, 1015 g of triethylene glycol monomethyl ether, and 0.86 g of tin (II) octylate, and nitrogen (200 mL) in the space. / Min), methanol produced by the reaction was distilled off while stirring at normal pressure and 200 ° C. for 14 hours.
- Examples 1 to 29, Example 33 and Comparative Examples 1 to 9 The raw materials of the polyester resin composition constituting the fan shown in Tables 1 to 9 were melt-kneaded at 240 ° C. using a co-directional meshing twin-screw extruder (TEX-28V manufactured by Nippon Steel Co., Ltd.). And a pellet of the resin composition was obtained. The obtained pellets were dehumidified and dried at 110 ° C. for 3 hours, and the water content was adjusted to 500 ppm or less.
- TEX-28V manufactured by Nippon Steel Co., Ltd.
- the obtained pellets were injection molded using an injection molding machine (J110AD-180H manufactured by Nippon Steel Works, 6 cylinder temperature settings).
- the cylinder temperature was set to 240 ° C. from the nozzle tip side to the 5th unit, 170 ° C. for the remaining 1 unit, and 45 ° C. under the hopper.
- the mold temperature was set to 80 ° C.
- prismatic test pieces (125 mm ⁇ 12 mm ⁇ 6 mm, 63 mm ⁇ 13 mm 6.4 mm)
- flat plate test pieces 127 mm ⁇ 12.7 mm ⁇ 1.2 mm, 127 mm ⁇ 12.7 mm ⁇ 1) .6 mm
- injection molding was performed in the same manner using a propeller mold using an injection molding machine (SE180D manufactured by Sumitomo Heavy Industries, Ltd.), and a propeller fan was also obtained.
- Examples 30 to 32 and Comparative Example 10 The raw material of the polyester resin composition constituting the fan shown in Table 4 or 6 was melt-kneaded at 280 ° C. using a co-directional meshing twin screw extruder (TEX-28V manufactured by Nippon Steel Co., Ltd.). It performed and the pellet of the polyester resin composition was obtained. The obtained pellets were dehumidified and dried at 110 ° C. for 3 hours, and the water content was adjusted to 500 ppm or less.
- TEX-28V manufactured by Nippon Steel Co., Ltd.
- the obtained pellets were injection molded using an injection molding machine (J110AD-180H manufactured by Nippon Steel Works, 6 cylinder temperature settings).
- the cylinder temperature was set to 270 ° C. from the nozzle tip side to the fifth unit, the remaining 1 unit to 230 ° C., and the bottom of the hopper to 45 ° C.
- the mold temperature was set to 130 ° C., and prismatic test pieces (125 mm ⁇ 12 mm ⁇ 6 mm) and flat plate test pieces (127 mm ⁇ 12.7 mm ⁇ 1.2 mm) were molded to obtain a molded body of a resin composition.
- Comparative Example 11 The raw materials constituting the fan shown in Table 7 were injection molded using an injection molding machine.
- the cylinder temperature was set to 220 ° C from the nozzle tip side to the fifth unit, the remaining 1 unit to 170 ° C, and the bottom of the hopper to 45 ° C.
- An injection molding machine (SE180D manufactured by Sumitomo Heavy Industries, Ltd.) was used, the mold temperature was set to 40 ° C., and injection molding was performed using a propeller mold to obtain a propeller fan.
- the raw materials in Tables 1 to 9 are as follows.
- PBT Polybutylene terephthalate resin, Novaduran 5010R5 (Mitsubishi Engineering Plastics, unreinforced, glass transition temperature: 50 ° C., crystallization enthalpy ⁇ Hmc: 44 J / g)
- PTT Polytrimethylene terephthalate resin, Sorona (registered trademark) Bright (manufactured by DuPont, unreinforced, glass transition temperature: 50 ° C., crystallization enthalpy ⁇ Hmc: 52 J / g)
- PET Polyethylene terephthalate resin, RT-553C (Nippon Unipet, unreinforced, glass transition point: 70 ° C., crystallization enthalpy ⁇ Hmc: 42 J / g)
- ABS Acrylonitrile-butadiene-styrene copolymer
- micea A-21S (manufactured by Yamaguchi Mica Co., Ltd., longest side length on the maximum surface: 23 ⁇ m, maximum surface thickness: 0.33 ⁇ m, aspect ratio: 70)
- Mica (aminosilane treatment): MICAKET21P5 (manufactured by Yamaguchi Mica Co., Ltd., maximum side length on the maximum surface: 23 ⁇ m, maximum surface thickness: 0.33 ⁇ m, aspect ratio: 70)
- Talc MICROACE P-6 (manufactured by Nippon Talc Co., Ltd., longest side length on the maximum surface: 4 ⁇ m, maximum surface thickness: 0.13 ⁇ m, aspect ratio: 31)
- Talc (epoxy resin treatment): P-4 surface treated product (manufactured by Nippon Talc Co., Ltd., longest side length on
- Test Example 1 Bending test on a prismatic test piece (125 mm x 12 mm x 6 mm) using Tensilon (Orientec, Tensilon Universal Testing Machine RTC-1210A) based on JIS K7203 and setting the crosshead speed to 3 mm / min To obtain the flexural modulus.
- Tensilon Orientec, Tensilon Universal Testing Machine RTC-1210A
- JIS K7203 JIS K7203
- Test example 2 [loss factor] A flat test piece (127 mm ⁇ 12.7 mm ⁇ 1.2 mm) is fixed to a jig shown in FIG. 1 based on JIS G0602, and from a free vibration waveform of bending vibration by a one-end fixed impact vibration method. The loss factor was determined. The maximum value Xn of the response displacement was detected with a CCD laser displacement meter (manufactured by Keyence Corporation, LK-GD5000), and time analysis was performed with an FFT analyzer (manufactured by Air Brown, Photon II). The calculation section of the response displacement was set to 3.0 mm to 0.5 mm excluding the response displacement at the time of initial impact.
- the loss factor is preferably 0.05 or more, more preferably 0.06 or more, and it can be determined that the loss factor is high and vibration attenuation is fast. The higher the value, the higher the effect.
- Test Example 3 A propeller fan with a diameter of 150 mm (Phantec Corp., PF150-5P-R, ⁇ 3.18) molded by injection molding was used. The system was a type 3160, the amplifier was a type 2718, the vibrator was a type 4810, the acceleration sensor was a type 8001 (both manufactured by B & K), and a personal computer was used to control each device. The central part of the fan molded body was attached to the contact chip and fixed to the acceleration sensor, and then random excitation was applied, and the vibration dB was calculated from the vibration speed detected by the acceleration sensor in the range of 20 Hz to 12000 Hz. The measurement environment was controlled at 23 ° C., 0 ° C., or 40 ° C. with a thermostatic chamber (PU-3J, manufactured by Espec Corp.), and vibration dB at a resonance frequency of 300 Hz to 500 Hz was obtained. If the numerical value is small, it can be determined that the vibration is further reduced.
- PU-3J thermostatic chamber
- a sound collector custom made, SL-1370
- Test Example 5 [Loss coefficient temperature dependency test] For a flat test piece (127 mm ⁇ 12.7 mm ⁇ 1.6 mm), the loss factor was calculated by the half-width method from the peak of the secondary resonance of the frequency response function measured by the central excitation method based on JIS K7391. A system comprising Type 3160 as an oscillator, Type 2718 as an amplifier, Type 4810 as an exciter, Type 8001 as an acceleration sensor (type B800) was used, and loss coefficient measurement software MS18143 was used. The measurement environment was controlled by a thermostatic chamber (PU-3J, manufactured by Espec Corp.), and measurement was performed in a temperature range from 0 ° C to 80 ° C. If the loss factor is preferably 0.05 or more at each temperature, it can be determined that the loss factor is high and the vibration damping property is high.
- PU-3J thermostatic chamber
- Test Example 6 [Izod impact resistance] A prismatic test piece (63 mm ⁇ 13 mm ⁇ 6.4 mm) was subjected to an impact test using a Izod impact tester (manufactured by Yasuda Seiki Seisakusyo Co., Ltd.) with a notch of 13 mm based on JIS K7110. It can be judged that the larger the numerical value, the higher the impact strength.
- Test Example 7 [Fan Noise Test 2] The same propeller fan molded body as described above was used. The fan molded body was attached to the rotation shaft of a motor (AC motor manufactured by Kusatsu Electric), fixed as shown in FIG. 5, and rotated at each rotation speed. The noise generated at that time was collected with a sound level meter (4189-A-029 manufactured by B & K) at a position 100 mm wide and 200 mm below the fan, and subjected to FFT analysis. The measurement time was 60 seconds, the average number of times at one frequency was 358 points, and the frequency weighting characteristics were analyzed by A characteristics. Noise measurement was performed in a quiet space (environmental noise 40 dB).
- Test Example 8 [Fan structural member noise test] The same propeller fan as above (however, the material was ABS) was attached to the rotating shaft of a motor (AC motor manufactured by Kusatsu Electric) and fixed as shown in FIG.
- a plate having a width of 180 mm, a length of 100 mm, a height of 80 mm and a thickness of 20 mm was fixed as a structural member of the fan and used.
- Noise (noise level A dB) generated when rotating at each rotational speed was measured with a sound collector (custom made, SL-1370) located 200 mm wide and 200 mm below the fan. Noise measurement was performed in a quiet space (environmental noise 48 dB), and an average value for 5 seconds was obtained. The fan noise level at each rotation speed was measured. The results are shown in Table 11.
- Examples 1 to 32 had higher effects in both the flexural modulus and the loss factor than Comparative Examples 1 to 10. From this, it is possible to improve the rigidity and vibration damping properties and to create a fan with vibration noise prevention effect by blending various thermoplastic polyester resins with plasticizer and / or elastomer and inorganic filler. This suggests the application to various uses. Moreover, it turns out that it becomes possible by using a plasticizer and an elastomer together to make a loss factor higher, maintaining a high bending elastic modulus (Examples 14 and 15). From the comparison between Examples 3 and 21 to 14, it can be seen that the use of a plate-like filler among the inorganic fillers increases both the flexural modulus and the loss coefficient, and among these, mica is preferable.
- Examples 13 and 14 are less in vibration and noise even at the same frequency than Comparative Example 11, and are not only in the room temperature region but also in the low temperature region. It can be seen that there is sufficient damping effect even at high temperatures.
- the fan of the present invention has a high loss coefficient not only in the room temperature region but also in the low temperature region and the high temperature region.
- the use of a styrene / butadiene block copolymer (hydrogenated) increased the loss factor at low temperatures (Example 33). For this reason, a high vibration damping effect at a low temperature can be expected by using a fan manufactured using such a composition.
- the fan of the present invention can be suitably used for audio devices such as speakers, televisions, radio cassettes, headphones, audio components or microphones, products such as electric products, vehicles, buildings, industrial devices, or parts thereof. .
Abstract
ジカルボン酸成分とジオール成分とから構成される、例えば、ポリブチレンテレフタレート樹脂、ポリトリメチレンテレフタレート樹脂、ポリエチレンテレフタレート樹脂等の熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有してなるポリエステル樹脂組成物を含んでなるファン。本発明のファンは、構造部材として曲げ弾性率が高いにも係らず、振動時間が短いため、振動や音を発生する製品機器や装置、構造物において、振動や音の発生源周辺に配置したとしても、発生した振動を抑制し、その結果として製品・装置性能に関係する余計な振動、あるいは不快な振動や振動音、騒音・ノイズを低減する優れた効果を奏するものである。
Description
本発明は、ファンに関する。更に詳しくは、音響機器、電気製品、乗物、建築物、産業用機器等において用いられるファンに関する。
近年、各種機器の振動対策が要求されるようになっており、特に、自動車、家電製品、精密機器などの分野において必要とされている。一般的に、制振性の高い材料としては、金属板とゴム、アスファルト等の振動吸収素材を貼り合わせた材料や、あるいは金属板で振動吸収素材を挟み込んだ制振鋼板のような複合型材料が挙げられる。これらの制振材料は高剛性の金属板で形を保持し、振動吸収素材で振動を吸収する。また金属のみでも、双晶や強磁性を利用して運動エネルギーを熱エネルギーに転化させ振動を吸収する合金型材料が挙げられる。ただし複合型材料は異なった素材を貼り合わせるために成形加工性に制限があり、かつ金属鋼板を用いているため、製品自体が重くなる問題があった。また合金型材料も金属のみを用いているため重く、さらに制振性能としては不十分であった。
また、各種製品の構造部材に用いられるものとして、ファンがある。従来使用しているファン翼は使用に耐えうる高強度、高弾性率は達成していても、主としてその静粛化においては大きな課題があった。近年送風冷却ファンの使用においては装置の処理能力の高性能化に伴う回路の発熱量の増大や、小型化に伴う高速回転から、益々静粛性が求められるようになっている。しかし、これらの材料は、それ自体ではファン翼の発する振動騒音を抑制する機能を十分には有していないため、ファンの振動騒音を低減する試みが行われてきた。
これまでに、ファンの形状を変え、振動音を低減するファンの発明が行われている(特許文献1参照)。この発明では、ファンから発生する振動を抑制しながら高い送風効率を実現することは困難であった。
また、ファンの発する疎密波の位相を検出しこれを打ち消す信号を別途生成するアクティブ制御による位相制御回路の発明についても報告されていた(特許文献2参照)。この方法では、ファン以外の位相制御装置が必要となるため、コストの点と、アクティブ制御回路の電源が必要になる点等から課題が残されていた。
そのため、ファンの騒音・振動抑制のため、ファンに付帯させる制振材料が検討されてきた。例えばファンの表面に、制振性を有するシートを接着させる方法が開示されている(特許文献3、特許文献4参照)。しかしながら、ファンの回転時の衝撃で、制振シートがファンから剥がれるなど、長期間にわたる使用の際の安定性に問題があった。また、制振効果のある塗料をファンの表面に塗布し、制振性の膜を形成するという方法も報告されていた(特許文献5参照)。この場合、高い制振効果を実現するためには制振効果のある塗料を厚く塗らなくてはならないが、厚くするほどファンの表面から塗料が剥離し易くなるなどの問題点があった。
これに対し、ファンそのものの構成材料に制振性を持たせて、振動音を低減する手法として、特許文献6には、ポリアミド系ポリマーアロイに双極子モーメントを増大させる活性成分を配合した制振性樹脂組成物から成る静音ファンの発明が記載されている。この場合、樹脂とゴムの混合物であるため流動性が高く、弾性率が低くなる。逆にファン翼としての使用に耐えうる程度に弾性率を高めようとすると制振性能が低下するという欠点がある。特許文献6に記載の静音ファンにおいても、ファン翼として必要な弾性率を確保した結果、その制振効果は十分でなく、実施例に見られる最も良好な結果においても騒音レベルの低減は-0.9dB(A)、音圧にして10%弱の制振効果が認められるにとどまっている。
本発明は、曲げ弾性率が高いにも係らず、優れた振動減衰特性を有するファンに関する。
本発明は、下記〔1〕~〔2〕に関する。
〔1〕 ジカルボン酸成分とジオール成分とから構成される熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有してなるポリエステル樹脂組成物を含んでなるファン。
〔2〕 前記〔1〕記載のファンを用いることを特徴とする、振動音の低減方法。
〔1〕 ジカルボン酸成分とジオール成分とから構成される熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有してなるポリエステル樹脂組成物を含んでなるファン。
〔2〕 前記〔1〕記載のファンを用いることを特徴とする、振動音の低減方法。
本発明のファンは、構造部材として曲げ弾性率が高いにも係らず、振動時間が短いため、振動や音を発生する製品機器や装置、構造物において、振動や音の発生源周辺に配置したとしても、発生した振動を抑制し、その結果として製品・装置性能に関係する余計な振動、あるいは不快な振動や振動音、騒音・ノイズを低減する優れた効果を奏するものである。
また、ファンそのものに振動が加わった時に発生する振動を抑制し、その効果によって、ファンが回転する際の余計な、あるいは不快な振動音やノイズを低減することができる。
また更に、ファンが回転する際、回転数やファンの羽の枚数から算出される周波数において回転振動音や干渉騒音などの回転騒音が大きくなる。この周波数と成形体の共振周波数が重なった時にさらに振動音やノイズが大きくなると考えられるが、本発明のファンを用いることで振動や騒音・ノイズを低減することができる。
本発明のファンは、ジカルボン酸成分とジオール成分とから構成される熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物で構成される。本明細書において、かかる樹脂組成物で構成されたファンのことを本発明のファンと記載することもある。
一般的に樹脂に無機充填剤を添加すると、樹脂組成物全体の弾性率が向上する一方で、損失係数が低下する。この損失係数の低下は、充填剤の添加により、樹脂組成物中の樹脂の割合が減少するため、樹脂部分でのエネルギー損失量が減少することによるものである。そこで、本発明では、かかる系に、可塑剤及び/又はエラストマーを添加することで、柔軟性を付与してエネルギー損失を起こりやすくし、樹脂組成物の弾性率を高めながら、損失係数の低下を抑制することが出来ることを見出した。さらに、本発明のファンにおいては、樹脂あるいは可塑剤及び/又はエラストマーと無機充填剤の間の界面における摩擦が発生してエネルギー損失が起こり、よりいっそうの損失係数の低下が抑制されると推定される。
以下に、本発明のファンを構成するポリエステル樹脂組成物について説明する。
〔ポリエステル樹脂組成物〕
[熱可塑性ポリエステル樹脂(A)]
本発明における熱可塑性ポリエステル樹脂(A)は、ジカルボン酸成分とジオール成分とから構成され、ジカルボン酸成分とジオール成分の重縮合の組み合わせにより得ることができる。なお、本明細書において、ジカルボン酸成分とは、ジカルボン酸及びその低級エステル誘導体を含み、これらを総称してジカルボン酸成分とする。
[熱可塑性ポリエステル樹脂(A)]
本発明における熱可塑性ポリエステル樹脂(A)は、ジカルボン酸成分とジオール成分とから構成され、ジカルボン酸成分とジオール成分の重縮合の組み合わせにより得ることができる。なお、本明細書において、ジカルボン酸成分とは、ジカルボン酸及びその低級エステル誘導体を含み、これらを総称してジカルボン酸成分とする。
熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分としては、脂肪族ジカルボン酸、脂環式ジカルボン酸、芳香族ジカルボン酸、フラン環を有するジカルボン酸を用いることができる。具体的には、脂肪族ジカルボン酸としては、総炭素数が2~26の脂肪族ジカルボン酸が好ましく、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、エイコサンジオン酸、ピメリン酸、アゼライン酸、メチルマロン酸、エチルマロン酸が挙げられる。脂環式ジカルボン酸としては、総炭素数が5~26の脂環式ジカルボン酸が好ましく、例えば、アダマンタンジカルボン酸、ノルボルネンジカルボン酸、シクロヘキサンジカルボン酸、デカリンジカルボン酸が挙げられる。芳香族ジカルボン酸としては、総炭素数が8~26の芳香族ジカルボン酸が好ましく、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、4,4’-ジフェニルジカルボン酸、4,4’-ジフェニルエーテルジカルボン酸、5-ナトリウムスルホイソフタル酸、フェニルエンダンジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、9,9’-ビス(4-カルボキシフェニル)フルオレン酸が挙げられる。フラン環を有するジカルボン酸としては、総炭素数が6~26のフラン環を有するジカルボン酸が好ましく、例えば、2,5-フランジカルボン酸が挙げられる。これらは、単独で又は2種以上組み合わせて用いることができる。なかでも、熱可塑性ポリエステル樹脂(A)のTgを向上し、剛性を向上させる観点から、コハク酸、グルタル酸、アジピン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上が好ましく、コハク酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、2,6-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上がより好ましく、テレフタル酸及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種が更に好ましい。
熱可塑性ポリエステル樹脂(A)を構成するジオール成分としては、脂肪族ジオール、脂環式ジオール、芳香族ジオール、フラン環を有するジオールを用いることができる。具体的には、脂肪族ジオールとしては、総炭素数が2~26の脂肪族ジオール及びポリアルキレングリコールが好ましく、例えば、エチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、1,4-ブタンジオール、1,2-ブタンジオール、1,3-ブタンジオール、ネオペンチルグリコール、1,5-ペンタンジオール、1,6-ヘキサンジオール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコールが挙げられる。脂環式ジオールとしては、総炭素数が3~26の脂環式ジオールが好ましく、例えば、シクロヘキサンジメタノール、水添ビスフェノールA、スピログリコール、イソソルバイドが挙げられる。芳香族ジオールとしては、総炭素数が6~26の芳香族ジオールが好ましく、例えば、ビスフェノールA、ビスフェノールAアルキレンオキシド付加物、1,3-ベンゼンジメタノール,1,4-ベンゼンジメタノール、9,9’-ビス(4-ヒドロキシフェニル)フルオレン、2,2’ビス(4’-β-ヒドロキシエトキシフェニル)プロパンが挙げられる。フラン環を有するジオールとしては、総炭素数が4~26のフラン環を有するジオールが好ましく、例えば、2,5-ジヒドロキシフランが挙げられる。これらは、単独で又は2種以上組み合わせて用いることができる。なかでも、制振性向上の観点から、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、イソソルバイド、ビスフェノールA、ビスフェノールAアルキレンオキシド付加物、1,3-ベンゼンジメタノール、1,4-ベンゼンジメタノール、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上が好ましく、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上がより好ましい。
また、ジカルボン酸成分とジオール成分の組み合わせとしては、熱可塑性ポリエステル樹脂(A)のTgを向上し、剛性を向上させる観点から、芳香族環、脂環、フラン環をジカルボン酸又はジオールのどちらか一方に又は両方に含むことが好ましい。具体的には、ジカルボン酸成分が芳香族ジカルボン酸、脂環式ジカルボン酸、及びフラン環を有するジカルボン酸からなる群より選ばれる1種又は2種以上である場合には、好ましくは脂肪族ジオール、芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは脂肪族ジオール及び芳香族ジオールからなる群より選ばれる1種又は2種以上との組み合わせである。ジカルボン酸成分が脂肪族ジカルボン酸である場合には、好ましくは芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは芳香族ジオールの1種又は2種以上との組み合わせである。
前記ジカルボン酸成分と前記ジオール成分との重縮合は、特に限定はなく、公知の方法に従って行うことができる。
得られる熱可塑性ポリエステル樹脂(A)は、自ら形状支持を可能とする剛性を付与し、成形加工性を向上する観点、及び耐熱性を向上する観点から、ガラス転移温度(Tg)が好ましくは20℃以上、より好ましくは25℃以上、更に好ましくは30℃以上、より更に好ましくは35℃以上である。また、制振性を向上させる観点から、好ましくは160℃以下、より好ましくは150℃以下、更に好ましくは140℃以下、より更に好ましくは130℃以下である。ガラス転移温度が前記温度となるようにするには、ポリエステル樹脂の骨格構造をコントロールすることが有効である。例えば、芳香族ジカルボン酸成分や脂環式ジオール成分などの剛直な成分を原料として用いて熱可塑性ポリエステル樹脂を調製すると、ガラス転移温度を高くすることが可能である。なお、本明細書において、樹脂及びエラストマーのガラス転移温度は、後述の実施例に記載の方法に従って測定することができる。
また、本発明における熱可塑性ポリエステル樹脂(A)は、結晶性を有することが好ましい。一般に樹脂の結晶部と非晶部には弾性率に差があることから、非晶部あるいは結晶部のみで構成される樹脂マトリックスは、均一構造のために、振動に対して大きなひずみが生じることなくエネルギー損失が小さいものである。一方、結晶部と非晶部が混在する樹脂マトリックスは、弾性率が異なる不均一な連続モルフォロジーが形成されることになり、振動が与えられた際には弾性率の低い非晶部において局所的に大きなひずみが生じ、その結果、ひずみに基づくせん断摩擦が発生してエネルギー損失が向上することになる。よって、熱可塑性ポリエステル樹脂は一般に非晶部の割合が多いものであるが、本発明では結晶性を持たせることで、樹脂マトリックスのエネルギー損失をより向上させることが可能になると考えられる。また、本発明では、可塑剤及び/又はエラストマー(B)が分散されているので、非晶部が柔軟化又は前記成分(B)により柔軟性が付与され、より弾性率が低下して前記効果が増大することから損失係数が更に大きくなると推測され、より制振性及び振動音防止性に優れたファンを得ることができる。結晶性を有する熱可塑性ポリエステル樹脂を調製する方法としては、ジカルボン酸成分とジオール成分を純度の高いものを用いる方法、側鎖の少ないジカルボン酸成分及びジオール成分を用いる方法が挙げられる。なお、本明細書において、結晶性を有するとは、JIS K7122(1999)に準じて、昇温速度20℃/minで樹脂を25℃から300℃まで加熱し、その状態で5分間保持後、次いで25℃以下となるよう-20℃/minで冷却したとき、結晶化に伴う発熱ピークが観察される樹脂のことである。より詳しくは、発熱ピークの面積から求められる結晶化エンタルピーΔHmcが1J/g以上となる樹脂のことをいう。本発明を構成する熱可塑性ポリエステル樹脂(A)は、結晶化エンタルピーΔHmcが好ましくは5J/g以上、より好ましくは10J/g以上、更に好ましくは15J/g以上、更に好ましくは30J/g以上の樹脂を用いるのがよい。
熱可塑性ポリエステル樹脂(A)の具体例としては、剛性、耐熱性、制振性の観点から、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート(PET樹脂、Tg:70℃)、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート(PTT樹脂、Tg:50℃)、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート(PBT樹脂、Tg:50℃)、テレフタル酸と1,4-シクロヘキサンジメタノールから構成される1,4-シクロヘキサンジメチレンテレフタレート(PCT樹脂、Tg:95℃)、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート(PEN樹脂、Tg:121℃)、2,6-ナフタレンジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンナフタレート(PBN樹脂、Tg:78℃)、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエート(PEF樹脂、Tg:87℃)、2,5-フランジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンフラノエート(PBF樹脂、Tg:35℃)が好ましく、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエートがより好ましい。これらは、単独で又は2種以上組み合わせて用いることができる。
熱可塑性ポリエステル樹脂(A)の含有量は、損失係数を向上させる観点から、ファンを構成するポリエステル樹脂組成物中、50質量%以上が好ましく、55質量%以上がより好ましく、60質量%以上が更に好ましい。また、弾性率を向上させる観点から、90質量%以下が好ましく、80質量%以下がより好ましく、75質量%以下が更に好ましく、70質量%以下が更に好ましい。
[可塑剤及び/又はエラストマー(B)]
本発明における成分(B)としては、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上を用いる。なお、本明細書において、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上のことを、まとめて成分(B)と記載することもある。
本発明における成分(B)としては、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上を用いる。なお、本明細書において、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上のことを、まとめて成分(B)と記載することもある。
(可塑剤)
本発明における可塑剤としては、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び下記一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含むことが好ましい。
本発明における可塑剤としては、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び下記一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含むことが好ましい。

(式中、A1及びA2は、それぞれ独立して、炭素数4以上18以下のアルキル基、炭素数7以上18以下のアラルキル基、又はそれらの(ポリ)オキシアルキレン付加物とのモノ又はジエーテルを示し、nは0又は1であり、Xは、-SO2-、-O-、-CR1R2-、-S-のいずれかを示し、ここでR1及びR2は、それぞれ独立して、H又は炭素数4以下のアルキル基であり、R3及びR4は、それぞれ独立して、-O-、-CO-、-CH2-のいずれかを示す)
ポリエステル系可塑剤の具体例としては、好ましくは炭素数2~12、より好ましくは炭素数2~6のジカルボン酸と、好ましくは炭素数2~12、より好ましくは炭素数2~6のジアルコール又はその(ポリ)オキシアルキレン付加物とによるポリエステルなどを挙げることができる。ジカルボン酸としては、コハク酸、アジピン酸、セバシン酸、フタル酸、テレフタル酸、イソフタル酸などが挙げられ、ジアルコールとしては、プロピレングリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,6-ヘキサンジオール、エチレングリコール、ジエチレングリコール、トリエチレングリコールなどを挙げることができる。また、ポリエステル末端の水酸基やカルボキシ基をモノカルボン酸やモノアルコールでエステル化して、封鎖していてもよい。
多価アルコールエステル系可塑剤の具体例としては、多価アルコール又はその(ポリ)オキシアルキレン付加物と、好ましくは炭素数1~12、より好ましくは炭素数1~6、更に好ましくは炭素数1~4のモノカルボン酸とのモノ、ジ又はトリエステルなどを挙げることができる。多価アルコールとしては、ポリエチレングリコール、ポリプロピレングリコール、グリセリン、上記ジアルコール等を挙げることができる。モノカルボン酸としては、酢酸、プロピオン酸などを挙げることができる。
多価カルボン酸エステル系可塑剤としては、多価カルボン酸と、好ましくは炭素数1~12、より好ましくは炭素数1~6、更に好ましくは炭素数1~4のモノアルコール又はその(ポリ)オキシアルキレン付加物とのモノ、ジ又はトリエステルなどを挙げることができる。多価カルボン酸としては、トリメリット酸、上記ジカルボン酸等を挙げることができる。モノアルコールとしては、メタノール、エタノール、1-プロパノール、1-ブタノール、及び2-エチルヘキサノールなどを挙げることができる。
一般式(I)におけるA1及びA2は、それぞれ独立して、炭素数4以上18以下のアルキル基、炭素数7以上18以下のアラルキル基、又はそれらの(ポリ)オキシアルキレン付加物とのモノ又はジエーテルを示す。
炭素数4以上18以下のアルキル基は、直鎖であっても分岐鎖であってもよい。アルキル基の炭素数は、4以上18以下であるが、結晶化速度向上の観点から、好ましくは6以上であり、耐ブリード性の観点から、好ましくは15以下、より好ましくは12以下、更に好ましくは10以下である。具体的には、ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基、ウンデシル基、ドデシル基、ヘキサデシル基、オクタデシル基等が例示される。
炭素数7以上18以下のアラルキル基は、結晶化速度向上の観点から、炭素数が好ましくは8以上であり、また、耐ブリード性の観点から、好ましくは15以下、より好ましくは12以下、更に好ましくは10以下である。具体的には、ベンジル基、フェネチル基、フェニルプロピル基、フェニルペンチル基、フェニルヘキシル基、フェニルヘプチル基、フェニルオクチル基等が例示される。
また、前記アルキル基又はアラルキル基の(ポリ)オキシアルキレン付加物とのモノ又はジエーテルとは、好ましくは炭素数2~10、より好ましくは炭素数2~6、更に好ましくは2~4のアルキレン基を有する(ポリ)オキシアルキレン基とのエーテルが挙げられる。尚、(ポリ)オキシアルキレン基とは、オキシアルキレン基又はポリオキシアルキレン基を意味する。
一般式(I)におけるnは0又は1である。
一般式(I)におけるXは、-SO2-、-O-、-CR1R2-、-S-のいずれかを示し、好ましくは、-SO2-、-O-である。ここでR1及びR2は、それぞれ独立して、H又は炭素数4以下のアルキル基である。炭素数4以下のアルキル基としては、直鎖であっても分岐鎖であってもよく、例えば、メチル基、エチル基、プロピル基、ブチル基が例示される。
一般式(I)におけるR3及びR4は、それぞれ独立して、-O-、-CO-、-CH2-のいずれかを示す。
一般式(I)で表される化合物の具体例としては、例えば、以下の化合物が挙げられる。

これらのポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び下記一般式(I)で表される化合物は、公知の方法に従って調製することができる。また、市販品を用いてもよい。
また、可塑剤としては、損失係数を向上させる観点から、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含み、より好ましくは、(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含む。ここで、オキシアルキレン基としては、好ましくは炭素数2~10、より好ましくは炭素数2~6、更に好ましくは2~4のアルキレン基を有するもので、オキシエチレン基、オキシプロピレン基又はオキシブチレン基が更に好ましく、オキシエチレン基又はオキシプロピレン基がより更に好ましい。
また更に、可塑剤としては、損失係数を向上させる観点から、以下の化合物群(A)~(C)からなる群より選ばれる1種又は2種以上を含むことが好ましく、また以下の化合物群(A)及び(B)からなる群より選ばれる1種又は2種以上を含むことがより好ましい。2種以上を組み合わせて用いる場合は、同じ化合物群同士でも異なる化合物群同士であってもよい。
化合物群(A) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物
化合物群(B) 式(II):
R5O-CO-R6-CO-〔(OR7)mO-CO-R6-CO-〕nOR5 (II)
(式中、R5は炭素数が1~4のアルキル基、R6は炭素数が2~4のアルキレン基、R7は炭素数が2~6のアルキレン基であり、mは1~6の数、nは1~12の数を示し、但し、全てのR6は同一でも異なっていてもよく、全てのR7は同一でも異なっていてもよい)
で表される化合物
化合物群(C) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分がモノアルコールであるエステル化合物
化合物群(A) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物
化合物群(B) 式(II):
R5O-CO-R6-CO-〔(OR7)mO-CO-R6-CO-〕nOR5 (II)
(式中、R5は炭素数が1~4のアルキル基、R6は炭素数が2~4のアルキレン基、R7は炭素数が2~6のアルキレン基であり、mは1~6の数、nは1~12の数を示し、但し、全てのR6は同一でも異なっていてもよく、全てのR7は同一でも異なっていてもよい)
で表される化合物
化合物群(C) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分がモノアルコールであるエステル化合物
化合物群(A)
化合物群(A)に含まれるエステル化合物としては、分子中に2個以上のエステル基を有する多価アルコールエステル又は多価カルボン酸エーテルエステルであって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物が好ましい。
化合物群(A)に含まれるエステル化合物としては、分子中に2個以上のエステル基を有する多価アルコールエステル又は多価カルボン酸エーテルエステルであって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物が好ましい。
具体的な化合物としては、酢酸とグリセリンのエチレンオキサイド平均3~6モル付加物(水酸基1個あたりエチレンオキサイドを1~2モル付加)とのエステル、酢酸とエチレンオキサイドの平均付加モル数が4~6のポリエチレングリコールとのエステル、コハク酸とエチレンオキサイドの平均付加モル数が2~3のポリエチレングリコールモノメチルエーテル(水酸基1個あたりエチレンオキサイドを2~3モル付加)とのエステル、アジピン酸とジエチレングリコールモノメチルエーテルとのエステル、テレフタル酸とエチレンオキサイドの平均付加モル数が2~3のポリエチレングリコールモノメチルエーテル(水酸基1個あたりエチレンオキサイドを2~3モル付加)とのエステル、1,3,6-ヘキサントリカルボン酸とジエチレングリコールモノメチルエーテルとのエステルが好ましい。
化合物群(B)
式(II)におけるR5は、炭素数が1~4のアルキル基を示し、1分子中に2個存在して、分子の両末端に存在する。R5は炭素数が1~4であれば、直鎖であっても分岐鎖であってもよい。アルキル基の炭素数としては、耐着色性及び可塑化効果を発現させる観点から、1~4が好ましく、1~2がより好ましい。具体的には、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、sec-ブチル基、tert-ブチル基、iso-ブチル基が挙げられ、なかでも、損失係数を向上させる観点から、メチル基及びエチル基が好ましく、メチル基がより好ましい。
式(II)におけるR5は、炭素数が1~4のアルキル基を示し、1分子中に2個存在して、分子の両末端に存在する。R5は炭素数が1~4であれば、直鎖であっても分岐鎖であってもよい。アルキル基の炭素数としては、耐着色性及び可塑化効果を発現させる観点から、1~4が好ましく、1~2がより好ましい。具体的には、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、sec-ブチル基、tert-ブチル基、iso-ブチル基が挙げられ、なかでも、損失係数を向上させる観点から、メチル基及びエチル基が好ましく、メチル基がより好ましい。
式(II)におけるR6は、炭素数が2~4のアルキレン基を示し、直鎖のアルキレン基が好適例として挙げられる。具体的には、エチレン基、1,3-プロピレン基、1,4-ブチレン基が挙げられ、損失係数を向上させる観点から、エチレン基、1,3-プロピレン基、1,4-ブチレン基が好ましく、エチレン基がより好ましい。但し、全てのR6は同一でも異なっていてもよい。
式(II)におけるR7は、炭素数が2~6のアルキレン基を示し、OR7はオキシアルキレン基として、繰り返し単位中に存在する。R7は炭素数が2~6であれば、直鎖であっても分岐鎖であってもよい。アルキレン基の炭素数としては、損失係数を向上させる観点から、2~6が好ましく、2~3がより好ましい。具体的には、エチレン基、1,2-プロピレン基、1,3-プロピレン基、1,2-ブチレン基、1,3-ブチレン基、1,4-ブチレン基、2-メチル-1,3-プロピレン基、1,2-ペンチレン基、1,4-ペンチレン基、1,5-ペンチレン基、2,2-ジメチル-1,3-プロピレン基、1,2-ヘキシレン基、1,5-ヘキシレン基、1,6-ヘキシレン基、2,5-ヘキシレン基、3-メチル-1,5-ペンチレン基が挙げられ、なかでも、エチレン基、1,2-プロピレン基、1,3-プロピレン基が好ましい。但し、全てのR7は同一でも異なっていてもよい。
mはオキシアルキレン基の平均の繰り返し数を示し、耐熱性の観点から、1~6の数が好ましく、1~4の数がより好ましく、1~3の数が更に好ましい。
nは繰り返し単位の平均の繰り返し数(平均重合度)を示し、1~12の数である。制振材料として、損失係数を向上させる観点から、1~12の数が好ましく、1~6の数がより好ましく、1~5の数が更に好ましい。平均重合度は、NMR等の分析によって求めてもよいが、後述の実施例に記載の方法に従って算出することができる。
式(II)で表される化合物の具体例としては、R5が全てメチル基、R6がエチレン基又は1,4-ブチレン基、R7がエチレン基又は1,3-プロピレン基であって、mが1~4の数、nが1~6の数である化合物が好ましく、R5が全てメチル基、R6がエチレン基又は1,4-ブチレン基、R7がエチレン基又は1,3-プロピレン基であって、mが1~3の数、nが1~5の数である化合物がより好ましい。
式(II)で表される化合物は、前記構造を有するのであれば特に限定ないが、下記(1)~(3)の原料を反応させて得られるものが好ましい。尚、(1)と(2)とは、又は(2)と(3)とは、エステル化合物を形成していてもよい。(2)は、酸無水物や酸ハロゲン化物であってもよい。
(1)炭素数が1~4のアルキル基を有する一価アルコール
(2)炭素数が2~4のアルキレン基を有するジカルボン酸
(3)炭素数が2~6のアルキレン基を有する二価アルコール
(1)炭素数が1~4のアルキル基を有する一価アルコール
(2)炭素数が2~4のアルキレン基を有するジカルボン酸
(3)炭素数が2~6のアルキレン基を有する二価アルコール
(1)炭素数が1~4のアルキル基を有する一価アルコール
炭素数が1~4のアルキル基を有する一価アルコールとしては、前記R5を含むアルコールであり、具体的には、メタノール、エタノール、1-プロパノール、2-プロパノール、1-ブタノール、2-ブタノール、2-メチル-1-プロパノール、tert-ブタノールが挙げられる。なかでも、損失係数を向上させる観点から、メタノール、エタノール、1-プロパノール、1-ブタノールが好ましく、メタノール、エタノールがより好ましく、メタノールが更に好ましい。
炭素数が1~4のアルキル基を有する一価アルコールとしては、前記R5を含むアルコールであり、具体的には、メタノール、エタノール、1-プロパノール、2-プロパノール、1-ブタノール、2-ブタノール、2-メチル-1-プロパノール、tert-ブタノールが挙げられる。なかでも、損失係数を向上させる観点から、メタノール、エタノール、1-プロパノール、1-ブタノールが好ましく、メタノール、エタノールがより好ましく、メタノールが更に好ましい。
(2)炭素数が2~4のアルキレン基を有するジカルボン酸
炭素数が2~4のアルキレン基を有するジカルボン酸としては、前記R6を含むジカルボン酸であり、具体的には、コハク酸、グルタル酸、アジピン酸、及びそれらの誘導体、例えば、コハク酸無水物、グルタル酸無水物、コハク酸ジメチル、コハク酸ジブチル、グルタル酸ジメチル、アジピン酸ジメチル等が挙げられる。なかでも、損失係数を向上させる観点から、コハク酸、アジピン酸及びそれらの誘導体、例えば、コハク酸無水物、コハク酸ジメチル、コハク酸ジブチル、アジピン酸ジメチルが好ましく、コハク酸及びその誘導体、例えば、コハク酸無水物、コハク酸ジメチル、コハク酸ジブチルがより好ましい。
炭素数が2~4のアルキレン基を有するジカルボン酸としては、前記R6を含むジカルボン酸であり、具体的には、コハク酸、グルタル酸、アジピン酸、及びそれらの誘導体、例えば、コハク酸無水物、グルタル酸無水物、コハク酸ジメチル、コハク酸ジブチル、グルタル酸ジメチル、アジピン酸ジメチル等が挙げられる。なかでも、損失係数を向上させる観点から、コハク酸、アジピン酸及びそれらの誘導体、例えば、コハク酸無水物、コハク酸ジメチル、コハク酸ジブチル、アジピン酸ジメチルが好ましく、コハク酸及びその誘導体、例えば、コハク酸無水物、コハク酸ジメチル、コハク酸ジブチルがより好ましい。
(3)炭素数が2~6のアルキレン基を有する二価アルコール
炭素数が2~6のアルキレン基を有する二価アルコールとしては、前記R7を含む二価アルコールであり、具体的には、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、2-メチル-1,3-プロパンジオール、2,2-ジメチル-1,3-プロパンジオール、1,2-ブタンジオール、1,3-ブタンジオール、1,4-ブタンジオール、1,2-ペンタンジオール、1,4-ペンタンジオール、1,5-ペンタンジオール、2,5-ヘキサンジオール、1,6-ヘキサンジオール、3-メチル-1,5-ペンタンジオールが挙げられる。なかでも、損失係数を向上させる観点から、ジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、テトラエチレングリコール、1,4-ブタンジオールが好ましく、ジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオールがより好ましく、ジエチレングリコール、トリエチレングリコール、1,3-プロパンジオールが更に好ましい。
炭素数が2~6のアルキレン基を有する二価アルコールとしては、前記R7を含む二価アルコールであり、具体的には、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、2-メチル-1,3-プロパンジオール、2,2-ジメチル-1,3-プロパンジオール、1,2-ブタンジオール、1,3-ブタンジオール、1,4-ブタンジオール、1,2-ペンタンジオール、1,4-ペンタンジオール、1,5-ペンタンジオール、2,5-ヘキサンジオール、1,6-ヘキサンジオール、3-メチル-1,5-ペンタンジオールが挙げられる。なかでも、損失係数を向上させる観点から、ジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、テトラエチレングリコール、1,4-ブタンジオールが好ましく、ジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオールがより好ましく、ジエチレングリコール、トリエチレングリコール、1,3-プロパンジオールが更に好ましい。
よって、前記(1)~(3)としては、
(1)一価アルコールがメタノール、エタノール、1-プロパノール、及び1-ブタノールからなる群より選ばれる1種又は2種以上であり、(2)ジカルボン酸がコハク酸、アジピン酸、グルタル酸、及びそれらの誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、テトラエチレングリコール、及び1,4-ブタンジオールからなる群より選ばれる1種又は2種以上であることが好ましく、
(1)一価アルコールがメタノール及びエタノールからなる群より選ばれる1種又は2種であり、(2)ジカルボン酸がコハク酸、アジピン酸、及びそれらの誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、及び1,3-プロパンジオールからなる群より選ばれる1種又は2種以上であることがより好ましく、
(1)一価アルコールがメタノールであり、(2)ジカルボン酸がコハク酸及びその誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、及び1,3-プロパンジオールからなる群より選ばれる1種又は2種以上であることが更に好ましい。
(1)一価アルコールがメタノール、エタノール、1-プロパノール、及び1-ブタノールからなる群より選ばれる1種又は2種以上であり、(2)ジカルボン酸がコハク酸、アジピン酸、グルタル酸、及びそれらの誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、テトラエチレングリコール、及び1,4-ブタンジオールからなる群より選ばれる1種又は2種以上であることが好ましく、
(1)一価アルコールがメタノール及びエタノールからなる群より選ばれる1種又は2種であり、(2)ジカルボン酸がコハク酸、アジピン酸、及びそれらの誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、1,2-プロパンジオール、及び1,3-プロパンジオールからなる群より選ばれる1種又は2種以上であることがより好ましく、
(1)一価アルコールがメタノールであり、(2)ジカルボン酸がコハク酸及びその誘導体からなる群より選ばれる1種又は2種以上であり、(3)二価アルコールがジエチレングリコール、トリエチレングリコール、及び1,3-プロパンジオールからなる群より選ばれる1種又は2種以上であることが更に好ましい。
前記(1)~(3)を反応させて式(II)で表されるエステル化合物を得る方法としては、特に限定はないが、例えば、以下の態様1及び態様2の方法が挙げられる。
態様1:(2)ジカルボン酸と(1)一価アルコールのエステル化反応を行ってジカルボン酸エステルを合成する工程と、得られたジカルボン酸エステルと(3)二価アルコールをエステル化反応させる工程を含む方法
態様2:(1)一価アルコール、(2)ジカルボン酸、及び(3)二価アルコールを一括反応させる工程を含む方法
態様1:(2)ジカルボン酸と(1)一価アルコールのエステル化反応を行ってジカルボン酸エステルを合成する工程と、得られたジカルボン酸エステルと(3)二価アルコールをエステル化反応させる工程を含む方法
態様2:(1)一価アルコール、(2)ジカルボン酸、及び(3)二価アルコールを一括反応させる工程を含む方法
これらのなかでも、平均重合度を調整する観点から、態様1の方法が好ましい。なお、前記した各工程の反応は、公知の方法に従って行うことができる。
式(II)で表される化合物は、酸価が、損失係数を向上させる観点から、好ましくは1.50mgKOH/g以下、より好ましくは1.00mgKOH/g以下であり、水酸基価が、損失係数を向上させる観点から、好ましくは10.0mgKOH/g以下、より好ましくは5.0mgKOH/g以下、更に好ましくは3.0mgKOH/g以下である。なお、本明細書において、可塑剤の酸価及び水酸基価は、後述の実施例に記載の方法に従って測定することができる。
また、式(II)で表される化合物の数平均分子量は、損失係数を向上させる観点から、耐着色性の観点から、好ましくは300~1500、より好ましくは300~1000である。なお、本明細書において、可塑剤の数平均分子量は、後述の実施例に記載の方法に従って算出することができる。
式(II)で表される化合物のケン化価は、損失係数を向上させる観点から、500~800mgKOH/gが好ましく、550~750mgKOH/gがより好ましい。なお、本明細書において、可塑剤のケン化価は、後述の実施例に記載の方法に従って測定することができる。
式(II)で表される化合物は、損失係数を向上させる観点から、2個の分子末端に対するアルキルエステル化率(末端アルキルエステル化率)が、好ましくは95%以上、より好ましくは98%以上である。なお、本明細書において、可塑剤の末端アルキルエステル化率は、後述の実施例に記載の方法に従って算出することができる。
式(II)で表される化合物のエーテル基価は、振動時間を短縮する観点から、0~8mmol/gが好ましく、0~6mmol/gがより好ましい。なお、本明細書において、可塑剤のエーテル基価は、後述の実施例に記載の方法に従って算出することができる。
化合物群(C)
化合物群(C)に含まれるエステル化合物としては、具体的には、アジピン酸と2-エチルヘキサノールとのエステル(実施例:DOA)、フタル酸と2-エチルヘキサノールとのエステル(実施例:DOP)が好ましい。
化合物群(C)に含まれるエステル化合物としては、具体的には、アジピン酸と2-エチルヘキサノールとのエステル(実施例:DOA)、フタル酸と2-エチルヘキサノールとのエステル(実施例:DOP)が好ましい。
可塑剤中、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、より好ましくは(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、ならびに前記化合物群(A)~(C)からなる群より選ばれる1種又は2種以上の化合物の含有量は、損失係数を向上させる観点から、好ましくは50質量%以上、より好ましくは80質量%以上、更に好ましくは90質量%以上、更に好ましくは95質量%以上、更に好ましくは実質的に100質量%であり、更に好ましくは100質量%である。ここで実質的に100質量%とは不可避的に微量の不純物等を含んでいる状態を言う。なお、本明細書において、前記可塑剤の含有量とは、複数の化合物が含有される場合には、総含有量のことを意味する。
可塑剤を添加することで室温領域の損失係数を向上させるだけでなく、低温領域や高温領域などの広い温度領域において同時に損失係数を向上させることができる。可塑剤の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、広い温度領域にわたって損失係数を向上させる観点から、好ましくは1質量部以上、より好ましくは3質量部以上、更に好ましくは5質量部以上、更に好ましくは10質量部以上、更に好ましくは15質量部以上、更に好ましくは18質量部以上であり、曲げ弾性率の低下を抑制する観点から、好ましくは50質量部以下、より好ましくは40質量部以下、更に好ましくは30質量部以下、更に好ましくは25質量部以下である。
また、高分子の温度-周波数の換算から、広い温度領域で高い損失係数が発現することは広い周波数領域でも発現することが同様に言えるため、広い周波数領域にわたって高い損失係数を実現する観点からも、前記範囲内で可塑剤を添加することが好ましい。またさらに、可塑剤を添加することで、樹脂の柔軟性が向上されて衝撃強度が向上することから、高い損失係数、高い弾性率に加え、高い衝撃強度を保つ観点からも好ましい。
さらに、可塑剤を添加することで、流動性が向上し、射出成型時の成形性が向上するという効果も奏される。
さらに、可塑剤を添加することで、流動性が向上し、射出成型時の成形性が向上するという効果も奏される。
また、ファンを構成するポリエステル樹脂組成物中、可塑剤の含有量は、損失係数を向上させる観点から、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、更に好ましくは8質量%以上、より更に好ましくは10質量%以上であり、曲げ弾性率の低下を抑制する観点から、好ましくは25質量%以下、より好ましくは20質量%以下、更に好ましくは15質量%以下である。
本発明におけるエラストマーとしては、熱可塑性エラストマーが好ましい。
(熱可塑性エラストマー)
本発明における熱可塑性エラストマーは、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ニトリル系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー及びシリコーン系熱可塑性エラストマーから選択される少なくとも1種が好ましく、スチレン系熱可塑性エラストマーとしては、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体やスチレンとブタジエンとのコポリマー及びその水素添加物が挙げられ、例えば、クラレプラスチックス社製「ハイブラー」、旭化成株式会社製「タフテック」「S.O.E」(登録商標)、株式会社クラレ製「セプトン」(登録商標)、三菱化学株式会社製「ラバロン」(登録商標)等がある。オレフィン系熱可塑性エラストマーとしては、オレフィン系樹脂(ポリエチレン、ポリプロピレン等)のマトリックスにオレフィン系ゴム(EPR、EPDM)を微分散させたものが挙げられ、例えば、三菱化学株式会社製「サーモラン」(登録商標)、住友化学株式会社製「エスポレックス」(登録商標)等がある。ポリエステル系熱可塑性エラストマーとしては、ポリブチレンテレフタレートとポリエーテルとのコポリマー等が挙げられ、例えば、東レ・デュポン株式会社製「ハイトレル」(登録商標)等がある。ポリアミド系熱可塑性エラストマーとしては、ナイロンとポリエステル又はポリオールとのブロックコポリマーやラクタム、ジカルボン酸ポリエーテルジオールを原料としてエステル交換及び縮重合反応させたものが挙げられる。ウレタン系熱可塑性エラストマーとしては、例えば、日本ポリウレタン工業株式会社製「TPU」がある。ニトリル系熱可塑性エラストマーとしては、アクリロニトリルとブタジエンとを乳化重合したもの等が挙げられる。フッ素系熱可塑性エラストマーとしては、ビニリデンフロライドとヘキサフルオロプロピレンとの共重合体、ビニリデンフロライドとヘキサフルオロプロピレンとテトラフルオロエチレンとの共重合体等が挙げられ、例えば、昭和高分子株式会社製「エラフトール」(登録商標)、デュポン製「バイトン」(登録商標)シリーズ等がある。ポリブタジエン系及びシリコーン系熱可塑性エラストマーとしては、シロキサン結合を骨格として、そのケイ素原子に有機基などが直接結合した有機ケイ素高分子結合物等が挙げられ、例えば、信越シリコーン製KBMシリーズ等がある。
本発明における熱可塑性エラストマーは、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ニトリル系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー及びシリコーン系熱可塑性エラストマーから選択される少なくとも1種が好ましく、スチレン系熱可塑性エラストマーとしては、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体やスチレンとブタジエンとのコポリマー及びその水素添加物が挙げられ、例えば、クラレプラスチックス社製「ハイブラー」、旭化成株式会社製「タフテック」「S.O.E」(登録商標)、株式会社クラレ製「セプトン」(登録商標)、三菱化学株式会社製「ラバロン」(登録商標)等がある。オレフィン系熱可塑性エラストマーとしては、オレフィン系樹脂(ポリエチレン、ポリプロピレン等)のマトリックスにオレフィン系ゴム(EPR、EPDM)を微分散させたものが挙げられ、例えば、三菱化学株式会社製「サーモラン」(登録商標)、住友化学株式会社製「エスポレックス」(登録商標)等がある。ポリエステル系熱可塑性エラストマーとしては、ポリブチレンテレフタレートとポリエーテルとのコポリマー等が挙げられ、例えば、東レ・デュポン株式会社製「ハイトレル」(登録商標)等がある。ポリアミド系熱可塑性エラストマーとしては、ナイロンとポリエステル又はポリオールとのブロックコポリマーやラクタム、ジカルボン酸ポリエーテルジオールを原料としてエステル交換及び縮重合反応させたものが挙げられる。ウレタン系熱可塑性エラストマーとしては、例えば、日本ポリウレタン工業株式会社製「TPU」がある。ニトリル系熱可塑性エラストマーとしては、アクリロニトリルとブタジエンとを乳化重合したもの等が挙げられる。フッ素系熱可塑性エラストマーとしては、ビニリデンフロライドとヘキサフルオロプロピレンとの共重合体、ビニリデンフロライドとヘキサフルオロプロピレンとテトラフルオロエチレンとの共重合体等が挙げられ、例えば、昭和高分子株式会社製「エラフトール」(登録商標)、デュポン製「バイトン」(登録商標)シリーズ等がある。ポリブタジエン系及びシリコーン系熱可塑性エラストマーとしては、シロキサン結合を骨格として、そのケイ素原子に有機基などが直接結合した有機ケイ素高分子結合物等が挙げられ、例えば、信越シリコーン製KBMシリーズ等がある。
(スチレン系エラストマー)
本発明におけるスチレン系熱可塑性エラストマー(以下スチレン系エラストマー)は、ハードセグメントを構成するスチレン系化合物が重合してなるブロックA、及びソフトセグメ ントを構成する共役ジエンが重合してなるブロックBからなるものである。重合体ブロックAに用いるスチレン系化合物としては 、例えば、スチレン、α-メチルスチレン、o-メチルスチレン、m-メチルスチレン、p-メチルスチレン、1,3-ジメチルスチレン等のスチレン化合物;ビニルナフタレン、ビニルアントラセン等のビニル基を有する多環芳香族化合物等が挙げられ、これらのうちスチレン化合物の重合体が好ましく、スチレンの重合体がより好ましい。重合体ブロックBに用いる共役ジエンとしては、例えばブタジエン、イソプレン、ブチレン、エチレン、1,3-ペンタジエン、2,3-ジメチル-1,3-ブタジエン等が挙げられ、好ましくはポリイソプレン、ポリブタジエン、およびイソプレンとブタジエンの共重合体が挙げられ、これらの共役ジエン単量体から選ばれる1種又2種以上を重合したブロック共重合体である。またブロックBには前記重合体ブロックAに用いるスチレン系化合物が共重合されていても良い。各々の共重合体の場合には、その形態としてはランダム共重合体、ブロック共重合体、およびテーパード共重合体のいずれの形態も選択することができる。また、水素添加された構造でもよい。
本発明におけるスチレン系熱可塑性エラストマー(以下スチレン系エラストマー)は、ハードセグメントを構成するスチレン系化合物が重合してなるブロックA、及びソフトセグメ ントを構成する共役ジエンが重合してなるブロックBからなるものである。重合体ブロックAに用いるスチレン系化合物としては 、例えば、スチレン、α-メチルスチレン、o-メチルスチレン、m-メチルスチレン、p-メチルスチレン、1,3-ジメチルスチレン等のスチレン化合物;ビニルナフタレン、ビニルアントラセン等のビニル基を有する多環芳香族化合物等が挙げられ、これらのうちスチレン化合物の重合体が好ましく、スチレンの重合体がより好ましい。重合体ブロックBに用いる共役ジエンとしては、例えばブタジエン、イソプレン、ブチレン、エチレン、1,3-ペンタジエン、2,3-ジメチル-1,3-ブタジエン等が挙げられ、好ましくはポリイソプレン、ポリブタジエン、およびイソプレンとブタジエンの共重合体が挙げられ、これらの共役ジエン単量体から選ばれる1種又2種以上を重合したブロック共重合体である。またブロックBには前記重合体ブロックAに用いるスチレン系化合物が共重合されていても良い。各々の共重合体の場合には、その形態としてはランダム共重合体、ブロック共重合体、およびテーパード共重合体のいずれの形態も選択することができる。また、水素添加された構造でもよい。
このようなスチレン系エラストマーの具体例を例示すると、ポリスチレン-イソプレンブロック共重合体(SIS)、ポリスチレン-ポリブタジエン共重合体(SEBS)、ポリスチレン-水素添加ポリブタジエン共重合体(SEBS)、ポリスチレン-水素添加ポリイソプレン-ポリスチレンブロック共重合体(SEPS)、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体(SHIVS)、ポリスチレン-水素添加ポリブタジエン-水素添加ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-水素添加ポリブタジエン-ポリイソプレン-ポリスチレンブロック共重合体等が挙げられる。これらは一種類を単独で用いても、二種以上を併用してもよい。本発明においては中でも、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体を使用することが好ましく、このようなブロック共重合体の市販品としては、クラレプラスチックス社製「ハイブラー」シリーズが挙げられる。
スチレン系エラストマー中のスチレン含有量は、高温域及び低温域での制振性向上の観点から、好ましくは10質量%以上、より好ましくは15質量%以上であり、好ましくは30質量%以下、より好ましくは25質量%以下である。なお、本明細書において、高温域とは35~80℃のことを、低温域とは-20~10℃のことを意味し、共重合体中のスチレン含有量は、後述の実施例に記載の方法に従って測定することができる。
[スチレン・ブタジエンブロック共重合体]
さらに、本発明のファンを構成するポリエステル樹脂組成物は、エラストマーとして、スチレン・ブタジエンブロック共重合体を含有してもよい。かかる成分を含有させることで、低温での高い制振効果が期待できる。スチレン・ブタジエンブロック共重合体は水素添加された構造でもよい。スチレン・ブタジエンブロック共重合体は、スチレン・イソプレンブロック共重合体と併用してもよく、スチレン・イソプレンブロック共重合体に代えて使用してもよい。スチレン・ブタジエンブロック共重合体の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、低温域での損失係数を向上する観点から、3質量部以上が好ましく、5質量部以上がより好ましく、8質量部以上が更に好ましく、10質量部以上が更に好ましく、15質量部以上が更に好ましい。また、曲げ弾性率の低下を抑制する観点から、50質量部以下が好ましく、40質量部以下がより好ましく、30質量部以下が更に好ましい。また、ファンを構成するポリエステル樹脂組成物中、スチレン・ブタジエンブロック共重合体の含有量は、低温域での損失係数を向上する観点から、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは8質量%以上であり、曲げ弾性率の低下を抑制する観点から、好ましくは30質量%以下、より好ましくは25質量%以下、更に好ましくは20質量%以下である。
さらに、本発明のファンを構成するポリエステル樹脂組成物は、エラストマーとして、スチレン・ブタジエンブロック共重合体を含有してもよい。かかる成分を含有させることで、低温での高い制振効果が期待できる。スチレン・ブタジエンブロック共重合体は水素添加された構造でもよい。スチレン・ブタジエンブロック共重合体は、スチレン・イソプレンブロック共重合体と併用してもよく、スチレン・イソプレンブロック共重合体に代えて使用してもよい。スチレン・ブタジエンブロック共重合体の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、低温域での損失係数を向上する観点から、3質量部以上が好ましく、5質量部以上がより好ましく、8質量部以上が更に好ましく、10質量部以上が更に好ましく、15質量部以上が更に好ましい。また、曲げ弾性率の低下を抑制する観点から、50質量部以下が好ましく、40質量部以下がより好ましく、30質量部以下が更に好ましい。また、ファンを構成するポリエステル樹脂組成物中、スチレン・ブタジエンブロック共重合体の含有量は、低温域での損失係数を向上する観点から、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは8質量%以上であり、曲げ弾性率の低下を抑制する観点から、好ましくは30質量%以下、より好ましくは25質量%以下、更に好ましくは20質量%以下である。
また、エラストマーは、高温域及び低温域での制振性向上の観点から、ガラス転移温度Tgが、好ましくは-40℃以上であり、好ましくは20℃以下である。
エラストマーの含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、低温域での損失係数を向上する観点から、10質量部以上が好ましく、15質量部以上がより好ましく、18質量部以上が更に好ましく、20質量部以上が更に好ましく、25質量部以上が更に好ましい。また、曲げ弾性率の低下を抑制する観点から、50質量部以下が好ましく、40質量部以下がより好ましく、35質量部以下が更に好ましい。
また、ファンを構成するポリエステル樹脂組成物中、エラストマーの含有量は、損失係数を向上させる観点から、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上であり、曲げ弾性率の低下を抑制する観点から、好ましくは30質量%以下、より好ましくは25質量%以下、更に好ましくは20質量%以下である。
本発明においては、成分(B)として、可塑剤及びエラストマーを併用してもよく、可塑剤を単独で又は2種以上とエラストマーを単独で又は2種以上とを組み合わせて用いることができ、可塑剤単独、可塑剤を2種以上、可塑剤とスチレン・イソプレンブロック共重合体、可塑剤とスチレン・ブタジエンブロック共重合体、可塑剤、スチレン・イソプレンブロック共重合体、及びスチレン・ブタジエンブロック共重合体の組み合わせが好ましい。可塑剤及びスチレン系エラストマーを併用することで、室温領域の損失係数がさらに向上し、また低温領域や高温領域などの広い温度領域においても損失係数が向上するため、好ましい。
併用時の可塑剤及びエラストマーの合計含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、損失係数を向上させる観点から、15質量部以上が好ましく、20質量部以上がより好ましく、25質量部以上が更に好ましい。また、弾性率低下を抑制する観点から、60質量部以下が好ましく、50質量部以下がより好ましく、40質量部以下が更に好ましい。
また、併用時の可塑剤及びエラストマーの質量比(可塑剤/エラストマー)は、弾性率低下を抑制する観点から、30/70~70/30が好ましく、40/60~60/40がより好ましい。
[無機充填剤(C)]
本発明のファンを構成するポリエステル樹脂組成物は、曲げ弾性率を向上させる観点から、無機充填剤(C)を含有する。本発明における無機充填剤(C)としては、公知の無機充填剤であれば特に限定されず、通常熱可塑性樹脂の強化に用いられる無機充填剤で、具体的には、板状の充填剤、粒状の充填剤、針状の充填剤、及び繊維状の充填剤からなる群より選ばれる1種又は2種以上を用いることができる。
本発明のファンを構成するポリエステル樹脂組成物は、曲げ弾性率を向上させる観点から、無機充填剤(C)を含有する。本発明における無機充填剤(C)としては、公知の無機充填剤であれば特に限定されず、通常熱可塑性樹脂の強化に用いられる無機充填剤で、具体的には、板状の充填剤、粒状の充填剤、針状の充填剤、及び繊維状の充填剤からなる群より選ばれる1種又は2種以上を用いることができる。
板状の充填剤とは、アスペクト比(板状体の最大面における最長辺の長さ/該面の厚み)が20以上150以下のものである。板状充填剤の長さ(最大面における最長辺の長さ)は、ファンを構成するポリエステル樹脂組成物での良好な分散性を得る、曲げ弾性率を向上させる、及び/又は損失係数を向上させる観点から、好ましくは1.0μm以上、より好ましくは5μm以上、更に好ましくは10μm以上、更に好ましくは20μm以上であり、好ましくは150μm以下、より好ましくは100μm以下、更に好ましくは50μm以下、更に好ましくは40μm以下、更に好ましくは30μm以下である。厚みは特に限定されないが、同様の観点から、好ましくは0.01μm以上、より好ましくは0.05μm以上、更に好ましくは0.1μm以上、更に好ましくは0.2μm以上であり、好ましくは5μm以下、より好ましくは3μm以下、更に好ましくは2μm以下、更に好ましくは1μm以下、更に好ましくは0.5μm以下である。また、板状充填剤のアスペクト比としては、同様の観点から、好ましくは30以上、より好ましくは40以上、更に好ましくは50以上であり、また、好ましくは120以下、より好ましくは100以下、更に好ましくは90以下、更に好ましくは80以下である。板状充填剤の具体例としては、例えば、ガラスフレーク、非膨潤性雲母、膨潤性雲母、グラファイト、金属箔、タルク、クレー、マイカ、セリサイト、ゼオライト、ベントナイト、有機変性ベントナイト、モンモリロナイト、有機変性モンモリロナイト、ドロマイト、スメクタイト、ハイドロタルサイト、板状酸化鉄、板状炭酸カルシウム、板状水酸化マグネシウム、板状硫酸バリウムなどが挙げられる。これらの中では、曲げ弾性率を向上させ、損失係数の低下を抑制する観点から、タルク、マイカ、板状硫酸バリウムが好ましく、タルク、マイカがより好ましい。なお、板状充填剤の辺長及び厚みは、無作為に選んだ100本の充填剤を光学顕微鏡で観察してその数平均を算出することにより求めることができる。
粒状の充填剤とは、真球状の形態を呈するものだけでなく、ある程度断面楕円状や略長円状のものも含み、アスペクト比(粒状体の最長の直径/粒状体の最短の直径)が1以上2未満のものであり、1に近いものが好適である。粒状充填剤の平均粒径は、ファンを構成するポリエステル樹脂組成物での良好な分散性を得る、曲げ弾性率を向上させる、及び/又は損失係数を向上させる観点から、好ましくは1.0μm以上、より好ましくは5μm以上、更に好ましくは10μm以上、更に好ましくは20μm以上であり、好ましくは50μm以下、より好ましくは40μm以下、更に好ましくは30μm以下である。具体的には、カオリン、微粉ケイ酸、長石粉、粒状炭酸カルシウム、粒状水酸化マグネシウム、粒状硫酸バリウム、水酸化アルミニウム、炭酸マグネシウム、酸化カルシウム、酸化アルミニウム、酸化マグネシウム、酸化チタン、ケイ酸アルミニウム、各種バルーン、各種ビーズ、酸化ケイ素、石膏、ノバキュライト、ドーソナイト、及び白土などが挙げられる。これらの中では、曲げ弾性率の向上、及び損失係数を向上させる観点から、粒状硫酸バリウム、水酸化アルミニウム、及び粒状炭酸カルシウムが好ましく、粒状炭酸カルシウム、粒状硫酸バリウムがより好ましい。なお、粒状充填剤の直径は、無作為に選んだ100本の充填剤を切断して、断面を光学顕微鏡で観察しその数平均を算出することにより求めることができる。
針状の充填剤とは、アスペクト比(粒子長さ/粒子径)が2以上20未満の範囲のものである。針状充填剤の長さ(粒子長さ)は、ファンを構成するポリエステル樹脂組成物中での良好な分散性を得る、曲げ弾性率を向上させる、及び/又は損失係数を向上させる観点から、好ましくは1.0μm以上、より好ましくは5μm以上、更に好ましくは10μm以上、更に好ましくは20μm以上、更に好ましくは30μm以上であり、好ましくは150μm以下、より好ましくは100μm以下、更に好ましくは80μm以下、更に好ましくは60μm以下である。粒子径は特に限定されないが、同様の観点から、好ましくは0.01μm以上、より好ましくは0.1μm以上、更に好ましくは0.5μm以上であり、好ましくは20μm以下、より好ましくは15μm以下、更に好ましくは10μm以下である。また、針状充填剤のアスペクト比としては、同様の観点から、好ましくは5以上であり、また、好ましくは10以下である。針状充填剤の具体例としては、例えば、チタン酸カリウムウイスカー、ホウ酸アルミニウムウイスカー、マグネシウム系ウイスカー、珪素系ウイスカー、ワラステナイト、セピオライト、アスベスト、ゾノライト、ホスフェートファイバー、エレスタダイト、スラグ繊維、石膏繊維、シリカ繊維、シリカ・アルミナ繊維、ジルコニア繊維、窒化硼素繊維、窒化硅素繊維、及び硼素繊維などが挙げられる。これらの中では、チタン酸カリウムウイスカー、ワラステナイトが好ましい。なお、針状充填剤の粒子長さ及び粒子径は、無作為に選んだ100本の充填剤を光学顕微鏡で観察してその数平均を算出することにより求めることができる。粒子径に短径と長径がある場合は長径を用いて算出する。
繊維状の充填剤とは、アスペクト比(平均繊維長/平均繊維径)が150を超えるものである。繊維状充填剤の長さ(平均繊維長)としては、曲げ弾性率向上、損失係数向上の観点から、好ましくは0.15mm以上、より好ましくは0.2mm以上、更に好ましくは0.5mm以上、更に好ましくは1mm以上であり、好ましくは30mm以下、より好ましくは10mm以下、更に好ましくは5mm以下である。平均繊維径は特に限定されないが、同様の観点から、好ましくは1μm以上、より好ましくは3μm以上であり、好ましくは30μm以下、より好ましくは20μm以下、更に好ましくは10μm以下である。また、アスペクト比としては、同様の観点から、好ましくは200以上、より好ましくは250以上、更に好ましくは500以上であり、また、好ましくは10000以下、より好ましくは5000以下、更に好ましくは1000以下、更に好ましくは800以下である。繊維状充填剤の具体例としては、例えば、ガラス繊維、炭素繊維、グラファイト繊維、金属繊維、セルロース繊維などが挙げられる。これらの中では、同様の観点から、炭素繊維、ガラス繊維が好ましく、ガラス繊維がより好ましい。なお、繊維状充填剤の繊維長及び繊維径は、無作為に選んだ100本の充填剤を光学顕微鏡で観察してその数平均を算出することにより求めることができる。繊維径に短径と長径がある場合は長径を用いて算出する。また繊維径は長径と短径が等しい円形だけでなく、長径と短径が異なる長円形(例えば長径/短径=4)や、まゆ型(例えば長径/短径=2)を用いても良い。一方、2軸押出機等の混練機を使用して樹脂組成物を作成するために樹脂と繊維状充填剤を溶融混練する場合は、混練部での剪断力により繊維状充填剤が切断され平均繊維長は短くなるが、樹脂中における繊維状充填剤の平均繊維長は、曲げ弾性率の観点から100~800μmが好ましく、200~700μmがより好ましく、300~600μmが更に好ましい。
前記の粒状、板状、又は針状充填剤は、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂や、エポキシ樹脂などの熱硬化性樹脂で被覆又は集束処理されていてもよく、アミノシランやエポキシシランなどのカップリング剤などで処理されていても良い。
これらの充填剤は、単独で又は2種以上組み合わせて用いることができ、形状の異なる充填剤を組み合わせてもよい。なかでも、曲げ弾性率を向上させ、損失係数の低下を抑制する観点から、好ましくは板状充填剤、針状充填剤、及び繊維状充填剤からなる群より選ばれる1種又は2種以上、より好ましくは板状充填剤及び針状充填剤からなる群より選ばれる1種又は2種以上、更に好ましくは板状充填剤の1種又は2種以上である。具体的には、マイカ、タルク、ガラス繊維を用いることが好ましく、マイカ、タルクを用いることがより好ましく、マイカを用いることが更に好ましい。板状充填剤は射出成形体等においては流動方向により配向するため、他の充填剤に比べて、配向方向での引張弾性率や配向方向に垂直な方向での曲げ弾性率が顕著に向上し、また、成形体が振動する際に発生する摩擦に影響する界面が多く存在するため、さらに損失係数の低下が抑制されることが推察される。無機充填剤中の板状充填剤の含有量は、損失係数低下を抑制する観点から、60質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上が更に好ましい。
無機充填剤(C)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、曲げ弾性率を向上する観点から、10質量部以上が好ましく、15質量部以上がより好ましく、20質量部以上が更に好ましく、30質量部以上が更に好ましく、35質量部以上が更に好ましい。また、損失係数の低下を抑制する観点から、80質量部以下が好ましく、70質量部以下がより好ましく、60質量部以下が更に好ましく、50質量部以下が更に好ましく、45質量部以下が更に好ましい。なお、無機充填剤の含有量とは、用いられる無機充填剤の合計質量のことであり、複数の化合物が含有される場合には、総含有量のことを意味する。
また、ファンを構成するポリエステル樹脂組成物中、無機充填剤の含有量は、曲げ弾性率を向上する観点から、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上、更に好ましくは20質量%以上、更に好ましくは23質量%以上であり、損失係数の低下を抑制する観点から、好ましくは40質量%以下、より好ましくは35質量%以下、更に好ましくは30質量%以下である。
本発明において、成分(B)と無機充填剤(C)の質量比(成分(B)/無機充填剤(C))は、弾性率向上と損失係数向上の観点から、10/90~60/40が好ましく、25/75~50/50がより好ましく、40/60~45/55が更に好ましい。
[有機結晶核剤(D)]
また、本発明のファンを構成するポリエステル樹脂組成物は、ポリエステル樹脂の結晶化速度を向上させ、ポリエステル樹脂の結晶性を向上させ、曲げ弾性率を向上させる観点から、有機結晶核剤を含有することができる。
また、本発明のファンを構成するポリエステル樹脂組成物は、ポリエステル樹脂の結晶化速度を向上させ、ポリエステル樹脂の結晶性を向上させ、曲げ弾性率を向上させる観点から、有機結晶核剤を含有することができる。
有機結晶核剤としては、公知の有機系結晶核剤を用いることができ、有機カルボン酸金属塩、有機スルホン酸塩、カルボン酸アミド、リン化合物金属塩、ロジン類の金属塩、アルコキシ金属塩、及び有機含窒素化合物などを用いることができる。具体的には、例えば、有機カルボン酸金属塩としては、安息香酸ナトリウム、安息香酸カリウム、安息香酸リチウム、安息香酸カルシウム、安息香酸マグネシウム、安息香酸バリウム、テレフタル酸リチウム、テレフタル酸ナトリウム、テレフタル酸カリウム、シュウ酸カルシウム、ラウリン酸ナトリウム、ラウリン酸カリウム、ミリスチン酸ナトリウム、ミリスチン酸カリウム、ミリスチン酸カルシウム、オクタコサン酸ナトリウム、オクタコサン酸カルシウム、ステアリン酸ナトリウム、ステアリン酸カリウム、ステアリン酸リチウム、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸バリウム、モンタン酸ナトリウム、モンタン酸カルシウム、トルイル酸ナトリウム、サリチル酸ナトリウム、サリチル酸カリウム、サリチル酸亜鉛、アルミニウムジベンゾエート、カリウムジベンゾエート、リチウムジベンゾエート、ナトリウムβ-ナフタレート、ナトリウムシクロヘキサンカルボキシレートが挙げられる。有機スルホン酸塩としては、p-トルエンスルホン酸ナトリウム、スルホイソフタル酸ナトリウムが挙げられる。カルボン酸アミドとしては、ステアリン酸アミド、エチレンビスラウリン酸アミド、パルミチン酸アミド、ヒドロキシステアリン酸アミド、エルカ酸アミド、トリメシン酸トリス(t-ブチルアミド)が挙げられる。リン化合物金属塩としては、ナトリウム-2,2’-メチレンビス(4,6-ジ-t-ブチルフェニル)フォスフェートが挙げられる。ロジン類の金属塩としては、デヒドロアビエチン酸ナトリウム、ジヒドロアビエチン酸ナトリウムが挙げられる。アルコキシ金属塩としては2,2-メチルビス(4,6-ジ-t-ブチルフェニル)ナトリウムが挙げられる。有機含窒素化合物としては、アデカ社製「アデカスタブNA-05」(商品名)が挙げられる。その他の有機結晶核剤としてはベンジリデンソルビトール及びその誘導体を挙げることができる。
有機結晶核剤(D)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、曲げ弾性率、及び損失係数を向上させる観点から、好ましくは0.01質量部以上、より好ましくは0.1質量部以上、更に好ましくは0.2質量部以上であり、曲げ弾性率、及び損失係数を向上させる観点から、好ましくは20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは1質量部以下である。なお、本明細書において、有機結晶核剤の含有量とは、ファンを構成するポリエステル樹脂組成物中に含有される全ての有機結晶核剤の合計含有量を意味する。
本発明のファンを構成するポリエステル樹脂組成物は、前記以外の他の成分として、滑剤、無機結晶核剤、加水分解抑制剤、難燃剤、酸化防止剤、炭化水素系ワックス類やアニオン型界面活性剤である滑剤、紫外線吸収剤、帯電防止剤、防曇剤、光安定剤、顔料、防カビ剤、抗菌剤、発泡剤等を、本発明の効果を損なわない範囲で含有することができる。また同様に、本発明の効果を阻害しない範囲内で他の高分子材料や他の樹脂組成物を含有することも可能である。
本発明のファンを構成するポリエステル樹脂組成物は、熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、無機充填剤(C)を含有するのであれば特に限定なく調製することができる。例えば、熱可塑性ポリエステル樹脂、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上、ならびに無機充填剤、更に必要により各種添加剤を含有する原料を、密閉式ニーダー、1軸もしくは2軸の押出機、オープンロール型混練機等の公知の混練機を用いて溶融混練して調製することができる。溶融混練後は、公知の方法に従って、溶融混練物を乾燥又は冷却させてもよい。また、原料は、予めヘンシェルミキサー、スーパーミキサー等を用いて均一に混合した後に、溶融混練に供することも可能である。なお、溶融混練する際にポリエステル樹脂の可塑性を促進させるため、超臨界ガスを存在させて溶融混合させてもよい。
溶融混練温度は、用いる熱可塑性ポリエステル樹脂の種類によって一概には設定されないが、ファンの成形性及び劣化防止を向上する観点から、好ましくは220℃以上、より好ましくは225℃以上、更に好ましくは230℃以上、そして、好ましくは300℃以下、より好ましくは290℃以下、更に好ましくは280℃以下、更に好ましくは260℃以下、更に好ましくは250℃以下、更に好ましくは240℃以下である。溶融混練時間は、溶融混練温度、混練機の種類によって一概には決定できないが、15~900秒間が好ましい。
かくして得られた溶融混練物は、曲げ弾性率が高いにも係らず、優れた振動減衰特性を有することから、射出成形、押出成形、熱成形等の様々な成形加工方法を用いることにより、音響機器、電気製品、建築物、産業用機器等の製品又はそれらの部品に用いられるファンに好適に用いることができる。また、本発明のファンは単一材料でも曲げ弾性率が高いため、金属鋼板等の高剛性素材を用いることなく、単一素材で形状を十分に保持できる優れた制振性能を有し、かつ自動車や鉄道、航空機等の軽量化が求められる製品又はそれらの部品にも好ましく使用することができる。即ち、本発明はまた、熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、及び無機充填剤(C)含有するポリエステル樹脂組成物をファンの材料の一つとして使用することができる。なお、本発明のファンは、前記したポリエステル樹脂組成物以外に、ファンに適用可能な公知の材料を含有するものであってもよく、その含有量や適用個所、適用方法は、当該技術分野の常法に従って適宜設定することができる。
また更に、ファンが回転する際、回転数やファンの羽の枚数から算出される周波数において回転振動音や干渉騒音などの回転騒音が大きくなる。加えて、モーターの回転や振動から導かれる周波数(その例としてコギング周波数などが挙げられる)においても回転騒音や、構造部材の振動音などのあらゆる騒音が大きくなる。このような回転騒音の周波数や構造部材の振動音の周波数とファン成形体や構造部材ならびに構造全体の共振周波数が重なった時にさらに振動音やノイズが大きくなると考えられるが、本発明のファンを用いることで振動や騒音・ノイズを低減することができる。なお、本明細書においては、固有振動数についても共振周波数という場合がある。
例えば、ファンの回転数をN、ファンの羽根の枚数をZとすると、周波数F=NZ/60の整数倍(F=NZk/60、kは1、2、3、・・・の整数)での回転騒音ピークで、騒音が増大する事があるが、本発明のファンを用いることで騒音の低減効果が顕著に表れる。
例えば、ファンの回転数をN、ファンの羽根の枚数をZとすると、周波数F=NZ/60の整数倍(F=NZk/60、kは1、2、3、・・・の整数)での回転騒音ピークで、騒音が増大する事があるが、本発明のファンを用いることで騒音の低減効果が顕著に表れる。
本発明のファンは、ファンの羽の部分だけではなく、ファン近傍の構造部材、例えば、ファンカバー、ファンケーシング、モーターカバー、ダクト、導風板、ベルマウス、フード等を包含する概念である。従って、ファンの羽の材料は従来のプラスチックであり、例えばファンケーシングの材料が本発明におけるポリエステル組成物である態様も、本発明のファンに該当し、優れた振動減衰特性効果が発揮される。
音響機器、電気製品、乗物、建築物、産業用機器等の製品又はそれらの部品への本発明のファンの適用は、当該部品、筐体、装置及び機器の製造方法、適用箇所及び所望の目的に応じて適宜設定することができ、当該技術分野の常法に従って用いることができる。
例えば、射出成形により本発明のファンを製造する場合、前記ファンを構成するポリエステル樹脂組成物のペレットを射出成形機に充填して、金型内に注入して成型することにより得られる。
射出成形としては、公知の射出成形機を用いることができる。例えば、シリンダーとその内部に挿通されたスクリューを主な構成要素として有するもの〔J75E-D、J110AD-180H(日本製鋼所社製)等〕が挙げられる。なお、前記ファンを構成するポリエステル樹脂組成物の原料をシリンダーに供給してそのまま溶融混練してもよいが、予め溶融混練したものを射出成形機に充填することが好ましい。
シリンダーの設定温度は、220℃以上が好ましく、230℃以上がより好ましい。また、290℃以下が好ましく、280℃以下がより好ましく、270℃以下が更に好ましく、260℃以下が更に好ましい。溶融混練機を使用する場合には、溶融混練する際の混練機のシリンダーの設定温度を意味する。なお、シリンダーはヒーターを具備しており、それにより温度調整が行なわれる。ヒーターの個数は機種によって異なり一概には決定されないが、前記設定温度に調整されるヒーターは、少なくとも、溶融混練物排出口側(ノズル先端側)に存在するものが好ましい。
金型温度としては、ファンを構成するポリエステル樹脂組成物の結晶化速度向上及び作業性向上の観点から、150℃以下が好ましく、140℃以下がより好ましく、130℃以下が更に好ましい。また20℃以上が好ましく、30℃以上がより好ましく、40℃以上が更に好ましい。金型内での保持時間は、金型の温度によって一概には決定できないが、成形体の生産性を向上させる観点から、5~100秒が好ましい。
かくして得られた本発明のファンは、例えば、電子レンジや冷蔵庫などのコンプレッサー付家電機器;電子カメラ、画像録画再生装置、コンピューター、プロジェクターなどの電子機器の筐体ケース等に設置される冷却ファン装置;ラジエ-タや車両用空調装置のコンデンサなどの熱を逃がす冷却ファン装置あるいは換気扇、扇風機、空調機などの冷却ファン又は送風用ファン装置;電気製品用モーターカバー;スピーカー、テレビ、ラジカセ、ヘッドフォン、オーディオコンポ等の音響機器;防音壁、配管ダクト等の建築用材料といった各種ファンを有する製品に適用されうる。
また、本発明のファンを構成するポリエステル樹脂組成物は、ファン以外では、音響機器筐体用材料としてスピーカー、テレビ、ラジカセ、ヘッドフォン、オーディオコンポ、マイク、オーディオプレーヤー、コンパクトディスク、フロッピー(登録商標)、映像機器等に;さらには、電動モーター付電気製品の部品及び筐体用材料として電動ドリル、電動ドライバー等の電動工具類、コンピューター、プロジェクター、サーバー、POSシステム等の冷却ファン付電気製品、洗濯機、衣類乾燥機、エアコン室内機、ミシン、食器洗浄機、ファンヒーター、複合機、プリンター、スキャナー、ハードディスクドライブ、ビデオカメラ、加湿器、空気清浄器、携帯電話、ドライヤー等に;加振源付電気製品の部品及び筐体用材料として電動歯ブラシ、電動シェイバー、マッサージ機等に;原動機付電気製品の部品及び筐体用材料として発電機、ガス発電機等に;コンプレッサー付電気製品の部品及び筐体用材料として冷蔵庫、自動販売機、エアコン室外機、除湿機、家庭用発電機に;自動車部品用材料としてダッシュボード、インストルメントパネル、フロア、ドア、ルーフ等の内装材用材料、オイルパン、フロントカバー、ロッカーカバー等のエンジン回り用材料、カーナビ、ドアトリム、ギアボックス、ダッシュサイレンサー、モジュールキャリア等に;道路用材料として、遮音板、道路照明機器、ETC設備部材等に;鉄道部品用材料として、床、壁、側板、天井、ドア、椅子、テーブル等の内装材料、モーター周りの筐体や部品、ギアケース、パンタグラフカバーや各種保護カバー等に;飛行機部品用材料として、床、壁、側板、天井、椅子、テーブル等の内装材料、エンジン周りの筐体や部品等に;船舶部品用材料としてエンジンルーム用の筐体や壁材、計測ルーム用の筐体や壁材に;建築用材料として壁、天井、床、間仕切りボード、防音壁、シャッター、カーテンレール、配管ダクト、階段、ドア、窓枠等に;産業用機器部品用材料として、シューター、エレベーター、巻き上げ機、エスカレーター、コンベアー、トラクター、ブルドーザー、草刈り機等に;医療用機器の部品及び筐体用材料として呼吸器関連機器、耳鼻喉機器関連、歯科用機器、外科用機器等にも使用できる。
本願実施形態のファンについて言えば、ファンの種類としてはシロッコファンやターボファンなどの遠心ファン、クロースフローファンなどの横流ファン、斜流ファン、プロペラファンなどの軸流ファン、直流または交流電流によって駆動する電動機によって回転駆動するものなどが挙げられる。
ファンの羽の形状は種類や用途によって様々だが、円弧状やS字状などの単純な断面形状のものや、アホウドリの羽や蝶の羽のような「くびれ」や「うねり」を有するもの、トンボの羽のような摩擦抵抗の少ないものなど複雑な形状を有するネイチャーウイングのようなものが例示される。
ファンの大きさは種類や用途によって様々だが、例えば、外形Φが10mmのものから10000mmまでのものが挙げられる。羽根の大きさも長さ10mmのものから10000mmまで、幅10mmのものから10000mmまである。
制振効果が顕著にみられる周波数はファンの大きさにより異なる。例えば300mm以上の大きいファンでは、中心面が大きかったり、羽根そのものが大きかったりして、面が大きくなるため、より大きな騒音を発する。より大きな騒音が発せられる場合、制振材を用いた時の効果もより大きくなると考えられる。また、中心面が大きかったり、羽根の厚みに対する長さや幅が大きい場合、ファンの共振周波数が低周波数側に存在することが予想され、そのため低周波数の騒音が発生するため、制振材を用いた時の効果として低周波数騒音が低減できることが予想される。一方で、例えば300mm未満の小さいファンでは、ファンの共振周波数が高周波数側に存在することが予想され、そのため高周波数の騒音が発生するため、制振材を用いた時の効果として高周波数騒音が低減できることが予想される。
制振効果が顕著にみられる周波数はファンの大きさにより異なる。例えば300mm以上の大きいファンでは、中心面が大きかったり、羽根そのものが大きかったりして、面が大きくなるため、より大きな騒音を発する。より大きな騒音が発せられる場合、制振材を用いた時の効果もより大きくなると考えられる。また、中心面が大きかったり、羽根の厚みに対する長さや幅が大きい場合、ファンの共振周波数が低周波数側に存在することが予想され、そのため低周波数の騒音が発生するため、制振材を用いた時の効果として低周波数騒音が低減できることが予想される。一方で、例えば300mm未満の小さいファンでは、ファンの共振周波数が高周波数側に存在することが予想され、そのため高周波数の騒音が発生するため、制振材を用いた時の効果として高周波数騒音が低減できることが予想される。
ファンの羽数は種類や用途によって様々だが、プロペラファンなどの2枚~4枚など少ない枚数からシロッコファンなどの1000枚まである。
羽根の枚数(Z)が少ない場合、例えば10枚以下の場合、F=NZk/60に由来する回転騒音周波数は低周波数側に存在することが予想され、そのため低周波数騒音が発生するため、制振材を用いた時の効果として主に低周波数騒音が低減できることが予想される。
羽根の枚数(Z)が多い場合、例えば20枚を超える場合、F=NZk/60に由来する回転騒音周波数は高周波数側に存在することが予想され、そのため高周波数騒音が発生するため、制振材を用いた時の効果として主に高周波数騒音が低減できることが予想される。
羽根の枚数(Z)が少ない場合、例えば10枚以下の場合、F=NZk/60に由来する回転騒音周波数は低周波数側に存在することが予想され、そのため低周波数騒音が発生するため、制振材を用いた時の効果として主に低周波数騒音が低減できることが予想される。
羽根の枚数(Z)が多い場合、例えば20枚を超える場合、F=NZk/60に由来する回転騒音周波数は高周波数側に存在することが予想され、そのため高周波数騒音が発生するため、制振材を用いた時の効果として主に高周波数騒音が低減できることが予想される。
ファンを使用する回転数条件は、用途によって様々だが、20rpmの小さい回転数から、50000rpmの大きい回転数まである。
回転数(N)が小さい場合、例えば500rpm以下の場合、F=NZk/60に由来する回転騒音周波数は低周波数側に存在することが予想され、そのため低周波数騒音が発生するため、制振材を用いた時の効果として主に低周波数騒音が低減できることが予想される。
回転数(N)が大きい場合、例えば1000rpmを超える場合、F=NZk/60に由来する回転騒音周波数は高周波数側に存在することが予想され、そのため高周波数騒音が発生するため、制振材を用いた時の効果として主に高周波数騒音が低減できることが予想される。
回転数(N)が小さい場合、例えば500rpm以下の場合、F=NZk/60に由来する回転騒音周波数は低周波数側に存在することが予想され、そのため低周波数騒音が発生するため、制振材を用いた時の効果として主に低周波数騒音が低減できることが予想される。
回転数(N)が大きい場合、例えば1000rpmを超える場合、F=NZk/60に由来する回転騒音周波数は高周波数側に存在することが予想され、そのため高周波数騒音が発生するため、制振材を用いた時の効果として主に高周波数騒音が低減できることが予想される。
また、一般的に騒音が増大する周波数は、F=NZk/60に由来する回転騒音ピークの周波数、モーターの回転や振動から導かれる周波数、ファンの共振周波数、構造部材の共振周波数などが挙げられる。
また、騒音低減が顕著に現れる周波数は、F=NZk/60に由来する回転騒音ピークの周波数、モーターの回転や振動から導かれる周波数、ファンの共振周波数、構造部材の共振周波数などが挙げられる。
さらに、上記のF=NZk/60に由来する回転騒音ピークの周波数やモーターの回転や振動から導かれる周波数と、ファンの共振周波数や構造部材の共振周波数がそれぞれ重なる時に、騒音が顕著に増大し、そして本発明のファンを用いた時に、騒音低減が現れる。
また、ファンとしては弾性率や強度などの剛性が高い方が、ファン回転時の風量を増大させることができる。また、ファンとしては重量が小さい方が、ファン回転時の消費電力を低減することができる。
ファン構造体全体では、ファンにカバーがない場合はもちろん、カバーで覆われている場合、モーターなどの振動源が覆われている場合、覆われていない場合など様々である。覆われている場合は、構造全体の共振周波数で振動音が増大するため、本発明による効果が大きいことが考えられる。
ファン騒音の低減を実現するには、ファンの羽自体の振動を抑制することや、ファン近傍の構造部材、例えば、ファンカバー、ファンケーシング、モーターカバー、ダクト、導風板、ベルマウス、フード等の振動の抑制、ファンを回転させるモーター由来の振動の抑制、及びモーターの筐体由来の振動の抑制等の少なくとも一つを達成すればよい。
本発明はまた、本発明のファンを含有する製品、又はその部品もしくは筐体の製造方法を提供する。
製造方法としては、本発明のファンを構成するポリエステル樹脂組成物を射出成形してファンを得る工程を含む方法であれば特に限定はなく、得られる成形品の種類に応じて、適宜、工程を追加することができる。
具体的には、以下の工程を含む態様が挙げられる。
工程(1):熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物を溶融混練して、ポリエステル樹脂組成物の溶融混練物を調製する工程
工程(2):工程(1)で得られたポリエステル樹脂組成物の溶融混練物を金型内に射出成形する工程
工程(1):熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物を溶融混練して、ポリエステル樹脂組成物の溶融混練物を調製する工程
工程(2):工程(1)で得られたポリエステル樹脂組成物の溶融混練物を金型内に射出成形する工程
工程(1)は、ポリエステル樹脂組成物の溶融混練物を調製する工程である。具体的には、熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)、必要により各種の添加剤を含有する原料を、好ましくは220℃以上、より好ましくは225℃以上、更に好ましくは230℃以上であり、好ましくは300℃以下、より好ましくは290℃以下、更に好ましくは280℃以下、更に好ましくは260℃以下、更に好ましくは250℃以下、更に好ましくは240℃以下で溶融混練することにより調製することができる。
工程(2)は、ポリエステル樹脂組成物の溶融混練物を射出成形する工程である。具体的には、工程(1)で得られた溶融混練物を、好ましくは220℃以上、より好ましくは230℃以上であり、好ましくは290℃以下、より好ましくは280℃以下、更に好ましくは270℃以下、更に好ましくは260℃以下に加熱したシリンダーを装備した射出成形機に充填し、好ましくは150℃以下、より好ましくは140℃以下、更に好ましくは130℃以下であり、好ましくは20℃以上、より好ましくは30℃以上、更に好ましくは40℃以上の金型内に射出して成形することができる。金型は、ファンの羽形状を有するものが好ましい。
かくして得られた本発明のファンは、制振材料及び振動音防止性を有する製品、又はその部品もしくは筐体に好適に用いることができる。
また、上述した実施形態に関し、本発明は、さらに、以下のファン、ファンを用いた振動音防止方法、及びファンの使用を開示する。
<1> ジカルボン酸成分とジオール成分とから構成される熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物を含むファン。
<2> 熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分が、脂肪族ジカルボン酸、脂環式ジカルボン酸、芳香族ジカルボン酸、及びフラン構造を有するジカルボン酸からなる群より選ばれる1種又は2種以上である、前記<1>記載のファン。
<3> 熱可塑性ポリエステル樹脂(A)を構成するジオール成分が、脂肪族ジオール、脂環式ジオール、芳香族ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上である、前記<1>又は<2>記載のファン。
<4>熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分が、芳香族ジカルボン酸、脂環式ジカルボン酸、及びフランを有するジカルボン酸からなる群より選ばれる1種又は2種以上である場合には、好ましくは脂肪族ジオール、芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは脂肪族ジオール及び芳香族ジオールからなる群より選ばれる1種又は2種以上との組み合わせである、前記<1>~<3>いずれか記載のファン。
<5>熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分が、脂肪族ジカルボン酸である場合には、好ましくは芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは芳香族ジオールの1種又は2種以上との組み合わせである、前記<1>~<3>いずれか記載のファン。
<6> 熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分としては、コハク酸、グルタル酸、アジピン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上が好ましく、コハク酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、2,6-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上がより好ましく、テレフタル酸及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種が更に好ましい、前記<1>~<5>いずれか記載のファン。
<7> 熱可塑性ポリエステル樹脂(A)を構成するジオール成分としては、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、イソソルバイド、ビスフェノールA、ビスフェノールAアルキレンオキシド付加物、1,3-ベンゼンジメタノール、1,4-ベンゼンジメタノール、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上が好ましく、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上がより好ましい、前記<1>~<6>いずれか記載のファン。
<8> 熱可塑性ポリエステル樹脂(A)は、ガラス転移温度(Tg)が、好ましくは20℃以上、より好ましくは25℃以上、更に好ましくは30℃以上、より更に好ましくは35℃以上であり、好ましくは160℃以下、より好ましくは150℃以下、更に好ましくは140℃以下、より更に好ましくは130℃以下である、前記<1>~<7>いずれか記載のファン。
<9> 熱可塑性ポリエステル樹脂(A)は、昇温速度20℃/minで25℃から300℃まで加熱し、その状態で5分間保持後、次いで25℃以下となるよう-20℃/minで冷却したとき、結晶化に伴う発熱ピークの面積から求められる結晶化エンタルピーΔHmcが、好ましくは5J/g以上、より好ましくは10J/g以上、更に好ましくは15J/g以上、更に好ましくは30J/g以上である、前記<1>~<8>いずれか記載のファン。
<10> 熱可塑性ポリエステル樹脂(A)は、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート、テレフタル酸と1,4-シクロヘキサンジメタノールから構成される1,4-シクロヘキサンジメチレンテレフタレート、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート、2,6-ナフタレンジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンナフタレート、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエート、2,5-フランジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンフラノエートが好ましく、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエートがより好ましい、前記<1>~<9>いずれか記載のファン。
<11> 熱可塑性ポリエステル樹脂(A)の含有量は、ファンを構成するポリエステル樹脂組成物中、50質量%以上が好ましく、55質量%以上がより好ましく、60質量%以上が更に好ましく、また、90質量%以下が好ましく、80質量%以下がより好ましく、75質量%以下が更に好ましく、70質量%以下が更に好ましい、前記<1>~<10>いずれか記載のファン。
<12> 可塑剤としては、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含むことが好ましい、前記<1>~<11>いずれか記載のファン。
<13> 可塑剤としては、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含み、より好ましくは、(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含む、前記<1>~<12>いずれか記載のファン。
<14> 可塑剤としては、以下の化合物群(A)~(C)からなる群より選ばれる1種又は2種以上を含むことが好ましく、以下の化合物群(A)及び(B)からなる群より選ばれる1種又は2種以上を含むことがより好ましい、前記<1>~<13>いずれか記載のファン。
化合物群(A) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物
化合物群(B) 式(II):
R5O-CO-R6-CO-〔(OR7)mO-CO-R6-CO-〕nOR5 (II)
(式中、R5は炭素数が1~4のアルキル基、R6は炭素数が2~4のアルキレン基、R7は炭素数が2~6のアルキレン基であり、mは1~6の数、nは1~12の数を示し、但し、全てのR6は同一でも異なっていてもよく、全てのR7は同一でも異なっていてもよい)
で表される化合物
化合物群(C) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分がモノアルコールであるエステル化合物
<15> 可塑剤中、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、より好ましくは(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、ならびに前記化合物群(A)~(C)からなる群より選ばれる1種又は2種以上の化合物の含有量は、好ましくは50質量%以上、より好ましくは80質量%以上、更に好ましくは90質量%以上、更に好ましくは95質量%以上、更に好ましくは実質的に100質量%、更に好ましくは100質量%である、前記<12>~<14>いずれか記載のファン。
<16> 可塑剤の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、好ましくは1質量部以上、より好ましくは3質量部以上、更に好ましくは5質量部以上、更に好ましくは10質量部以上、更に好ましくは15質量部以上、更に好ましくは18質量部以上であり、好ましくは50質量部以下、より好ましくは40質量部以下、更に好ましくは30質量部以下、更に好ましくは25質量部以下である、前記<1>~<15>いずれか記載のファン。
<17> ファンを構成するポリエステル樹脂組成物中、可塑剤の含有量は、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、より更に好ましくは10質量%以上であり、好ましくは25質量%以下、より好ましくは20質量%以下、更に好ましくは15質量%以下である、前記<1>~<16>いずれか記載のファン。
<18> エラストマーは、両末端にポリスチレンブロックを有し、その間にポリイソプレンブロック又はビニル-ポリイソプレンブロックの少なくとも一方のブロックを有するブロック共重合体である、前記<1>~<17>いずれか記載のファン。
<19> エラストマーとしては、ポリスチレン-イソプレンブロック共重合体、ポリスチレン-ポリブタジエン共重合体、ポリスチレン-水素添加ポリブタジエン共重合体、ポリスチレン-水素添加ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-水素添加ポリブタジエン-水素添加ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-水素添加ポリブタジエン-ポリイソプレン-ポリスチレンブロック共重合体が好ましく、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体がより好ましい、前記<1>~<18>いずれか記載のファン。
<20> エラストマー中のスチレン含有量は、好ましくは10質量%以上、より好ましくは15質量%以上であり、好ましくは30質量%以下、より好ましくは25質量%以下である、前記<1>~<19>いずれか記載のファン。
<21> エラストマーは、ガラス転移温度Tgが、好ましくは-40℃以上であり、好ましくは20℃以下である、前記<1>~<20>いずれか記載のファン。
<22> エラストマーの含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、10質量部以上が好ましく、15質量部以上がより好ましく、18質量部以上が更に好ましく、20質量部以上が更に好ましく、25質量部以上が更に好ましく、また、50質量部以下が好ましく、40質量部以下がより好ましく、35質量部以下が更に好ましい、前記<1>~<21>いずれか記載のファン。
<23> ファンを構成するポリエステル樹脂組成物中、エラストマーの含有量は、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上であり、好ましくは30質量%以下、より好ましくは25質量%以下、更に好ましくは20質量%以下である、前記<1>~<22>いずれか記載のファン。
<24> 可塑剤及びエラストマーを併用してもよく、可塑剤を単独で又は2種以上とエラストマーを単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<25> 可塑剤を単独で又は2種以上とスチレン・イソプレンブロック共重合体を単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<26> 可塑剤を単独で又は2種以上とスチレン・ブタジエンブロック共重合体を単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<27> 可塑剤を単独で又は2種以上、スチレン・ブタジエンブロック共重合体を単独で又は2種以上、及びスチレン・イソプレンブロック共重合体を単独で又は2種以上を組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<28> 可塑剤及びエラストマーの合計含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、15質量部以上が好ましく、20質量部以上がより好ましく、25質量部以上が更に好ましく、また、60質量部以下が好ましく、50質量部以下がより好ましく、40質量部以下が更に好ましい、前記<24>記載のファン。
<29> 可塑剤及びエラストマーの質量比(可塑剤/エラストマー)は、30/70~70/30が好ましく、40/60~60/40がより好ましい、前記<24>又は<28>記載のファン。
<30> 無機充填剤(C)としては、板状の充填剤、粒状の充填剤、針状の充填剤、及び繊維状の充填剤からなる群より選ばれる1種又は2種以上を含むことが好ましい、前記<1>~<29>いずれか記載のファン。
<31> 板状の充填剤としては、アスペクト比(板状体の最大面における最長辺の長さ/該面の厚み)が20以上150以下のものであり、ガラスフレーク、非膨潤性雲母、膨潤性雲母、グラファイト、金属箔、タルク、クレー、マイカ、セリサイト、ゼオライト、ベントナイト、有機変性ベントナイト、モンモリロナイト、有機変性モンモリロナイト、ドロマイト、スメクタイト、ハイドロタルサイト、板状酸化鉄、板状炭酸カルシウム、板状水酸化マグネシウム、及び板状硫酸バリウムが好ましく、タルク、マイカ、板状硫酸バリウムがより好ましく、タルク、マイカが更に好ましい、前記<30>記載のファン。
<32> 粒状の充填剤としては、アスペクト比(粒状体の最長の直径/粒状体の最短の直径)が1以上2未満のものであり、1に近いものが好ましく、カオリン、微粉ケイ酸、長石粉、粒状炭酸カルシウム、粒状水酸化マグネシウム、粒状硫酸バリウム、水酸化アルミニウム、炭酸マグネシウム、酸化カルシウム、酸化アルミニウム、酸化マグネシウム、酸化チタン、ケイ酸アルミニウム、各種バルーン、各種ビーズ、酸化ケイ素、石膏、ノバキュライト、ドーソナイト、及び白土が好ましく、粒状硫酸バリウム、水酸化アルミニウム、及び粒状炭酸カルシウムがより好ましく、粒状炭酸カルシウム、粒状硫酸バリウムが更に好ましい、前記<30>記載のファン。
<33> 針状の充填剤としては、アスペクト比(粒子長さ/粒子径)が2以上20未満の範囲のものであり、チタン酸カリウムウイスカー、ホウ酸アルミニウムウイスカー、マグネシウム系ウイスカー、珪素系ウイスカー、ワラステナイト、セピオライト、アスベスト、ゾノライト、ホスフェートファイバー、エレスタダイト、スラグ繊維、石膏繊維、シリカ繊維、シリカ・アルミナ繊維、ジルコニア繊維、窒化硼素繊維、窒化硅素繊維、及び硼素繊維が好ましく、チタン酸カリウムウイスカー、ワラステナイトがより好ましい、前記<30>記載のファン。
<34> 繊維状の充填剤としては、アスペクト比(平均繊維長/平均繊維径)が150を超えるものであり、ガラス繊維、炭素繊維、グラファイト繊維、金属繊維、セルロース繊維が好ましく、炭素繊維、ガラス繊維がより好ましく、ガラス繊維が更に好ましい、前記<30>記載のファン。
<35> 粒状、板状、又は針状充填剤は、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂や、エポキシ樹脂などの熱硬化性樹脂で被覆又は集束処理されていてもよく、アミノシランやエポキシシランなどのカップリング剤などで処理されていても良い、前記<30>~<33>いずれか記載のファン。
<36> 無機充填剤(C)としては、好ましくは板状充填剤、針状充填剤、及び繊維状充填剤からなる群より選ばれる1種又は2種以上、より好ましくは板状充填剤及び針状充填剤からなる群より選ばれる1種又は2種以上、更に好ましくは板状充填剤の1種又は2種以上である、前記<1>~<35>いずれか記載のファン。
<37> マイカ、タルク、ガラス繊維を用いることが好ましく、マイカ、タルクを用いることがより好ましく、マイカを用いることが更に好ましい、前記<1>~<36>いずれか記載のファン。
<38> 無機充填剤(C)中の板状充填剤の含有量は、60質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上が更に好ましい、前記<30>~<37>いずれか記載のファン。
<39> 無機充填剤(C)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、10質量部以上が好ましく、15質量部以上がより好ましく、20質量部以上が更に好ましく、30質量部以上が更に好ましく、35質量部以上が更に好ましく、また、80質量部以下が好ましく、70質量部以下がより好ましく、60質量部以下が更に好ましく、50質量部以下が更に好ましく、45質量部以下が更に好ましい、前記<1>~<38>いずれか記載のファン。
<40> ファンを構成するポリエステル樹脂組成物中、無機充填剤の含有量は、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上、更に好ましくは20質量%以上、更に好ましくは23質量%以上であり、好ましくは40質量%以下、より好ましくは35質量%以下、更に好ましくは30質量%以下である、前記<1>~<39>いずれか記載のファン。
<41> 成分(B)と無機充填剤(C)の質量比(成分(B)/無機充填剤(C))は、10/90~60/40が好ましく、25/75~50/50がより好ましく、40/60~45/55が更に好ましい、前記<1>~<40>いずれか記載のファン。
<42> 更に、有機結晶核剤(D)を含有してなる、前記<1>~<41>いずれか記載のファン。
<43> 有機結晶核剤(D)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、好ましくは0.01質量部以上、より好ましくは0.1質量部以上、更に好ましくは0.2質量部以上であり、好ましくは20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは1質量部以下である、前記<42>記載のファン。
<44> ファンを構成するポリエステル樹脂組成物が、熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、無機充填剤(C)を含有する原料を溶融混練して調製される、前記<1>~<43>いずれか記載のファン。
<45> 溶融混練温度は、好ましくは220℃以上、より好ましくは225℃以上、更に好ましくは230℃以上であり、好ましくは300℃以下、より好ましくは290℃以下、更に好ましくは280℃以下、更に好ましくは260℃以下、更に好ましくは250℃以下、更に好ましくは240℃以下である、前記<44>記載のファン。
<46> 前記<1>~<45>いずれか記載のファンの制振材料としての使用。
<47> 前記<1>~<45>いずれか記載のファンを構成するポリエステル樹脂組成物を射出成形機に充填して、金型内に注入して成型する工程を含む製造方法により得られる、音響機器、電気製品、乗物、建築物、産業用機器等の製品又はそれらの部品あるいは筐体。
<48> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む電気製品用モーターカバー。
<49> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む空調機。
<50> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むスピーカー。
<51> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むプロジェクター。
<52> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むコンプレッサー付電気製品。
<53> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む配管。
<54> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、電気製品用モーターカバーにより発生する振動音の低減方法。
<55> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、空調機により発生する振動音の低減方法。
<56> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、スピーカーにより発生する振動音の低減方法。
<57> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、プロジェクターにより発生する振動音の低減方法。
<58> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、コンプレッサー付電気製品により発生する振動音の低減方法。
<59> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、配管により発生する振動音の低減方法。
<60> 以下の工程を含む、ファンを有する部品又は筐体の製造方法。
工程(1):熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物を溶融混練して、ポリエステル樹脂組成物の溶融混練物を調製する工程
工程(2):工程(1)で得られたポリエステル樹脂組成物の溶融混練物を金型内に射出成形する工程
<61> さらに、スチレン・ブタジエンブロック共重合体を含有する、前記<1>~<45>いずれか記載のファン。
<62> ファンが、ファンの羽、ファンカバー、ファンケーシング、モーターカバー、ダクト、導風板、ベルマウス、フードのいずれかである、前記<1>~<45>いずれか記載のファン。
<3> 熱可塑性ポリエステル樹脂(A)を構成するジオール成分が、脂肪族ジオール、脂環式ジオール、芳香族ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上である、前記<1>又は<2>記載のファン。
<4>熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分が、芳香族ジカルボン酸、脂環式ジカルボン酸、及びフランを有するジカルボン酸からなる群より選ばれる1種又は2種以上である場合には、好ましくは脂肪族ジオール、芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは脂肪族ジオール及び芳香族ジオールからなる群より選ばれる1種又は2種以上との組み合わせである、前記<1>~<3>いずれか記載のファン。
<5>熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分が、脂肪族ジカルボン酸である場合には、好ましくは芳香族ジオール、脂環式ジオール、及びフラン環を有するジオールからなる群より選ばれる1種又は2種以上との組み合わせであり、より好ましくは芳香族ジオールの1種又は2種以上との組み合わせである、前記<1>~<3>いずれか記載のファン。
<6> 熱可塑性ポリエステル樹脂(A)を構成するジカルボン酸成分としては、コハク酸、グルタル酸、アジピン酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、1,8-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上が好ましく、コハク酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、2,6-ナフタレンジカルボン酸、及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種以上がより好ましく、テレフタル酸及び2,5-フランジカルボン酸からなる群より選ばれる1種又は2種が更に好ましい、前記<1>~<5>いずれか記載のファン。
<7> 熱可塑性ポリエステル樹脂(A)を構成するジオール成分としては、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、イソソルバイド、ビスフェノールA、ビスフェノールAアルキレンオキシド付加物、1,3-ベンゼンジメタノール、1,4-ベンゼンジメタノール、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上が好ましく、エチレングリコール、1,3-プロパンジオール、1,4-ブタンジオール、シクロヘキサンジメタノール、水添ビスフェノールA、及び2,5-ジヒドロキシフランからなる群より選ばれる1種又は2種以上がより好ましい、前記<1>~<6>いずれか記載のファン。
<8> 熱可塑性ポリエステル樹脂(A)は、ガラス転移温度(Tg)が、好ましくは20℃以上、より好ましくは25℃以上、更に好ましくは30℃以上、より更に好ましくは35℃以上であり、好ましくは160℃以下、より好ましくは150℃以下、更に好ましくは140℃以下、より更に好ましくは130℃以下である、前記<1>~<7>いずれか記載のファン。
<9> 熱可塑性ポリエステル樹脂(A)は、昇温速度20℃/minで25℃から300℃まで加熱し、その状態で5分間保持後、次いで25℃以下となるよう-20℃/minで冷却したとき、結晶化に伴う発熱ピークの面積から求められる結晶化エンタルピーΔHmcが、好ましくは5J/g以上、より好ましくは10J/g以上、更に好ましくは15J/g以上、更に好ましくは30J/g以上である、前記<1>~<8>いずれか記載のファン。
<10> 熱可塑性ポリエステル樹脂(A)は、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート、テレフタル酸と1,4-シクロヘキサンジメタノールから構成される1,4-シクロヘキサンジメチレンテレフタレート、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート、2,6-ナフタレンジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンナフタレート、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエート、2,5-フランジカルボン酸と1,4-ブタンジオールから構成されるポリブチレンフラノエートが好ましく、テレフタル酸とエチレングリコールから構成されるポリエチレンテレフタレート、テレフタル酸と1,3-プロパンジオールから構成されるポリトリメチレンテレフタレート、テレフタル酸と1,4-ブタンジオールから構成されるポリブチレンテレフタレート、2,6-ナフタレンジカルボン酸とエチレングリコールから構成されるポリエチレンナフタレート、2,5-フランジカルボン酸とエチレングリコールから構成されるポリエチレンフラノエートがより好ましい、前記<1>~<9>いずれか記載のファン。
<11> 熱可塑性ポリエステル樹脂(A)の含有量は、ファンを構成するポリエステル樹脂組成物中、50質量%以上が好ましく、55質量%以上がより好ましく、60質量%以上が更に好ましく、また、90質量%以下が好ましく、80質量%以下がより好ましく、75質量%以下が更に好ましく、70質量%以下が更に好ましい、前記<1>~<10>いずれか記載のファン。
<12> 可塑剤としては、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含むことが好ましい、前記<1>~<11>いずれか記載のファン。
<13> 可塑剤としては、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含み、より好ましくは、(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上を含む、前記<1>~<12>いずれか記載のファン。
<14> 可塑剤としては、以下の化合物群(A)~(C)からなる群より選ばれる1種又は2種以上を含むことが好ましく、以下の化合物群(A)及び(B)からなる群より選ばれる1種又は2種以上を含むことがより好ましい、前記<1>~<13>いずれか記載のファン。
化合物群(A) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2~3のアルキレンオキサイドを平均0.5~5モル付加したアルコールであるエステル化合物
化合物群(B) 式(II):
R5O-CO-R6-CO-〔(OR7)mO-CO-R6-CO-〕nOR5 (II)
(式中、R5は炭素数が1~4のアルキル基、R6は炭素数が2~4のアルキレン基、R7は炭素数が2~6のアルキレン基であり、mは1~6の数、nは1~12の数を示し、但し、全てのR6は同一でも異なっていてもよく、全てのR7は同一でも異なっていてもよい)
で表される化合物
化合物群(C) 分子中に2個以上のエステル基を有するエステル化合物であって、該エステル化合物を構成するアルコール成分がモノアルコールであるエステル化合物
<15> 可塑剤中、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、好ましくは(ポリ)オキシアルキレン基又は炭素数2~10のアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、より好ましくは(ポリ)オキシアルキレン基を有する、ポリエステル系可塑剤、多価アルコールエステル系可塑剤、多価カルボン酸エステル系可塑剤、及び一般式(I)で表される化合物からなる群より選ばれる1種又は2種以上の含有量、ならびに前記化合物群(A)~(C)からなる群より選ばれる1種又は2種以上の化合物の含有量は、好ましくは50質量%以上、より好ましくは80質量%以上、更に好ましくは90質量%以上、更に好ましくは95質量%以上、更に好ましくは実質的に100質量%、更に好ましくは100質量%である、前記<12>~<14>いずれか記載のファン。
<16> 可塑剤の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、好ましくは1質量部以上、より好ましくは3質量部以上、更に好ましくは5質量部以上、更に好ましくは10質量部以上、更に好ましくは15質量部以上、更に好ましくは18質量部以上であり、好ましくは50質量部以下、より好ましくは40質量部以下、更に好ましくは30質量部以下、更に好ましくは25質量部以下である、前記<1>~<15>いずれか記載のファン。
<17> ファンを構成するポリエステル樹脂組成物中、可塑剤の含有量は、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、より更に好ましくは10質量%以上であり、好ましくは25質量%以下、より好ましくは20質量%以下、更に好ましくは15質量%以下である、前記<1>~<16>いずれか記載のファン。
<18> エラストマーは、両末端にポリスチレンブロックを有し、その間にポリイソプレンブロック又はビニル-ポリイソプレンブロックの少なくとも一方のブロックを有するブロック共重合体である、前記<1>~<17>いずれか記載のファン。
<19> エラストマーとしては、ポリスチレン-イソプレンブロック共重合体、ポリスチレン-ポリブタジエン共重合体、ポリスチレン-水素添加ポリブタジエン共重合体、ポリスチレン-水素添加ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-水素添加ポリブタジエン-水素添加ポリイソプレン-ポリスチレンブロック共重合体、ポリスチレン-水素添加ポリブタジエン-ポリイソプレン-ポリスチレンブロック共重合体が好ましく、ポリスチレン-ビニル-ポリイソプレン-ポリスチレンブロック共重合体がより好ましい、前記<1>~<18>いずれか記載のファン。
<20> エラストマー中のスチレン含有量は、好ましくは10質量%以上、より好ましくは15質量%以上であり、好ましくは30質量%以下、より好ましくは25質量%以下である、前記<1>~<19>いずれか記載のファン。
<21> エラストマーは、ガラス転移温度Tgが、好ましくは-40℃以上であり、好ましくは20℃以下である、前記<1>~<20>いずれか記載のファン。
<22> エラストマーの含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、10質量部以上が好ましく、15質量部以上がより好ましく、18質量部以上が更に好ましく、20質量部以上が更に好ましく、25質量部以上が更に好ましく、また、50質量部以下が好ましく、40質量部以下がより好ましく、35質量部以下が更に好ましい、前記<1>~<21>いずれか記載のファン。
<23> ファンを構成するポリエステル樹脂組成物中、エラストマーの含有量は、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上であり、好ましくは30質量%以下、より好ましくは25質量%以下、更に好ましくは20質量%以下である、前記<1>~<22>いずれか記載のファン。
<24> 可塑剤及びエラストマーを併用してもよく、可塑剤を単独で又は2種以上とエラストマーを単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<25> 可塑剤を単独で又は2種以上とスチレン・イソプレンブロック共重合体を単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<26> 可塑剤を単独で又は2種以上とスチレン・ブタジエンブロック共重合体を単独で又は2種以上とを組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<27> 可塑剤を単独で又は2種以上、スチレン・ブタジエンブロック共重合体を単独で又は2種以上、及びスチレン・イソプレンブロック共重合体を単独で又は2種以上を組み合わせて用いることができる、前記<1>~<23>いずれか記載のファン。
<28> 可塑剤及びエラストマーの合計含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、15質量部以上が好ましく、20質量部以上がより好ましく、25質量部以上が更に好ましく、また、60質量部以下が好ましく、50質量部以下がより好ましく、40質量部以下が更に好ましい、前記<24>記載のファン。
<29> 可塑剤及びエラストマーの質量比(可塑剤/エラストマー)は、30/70~70/30が好ましく、40/60~60/40がより好ましい、前記<24>又は<28>記載のファン。
<30> 無機充填剤(C)としては、板状の充填剤、粒状の充填剤、針状の充填剤、及び繊維状の充填剤からなる群より選ばれる1種又は2種以上を含むことが好ましい、前記<1>~<29>いずれか記載のファン。
<31> 板状の充填剤としては、アスペクト比(板状体の最大面における最長辺の長さ/該面の厚み)が20以上150以下のものであり、ガラスフレーク、非膨潤性雲母、膨潤性雲母、グラファイト、金属箔、タルク、クレー、マイカ、セリサイト、ゼオライト、ベントナイト、有機変性ベントナイト、モンモリロナイト、有機変性モンモリロナイト、ドロマイト、スメクタイト、ハイドロタルサイト、板状酸化鉄、板状炭酸カルシウム、板状水酸化マグネシウム、及び板状硫酸バリウムが好ましく、タルク、マイカ、板状硫酸バリウムがより好ましく、タルク、マイカが更に好ましい、前記<30>記載のファン。
<32> 粒状の充填剤としては、アスペクト比(粒状体の最長の直径/粒状体の最短の直径)が1以上2未満のものであり、1に近いものが好ましく、カオリン、微粉ケイ酸、長石粉、粒状炭酸カルシウム、粒状水酸化マグネシウム、粒状硫酸バリウム、水酸化アルミニウム、炭酸マグネシウム、酸化カルシウム、酸化アルミニウム、酸化マグネシウム、酸化チタン、ケイ酸アルミニウム、各種バルーン、各種ビーズ、酸化ケイ素、石膏、ノバキュライト、ドーソナイト、及び白土が好ましく、粒状硫酸バリウム、水酸化アルミニウム、及び粒状炭酸カルシウムがより好ましく、粒状炭酸カルシウム、粒状硫酸バリウムが更に好ましい、前記<30>記載のファン。
<33> 針状の充填剤としては、アスペクト比(粒子長さ/粒子径)が2以上20未満の範囲のものであり、チタン酸カリウムウイスカー、ホウ酸アルミニウムウイスカー、マグネシウム系ウイスカー、珪素系ウイスカー、ワラステナイト、セピオライト、アスベスト、ゾノライト、ホスフェートファイバー、エレスタダイト、スラグ繊維、石膏繊維、シリカ繊維、シリカ・アルミナ繊維、ジルコニア繊維、窒化硼素繊維、窒化硅素繊維、及び硼素繊維が好ましく、チタン酸カリウムウイスカー、ワラステナイトがより好ましい、前記<30>記載のファン。
<34> 繊維状の充填剤としては、アスペクト比(平均繊維長/平均繊維径)が150を超えるものであり、ガラス繊維、炭素繊維、グラファイト繊維、金属繊維、セルロース繊維が好ましく、炭素繊維、ガラス繊維がより好ましく、ガラス繊維が更に好ましい、前記<30>記載のファン。
<35> 粒状、板状、又は針状充填剤は、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂や、エポキシ樹脂などの熱硬化性樹脂で被覆又は集束処理されていてもよく、アミノシランやエポキシシランなどのカップリング剤などで処理されていても良い、前記<30>~<33>いずれか記載のファン。
<36> 無機充填剤(C)としては、好ましくは板状充填剤、針状充填剤、及び繊維状充填剤からなる群より選ばれる1種又は2種以上、より好ましくは板状充填剤及び針状充填剤からなる群より選ばれる1種又は2種以上、更に好ましくは板状充填剤の1種又は2種以上である、前記<1>~<35>いずれか記載のファン。
<37> マイカ、タルク、ガラス繊維を用いることが好ましく、マイカ、タルクを用いることがより好ましく、マイカを用いることが更に好ましい、前記<1>~<36>いずれか記載のファン。
<38> 無機充填剤(C)中の板状充填剤の含有量は、60質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上が更に好ましい、前記<30>~<37>いずれか記載のファン。
<39> 無機充填剤(C)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、10質量部以上が好ましく、15質量部以上がより好ましく、20質量部以上が更に好ましく、30質量部以上が更に好ましく、35質量部以上が更に好ましく、また、80質量部以下が好ましく、70質量部以下がより好ましく、60質量部以下が更に好ましく、50質量部以下が更に好ましく、45質量部以下が更に好ましい、前記<1>~<38>いずれか記載のファン。
<40> ファンを構成するポリエステル樹脂組成物中、無機充填剤の含有量は、好ましくは5質量%以上、より好ましくは10質量%以上、更に好ましくは15質量%以上、更に好ましくは20質量%以上、更に好ましくは23質量%以上であり、好ましくは40質量%以下、より好ましくは35質量%以下、更に好ましくは30質量%以下である、前記<1>~<39>いずれか記載のファン。
<41> 成分(B)と無機充填剤(C)の質量比(成分(B)/無機充填剤(C))は、10/90~60/40が好ましく、25/75~50/50がより好ましく、40/60~45/55が更に好ましい、前記<1>~<40>いずれか記載のファン。
<42> 更に、有機結晶核剤(D)を含有してなる、前記<1>~<41>いずれか記載のファン。
<43> 有機結晶核剤(D)の含有量は、熱可塑性ポリエステル樹脂(A)100質量部に対して、好ましくは0.01質量部以上、より好ましくは0.1質量部以上、更に好ましくは0.2質量部以上であり、好ましくは20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは1質量部以下である、前記<42>記載のファン。
<44> ファンを構成するポリエステル樹脂組成物が、熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、無機充填剤(C)を含有する原料を溶融混練して調製される、前記<1>~<43>いずれか記載のファン。
<45> 溶融混練温度は、好ましくは220℃以上、より好ましくは225℃以上、更に好ましくは230℃以上であり、好ましくは300℃以下、より好ましくは290℃以下、更に好ましくは280℃以下、更に好ましくは260℃以下、更に好ましくは250℃以下、更に好ましくは240℃以下である、前記<44>記載のファン。
<46> 前記<1>~<45>いずれか記載のファンの制振材料としての使用。
<47> 前記<1>~<45>いずれか記載のファンを構成するポリエステル樹脂組成物を射出成形機に充填して、金型内に注入して成型する工程を含む製造方法により得られる、音響機器、電気製品、乗物、建築物、産業用機器等の製品又はそれらの部品あるいは筐体。
<48> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む電気製品用モーターカバー。
<49> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む空調機。
<50> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むスピーカー。
<51> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むプロジェクター。
<52> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含むコンプレッサー付電気製品。
<53> 前記<1>~<45>いずれかで用いられるポリエステル樹脂組成物を含む配管。
<54> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、電気製品用モーターカバーにより発生する振動音の低減方法。
<55> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、空調機により発生する振動音の低減方法。
<56> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、スピーカーにより発生する振動音の低減方法。
<57> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、プロジェクターにより発生する振動音の低減方法。
<58> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、コンプレッサー付電気製品により発生する振動音の低減方法。
<59> 前記<1>~<45>いずれかに規定されるポリエステル樹脂組成物を用いることを特徴とする、配管により発生する振動音の低減方法。
<60> 以下の工程を含む、ファンを有する部品又は筐体の製造方法。
工程(1):熱可塑性ポリエステル樹脂(A)、可塑剤及びエラストマーからなる群より選ばれる1種又は2種以上(B)、ならびに無機充填剤(C)を含有するポリエステル樹脂組成物を溶融混練して、ポリエステル樹脂組成物の溶融混練物を調製する工程
工程(2):工程(1)で得られたポリエステル樹脂組成物の溶融混練物を金型内に射出成形する工程
<61> さらに、スチレン・ブタジエンブロック共重合体を含有する、前記<1>~<45>いずれか記載のファン。
<62> ファンが、ファンの羽、ファンカバー、ファンケーシング、モーターカバー、ダクト、導風板、ベルマウス、フードのいずれかである、前記<1>~<45>いずれか記載のファン。
以下、実施例を示して本発明を具体的に説明する。なお、この実施例は、単なる本発明の例示であり、何ら限定を意味するものではない。例中の部は、特記しない限り質量部である。なお、「常圧」とは101.3kPaを、「常温」とは25℃を示す。
〔熱可塑性ポリエステル樹脂及びエラストマーのガラス転移温度〕
後述と同様にして調製したサンプルの平板試験片(40mm×5mm×0.4mm)を用いて、DMA装置(SII社製、EXSTAR6000)を用い、測定周波数を1Hzとして、昇温速度2℃/分で-50℃から250℃まで昇温し、得られた損失弾性率のピーク温度をガラス転移点として求める。
後述と同様にして調製したサンプルの平板試験片(40mm×5mm×0.4mm)を用いて、DMA装置(SII社製、EXSTAR6000)を用い、測定周波数を1Hzとして、昇温速度2℃/分で-50℃から250℃まで昇温し、得られた損失弾性率のピーク温度をガラス転移点として求める。
〔熱可塑性ポリエステル樹脂の結晶化エンタルピー〕
熱可塑性ポリエステル樹脂試料約7mgを計量し、DSC装置(パーキンエルマー社製、DSC8500)を用い、JIS K7122(1999)に準じて、昇温速度20℃/minで樹脂を25℃から300℃まで加熱し、その状態で5分間保持後、次いで25℃以下となるよう-20℃/minで冷却したとき、結晶化に伴う発熱ピークから結晶化エンタルピーを算出する。
熱可塑性ポリエステル樹脂試料約7mgを計量し、DSC装置(パーキンエルマー社製、DSC8500)を用い、JIS K7122(1999)に準じて、昇温速度20℃/minで樹脂を25℃から300℃まで加熱し、その状態で5分間保持後、次いで25℃以下となるよう-20℃/minで冷却したとき、結晶化に伴う発熱ピークから結晶化エンタルピーを算出する。
〔エラストマーのスチレン含有量〕
エラストマーを重水素化クロロホルムに溶解し、その試料溶液のH-NMRスペクトルを観測幅15ppmで測定する。またあらかじめ、3種の濃度のポリスチレン/重水素化クロロホルム溶液のH-NMRスペクトルのスチレンのピーク面積と濃度から検量線を求め、この検量線を用いて、試料溶液のスチレンのピーク面積からスチレンの含有量を算出する。
エラストマーを重水素化クロロホルムに溶解し、その試料溶液のH-NMRスペクトルを観測幅15ppmで測定する。またあらかじめ、3種の濃度のポリスチレン/重水素化クロロホルム溶液のH-NMRスペクトルのスチレンのピーク面積と濃度から検量線を求め、この検量線を用いて、試料溶液のスチレンのピーク面積からスチレンの含有量を算出する。
〔可塑剤の酸価、水酸基価、及びケン化価〕
酸価:滴定溶媒としてトルエン/エタノール=2/1(体積比)を用いる他は、JIS K 0070の試験法に従って分析を行う。
水酸基価:アセチル化試薬として無水酢酸/ピリジン=1/4(体積比)を用い、添加量を3mLとする他は、JIS K 0070の試験法に従って分析を行う。
ケン化価:水浴の温度を95℃に、加熱時間を1時間にする他は、JIS K 0070の試験法に従って分析を行う。
酸価:滴定溶媒としてトルエン/エタノール=2/1(体積比)を用いる他は、JIS K 0070の試験法に従って分析を行う。
水酸基価:アセチル化試薬として無水酢酸/ピリジン=1/4(体積比)を用い、添加量を3mLとする他は、JIS K 0070の試験法に従って分析を行う。
ケン化価:水浴の温度を95℃に、加熱時間を1時間にする他は、JIS K 0070の試験法に従って分析を行う。
〔可塑剤の(B)エステル化合物の分子量、末端アルキルエステル化率、及びエーテル基価〕
分子量:本明細書において(B)エステル化合物の分子量とは数平均分子量を意味し、酸価、水酸基価、及びケン化価から次式により算出する。
平均分子量 M=(M1+M2-M3×2)×n+M1-(M3-17.01)×2+(M3-17.01)×p+(M2-17.01)×q+1.01×(2-p-q)
q=水酸基価×M÷56110
2-p-q=酸価×M÷56110
平均重合度 n=ケン化価×M÷(2×56110)-1
末端アルキルエステル化率:分子末端のアルキルエステル化率(末端アルキルエステル化率)は以下の式より算出することができ、分子末端のアルキルエステル化率は数値が大きいほうが、遊離のカルボキシル基や水酸基が少なく、分子末端が十分にアルキルエステル化されていることを示す。
末端アルキルエステル化率(%)=(p÷2)×100
ただし、M1:原料として用いるジカルボン酸と原料として用いる一価アルコールとのジエステルの分子量
M2:原料として用いる二価アルコールの分子量
M3:原料として用いる一価アルコールの分子量
p:一分子中の末端アルキルエステル基の数
q:一分子中の末端水酸基の数
エーテル基価:以下の式より、カルボン酸エステル1g中のエーテル基のミリモル(mmol)数であるエーテル基価を算出する。
エーテル基価(mmol/g)=(m-1)×n×1000÷M
ただし、m:オキシアルキレン基の平均の繰り返し数(m-1は二価アルコール一分子中のエーテル基の数を表す)
尚、ジカルボン酸、一価アルコール、ニ価アルコールを複数種用いる場合、分子量は、数平均値の分子量を用いる。
分子量:本明細書において(B)エステル化合物の分子量とは数平均分子量を意味し、酸価、水酸基価、及びケン化価から次式により算出する。
平均分子量 M=(M1+M2-M3×2)×n+M1-(M3-17.01)×2+(M3-17.01)×p+(M2-17.01)×q+1.01×(2-p-q)
q=水酸基価×M÷56110
2-p-q=酸価×M÷56110
平均重合度 n=ケン化価×M÷(2×56110)-1
末端アルキルエステル化率:分子末端のアルキルエステル化率(末端アルキルエステル化率)は以下の式より算出することができ、分子末端のアルキルエステル化率は数値が大きいほうが、遊離のカルボキシル基や水酸基が少なく、分子末端が十分にアルキルエステル化されていることを示す。
末端アルキルエステル化率(%)=(p÷2)×100
ただし、M1:原料として用いるジカルボン酸と原料として用いる一価アルコールとのジエステルの分子量
M2:原料として用いる二価アルコールの分子量
M3:原料として用いる一価アルコールの分子量
p:一分子中の末端アルキルエステル基の数
q:一分子中の末端水酸基の数
エーテル基価:以下の式より、カルボン酸エステル1g中のエーテル基のミリモル(mmol)数であるエーテル基価を算出する。
エーテル基価(mmol/g)=(m-1)×n×1000÷M
ただし、m:オキシアルキレン基の平均の繰り返し数(m-1は二価アルコール一分子中のエーテル基の数を表す)
尚、ジカルボン酸、一価アルコール、ニ価アルコールを複数種用いる場合、分子量は、数平均値の分子量を用いる。
可塑剤の製造例1(コハク酸とトリエチレングリコールモノメチルエーテルとのジエステル)
攪拌機、温度計、脱水管を備えた3Lフラスコに、無水コハク酸500g、トリエチレングリコールモノメチルエーテル2463g、パラトルエンスルホン酸一水和物9.5gを仕込み、空間部に窒素(500mL/分)を吹き込みながら、減圧下(4~10.7kPa)、110℃で15時間反応させた。反応液の酸価は1.6(mgKOH/g)であった。反応液に吸着剤キョーワード500SH(協和化学工業社製)27gを添加して80℃、2.7kPaで45分間攪拌してろ過した後、液温115~200℃、圧力0.03kPaでトリエチレングリコールモノメチルエーテルを留去し、80℃に冷却後、残液を減圧ろ過して、ろ液として、コハク酸とトリエチレングリコールモノメチルエーテルとのジエステルを得た。得られたジエステルは、酸価0.2(mgKOH/g)、鹸化価276(mgKOH/g)、水酸基価1以下(mgKOH/g)、色相APHA200であった。
攪拌機、温度計、脱水管を備えた3Lフラスコに、無水コハク酸500g、トリエチレングリコールモノメチルエーテル2463g、パラトルエンスルホン酸一水和物9.5gを仕込み、空間部に窒素(500mL/分)を吹き込みながら、減圧下(4~10.7kPa)、110℃で15時間反応させた。反応液の酸価は1.6(mgKOH/g)であった。反応液に吸着剤キョーワード500SH(協和化学工業社製)27gを添加して80℃、2.7kPaで45分間攪拌してろ過した後、液温115~200℃、圧力0.03kPaでトリエチレングリコールモノメチルエーテルを留去し、80℃に冷却後、残液を減圧ろ過して、ろ液として、コハク酸とトリエチレングリコールモノメチルエーテルとのジエステルを得た。得られたジエステルは、酸価0.2(mgKOH/g)、鹸化価276(mgKOH/g)、水酸基価1以下(mgKOH/g)、色相APHA200であった。
可塑剤の製造例2(コハク酸と1,3-プロパンジオール及びメタノールのジエステル、原料(モル比):コハク酸ジメチル/1,3-プロパンジオール(1.5/1))
4ツ口フラスコ(攪拌機、温度計、滴下漏斗、蒸留管、窒素吹き込み管付き)に1,3-プロパンジオール521g(6.84モル)及び触媒として28質量%ナトリウムメトキシド含有メタノール溶液5.9g(ナトリウムメトキシド0.031モル)を入れ、常圧、120℃で0.5時間攪拌しながらメタノールを留去した。その後、コハク酸ジメチル(和光純薬工業社製)1500g(10.26モル)を1時間かけて滴下し、常圧、120℃で、反応により生じるメタノールを留去した。次に、60℃に冷却し、28質量%ナトリウムメトキシド含有メタノール溶液5.6g(ナトリウムメトキシド0.029モル)を入れ、2時間かけて120℃に昇温した後、圧力を1時間かけて常圧から3.7kPaまで徐々に下げてメタノールを留去した。その後、80℃に冷却してキョーワード600S(協和化学工業社製)18gを添加し、圧力4.0kPa、80℃で1時間攪拌した後、減圧ろ過を行った。ろ液を圧力0.1kPaで、温度を2.5時間かけて85℃から194℃に上げて残存コハク酸ジメチルを留去し、常温黄色の液体を得た。なお、触媒の使用量は、ジカルボン酸エステル100モルに対して0.58モルであった。(式(II)におけるR5:メチル、R6:エチレン、R7:1,3-プロピレン、m=1、n=4.4;酸価0.64mgKOH/g;水酸基価1.3mgKOH/g;ケン化価719.5mgKOH/g;数平均分子量850;末端アルキルエステル化率98.5%;エーテル基価0mmol/g)。
4ツ口フラスコ(攪拌機、温度計、滴下漏斗、蒸留管、窒素吹き込み管付き)に1,3-プロパンジオール521g(6.84モル)及び触媒として28質量%ナトリウムメトキシド含有メタノール溶液5.9g(ナトリウムメトキシド0.031モル)を入れ、常圧、120℃で0.5時間攪拌しながらメタノールを留去した。その後、コハク酸ジメチル(和光純薬工業社製)1500g(10.26モル)を1時間かけて滴下し、常圧、120℃で、反応により生じるメタノールを留去した。次に、60℃に冷却し、28質量%ナトリウムメトキシド含有メタノール溶液5.6g(ナトリウムメトキシド0.029モル)を入れ、2時間かけて120℃に昇温した後、圧力を1時間かけて常圧から3.7kPaまで徐々に下げてメタノールを留去した。その後、80℃に冷却してキョーワード600S(協和化学工業社製)18gを添加し、圧力4.0kPa、80℃で1時間攪拌した後、減圧ろ過を行った。ろ液を圧力0.1kPaで、温度を2.5時間かけて85℃から194℃に上げて残存コハク酸ジメチルを留去し、常温黄色の液体を得た。なお、触媒の使用量は、ジカルボン酸エステル100モルに対して0.58モルであった。(式(II)におけるR5:メチル、R6:エチレン、R7:1,3-プロピレン、m=1、n=4.4;酸価0.64mgKOH/g;水酸基価1.3mgKOH/g;ケン化価719.5mgKOH/g;数平均分子量850;末端アルキルエステル化率98.5%;エーテル基価0mmol/g)。
可塑剤の製造例3(テレフタル酸とトリエチレングリコールモノメチルエーテルとのジエステル)
4ツ口フラスコ(攪拌機、温度計、蒸留管、窒素吹き込み管付き)に、テレフタル酸ジメチル400g、トリエチレングリコールモノメチルエーテル1015g、オクチル酸スズ(II)0.86gを仕込み、空間部に窒素(200mL/分)を吹き込みながら、常圧、200℃で14時間攪拌しながら反応により生じるメタノールを留去した。次に、常温に冷却し、85質量%リン酸含有トリエチレングリコールモノメチルエーテル溶液30gを入れ、空間部に窒素(500mL/分)を吹き込みながら、常圧、60℃で1.5時間攪拌しながらオクチル酸スズ(II)触媒を失活させた。その後反応液に吸着剤キョーワード500SH(協和化学工業社製)45gを添加して60℃、6.7kPaで1時間攪拌してろ過した後、液温120~150℃、圧力0.02kPaでトリエチレングリコールモノメチルエーテルを留去した。60℃に冷却後、残液を減圧ろ過して、ろ液として、黄色、やや粘性の液体のテレフタル酸とトリエチレングリコールモノメチルエーテルとのジエステルを得た。
4ツ口フラスコ(攪拌機、温度計、蒸留管、窒素吹き込み管付き)に、テレフタル酸ジメチル400g、トリエチレングリコールモノメチルエーテル1015g、オクチル酸スズ(II)0.86gを仕込み、空間部に窒素(200mL/分)を吹き込みながら、常圧、200℃で14時間攪拌しながら反応により生じるメタノールを留去した。次に、常温に冷却し、85質量%リン酸含有トリエチレングリコールモノメチルエーテル溶液30gを入れ、空間部に窒素(500mL/分)を吹き込みながら、常圧、60℃で1.5時間攪拌しながらオクチル酸スズ(II)触媒を失活させた。その後反応液に吸着剤キョーワード500SH(協和化学工業社製)45gを添加して60℃、6.7kPaで1時間攪拌してろ過した後、液温120~150℃、圧力0.02kPaでトリエチレングリコールモノメチルエーテルを留去した。60℃に冷却後、残液を減圧ろ過して、ろ液として、黄色、やや粘性の液体のテレフタル酸とトリエチレングリコールモノメチルエーテルとのジエステルを得た。
実施例1~29、実施例33及び比較例1~9
表1~9に示すファンを構成するポリエステル樹脂組成物の原料を、同方向噛み合型二軸押出機(日本製鋼所社製 TEX-28V)を用いて240℃で溶融混練し、ストランドカットを行い、樹脂組成物のペレットを得た。なお、得られたペレットは、110℃で3時間除湿乾燥し、水分量を500ppm以下とした。
表1~9に示すファンを構成するポリエステル樹脂組成物の原料を、同方向噛み合型二軸押出機(日本製鋼所社製 TEX-28V)を用いて240℃で溶融混練し、ストランドカットを行い、樹脂組成物のペレットを得た。なお、得られたペレットは、110℃で3時間除湿乾燥し、水分量を500ppm以下とした。
得られたペレットを、射出成形機(日本製鋼所社製 J110AD-180H、シリンダー温度設定6箇所)を用いて射出成形した。シリンダー温度をノズル先端側から5ユニット目までを240℃、残りの1ユニットを170℃、ホッパー下を45℃に設定した。金型温度は80℃に設定し、角柱試験片(125mm×12mm×6mm、63mm×13mm×6.4mm)、平板試験片(127mm×12.7mm×1.2mm、127mm×12.7mm×1.6mm)を成形し、樹脂組成物の成形体を得た。また、実施例3、13、14については、射出成形機(住友重機械工業社製 SE180D)を用い、プロペラ型の金型を用いて同様に射出成形を行って、プロペラファンも得た。
実施例30~32及び比較例10
表4又は6に示すファンを構成するポリエステル樹脂組成物の原料を、同方向噛み合型二軸押出機(日本製鋼所社製 TEX-28V)を用いて280℃で溶融混練し、ストランドカットを行い、ポリエステル樹脂組成物のペレットを得た。なお、得られたペレットは、110℃で3時間除湿乾燥し、水分量を500ppm以下とした。
表4又は6に示すファンを構成するポリエステル樹脂組成物の原料を、同方向噛み合型二軸押出機(日本製鋼所社製 TEX-28V)を用いて280℃で溶融混練し、ストランドカットを行い、ポリエステル樹脂組成物のペレットを得た。なお、得られたペレットは、110℃で3時間除湿乾燥し、水分量を500ppm以下とした。
得られたペレットを、射出成形機(日本製鋼所社製 J110AD-180H、シリンダー温度設定6箇所)を用いて射出成形した。シリンダー温度をノズル先端側から5ユニット目までを270℃、残りの1ユニットを230℃、ホッパー下を45℃に設定した。金型温度は130℃に設定し、角柱試験片(125mm×12mm×6mm)、平板試験片(127mm×12.7mm×1.2mm)を成形し、樹脂組成物の成形体を得た。
比較例11
表7に示すファンを構成する原料を、射出成形機を用いて射出成形した。シリンダー温度をノズル先端側から5ユニット目までを220℃、残りの1ユニットを170℃、ホッパー下を45℃に設定した。射出成形機(住友重機械工業社製 SE180D)を用い、金型温度は40℃に設定し、プロペラ型の金型を用いて射出成型を行って、プロペラファンを得た。
表7に示すファンを構成する原料を、射出成形機を用いて射出成形した。シリンダー温度をノズル先端側から5ユニット目までを220℃、残りの1ユニットを170℃、ホッパー下を45℃に設定した。射出成形機(住友重機械工業社製 SE180D)を用い、金型温度は40℃に設定し、プロペラ型の金型を用いて射出成型を行って、プロペラファンを得た。
なお、表1~9における原料は以下の通りである。
〔熱可塑性ポリエステル樹脂〕
PBT:ポリブチレンテレフタレート樹脂、ノバデュラン5010R5(三菱エンジニアリングプラスチック社製、非強化、ガラス転移温度:50℃、結晶化エンタルピーΔHmc:44J/g)
PTT:ポリトリメチレンテレフタレート樹脂、Sorona(登録商標)ブライト(デュポン社製、非強化、ガラス転移温度:50℃、結晶化エンタルピーΔHmc:52J/g)
PET:ポリエチレンテレフタレート樹脂、RT-553C(日本ユニペット社製、非強化、ガラス転移点:70℃、結晶化エンタルピーΔHmc:42J/g)
〔熱可塑性汎用樹脂〕
ABS:アクリロニトリル-ブタジエン-スチレン共重合樹脂、トヨラック700-314(東レ社製、非強化)
〔可塑剤〕
DAIFATTY-101:アジピン酸と、ジエチレングリコールモノメチルエーテル/ベンジルアルコール=1/1との混合ジエステル(大八化学工業社製)
(MeEO3)2SA:前記可塑剤の製造例1で製造したコハク酸とトリエチレングリコールモノメチルエーテルとのジエステル
MeSA-1,3PD:前記可塑剤の製造例2で製造したコハク酸と1,3-プロパンジオール及びメタノールのジエステル
(MeEO3)2TPA:前記可塑剤の製造例3で製造したテレフタル酸とトリエチレングリコールモノメチルエーテルとのジエステル
DOP:ビス(2-エチルヘキシル)フタレート、DOP(大八化学工業社製)
DOA:ビス(2-エチルヘキシル)アジペート、DOA(大八化学工業社製)
KP-L115:ビスフェノールSジオクチルエーテル(花王社製)
〔エラストマー〕
スチレン・イソプレンブロック共重合体:ハイブラー5127(クラレプラスチック社製、ガラス転移温度:8℃、スチレン含有量:20質量%)
ポリエステルエラストマー:ペルプレンP-150M(東洋紡社製、ガラス転移温度:-25℃)
スチレン・ブタジエンブロック共重合体(水添):S.O.E.L609(旭化成ケミカルズ社製、ガラス転移温度:10℃、スチレン含有量:67質量%)
〔無機充填剤〕
マイカ:A-21S(ヤマグチマイカ社製、最大面における最長辺の長さ:23μm、最大面の厚み:0.33μm、アスペクト比:70)
マイカ(アミノシラン処理):MICAKET21P5(ヤマグチマイカ社製、最大面における最長辺の長さ:23μm、最大面の厚み:0.33μm、アスペクト比:70)
タルク:MICROACE P-6(日本タルク社製、最大面における最長辺の長さ:4μm、最大面の厚み:0.13μm、アスペクト比:31)
タルク(エポキシ樹脂処理):P-4表面処理品(日本タルク社製、最大面における最長辺の長さ:4.5μm、最大面の厚み:0.13μm、アスペクト比:35)
ガラス繊維:CSF 3PE-941(日東紡社製、平均繊維長:3mm、平均繊維径:13μm、アスペクト比:231)
ガラス繊維(扁平断面):3PA-820(日東紡社製、平均繊維長:3mm、平均繊維径:4μm、アスペクト比:750)
〔結晶核剤〕
安息香酸Na:安息香酸ナトリウム(和光純薬工業社製)
NA-05:有機含窒素化合物(ADEKA社製)
〔熱可塑性ポリエステル樹脂〕
PBT:ポリブチレンテレフタレート樹脂、ノバデュラン5010R5(三菱エンジニアリングプラスチック社製、非強化、ガラス転移温度:50℃、結晶化エンタルピーΔHmc:44J/g)
PTT:ポリトリメチレンテレフタレート樹脂、Sorona(登録商標)ブライト(デュポン社製、非強化、ガラス転移温度:50℃、結晶化エンタルピーΔHmc:52J/g)
PET:ポリエチレンテレフタレート樹脂、RT-553C(日本ユニペット社製、非強化、ガラス転移点:70℃、結晶化エンタルピーΔHmc:42J/g)
〔熱可塑性汎用樹脂〕
ABS:アクリロニトリル-ブタジエン-スチレン共重合樹脂、トヨラック700-314(東レ社製、非強化)
〔可塑剤〕
DAIFATTY-101:アジピン酸と、ジエチレングリコールモノメチルエーテル/ベンジルアルコール=1/1との混合ジエステル(大八化学工業社製)
(MeEO3)2SA:前記可塑剤の製造例1で製造したコハク酸とトリエチレングリコールモノメチルエーテルとのジエステル
MeSA-1,3PD:前記可塑剤の製造例2で製造したコハク酸と1,3-プロパンジオール及びメタノールのジエステル
(MeEO3)2TPA:前記可塑剤の製造例3で製造したテレフタル酸とトリエチレングリコールモノメチルエーテルとのジエステル
DOP:ビス(2-エチルヘキシル)フタレート、DOP(大八化学工業社製)
DOA:ビス(2-エチルヘキシル)アジペート、DOA(大八化学工業社製)
KP-L115:ビスフェノールSジオクチルエーテル(花王社製)
〔エラストマー〕
スチレン・イソプレンブロック共重合体:ハイブラー5127(クラレプラスチック社製、ガラス転移温度:8℃、スチレン含有量:20質量%)
ポリエステルエラストマー:ペルプレンP-150M(東洋紡社製、ガラス転移温度:-25℃)
スチレン・ブタジエンブロック共重合体(水添):S.O.E.L609(旭化成ケミカルズ社製、ガラス転移温度:10℃、スチレン含有量:67質量%)
〔無機充填剤〕
マイカ:A-21S(ヤマグチマイカ社製、最大面における最長辺の長さ:23μm、最大面の厚み:0.33μm、アスペクト比:70)
マイカ(アミノシラン処理):MICAKET21P5(ヤマグチマイカ社製、最大面における最長辺の長さ:23μm、最大面の厚み:0.33μm、アスペクト比:70)
タルク:MICROACE P-6(日本タルク社製、最大面における最長辺の長さ:4μm、最大面の厚み:0.13μm、アスペクト比:31)
タルク(エポキシ樹脂処理):P-4表面処理品(日本タルク社製、最大面における最長辺の長さ:4.5μm、最大面の厚み:0.13μm、アスペクト比:35)
ガラス繊維:CSF 3PE-941(日東紡社製、平均繊維長:3mm、平均繊維径:13μm、アスペクト比:231)
ガラス繊維(扁平断面):3PA-820(日東紡社製、平均繊維長:3mm、平均繊維径:4μm、アスペクト比:750)
〔結晶核剤〕
安息香酸Na:安息香酸ナトリウム(和光純薬工業社製)
NA-05:有機含窒素化合物(ADEKA社製)
得られた成形体の特性を、下記の試験例1~6の方法に従って評価した。結果を表1~9に示す。
試験例1〔曲げ弾性率〕
角柱試験片(125mm×12mm×6mm)について、JIS K7203に基づいて、テンシロン(オリエンテック社製、テンシロン万能試験機 RTC-1210A)を用いて、クロスヘッド速度を3mm/minに設定して曲げ試験を行い、曲げ弾性率を求めた。曲げ弾性率が1.6GPa以上の場合に曲げ弾性率が高く、振動の初期振幅が小さいと判断することができ、その数値が高いほどその効果は高いと判断できる。
角柱試験片(125mm×12mm×6mm)について、JIS K7203に基づいて、テンシロン(オリエンテック社製、テンシロン万能試験機 RTC-1210A)を用いて、クロスヘッド速度を3mm/minに設定して曲げ試験を行い、曲げ弾性率を求めた。曲げ弾性率が1.6GPa以上の場合に曲げ弾性率が高く、振動の初期振幅が小さいと判断することができ、その数値が高いほどその効果は高いと判断できる。
試験例2〔損失係数〕
平板試験片(127mm×12.7mm×1.2mm)について、JIS G0602に基づいて、図1に示す治具に試験片を固定し、片端固定打撃加振法による曲げ振動の減衰自由振動波形から損失係数を求めた。応答変位の極大値XnはCCDレーザー変位計(キーエンス社製、LK-GD5000)で検出し、FFTアナライザ(エア・ブラウン社製、フォトンII)で時間解析を行った。応答変位の算出区間は初期インパクト時の応答変位を除いて3.0mm~0.5mmとした。損失係数が好ましくは0.05以上、より好ましくは0.06以上で損失係数が高く、振動の減衰が速いと判断することができ、その数値が高いほどその効果が高いと判断できる。
平板試験片(127mm×12.7mm×1.2mm)について、JIS G0602に基づいて、図1に示す治具に試験片を固定し、片端固定打撃加振法による曲げ振動の減衰自由振動波形から損失係数を求めた。応答変位の極大値XnはCCDレーザー変位計(キーエンス社製、LK-GD5000)で検出し、FFTアナライザ(エア・ブラウン社製、フォトンII)で時間解析を行った。応答変位の算出区間は初期インパクト時の応答変位を除いて3.0mm~0.5mmとした。損失係数が好ましくは0.05以上、より好ましくは0.06以上で損失係数が高く、振動の減衰が速いと判断することができ、その数値が高いほどその効果が高いと判断できる。
試験例3〔ファン振動試験〕
射出成形によって成形した直径150mmのプロペラファン(ファンテック社製、PF150-5P-R、Φ3.18)を用いた。発振器はType 3160、増幅器はType 2718、加振器はType 4810、加速度センサはType 8001で構成されるシステムを用い(いずれもB&K社製)、各機器の制御はパーソナルコンピューターを用いた。ファン成形体の中央部分をコンタクトチップに取り付け、加速度センサに固定した後、ランダム加振を与え、20Hz~12000Hzの範囲で加速度センサで検出した振動速度から振動dBを算出した。測定環境は恒温槽(エスペック社製、PU-3J)で23℃、0℃、又は40℃に制御し、300Hzから500Hzの共振周波数での振動dBを求めた。数値が小さいと振動をより低減していると判断できる。
射出成形によって成形した直径150mmのプロペラファン(ファンテック社製、PF150-5P-R、Φ3.18)を用いた。発振器はType 3160、増幅器はType 2718、加振器はType 4810、加速度センサはType 8001で構成されるシステムを用い(いずれもB&K社製)、各機器の制御はパーソナルコンピューターを用いた。ファン成形体の中央部分をコンタクトチップに取り付け、加速度センサに固定した後、ランダム加振を与え、20Hz~12000Hzの範囲で加速度センサで検出した振動速度から振動dBを算出した。測定環境は恒温槽(エスペック社製、PU-3J)で23℃、0℃、又は40℃に制御し、300Hzから500Hzの共振周波数での振動dBを求めた。数値が小さいと振動をより低減していると判断できる。
試験例4〔ファン騒音試験〕
上記と同じプロペラファン成形体を用いた。ファン成形体をモーター(マブチモーター製、RS-540SH)の回転軸に取り付け、図2のように固定し、周囲を厚さ7mmの吸音材のフェルトを張り付けた塩ビ製のカバーで覆い、各回転数で回転させた。回転数Nで回転させたときに生じる騒音(騒音レベルA dB)と回転数Nで回転させた時のF=NZ/60(Z=5)に相当する周波数をプロットした。騒音レベルをファンから30cm離れた位置に配置した集音計(カスタム社製、SL-1370)で測定した。騒音測定は静寂な空間(環境騒音48dB)で行い、5秒間での平均値を求めた。数値が小さいと騒音をより低減していると判断できる。
上記と同じプロペラファン成形体を用いた。ファン成形体をモーター(マブチモーター製、RS-540SH)の回転軸に取り付け、図2のように固定し、周囲を厚さ7mmの吸音材のフェルトを張り付けた塩ビ製のカバーで覆い、各回転数で回転させた。回転数Nで回転させたときに生じる騒音(騒音レベルA dB)と回転数Nで回転させた時のF=NZ/60(Z=5)に相当する周波数をプロットした。騒音レベルをファンから30cm離れた位置に配置した集音計(カスタム社製、SL-1370)で測定した。騒音測定は静寂な空間(環境騒音48dB)で行い、5秒間での平均値を求めた。数値が小さいと騒音をより低減していると判断できる。
試験例5〔損失係数温度依存性試験〕
平板試験片(127mm×12.7mm×1.6mm)について、JIS K7391に基づいて、中央加振法により計測した周波数応答関数の2次共振のピークから、半値幅法により損失係数を算出した。発振器はType 3160、増幅器はType 2718、加振器はType 4810、加速度センサはType 8001で構成されるシステムを用い(いずれもB&K社製)、損失係数計測ソフトウェアMS18143を用いた。測定環境は恒温槽(エスペック社製、PU-3J)で制御し、0℃から80℃までの温度範囲で測定した。損失係数が好ましくは各温度で0.05以上であれば損失係数が高く、制振性が高いとと判断できる。
平板試験片(127mm×12.7mm×1.6mm)について、JIS K7391に基づいて、中央加振法により計測した周波数応答関数の2次共振のピークから、半値幅法により損失係数を算出した。発振器はType 3160、増幅器はType 2718、加振器はType 4810、加速度センサはType 8001で構成されるシステムを用い(いずれもB&K社製)、損失係数計測ソフトウェアMS18143を用いた。測定環境は恒温槽(エスペック社製、PU-3J)で制御し、0℃から80℃までの温度範囲で測定した。損失係数が好ましくは各温度で0.05以上であれば損失係数が高く、制振性が高いとと判断できる。
試験例6〔Izod耐衝撃〕
角柱試験片(63mm×13mm×6.4mm)について、JIS K7110に基づいて、13mmのノッチを付け、Izod衝撃試験機(安田精機製作所社製)を用いて、衝撃試験を行った。数値が大きい方が衝撃強度が高いと判断できる。
角柱試験片(63mm×13mm×6.4mm)について、JIS K7110に基づいて、13mmのノッチを付け、Izod衝撃試験機(安田精機製作所社製)を用いて、衝撃試験を行った。数値が大きい方が衝撃強度が高いと判断できる。
試験例7〔ファン騒音試験2〕
上記と同じプロペラファン成形体を用いた。ファン成形体をモーター(草津電機製ACモーター)の回転軸に取り付け、図5のように固定し、各回転数で回転させた。そのときに生じる騒音を、ファンから横100mm、下200mmの位置で騒音計で(4189-A-029 B&K社製)で集音し、FFT解析を行った。計測時間は60秒、1周波数での平均回数は358点、周波数重み付け特性はA特性で解析した。騒音測定は静寂な空間(環境騒音40dB)で行った。各回転数でのファン騒音のFFT解析のなかで、F=2NZ/60に相当する回転騒音ピークの周波数と騒音レベルを測定した。なお、プロペラファン成形体の材料は、実施例13、14、のポリエステル樹脂組成物であった。結果を表10と図6に示す。
上記と同じプロペラファン成形体を用いた。ファン成形体をモーター(草津電機製ACモーター)の回転軸に取り付け、図5のように固定し、各回転数で回転させた。そのときに生じる騒音を、ファンから横100mm、下200mmの位置で騒音計で(4189-A-029 B&K社製)で集音し、FFT解析を行った。計測時間は60秒、1周波数での平均回数は358点、周波数重み付け特性はA特性で解析した。騒音測定は静寂な空間(環境騒音40dB)で行った。各回転数でのファン騒音のFFT解析のなかで、F=2NZ/60に相当する回転騒音ピークの周波数と騒音レベルを測定した。なお、プロペラファン成形体の材料は、実施例13、14、のポリエステル樹脂組成物であった。結果を表10と図6に示す。
試験例8〔ファン構造部材騒音試験〕
上記と同じプロペラファン(ただし、材料はABS)を用いて、モーター(草津電機製ACモーター)の回転軸に取り付け、図7のように固定した。構造部材として、上記実施例14、実施例33および比較例11の材料を用いて、横180mm、縦100mm、高さ80mm、厚み20mmの板をファンの構造部材として固定しそれぞれ使用した。各回転数で回転させたときに生じる騒音(騒音レベルA dB)をファンから横200mm、下200mmの位置で配置した集音計(カスタム社製、SL-1370)で測定した。騒音測定は静寂な空間(環境騒音48dB)で行い、5秒間での平均値を求めた。各回転数でのファン騒音レベルを測定した。結果を表11に示す。
上記と同じプロペラファン(ただし、材料はABS)を用いて、モーター(草津電機製ACモーター)の回転軸に取り付け、図7のように固定した。構造部材として、上記実施例14、実施例33および比較例11の材料を用いて、横180mm、縦100mm、高さ80mm、厚み20mmの板をファンの構造部材として固定しそれぞれ使用した。各回転数で回転させたときに生じる騒音(騒音レベルA dB)をファンから横200mm、下200mmの位置で配置した集音計(カスタム社製、SL-1370)で測定した。騒音測定は静寂な空間(環境騒音48dB)で行い、5秒間での平均値を求めた。各回転数でのファン騒音レベルを測定した。結果を表11に示す。











結果、表1~6に示すように、実施例1~32は比較例1~10と比べ、曲げ弾性率、損失係数のいずれも高い効果を有していた。これより、種々の熱可塑性ポリエステル樹脂に、可塑剤及び/又はエラストマーと無機充填剤を配合することにより、剛性と制振性を向上させ、振動音防止効果のあるファンを作成することが可能になることが分かり、様々な用途への適用が示唆される。また、可塑剤とエラストマーを併用することで、高い曲げ弾性率を維持しながら、損失係数をより高くすること可能になることも分かる(実施例14、15)。実施例3と21~14の対比より、無機充填剤の中でも板状充填剤を用いることで曲げ弾性率と損失係数のいずれもが高くなり、中でもマイカが好ましいことが分かる。
また、表7~8及び図3に示すように、実施例13、14は比較例11と比べて、同じ周波数であっても振動や騒音が小さいものであり、室温領域だけでなく、低温領域や高温領域でも十分な制振作用を奏することが分かる。また、表9や図4に示すように、本発明のファンは、室温領域だけでなく、低温領域や高温領域でも、損失係数が高いものである。さらに、表9に示すように、スチレン・ブタジエンブロック共重合体(水添)を使用したことで、低温での損失係数が高くなった(実施例33)。このことから、かかる組成物を使用して製造されたファンを使用することで、低温での高い制振効果が期待できる。
表10及び図6(表10に基づく周波数と騒音との関係をまとめたグラフ)から、表7での振動試験で得られた共振周波数とF=2NZ/60に相当する回転騒音ピークの周波数が重なる条件、具体的には、実施例14における共振周波数334Hzにおいて、本発明のファンで騒音が低減していることがわかる。
表11より、ファンの羽ではなく、ファンの構造部材の材質を本発明におけるポリエステル樹脂組成物とすることによっても、400~550回転数条件で計測された騒音レベルが低減していることがわかる。
本発明のファンは、例えばスピーカー、テレビ、ラジカセ、ヘッドフォン、オーディオコンポ又はマイク等の音響機器や電気製品、乗物、建築物、産業用機器等の製品又はそれらの部品に好適に使用することができる。
Claims (7)
- ジカルボン酸成分とジオール成分とから構成される熱可塑性ポリエステル樹脂(A)、可塑剤及び/又はエラストマー(B)、ならびに無機充填剤(C)を含有してなるポリエステル樹脂組成物を含んでなるファン。
- 熱可塑性ポリエステル樹脂(A)におけるジカルボン酸成分が、脂肪族ジカルボン酸、脂環式ジカルボン酸、芳香族ジカルボン酸、及びフラン構造を有するジカルボン酸からなる群より選ばれる1種又は2種以上を含む請求項1記載のファン。
- 熱可塑性ポリエステル樹脂(A)におけるジオール成分が、脂肪族ジオール、脂環式ジオール、芳香族ジオール、及びフラン構造を有するジオールからなる群より選ばれる1種又は2種以上を含む請求項1又は2記載のファン。
- 無機充填剤(C)が板状充填剤である請求項1~3いずれか記載のファン。
- 無機充填剤(C)がマイカである請求項1~4いずれか記載のファン。
- (B)成分が1種又は2種以上の可塑剤と、1種又は2種以上のエラストマーとを含む請求項1~5いずれか記載のファン。
- 請求項1~6いずれか記載のファンを用いることを特徴とする、振動音の低減方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780017506.5A CN108884304A (zh) | 2016-03-17 | 2017-03-16 | 风扇 |
| EP17766813.4A EP3431548A4 (en) | 2016-03-17 | 2017-03-16 | FAN |
| US16/084,702 US20190071554A1 (en) | 2016-03-17 | 2017-03-16 | Fan |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016054282 | 2016-03-17 | ||
| JP2016-054282 | 2016-03-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017159818A1 true WO2017159818A1 (ja) | 2017-09-21 |
Family
ID=59850870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/010773 WO2017159818A1 (ja) | 2016-03-17 | 2017-03-16 | ファン |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190071554A1 (ja) |
| EP (1) | EP3431548A4 (ja) |
| JP (1) | JP2017172586A (ja) |
| CN (1) | CN108884304A (ja) |
| WO (1) | WO2017159818A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6259142B2 (ja) | 2016-04-27 | 2018-01-10 | 花王株式会社 | ファン |
| WO2021187218A1 (ja) | 2020-03-17 | 2021-09-23 | ポリプラスチックス株式会社 | 制振用成形品及び制振用成形品用の樹脂組成物の製造方法 |
| CN113342147B (zh) * | 2021-06-29 | 2022-09-30 | 南昌华勤电子科技有限公司 | 一种散热组件及服务器 |
| CN117847676B (zh) * | 2024-03-08 | 2024-04-30 | 中海(山东)科技股份有限公司 | 一种实验室装配式通风导流设备 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56159158A (en) | 1980-05-13 | 1981-12-08 | Toyo Cloth Co | Sound absorbing vibration controlling complex |
| JPS59124843A (ja) | 1982-12-29 | 1984-07-19 | 東洋ゴム工業株式会社 | 制振、吸音、断熱設備 |
| JPS63236633A (ja) | 1987-03-25 | 1988-10-03 | サンスタ−技研株式会社 | 制振材 |
| JPH03263457A (ja) * | 1990-03-12 | 1991-11-22 | Polyplastics Co | 制振性ポリエステル樹脂組成物及びその成形品 |
| JPH09184497A (ja) | 1995-12-28 | 1997-07-15 | Daikin Ind Ltd | ファン騒音低減装置 |
| JPH10245449A (ja) * | 1997-02-28 | 1998-09-14 | Chisso Corp | 長繊維及び板状の無機フィラーで強化された結晶性熱可塑性樹脂柱状体、長繊維及び板状の無機フィラーで強化された結晶性熱可塑性樹脂柱状体混合物及びプロペラファン |
| JPH11119781A (ja) | 1997-10-09 | 1999-04-30 | Fujitsu Ltd | 送風ファンの騒音低減装置 |
| JP2002212417A (ja) | 2001-01-17 | 2002-07-31 | Cci Corp | 静音ファン |
| JP2007009143A (ja) * | 2005-07-04 | 2007-01-18 | Wintech Polymer Ltd | 制振性ポリブチレンテレフタレート樹脂組成物 |
| JP2007204665A (ja) * | 2006-02-03 | 2007-08-16 | Kanenori Fujita | 羽根状構造体、羽根状構造体の製造方法、粒状物の使用 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10205576A (ja) * | 1998-01-26 | 1998-08-04 | Hayakawa Rubber Co Ltd | 管状複合体 |
| EP0985695B1 (en) * | 1998-09-07 | 2004-04-07 | Mitsui Takeda Chemicals, Inc. | Resin composition having excellent vibration-damping properties and molded article made thereof |
| JP3750459B2 (ja) * | 2000-02-10 | 2006-03-01 | 東海ゴム工業株式会社 | 高減衰エラストマー組成物 |
| US6849684B2 (en) * | 2000-10-20 | 2005-02-01 | E. I. Du Pont De Nemours And Company | Molded soft elastomer/hard polyester composition with noise damping properties |
| US6912127B2 (en) * | 2002-05-21 | 2005-06-28 | Dell Products L.P. | System for vibration dampening |
| CN100582164C (zh) * | 2007-05-25 | 2010-01-20 | 上海世鹏聚氨酯科技发展有限公司 | 环保型高分子植筋材料 |
| EP2623531B1 (en) * | 2010-09-30 | 2016-11-16 | Kaneka Corporation | Composition containing branched polymer for vibration-damping material |
| EP2682255B1 (en) * | 2011-02-28 | 2015-12-16 | Toray Industries, Inc. | Thermoplastic resin composition, and molded product thereof |
| JP2012236907A (ja) * | 2011-05-11 | 2012-12-06 | Mitsubishi Gas Chemical Co Inc | 制振遮音材料 |
| US9062199B2 (en) * | 2012-02-22 | 2015-06-23 | Kao Corporation | Molded product composed of polyester resin composition |
| JP5745441B2 (ja) * | 2012-02-27 | 2015-07-08 | 日本特殊塗料株式会社 | 耐チッピング性能を付与したシ−ト状制振材 |
| US9714340B2 (en) * | 2013-04-09 | 2017-07-25 | Kaneka Corporation | Flame-retardant polybutylene terephthalate resin composition |
-
2017
- 2017-03-16 JP JP2017051790A patent/JP2017172586A/ja active Pending
- 2017-03-16 CN CN201780017506.5A patent/CN108884304A/zh active Pending
- 2017-03-16 EP EP17766813.4A patent/EP3431548A4/en not_active Withdrawn
- 2017-03-16 US US16/084,702 patent/US20190071554A1/en not_active Abandoned
- 2017-03-16 WO PCT/JP2017/010773 patent/WO2017159818A1/ja active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56159158A (en) | 1980-05-13 | 1981-12-08 | Toyo Cloth Co | Sound absorbing vibration controlling complex |
| JPS59124843A (ja) | 1982-12-29 | 1984-07-19 | 東洋ゴム工業株式会社 | 制振、吸音、断熱設備 |
| JPS63236633A (ja) | 1987-03-25 | 1988-10-03 | サンスタ−技研株式会社 | 制振材 |
| JPH03263457A (ja) * | 1990-03-12 | 1991-11-22 | Polyplastics Co | 制振性ポリエステル樹脂組成物及びその成形品 |
| JPH09184497A (ja) | 1995-12-28 | 1997-07-15 | Daikin Ind Ltd | ファン騒音低減装置 |
| JPH10245449A (ja) * | 1997-02-28 | 1998-09-14 | Chisso Corp | 長繊維及び板状の無機フィラーで強化された結晶性熱可塑性樹脂柱状体、長繊維及び板状の無機フィラーで強化された結晶性熱可塑性樹脂柱状体混合物及びプロペラファン |
| JPH11119781A (ja) | 1997-10-09 | 1999-04-30 | Fujitsu Ltd | 送風ファンの騒音低減装置 |
| JP2002212417A (ja) | 2001-01-17 | 2002-07-31 | Cci Corp | 静音ファン |
| JP2007009143A (ja) * | 2005-07-04 | 2007-01-18 | Wintech Polymer Ltd | 制振性ポリブチレンテレフタレート樹脂組成物 |
| JP2007204665A (ja) * | 2006-02-03 | 2007-08-16 | Kanenori Fujita | 羽根状構造体、羽根状構造体の製造方法、粒状物の使用 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3431548A1 (en) | 2019-01-23 |
| US20190071554A1 (en) | 2019-03-07 |
| EP3431548A4 (en) | 2019-10-30 |
| JP2017172586A (ja) | 2017-09-28 |
| CN108884304A (zh) | 2018-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6239177B2 (ja) | 制振材料用のポリエステル樹脂成形組成物 | |
| JP6677456B2 (ja) | 制振材料用のポリエステル樹脂組成物 | |
| WO2017159818A1 (ja) | ファン | |
| WO2017188249A1 (ja) | 制振材料用のポリエステル樹脂組成物 | |
| JP6514886B2 (ja) | 制振材料 | |
| JP2019099807A (ja) | ポリプロピレン樹脂組成物 | |
| JP6841588B2 (ja) | 制振材料用のポリアミド樹脂組成物 | |
| JP4884713B2 (ja) | 制振性ポリブチレンテレフタレート樹脂組成物 | |
| US10914312B2 (en) | Fan | |
| EP3018172A1 (en) | High thermal conductivity thermoplastic resin composition with excellent injection moldability | |
| WO2016067961A1 (ja) | 制振材料用のポリエステル樹脂組成物 | |
| JPWO2019065565A1 (ja) | 積層シート | |
| JP2019043137A (ja) | 積層シート | |
| JP2000281886A (ja) | 熱可塑性ポリエステル樹脂組成物及び制振静音性成形品 | |
| WO2016067962A1 (ja) | 制振材料用のポリアミド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017766813 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017766813 Country of ref document: EP Effective date: 20181017 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17766813 Country of ref document: EP Kind code of ref document: A1 |