WO2016199675A1 - 二軸配向ポリエステルフィルム - Google Patents
二軸配向ポリエステルフィルム Download PDFInfo
- Publication number
- WO2016199675A1 WO2016199675A1 PCT/JP2016/066461 JP2016066461W WO2016199675A1 WO 2016199675 A1 WO2016199675 A1 WO 2016199675A1 JP 2016066461 W JP2016066461 W JP 2016066461W WO 2016199675 A1 WO2016199675 A1 WO 2016199675A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- polyester film
- biaxially oriented
- less
- oriented polyester
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/03—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers with respect to the orientation of features
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
Definitions
- the present invention relates to a biaxially oriented polyester film excellent in mechanical properties and workability.
- Polyester resins especially polyethylene terephthalate (hereinafter sometimes abbreviated as PET) and polyethylene 2,6-naphthalene dicarboxylate (hereinafter sometimes abbreviated as PEN) are mechanical properties, thermal properties, chemical resistance, electrical properties, It has excellent moldability and is used for various purposes.
- a transparent conductive film-forming substrate (ITO (Indium Tin Oxide) deposition substrate, etc.) used in displays and the like requires a substrate curing process at a constant temperature in order to increase the conductivity of the ITO film. Become. In this step, the substrate is also heated simultaneously with the protective film. Therefore, if there is a difference in the thermal characteristics of the transparent conductive film-forming substrate and the protective film, especially the dimensional change rate (linear expansion coefficient (CTE)) when the temperature is lowered from 150 ° C. to 50 ° C., the transparent conductive film-forming substrate Therefore, it is preferable that the rate of dimensional change between the film-forming substrate of the transparent conductive film and the protective film takes a close value. Therefore, conventionally, since a biaxially oriented PET film has been used for a transparent conductive film-forming substrate (Patent Document 1), a protective film often uses a PET film.
- a biaxially oriented PET film has been used for a transparent conductive film-forming substrate (Patent
- Patent Literature a film made of an amorphous resin such as cycloolefin polymer (COP) as a substrate for forming a transparent conductive film from the viewpoint of improving display performance and reducing the film thickness (Patent Literature). 2, 3).
- COP cycloolefin polymer
- biaxially oriented PET When a biaxially oriented PET film is used for the transparent conductive film-forming substrate, biaxially oriented PET can be suitably used for the protective film of the substrate.
- COP is generally an amorphous resin, and its dimensional change rate is about 2 to 3 times larger than that of biaxially oriented PET.
- a biaxially oriented PET film is used as a protective film, there arises a problem that the flatness of the transparent conductive film-forming substrate is deteriorated or the protective film is peeled off.
- COP is an amorphous resin, so it has lower toughness and less flexibility than biaxially oriented PET film, so cracks occur during the processing process. There is a problem of doing.
- an object of the present invention is to provide a biaxially oriented polyester film that is suitably used as a protective film for a COP used for applications such as a transparent conductive film-forming substrate.
- the present invention has the following configuration. That is, [I] The rate of dimensional change when the temperature drops from 150 ° C. to 50 ° C. in each of the film width direction (TD direction) and the direction perpendicular to the width direction (MD direction) is 50 ppm / ° C. or more and 130 ppm / ° C. or less, respectively. And the biaxially oriented polyester film whose plane orientation coefficient (fn) is 0.111 or more and 0.145 or less. [II] The rate of dimensional change when the temperature drops from 150 ° C. to 50 ° C. in each of the film width direction (TD direction) and the direction perpendicular to it (MD direction) is 50 ppm / ° C.
- the biaxially oriented polyester film according to any one of [I] to [III], wherein the absolute value of the difference between them is 0 ppm / ° C. or more and 10 ppm / ° C. or less when compared.
- the polyester film is a laminated polyester film composed of at least three layers, and the heat of crystal melting ( ⁇ HmA) of the polyester resin constituting the surface layer on both sides of the film is 30 J / g or more, and both sides of the film.
- the polyester resin constituting the layers other than the surface layer on both sides of the film is a resin mainly composed of terephthalic acid and ethylene glycol, and as other structural units, either isophthalic acid or cyclohexylenedimethanol Or a biaxially oriented polyester film according to [VI] containing only one type or only two types.
- the polyester film is a laminated polyester film composed of at least three layers, and the melting point TmA of the polyester resin constituting the surface layer on both sides of the film is 250 ° C. or higher and 280 ° C. or lower.
- the biaxially oriented polyester film according to any one of [I] to [V].
- a biaxially oriented polyester film having a dimensional change rate close to that of a film made of an amorphous resin such as COP or PC (polycarbonate), excellent mechanical properties, and good workability can be obtained.
- the polyester film of the present invention needs to be a biaxially oriented polyester film from the viewpoint of mechanical properties.
- the polyester here has a dicarboxylic acid component and a diol component.
- a structural component shows the minimum unit which can be obtained by hydrolyzing polyester.
- the polyester film of the present invention is preferably made of polyethylene terephthalate or a copolymer of polyethylene terephthalate from the viewpoint of mechanical properties.
- One aspect of the present invention is that the rate of dimensional change at a temperature drop of 150 ° C. to 50 ° C. in each of the film width direction (TD direction) and the direction perpendicular to the film width direction (MD direction) is 50 ppm / ° C. or more and 130 ppm / It is a biaxially oriented polyester film having a surface orientation coefficient (fn) of 0.111 or more and 0.145 or less.
- a transparent conductive film is formed on a substrate at a temperature higher than room temperature, and then undergoes a temperature lowering process in which the transparent conductive film is cooled to room temperature after being cured at a temperature higher than room temperature. That is, maintaining the flatness of the substrate after the formation of the transparent conductive film is important in order to prevent the conductive film from being lost due to the loss of the transparent conductive film.
- the protective film for the substrate also goes through the process. That is, in order to keep the flatness of the substrate good, it is important to set the rate of dimensional change when the protective film of the substrate is cooled to a value close to that of the substrate.
- a film made of COP which is an amorphous resin
- the rate of dimensional change of the COP film when the temperature is lowered from 150 ° C. to 50 ° C. is 50 ppm / ° C. or more and 150 ppm / ° C. or less, although it depends on the molecular skeleton of the COP.
- the conductivity can be kept good without impairing the flatness. It is particularly preferably 60 ppm / ° C. or more and 110 ppm / ° C. or less, and more preferably 80 ppm / ° C. or more and 100 ppm / ° C. or less.
- the dimensional change rate of the biaxially oriented polyester film is determined by the orientation of the molecular chains of the polyester constituting the film. That is, when the molecular chain is oriented, the value of the dimensional change rate is low as a result of the molecular chain being unable to move freely by heat. That is, in the case of a general biaxially oriented polyester film, the value of the dimensional change rate is low (less than 50 ppm / ° C.) when the degree of molecular chain orientation is high such that fn exceeds 0.145. On the other hand, when the orientation of the film having fn of less than 0.111 is not sufficient, the workability is inferior as a result of inferior mechanical properties, particularly breaking elongation.
- the film is not sufficiently oriented and the molecular chain is close to an amorphous state, when the film is heated, random coarse crystals are generated, which not only impairs the transparency of the film but also random coarseness.
- the value of the dimensional change rate is also lowered. Therefore, in the biaxially oriented polyester film of the present invention, the dimensional change rate when the temperature is lowered from 150 ° C. to 50 ° C.
- TD direction film width direction
- MD direction direction perpendicular to the film width direction
- fn surface orientation coefficient
- the rate of dimensional change when the temperature is lowered from 150 ° C. to 50 ° C. in each of the film width direction (TD direction) and the direction perpendicular to the film width direction (MD direction) is 50 ppm / ° C. or more and 130 ppm, respectively.
- the step of forming the transparent conductive film includes the step of forming the transparent conductive film on the substrate in a state where the temperature is higher than room temperature.
- the thermal contraction rate of the protective film of the substrate is large, the planarity of the substrate may be impaired.
- a polyester film having a dimensional change rate of 150 ° C. to 50 ° C. at the time of temperature fall in the above range and a heat shrinkage rate at 130 ° C. for 30 minutes in the above range is used as a protective film for the COP film, The smoothness of the film becomes good and the bonding with the COP becomes good.
- the thermal shrinkage rate at 130 ° C. for 30 minutes in the MD direction and TD direction is 0.5% or less, respectively.
- the lower limit of the heat shrinkage rate is preferably -0.2%. -Means to expand. If the expansion exceeds -0.2%, the substrate and the protective film may peel off.
- the dimensional change rate and heat shrinkage rate of the polyester film of the present invention preferably satisfy the following requirements. That is, when comparing the heat shrinkage rate at 130 ° C. for 30 minutes in the film width direction (TD direction), the direction perpendicular to the film width direction (MD direction), and the direction forming 45 ° from the film width direction in each direction.
- the absolute value of the difference between them is (the absolute value of the difference between the thermal shrinkage rates in the TD direction and the MD direction, the absolute value of the difference between the thermal shrinkage rates in the direction of 45 ° from the TD direction and the TD direction, and the MD direction).
- the absolute value of the difference in thermal shrinkage in the direction forming 45 ° from the TD direction is 0% or more and 0.5% or less, and the average value thereof is 0.5% or less and 150 ° C. to 50 ° C.
- the absolute value of the difference between them (the absolute value of the difference in dimensional change rate between the TD direction and the MD direction is 45 ° from the TD direction and the TD direction).
- Absolute value of difference in dimensional change rate in direction, MD direction and TD direction Is preferably not more than the absolute value) 0 ppm / ° C. or higher 10 ppm / ° C. of the difference dimension change rate in forming the et 45 °.
- the responsiveness (dimensional change rate, heat shrinkage rate) of the sheet made of an amorphous resin is Isotropic.
- the biaxially oriented polyester film has a film width direction (TD direction) that is a stretching direction, a direction perpendicular to the film width direction (MD direction), and a direction that forms 45 ° from the film width direction that is in between. There is a difference in responsiveness to heat (dimensional change rate, heat shrinkage rate).
- a biaxially oriented polyester film satisfying the above-mentioned range is preferable because the curling of the laminate is suppressed because the response to heat is close even when laminated with a sheet made of an amorphous resin. .
- the heat shrinkage rate of the biaxially oriented polyester film of the present invention at 150 ° C. for 30 minutes is preferably 1.5% or less in both the MD and TD directions. More preferably, the thermal shrinkage at 150 ° C. for 30 minutes is ⁇ 0.2% or more and 0.5% or less in both the MD and TD directions.
- the following method (A) can be employed.
- the method of biaxial stretching can take the following methods.
- a polyester resin is heated and melted in an extruder and then discharged from a die to obtain an unstretched sheet.
- an unstretched sheet by discharging the melted polyester from the die, it is closely cooled and solidified by static electricity on a drum cooled to a surface temperature of 10 ° C. or more and 40 ° C. or less to produce an unstretched sheet.
- Tg Glass transition temperature (° C.) of the resin constituting the polyester film (3)
- the biaxially stretched film obtained in (2) is heat-set for 1 second to 30 seconds at a temperature (Th0 (° C.)) that satisfies the following formula (ii), and gradually cooled gradually Then, a polyester film is obtained by cooling to room temperature.
- a substantially amorphous polyester film can be obtained by obtaining an unstretched sheet under the conditions satisfying (1), and (2) a film having good mechanical properties that facilitates imparting orientation to the film in the subsequent steps. Can be easily obtained.
- a biaxially stretched film under the conditions satisfying (2) it is possible to impart an appropriate orientation to the film and to obtain a film with good mechanical properties.
- the structure of the polyester molecular chain in which the orientation is formed is stabilized, and a film having excellent mechanical properties and thermal shrinkage can be obtained.
- the sequential biaxial separation is performed by separating the film longitudinal direction (MD) and the film width direction (direction perpendicular to the film longitudinal direction, TD) separately.
- MD film longitudinal direction
- TD film width direction
- stretching temperature (T1n) (degreeC) is less than Tg (degreeC)
- T1n (° C.) exceeds Tg + 40 (° C.), the film is frequently broken and the film may not be obtained by stretching. More preferably, Tg + 10 (° C.) ⁇ T1n (° C.) ⁇ Tg + 30 (° C.).
- the step (3) if Th0 exceeds Tm ⁇ 20 ° C., the orientation of the film imparted by stretching may be lost, and the thermal shrinkage rate may be increased.
- Th0 is lower than Tm ⁇ 60 ° C., the structure of the molecular chain is not stable, and the flatness is deteriorated or the film forming property is deteriorated.
- the tension of the molecular chain during film stretching is alleviated, and the heat shrinkage rate is in a preferred range. be able to.
- a relaxation process for reducing the distance in the film width direction by 2% to 10% can be performed.
- the heat of crystal fusion of the polyester resin constituting the biaxially oriented polyester film of the present invention is preferably 30 J / g or less.
- the lower limit of the heat of crystal fusion is preferably 2 J / g or more. If it is less than 2 J / g, the film-forming property may be inferior, or fn may be below the lower limit of the preferred range.
- Examples of a method for setting the crystal resin heat of fusion to 30 J / g or less include a method in which isophthalic acid is copolymerized as a dicarboxylic acid component, and a method in which cyclohexanedimethanol is copolymerized as a diol component when the polyester resin is PET. Can be mentioned. These may be copolymerized singly or a plurality of types may be copolymerized. Copolymerization alone is preferable because it is easy to control crystallinity.
- the total of the copolymerization components is preferably 7 mol% or more and 20 mol% or less with respect to the total amount of the constituent components of the polyester.
- the polyester film is a laminated polyester film composed of at least three layers, the crystal melting heat amount ( ⁇ HmA) of the polyester resin constituting the surface layer on both sides of the film is 30 J / g or more, and other than the surface layers on both sides of the film
- the amount of heat of crystal melting ( ⁇ HmB) of the polyester resin constituting the layer shall be 30 J / g or less.
- ⁇ HmA is preferably 31 J / g or more and 60 J / g or less
- ⁇ HmB is preferably 2 J / g or more and less than 30 J / g.
- the stretching temperature preferably satisfies the following formula (iii) in order to enhance the orientation of the resin constituting the surface layers on both sides.
- TgA (° C.) ⁇ T1n (° C.) ⁇ TgA + 40 (° C.)
- TgA represents the glass transition temperature of the polyester resin constituting the surface layer on both sides of the film.
- the higher temperature among Tg of the polyester resin which comprises the surface layers of both sides Preferably satisfies the formula (iii).
- the polyester film of the present invention is a laminated polyester film composed of at least three layers
- the melting point TmA of the polyester resin constituting the surface layer on both sides of the film is 250 ° C. or more and 280 ° C. or less. It is.
- TmA When the value of TmA is 250 ° C. or less, the flatness may be deteriorated or the film forming property may be deteriorated when receiving heat by heat treatment or the like during film formation.
- the film of the present invention is a laminated polyester film having three or more layers
- the ratio of the sum of the thicknesses of the surface layers on both sides of the polyester film and the sum of the thicknesses of the layers other than the surface layer (sum of the thicknesses of the surface layers on both sides / other than the surface layer)
- the sum of the thicknesses of the layers is preferably 1/9 to 1/2.
- the thickness of the surface layer When the thickness of the surface layer is thin and the ratio of the sum of the thicknesses of the surface layers on both sides and the sum of the thicknesses of the layers other than the surface layer is less than 1/9, the effect of improving the film forming properties and improving the mechanical properties by lamination may not be obtained. is there. On the other hand, when the thickness of the surface layer is thick and the ratio of the sum of the thickness of the surface layers on both sides and the sum of the thicknesses of the layers other than the surface layer exceeds 1/2, the inner layer is forcibly stretched due to the strong influence of the orientation of the surface layer. As a result, film formability may deteriorate.
- step (c) is also a preferred embodiment.
- step (c) By passing through step (c), it is possible to remove the stress remaining in the molecular chains constituting the film in steps (b) and (b), reducing the heat shrinkage rate, isotropy, and dimensional changes.
- This is a preferred embodiment of the present invention because of the isotropy of the rate.
- a resin having a TmA of 250 ° C. or higher and 280 ° C. or lower is disposed on both surface layers. Therefore, when heat is applied in the step (c), It is preferable because only the heat shrinkage rate can be reduced without breaking the orientation of the film.
- the thickness of the biaxially oriented polyester film of the present invention is preferably 30 ⁇ m or more and 150 ⁇ m or less. If it is less than 30 ⁇ m, it may be easily broken when used as a protective film, and if it exceeds 150 ⁇ m, handling properties may be inferior. More preferably, they are 50 micrometers or more and 125 micrometers or less.
- the biaxially oriented polyester film of the present invention preferably has a haze change ( ⁇ haze) of 2% or less before and after treatment at 100 ° C. for 12 hours.
- ⁇ haze a haze change
- Possible causes of the increase in ⁇ haze are that the amorphous part of the film becomes coarse crystals by heating, and oligomers are precipitated on the film surface by heating.
- the biaxially oriented polyester film of the present invention obtained as described above is excellent in mechanical properties and workability, and the value of the dimensional change rate when the temperature is lowered from 150 ° C. to 50 ° C. is close to a film made of an amorphous resin. From the above, it is preferably used for the purpose of bonding to a film made of an amorphous resin. In particular, it can be suitably used as a protective film for a film made of COP. Moreover, since it is excellent in transparency also at the time of a heating, it can use suitably as a use of the protective film of the COP film used for film formation of a transparent conductive film.
- the temperature was increased again from 25 ° C. to 300 ° C. at a rate of temperature increase of 20 ° C./minute, and a 2ndRUN differential scanning calorimetry chart (the vertical axis represents thermal energy and the horizontal axis represents temperature) Get.
- the temperature at the peak top in the crystal melting peak which is the endothermic peak, is obtained, and this is defined as the melting point (° C.).
- the temperature at the peak top having the largest peak area is defined as the melting point.
- the temperature was increased again from 25 ° C. to 300 ° C. at a rate of temperature increase of 20 ° C./minute, and a 2ndRUN differential scanning calorimetry chart (the vertical axis represents thermal energy and the horizontal axis represents temperature) Get.
- the peak area of the endothermic peak is obtained and used as the heat of crystal melting.
- the area of the peak with the highest temperature is taken as the heat of crystal melting, and when two or more peaks cannot be separated, the two peaks are combined to obtain the peak area.
- the film is cut into strips having a width of 10 mm and a length of 150 mm.
- a marked line is attached to the film so that the length measurement portion is approximately 100 mm, and the length of the marked line is measured under the condition of 23 ° C. and is defined as L0.
- a 2 g weight is put in a hot air oven heated to a predetermined temperature (200 ° C. or 220 ° C.), the film is hung, and left for 30 minutes.
- the film is taken out from the oven and cooled to 23 ° C., and then the length of the marked line is measured and set to L1.
- the shrinkage ratio of the film is determined by the following formula (vi).
- the measurement is performed by cutting out five points at random so that the film longitudinal direction or the film width direction is 150 mm.
- An average value is calculated for each of the longitudinal direction and the width direction, and is defined as the thermal shrinkage rate of the film.
- (Vi) (Film heat shrinkage) (L0 ⁇ L1) / L0 ⁇ 100 F.
- Film thickness ( ⁇ m) The film thickness was measured at any five locations using a dial gauge according to JIS K7130 (1992) A-2 method with 10 films stacked. The average value was divided by 10 to obtain the film thickness.
- Thickness ( ⁇ m) of each layer of laminated polyester film When the film was a laminated film, the thickness of each layer was determined by the following method. The film cross section is cut out with a microtome in a direction parallel to the film width direction. The cross section is observed with a scanning electron microscope at a magnification of 5000 times to determine the thickness ratio of each layer. The thickness of each layer is calculated from the obtained lamination ratio and the above-described film thickness.
- H Film-forming property The number of times the film breaks during film formation is counted. A less than 1 time is evaluated as A, 1 time or more and less than 5 times is evaluated as B, and 5 times or more is evaluated as C. A is the best film-forming property, and C is the worst.
- thermomechanical measuring device TMA / SS6000 manufactured by Seiko Instruments Inc.
- a sample width of 4 mm is applied to a sample having a sample length (distance between chucks) of 20 mm.
- the temperature is raised from room temperature to 160 ° C. at a rate of temperature rise of 10 ° C./min, held for 10 minutes, and then lowered to 20 ° C. at 10 ° C./min to obtain the value of the dimension of the sample at each temperature (° C.).
- ⁇ haze (%) H1 ⁇ H0
- the value of ⁇ haze is determined as follows. A: ⁇ haze 1.5% or less B; ⁇ haze 1.5% to 2.0% or less C; ⁇ haze 2.0% or more A is the best, and C is the worst.
- the workability is determined as follows by determining the breaking elongation (%) in the width direction (TD) of the film and the direction perpendicular to the width direction (MD) at n5 and calculating the average value thereof.
- A Breaking elongation 120% or more B; Breaking elongation 105% or more but less than 120% C; Breaking elongation 90% or more but less than 105% D; Breaking elongation 75% or more but less than 90% E; Breaking elongation 75% or less A Is the best and E is the worst.
- the breaking elongation retention is measured as follows.
- the film was cut into a size of 1 cm ⁇ 15 cm so that the long side was parallel to the MD and TD of the film, and was pulled at 5 cm between chucks and a pulling speed of 300 mm / min based on ASTM-D882 (1997). Measure the elongation at break.
- L. Evaluation of Bonding with COP Film The film of the present invention was cut into a size of 20 cm ⁇ 20 cm, and bonded with the COP film to form a laminate, and then placed in an oven at 120 ° C.
- COP film “ZEONOR ZF14” manufactured by Nippon Zeon Co., Ltd., a film having a thickness of 40 ⁇ m is used.
- Toray Cortex Co., Ltd. “Toyo Retex” R5000 as a pressure-sensitive adhesive was adjusted to a toluene solution adjusted to a pressure-sensitive adhesive content of 15% with respect to 100 parts by mass of the toluene solution. What applied what added 3 mass parts of crosslinking agent "Coronate L" so that the coating thickness after drying might be 10 micrometers was used.
- the direction having the maximum refractive index in the film is regarded as the longitudinal direction
- the direction orthogonal to the longitudinal direction is regarded as the width direction.
- the direction of the maximum refractive index in the film may be obtained by measuring the refractive index in all directions of the film with a refractometer, and the slow axis direction may be determined by a phase difference measuring device (birefringence measuring device) or the like. It may be obtained by deciding.
- PET-1 Polymerization was carried out from terephthalic acid and ethylene glycol by a conventional method using antimony trioxide as a catalyst to obtain melt-polymerized PET.
- the obtained melt-polymerized PET had a glass transition temperature of 80 ° C., a melting point of 255 ° C., and an intrinsic viscosity of 0.62.
- PET-2 PET-1 was solid-phase polymerized by a conventional method to obtain PET-A.
- the obtained PET-A had a glass transition temperature of 82 ° C., a melting point of 255 ° C., and an intrinsic viscosity of 0.85.
- PET-A From terephthalic acid, isophthalic acid and ethylene glycol, polymerization is carried out by a conventional method using antimony trioxide as a catalyst so that the copolymerization amount of isophthalic acid is 7 mol% with respect to the total amount of the digalbonic acid component. Copolymerized PET was obtained. The obtained copolymerized PET had a glass transition temperature of 77 ° C., a melting point of 243 ° C., and an intrinsic viscosity of 0.62.
- PET-B Polymerization was carried out in a conventional manner from terephthalic acid, isophthalic acid and ethylene glycol, using antimony trioxide as a catalyst, so that the amount of isophthalic acid copolymerized was 10 mol% with respect to the total amount of digalbonic acid component.
- Copolymerized PET was obtained.
- the copolymerized PET obtained had a glass transition temperature of 76 ° C., a melting point of 235 ° C., and an intrinsic viscosity of 0.62.
- PET-C From terephthalic acid, isophthalic acid and ethylene glycol, polymerization is carried out by a conventional method using antimony trioxide as a catalyst so that the copolymerization amount of isophthalic acid is 15 mol% with respect to the total amount of the digalbonic acid component. Copolymerized PET was obtained. The resulting copolymerized PET had a glass transition temperature of 74 ° C., a melting point of 230 ° C., and an intrinsic viscosity of 0.62.
- PET-D Polymerization was carried out in a conventional manner from terephthalic acid, isophthalic acid and ethylene glycol, using antimony trioxide as a catalyst, so that the copolymerization amount of isophthalic acid was 20 mol% with respect to the total amount of the digalbonic acid component.
- Copolymerized PET was obtained.
- the obtained copolymerized PET had a glass transition temperature of 73 ° C., a melting point of 220 ° C., and an intrinsic viscosity of 0.62.
- PET-E Polymerization was carried out in a conventional manner from terephthalic acid, isophthalic acid and ethylene glycol using antimony trioxide as a catalyst so that the copolymerization amount of isophthalic acid was 25 mol% with respect to the total amount of the digalbonic acid component. Copolymerized PET was obtained. The copolymerized PET obtained had a glass transition temperature of 70 ° C. and no melting point was observed. Intrinsic viscosity was 0.62.
- PET-F From terephthalic acid, cyclohexanedimethanol (CHDM) and ethylene glycol, using antimony trioxide as a catalyst, the amount of copolymerization of cyclohexanedimethanol is 10 mol% with respect to the total amount of diol components by a conventional method. Polymerization was performed to obtain copolymerized PET.
- the copolymerized PET obtained had a glass transition temperature of 72 ° C., a melting point of 235 ° C., and an intrinsic viscosity of 0.62.
- PET-G From terephthalic acid, cyclohexanedimethanol (CHDM) and ethylene glycol, using antimony trioxide as a catalyst, the amount of cyclohexanedimethanol copolymerization is 20 mol% based on the total amount of diol components by a conventional method. Polymerization was performed to obtain copolymerized PET. The resulting copolymerized PET had a glass transition temperature of 70 ° C., a melting point of 221 ° C., and an intrinsic viscosity of 0.62.
- PET-A was vacuum-dried at 160 ° C. for 2 hours and then charged into an extruder, melted in the extruder, and extruded onto a casting drum having a surface temperature of 25 ° C. to produce an unstretched sheet. Subsequently, the sheet is preheated with a heated roll group, and then stretched 3.1 times in a direction perpendicular to the width direction (MD direction) at a temperature of 90 ° C., and then cooled with a roll group at a temperature of 25 ° C. A uniaxially stretched film was obtained. The both ends of the obtained uniaxially stretched film were stretched 3.6 times in the film width direction (TD direction) in a heating zone at a temperature of 100 ° C.
- the dimensional change rate was 50 ppm / ° C. or more and 130 ppm / ° C. or less in both the MD direction and the TD direction, and was a film excellent in bonding with COP. Moreover, it was a film excellent in workability and small in haze change by heating.
- Example 2-5 Comparative Examples 1 and 2
- a biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the resin constituting the film was changed as shown in the table.
- the characteristics of the biaxially oriented polyester film are shown in the table.
- the film had fn and a dimensional change rate in suitable ranges, excellent workability, and small haze change due to heating.
- Comparative Example 1 as a result of high resin crystallinity and large ⁇ Hm, the film had a large fn and a small dimensional change rate.
- Comparative Example 2 since the crystallinity of the resin is so low that ⁇ Hm is not observed, fn is small, the film has a small dimensional change rate, and is inferior to bonding with COP. Furthermore, since fn was small, it was inferior in workability, and it was a film with a large haze change by heating.
- Example 6 A three-layer structure of A / B / A was used, and 100-2 parts by weight of PET-2 as a resin constituting the surface layer was vacuum-dried at 160 ° C. for 2 hours, and then charged into the extruder 1. Further, 100 parts by mass of PET-A as a resin constituting the inner layer was vacuum-dried at 160 ° C. for 2 hours, and then charged into the extruder 2. Each raw material is melted in the extruder, and the resin introduced into the extruder 1 is merged with a merging apparatus so as to be both surface layers of the film, extruded onto a casting drum having a surface temperature of 25 ° C., and a laminated sheet having a three-layer structure Was made.
- the sheet is preheated with a heated roll group, and then stretched 3.1 times in the longitudinal direction (MD direction) at a temperature of 90 ° C., and then cooled with a roll group at a temperature of 25 ° C. to be a uniaxially stretched film.
- MD direction longitudinal direction
- roll group a temperature of 25 ° C.
- the both ends of the obtained uniaxially stretched film were stretched 3.6 times in the width direction (TD direction) perpendicular to the longitudinal direction in a heating zone at a temperature of 100 ° C. in the tenter while being gripped by clips.
- heat setting was performed for 10 seconds at a temperature of 210 ° C. in a heat treatment zone in the tenter.
- the dimensional change rate was 50 ppm / ° C. or more and 130 ppm / ° C. or less in both the MD direction and the TD direction, and was a film excellent in bonding with COP. Moreover, it was a film excellent in workability and small in haze change by heating. It was found that by using PET-2 for the surface layer, it was possible to obtain a film having better processability and less haze change due to heating.
- Example 7-21 Film formation was performed in the same manner as in Example 6 except that the resin composition and film formation conditions were changed as shown in the table. The properties of the film are shown in the table.
- the dimensional change rate was 50 ppm / ° C. or more and 130 ppm / ° C. or less in both the MD direction and the TD direction, and was a film excellent in bonding with COP. Moreover, it was a film excellent in workability and small in haze change by heating.
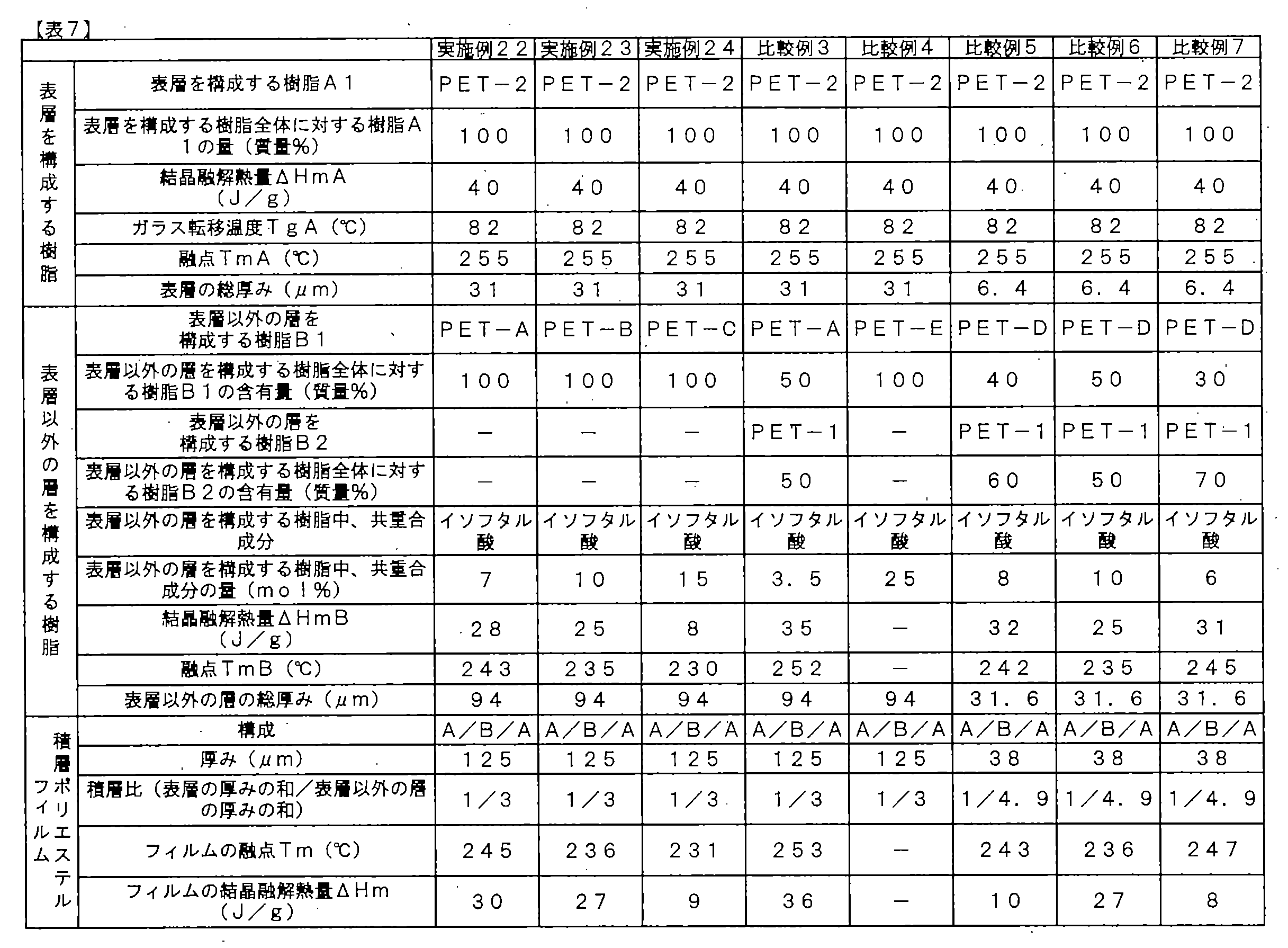
- Example 22-24 In Example 22, the film obtained in Example 6, the film obtained in Example 7 in Example 23, and the film obtained in Example 8 in Example 24 were used. In a hot air oven installed between the dashi roll and the film take-up roll, the film was annealed at a temperature of 140 ° C. so that the time for heat treatment of the film was 5 minutes, and a film having a thickness of 125 ⁇ m was obtained. . Each characteristic of the film is shown in the table. The dimensional change rate was 50 ppm / ° C. or more and 130 ppm / ° C. or less in both the MD direction and the TD direction, the film had a small heat shrinkage rate at 130 ° C.
- the average value of thermal shrinkage rate in the MD direction, TD direction, and 45 ° direction is 0.5% or less
- the absolute value of the difference in thermal shrinkage rate is also 0.5% or less
- the difference in dimensional change rate in each direction was also good.
- Comparative Example 3--7 Film formation was performed in the same manner as in Example 6 except that the resin composition and film formation conditions were changed as shown in the table. The properties of the film are shown in the table.
- Comparative Examples 3 and 7 since the crystallinity of the resin was high and ⁇ HmB was large, the film had high fn and a small dimensional change rate.
- Comparative Example 4 since the crystallinity was so low that ⁇ Hm was not observed, the film had a small fn and a small dimensional change rate. Furthermore, since fn was small, it was inferior in workability, and it was a film with a large haze change by heating.
- Comparative Examples 5 and 6 the heat treatment temperature during film formation is high, and the orientation of the film is disturbed. As a result, fn becomes extremely low, the elongation at break decreases and the workability deteriorates. It was a big film.
- Example 26 Film formation was performed in the same manner as in Example 6 except that the resin composition and film formation conditions were changed as shown in the table.
- the film properties are shown in the table.
- the dimensional change rate was 50 ppm / ° C. or more and 130 ppm / ° C. or less in both the MD direction and the TD direction, and was a film excellent in bonding with COP. Moreover, it was a film excellent in workability and small in haze change by heating.
- Example 25 is the film of Example 2
- Example 27 is the film of Example 26
- Example 28 is the film of Example 9
- Example 29 is the film of Example 11, and
- Example 30 is the example. 12 film
- Example 31 film of Example 14 Example 32 film of Example 15, Example 33 film of Example 16, Example 34 film of Example 18.
- Example 35 uses the film of Example 19
- the film of Example 36 uses the film of Example 20, and the obtained film is placed in a hot air oven installed between the film winding roll and the film winding roll. Annealing treatment was performed at a temperature of 140 ° C. so that the heat treatment time of the film was 5 minutes.
- the average value of the heat shrinkage rate in the MD direction, the TD direction, and the 45 ° direction is 0.5% or less, and the absolute value of the difference between the heat shrinkage rates is also 0.5%.
- the absolute value of the difference in dimensional change rate in each direction was also 10 or less, and the curling property of the laminate with COP was also good.
- Example 25 since it was a single film, the heat shrinkage rate could not be reduced, and the curl property was slightly inferior, but it was at a level with no problem in actual use.
- Example 27 since there were a plurality of types of copolymer components, the heat shrinkage rate could not be reduced, and the curl property was slightly inferior, but it was at a level causing no problem in practical use.
- Example 28 the heat shrinkage rate could not be reduced because fn was small and the amorphous property was strong, and the curl property was slightly inferior, but it was a level with no problem in practical use.
- Examples 32 and 33 the difference in the dimensional change rate in each direction was large, and the curl property was slightly inferior, but it was a level with no problem in actual use.
- the polyester film of the present invention is excellent in mechanical properties and processability, and has a dimensional change rate when the temperature is lowered from 150 ° C. to 50 ° C., which is close to a film made of an amorphous resin. It can be suitably used for the purpose of bonding. Moreover, since it is excellent in transparency also at the time of a heating, it can use suitably as a use of the protective film of the COP film especially used for film formation of a transparent conductive film.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
Abstract
Description
[I]フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける、150℃から50℃の降温時の寸法変化率が、それぞれ50ppm/℃以上130ppm/℃以下であり、かつ面配向係数(fn)が0.111以上0.145以下である二軸配向ポリエステルフィルム。
[II]フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける、150℃から50℃の降温時の寸法変化率が、それぞれ50ppm/℃以上130ppm/℃以下であり、かつ、フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける130℃30分間での熱収縮率がそれぞれ1.0%以下である二軸配向ポリエステルフィルム。
[III]面配向係数(fn)が0.120以上0.140以下である[I]または[II]に記載の二軸配向ポリエステルフィルム。
[IV]フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)と、およびフィルム幅方向から45°をなす方向の130℃30分間での熱収縮率をそれぞれの方向で比較したとき、それらの差の絶対値がいずれも0%以上0.5%以下であり、かつそれらの平均値が0.5%以下であり、
かつ、フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)と、およびフィルム幅方向から45°をなす方向の150℃から50℃の降温時の寸法変化率をそれぞれの方向で比較したとき、それらの差の絶対値がいずれも0ppm/℃以上10ppm/℃以下である、[I]~[III]のいずれかに記載の二軸配向ポリエステルフィルム。
[V]前記ポリエステルフィルムを構成するポリエステル樹脂の結晶融解熱量が30J/g以下である[I]~[IV]のいずれかに記載の二軸配向ポリエステルフィルム。
[VI]前記ポリエステルフィルムが、少なくとも3層からなる積層ポリエステルフィルムであって、フィルムの両側の表層を構成するポリエステル樹脂の結晶融解熱量(ΔHmA)がいずれも30J/g以上であり、フィルムの両側の表層以外の層を構成するポリエステル樹脂の結晶融解熱量(ΔHmB)が30J/g以下であることを特徴とする[I]~[V]のいずれかに記載の二軸配向ポリエステルフィルム。
[VII]フィルムの両側の表層以外の層を構成するポリエステル樹脂が、テレフタル酸とエチレングリコールを主たる構成成分とする樹脂であって、それ以外の構成単位としてイソフタル酸、シクロヘキシレンジメタノールのうちいずれか1種類のみ、または2種類のみを含有する[VI]に記載の二軸配向ポリエステルフィルム。
[VIII]前記ポリエステルフィルムが、少なくとも3層からなる積層ポリエステルフィルムであって、フィルムの両側の表層を構成するポリエステル樹脂の融点TmAがいずれも250℃以上280℃以下であることを特徴とする[I]~[V]のいずれかに記載の二軸配向ポリエステルフィルム。
[IX]ポリエステルフィルムの両側の表層の厚みの和と、表層以外の層の厚みの和の比(両側の表層の厚みの和/表層以外の層の厚みの和)が、1/9~1/2である[IV]~[VIII]に記載の二軸配向ポリエステルフィルム。
[X]非晶性樹脂からなるフィルムに貼り合わせる用途に用いられる[I]~[IX]のいずれかに記載の二軸配向ポリエステルフィルム。
[XI]シクロオレフィンポリマー(COP)からなるフィルムに貼り合わせる用途に用いられる[I]~[IX]のいずれかに記載の二軸配向ポリエステルフィルム。
[XII]シクロオレフィンポリマー(COP)からなるフィルムを保護する用途に用いられる[I]~[XI]のいずれかに記載の二軸配向ポリエステルフィルム。
本発明のポリエステルフィルムは、機械特性の観点から、二軸配向ポリエステルフィルムであることが必要である。ここでいうポリエステルは、ジカルボン酸構成成分とジオール構成成分を有してなるものである。なお、本明細書内において、構成成分とはポリエステルを加水分解することで得ることが可能な最小単位のことを示す。本発明のポリエステルフィルムは、機械特性の観点から、ポリエチレンテレフタレートまたはポリエチレンテレフタレートの共重合体からなることが好ましい。
(1)溶融したポリエステルを口金から吐出して未延伸シートを作製する際に、表面温度10℃以上40℃以下に冷却されたドラム上で静電気により密着冷却固化し、未延伸シートを作製する。
(2)(1)で得られた未延伸シートを、下記(i)式を満たす温度T1n(℃)にて、フィルムの長手方向(MD)とフィルムの幅方向(TD)に面積倍率8.5倍以上16.0倍以下に二軸延伸する。
(i)Tg(℃)≦T1n(℃)≦Tg+40(℃)
Tg:ポリエステルフィルムを構成する樹脂のガラス転移温度(℃)
(3)(2)で得られた二軸延伸フィルムを、下記(ii)式を満足する温度(Th0(℃))で、1秒間以上30秒間以下の熱固定処理を行ない、均一に徐冷後、室温まで冷却することによって、ポリエステルフィルムを得る。
(ii)Tm-60(℃)≦Th0(℃)≦Tm-20(℃)
Tm:フィルムを構成する樹脂の融点(℃)
(1)を満たす条件によって未延伸シートを得ることにより実質的に非晶のポリエステルフィルムを得ることができ、(2)以降の工程においてフィルムに配向を付与せしめ易くし、機械特性に良好なフィルムを得やすくすることができる。
(2)を満たす条件によって二軸延伸フィルムを得ることにより、フィルムに適度な配向を付与せしめ、機械特性の良好なフィルムとすることができる。
(3)を満たす条件によって結晶配向を完了させることにより、配向が形成されたポリエステル分子鎖の構造が安定し、機械特性、熱収縮率が良好なフィルムとすることができる。
この構成をとる場合、両側の表層を構成する樹脂の配向性を高めるため、延伸温度は以下(iii)式を満たすことが好ましい。
(iii)TgA(℃)≦T1n(℃)≦TgA+40(℃)
TgAは、フィルムの両側の表層を構成するポリエステル樹脂のガラス転移温度をあらわす。なお、本発明のポリエステルフィルムの両側の表層が異なる組成のポリエステル樹脂からなるフィルムである場合(例えば、A/B/C)、両側の表層を構成するポリエステル樹脂のTgのうち、高い方の温度が(iii)式を満たすことが好ましい。
さらに、本発明のポリエステルフィルムが、少なくとも3層からなる積層ポリエステルフィルムである場合、フィルムの両側の表層を構成するポリエステル樹脂の融点TmAがいずれも250℃以上280℃以下とすることも好ましい実施形態である。
(iv)120℃≦Th1(℃)≦Th0(熱固定温度)(℃)
Th1(℃)がTh0(熱固定温度)(℃)を超える場合、(4)の工程において、(3)の工程で固定化されたフィルム内の分子鎖の構造が破壊される結果、フィルムが大きく収縮することとなり、平面性が悪化する場合がある。一方、Th1(℃)が120℃を下回る場合、130℃での熱収縮率を好ましい範囲とすることができない場合がある。
A.フィルム、各層を構成する樹脂の融点(Tm、TmA、TmB)(℃)
試料を、JIS K 7121(1999)に基づいた方法により、セイコー電子工業(株)製示差走査熱量測定装置“ロボットDSC-RDC220”を、データ解析にはディスクセッション“SSC/5200”を用いて、下記の要領にて、測定を実施する。
サンプルパンに試料を5mgずつ秤量し、試料を25℃から300℃まで20℃/分の昇温速度で加熱し(1stRUN)、その状態で5分間保持し、次いで25℃以下となるよう急冷する。直ちに引き続いて、再度25℃から20℃/分の昇温速度で300℃まで昇温を行って測定を行い、2ndRUNの示差走査熱量測定チャート(縦軸を熱エネルギー、横軸を温度とする)を得る。当該2ndRUNの示差走査熱量測定チャートにおいて、吸熱ピークである結晶融解ピークにおけるピークトップの温度を求め、これを融点(℃)とする。2以上の結晶融解ピークが観測される場合は、最もピーク面積の大きいピークトップの温度を融点とする。
積層ポリエステルフィルムの各層を構成する樹脂の融点を測定する場合は、積層ポリエステルフィルムからミクロトームを用いて各層を構成する樹脂のみ削りだし、測定に供する。
試料を、JIS K 7121(1999)に基づいた方法により、セイコー電子工業(株)製示差走査熱量測定装置“ロボットDSC-RDC220”を、データ解析にはディスクセッション“SSC/5200”を用いて、下記の要領にて、測定を実施する。
サンプルパンに試料を5mgずつ秤量し、試料を25℃から300℃まで20℃/分の昇温速度で加熱し(1stRUN)、その状態で5分間保持し、次いで25℃以下となるよう急冷する。直ちに引き続いて、再度25℃から20℃/分の昇温速度で300℃まで昇温を行って測定を行い、2ndRUNの示差走査熱量測定チャート(縦軸を熱エネルギー、横軸を温度とする)を得る。当該2ndRUNの示差走査熱量測定チャートにおいて、吸熱ピークのピーク面積を求め、結晶融解熱量とする。2以上の結晶融解ピークが観測される場合は、最も温度が高いピークの面積を結晶融解熱量とし、2以上のピークを分離できない場合は2つのピークを合わせてピーク面積を求める。
積層ポリエステルフィルムの各層を構成する樹脂の結晶融解熱量を測定する場合は、積層ポリエステルフィルムからミクロトームを用いて各層を構成する樹脂のみ削りだし、測定に供する。
JIS K 7121(1999)に準じて、セイコー電子工業(株)製示差走査熱量測定装置”ロボットDSC-RDC220”を、データ解析にはディスクセッション”SSC/5200”を用いて、下記の要領にて、測定を実施する。
積層ポリエステルフィルムの最表層を構成する樹脂のガラス転移温度を測定する場合は、積層ポリエステルフィルムからミクロトームを用いて最表層を構成する樹脂のみ削りだし、測定に供する。
JIS K 7105(1999)に準じて、アタゴ(株)製アッベ式屈折率計を用いて20℃での屈折率を求める。フィルムの表面の長手方向屈折率(Nmd),幅方向屈折率(Nd),厚み方向屈折率(Nz)を測定し、面配向係数(fn)を算出する。測定は、n=5で実施し、その平均値として算出する。
(v)fn=(Nmd+Ntd)/2-Nz
E.フィルムの熱収縮率(%)
JIS C 2318(1997)に準じて、フィルムの熱収縮率を測定する。フィルムを幅10mm、長さ150mmの短冊状に切り出す。測長部分がおおよそ100mmになるようにフィルムに標線をつけて標線の長さを23℃の条件下にて測定し、L0とする。その後、所定の温度(200℃または220℃)に熱した熱風オーブン内に2gのおもりをつけてフィルムを吊し、30分間放置する。フィルムをオーブンから取りだして23℃まで冷却した後、標線の長さを測定し、L1とする。下記(vi)式によりフィルムの収縮率を求める。測定は、フィルム長手方向またはフィルム幅方向が150mmの長さになるようにランダムに5箇所切り出して測定する。長手方向、幅方向それぞれに平均値を算出し、フィルムの熱収縮率とする。
(vi)(フィルム熱収縮率)=(L0-L1)/L0×100
F.フィルムの厚み(μm)
フィルム厚みは、ダイヤルゲージを用い、JIS K7130(1992年)A-2法に準じて、フィルムを10枚重ねた状態で任意の5ヶ所について厚さを測定した。その平均値を10で除してフィルム厚みとした。
フィルムが積層フィルムである場合、下記の方法にて、各層の厚みを求めた。フィルム断面を、フィルム幅方向に平行な方向にミクロトームで切り出す。該断面を走査型電子顕微鏡で5000倍の倍率で観察し、積層各層の厚み比率を求める。求めた積層比率と上記したフィルム厚みから、各層の厚みを算出する。
製膜中にフィルムが1時間に破れる回数を数え、1回未満であるものをA、1回以上5回未満であるものをB、5回以上であるものをCとして評価する。Aが最も製膜性がよく、Cが最も劣る。
JIS K7197(1991)に準じて、熱機械測定装置TMA/SS6000(セイコーインスツルメンツ社製)を用い、試料幅4mmとして、試料長さ(チャック間距離)20mmのサンプルに対し、荷重3gを負荷する。室温から160℃まで昇温速度10℃/分で昇温させ、10分間保持し、その後、20℃まで10℃/分で降温させ、各温度(℃)における試料の寸法の値を得る。150℃における試料の寸法L(150℃)(mm)と、50℃における試料の寸法L(50℃)(mm)から、下記(vii)式から算出する。なお、寸法変化率は、フィルム幅方向(TD)およびそれに直交する方向(MD)それぞれについて、n=5で実施し、その平均値として算出する。
(vii)寸法変化率(ppm/℃)=106×(L(150℃)-L(50℃)))/{20×(150-50)}
J.Δヘイズ(100℃12hr処理前後でのヘイズ変化量)(%)
フィルムを1辺10cmの正方形状に切り出し、日本電色(株)製ヘイズメーターNDH-5000を用い、ランダムに3カ所のヘイズを測定して平均値を算出し、試験前のヘイズH0(%)とする。該サンプルを23℃65%RHに保たれた部屋に静置したタバイエスペック(株)製オーブンにて、試料の4辺を固定して100℃10%RH以下の乾熱条件下12時間熱処理する。熱処理した後のフィルムのヘイズを同様に測定し、H1(%)を求める。Δヘイズ(ΔH)を下記式(viii)により求める。
(viii)Δヘイズ(%)=H1-H0
Δヘイズの値で、以下のように判定する。
A;Δヘイズ1.5%以下
B;Δヘイズ1.5%を超えて2.0%以下
C;Δヘイズ2.0%を超える
Aが最も優れ、Cが最も劣る。
加工性は、フィルムの幅方向(TD)およびそれに直角をなす方向(MD)それぞれの方向の破断伸度(%)をn5にて求め、それらの平均値で以下のように判定する。
A;破断伸度120%以上
B;破断伸度105%以上120%未満
C;破断伸度90%以上105%未満
D;破断伸度75%以上90%未満
E;破断伸度75%未満
Aが最も優れ、Eが最も劣る。
L.COPフィルムとの貼り合わせ評価
本発明のフィルムを20cm×20cmの大きさに切り出し、COPフィルムと貼り合わせて積層体を作成した後、120℃のオーブン内に入れ、1時間静置した。その後、オーブンの温度を20℃/分の速度で室温まで冷却した。その後、本発明のフィルムとCOPフィルムを貼り合わせた積層体の、3cm以上の長さを持つシワの数を計測し、以下のように判定する。評価はn=5で実施し、それらの平均値で評価を行った。
4本以上10本未満;A
10本以上16本未満;B
16本以上;C
Sが最も優れ、Cが最も劣る。
COPフィルムとして、日本ゼオン社製“ゼオノアZF14”、厚み40μmのフィルムを用いる。貼り合わせには、粘着剤として東レコーテックス社製“レオコート”R5000を、粘着剤含有量が15%となるように調整したトルエン溶液に、該トルエン溶液100質量部に対して、東レコーテックス社製架橋剤“コロネートL”を3質量部添加したものを、乾燥後の塗布厚みが10μmとなるように塗布したものを用いる。
L.項で作製した積層体を、120℃のオーブン内に入れ、1時間静置した。その後、オーブンの温度を20℃/分の速度で室温まで冷却し、1時間放置した。その後、フィルムを水平な面の上に、COPフィルムが上側となるように置き、積層体の4隅の水平な面からの浮きの量を測定し、平均値を求め、カール量(mm)として以下のように判定する。上述の方法で水平な面から積層体の4隅が浮かない場合、カール量は0mmとする。
10mm以上25mm未満;B
25mm以上40mm未満;C
40mm以上55mm未満;D
55mm以上;E。
[PET-1の製造]テレフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、常法により重合を行い、溶融重合PETを得た。得られた溶融重合PETのガラス転移温度は80℃、融点は255℃、固有粘度は0.62であった。
[PET-2の製造]PET-1を常法により固相重合せしめ、PET-Aを得た。得られたPET-Aのガラス転移温度は82℃、融点は255℃、固有粘度は0.85であった。
[PET-Aの製造]テレフタル酸、イソフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、イソフタル酸共重合量がジガルボン酸成分全量に対して7mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は77℃、融点は243℃、固有粘度は0.62であった。
[PET-Bの製造]テレフタル酸、イソフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、イソフタル酸共重合量がジガルボン酸成分全量に対して10mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は76℃、融点は235℃、固有粘度は0.62であった。
[PET-Cの製造]テレフタル酸、イソフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、イソフタル酸共重合量がジガルボン酸成分全量に対して15mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は74℃、融点は230℃、固有粘度は0.62であった。
[PET-Dの製造]テレフタル酸、イソフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、イソフタル酸共重合量がジガルボン酸成分全量に対して20mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は73℃、融点は220℃、固有粘度は0.62であった。
[PET-Eの製造]テレフタル酸、イソフタル酸およびエチレングリコールから、三酸化アンチモンを触媒として、イソフタル酸共重合量がジガルボン酸成分全量に対して25mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は70℃、融点は観察されなかった。固有粘度は0.62であった。
[PET-Fの製造]テレフタル酸、シクロヘキサンジメタノール(CHDM)およびエチレングリコールから、三酸化アンチモンを触媒として、シクロヘキサンジメタノール共重合量がジオール成分全量に対して10mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は72℃、融点は235℃、固有粘度は0.62であった。
[PET-Gの製造]テレフタル酸、シクロヘキサンジメタノール(CHDM)およびエチレングリコールから、三酸化アンチモンを触媒として、シクロヘキサンジメタノール共重合量がジオール成分全量に対して20mol%となるように常法により重合を行い、共重合PETを得た。得られた共重合PETのガラス転移温度は70℃、融点は221℃、固有粘度は0.62であった。
PET-Aを、160℃で2時間真空乾燥した後押出機に投入し、押出機内で溶融させ、表面温度25℃のキャスティングドラム上に押し出し、未延伸シートを作製した。続いて該シートを加熱したロール群で予熱した後、90℃の温度で幅方向に直角な方向(MD方向)に3.1倍延伸を行った後、25℃の温度のロール群で冷却して一軸延伸フィルムを得た。得られた一軸延伸フィルムの両端をクリップで把持しながらテンター内の100℃の温度の加熱ゾーンでフィルム幅方向(TD方向)に3.6倍延伸した。さらに引き続いて、テンター内の熱処理ゾーンで210℃の温度で10秒間の熱固定を施した。熱固定の工程において、フィルム幅方向に2%のリラックス処理を施した。次いで、冷却ゾーンで均一に徐冷後、巻き取って、二軸配向ポリエステルフィルムを得た。得られた二軸配向ポリエステルフィルムの特性を表に示す。寸法変化率はMD方向、TD方向いずれも50ppm/℃以上130ppm/℃以下であり、COPとの貼り合わせに優れるフィルムであった。また、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。
フィルムを構成する樹脂を表の通りに変えた以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。二軸配向ポリエステルフィルムの特性を表に示す。実施例2から5では、fn、寸法変化率が好適な範囲にあり、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。比較例1では、樹脂の結晶性が高くΔHmが大きい結果、フィルムのfnが大きくなり、寸法変化率が小さいフィルムであった。比較例2では、ΔHmが観察されないほど樹脂の結晶性が低いため、fnが小さくなり、寸法変化率が小さいフィルムであり、COPとの貼り合わせに劣るフィルムであった。さらに、fnが小さいため加工性に劣り、加熱によるヘイズ変化も大きいフィルムであった。
A/B/Aの3層構成とし、表層を構成する樹脂として、PET-2を100質量部とし、160℃で2時間真空乾燥した後押出機1に投入した。また、内層を構成する樹脂としてPET-A100質量部を160℃で2時間真空乾燥した後、押出機2に投入した。押出機内でそれぞれの原料を溶融させ、合流装置で押出機1に投入した樹脂がフィルムの両表層となるように合流させ、表面温度25℃のキャスティングドラム上に押し出し、3層構造をもつ積層シートを作製した。続いて該シートを加熱したロール群で予熱した後、90℃の温度で長手方向(MD方向)に3.1倍延伸を行った後、25℃の温度のロール群で冷却して一軸延伸フィルムを得た。得られた一軸延伸フィルムの両端をクリップで把持しながらテンター内の100℃の温度の加熱ゾーンで長手方向に直角な幅方向(TD方向)に3.6倍延伸した。さらに引き続いて、テンター内の熱処理ゾーンで210℃の温度で10秒間の熱固定を施した。次いで、冷却ゾーンで均一に徐冷後、巻き取って、積層ポリエステルフィルムを得た。フィルムの各特性を表に示す。寸法変化率はMD方向、TD方向いずれも50ppm/℃以上130ppm/℃以下であり、COPとの貼り合わせに優れるフィルムであった。また、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。表層にPET-2を用いることで、より加工性に優れ、加熱によるヘイズ変化も小さいフィルムとすることができることがわかった。
樹脂の組成、製膜条件を表の通りに変えた以外は、実施例6と同様に製膜を行った。フィルムの特性を表に示す。寸法変化率はMD方向、TD方向いずれも50ppm/℃以上130ppm/℃以下であり、COPとの貼り合わせに優れるフィルムであった。また、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。
実施例22では実施例6で得られたフィルム、実施例23では実施例7で得られたフィルム、実施例24では実施例8で得られたフィルムをそれぞれ用い、それぞれ得られたフィルムをフィルム巻きだしロールとフィルム巻き取りロールの間に設置された熱風オーブンにて、140℃の温度にて、フィルムが熱処理される時間が5分となるようにアニール処理を施し、厚み125μmのフィルムを得た。フィルムの各特性を表に示す。寸法変化率はMD方向、TD方向いずれも50ppm/℃以上130ppm/℃以下であり、130℃30分間の熱収縮率も小さいフィルムであり、COPとの貼り合わせに特に優れるフィルムであった。また、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。また、MD方向、TD方向、45°方向の熱収縮率平均値が0.5%以下、それぞれの熱収縮率の差の絶対値も0.5%以下、それぞれの方向の寸法変化率の差の絶対値も10以下であり、COPとの積層体のカール性も良好であった。
樹脂の組成、製膜条件を表の通りに変えた以外は、実施例6と同様に製膜を行った。フィルムの特性を表に示す。比較例3、7では、樹脂の結晶性が高くΔHmBが大きい結果、フィルムのfnが高くなり、寸法変化率も小さいフィルムであった。比較例4では、ΔHmが観察されないほど結晶性が低くいため、fnが小さくなり、寸法変化率が小さいフィルムであった。さらに、fnが小さいため加工性に劣り、加熱によるヘイズ変化も大きいフィルムであった。比較例5、6では、製膜中の熱処理温度が高く、フィルムの配向が乱される結果fnが極端に低くなり、破断伸度が低下して加工性に劣るだけでなく、加熱によるΔヘイズの大きいフィルムであった。
樹脂の組成、製膜条件を表の通りに変えた以外は、実施例6と同様に製膜を行った。フィルム特性を表に示す。寸法変化率はMD方向、TD方向いずれも50ppm/℃以上130ppm/℃以下であり、COPとの貼り合わせに優れるフィルムであった。また、加工性に優れ、加熱によるヘイズ変化も小さいフィルムであった。
実施例25は実施例2のフィルムを、実施例27は実施例26のフィルムを、実施例28は実施例9のフィルムを、実施例29は実施例11のフィルムを、実施例30は実施例12のフィルムを、実施例31は実施例14のフィルムを、実施例32は実施例15のフィルムを、実施例33は実施例16のフィルムを、実施例34は実施例18のフィルムを、実施例35は実施例19のフィルムを、実施例36のフィルムは実施例20のフィルムを用い、それぞれ得られたフィルムをフィルム巻きだしロールとフィルム巻き取りロールの間に設置された熱風オーブンにて、140℃の温度にて、フィルムが熱処理される時間が5分となるようにアニール処理を施した。











Claims (11)
- フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける、150℃から50℃の降温時の寸法変化率が、それぞれ50ppm/℃以上130ppm/℃以下であり、かつ面配向係数(fn)が0.111以上0.145以下である二軸配向ポリエステルフィルム。
- フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける、150℃から50℃の降温時の寸法変化率が、それぞれ50ppm/℃以上130ppm/℃以下であり、かつ、フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)それぞれにおける130℃30分間での熱収縮率がそれぞれ1.0%以下である二軸配向ポリエステルフィルム。
- 面配向係数(fn)が0.120以上0.140以下である請求項1または2に記載の二軸配向ポリエステルフィルム。
- フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)と、およびフィルム幅方向から45°をなす方向の130℃30分間での熱収縮率をそれぞれの方向で比較したとき、それらの差の絶対値がいずれも0%以上0.5%以下であり、かつそれらの平均値が0.5%以下であり、
かつ、フィルム幅方向(TD方向)と、それと直角をなす方向(MD方向)と、およびフィルム幅方向から45°をなす方向の150℃から50℃の降温時の寸法変化率をそれぞれの方向で比較したとき、それらの差の絶対値がいずれも0ppm/℃以上10ppm/℃以下である、請求項1から3のいずれかに記載の二軸配向ポリエステルフィルム。 - 前記ポリエステルフィルムを構成するポリエステル樹脂の結晶融解熱量が30J/g以下である請求項1から4のいずれかに記載の二軸配向ポリエステルフィルム。
- 前記ポリエステルフィルムが、少なくとも3層からなる積層ポリエステルフィルムであって、フィルムの両側の表層を構成するポリエステル樹脂の結晶融解熱量(ΔHmA)がいずれも30J/g以上であり、フィルムの両側の表層以外の層を構成するポリエステル樹脂の結晶融解熱量(ΔHmB)が30J/g以下であることを特徴とする請求項1から5のいずれかに記載の二軸配向ポリエステルフィルム。
- フィルムの両側の表層以外の層を構成するポリエステル樹脂が、テレフタル酸とエチレングリコールを主たる構成成分とする樹脂であって、それ以外の構成単位としてイソフタル酸、シクロヘキシレンジメタノールのうちいずれか1種類のみ、または2種類のみを含有する請求項6に記載の二軸配向ポリエステルフィルム。
- 前記ポリエステルフィルムが、少なくとも3層からなる積層ポリエステルフィルムであって、フィルムの両側の表層を構成するポリエステル樹脂の融点TmAがいずれも250℃以上280℃以下であることを特徴とする請求項1から5のいずれかに記載の二軸配向ポリエステルフィルム。
- ポリエステルフィルムの両側の表層の厚みの和と、表層以外の層の厚みの和の比(両側の表層の厚みの和/表層以外の層の厚みの和)が、1/9~1/2である請求項6から8のいずれかに記載の二軸配向ポリエステルフィルム。
- 非晶性樹脂からなるフィルムに貼り合わせる用途に用いられる1から9のいずれかに記載の二軸配向ポリエステルフィルム。
- シクロオレフィンポリマー(COP)からなるフィルムに貼り合わせる用途に用いられる請求項1から10のいずれかに記載の二軸配向ポリエステルフィルム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177027375A KR102528867B1 (ko) | 2015-06-11 | 2016-06-02 | 2축 배향 폴리에스테르 필름 |
| JP2016543101A JP6760066B2 (ja) | 2015-06-11 | 2016-06-02 | 二軸配向ポリエステルフィルム |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-118215 | 2015-06-11 | ||
| JP2015118215 | 2015-06-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016199675A1 true WO2016199675A1 (ja) | 2016-12-15 |
Family
ID=57503718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/066461 WO2016199675A1 (ja) | 2015-06-11 | 2016-06-02 | 二軸配向ポリエステルフィルム |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6760066B2 (ja) |
| KR (1) | KR102528867B1 (ja) |
| TW (1) | TWI700307B (ja) |
| WO (1) | WO2016199675A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017127980A (ja) * | 2016-01-18 | 2017-07-27 | 東レ株式会社 | ポリエステルフィルム |
| JP2019150956A (ja) * | 2018-02-28 | 2019-09-12 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
| JP2022075734A (ja) * | 2018-02-28 | 2022-05-18 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102618094B1 (ko) * | 2017-12-28 | 2023-12-27 | 닛토덴코 가부시키가이샤 | 광 투과성 도전 필름, 그 제조 방법, 조광 필름, 및 조광 부재 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11106526A (ja) * | 1997-09-30 | 1999-04-20 | Unitika Ltd | 金属板ラミネート用ポリエステルフィルム及びその製造方法 |
| JP2004035720A (ja) * | 2002-07-03 | 2004-02-05 | Toray Ind Inc | 二軸配向ポリエステルフィルム |
| JP2005530908A (ja) * | 2002-06-26 | 2005-10-13 | イーストマン ケミカル カンパニー | 二軸配向ポリエステルフィルム及びそれらの銅との積層板 |
| JP2011073151A (ja) * | 2009-09-29 | 2011-04-14 | Toray Ind Inc | 成型用二軸配向ポリエステルフィルム |
| JP2011126272A (ja) * | 2009-11-20 | 2011-06-30 | Toyobo Co Ltd | 光拡散性ポリエステルフィルム |
| JP2011175021A (ja) * | 2010-02-23 | 2011-09-08 | Jx Nippon Oil & Energy Corp | 光学フィルムの製造方法とそれを用いて得られる光学フィルム及び光学素子 |
| WO2014208519A1 (ja) * | 2013-06-28 | 2014-12-31 | 東レ株式会社 | 二軸配向ポリエステルフィルム |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1346815B1 (en) * | 2000-12-11 | 2007-10-03 | Teijin Limited | Biaxially oriented polyester film and method for production thereof |
| JP5190554B1 (ja) | 2011-10-05 | 2013-04-24 | 日東電工株式会社 | 透明導電性フィルム |
| JP5264979B2 (ja) | 2011-11-25 | 2013-08-14 | 日東電工株式会社 | タッチパネルセンサ |
| KR102002798B1 (ko) * | 2012-01-24 | 2019-07-23 | 도레이 카부시키가이샤 | 폴리에스테르 필름 및 그 제조 방법 |
| JP2014112510A (ja) | 2012-11-02 | 2014-06-19 | Nitto Denko Corp | 透明導電性フィルム |
-
2016
- 2016-06-02 WO PCT/JP2016/066461 patent/WO2016199675A1/ja active Application Filing
- 2016-06-02 KR KR1020177027375A patent/KR102528867B1/ko active IP Right Grant
- 2016-06-02 JP JP2016543101A patent/JP6760066B2/ja active Active
- 2016-06-06 TW TW105117830A patent/TWI700307B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11106526A (ja) * | 1997-09-30 | 1999-04-20 | Unitika Ltd | 金属板ラミネート用ポリエステルフィルム及びその製造方法 |
| JP2005530908A (ja) * | 2002-06-26 | 2005-10-13 | イーストマン ケミカル カンパニー | 二軸配向ポリエステルフィルム及びそれらの銅との積層板 |
| JP2004035720A (ja) * | 2002-07-03 | 2004-02-05 | Toray Ind Inc | 二軸配向ポリエステルフィルム |
| JP2011073151A (ja) * | 2009-09-29 | 2011-04-14 | Toray Ind Inc | 成型用二軸配向ポリエステルフィルム |
| JP2011126272A (ja) * | 2009-11-20 | 2011-06-30 | Toyobo Co Ltd | 光拡散性ポリエステルフィルム |
| JP2011175021A (ja) * | 2010-02-23 | 2011-09-08 | Jx Nippon Oil & Energy Corp | 光学フィルムの製造方法とそれを用いて得られる光学フィルム及び光学素子 |
| WO2014208519A1 (ja) * | 2013-06-28 | 2014-12-31 | 東レ株式会社 | 二軸配向ポリエステルフィルム |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017127980A (ja) * | 2016-01-18 | 2017-07-27 | 東レ株式会社 | ポリエステルフィルム |
| JP2019150956A (ja) * | 2018-02-28 | 2019-09-12 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
| JP2022075734A (ja) * | 2018-02-28 | 2022-05-18 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
| JP7280014B2 (ja) | 2018-02-28 | 2023-05-23 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
| JP7302687B2 (ja) | 2018-02-28 | 2023-07-04 | 三菱ケミカル株式会社 | 積層ポリエステルフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6760066B2 (ja) | 2020-09-23 |
| JPWO2016199675A1 (ja) | 2018-04-05 |
| TWI700307B (zh) | 2020-08-01 |
| KR102528867B1 (ko) | 2023-05-04 |
| TW201706329A (zh) | 2017-02-16 |
| KR20180018481A (ko) | 2018-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6973584B2 (ja) | 積層フィルム | |
| JP6672819B2 (ja) | ポリエステルフィルム | |
| JP6627218B2 (ja) | 二軸配向ポリエステルフィルム | |
| JP5508390B2 (ja) | 光学物品用ポリエステル厚膜及び光学物品 | |
| JP6884997B2 (ja) | ポリエステルフィルム、および偏光板保護フィルム | |
| JP6565683B2 (ja) | ポリエステルフィルム | |
| JP6760066B2 (ja) | 二軸配向ポリエステルフィルム | |
| KR102207438B1 (ko) | 적층 필름 및 편광판 | |
| JP2018021168A (ja) | 二軸配向ポリエステルフィルム | |
| JP2016141058A (ja) | 二軸配向ポリエステルフィルムおよびその製造方法 | |
| JP2020063399A (ja) | 二軸配向ポリエステルフィルム | |
| JP2023052241A (ja) | 多層積層フィルム | |
| KR101920098B1 (ko) | 플렉시블 일렉트로닉스 디바이스 제조용 적층체, 및 그것에 사용하는 2 축 배향 폴리에스테르 필름, 및 그것을 사용한 플렉시블 일렉트로닉스 디바이스와 그 제조 방법 | |
| JP7067027B2 (ja) | 多層積層フィルム、それを用いた輝度向上部材および偏光板 | |
| JP6992259B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP6787080B2 (ja) | 積層体 | |
| JP7238946B2 (ja) | 多層積層フィルム、それを用いた輝度向上部材および偏光板 | |
| JP6848561B2 (ja) | 積層フィルム | |
| JP2006192829A (ja) | 積層フィルムおよびタッチパネル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016543101 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16807382 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177027375 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16807382 Country of ref document: EP Kind code of ref document: A1 |