WO2016194447A1 - 含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法 - Google Patents
含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法 Download PDFInfo
- Publication number
- WO2016194447A1 WO2016194447A1 PCT/JP2016/059437 JP2016059437W WO2016194447A1 WO 2016194447 A1 WO2016194447 A1 WO 2016194447A1 JP 2016059437 W JP2016059437 W JP 2016059437W WO 2016194447 A1 WO2016194447 A1 WO 2016194447A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- lubricating film
- group
- mass
- lubricating
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M101/00—Lubricating compositions characterised by the base-material being a mineral or fatty oil
- C10M101/02—Petroleum fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M101/00—Lubricating compositions characterised by the base-material being a mineral or fatty oil
- C10M101/04—Fatty oil fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/06—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/08—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen
- C10M105/22—Carboxylic acids or their salts
- C10M105/24—Carboxylic acids or their salts having only one carboxyl group bound to an acyclic carbon atom, cycloaliphatic carbon atom or hydrogen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/08—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen
- C10M105/32—Esters
- C10M105/38—Esters of polyhydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/02—Hydrocarbon polymers; Hydrocarbon polymers modified by oxidation
- C10M107/04—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/02—Hydrocarbon polymers; Hydrocarbon polymers modified by oxidation
- C10M107/06—Hydrocarbon polymers; Hydrocarbon polymers modified by oxidation containing propene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M109/00—Lubricating compositions characterised by the base-material being a compound of unknown or incompletely defined constitution
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/26—Compounds containing silicon or boron, e.g. silica, sand
- C10M125/30—Clay
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M129/00—Lubricating compositions characterised by the additive being an organic non-macromolecular compound containing oxygen
- C10M129/02—Lubricating compositions characterised by the additive being an organic non-macromolecular compound containing oxygen having a carbon chain of less than 30 atoms
- C10M129/26—Carboxylic acids; Salts thereof
- C10M129/28—Carboxylic acids; Salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M129/38—Carboxylic acids; Salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having 8 or more carbon atoms
- C10M129/40—Carboxylic acids; Salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having 8 or more carbon atoms monocarboxylic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/02—Water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/085—Phosphorus oxides, acids or salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/087—Boron oxides, acids or salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/106—Naphthenic fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/14—Synthetic waxes, e.g. polythene waxes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/125—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids
- C10M2207/126—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of eight up to twenty-nine carbon atoms, i.e. fatty acids monocarboxylic
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/283—Esters of polyhydroxy compounds
- C10M2207/2835—Esters of polyhydroxy compounds used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/40—Fatty vegetable or animal oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/40—Fatty vegetable or animal oils
- C10M2207/402—Castor oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2217/00—Organic macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2217/04—Macromolecular compounds from nitrogen-containing monomers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2217/045—Polyureas; Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2223/00—Organic non-macromolecular compounds containing phosphorus as ingredients in lubricant compositions
- C10M2223/02—Organic non-macromolecular compounds containing phosphorus as ingredients in lubricant compositions having no phosphorus-to-carbon bonds
- C10M2223/04—Phosphate esters
- C10M2223/041—Triaryl phosphates
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/055—Particles related characteristics
- C10N2020/06—Particles of special shape or size
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/06—Oiliness; Film-strength; Anti-wear; Resistance to extreme pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/12—Inhibition of corrosion, e.g. anti-rust agents or anti-corrosives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/14—Metal deactivation
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/64—Environmental friendly compositions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/24—Metal working without essential removal of material, e.g. forming, gorging, drawing, pressing, stamping, rolling or extruding; Punching metal
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/245—Soft metals, e.g. aluminum
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/246—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2080/00—Special pretreatment of the material to be lubricated, e.g. phosphatising or chromatising of a metal
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Health & Medical Sciences (AREA)
- Emergency Medicine (AREA)
- Engineering & Computer Science (AREA)
- Dispersion Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Inorganic Chemistry (AREA)
- Lubricants (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
産業廃棄物が低減でき(環境保全性)、かつ、潤滑処理工程後に強制乾燥を行わない場合(室温乾燥、室温放置)や、鋼管の内面などのように完全乾燥が難しい形状の金属製品に対しても、含水状態で優れた潤滑性を付与することができる潤滑膜剤、及び、それに関連する技術の提供。 含水率3~50質量%の含水状態で行われる金属塑性加工に用いる含水潤滑膜剤であって、少なくとも1種の親油性潤滑成分(A)、及び/又は、少なくとも1種のへき開性を有する固体潤滑剤(B)が水に分散し、さらに、炭素数12~20の脂肪酸成分からなる群から選ばれる少なくとも1種の水溶性潤滑成分(C)が、質量ベースで(C)/[(A)+(B)]=0.05~0.5の割合で、水相側に溶解してなることを特徴とする、含水潤滑膜剤。
Description
本発明は、金属材料、特に鉄鋼、ステンレス、アルミニウムなどの金属材料表面に、優れた潤滑性を付与させるための水系潤滑膜剤と、それらを用いて形成した潤滑膜を有する表面処理金属材料、並びにこれに関連した技術に関する。さらに詳しくは、本発明は、前記金属材料を鍛造、伸線、伸管、圧造、板のプレス成形のような塑性加工において、優れた潤滑性を付与するための潤滑膜剤、及びそれに関連した技術に関する。
一般に、鉄鋼やステンレスなどの金属材料を塑性加工する際には、被加工材と工具との金属接触により生じる焼付きやかじりを防止すること及び耐食性を付与することを目的に、金属材料表面に潤滑性及び耐食性を有する皮膜を設けている。このような皮膜としては、金属材料表面に化学反応により化成皮膜を形成させた後、その上にさらに潤滑剤を付着させる反応型のタイプと、潤滑剤を金属材料表面に物理的に付着させる非反応型のタイプの2種類のものがある。
前者の反応型のタイプでは、金属材料表面にキャリアとしての役割を有するリン酸塩皮膜やシュウ酸塩皮膜などの化成皮膜を形成させた後、さらに石灰石けんや二硫化モリブデン、油などの潤滑剤を塗布した2層構造の潤滑皮膜や、化成皮膜を施した後、ステアリン酸ナトリウムなどの反応型石けんを反応塗布した3層構造の潤滑皮膜(化成皮膜/金属石けん皮膜/湯溶石けん皮膜)が広く用いられている。特に後者の3層構造の潤滑皮膜は、強加工領域においても安定して優れた潤滑性を発揮することができることが知られている。
しかしながら、化学反応を伴う化成処理や反応型石けんでは、液の管理や化学反応を制御するための温度管理、反応副生成物であるスラッジの除去と廃棄、液の劣化による廃棄更新が必要になる。近年の地球環境保全を目的に、産業廃棄物の低減は大きな課題となっている。そのために、廃棄物が生じない潤滑皮膜剤や処理方法が望まれている。
前記課題を解決する潤滑皮膜剤として、特許文献1に、特定の強度、及び伸度を有する水溶性ポリエーテル化合物、及び水溶性ポリエステル化合物からなる群から選ばれる少なくとも1種の水溶性樹脂(a)と、リン酸塩、バナジン酸塩、ホウ酸塩、珪酸塩、及びタングステン酸塩からなる群から選ばれる少なくとも1種の水溶性無機塩(b)と、水を含有し、固形分重量比で(b)/(a)=0.1~5である金属材料の水性塑性加工用潤滑剤組成物が開示されている。この潤滑皮膜剤は非反応型の塗布型潤滑剤であり、前記化学反応を伴う化成処理や反応型石けんのようにスラッジの発生がなく、液の劣化もほとんど起こらないものである。しかしながら、水溶性無機塩を主成分とする潤滑膜は、潤滑膜が含水した状態では良好な潤滑性を発現させることができないため、潤滑処理工程の後に、オーブンやジェットヒーター等によって強制的に潤滑膜を乾燥させる必要があった。さらには、潤滑膜を完全乾燥させても、水溶性無機塩を主成分とする潤滑膜は、大気中の水蒸気を吸湿して潤滑性が低下するため、加工前に再乾燥したり、工場内の湿度を低くコントロールする必要があった。また、金属材料の形状によっては(例えば、鋼管の内面に潤滑膜を形成する場合など)、潤滑膜の完全乾燥が難しい場合もあった。
小見山忍他:日本パーカライジング技報、(2014)、p.3~10
前記従来技術の課題に対し、本発明は、産業廃棄物が低減でき(環境保全性)、かつ、潤滑処理工程後に強制乾燥を行わない場合(室温乾燥、室温放置)や、鋼管の内面などのように完全乾燥が難しい形状の金属製品に対しても、含水状態で優れた潤滑性を付与することができる潤滑膜剤、及び、それに関連する技術を提供することを主目的とするものである。
本発明者らは前記課題を解決するために鋭意検討した結果、親油性潤滑成分、及び/又は、固体潤滑剤が水に分散してなる潤滑膜剤において、水相側に特定の構造、及び物性を有する水溶性潤滑成分を所定の割合で溶解させることで、前記課題を解決できることを見出し、本発明を完成するに至った。
すなわち、本発明は含水率3~50質量%の含水状態で行われる金属塑性加工に用いる含水潤滑膜剤であって、少なくとも1種の親油性潤滑成分(A)、及び/又は、少なくとも1種のへき開性を有する固体潤滑剤(B)が水に分散し、さらに、炭素数12~20の脂肪酸成分からなる群から選ばれる少なくとも1種の水溶性潤滑成分(C)が、質量ベースで(C)/[(A)+(B)]=0.05~0.5、より好ましくは0.1~0.3の割合で、水相側に溶解してなることを特徴とする含水潤滑膜剤である。含水率の上限は50質量%以下であり、好ましくは30質量%以下である。含水率の下限は3質量%以上であり、好ましくは5質量%以上、さらに好ましくは7.5質量%以上、さらに好ましくは10質量%以上、さらに好ましくは12.5質量%以上、最も好ましい下限は、15質量%以上である。
前記の水溶性潤滑成分(C)としては、ラウリン酸(炭素数12)、トリデカン酸(炭素数13)、ミリスチン酸(炭素数14)、ペンタデカン酸(炭素数15)、パルチミン酸(炭素数16)、ヘプタデカン酸(炭素数17)、ステアリン酸(炭素数18)、及びアラキジン酸(炭素数20)の直鎖飽和脂肪酸のナトリウム塩、及びカリウム塩からなる群から選ばれる少なくとも1種であることが好ましい。
前記水溶性潤滑成分(C)において、より好ましいものは炭素数15~18の直鎖飽和脂肪酸のナトリウム塩、もしくはカリウム塩であり、最も好ましいものは、炭素数18で直鎖飽和脂肪酸塩であるステアリン酸ナトリウム、及びステアリン酸カリウムからなる群から選ばれる少なくとも1種である。
前記の親油性潤滑成分(A)は、好ましくは溶解度パラメータ(SP値)が10以下で、さらに好ましくは9以下である、油、極圧剤、金属石けん、及びワックスからなる群から選ばれる少なくとも1種を用いることが好ましい。油としては、鉱油、動植物油脂、及び、合成油からなる群から選ばれる少なくとも1種を用いることができる。極圧剤としては、リン系極圧剤、硫黄系極圧剤、有機モリブデン系極圧剤、及び、有機亜鉛系極圧剤からなる群から選ばれる少なくとも1種を用いることができる。金属石けんとしては、炭素数12~20の脂肪酸のナトリウム塩、及びカリウム塩以外の金属塩からなる群から選ばれる少なくとも1種を用いることができる。ワックスとしては、ポリエチレンワックス、ポリプロピレンワックス、カルナウバワックス、及び、マイクロクリスタリングワックスからなる群から選ばれる少なくとも1種を用いることができる。
本発明の含水潤滑膜剤に用いることができる固体潤滑剤(B)は、へき開性を有するものであれば特に限定するものではないが、好ましいものは層状粘土鉱物であり、さらに好ましいものは、キャリア粒子である。層状粘土鉱物としては、スメクタイト群、バーミキュライト群、雲母群、脆雲母、パイロフィライト群、カオリナイト群の天然品、及びこれらの合成品からなる群から選ばれる少なくとも1種を用いることができる。キャリア粒子とは、前記層状粘土鉱物の粒子間、及び/又は、層間に、前記親油性潤滑成分を内包した粒子である。このキャリア粒子における親油性潤滑成分の内包量は、キャリア粒子の全質量に対する質量比で好ましくは5質量%以上、より好ましくは8質量%以上である。
また、層状粘土鉱物、及びキャリア粒子以外の固体潤滑剤としては、ナトリウム塩、及びカリウム塩以外のリン酸塩、炭酸塩、シュウ酸塩、硫酸塩、金属水酸化物、及び金属酸化物からなる群から選ばれる少なくとも1種の難溶性の結晶性無機塩が挙げられる。
前記固体潤滑剤(B)のレーザー回折法による平均粒径(体積基準)は、好ましくは30μm以下であり、より好ましくは20μm以下、さらに好ましくは10μm以下である。
本発明の含水潤滑膜剤は、さらに、バインダーとして水溶性無機塩、水溶性有機塩、及び水性樹脂からなる群から選ばれる少なくとも1種を含有させることもできる。
前記課題は、本発明の含水潤滑膜剤を用いて金属材料表面に形成させた、含水率が3~50質量%であることを特徴とする含水潤滑膜によっても解決することができる。含水率の上限は50質量%以下であり、好ましくは30質量%以下である。含水率の下限は3質量%以上であり、好ましくは5質量%以上、さらに好ましくは7.5質量%以上、さらに好ましくは10質量%以上、さらに好ましくは12.5質量%以上、最も好ましい下限は、15質量%以上である。
前記課題は、本発明の含水潤滑膜剤によって金属材料表面に形成させた、含水状態での潤滑膜の皮膜量が、0.1g/m2以上、好ましくは3g/m2以上、さらに好ましくは5g/m2以上付着してなることを特徴とする表面処理金属材料によっても解決することができる。
前記課題は、本発明の含水潤滑膜剤に金属材料を接触させる接触工程を含み、前記接触工程では、前記含水潤滑膜剤中に、前記水溶性潤滑成分(C)が、質量ベースで(C)/[(A)+(B)]=0.05~0.5、より好ましくは0.1~0.3の割合で、水相側に溶解することができる処理温度で金属材料を接触させることを特徴とする、金属材料の含水潤滑膜形成方法によっても解決することができる。
前記課題は、前記接触工程の前に、前記金属材料表面に化成皮膜を被覆させる化成処理工程をさらに含むことを特徴とする、金属材料の含水潤滑膜形成方法によっても解決することができる。
本発明によれば、前記の含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法を適用することで、潤滑処理工程後に乾燥炉による強制乾燥を行わない場合や、鋼管の内面などの完全乾燥が難しい形状の金属製品のように、潤滑膜が含水した状態で加工せざるを得ない場合や、完全乾燥後であっても潤滑膜が大気中の水を吸湿した場合においても、優れた潤滑性を付与することができる。
本発明の含水潤滑膜剤は、少なくとも1種の親油性潤滑成分(A)、及び/又は、少なくとも1種のへき開性を有する固体潤滑剤(B)が水に分散した潤滑膜剤であって、さらに、水溶性潤滑成分(C)として、特定の構造を有する脂肪酸成分が、質量ベースで(C)/[(A)+(B)]=0.05~0.5、より好ましくは0.1~0.3の割合で、水相側に溶解してなることを特徴とするものである。この潤滑膜剤を用いて金属材料表面に形成した潤滑膜は、潤滑膜が含水した状態であっても、含水率が3~50質量%の範囲内であれば、優れた潤滑性を発現させることができる。前記の特許文献1に代表される、水溶性無機塩を主成分とする塗布型潤滑膜剤では、潤滑膜が含水した状態では、加工時の面積拡大に対する潤滑膜の追従性が低下し、潤滑性が低下することがある。これに対し、本発明の含水潤滑膜剤は、潤滑膜剤の水相側に、所定の割合で水溶性脂肪酸成分が溶解してなることを特徴とする。この潤滑膜剤によって形成した含水潤滑膜は、潤滑処理後に潤滑膜中の水が蒸発する過程において、潤滑膜中の水分中でほぼ飽和に近い濃度まで水溶性脂肪酸成分が濃縮した状態となり、さらに、溶解しきれなくなった余剰の水溶性脂肪酸成分は、連続膜(粒状ではない)となって含水潤滑膜中に存在することになる。このような構造の潤滑膜は、加工時の面積拡大に対する追従性が優れ、前記含水率の範囲内であれば、潤滑膜が含水した状態であっても、良好な潤滑性を示す。特に本発明は、潤滑処理後に乾燥炉がない場合や、鋼管の内面など、完全乾燥が不可能な場合に好適である。
本発明の含水潤滑膜の含水率の上限は、50質量%以下であり、好ましくは30質量%以下である。含水率の下限は3質量%以上であり、好ましくは5質量%以上、さらに好ましくは7.5質量%以上、さらに好ましくは10質量%以上、さらに好ましくは12.5質量%以上、最も好ましい下限は、15質量%以上である。含水率の上限が50質量%を超えると潤滑膜が脆弱になり、潤滑性が低下することがある。含水率の下限は、潤滑性の観点からは低いほうが好ましく、3質量%未満でも問題はない。ただし、生産性の観点からは、例えば鋼管の内面のように、乾燥性の悪い形状のものでは、含水率3質量%未満に調整するためには乾燥時間を極めて長く設定する必要が生じたり、鋼管内にジェットヒーターなどで熱風を通風して乾燥性を促進させるための付帯設備が必要になったり、さらには工場内の湿度が高い場合などは、含水率3質量%未満にはならない場合があるなど、生産性が著しく低下する問題がある。従って、潤滑性と生産性の両面から言えば、含水率の下限は上記の如く3質量%以上であり、好ましくは5質量%以上、さらに好ましくは7.5質量%以上、さらに好ましくは10質量%以上、さらに好ましくは12.5質量%以上、最も好ましくは15質量%以上である。
前記含水率の調整について説明する。例えば、全固形分濃度が15質量%である含水潤滑膜に金属材料表面を接触させた場合、潤滑処理直後(まだ水分が蒸発していない状態)では、金属材料に水と固形分が質量ベースで85:15の割合で付着しているため、この時の含水率は85質量%となる。この含水率では潤滑膜が脆弱であるため、良好な潤滑性は得られない。この状態から金属材料を乾燥させると、潤滑膜中の水分の蒸発とともに含水率は低下する。含水率の調整とは、含水率が50質量%を超えた初期の状態から、含水率が3~50質量%の範囲内に至るまでの行う操作を意味する。すなわち、含水率は金属製品の形状や工場内の温度、及び湿度条件によって、含水潤滑膜中の水の蒸発速度が異なるため、一概には言えないが、高湿度環境や鋼管の内面などの乾燥しにくい条件では、潤滑処理後の放置時間を長めに設定し、含水率が50質量%以下、より好ましくは30質量%以下になるように調整すればよい。潤滑処理後にオーブンによる強制乾燥工程を設ければ、より短時間で含水率を50質量%以下にすることができる。
また、完全乾燥(含水率0質量%)した潤滑膜を、高湿度環境に放置すると、潤滑膜が吸湿して含水潤滑膜となるが、含水率が3~50質量%であれば、潤滑性は実用レベルを維持することができる。
また、本発明における含水潤滑膜とは、含水した状態であっても潤滑膜が金属材料表面で流動しない状態で固定されたものと定義する。例えば、水溶性切削剤のように液体状で用いる潤滑剤とは区別するものである。金属材料表面で容易に流動しない状態であれば特に粘度を規定するものではないが、例えば、含水率が3~50質量%の範囲内にある潤滑膜で、20℃における粘度(B型粘度計、JIS Z8803)が250mPa・s以上である。潤滑膜中の含水率が50質量%以下であれば、金属材料表面で潤滑膜が流動することなく、固定された状態となる。なお、前記の水溶性切削剤は潤滑膜を形成させるものではないが、一般的に含水率は90質量%以上である場合が多く、20℃における動粘度は1mPa・s程度である。
前記水溶性潤滑成分(C)は、質量ベースで(C)/[(A)+(B)]=0.05~0.5、より好ましくは0.1~0.3の割合で、含水潤滑膜剤の水相側に、溶解させる必要がある。前記水溶性潤滑成分の割合が、0.05を下回ると、含水潤滑膜中で脂肪酸成分の連続膜が形成しにくくなるため、潤滑性が低下することがある。前記水溶性潤滑成分(C)の割合が0.5を超えると、含水潤滑膜全体が脆弱となり、潤滑性が低下することがある。
本発明の含水潤滑膜剤では、水溶性潤滑成分(C)として、炭素数12~20の飽和脂肪酸、及び/又は、不飽和脂肪酸のナトリウム塩、もしくはカリウム塩を用いることができる。また、前記炭素数12~20の脂肪酸にエチレンオキサイド(EO)、及び/又はプロピレンオキサイド(PO)を付加して水溶化したものも用いることができる。この場合、水溶性が担保できるのであればEO、POの総付加モル数は特に限定はしないが、例えば20モル以上である。
具体的には、例えば、ラウリン酸(炭素数12)、トリデカン酸(炭素数13)、ミリスチン酸(炭素数14)、ペンタデカン酸(炭素数15)、パルチミン酸(炭素数16)、ヘプタデカン酸(炭素数17)、ステアリン酸(炭素数18)、及びアラキジン酸(炭素数20)からなる群から選ばれる少なくとも1種の直鎖飽和脂肪酸のナトリウム塩、カリウム塩、もしくはEO付加物、PO付加物、イソパルチミン酸(炭素数16)、及びイソステアリン酸(炭素数18)からなる群から選ばれる少なくとも1種の分枝鎖飽和脂肪酸のナトリウム塩、カリウム塩、もしくはEO付加物、PO付加物、オレイン酸(炭素数18)、リノール酸(炭素数18)、及びリシノール(リシノレイン)酸(炭素数18)からなる群から選ばれる少なくとも1種の不飽和脂肪酸のナトリウム塩、カリウム塩、もしくはEO付加物、PO付加物を用いることができる。潤滑性をさらに高めるためは、不飽和脂肪酸成分において、二重結合の数は、好ましくは2個以下である。また、分岐鎖脂肪酸塩よりも直鎖脂肪酸塩の方が、潤滑性の点では好ましい。さらに、炭素数が前記の範囲内であれば、牛脂石けんなどの天然脂肪酸からなるナトリウム塩、カリウム塩、もしくはEO付加物、PO付加物を用いてもよい。
これらの脂肪酸成分において、潤滑性の観点からは、EO付加物、PO付加物よりもナトリウム塩、もしくはカリウム塩を用いるほうがより好ましい。脂肪酸のナトリウム塩、もしくはカリウム塩を用いる理由は、水に対する溶解度が高く、かつ含水潤滑膜になった際に、水相側での膜の連続性が優れるためである。すなわち、脂肪酸成分の種類によって水に対する溶解度は異なるが、一般的な潤滑処理温度である20~90℃の範囲では、前記のすべての脂肪酸成分を、(C)/[(A)+(B)]=0.05~0.5の割合で溶解させることができる温度が存在するためである。
前記の脂肪酸成分のうち、潤滑性の観点からより好ましいものは炭素数15~18の直鎖飽和脂肪酸のナトリウム塩、もしくはカリウム塩であり、最も好ましいものは、ステアリン酸のナトリウム塩、もしくはカリウム塩である。この理由を以下に述べる。含水潤滑膜中で脂肪酸成分の連続膜を形成させるには、脂肪酸の炭素数が多いほど有利であるが、一方で、水に対する溶解度は脂肪酸の炭素数の増大とともに低下する。すなわち、含水潤滑膜中の脂肪酸成分の膜としての連続性と、水分中における飽和濃度はトレードオフの関係にある。このため、炭素数12~20の脂肪酸ナトリウム塩、もしくはカリウム塩のうち、より好ましいものは炭素数15~18のものであり、最も好ましいものは、炭素数18のステアリン酸のナトリウム塩、もしくはカリウム塩なのである。
炭素数11以下の前記脂肪酸成分では、含水潤滑膜中で前記脂肪酸成分の膜としての連続性が低下するため、潤滑性は低下する。炭素数が21以上であると、水に対する溶解度が低くなるため、この場合も脂肪酸成分の膜としての連続性は阻害される場合が多い。
前記のナトリウム、及びカリウム以外の金属の脂肪酸塩、例えば、前記脂肪酸の亜鉛塩、カルシウム塩、アルミニウム塩、及びマグネシウム塩などの金属石けんは、いずれも水に不溶性で、本発明の含水潤滑膜剤の水溶性潤滑成分(C)には不適である。この理由としては、これらの金属石けんは水に不溶性であるため、含水潤滑膜中の水分中における飽和濃度はほぼゼロで、さらに、余剰の金属石けんは、連続膜を形成することなく、粒状に析出するためである。すなわち、含水潤滑膜中で連続性のある脂肪酸成分の膜を形成させるには、潤滑膜中に水溶性潤滑成分が溶解した状態から徐々に水が蒸発し、含水潤滑膜に至るまでの過程が重要であり、前記金属石けんのように、潤滑膜形成の初期段階において溶解できないものは、含水潤滑膜中で連続膜にはならず、また、含水潤滑膜中の水分中にも溶解することはない。このような構造を持つ含水潤滑膜では、加工時の面積拡大に対する追従性が悪く、良好な潤滑性を得ることはできない。
本発明における水溶性潤滑成分(C)の「水溶性(水に溶解)」の定義をさらに詳細に説明する。水溶性潤滑成分である脂肪酸のナトリウム塩、カリウム塩、エチレンオキサイド(EO)付加物、及びプロピレンオキサイド(PO)付加物は、いずれも界面活性特性を有する成分であり、水中では水分子間に均一に溶解しているか、あるいは親水基が外側に配向したミセル、すなわち、分子集合体として存在している。通常、低濃度では水分子間に均一に溶解するが、濃度が高くなり、臨界ミセル濃度を超えると、分子集合体であるミセルを形成するようになる。本発明では、水分子間に均一に溶解する場合と、水中でミセルを形成する場合の両方を、「水に溶解した状態」と定義する。この理由としては、潤滑膜剤中の水溶性潤滑成分は、均一溶解、及びミセル状態のいずれの場合においても、潤滑性が優れた含水潤滑膜を形成させることが可能であるためである。一方、金属石けんのように、水に不溶性の脂肪酸塩では、金属石けん粒子そのものが水には溶解せず、また、ミセルのような分子集合体にもなり得ない。従って、本発明においては潤滑性の観点から、水分子間に均一に溶解する場合とミセルを形成する場合を「水に溶解」と定義し、水中に均一に溶解せず、かつミセルも形成しない場合を「水に不溶」と定義する。言い換えれば、本発明における水溶性潤滑成分(C)とは、炭素数12~20の脂肪酸成分からなる群から選ばれる少なくとも1種の成分のうち、水分子間に均一に溶解又はミセル化したもののことをいう。
次に、親油性潤滑成分の詳細について説明する。油としては、鉱油、動植物油脂、及び合成油からなる群から選ばれる少なくとも1種を用いることができる。より詳しくは、鉱油としては、例えばナフテン系鉱油、あるいはパラフィン系鉱油をベースとしたマシン油、タービン油、スピンドル油などを使用することができる。動植物油脂としては、例えばパーム油、菜種油、椰子油、ひまし油、牛脂、豚油、鯨油、魚油、又は、これらの成分にエチレンオキサイド(EO)を付加したもの(例えば、ポリオキシエチレンひまし油(EO付加物))などを使用することができる。ただし、EO付加モル数が高くなると親油性が低下するため、EOを付加させる場合は通常、1モル以下にしたほうが好ましい。合成油としては、エステル油(例えば、エチレングリコール、トリメチロールプロパンなどの多価アルコールと、ステアリン酸、オレイン酸、リノール酸などの脂肪酸とのエステル(トリメチロールプロパントリオレイン酸エステルなど))、シリコーン油(例えばポリジメチルシロキサン、ポリジフェニルシロキサンなど)などを使用することができる。疎水性有機化合物(例えば、有機アンモニウム化合物、有機ホスホニウム化合物、有機スルホニウム化合物、有機アミン化合物)も、本発明の親油性潤滑成分としての合成油として使用することができる。鉱油としてはナフテン系鉱油、動植物油脂としては、植物油であるパーム油、ひまし油、及び、これらにエチレンオキサイドを付加したもの(ポリオキシエチレン植物油(エチレンオキシド付加物))、合成油としては、エステル油(トリメチロールプロパントリメチルオレイン酸エステル)が好ましい。
極圧剤としては、加工時に金属材料と工具との摩擦面で、効果的に極圧作用を発現するものが好ましい。このような極圧剤としては、硫化オレフィン、硫化エステル、サルファイト、チオカーバイド、リン酸エステル、亜リン酸エステル、モリブデンジチオカーバメート(MoDTC)、モリブデンジチオフォスフェート(MoDTP)、亜鉛ジチオフォスフェート(ZnDTP)、トリクレジルフォスフェートなどを挙げることができるが、フォスフェート(トリクレジルフォスフェート)が好ましい。本発明では、極圧剤は単独で使用するよりも、前記の油と併用したほうが、より高い潤滑性を得るには有利である。好ましい油と極圧剤の比率は、質量比で1:0.03~1:1の範囲内である。極圧剤の比率が1:0.03を下回ると、極圧剤の効果は低減し、油単独の場合と有意差はなくなる。また、1:1を超えても問題はないが、極圧作用はほぼ飽和するため、経済的ではない。
親油性潤滑成分として油、及び/又は極圧剤を用いる場合は、より高い潤滑性を得ることを目的に、粘度指数向上剤を配合してもよい。具体的には、ポリメタクリレート系、オレフィンコポリマー系、ポリイソブチレン系から選ばれる少なくとも1種の粘度指数向上剤を使用することができる。粘度指数(JIS K2283)は100以上が好ましく、より好ましくは200以上のものである。
金属石けんとしては、炭素数12~20の脂肪酸塩を用いることができる。金属種としてはナトリウム、及びカリウム以外の金属であれば特に限定はしないが、潤滑性の観点から金属石けんの融点が100~250℃であることが好ましい。これに該当する金属石けんとしては前記脂肪酸の亜鉛塩、カルシウム塩、アルミニウム塩、リチウム塩及びマグネシウム塩などから選ばれる少なくとも1種の金属石けんであり、最も好ましいものとしては、ステアリン酸の金属石けんである。
ワックスとしては、特に構造や種類を特定するものではないが、加工時に発生する熱によって溶融し、潤滑性を発現することから、融点が70~150℃であることが好ましい。この範囲の融点を有するワックスとしては、例えば、マイクロクリスタリングワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナウバワックスなどを挙げることができるが、ポリエチレンワックスが好ましい。
前記の親油性潤滑成分において、親油性を示すパラメータとしては、溶解性パラメータ(SP値、単位(cal/cm3)1/2)が挙げられる。溶解性パラメータとは2成分系における溶解性、もしくは相溶性に関するパラメータである。互いの成分の溶解性パラメータの値が近いほど、溶解性、相溶性に優れるとされる。測定方法は、種々の方法が公開されている。例えば、SP値が既知の溶媒への溶解性から求める方法や、理論計算をベースとしたFedors法、濁度滴定法などの方法が代表的な測定法である。本発明におけるSP値の測定方法は、K.WSuhらが考案した濁度滴定法を適用した(J.Appl.Polym.Sci.,12,2359(1968))。濁度滴定法では、SP値が既知の良溶媒に親油性潤滑成分を溶解し、その溶媒よりも高いSP値の貧溶媒と、低いSP値の貧溶媒で濁度滴定することで、親油性潤滑成分のSP値を求めることができる。水のSP値は約23であり、対象成分のSP値がこの値から低いほど、親油性が高くなる。
本発明に用いる親油性潤滑成分のSP値は好ましくは10以下であり、さらに好ましくは9以下である。親油性潤滑成分のSP値が10を超えると、親油性が低くなるために、含水潤滑膜の含水率が高くなる傾向がある。また、親油性潤滑成分のSP値の下限値は特に規定するものではないが、例えば、7以上である。
次に、へき開性を有する固体潤滑剤について説明する。固体潤滑ハンドブック((社)日本トライボロジー学会:養賢堂(2009)53)によると、固体潤滑剤とは2つの物体が相対運動をする時、摩擦低減や焼きつき防止、金型寿命の向上などを目的に、物体間に介在させる物質のことである。一般的には塑性加工や摺動部材、プレス成形などの潤滑皮膜の一成分として使用され、具体的には層状粘土鉱物や、ナトリウム塩、及びカリウム塩以外のリン酸塩(例えば、リン酸亜鉛、リン酸カルシウム、リン酸亜鉛カルシウム、リン酸鉄、リン酸マンガン、リン酸リチウムなど)、炭酸塩(例えば、炭酸亜鉛、炭酸マグネシウム、炭酸カルシウムなど)、シュウ酸塩(例えば、シュウ酸鉄、シュウ酸カルシウムなど)、硫酸塩(例えば、硫酸カルシウムなど)、金属水酸化物(例えば、水酸化カルシウム、水酸化マグネシウムなど)、金属酸化物(例えば、酸化カルシウム、酸化マグネシウムなど)などの難溶性の結晶性無機塩類などが固体潤滑剤として適用され、本発明においてもこれらを用いることができる。なお、前記の難溶性とは、本発明においては、20℃の水に対する溶解度が0.5g/100g以下であるものを意味する。
前記の固体潤滑剤のうち、本発明の含水潤滑膜剤において、より好ましいものは、層状粘土鉱物である。具体的には、スメクタイト群の天然品及び合成品、バーミキュライト群の天然品及び合成品、雲母群の天然品及び合成品、脆雲母群の天然品及び合成品、パイロフィライト群の天然品及び合成品、カオリナイト群の天然品及び合成品を挙げることができる。これらの層状粘土鉱物は、単独で用いてもよく、複数種を組み合わせて用いてもよい。
層状粘土鉱物について詳細に説明する。粘土鉱物とは粘土を構成する主成分鉱物で、層状珪酸塩鉱物(フィロ珪酸塩鉱物)、方解石(カルサイト)、苦灰石(ドロマイト)、長石類、石英、沸石(ゼオライト)類、その他、鎖状構造を持つもの(アタパルジャイト、セピオライトなど)、はっきりとした結晶構造を持たないもの(アロフェン)などが粘土鉱物と呼ばれているが、一般的にはその中の層状珪酸塩鉱物を層状粘土鉱物と呼んでいる。
層状粘土鉱物は、正負のイオンの二次元的な層が平行に積み重なって結合し結晶構造を作っており、この層構造の中には2つの構造単位があり、その一つはSi4+とこれを囲んだO2-とから成る四面体層で構成され、他はAl3+(あるいはMg2+、Fe2+など)とこれを囲んだ(OH)-とから成る八面体層で構成されている。
四面体層中では、四面体の4つの頂点にあるOと中心に位置するSiによりSi-Oの四面体が形成され、これが3つの頂点で互いに連結して二次元的に広がり、Si4O10の組成を有する層格子を形成している。Si4+はしばしばAl3+で置換される。
八面体層中では、八面体の6つの頂点にある(OH)又はOとその中心に位置するAl、Mg、Feなどにより形成された八面体が、各頂点で連結して二次元的に広がり、Al2(OH)6あるいはMg3(OH)6などの組成を有する層格子を形成している。
八面体層には、6個の陰イオンで囲まれた陽イオンの格子点に2価の陽イオン(Mg2+など)が入り格子点のすべてを占めている3-八面体型、陽イオンの格子点に3価の陽イオン(Al3+など)が入り格子点の2/3を占め、残りの1/3は空所となっている2-八面体型がある。
四面体層と八面体層の組み合わせには2種類あり、1つは2枚の四面体層とその間に挟まれた1枚の八面体層の結合を単位とする2:1型構造、他は1枚の四面体層と1枚の八面体層の結合を単位とする1:1型構造がある。前記スメクタイト群、バーミキュライト群、雲母群、及びパイロフィライト群は2:1型構造の層状粘土鉱物であり、カオリナイト群は1:1構造の層状粘土鉱物である。
この層状粘土鉱物の親水性と結晶構造の関係に関し、例えば、カオリンについては、層状粘土鉱物の結晶構造は1:1構造であり、親水基(OHなど)のある8面体が表面に配向していることで親水性を示すと考えられている。一方、結晶構造が2:1構造の場合には表面に疎水基(SiO)のある4面体が配向しているため、1:1構造よりも親水性が低くなる傾向が強いと考えられている。
それぞれの群に属する層状粘土鉱物をより詳細に説明すると、スメクタイト群ではモンモリロナイト、バイデライト、ノントロナイト、サポナイト、鉄サポナイト、ヘクトライト、ソーコナイト、スチーブンサイト、バーミキュライト群ではdi.バーミキュライト、tri.バーミキュライト、雲母群では白雲母、パラゴナイト、イライト、フロゴパイト、黒雲母、紅雲母、レピドライト、脆雲母群ではマーガライト、クリントナイト、パイロフィライト群ではパイロフィライト、滑石、カオリナイト群ではカオリナイト、ディッカイト、ナクライト、ハロイサイト、クリソタイル、リザルダイト、アンチゴライトである。この中で特に好ましいものとしては、前記パイロフィライト群に属する2種から選ばれる少なくとも1種である。この理由としては、パイロフィライト群に属する層状粘土鉱物はモース硬度が1で最も低いために加工荷重を低減させる効果があり、加工時の面積拡大に対して追従性に優れるためである。モース硬度は2以下が好ましく、さらに好ましいモース硬度は1である。
次に、本発明の含水潤滑膜剤において最も好ましい固体潤滑剤は、前記層状粘土鉱物の粒子間、及び/又は層間に、前記親油性潤滑成分を内包したキャリア粒子である。キャリア粒子とは、層状粘土鉱物のへき開性を利用して、前記親油性潤滑成分をより効率的に追従させることができる粒子である。すなわち、前記へき開性を有する層状粘土鉱物のへき開面に相当する粒子間、及び/又は層間に、前記親油性潤滑成分を内包させることによって、層状粘土鉱物のへき開性をより高め、さらに、親油性潤滑成分を加工時の面積拡大に対して、より効率的に追従させることができる。さらに詳細に説明すると、層状粘土鉱物は、二次元的な層状結晶が平行に積み重なって結合した粒子である。本発明においては、この層状結晶の面と面との間を層間と定義する。さらに、前記層状結晶が平行に積み重なって結合した粒子を一次粒子とすると、さらに複数の一次粒子が凝集(集合)してより大きな二次粒子(この二次粒子を形成した層状粘土鉱物を「凝集状層状粘土鉱物」と称する。)となることがあり、この場合の粒子と粒子の間を粒子間と定義する。層間も粒子間もいずれも緩く結合した層状の状態であり、本発明の親油性潤滑成分を内包可能なへき開面である。へき開性を有する層状粘土鉱物の粒子間、及び/又は層間に親油性潤滑成分を内包させることによって、冷間塑性加工のように加工荷重が高く、加工面の面積拡大率の高い加工においても、層状粘土鉱物と親油性潤滑成分を同時に追従させること、すなわち、キャリア粒子としての役割を担わせることが可能となり、かじりを防止すると同時に滑り性を付与でき、潤滑性の向上が可能になるのである。なお、ここでいう「内包」とは、層状粘土鉱物の粒子間、及び/又は層間に、親油性潤滑成分がトラップされた状態を意味する。すなわち、本発明のキャリア粒子では、層状粘土鉱物がへき開していない場合には、親油性潤滑成分が層状粘土鉱物の粒子間、及び/又は層間に保持されており、このような状態を本発明における「内包」状態とする。一方、加工時に層状粘土鉱物がへき開した場合には、層状粘土鉱物の粒子間、及び/又は層間に内包された親油性潤滑成分が加工面に滲みだし、滲みだした親油性潤滑成分は、加工面を濡らすように層状粘土鉱物と同時に追従する。
親油性潤滑成分の内包量は、キャリア粒子の全質量に対する質量比で、好ましくは5質量%以上、さらに好ましくは8質量%以上である。内包量が5質量%を下回ってもキャリア粒子としての作用はあるが、内包量を5質量%以上とすると、層状粘土鉱物単体を用いた場合の含水潤滑膜の潤滑性との有意差をより大きくすることができる。親油性潤滑成分の内包量の上限値は特に制限されるものではないが、例えば、50質量%以下である。
次に、前記キャリア粒子の製造方法において、層状粘土鉱物の粒子間、及び/又は層間に、親油性潤滑成分を内包する方法の一例を説明する。室温で液体である油や極圧剤では、層状粘土鉱物の粉末に所定量の油、及び極圧剤を添加し、撹拌しながら内包させる方法が挙げられる。また、より短時間で内包させ、且つ内包量を増やしたい場合には、単に添加・撹拌するだけなく、層状粘土鉱物と油、及び極圧剤を減圧槽内で混合した後に大気圧に戻す、いわゆる減圧含浸処理方式や、油を加温して粘度を下げた状態で内包させる方法などを適用することが好ましい。一方、室温で固体である金属石けんやワックスを内包させるには、溶融点以上の温度で液体状態にした後に層状粘土鉱物と混合し、層間に内包させる方法や、潤滑剤を金属材料表面に塗布した後に、溶融点以上の温度に保持したオーブンに入れ、乾燥時に層間に内包させる方法などが挙げられる。
また、前記層状粘土鉱物としては、国際公開特許WO2012/086564号公報に記載の方法によって、層状粘土鉱物の層間に有機物を担持したものを用いてもよい。有機物としては、有機アンモニウム化合物、有機ホスホニウム化合物、有機スルホニウム化合物から選ばれる少なくとも1種の陽イオン性有機化合物(有機基+カチオン性基)を挙げることができる。ここで、当該有機化合物が有する有機基は、特に限定されないが、炭素数1~30の直鎖状、分岐鎖状又は環状の(環式基を有する)、飽和炭化水素基又は不飽和炭化水素基が好適である。また、炭素鎖又は炭素環を構成する炭素原子に結合している水素原子が他の置換基で置換されていてもよく、炭素鎖、又は炭素環を構成する一部の炭素原子が他の原子(例えば、OやSなど)で置換されていてもよく、さらには、C-C鎖間に他の結合(例えば、エステル結合、エーテル結合)を含んでいてもよい。好ましいものとしては、摩擦低減能に有利な脂肪族炭化水素基(好適には炭素数1~30)と、層間での固定能で有利なアンモニウム基で構成される有機アンモニウム化合物である。ここで、当該有機化合物を層間に導入する際に使用される有機塩類としては、塩化物、臭化物、沃化物、硝化物、フッ化物、水酸化物などが好適である。特に好ましい有機塩類としては、副生した塩を水洗除去しやすい四級アンモニウム塩化物(カプリルトリメチルアンモニウム塩化物、ラウリルトリメチルアンモニウム塩化物、ステアリルトリメチルアンモニウム塩化物、ジカプリルジメチルアンモニウム塩化物、ジラウリルジメチルアンモニウム塩化物、ジステアリルジメチルアンモニウム塩化物など)である。層状粘土鉱物の層間にこれらの有機物を担持させることによって層間距離が広がるために、加工荷重を低くすることができる。さらに、層状粘土鉱物の層間を広げることで、親油性潤滑成分をより効率的に内包させることができるようになり、有利である。
本発明に用いる固体潤滑剤の平均粒径は、潤滑性の観点から好ましくは1~30μmであり、より好ましくは1~20μmであり、さらに好ましくは1~10μmである。平均粒径が30μmを越えると、潤滑性が低下することがある。平均粒径が1μm未満では潤滑性は良好であるが、粒径に見合うだけの潤滑性は期待できず、また、固体潤滑剤の製造コストは高くなる。
前記固体潤滑剤の平均粒径は、レーザー回折法(体積基準)によって測定することができる。本発明における層状粘土鉱物の平均粒径は、一次粒子を対象にしたものであるが、一次粒子の凝集体である二次粒子による影響を極力受けないようにするため、予め3分~5分程度、超音波による再分散化(一次粒子が凝集した二次粒子を解き、再び一次粒子に分離させること)を図った後に、粒径測定をするようにする。このことにより、一次粒子の凝集体である二次粒子の影響を極力排除して、ほぼ一次粒子からなるものの平均粒径を測定することができる。したがって、本発明における層状粘土鉱物の平均粒径とは、層状粘土鉱物の一次粒子における粒径の体積基準の平均値である。
本発明の含水潤滑膜剤において、親油性潤滑成分と固体潤滑剤は、それぞれ単独で用いることができるが、これらを併用すると、耐かじり性向上と、加工面での摩擦係数低減を同時に向上させることができるため、より好ましい。また、固体潤滑剤の潤滑性は、結晶性無機塩よりも層状粘土鉱物単体が優れ、層状粘土鉱物単体よりも、親油性潤滑成分を内包したキャリア粒子の方が、潤滑性は良好である。
本発明の含水潤滑膜剤は、親油性潤滑成分、及び/又は、固体潤滑剤の密着性をより強化することを目的に、水溶性無機塩、水溶性有機塩、及び水性樹脂からなる群から選ばれる少なくとも1種のバインダーを配合することもできる。これらの成分を配合することで、潤滑成分をより強固に金属材料表面に密着させることができるため、より高い潤滑性を得ることができる。
具体的には、水溶性無機塩としては、例えば、硫酸塩、珪酸塩、ホウ酸塩、モリブデン酸塩、バナジン酸塩、及びタングステン酸塩からなる群から選ばれる少なくとも1種の水溶性無機酸塩である。水溶性有機塩としては、例えば、リンゴ酸塩、コハク酸塩、クエン酸塩、及び酒石酸塩からなる群から選ばれる少なくとも1種の水溶性有機酸塩である。これらの塩の陽イオンとしては、ナトリウムイオン、カリウムイオン、リチウムイオン、アンモニウムイオン、アミン(エチルアミンなど)、及びアルカノールアミン(モノエタノールアミン、ジエタノールアミンなど)からなる群から選ばれる少なくとも1種である。
水性樹脂、すなわち、水溶性、もしくは水分散性高分子樹脂としては、重量平均分子量が1,000~1,000,000である高分子樹脂の内、少なくとも1種から選ぶことができる。また、水分散性高分子樹脂の平均粒径(体積基準)は、0.5~50μmであることが好ましい。高分子樹脂の種類としては、皮膜形成性があり、かつ、安定に溶解、あるいは分散可能なものであれば特に限定はしないが、例えば、アクリル樹脂、ウレタン樹脂、エポキシ樹脂、フェノール樹脂、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコールなどの高分子樹脂を用いることができる。さらに、バインダー作用と潤滑性を兼ね備えたポリエチレンオキサイド、ポリエチレングリコールなどの水溶性高分子樹脂も本発明のバインダーとして用いることができる。なお、高分子樹脂の重量平均分子量は、ゲルパーミエーションクロマトグラフィー法(GPC法)で測定することができる。また、水分散性高分子樹脂の平均粒径は、前記の層状粘土鉱物の平均粒径と同様の方法により測定することができる。
前記バインダーの濃度は、含水潤滑膜の全質量(水を含む)に対し、3~20質量%の範囲内であることが好ましい。バインダーの濃度が3質量%を下回ると、バインダー作用が十分に発揮できず、バインダーなしの場合と比べて、有意な潤滑性向上は期待できない。また、バインダーの濃度が20質量%を越えると、潤滑処理後の放置時間が短い場合などにおいて、含水潤滑膜の含水率が50質量%を超える場合があり、潤滑性が低下することがある。
本発明の含水潤滑膜剤において、親油性潤滑成分、及び/又は、固体潤滑剤を水に分散させる界面活性剤としては、非イオン性界面活性剤、陰イオン性界面活性剤、両性界面活性剤、陽イオン性界面活性剤のいずれをも用いることができる。非イオン性界面活性剤は特に限定されないが、例えばポリオキシエチレンアルキルエーテル、ポリオキシアルキレン(エチレン及び/又はプロピレン)アルキルフェニルエーテル、ポリエチレングリコール(もしくはエチレンオキサイド)と高級脂肪酸(例えば炭素数12~18)とから構成されるポリオキシエチレンアルキルエステル、ソルビタンとポリエチレングリコールと高級脂肪酸(例えば炭素数12~18)とから構成されるポリオキシエチレンソルビタンアルキルエステルなどが挙げられる。陰イオン性界面活性剤としては、特に限定されないが、例えば脂肪酸塩、硫酸エステル塩、スルホン酸塩、リン酸エステル塩、ジチオリン酸エステル塩などが挙げられる。両性界面活性剤としては、特に限定されないが、例えばアミノ酸型及びベタイン型のカルボン酸塩、硫酸エステル塩、スルホン酸塩、リン酸エステル塩などが挙げられる。陽イオン性界面活性剤としては、特に限定されないが、例えば脂肪族アミン塩、第四級アンモニウム塩などが挙げられる。これらの界面活性剤は各単独で、又は2種以上組み合わせて使用することができる。
本発明の表面処理金属材料は、本発明の含水潤滑膜剤によって形成する含水潤滑膜(水を含む)が、0.1g/m2以上、好ましくは3g/m2以上、さらに好ましくは5g/m2以上の(含水状態での)皮膜量で付着してなることを特徴とするものである。皮膜量の設定は、要求される加工レベルに応じて、適宜、決定すればよい。すなわち、鍛造、伸線、及び伸管向けには5g/m2以上の皮膜量が好ましいが、板プレスのように加工度の低い分野では、0.1g/m2以上の皮膜量でよい。ただし、皮膜量が前記の下限値を下回ると、金属材料表面の粗さによっては潤滑膜が被覆しきれない場合があるため、潤滑性の点で注意が必要である。また、上限値は特に規定はしないが、例えば40g/m2である。含水潤滑膜を上限値の皮膜量を超えて形成させると乾燥性が悪くなり、含水潤滑膜の含水率が50質量%を超える懸念があるため、潤滑性の点で注意が必要である。なお、皮膜量が上限値の40g/m2までの範囲内であれば、皮膜量が増えるほど、含水潤滑膜の潤滑性が高まる。
前記の含水潤滑膜の皮膜量は、含水潤滑膜剤中の全固形分濃度(水を含まない)によって調整することができる。具体的には全固形分濃度が1~40質量%の範囲内であれば、含水潤滑膜の皮膜量は概ね0.1~40g/m2の範囲内に収まる。
本発明の金属材料の含水潤滑膜形成方法は、少なくとも前記の含水潤滑膜剤に、金属材料を接触させる工程を含むものである。前記の如く、本発明の含水潤滑膜剤では、水溶性潤滑成分(C)を質量ベースで(C)/[(A)+(B)]=0.05~0.5、より好ましくは0.1~0.3の割合で水相側に溶解させる必要であるが、前記脂肪酸成分の溶解度は、炭素数が大きくなるに従って小さくなり、また温度依存性もある。従って、使用する親水性潤滑成分の溶解度に応じて、20~90℃の範囲内で適切な潤滑処理温度を設定すればよい。一例として、含水潤滑膜剤の全固形分濃度が15質量%で、(C)/[(A)+(B)]=0.1の割合でステアリン酸カリウム、もしくはステアリン酸ナトリウムを溶解させる場合、潤滑処理温度20℃ではいずれの脂肪酸成分も前記割合で溶解させることはできないが、潤滑処理温度をステアリン酸カリウムでは50℃、ステアリン酸ナトリウムであれは90℃に設定すれば、いずれも前記割合で溶解させることができる。従って、使用する脂肪酸成分の溶解性を鑑みながら、適切な潤滑処理温度を設定すればよい。
本発明の含水潤滑膜剤に、金属材料を接触させる接触させる方法は特に限定はしないが、例えば、浸漬法、フローコート法、スプレ-法、刷毛塗りなどが挙げられる。
含水潤滑膜の密着性を向上させるためには、潤滑膜処理(接触工程)の前に、ショットブラスト、サンドブラスト、アルカリ脱脂及び酸洗浄から成る群から選ばれる少なくとも一種の手法によって、金属材料の清浄化を行っておくのが好ましい(清浄化工程)。ここで、清浄化とは、焼鈍などにより成長した酸化スケールや各種の汚れ(油など)を除去することを目的としたものである。特に、近年、環境問題より、廃水処理負荷の低減が望まれている。この場合には、金属材料表面をショットブラストにより清浄化し、次いで、本発明の潤滑皮膜剤を用いた接触工程を実施すれば廃水ゼロを達成できる。
本発明の含水潤滑膜剤は、化成反応を伴わない非反応型の潤滑皮膜剤であるが、金属材料表面に予め化成皮膜を形成させた(化成処理工程)後に、本発明の含水潤滑膜を形成させて使用することもできる。かかる化成皮膜の成分としては、Zn、Fe、Mn、Ni、Co、Ca、Mg、及びAlから選ばれる少なくとも1種のリン酸塩(金属材料:鉄鋼、アルミニウムなど)、シュウ酸鉄(金属材料:ステンレス)、フッ化アルミニウム(金属材料:アルミニウム)、酸化ジルコニウム(金属材料:鉄鋼、アルミニウムなど)などが挙げられる。化成処理を施すことによって潤滑性はさらに向上し、より加工度の厳しい条件にも対応できるようになる。
本発明の効果を、実施例、および比較例によって検証する。実施例、および比較例に用いた含水潤滑膜剤を作製するにあたり、各成分の詳細を以下に示す。
[親油性潤滑成分]
実験に用いた親油性潤滑成分を以下に示す。なお、溶解性パラメータ(SP値)の測定方法は、前記の濁度滴定法を適用した。
<油>
A-1 植物油脂:パーム油、SP値8.5
A-2 植物油脂:ひまし油、SP値9.0
A-3 植物油脂:ポリオキシエチレンひまし油(エチレンオキサイド0.5モル付加品)
SP値10.0
A-4 植物油脂:ポリオキシエチレンひまし油(エチレンオキサイド1モル付加品)
SP値11.6
A-5 鉱油:ナフテン系鉱油、SP値8.3
A-6 合成油:トリメチロールプロパントリオレイン酸エステル、SP値8.7
<極圧剤>
A-7 トリクレジルフォスフェート、SP値8.9
<金属石けん>
A-8 ステアリン酸亜鉛、融点120℃、SP値8.7
<ワックス>
A-9 ポリエチレンワックス、融点110℃、SP値8.1
<油と極圧剤の混合物>
A-10 (A-1):(A-7)=1:0.02(質量比)
A-11 (A-1):(A-7)=1:0.03(質量比)
A-12 (A-1):(A-7)=1:0.1(質量比)
A-13 (A-1):(A-7)=1:1(質量比)
A-14 (A-1):(A-7)=1:1.1(質量比)
実験に用いた親油性潤滑成分を以下に示す。なお、溶解性パラメータ(SP値)の測定方法は、前記の濁度滴定法を適用した。
<油>
A-1 植物油脂:パーム油、SP値8.5
A-2 植物油脂:ひまし油、SP値9.0
A-3 植物油脂:ポリオキシエチレンひまし油(エチレンオキサイド0.5モル付加品)
SP値10.0
A-4 植物油脂:ポリオキシエチレンひまし油(エチレンオキサイド1モル付加品)
SP値11.6
A-5 鉱油:ナフテン系鉱油、SP値8.3
A-6 合成油:トリメチロールプロパントリオレイン酸エステル、SP値8.7
<極圧剤>
A-7 トリクレジルフォスフェート、SP値8.9
<金属石けん>
A-8 ステアリン酸亜鉛、融点120℃、SP値8.7
<ワックス>
A-9 ポリエチレンワックス、融点110℃、SP値8.1
<油と極圧剤の混合物>
A-10 (A-1):(A-7)=1:0.02(質量比)
A-11 (A-1):(A-7)=1:0.03(質量比)
A-12 (A-1):(A-7)=1:0.1(質量比)
A-13 (A-1):(A-7)=1:1(質量比)
A-14 (A-1):(A-7)=1:1.1(質量比)
[固体潤滑剤]
実験に用いた固体潤滑剤を、以下に示す。固体潤滑剤の平均粒径は、固体潤滑剤を予め水中で3分間、超音波による再分散をさせて、一次粒子の状態にした後に、体積基準によるレーザー回折法で、以下の条件で測定した。
測定機種名:堀場製作所 LA-920
データ取り込み回数:10回
演算回数:30回
超音波強度:7
超音波時間:3分
分散媒循環速度:3
<結晶性無機塩>
B-1 炭酸カルシウム:平均粒径3μm、モース硬度3
B-2 リン酸亜鉛:平均粒径3μm、モース硬度4
<層状粘土鉱物>
B-3 滑石:平均粒径3μm、モース硬度1
B-4 カオリナイト:平均粒径3μm、モース硬度2
B-5 合成雲母:平均粒径3μm、モース硬度3
B-6 滑石:平均粒径1μm、モース硬度1
B-7 滑石:平均粒径10μm、モース硬度1
B-8 滑石:平均粒径20μm、モース硬度1
B-9 滑石:平均粒径30μm、モース硬度1
B-10 滑石:平均粒径40μm、モース硬度1
<キャリア粒子>
B-11 ホスト:B-3、ゲスト:A-12、内包量:8質量%
B-12 ホスト:B-3、ゲスト:A-12、内包量:5質量%
B-13 ホスト:B-3、ゲスト:A-12、内包量:4質量%
B-14 ホスト:B-3、ゲスト:A-8、内包量:8質量%
B-15 ホスト:B-3、ゲスト:A-9、内包量:8質量%
ホスト:層状粘土鉱物、ゲスト:親油性潤滑成分
実験に用いた固体潤滑剤を、以下に示す。固体潤滑剤の平均粒径は、固体潤滑剤を予め水中で3分間、超音波による再分散をさせて、一次粒子の状態にした後に、体積基準によるレーザー回折法で、以下の条件で測定した。
測定機種名:堀場製作所 LA-920
データ取り込み回数:10回
演算回数:30回
超音波強度:7
超音波時間:3分
分散媒循環速度:3
<結晶性無機塩>
B-1 炭酸カルシウム:平均粒径3μm、モース硬度3
B-2 リン酸亜鉛:平均粒径3μm、モース硬度4
<層状粘土鉱物>
B-3 滑石:平均粒径3μm、モース硬度1
B-4 カオリナイト:平均粒径3μm、モース硬度2
B-5 合成雲母:平均粒径3μm、モース硬度3
B-6 滑石:平均粒径1μm、モース硬度1
B-7 滑石:平均粒径10μm、モース硬度1
B-8 滑石:平均粒径20μm、モース硬度1
B-9 滑石:平均粒径30μm、モース硬度1
B-10 滑石:平均粒径40μm、モース硬度1
<キャリア粒子>
B-11 ホスト:B-3、ゲスト:A-12、内包量:8質量%
B-12 ホスト:B-3、ゲスト:A-12、内包量:5質量%
B-13 ホスト:B-3、ゲスト:A-12、内包量:4質量%
B-14 ホスト:B-3、ゲスト:A-8、内包量:8質量%
B-15 ホスト:B-3、ゲスト:A-9、内包量:8質量%
ホスト:層状粘土鉱物、ゲスト:親油性潤滑成分
[水溶性潤滑成分]
<飽和脂肪酸塩(直鎖)>
C-1 カプリン酸ナトリウム:炭素数10
C-2 ラウリン酸ナトリウム:炭素数12
C-3 ミリスチン酸ナトリウム:炭素数14
C-4 パルチミン酸ナトリウム:炭素数16
C-5 ステアリン酸ナトリウム:炭素数18
C-6 ステアリン酸カリウム:炭素数18
C-7 アラキジン酸カリウム:炭素数20
C-8 ベヘン酸カリウム:炭素数22
<不飽和脂肪酸塩>
C-9 オレイン酸ナトリウム:炭素数18
<飽和脂肪酸塩(分岐鎖)>
C-10 イソステアリン酸ナトリウム:炭素数18
<天然脂肪酸塩>
C-11 牛脂石けん(ナトリウム塩):炭素数14~18
<脂肪酸EO付加物>
C-12 ポリエチレングリコールステアリン酸ジエステル(EO 20モル付加)
<飽和脂肪酸塩(直鎖)>
C-1 カプリン酸ナトリウム:炭素数10
C-2 ラウリン酸ナトリウム:炭素数12
C-3 ミリスチン酸ナトリウム:炭素数14
C-4 パルチミン酸ナトリウム:炭素数16
C-5 ステアリン酸ナトリウム:炭素数18
C-6 ステアリン酸カリウム:炭素数18
C-7 アラキジン酸カリウム:炭素数20
C-8 ベヘン酸カリウム:炭素数22
<不飽和脂肪酸塩>
C-9 オレイン酸ナトリウム:炭素数18
<飽和脂肪酸塩(分岐鎖)>
C-10 イソステアリン酸ナトリウム:炭素数18
<天然脂肪酸塩>
C-11 牛脂石けん(ナトリウム塩):炭素数14~18
<脂肪酸EO付加物>
C-12 ポリエチレングリコールステアリン酸ジエステル(EO 20モル付加)
[界面活性剤]
D-1 テトラオレイン酸ポリオキシエチレンソルビット(EO 60モル付加)
D-1 テトラオレイン酸ポリオキシエチレンソルビット(EO 60モル付加)
[バインダー]
E-1 四ホウ酸カリウム
E-2 クエン酸リチウム
E-3 水性ウレタン樹脂:分子量10万、平均粒径1.0μm、固形分濃度40質量%
E-4 ポリエチレングリコール:分子量2万、固形分濃度100質量%
E-5 ポリエチレンオキサイド:分子量20万、固形分濃度100質量%
E-1 四ホウ酸カリウム
E-2 クエン酸リチウム
E-3 水性ウレタン樹脂:分子量10万、平均粒径1.0μm、固形分濃度40質量%
E-4 ポリエチレングリコール:分子量2万、固形分濃度100質量%
E-5 ポリエチレンオキサイド:分子量20万、固形分濃度100質量%
[不溶性金属石けん(比較として)]
F-1 ステアリン酸カルシウム:平均粒径3μm
F-1 ステアリン酸カルシウム:平均粒径3μm
[層状粘土鉱物の粒子間、及び又は層間に親油性潤滑剤を内包させる方法]
室温で液体である油、及び極圧剤に関しては、層状粘土鉱物に油、及び極圧剤を内包可能な量以上の割合(質量比で1:1)で添加し、乳鉢を用いて全体が均一になるまで混合し、粒子間、及び/又は層間に潤滑成分を内包させた。内包量の調整は、混合時間によって行なった。その後、層状粘土鉱物の表面に付着している余剰の油、及び極圧剤を沸騰水中に10分間、浸漬することで除去し、室温で24時間、放置して乾燥させた。また、難溶性で、かつ室温で固体であるステアリン酸亜鉛とワックスの場合は、溶融点以上の温度で潤滑成分を液状化した状態で層状粘土鉱物に添加し(質量比で1:1)、乳鉢で全体が均一になるまで混合することで、粒子間、及び/又は層間に潤滑成分を内包させた。内包量の調整は、混合時間によって行なった。その後、ワックス(又はステアリン酸亜鉛)の溶融点以上に加温した油浴に10分間浸漬して粒子の表面に付着しているワックス(又はステアリン酸亜鉛)を除去した後、さらに沸騰水中10分間、浸漬して粒子表面の油を除去した後に、室温で24時間、放置して乾燥させた。
室温で液体である油、及び極圧剤に関しては、層状粘土鉱物に油、及び極圧剤を内包可能な量以上の割合(質量比で1:1)で添加し、乳鉢を用いて全体が均一になるまで混合し、粒子間、及び/又は層間に潤滑成分を内包させた。内包量の調整は、混合時間によって行なった。その後、層状粘土鉱物の表面に付着している余剰の油、及び極圧剤を沸騰水中に10分間、浸漬することで除去し、室温で24時間、放置して乾燥させた。また、難溶性で、かつ室温で固体であるステアリン酸亜鉛とワックスの場合は、溶融点以上の温度で潤滑成分を液状化した状態で層状粘土鉱物に添加し(質量比で1:1)、乳鉢で全体が均一になるまで混合することで、粒子間、及び/又は層間に潤滑成分を内包させた。内包量の調整は、混合時間によって行なった。その後、ワックス(又はステアリン酸亜鉛)の溶融点以上に加温した油浴に10分間浸漬して粒子の表面に付着しているワックス(又はステアリン酸亜鉛)を除去した後、さらに沸騰水中10分間、浸漬して粒子表面の油を除去した後に、室温で24時間、放置して乾燥させた。
[親油性潤滑成分の内包量の測定方法]
親油性潤滑成分の内包量は、固体試料燃焼装置を付属させた全有機炭素計(島津製作所製TOC-5000/SSM-5000A)を用いて測定した。測定方法の詳細を以下に述べる。まずはじめに、内包させる親油性潤滑成分単体(親油性潤滑成分そのもの)を用い、炉温700℃で完全に燃焼させ、炭素強度-潤滑成分量の検量線を作成する。次に、同様の条件で前記の方法によって層状粘土鉱物の粒子間、及び/又は層間に親油性潤滑成分を内包させたキャリア粒子中の炭素強度を測定し、得られた値から潤滑成分量を換算する。
内包量(%)=(親油性潤滑成分の質量/キャリア粒子の全質量)×100
親油性潤滑成分の内包量は、固体試料燃焼装置を付属させた全有機炭素計(島津製作所製TOC-5000/SSM-5000A)を用いて測定した。測定方法の詳細を以下に述べる。まずはじめに、内包させる親油性潤滑成分単体(親油性潤滑成分そのもの)を用い、炉温700℃で完全に燃焼させ、炭素強度-潤滑成分量の検量線を作成する。次に、同様の条件で前記の方法によって層状粘土鉱物の粒子間、及び/又は層間に親油性潤滑成分を内包させたキャリア粒子中の炭素強度を測定し、得られた値から潤滑成分量を換算する。
内包量(%)=(親油性潤滑成分の質量/キャリア粒子の全質量)×100
[含水潤滑膜の皮膜量測定方法]
含水潤滑皮膜を形成させた試験片を、市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製)を用い、濃度20g/L、温度60℃の条件で30分間浸漬させて潤滑皮膜を剥離し、浸漬前後の質量差から皮膜量を測定した。
皮膜量(g/m2)=(剥離前の試験片質量-剥離後の試験片質量)/試験片の表面積
含水潤滑皮膜を形成させた試験片を、市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製)を用い、濃度20g/L、温度60℃の条件で30分間浸漬させて潤滑皮膜を剥離し、浸漬前後の質量差から皮膜量を測定した。
皮膜量(g/m2)=(剥離前の試験片質量-剥離後の試験片質量)/試験片の表面積
[含水率の測定方法]
含水潤滑膜を110℃、1時間の条件で完全に乾燥させ、このときの潤滑膜の皮膜量を、完全乾燥後の皮膜量とした。含水率は以下に式によって求めた。
含水率(質量%)=[1-(完全乾燥後の皮膜量/含水潤滑膜の皮膜量)]×100
含水潤滑膜を110℃、1時間の条件で完全に乾燥させ、このときの潤滑膜の皮膜量を、完全乾燥後の皮膜量とした。含水率は以下に式によって求めた。
含水率(質量%)=[1-(完全乾燥後の皮膜量/含水潤滑膜の皮膜量)]×100
[潤滑処理方法]
<工程A>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を水道水中に10秒浸漬させた。
(3)潤滑処理(接触工程):水洗後の試験片を、所定の温度に加温した金属材料用潤滑皮膜剤(表1、表2を参照)に30秒浸漬させた。
(4)乾燥:室温(20℃、相対湿度80%RH、)で、含水潤滑膜の含水率が所定の値になるように時間を調整して、含水潤滑膜を形成させた。
<工程B>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を水道水中に10秒浸漬させた。
(3)リン酸塩処理(化成処理工程):80℃に加温した市販のリン酸塩処理液(登録商標パルボンド181X、日本パーカライジング(株)製、濃度90g/L)中に、水洗後の試験片を10分浸漬させた。
(4)水洗:リン酸塩処理後の試験片を室温にて水道水中に30秒浸漬させた。
(5)潤滑処理(接触工程):水洗後の試験片を、所定の温度に加温した金属材料用潤滑皮膜剤(表1を参照)に30秒浸漬させた。
(6)乾燥:室温(20℃、相対湿度80%RH、)で、含水潤滑膜の含水率が所定の値になるように時間を調整して、含水潤滑膜を形成させた。
<工程A>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を水道水中に10秒浸漬させた。
(3)潤滑処理(接触工程):水洗後の試験片を、所定の温度に加温した金属材料用潤滑皮膜剤(表1、表2を参照)に30秒浸漬させた。
(4)乾燥:室温(20℃、相対湿度80%RH、)で、含水潤滑膜の含水率が所定の値になるように時間を調整して、含水潤滑膜を形成させた。
<工程B>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を水道水中に10秒浸漬させた。
(3)リン酸塩処理(化成処理工程):80℃に加温した市販のリン酸塩処理液(登録商標パルボンド181X、日本パーカライジング(株)製、濃度90g/L)中に、水洗後の試験片を10分浸漬させた。
(4)水洗:リン酸塩処理後の試験片を室温にて水道水中に30秒浸漬させた。
(5)潤滑処理(接触工程):水洗後の試験片を、所定の温度に加温した金属材料用潤滑皮膜剤(表1を参照)に30秒浸漬させた。
(6)乾燥:室温(20℃、相対湿度80%RH、)で、含水潤滑膜の含水率が所定の値になるように時間を調整して、含水潤滑膜を形成させた。
[含水率の調整方法]
含水潤滑膜の含水率の調整は、潤滑処理温度とその後の放置時間によって調整した。より具体的に説明すると、最適な潤滑処理温度は、対象となる水溶性潤滑成分の溶解度によって異なるが、まず、室温にて所定の濃度に相当する水溶性潤滑成分の粉末を、含水潤滑膜剤中に添加する。その後、撹拌しながら徐々に加温し、水溶性潤滑成分の粒子が完全に溶解した温度を、潤滑処理温度とした。なお、表1からもわかるように、例えば直鎖型の飽和脂肪酸ナトリウムでは、炭素数が大きくなるに従って溶解度は下がるため、この溶解度の低下を補うために、潤滑処理温度は高くなっている。次に、設定した温度で金属材料を潤滑処理した後、金属材料を室内(20℃、相対湿度80%RH)に放置するが、放置の過程において水分が徐々に蒸発し、含水潤滑膜の含水率が放置時間とともに低下する。この時、潤滑処理温度が高いほど、水分の蒸発速度は速くなる傾向がある。従って、所定の含水率に調整するには、潤滑処理温度と水分の蒸発速度を鑑みて、潤滑処理温度が高い場合は室内での放置時間を短くし、逆に、潤滑処理温度が低い場合は放置時間を長めに設定して、含水率を調整した。なお、後述する鍛造試験、及び伸線試験の場合、潤滑処理後の被処理物はそのまま室内にて放置したが、伸管試験に用いた鋼管では、鋼管の内面と外面の含水率が一致するように、送風機を用いて鋼管内面を通風しながら放置した。
含水潤滑膜の含水率の調整は、潤滑処理温度とその後の放置時間によって調整した。より具体的に説明すると、最適な潤滑処理温度は、対象となる水溶性潤滑成分の溶解度によって異なるが、まず、室温にて所定の濃度に相当する水溶性潤滑成分の粉末を、含水潤滑膜剤中に添加する。その後、撹拌しながら徐々に加温し、水溶性潤滑成分の粒子が完全に溶解した温度を、潤滑処理温度とした。なお、表1からもわかるように、例えば直鎖型の飽和脂肪酸ナトリウムでは、炭素数が大きくなるに従って溶解度は下がるため、この溶解度の低下を補うために、潤滑処理温度は高くなっている。次に、設定した温度で金属材料を潤滑処理した後、金属材料を室内(20℃、相対湿度80%RH)に放置するが、放置の過程において水分が徐々に蒸発し、含水潤滑膜の含水率が放置時間とともに低下する。この時、潤滑処理温度が高いほど、水分の蒸発速度は速くなる傾向がある。従って、所定の含水率に調整するには、潤滑処理温度と水分の蒸発速度を鑑みて、潤滑処理温度が高い場合は室内での放置時間を短くし、逆に、潤滑処理温度が低い場合は放置時間を長めに設定して、含水率を調整した。なお、後述する鍛造試験、及び伸線試験の場合、潤滑処理後の被処理物はそのまま室内にて放置したが、伸管試験に用いた鋼管では、鋼管の内面と外面の含水率が一致するように、送風機を用いて鋼管内面を通風しながら放置した。

[比較例1]
<リン酸亜鉛処理+反応型石けん処理>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を室温にて水道水中に30秒浸漬させた。
(3)リン酸塩処理:80℃に加温した市販のリン酸塩処理液(登録商標パルボンド181X、日本パーカライジング(株)製、濃度90g/L)中に、水洗後の試験片を10分浸漬させた。
(4)水洗:リン酸塩処理後の試験片を室温にて水道水中に30秒浸漬させた。
(5)反応型石けん処理:80℃に加温した市販の反応型石けん処理液(登録商標パルーブ235、日本パーカライジング(株)製、濃度70g/L)中に、水洗後の試験片を5分浸漬させた。
(6)乾燥:反応型石けん処理後の試験片を80℃で3分乾燥させた。
<リン酸亜鉛処理+反応型石けん処理>
(1)脱脂:60℃に加温した市販の脱脂剤(登録商標ファインクリーナーE6400、日本パーカライジング(株)製、濃度20g/L)中に、試験片(金属材料)を10分浸漬させた。
(2)水洗:脱脂後の試験片を室温にて水道水中に30秒浸漬させた。
(3)リン酸塩処理:80℃に加温した市販のリン酸塩処理液(登録商標パルボンド181X、日本パーカライジング(株)製、濃度90g/L)中に、水洗後の試験片を10分浸漬させた。
(4)水洗:リン酸塩処理後の試験片を室温にて水道水中に30秒浸漬させた。
(5)反応型石けん処理:80℃に加温した市販の反応型石けん処理液(登録商標パルーブ235、日本パーカライジング(株)製、濃度70g/L)中に、水洗後の試験片を5分浸漬させた。
(6)乾燥:反応型石けん処理後の試験片を80℃で3分乾燥させた。
[比較例2]
特許文献1の実施例に従って、以下の組成の潤滑膜剤を作製した。
<潤滑剤組成>
水溶性高分子化合物:明成化学工業製、品名アルコックス(水溶性ポリエーテル)50g
ピロリン酸ナトリウム:50g
水:900g
<潤滑処理条件>
前記工程Aに従って潤滑処理した。処理温度は50℃で、乾燥条件は20℃、相対湿度80%RHの環境に20分間、放置した。この時の含水率は30%であった。
特許文献1の実施例に従って、以下の組成の潤滑膜剤を作製した。
<潤滑剤組成>
水溶性高分子化合物:明成化学工業製、品名アルコックス(水溶性ポリエーテル)50g
ピロリン酸ナトリウム:50g
水:900g
<潤滑処理条件>
前記工程Aに従って潤滑処理した。処理温度は50℃で、乾燥条件は20℃、相対湿度80%RHの環境に20分間、放置した。この時の含水率は30%であった。

[評価方法]
本発明の金属材料用潤滑皮膜剤の効果を、以下の評価によって検証した。
(1)据込みボールしごき試験(潤滑性総合評価)
(2)各種潤滑性試験(鍛造性、伸線性、伸管性)
(3)環境性試験
本発明の金属材料用潤滑皮膜剤の効果を、以下の評価によって検証した。
(1)据込みボールしごき試験(潤滑性総合評価)
(2)各種潤滑性試験(鍛造性、伸線性、伸管性)
(3)環境性試験
[据込みボールしごき試験(潤滑性総合評価)]
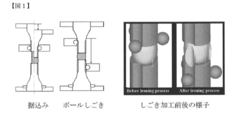
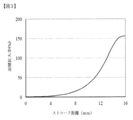
鍛造性、伸線性、伸管性、摺動性など、それぞれ異なる加工形態に対する総合的な潤滑性評価として、非特許文献1に公開されている据込みボールしごき試験を実施した。この潤滑性試験の詳細を以下に述べる。まず、第一ステップとして円柱状の試験片を据え込み率45%で圧縮し、樽状の形状の試験片を作製する。この試験片に対して所定の潤滑処理を施した後、第二ステップとして、樽状に張り出した側面部に対し、ボール(鋼球)を用いてしごき加工を行う(図1参照)。加工後のしごき面は図2に示す形状となり、加工開始位置からしごき加工が進むに従って潤滑膜が引き伸ばされ、潤滑膜の追従性が限界に達すると、かじりが発生する。さらに、加工開始位置から加工終了位置までの各部位における面積拡大率は、FEM解析によって算出することができ、しごき距離(ストローク距離)に対する面積拡大率の関係が得られる(図3)。図2のしごき面から求めたかじり開始位置と、図3に示すしごき距離/面積拡大率の関係から、潤滑膜が追従可能な限界面積拡大率を算出することができる。冷間塑性加工における加工面の面積拡大率は、それぞれの製品形状によって異なるが、一般的には鍛造製品では数倍~100倍、伸線、及び伸管では数倍~数10倍である。この試験での、最大面積拡大率は150倍超(加工終了位置)であり、ほぼすべての塑性加工領域を網羅することができるため、総合的な潤滑性評価として最適である。評価は潤滑膜の限界面積拡大率の絶対値とし、限界面積拡大率10倍以上を、実用レベルとした。
<加工条件>
試験材:SWRM10K(13.96mmφ×32mm)
据え込み率:45%(32mm→17.6mm)
使用ボール:SUJ-2(10mmφベアリングボール)
加工速度:60mm/sec
鍛造性、伸線性、伸管性、摺動性など、それぞれ異なる加工形態に対する総合的な潤滑性評価として、非特許文献1に公開されている据込みボールしごき試験を実施した。この潤滑性試験の詳細を以下に述べる。まず、第一ステップとして円柱状の試験片を据え込み率45%で圧縮し、樽状の形状の試験片を作製する。この試験片に対して所定の潤滑処理を施した後、第二ステップとして、樽状に張り出した側面部に対し、ボール(鋼球)を用いてしごき加工を行う(図1参照)。加工後のしごき面は図2に示す形状となり、加工開始位置からしごき加工が進むに従って潤滑膜が引き伸ばされ、潤滑膜の追従性が限界に達すると、かじりが発生する。さらに、加工開始位置から加工終了位置までの各部位における面積拡大率は、FEM解析によって算出することができ、しごき距離(ストローク距離)に対する面積拡大率の関係が得られる(図3)。図2のしごき面から求めたかじり開始位置と、図3に示すしごき距離/面積拡大率の関係から、潤滑膜が追従可能な限界面積拡大率を算出することができる。冷間塑性加工における加工面の面積拡大率は、それぞれの製品形状によって異なるが、一般的には鍛造製品では数倍~100倍、伸線、及び伸管では数倍~数10倍である。この試験での、最大面積拡大率は150倍超(加工終了位置)であり、ほぼすべての塑性加工領域を網羅することができるため、総合的な潤滑性評価として最適である。評価は潤滑膜の限界面積拡大率の絶対値とし、限界面積拡大率10倍以上を、実用レベルとした。
<加工条件>
試験材:SWRM10K(13.96mmφ×32mm)
据え込み率:45%(32mm→17.6mm)
使用ボール:SUJ-2(10mmφベアリングボール)
加工速度:60mm/sec
[鍛造性試験]
<スパイク試験>
試験材:S45C球状化焼鈍材(25mmφ×30mm)
試験方法:特許第3227721号の発明に準じ、ダイギャップ4.5mmの条件にて実施した。評価は試験片突起部の追従している潤滑皮膜を、目視によって評価した。評価基準を以下に示す。なお、B以上が実用レベルである。
評価基準:
S:突起先端部まで皮膜が十分に追従している(金属光沢がほぼない状態)。
A:突起先端部まで皮膜が追従している。
B:突起上部まで皮膜が追従している。
C:突起中央部まで皮膜が追従している。
D:突起下部まで皮膜が追従している。
<スパイク試験>
試験材:S45C球状化焼鈍材(25mmφ×30mm)
試験方法:特許第3227721号の発明に準じ、ダイギャップ4.5mmの条件にて実施した。評価は試験片突起部の追従している潤滑皮膜を、目視によって評価した。評価基準を以下に示す。なお、B以上が実用レベルである。
評価基準:
S:突起先端部まで皮膜が十分に追従している(金属光沢がほぼない状態)。
A:突起先端部まで皮膜が追従している。
B:突起上部まで皮膜が追従している。
C:突起中央部まで皮膜が追従している。
D:突起下部まで皮膜が追従している。
[伸線性試験]
試験材:S45C、φ3.0mm、長さ50000mm
試験方法:Rダイスを用い、減面率10%の条件で伸線した。評価は以下の基準に従って行った。なお、B以上が実用レベルである。
評価基準:
S:金属光沢がほぼなく、潤滑膜が十分に追従し、かじりがない。
A:わずかに金属光沢が認められるが、潤滑膜の追従性は十分で、かじりがない。
B:金属光沢が多く認められるが、かじりはない。
C:金属光沢が多く認められ、かじりが認められる。
D:かじりが多数認められる。
試験材:S45C、φ3.0mm、長さ50000mm
試験方法:Rダイスを用い、減面率10%の条件で伸線した。評価は以下の基準に従って行った。なお、B以上が実用レベルである。
評価基準:
S:金属光沢がほぼなく、潤滑膜が十分に追従し、かじりがない。
A:わずかに金属光沢が認められるが、潤滑膜の追従性は十分で、かじりがない。
B:金属光沢が多く認められるが、かじりはない。
C:金属光沢が多く認められ、かじりが認められる。
D:かじりが多数認められる。
[伸管性試験]
試験材:STKM17A、φ25.4mm×2.5mmt、長さ2000mm
試験方法:抽伸機(ドローベンチ)にて、Rダイス、円筒プラグを用い、伸管速度20m/min、減面率20%の条件で実施した。評価は基準に従って行った。なお、Bレベル以上が実用レベルである。
評価基準:
S:金属光沢がほぼなく、潤滑膜が十分に追従し、かじりがない。
A:わずかに金属光沢が認められるが、潤滑膜の追従性は十分で、かじりがない。
B:金属光沢が多く認められるが、かじりはない。
C:金属光沢が多く認められ、かじりが認められる。
D:かじりが多数認められる。
試験材:STKM17A、φ25.4mm×2.5mmt、長さ2000mm
試験方法:抽伸機(ドローベンチ)にて、Rダイス、円筒プラグを用い、伸管速度20m/min、減面率20%の条件で実施した。評価は基準に従って行った。なお、Bレベル以上が実用レベルである。
評価基準:
S:金属光沢がほぼなく、潤滑膜が十分に追従し、かじりがない。
A:わずかに金属光沢が認められるが、潤滑膜の追従性は十分で、かじりがない。
B:金属光沢が多く認められるが、かじりはない。
C:金属光沢が多く認められ、かじりが認められる。
D:かじりが多数認められる。
[環境性評価]
ラインでの操業性の評価は、処理負荷試験(スラッジ発生試験)で行った。この試験では潤滑皮膜剤1Lに対し、試験材を0.3m2の処理負荷になるまで連続処理し、スラッジ発生の有無によって評価した。なお、以下に示す評価基準において、B以上が実用レベルである。
試験材:鉄鋼材料;SPCC-SD、70mm×150mm×0.8mmt
評価基準:
A:スラッジの発生はない。
B:スラッジが僅かに発生する。(発生量3g/L未満)
C:スラッジが発生する。(発生量3g/L以上)
ラインでの操業性の評価は、処理負荷試験(スラッジ発生試験)で行った。この試験では潤滑皮膜剤1Lに対し、試験材を0.3m2の処理負荷になるまで連続処理し、スラッジ発生の有無によって評価した。なお、以下に示す評価基準において、B以上が実用レベルである。
試験材:鉄鋼材料;SPCC-SD、70mm×150mm×0.8mmt
評価基準:
A:スラッジの発生はない。
B:スラッジが僅かに発生する。(発生量3g/L未満)
C:スラッジが発生する。(発生量3g/L以上)
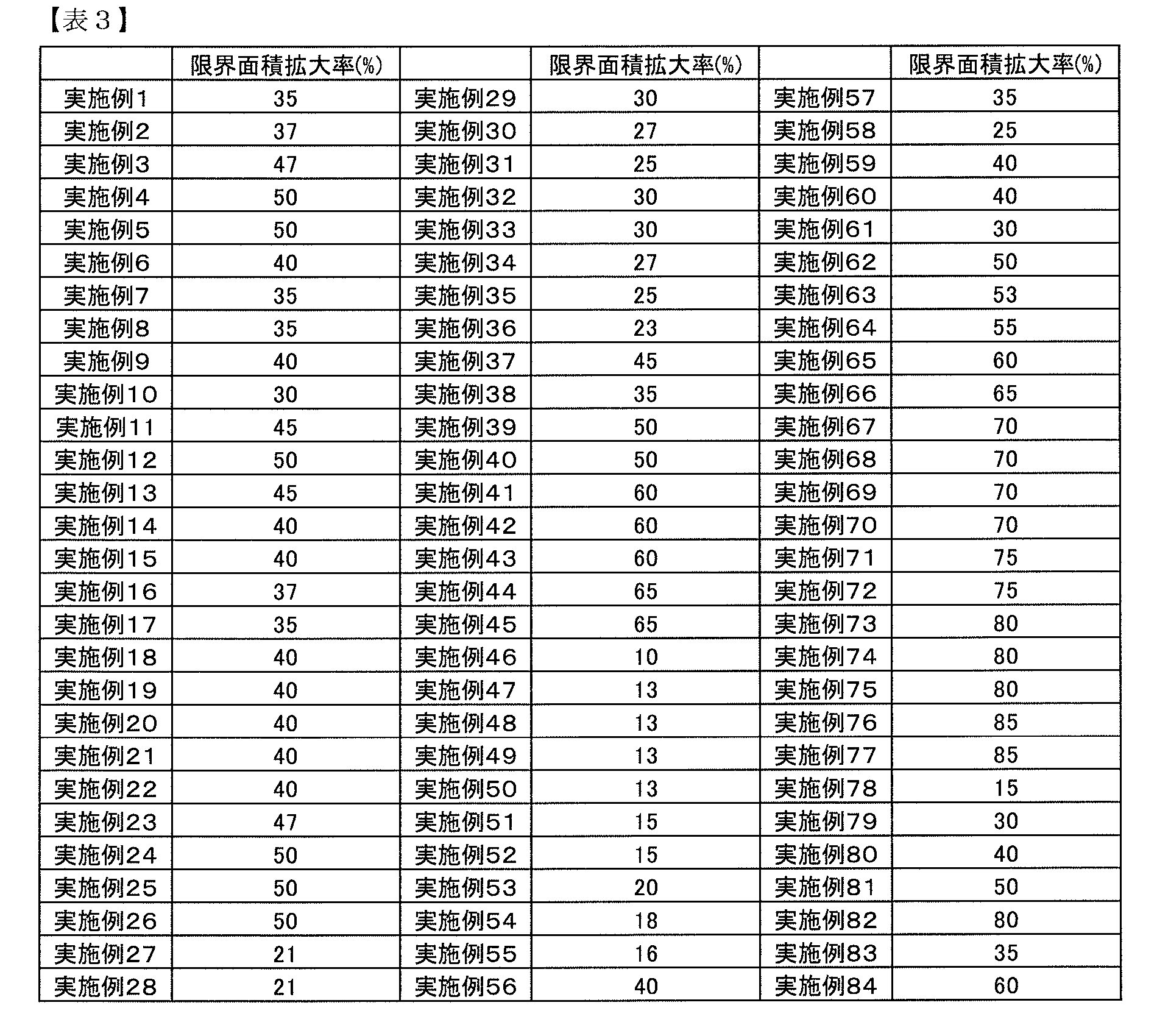
据込みボールしごき試験(潤滑性総合評価)の結果を表3、表4に示す。

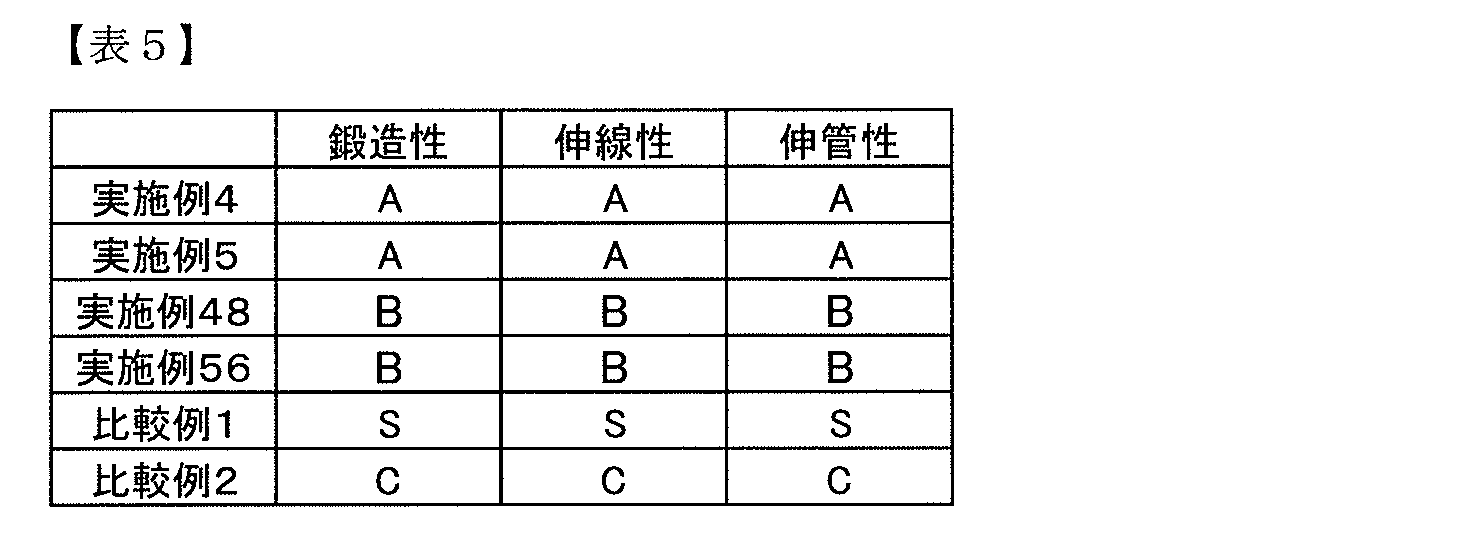
各種潤滑性試験結果(鍛造性、伸線性、伸管性)を表5に示す。
環境性評価結果を表6に示す。

表1からわかるように、本発明に係る実施例1~84では、すべての評価項目で実用レベル(据込みボールしごき試験で限界面積拡大率10%以上、及び各種潤滑性試験でB評価以上)が得られている。
これに対し、比較例1に示すリン酸塩+反応型石けんの水準では、潤滑性は実用レベルであったが、環境性はC評価であった。また、比較例2に示す水準(特許文献1の実施例に相当)では、潤滑性がいずれも実用レベルに到達していなかった。
本発明に係る比較例において、水溶性潤滑成分として、炭素数が12~20の範囲を外れた比較例3~8は、いずれも潤滑性が実用レベルではなかった。
含水率に係る比較例において、含水率が50質量%を超えた比較例9では、潤滑性が実用レベルではなかった。また、完全乾燥した比較例10では潤滑性は当然の如く、実用レベルであったが、これと同じ潤滑剤組成に相当する含水潤滑膜である実施例5、及び実施例61~67においても同様に、実用レベルの潤滑性が得られた。
水溶性潤滑成分の割合が所定の範囲から外れた比較例11、及び比較例12、さらに、水溶性潤滑成分を含まない比較例13~15の潤滑性は、いずれも実用レベルに到達していなかった。
以上の結果より、本発明は従来技術と比較して、潤滑膜の完全乾燥ができない場合や、湿度が高い劣悪な環境においても良好な潤滑性が得られるため、産業上の利用価値がさらに高いものと言える。
Claims (12)
- 含水率3~50質量%の含水状態で行われる金属塑性加工に用いる含水潤滑膜剤であって、少なくとも1種の親油性潤滑成分(A)、及び/又は、少なくとも1種のへき開性を有する固体潤滑剤(B)が水に分散し、さらに、炭素数12~20の脂肪酸成分からなる群から選ばれる少なくとも1種の水溶性潤滑成分(C)が、質量ベースで(C)/[(A)+(B)]=0.05~0.5の割合で、水相側に溶解してなることを特徴とする、含水潤滑膜剤。
- 前記水溶性潤滑成分(C)が、ラウリン酸、トリデカン酸、ミリスチン酸、ペンタデカン酸、パルチミン酸、ヘプタデカン酸、ステアリン酸、及びアラキジン酸のナトリウム塩、及びカリウム塩からなる群から選ばれる少なくとも1種であることを特徴とする、請求項1に記載の含水潤滑膜剤。
- 前記水溶性潤滑成分(C)が、ステアリン酸ナトリウム、及び/又はステアリン酸カリウムであることを特徴とする、請求項1に記載の含水潤滑膜剤。
- 前記親油性潤滑成分(A)の溶解性パラメータ(SP値)が10以下であって、かつ、前記親油性潤滑成分(A)が、以下に示す油(A1)、極圧剤(A2)、金属石けん(A3)、及びワックス(A4)からなる群から選ばれる少なくとも1種であることを特徴とする、請求項1~3のいずれか1項に記載の含水潤滑膜剤。
油(A1):鉱油、動植物油脂、及び、合成油からなる群から選ばれる少なくとも1種
極圧剤(A2):リン系極圧剤、硫黄系極圧剤、有機モリブデン系極圧剤、及び、有機亜鉛系極圧剤からなる群から選ばれる少なくとも1種
金属石けん(A3):炭素数12~20の脂肪酸のナトリウム塩及びカリウム塩以外の金属塩からなる群から選ばれる少なくとも1種
ワックス(A4):ポリエチレンワックス、ポリプロピレンワックス、カルナウバワックス、及び、マイクロクリスタリングワックスからなる群から選ばれる少なくとも1種 - 前記固体潤滑剤(B)が、以下に示す層状粘土鉱物(B1)、キャリア粒子(B2)、及び難溶性の結晶性無機塩(B3)からなる群から選ばれる少なくとも1種であることを特徴とする、請求項1~4のいずれか1項に記載の含水潤滑膜剤。
層状粘土鉱物(B1):スメクタイト群、バーミキュライト群、雲母群、脆雲母、パイロフィライト群、カオリナイト群の天然品、及びこれらの合成品からなる群から選ばれる少なくとも1種
キャリア粒子(B2):前記層状粘土鉱物(B1)の粒子間、及び/又は、層間に、前記親油性潤滑成分(A)を内包する粒子
難溶性の結晶性無機塩(B3):ナトリウム塩、及びカリウム塩以外のリン酸塩、炭酸塩、シュウ酸塩、硫酸塩、金属水酸化物、及び金属酸化物からなる群から選ばれる少なくとも1種。 - 前記キャリア粒子(B2)における前記親油性潤滑成分(A)の内包量が、前記キャリア粒子(B2)の全質量に対する質量比で5質量%以上であることを特徴とする、請求項5に記載の含水潤滑膜剤。
- 前記固体潤滑剤(B)の平均粒径が、30μm以下であることを特徴とする、請求項1~6のいずれか1項に記載の含水潤滑膜剤。
- さらに、バインダーとして水溶性無機塩、水溶性有機塩、及び水性樹脂からなる群から選ばれる少なくとも1種を含むことを特徴とする、請求項1~7のいずれか1項に記載の含水潤滑膜剤。
- 請求項1~8のいずれか一項に記載の含水潤滑膜剤を用いて金属材料表面に形成させた、含水率が3~50質量%であることを特徴とする含水潤滑膜。
- 金属材料表面に、請求項9に記載の含水潤滑膜が、含水状態での皮膜量として0.1g/m2以上付着してなることを特徴とする、表面処理金属材料。
- 請求項1~8のいずれか1項に記載の含水潤滑膜剤に金属材料を接触させる接触工程を含み、前記接触工程では、前記含水潤滑膜剤中に、前記水溶性潤滑成分(C)が、質量ベースで(C)/[(A)+(B)]=0.05~0.5の割合で水相側に溶解することができる処理温度で、金属材料を接触させることを特徴とする、金属材料の含水潤滑膜形成方法。
- 前記接触工程の前に、前記金属材料表面に化成皮膜を被覆させる化成処理工程をさらに含むことを特徴とする、請求項11に記載の金属材料の含水潤滑膜形成方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680030396.1A CN107614666B (zh) | 2015-05-29 | 2016-03-24 | 含水润滑膜剂、表面处理金属材料、以及金属材料的含水润滑膜形成方法 |
| US15/576,999 US20180155651A1 (en) | 2015-05-29 | 2016-03-24 | Water-containing lubricating film agent, surface treated metallic material, and method for forming water-containing lubricating film of metallic material |
| EP16802886.8A EP3305882B1 (en) | 2015-05-29 | 2016-03-24 | Water-containing lubricating film agent, surface treated metallic material, and method for forming water containing-lubricating film of metallic material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015109579A JP6920784B2 (ja) | 2015-05-29 | 2015-05-29 | 含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法 |
| JP2015-109579 | 2015-05-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016194447A1 true WO2016194447A1 (ja) | 2016-12-08 |
Family
ID=57440477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/059437 WO2016194447A1 (ja) | 2015-05-29 | 2016-03-24 | 含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20180155651A1 (ja) |
| EP (1) | EP3305882B1 (ja) |
| JP (1) | JP6920784B2 (ja) |
| CN (1) | CN107614666B (ja) |
| TW (1) | TW201723162A (ja) |
| WO (1) | WO2016194447A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2018180158A1 (ja) * | 2017-03-29 | 2019-04-04 | 株式会社メンテック | クレープ用被膜調整剤 |
| CN108246897A (zh) * | 2018-02-07 | 2018-07-06 | 北京天海工业有限公司 | 一种润滑金属板的方法 |
| DE102018120137A1 (de) * | 2018-08-17 | 2020-02-20 | Saarstahl Ag | Verfahren zur Herstellung eines phosphatierten, mit einem Korrosionsschutzmittel belegten metallischen Körpers, insbesondere eines Drahts |
| JP2020063435A (ja) * | 2018-10-11 | 2020-04-23 | 花王株式会社 | 繊維製品用洗浄剤組成物 |
| DE102019104540B4 (de) | 2019-02-22 | 2021-08-19 | Chemische Fabrik Budenheim Kg | Schmierstoff und dessen Verwendung für die Heißumformung von Metallen |
| MX2022015956A (es) * | 2020-06-15 | 2023-01-24 | Fuchs Petrolub Se | Composiciones de grasa lubricante a base de agua y metodos para utilizarlas. |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08311468A (ja) * | 1995-05-15 | 1996-11-26 | Daido Steel Co Ltd | 熱間鍛造用潤滑被膜剤 |
| JPH1036876A (ja) * | 1996-07-24 | 1998-02-10 | Makoto Futsukusu Kk | 潤滑剤組成物 |
| JP2003053422A (ja) * | 2001-08-20 | 2003-02-26 | Sumitomo Metals (Kokura) Ltd | 金属線材およびその製造方法 |
| WO2003080774A1 (en) * | 2002-03-25 | 2003-10-02 | Nihon Parkerizing Co., Ltd. | Metal soap-coated particle, article made with the same, process for production, lubricating coating agent, and lubricating coating film |
| JP2005162983A (ja) * | 2003-12-05 | 2005-06-23 | Kyodo Yushi Co Ltd | 水分散型温間熱間鍛造用潤滑剤及び鍛造加工方法 |
| JP2006335838A (ja) * | 2005-06-01 | 2006-12-14 | Nippon Parkerizing Co Ltd | 固体に対する水系潤滑皮膜処理剤 |
| JP2007229743A (ja) * | 2006-02-28 | 2007-09-13 | Kobe Steel Ltd | 塑性加工用金属材料 |
| JP2008075094A (ja) * | 2007-12-10 | 2008-04-03 | Yushiro Chem Ind Co Ltd | 金属材料の塑性加工用水系潤滑剤組成物 |
| JP2010270366A (ja) * | 2009-05-21 | 2010-12-02 | Denso Corp | 温間鍛造潤滑膜形成方法 |
| JP2011252181A (ja) * | 2010-05-31 | 2011-12-15 | Sumitomo Metal Ind Ltd | 多段成形用高潤滑処理鋼板 |
| WO2012133454A1 (ja) * | 2011-03-28 | 2012-10-04 | 日本パーカライジング株式会社 | 高潤滑性固体潤滑剤 |
| JP2013104125A (ja) * | 2011-11-16 | 2013-05-30 | Nippon Steel & Sumitomo Metal Corp | 高潤滑表面処理鋼板 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2760931A (en) * | 1951-03-15 | 1956-08-28 | Pennsylvania Salt Mfg Co | Drawing compound |
| US3290244A (en) * | 1963-07-11 | 1966-12-06 | Sun Oil Co | Grease compositions containing atactic polypropylene |
| US3925214A (en) * | 1974-05-28 | 1975-12-09 | Chemclean Corp | Hot forming lubricant composition, system and method |
| AU2623500A (en) * | 1999-01-22 | 2000-08-07 | Nalco Chemical Company | Water based metal working composition |
| TW587096B (en) * | 2000-08-11 | 2004-05-11 | Nihon Parkerizing | Greases component containing in aqueous composition for forming protective membranes |
| JP2003055682A (ja) * | 2001-08-17 | 2003-02-26 | Nippon Parkerizing Co Ltd | 保護皮膜処理剤および保護皮膜を有する金属材料 |
| CN1328361C (zh) * | 2004-11-30 | 2007-07-25 | 中国石油化工股份有限公司 | 水基极压润滑液的制备方法 |
| WO2012086564A1 (ja) * | 2010-12-20 | 2012-06-28 | 日本パーカライジング株式会社 | 金属材料の塑性加工用潤滑剤 |
| CN103966004A (zh) * | 2014-03-28 | 2014-08-06 | 安徽九华金润铜业有限公司 | 一种金属表面防锈高效拉丝液 |
| CN103923732B (zh) * | 2014-04-30 | 2017-03-29 | 洛阳惠尔纳米科技有限公司 | 一种金属冷塑成型水性润滑剂及其制备方法 |
| CN104450123A (zh) * | 2014-11-11 | 2015-03-25 | 南京工程学院 | 一种钢丝拉拔润滑乳及其制备方法 |
-
2015
- 2015-05-29 JP JP2015109579A patent/JP6920784B2/ja active Active
-
2016
- 2016-03-24 CN CN201680030396.1A patent/CN107614666B/zh active Active
- 2016-03-24 TW TW105109163A patent/TW201723162A/zh unknown
- 2016-03-24 US US15/576,999 patent/US20180155651A1/en not_active Abandoned
- 2016-03-24 WO PCT/JP2016/059437 patent/WO2016194447A1/ja active Application Filing
- 2016-03-24 EP EP16802886.8A patent/EP3305882B1/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08311468A (ja) * | 1995-05-15 | 1996-11-26 | Daido Steel Co Ltd | 熱間鍛造用潤滑被膜剤 |
| JPH1036876A (ja) * | 1996-07-24 | 1998-02-10 | Makoto Futsukusu Kk | 潤滑剤組成物 |
| JP2003053422A (ja) * | 2001-08-20 | 2003-02-26 | Sumitomo Metals (Kokura) Ltd | 金属線材およびその製造方法 |
| WO2003080774A1 (en) * | 2002-03-25 | 2003-10-02 | Nihon Parkerizing Co., Ltd. | Metal soap-coated particle, article made with the same, process for production, lubricating coating agent, and lubricating coating film |
| JP2005162983A (ja) * | 2003-12-05 | 2005-06-23 | Kyodo Yushi Co Ltd | 水分散型温間熱間鍛造用潤滑剤及び鍛造加工方法 |
| JP2006335838A (ja) * | 2005-06-01 | 2006-12-14 | Nippon Parkerizing Co Ltd | 固体に対する水系潤滑皮膜処理剤 |
| JP2007229743A (ja) * | 2006-02-28 | 2007-09-13 | Kobe Steel Ltd | 塑性加工用金属材料 |
| JP2008075094A (ja) * | 2007-12-10 | 2008-04-03 | Yushiro Chem Ind Co Ltd | 金属材料の塑性加工用水系潤滑剤組成物 |
| JP2010270366A (ja) * | 2009-05-21 | 2010-12-02 | Denso Corp | 温間鍛造潤滑膜形成方法 |
| JP2011252181A (ja) * | 2010-05-31 | 2011-12-15 | Sumitomo Metal Ind Ltd | 多段成形用高潤滑処理鋼板 |
| WO2012133454A1 (ja) * | 2011-03-28 | 2012-10-04 | 日本パーカライジング株式会社 | 高潤滑性固体潤滑剤 |
| JP2013104125A (ja) * | 2011-11-16 | 2013-05-30 | Nippon Steel & Sumitomo Metal Corp | 高潤滑表面処理鋼板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3305882A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016222793A (ja) | 2016-12-28 |
| JP6920784B2 (ja) | 2021-08-18 |
| EP3305882B1 (en) | 2023-06-07 |
| CN107614666A (zh) | 2018-01-19 |
| CN107614666B (zh) | 2020-12-11 |
| TW201723162A (zh) | 2017-07-01 |
| EP3305882A1 (en) | 2018-04-11 |
| EP3305882A4 (en) | 2018-11-21 |
| US20180155651A1 (en) | 2018-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107969134B (zh) | 固体润滑剂、金属材料用润滑被膜剂、表面处理金属材料、以及金属材料的润滑被膜形成方法 | |
| WO2016194447A1 (ja) | 含水潤滑膜剤、表面処理金属材料、及び、金属材料の含水潤滑膜形成方法 | |
| US10760029B2 (en) | Water-based lubricating coating agent for metal material, surface-treated metal material, and method for forming lubricating coating for metal material | |
| JP3684363B2 (ja) | 保護皮膜形成用水性組成物 | |
| ES2463472T3 (es) | Agente de tratamiento para formar una capa protectora y material metálico con capa protectora | |
| JP5718944B2 (ja) | 金属材料の塑性加工用潤滑剤 | |
| KR101841083B1 (ko) | 금속재료의 수성 소성가공용 윤활제 조성물 | |
| ES2928160T3 (es) | Agente de recubrimiento lubricante acuoso que tiene resistencia a la corrosión y trabajabilidad excelentes, y material metálico | |
| KR100621692B1 (ko) | 금속 재료의 소성 가공용 수성 윤활제 및 윤활피막의 형성방법 | |
| CN106133192A (zh) | 具有优异的耐腐蚀性及加工性的润滑皮膜的钢线材 | |
| JP2019157141A (ja) | 固体潤滑剤、金属材料用潤滑皮膜剤、表面処理金属材料、及び金属材料の潤滑皮膜形成方法 | |
| JP2019011416A (ja) | 潤滑剤、金属材、金属材の塑性加工方法及び成形加工金属材の製造方法 | |
| JP4836170B2 (ja) | 表面処理鋼帯 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16802886 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15576999 Country of ref document: US |