WO2016093012A1 - ケーブルアッセンブリ及びケーブルアッセンブリの製造方法 - Google Patents
ケーブルアッセンブリ及びケーブルアッセンブリの製造方法 Download PDFInfo
- Publication number
- WO2016093012A1 WO2016093012A1 PCT/JP2015/081744 JP2015081744W WO2016093012A1 WO 2016093012 A1 WO2016093012 A1 WO 2016093012A1 JP 2015081744 W JP2015081744 W JP 2015081744W WO 2016093012 A1 WO2016093012 A1 WO 2016093012A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cable assembly
- line
- conductive
- pair
- cable
- Prior art date
Links
Images






Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0073—Shielding materials
- H05K9/0098—Shielding materials for shielding electrical cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B11/00—Communication cables or conductors
- H01B11/002—Pair constructions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B11/00—Communication cables or conductors
- H01B11/02—Cables with twisted pairs or quads
- H01B11/06—Cables with twisted pairs or quads with means for reducing effects of electromagnetic or electrostatic disturbances, e.g. screens
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/22—Sheathing; Armouring; Screening; Applying other protective layers
- H01B13/26—Sheathing; Armouring; Screening; Applying other protective layers by winding, braiding or longitudinal lapping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/646—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00 specially adapted for high-frequency, e.g. structures providing an impedance match or phase match
- H01R13/6473—Impedance matching
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0213—Electrical arrangements not otherwise provided for
- H05K1/0237—High frequency adaptations
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/648—Protective earth or shield arrangements on coupling devices, e.g. anti-static shielding
- H01R13/658—High frequency shielding arrangements, e.g. against EMI [Electro-Magnetic Interference] or EMP [Electro-Magnetic Pulse]
- H01R13/6591—Specific features or arrangements of connection of shield to conductive members
- H01R13/6592—Specific features or arrangements of connection of shield to conductive members the conductive member being a shielded cable
Definitions
- the present invention relates to a cable assembly and a method for manufacturing the cable assembly.
- a general composite cable has a cylindrical outer insulator, a shield conductor arranged in the outer insulator, and a plurality of signal lines arranged in the shield conductor.
- the following Patent Document 1 describes a first cable assembly that can eliminate the above-described impedance mismatch of signal lines, and the following Patent Document 2 resolves the above-described impedance mismatch of signal lines.
- a possible second cable assembly is described.
- the first cable assembly includes a composite cable, a substrate, and a heat-shrinkable tube that is an insulator.
- the composite cable includes two signal lines for differential transmission, one drain line, and a shield conductor.
- the signal line and the drain line are disposed in the cylindrical shield conductor.
- One end of the shield conductor in the length direction is cut, and the ends of the signal line and the drain line protrude from the shield conductor.
- the protruding ends of the signal line and the drain line are connected to the electrodes of the substrate, respectively. Further, the end portions of the signal line and the drain line are inserted into the heat shrinkable tube except for the tip portion of the end portion, and are covered with the heat shrinkable tube.
- the second cable assembly includes a composite cable, a connector, and a two-layer heat shrinkable tube.
- the composite cable includes two signal lines for differential transmission, one drain line, a shield conductor, and an outer insulator.
- a cylindrical shield conductor is disposed in the cylindrical outer insulator.
- the signal line and the drain line are disposed in the shield conductor.
- One end of the shield conductor and the outer insulator in the length direction is cut, and the ends of the signal line and the drain line protrude from the shield conductor and the outer insulator.
- the protruding ends of the signal line and the drain line are respectively connected to the terminals of the connector.
- the ends of the signal line and the drain line are inserted into a cylindrical two-layer heat shrinkable tube and covered with the two-layer heat shrinkable tube.
- the inner layer of the two-layer heat shrinkable tube is a conductive layer, and the outer layer is an insulator.
- the protruding ends of the signal line and the drain line are covered with the heat-shrinkable tube, so that an increase in impedance at the ends of the signal line and the drain line is suppressed, and the end part and the other part And impedance matching can be achieved.
- the work of fixing the heat-shrinkable tube to the ends of the signal line and the drain line is troublesome. This is because it is necessary to heat-shrink the heat-shrinkable tube after inserting the end portions of the signal line and the drain line into the heat-shrinkable tube.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to provide a cable assembly and a cable that can reduce the impedance of the protruding end of the signal line of the cable and can be easily manufactured. It is to provide a method for manufacturing an assembly.
- the cable assembly of the present invention includes a first connecting portion having conductivity, a cable, and a conductive member.
- the cable includes an outer insulator, a shield conductor disposed in the outer insulator, and at least one first wire.
- the first line is a signal line disposed in the shield conductor.
- the first line has a protruding portion that protrudes in a substantially first direction from the shield conductor and the outer insulator.
- the first direction is the longitudinal direction of the cable.
- the core wire of the protruding portion is connected to the first connection portion.
- the conductive member is a conductive plate or a conductive tape wound around at least a part of the protruding portion in the first direction.
- Such a cable assembly has the following technical features and effects. 1stly, since the electrically-conductive member is wound around at least one part of the protrusion part of a 1st line, the impedance of the protrusion part of a 1st line can be reduced. For this reason, it becomes possible to match the impedance of the protruding portion of the first line with the impedance of the shield conductor of the first line and the portion in the outer insulator. Second, the cable assembly is easily manufactured. The reason is as follows. Since the conductive member, which is a conductive plate or a conductive tape, is only wound around at least a part of the protruding portion, the attaching operation of the conductive member to the protruding portion becomes very simple.
- the first connection part can be a pair.
- the first line of the cable can be a pair. It is possible to have a configuration in which the conductive member is wound around at least a part of the protrusions of the pair of first lines. Such a cable assembly is more easily manufactured. Even if the protrusions of the pair of first lines are separated from each other, the conductive member can be wound around at least a part of the protrusions while bringing the protrusions closer to each other.
- the pair of first connecting portions can be configured to be spaced apart in the second direction intersecting the first direction.
- the pair of first lines can be configured to transmit a differential signal.
- the conductive member projects the pair of first lines so that the distance in the second direction between a part of the projecting parts of the pair of first lines is smaller than the distance in the second direction between the pair of first connection parts. It is possible to have a configuration wound around at least a part of the part.
- the distance in the second direction between a part of the protrusions of the pair of first lines is smaller than the distance in the second direction between the pair of first connection parts. Impedance further decreases. Therefore, it is possible to further match the impedance of the protruding portion of the first line with the impedance of the shield conductor of the first line and the portion in the outer insulator.
- the conductive member may have a first end and a second end opposite to the first end.
- the conductive member can be configured to be wound around at least a part of the protruding portion so that at least one of the first end and the second end is in contact with the conductive member. In the case of such a cable assembly, winding of the conductive member around the protruding portion is facilitated. This is because the conductive member may be wound around at least a part of the protruding portion so that at least one of the first end portion and the second end portion of the conductive member is in contact with the conductive member.
- the conductive member may be configured to be wound around at least a part of the protruding portion so that the first end portion and the second end portion face each other with a gap therebetween.
- winding of the conductive member around the protruding portion is facilitated. This is because the conductive member may be wound around at least a part of the protruding portion so that the first end portion and the second end portion of the conductive member face each other with a gap therebetween.
- the conductive member can be configured to float electrically. Such a cable assembly is more easily manufactured. This is because it is not necessary to electrically connect the conductive member to another member.
- the conductive member can be configured to be electrically connected to the shield conductor of the cable. In the case of such a cable assembly, the conductive member can be easily connected to the ground via the shield conductor.
- the cable assembly according to any one of the above aspects can further include a shield case that covers at least the protruding portion of the first wire, the conductive member, and the connecting portion between the core wire of the protruding portion and the first connecting portion. It is.
- the conductive member is electrically connected to the shield case.
- the conductive member can be easily connected to the ground via the shield case.
- the cable assembly can further include a conductive second connection portion.
- the cable may further include a second wire other than the signal wire disposed in the shield conductor.
- the second line may have a protruding portion that protrudes in the first direction from the shield conductor and the outer insulator.
- the core wire of the protruding portion of the second line can be configured to be connected to the second connecting portion.
- the conductive member may be configured to be wound around at least a part of the protrusions of the pair of first lines.
- the second connecting portion may be arranged on one side of the third direction intersecting the first direction and the second direction with respect to the first connecting portion.
- the protruding portion of the second line can be configured to be disposed on one side in the third direction from the protruding portion of the first line.
- a conductive member is a protrusion part of a pair of 1st lines This is because the second wire is unlikely to get in the way when wound around at least a part of the wire.
- the cable assembly according to any one of the aspects described above can be configured to further include an insulating body.
- the body can be configured to hold the first connection portion and the second connection portion.
- the first connection portion and the second connection portion can be terminals.
- the body can be replaced with a substrate.
- the first connection portion and the second connection portion can be electrodes provided on the substrate instead of the terminals.
- the cable assembly manufacturing method of the present invention cuts the end portion of the outer insulator of the cable and the end portion of the shield conductor disposed in the outer insulator, and the first wire which is a signal line from the shield conductor and the outer insulator.
- the end of the first wire is projected in the first direction, which is the longitudinal direction of the cable, the core wire of the end of the first wire is connected to the terminal or the electrode of the substrate, and the end of the first wire is connected after the connection of the core wire of the first wire
- a conductive plate or a conductive tape is wound around at least a part of the first direction of the portion. Note that the conductive plate or the conductive tape can be wound before the connection of the core wire of the first wire.
- the manufacturing method of such an embodiment has the following technical features and effects.
- the impedance of the edge part of a 1st line can be reduced only by winding a conductive plate or a conductive tape around at least one part of the edge part of a 1st line. For this reason, it is possible to match the impedance of the end portion of the first line with the impedance of the shield conductor of the first line and the portion in the outer insulator.
- this manufacturing method can easily manufacture the cable assembly. This is because the conductive plate or the conductive tape is only wound around at least a part of the end portion of the first line, so that the attaching operation of the conductive plate or the conductive tape to the end portion of the first line becomes very simple.
- the first line can be a pair.
- the terminals or the electrodes of the substrate can be a pair.
- the connection of the core wire of the first line can be a process including connecting the core wires at the ends of the pair of first wires to the pair of terminals or the pair of electrodes of the substrate, respectively.
- the winding of the conductive plate or the conductive tape can be a process including winding the conductive plate or the conductive tape around at least a part of the ends of the pair of first lines.
- the manufacturing method of this aspect can manufacture the cable assembly more easily. Even if the protrusions of the pair of first lines are separated from each other, the conductive member can be wound around at least a part of the protrusions while bringing the protrusions closer to each other.
- the pair of terminals or the pair of electrodes on the substrate can be configured to be spaced apart in the second direction intersecting the first direction.
- the winding of the conductive plate or the conductive tape is such that the distance in the second direction between the end portions of the pair of first lines is smaller than the distance in the second direction between the pair of terminals or the pair of electrodes. It can be a process including winding a conductive plate or a conductive tape around at least a part of the ends of the pair of first lines.
- the distance in the second direction between the end portions of the pair of first lines is smaller than the distance in the second direction between the pair of terminals or the pair of electrodes.
- the impedance at the end of the first line is further reduced. Accordingly, it is possible to further match the impedance of the end portion of the first line with the impedance of the shield conductor of the first line and the portion in the outer insulator.
- the conductive plate or conductive tape may have a first end and a second end opposite to the first end.
- the winding of the conductive plate or the conductive tape is performed by placing the conductive plate or the conductive tape on at least one of the ends of the first line so that at least one of the first end and the second end contacts the conductive plate or the conductive tape.
- Winding of the conductive plate or the conductive tape includes winding the conductive plate or the conductive tape so that the first end and the second end face each other with a gap therebetween. It is possible to set it as the process including winding around at least one part of an edge part.
- winding around the protruding portion of the conductive plate or the conductive tape becomes easy.
- One of the first end and the second end of the conductive plate or the conductive tape is in contact with the conductive plate or the conductive tape, or the first end and the second end of the conductive plate or the conductive tape, This is because the conductive plate or the conductive tape may be wound around at least a part of the projecting portion so as to face each other with a gap.
- the manufacturing method of any one of the above aspects may further include electrically connecting the conductive plate or the conductive tape to the shield conductor of the cable. According to the manufacturing method of such an aspect, the conductive plate or the conductive tape can be easily grounded via the shield conductor.
- the manufacturing method may further include covering at least the end portion of the first line, the conductive plate or the conductive tape, and the connection portion with the shield case.
- the connecting portion can be a connecting portion between the core wire at the end of the first wire and the terminal or the electrode of the substrate.
- the manufacturing method may further include electrically connecting the shield case to a conductive plate or a conductive tape. According to the manufacturing method of such an aspect, the conductive plate or the conductive tape can be easily connected to the ground via the shield case.
- the cable may further include a second line other than the signal line arranged in the shield conductor.
- the cutting of the outer insulator and the shield conductor of the cable may be a process including projecting the end of the first wire and the end of the second wire from the shield conductor and the outer insulator in the first direction of the cable. Is possible.
- the connection of the core wire of the first line can be a process including connecting the core wire at the end of the second line to another terminal or another electrode of the substrate.
- the winding of the conductive plate or the conductive tape may be a process including winding the conductive plate or the conductive tape around at least a part of the end portion of the first line.
- the conductive plate or the conductive tape is only wound around the end portion of the first line, so that the attaching operation to the end portion of the first line of the conductive plate or the conductive tape is very simple. It becomes.
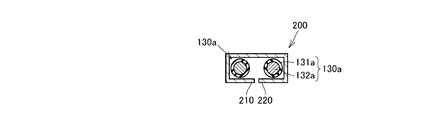
- FIG. 2B is an end view of the cable assembly, taken along line 2A-2A in FIG. 1A, showing one embodiment of a conductive member.
- FIG. 2B is an end view of the cable assembly, taken along line 2A-2A in FIG. 1A, showing another embodiment of the conductive member.
- FIG. 5 is an end view of the cable assembly, taken along line 5A-5A in FIG. 4, showing one embodiment of a conductive member.
- FIG. 5 is an end view of the cable assembly, taken along line 5A-5A in FIG. 4, showing another embodiment of the conductive member.
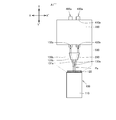
- FIG. 6 is a schematic plan view of a cable assembly according to a third embodiment of the present invention, and is a view through a shield case.
- FIG. 7B is an end view of the cable assembly, taken along line 7-7 in FIG. 6A, showing one embodiment of a conductive member.
- FIG. 6 is a schematic plan view showing a first design modification of the cable assembly according to the first embodiment, and is a view through a shield case.
- FIG. 10 is a schematic side view showing a first design modification of the cable assembly according to the third embodiment, and is a view through a shield case.
- FIG. 10 is a schematic plan view showing a second design modification of the cable assembly according to the first embodiment, and is a view through a shield case.
- FIG. 10 is a schematic plan view illustrating a third design modification of the cable assembly according to the first embodiment, and is a view through a shield case.
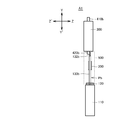
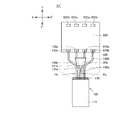
- the cable assembly A1 includes a cable 100, a conductive member 200, a body 300, a pair of terminals 400a (first connection portions), a pair of terminals 400b (second connection portions), and a shield case 500.
- each component of the cable assembly A1 will be described in detail.
- 1A and 1B corresponds to the longitudinal direction of the cable 100 and the first direction of the claims.
- the X-X ′ direction shown in FIG. 1A corresponds to the arrangement direction of the terminals 400 a and 400 b and the second direction of the claims.
- the X-X ′ direction intersects the Y-Y ′ direction at a right angle.
- the Z-Z ′ direction in FIG. 1B corresponds to the third direction of the claims.
- the Z-Z 'direction intersects the Y-Y' direction and the X-X 'direction at right angles.
- the cable 100 includes an outer insulator 110, a shield conductor 120, a pair of first wires 130a, and a pair of second wires 130b.
- FIGS. 1A and 1B only a part of the cable 100 is shown.
- the outer insulator 110 is a cylindrical sheath.
- the shield conductor 120 is a tubular braided conductor or a tape made of metal foil wound in a spiral shape, and is disposed in the outer insulator 110.
- the pair of first lines 130 a and the pair of second lines 130 b are disposed in the shield conductor 120.
- the ends on the Y direction side of the outer insulator 110 and the shield conductor 120 are cut. For this reason, the end of the first line 130a on the Y-direction side (hereinafter referred to as the protrusion Pa) and the end of the second line 130b on the Y-direction side (hereinafter referred to as the protrusion Pb) are separated from the outer insulator 110 and the shield conductor 120. Projecting in the Y direction.
- the pair of first lines 130a is a signal line capable of transmitting a high-frequency signal (differential signal), and constitutes a differential pair.
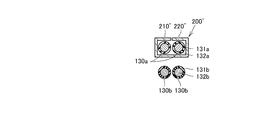
- Each first wire 130a has an inner insulator 131a and a core wire 132a.
- the core wire 132a is disposed in a cylindrical inner insulator 131a.
- the end portion on the Y direction side of the inner insulator 131a is cut, and the end portion on the Y direction side of the core wire 132a protrudes.
- Each second line 130b is a line other than a signal line (for example, a power supply line, a ground line and / or a drain line) and / or a low speed signal line (for example, a signal line capable of transmitting a signal lower than the high frequency signal). It is.
- Each second wire 130b has an inner insulator 131b and a core wire 132b.
- the core wire 132b is arrange
- the end of the inner insulator 131b on the Y direction side is cut, and the end of the core wire 132b on the Y direction side protrudes.
- the body 300 is a block made of insulating resin as shown in FIGS. 1A and 1B.
- the body 300 holds the terminals at intervals in the X-X ′ direction in the order of 400b, 400a, 400a, 400b.
- the terminals 400a and 400b may be insert-molded in the body 300, or may be press-fitted and held in holes or grooves in the body 300.
- the pair of terminals 400a constitute a differential pair capable of transmitting a high-frequency signal (differential signal).
- Each terminal 400a has a contact portion 410a and a tail portion 420a.
- the contact portion 410a is an end portion of the terminal 400a in the Y direction and protrudes from the body 300 in the Y direction.
- the contact portion 410a is a portion that can contact a signal transmission terminal of a connection target (not shown) such as a counterpart connector to which the cable assembly A1 is connected.
- the tail portion 420a is an end portion in the Y ′ direction of the terminal 400a and protrudes from the body 300 in the Y ′ direction.
- the end portion of the core wire 132a of the protruding portion Pa of the corresponding first wire 130a is connected to the tail portion 420a with solder or the like.
- the terminal 400b is a terminal other than a signal terminal (for example, a power supply terminal, a ground terminal and / or a drain terminal) and / or a low speed signal terminal (for example, a terminal capable of transmitting a signal lower than the high frequency signal).
- Each terminal 400b has a contact portion 410b and a tail portion 420b.
- the contact portion 410b is an end portion of the terminal 400b in the Y direction and protrudes from the body 300 in the Y direction.
- the contact portion 410b is a portion that can contact another terminal to be connected.
- the tail portion 420b is an end portion in the Y ′ direction of the terminal 400b and protrudes from the body 300 in the Y ′ direction.
- the end portion of the core wire 132b of the protruding portion Pb of the corresponding second wire 130b is connected to the tail portion 420b with solder or the like.
- the conductive member 200 is a conductive plate (for example, a metal plate or a press-molded product made of a metal plate) or a conductive tape (for example, a copper foil tape).
- the dimension of the conductive member 200 in the flat state (the state before winding) in the Y-Y 'direction is smaller than the Y-Y' direction of the protrusion Pa of the first line 130a.
- the dimension of the conductive member 200 in the X-X ′ direction is a dimension that can cover the protrusions Pa of the pair of first lines 130 a.
- the dimensions of the conductive member 200 in the YY ′ direction, the dimension in the XX ′ direction, and the thickness dimension are the impedance of the protruding portion Pa of each first line 130a, the shield conductor 120 and the outer insulation of each first line 130a. It is preferable that the dimension is set so as to achieve matching with the impedance of the portion located in the body 110.
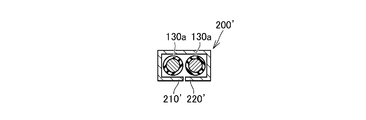
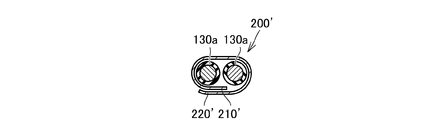
- the conductive member 200 has a first end 210 and a second end 220.
- the second end 220 is an end opposite to the first end 210.
- the conductive member 200 is wound around a part of the protrusion Pa of the pair of first lines 130a in the YY ′ direction (for example, an intermediate part of the protrusion Pa in the YY ′ direction). Covers the periphery of the part.
- the conductive member 200 of one aspect shown in FIG. 2A has a protrusion Pa of the pair of first lines 130a such that the first end 210 and the second end 220 face each other with a gap therebetween. It is wound around a part in the YY ′ direction.
- the second end portion 220 contacts the conductive member 200 from the outside.
- the first line 130a is wound around a part of the protruding portion Pa in the YY ′ direction.
- the conductive member 200 is fixed to a part of the protruding portion Pa of the pair of first lines 130a.
- the fixing of the conductive member 200 is performed by winding the conductive member 200, crimping the conductive member 200, an adhesive and / or an adhesive. Note that the conductive member 200 is not wound around the protruding portion Pb of the second wire 130b.
- the conductive member 200 can be (1) configured to be electrically floating, or (2) configured to be electrically connected to the shield conductor 120 and / or the shield case 500. .
- the conductive member 200 is not in contact with the shield conductor 120 and / or the shield case 500 of the cable 100 and is not electrically connected to the shield conductor 120 and / or the shield case 500.
- the conductive member 200 may be electrically connected by directly contacting the shield conductor 120 and / or the shield case 500, or (2b) connection means not shown.
- the conductive member 200 is connected to the ground via the shield conductor 120 and / or the shield case 500.
- the shield case 500 is a metal tube, and has an opening in the Y direction and an opening in the Y ′ direction. At least the protruding portion Pa of the first line 130a, the protruding portion Pb of the second line 130b, the conductive member 200, the plurality of first connection portions, and the plurality of second connection portions are accommodated in the shield case 500 (shield case). 500).
- Each first connection portion is a connection portion between the tail portion 420a of the terminal 400a and the core wire 132a of the protruding portion Pa of the first wire 130a.
- Each second connection portion is a connection portion between the tail portion 420b of the terminal 400b and the core wire 132b of the protruding portion Pb of the second wire 130b.
- the body 300 is located outside the shield case 500 on the opening side in the Y direction of the shield case 500.
- the cable 100 is led out of the shield case 500 from the opening in the Y ′ direction of the shield case 500.
- the shield case 500 is indicated by a broken line.
- the shield case 500 can be combined in the X-X ′ direction or the Z-Z ′ direction, and can be composed of two separable pieces.
- the shield case 500 can be composed of three or more pieces that can be combined and separated.
- the shield case 500 is electrically connected by direct contact with the shield conductor 120 of the cable 100 or via another connection means (not shown) (for example, a pin, solder, conductive adhesive, or lead wire). Good, but not limited to this.
- the shield case 500 may be grounded by contacting the shield case to be connected.
- a cable 100 is prepared.
- the end of the outer insulator 110 of the cable 100 in the Y direction and the end of the shield conductor 120 are cut, and the ends of the pair of first wires 130a in the Y direction and the ends of the pair of second wires 130b in the Y direction are cut. It protrudes from the outer insulator 110 and the shield conductor 120.
- An end portion of the first line 130a in the Y direction becomes the protruding portion Pa
- an end portion of the second line 130b in the Y direction becomes the protruding portion Pb.
- the end in the Y direction of the inner insulator 131a of the protrusion Pa is cut, and the end of the core wire 132a in the Y direction is protruded from the inner insulator 131a.
- the end in the Y direction of the inner insulator 131b of the protrusion Pb is cut, and the end of the core wire 132b in the Y direction is protruded from the inner insulator 131b.
- the conductive member 200 is prepared.
- the conductive member 200 is wound around a part of the protrusion Pa of the pair of first lines 130a in the Y-Y 'direction and fixed to the part.
- the method is the same as the following 1) or 2).
- the conductive member 200 which is a conductive plate, is bent or curved so that the first end 210 and the second end 220 face each other with a gap therebetween, and the protrusions Pa of the pair of first lines 130a Wrap around only part of the YY 'direction.
- the conductive member 200 which is a conductive tape
- the first end portion 210 contacts the conductive member 200 from the inside
- the second end portion 220 contacts the conductive member 200 from the outside.
- the conductive member 200 is fixed to only a part of the protrusion Pa in the Y-Y ′ direction by any of the methods 1) and 2). This fixing may be performed by the following method instead of winding.
- the conductive member 200 After or during winding, the conductive member 200 is caulked so that the first and second end portions 210 and 220 face inward, so that the conductive member 200 is only a part of the protruding portion Pa in the YY ′ direction. Fixed to. 4) By applying an adhesive or an adhesive to the wound conductive member 200 and a part of the protruding portion Pa in the YY ′ direction, the conductive member 200 only has a portion of the protruding portion Pa in the YY ′ direction. Fixed to. Note that the winding 1) or 2) of the conductive member 200 described above may be performed before the connecting step of the first wire 130a to the terminal 400a and the connecting step of the second wire 130b to the terminal 400b.
- the conductive member 200 When the conductive member 200 is electrically floated, the conductive member 200 is not in contact with the shield conductor 120. When electrically connecting the conductive member 200 to the shield conductor 120, the conductive member 200 is brought into direct contact with the shield conductor 120 when the conductive member 200 is fixed to the protruding portion Pa. Alternatively, after the conductive member 200 is fixed, the conductive member 200 is electrically connected to the shield conductor 120 by the connecting means.
- the shield case 500 is prepared.
- the shield case 500 so that at least the protrusions Pa of the first lines 130 a, the protrusions Pb of the second lines 130 b, the conductive member 200, the first connection part, and the second connection part are accommodated in the shield case 500. Combine multiple pieces of.
- the conductive member 200 is hollowly disposed in the shield case 500.
- the conductive member 200 is brought into contact with the shield case 500 when the pieces of the shield case 500 are combined.
- the conductive member 200 is electrically connected to at least one of the pieces by the separate connecting means.
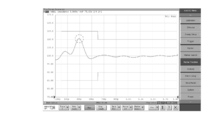
- the impedance of the pair of first lines 130a was measured.
- a differential step pulse signal having a rising speed (Rise Time) of 200 ps was passed through the pair of first lines 130a.
- the measurement result of Experimental Example 1 was as shown in FIG. 3A.
- the impedance of a part (intermediate part) of the protrusion Pa was about 110.8 ⁇ as indicated by the broken line.
- the measurement result of Experimental Example 2 was as shown in FIG. 3B.
- the impedance of a part (intermediate part) of the protrusion Pa was about 104.0 ⁇ as shown by the broken line.
- the cable assembly A1 and the manufacturing method thereof have the following technical characteristics and effects.
- the cable assembly A1 can be easily manufactured. The reason is as follows. 1) Since the conductive member 200 is only wrapped around a part of the protruding portion Pa of the pair of first lines 130a, the conductive member 200 can be easily attached to the protruding portion Pa of the pair of first lines 130a. Even if the protrusions Pa of the pair of first lines 130a are separated from each other, the conductive member 200 can be wound around a part of the protrusions Pa while bringing the protrusions Pa closer to each other. 2) After the connection of the first line 130a to the terminal 400a and the connection of the second line 130b to the terminal 400b, the conductive member 200 can be wound around a part of the protruding portion Pa of the pair of first lines 130a.
- the core wire 132a from which the protruding portion Pa protrudes can be connected to the terminal 400a before the protruding portion Pa of the first wire 130a is bundled with the conductive member 200, this connection work is facilitated.
- the protruding portions Pa of the pair of first wires 130a are bundled by the conductive member 200, when the cable assembly A1 is manufactured, the protruding portions Pa of the pair of first wires 130a after being bundled are handled. It becomes easy.
- the protruding portion Pa of the first line 130a, the protruding portion Pb of the second line 130b, the conductive member 200, the first connection portion, and the second connection portion are only accommodated in the shield case 500.
- the electrical connection process of the conductive member 200 can be omitted.
- the EMC (Electro-Magnetic Compatibility) characteristics of the cable assembly A1 are improved. This is because the protruding portion Pa of the first line 130a, the protruding portion Pb of the second line 130b, the conductive member 200, the first connection portion, and the second connection portion are accommodated in the shield case 500.
- the cable assembly A2 has the same configuration as the cable assembly A1, except that the cable assembly A2 differs from the cable assembly A1 in the following differences.
- the difference is that the configuration of the conductive member 200 ′ is different from the configuration of the conductive member 200.
- FIG. 4 also shows the Y-Y ′ direction and the X-X ′ direction, similar to the assembly A1. In FIG. 4, only a part of the cable 100 is illustrated, and the shield case 500 is indicated by a broken line.
- the conductive member 200 ′ is a conductive plate (for example, a metal plate or a press-formed product made of a metal plate) or a conductive tape (for example, a copper foil tape).
- the dimension of the conductive member 200 'in the Y-Y' direction is smaller than the Y-Y 'direction of the protrusion Pa of the first line 130a.
- the dimension in the X-X ′ direction of the conductive member 200 ′ in the flat state (the state before winding) is a dimension that can cover the protrusions Pa of the pair of first lines 130 a.
- the dimensions of the conductive member 200 ′ in the YY ′ direction, the dimension in the XX ′ direction, and the thickness dimension are the impedance of the protrusion Pa of each first line 130a, the shield conductor 120 of each first line 130a, and the outer side. It is preferable that the dimension is set so as to achieve matching with the impedance of the portion located in the insulator 110.
- the conductive member 200 ′ includes a portion other than the tip end portions of the protrusions Pa of the pair of first lines 130a (part of the protrusions Pa in the YY ′ direction). ) In the YY ′ direction of the protrusion Pa of the pair of first lines 130a so that the distance in the XX ′ direction is smaller than the distance in the XX ′ direction between the pair of terminals 400a. For example, it is wound around the intermediate portion of the protrusion Pa in the YY ′ direction and covers the periphery of the part of the protrusion Pa.
- the tip end portion of the protruding portion Pa is a portion on the Y direction side from a portion around which the conductive member 200 ′ of the protruding portion Pa is wound. Portions other than the tip portions of the protrusions Pa of the pair of first lines 130a may be in contact with each other, or may have a gap between them. An example of this is shown in FIGS. 5A and 5B.
- the conductive member 200 ′ of one aspect shown in FIG. 5A has a protruding portion Pa of the pair of first lines 130a such that the first end portion 210 ′ and the second end portion 220 ′ are opposed to each other with a gap therebetween. Is wound around a part of the YY ′ direction.
- the first end portion 210 ′ contacts the conductive member 200 ′ from the inside, and the second end portion 220 ′ contacts the conductive member 200 ′ from the outside.
- the protrusion Pa of the pair of first lines 130a is wound around a part in the YY ′ direction.
- the conductive member 200 ′ is fixed to a part of the protruding portion Pa of the pair of first lines 130 a.
- the conductive member 200 ′ is fixed by winding the conductive member 200 ′, crimping the conductive member 200 ′, an adhesive and / or an adhesive. Note that the conductive member 200 'is not wound around the protruding portion Pb of the second line 130b.
- the configuration in which the conductive member 200 ′ is electrically floating or is electrically connected to the shield conductor 120 and / or the shield case 500 is as described in the first embodiment.
- the manufacturing method of the cable assembly A2 having the above-described configuration is substantially the same as the manufacturing method of the cable assembly A1, except that the winding process of the conductive member 200 'is different from the winding process of the conductive member 200 of the first embodiment.
- the winding process of the conductive member 200 ′ will be described in detail.
- the winding process of the conductive member 200 ' is performed before or after the connecting process of the first wire 130a to the terminal 400a and the connecting process of the second wire 130b to the terminal 400b. Specifically, it is as follows.
- the conductive member 200 ′ which is a conductive plate, is bent or curved so that the first end portion 210 ′ and the second end portion 220 ′ are opposed to each other with a gap therebetween, and the protruding portion Pa of the pair of first lines 130a. Wrap around only part of the YY 'direction.
- This winding makes the distance in the X-X ′ direction of the portion other than the tip of the protruding portion Pa of the pair of first lines 130 a smaller than the distance in the X-X ′ direction between the pair of terminals 400 a.
- a part of the protruding portion Pa of the pair of first lines 130a in the YY ′ direction so that the first end portion 210 ′ and the second end portion 220 ′ are in contact with each other on the conductive member 200 ′ that is a conductive tape. Wrap around only. This winding causes the first end 210 ′ and the second end so that the first end 210 ′ contacts the conductive member 200 ′ from the inside and the second end 220 ′ contacts the conductive member 200 ′ from the outside.
- the conductive member 200 ′ is fixed to only a part of the protruding portion Pa in the Y-Y ′ direction by the winding. This fixing may be performed by the following method instead of winding. 1) After or during winding, the conductive member 200 ′ is caulked so that the first and second end portions 210 ′ and 220 ′ face inward, so that the conductive member 200 ′ is in the YY ′ direction of the protrusion Pa.
- a part of the conductive member 200 in the YY ′ direction of the protruding portion Pa is formed by applying an adhesive or an adhesive to the wound conductive member 200 ′ and a portion of the protruding portion Pa in the YY ′ direction. Only fixed to.
- the cable assembly A2 and the manufacturing method thereof have the same technical features and effects as the cable assembly A1 and the manufacturing method thereof.
- the cable assembly A2 and the manufacturing method thereof further exhibit the following technical features and effects.
- the conductive member 200 ′ is wound not only on the protrusions Pa of the pair of first lines 130a but also on the protrusions Pb of the pair of second lines 130b, the protrusions of the pair of first lines 130a.
- the distance in the XX ′ direction of the portion other than the tip end portion of Pa is difficult to be smaller than the distance in the XX ′ direction between the pair of terminals 400a.
- the cable assembly A2 since the conductive member 200 ′ is wound only around a part of the protruding portion Pa of the pair of first wires 130a, the cable assembly A2 is a portion other than the tip of the protruding portion Pa of the pair of first wires 130a.
- the distance in the XX ′ direction can be easily made smaller than the distance in the XX ′ direction between the pair of terminals 400a.
- the cable assembly A3 has the same configuration as the cable assembly A1 except that the cable assembly A3 differs from the cable assembly A1 in the following differences.
- the first difference is that the configuration of the body 300 ′ is different from the configuration of the body 300 of the second embodiment.
- the second difference is that the arrangement of the terminal 400b and the second line 130b is different from the arrangement of the terminal 400b and the second line 130b of the second embodiment.
- the third difference is that the conductive member 200 is replaced with a conductive member 200 '.
- the fourth difference is that the shape of the shield case 500 'is different from the shape of the shield case 500 of the first embodiment.
- FIG. 6A also shows the Y-Y ′ direction and the X-X ′ direction, similar to the assembly A1.
- FIG. 6B also shows the Y-Y ′ direction and the Z-Z ′ direction as in the assembly A1.
- the body 300 ' is a block made of insulating resin, as shown in FIGS. 6A and 6B.
- the dimension of the body 300 ′ in the X-X ′ direction is smaller than the dimension of the body 300 in the X-X ′ direction.
- the dimension of the body 300 'in the Z-Z' direction is larger than the dimension of the body 300 in the Z-Z 'direction. That is, the body 300 'is elongated in the Y-Y' direction.
- the body 300 ' holds the terminals 400a at an interval in the X-X' direction.
- the terminals 400a and 400b may be insert-molded in the body 300 'or may be press-fitted and held in holes or grooves in the body 300'.
- the end portions of the core wire 132b of the protruding portion Pb of the pair of second wires 130b of the cable 100 are respectively connected to the terminal 400b with solder or the like. For this reason, as shown in FIG. 6B and FIG. 7, the protruding portion Pb of the second line 130b is arranged on the Z ′ direction side (one side in the third direction) from the protruding portion Pa of the first line 130a. Yes. 6A and 6B, only a part of the cable 100 is shown.
- the conductive member 200 ′ is as described in the second embodiment.
- the shield case 500 ′ has the same configuration as the shield case 500 of the first embodiment except that it is a metal square tube.
- the shield case 500 ' is indicated by a broken line for convenience of explanation.
- connection process of the pair of second wires 130b is different from the connection process of the pair of second wires 130b of the first embodiment
- winding process of the conductive member 200 ′ is the embodiment. 1 is substantially the same as the manufacturing method of the cable assembly A1 except that it is different from the winding process of one conductive member 200.
- connection process of the pair of second wires 130b and the winding process of the conductive member 200 ' will be described in detail.
- the core wire 132b protruding from the protruding portion Pb of the pair of second wires 130b of the cable 100 is connected to the terminal 400b with solder or the like.
- the protrusion part Pb of the 2nd line 130b is arrange
- a winding step (including a fixing step) of the conductive member 200 ′ is performed as in the second embodiment. .
- this winding step since the protruding portion Pb of the second line 130b is located on the Z ′ direction side of the protruding portion Pa of the first line 130a, it is difficult to interfere with the winding of the conductive member 200 ′.
- the cable assembly A3 and the manufacturing method thereof have the same technical characteristics and effects as the cable assembly A2 and the manufacturing method thereof.
- the first connecting portion of the present invention can be arbitrarily changed in design as long as it has conductivity and can be connected to the core wire of the first wire of the above-described embodiment or the design modification described later.
- the second connecting portion of the present invention can be arbitrarily changed in design as long as it has electrical conductivity and can be connected to the core wire of the second wire of the above-described embodiment or the design modification described later.
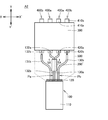
- the cable assembly A1 'shown in FIG. 8 it is possible to adopt a configuration in which a substrate 600 is provided instead of the body 300, the terminal 400a, and the terminal 400b.
- the cable assembly A1 ' has the same configuration as the cable assembly A1 except that the body 300, the terminal 400a, and the terminal 400b are replaced with the substrate 600.
- electrodes are provided on the surface of the substrate 600 on the Z direction side, electrodes are provided in the order of 610b, 610a, 610a, and 610b at intervals in the X-X ′ direction.
- the core wire 132a from which the protrusion part Pa of the first wire 130a protrudes is connected to the electrode 610a.
- the core wires 132b projecting from the projecting portions Pb of the second wires 130b are respectively connected to the electrodes 610b.
- the electrode 610a corresponds to the first connection portion
- the electrode 610b corresponds to the second connection portion.
- the cable assembly A2 can also be configured to include a substrate 600 instead of the body 300, the terminal 400a, and the terminal 400b.
- 620a shown in FIG. 8 is an electrode that is provided on the Z-side surface of the substrate 600 and can contact the signal transmission terminal to be connected.
- 620b is on the Z-side surface of the substrate 600. It is an electrode that is provided and can contact another terminal to be connected.
- the electrode 610a and the electrode 620a are connected to each other by a conductive line (not shown) of the substrate 600.
- the electrode 610b and the electrode 620b are connected to each other by a conductive line (not shown) of the substrate 600.
- Electrodes 610a ' are provided on the surface in the Z direction of the substrate 600' with a gap in the X-X 'direction.
- electrodes 610 b ′ are provided at an interval in the X-X ′ direction.
- Core wires 132b projecting from the projecting portions Pb of the second wires 130b are connected to the electrodes 610b '.
- the electrode 610a ' corresponds to the first connection portion, and the electrode 610b' corresponds to the second connection portion.
- 620a ′ shown in FIG. 9 is an electrode that is provided on the Z-side surface of the substrate 600 and is capable of contacting the signal transmission terminal to be connected.
- 620b ′ is an electrode on the Z′-side of the substrate 600. It is an electrode provided on the surface and capable of contacting another terminal to be connected.
- the electrode 610a 'and the electrode 620a' are connected to each other by a conductive line (not shown) of the substrate 600 '.
- the electrode 610b 'and the electrode 620b' are connected to each other by a conductive line (not shown) of the substrate 600 '.
- the contact portion of the terminal in any one of the above-described modes can be configured not to protrude from the body but to be accommodated in a groove or hole in the body.
- the terminal of the mating connector is inserted into the groove or hole of the body and contacts the contact portion of the terminal.
- the first wire of the cable of the present invention is a signal wire disposed in the outer insulator and the shield conductor of the cable, and has a protruding portion that protrudes from the outer insulator and the shield conductor in a substantially first direction. As long as the core wire of the protruding portion is connected to the first connection portion of any one of the above-described aspects, it can be arbitrarily set.
- the first direction is the longitudinal direction of the cable.
- the first line of the present invention is at least one.
- the first wire of the cable of the present invention can be configured to transmit signals other than differential signals.
- the second wire of the cable of the present invention is a wire other than the signal wire disposed in the outer insulator and the shield conductor of the cable, and has a protruding portion protruding in the first direction from the outer insulator and the shield conductor.
- the core wire of the protruding portion can be arbitrarily set as long as it is connected to the second connection portion of any one of the above-described aspects.
- the second line of the present invention is at least one.
- the second line of the cable of the present invention can be omitted. For example, as in the cable assembly A1 ′′ shown in FIG. 10, the second line and the terminals connected thereto can be omitted. Except for this omission, the cable assembly A1 ′′ has the same configuration as the cable assembly A1.
- the cable assemblies A2 and A3 can also omit the second line and the terminals connected thereto. Also, in the cable assembly A ⁇ b> 1 ′′ ′′ shown in FIG. 11, the second line and the electrodes connected thereto are omitted. In the cable assembly A2 and the cable assembly A3 'provided with the substrate 600 instead of the body 300, the terminal 400a, and the terminal 400b, the second line and the electrode connected thereto can be omitted.
- the conductive member of the present invention can be arbitrarily changed in design as long as it is a conductive plate or a conductive tape wound around at least a part of the protruding portion of the first line in any one of the above-described aspects.
- the conductive member can be configured to cover the entire region in the first direction of the inner insulator of the protruding portion of the first line.
- the conductive member projects the pair of first lines so that the distance in the second direction between a part of the projecting parts of the pair of first lines is smaller than the distance in the second direction between the pair of first connection parts. It is possible to have a configuration wound around at least a part of the part.
- the second direction is a direction that intersects the first direction.
- the conductive tape or conductive plate according to any one of the aspects described above may be configured according to any of the aspects described above so that the first end and the second end of the conductive tape or conductive plate face each other with a gap therebetween. It is possible to have a configuration in which the protrusion of the first line is wound around at least a part of the first direction.
- the conductive plate or conductive tape according to any one of the aspects described above is configured so that one of the first end and the second end of the conductive plate or the conductive tape is in contact with the conductive plate or the conductive tape. It is possible to make it the structure wound around at least a part of the 1st direction of the protrusion part of the 1st line of such an aspect.
- the conductive plate or the conductive tape according to any one of the aspects described above may be configured so that the tip of the first end of the conductive plate or the conductive tape contacts the tip of the second end. It is possible to have a configuration in which one line of the protruding portion is wound around at least a part in the first direction.
- the conductive plate or the conductive tape according to any one of the aspects described above is wound around a part of at least a part of the protruding portion of the first line according to any one of the aspects described above in the first direction, and the first of the conductive plate or the conductive tape.
- the end is in contact with the conductive plate or the conductive tape from the inside, and the second end opposite to the first end of the conductive plate or the conductive tape is in contact with the conductive plate or the conductive tape from the outside. It is possible.
- the conductive member according to any one of the aspects described above can be configured to be wound around at least a part of the first line protrusion and the second line protrusion according to any aspect described above. is there.
- the conductive member of any aspect described above may be fixed to at least a part in the first direction of the protruding portion of the first line of any aspect described above, as in the above-described embodiment.
- the caulking of the conductive member according to any one of the aspects described above is fixed to at least a part in the first direction of the protruding portion of the first line according to any one of the aspects described above by deforming at least a part of the conductive member. You may make it.
- the shield case of the present invention can be arbitrarily changed in design as long as it covers at least the protruding portion of the first line, the conductive member, and the connecting portion between the core wire of the protruding portion of the first line and the first connecting portion.
- the shield case of the present invention includes the above-described body or the above-described substrate in addition to the above-described first wire protrusion, the conductive member, and the connection portion between the core wire of the first wire protrusion and the first connection portion. It is possible to make it the structure which covers at least one part.
- the shield case of any one of the above-described aspects can be configured such that a metal film or the like is deposited on the inner surface of a cylinder made of insulating resin.
- the shield case according to any one of the aspects described above has at least the first line protrusion, the conductive member, and the first line protrusion from either one of the third directions intersecting the first direction and the second direction. It is also possible to use a substantially semi-cylinder that covers the connecting portion between the core wire of the portion and the first connecting portion.
- the shield case of the present invention can be omitted.
- the protruding portion of the first wire, the conductive member, and the connecting portion between the core wire of the protruding portion of the first wire and the first connecting portion in any one of the above aspects are insert-molded in the mold resin.
- the mold resin can be configured to hold the body or the substrate.
- the shield case can be omitted.
- the shield case of the present invention covers at least the protruding portion of the first line, the conductive member, and the connecting portion between the core wire of the protruding portion of the first line and the first connecting portion by covering the mold resin. It is also possible.
- the end of the outer insulator of the cable and the end of the shield conductor disposed in the outer insulator are cut, and at least one of the shield conductor and the outer insulator is cut.
- An end portion of the first wire protrudes in a first direction which is a longitudinal direction of the cable, the conductive plate or the conductive tape is wound around the at least part of the end portion of the first wire, and the conductive plate
- the design can be arbitrarily changed as long as the core wire at the end of the first wire is connected to the terminal or the electrode of the substrate before or after the conductive tape is wound.
- the core wire of the protruding portion of the first line is connected to the electrode of the substrate (for example, the electrodes 610a and 610a ′), and the core wire of the protruding portion of the second line is connected. It may be connected to another electrode of the substrate (for example, the electrodes 610b and 610b ′).
- the winding step of the conductive member according to any one of the aspects described above may include winding around at least a part of the first line and the second line.
- the first direction of the present invention can be arbitrarily set as long as it is the longitudinal direction of the cable.
- the second direction of the present invention can be arbitrarily set as long as the direction intersects the first direction.
- the third direction of the present invention can be arbitrarily set as long as it intersects the first direction and the second direction and is not located in the same plane as both directions.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Insulated Conductors (AREA)
- Communication Cables (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
【課題】 本発明の目的は、ケーブルの第1線の突出した端部の特性インピーダンスを低下させることができ且つ容易に製造できるケーブルアッセンブリ及びケーブルアッセンブリの製造方法を提供する。 【構成】 ケーブルアッセンブリA1は、端子400aと、ケーブル100と、導電部材200とを備えている。ケーブル100は、外側絶縁体110と、外側絶縁体110内に配置されたシールド導体120と、シールド導体120内に配置される少なくとも一つの信号線である第1線130aとを有している。第1線130aは、シールド導体120及び外側絶縁体110からY-Y'方向に突出した突出部Paを有している。突出部Paの芯線132aが端子400aに接続されている。導電部材200は、突出部PaのY-Y'方向の少なくとも一部に巻き付けられた導電板又は導電テープである。
Description
本発明は、ケーブルアッセンブリ及びケーブルアッセンブリの製造方法に関する。
一般的な複合ケーブルは、筒状の外側絶縁体と、外側絶縁体内に配置されるシールド導体と、シールド導体内に配置される複数の信号線とを有している。この複合ケーブルの信号線の芯線をコネクタ等の端子に各々接続させる前に、信号線の端部が外側絶縁体及びシールド導体から突出するように、複合ケーブルの外側絶縁体及びシールド導体の端部がカットされる。信号線の突出する端部のインピーダンスは、信号線のシールド導体及び外側絶縁体内に位置する部分(以下、インナー部)のインピーダンスよりも高くなる。すなわち、信号線の端部のインピーダンスと信号線のインナー部のインピーダンスとに不整合が生じる。
下記特許文献1には、上記のような信号線のインピーダンスの不整合を解消し得る第1ケーブルアッセンブリが記載され、下記特許文献2には、上記のような信号線のインピーダンスの不整合を解消し得る第2ケーブルアッセンブリが記載されている。第1ケーブルアッセンブリは、複合ケーブルと、基板と、絶縁体である熱収縮チューブとを備えている。複合ケーブルは、二本の差動伝送用の信号線と、一本のドレイン線と、シールド導体とを備えている。信号線及びドレイン線が筒状のシールド導体内に配置されている。シールド導体の長さ方向の一端部がカットされ、信号線及びドレイン線の端部がシールド導体から突出している。この信号線及びドレイン線の突出した端部は、基板の電極に各々接続されている。また、信号線及びドレイン線の端部は、当該端部の先端部を除いて、熱収縮チューブ内に挿入され、当該熱収縮チューブに被覆されている。
第2ケーブルアッセンブリは、複合ケーブルと、コネクタと、二層熱収縮チューブとを備えている。複合ケーブルは、二本の差動伝送用の信号線と、一本のドレイン線と、シールド導体と、外側絶縁体とを備えている。筒状の外側絶縁体内に筒状のシールド導体が配置されている。信号線及びドレイン線がシールド導体内に配置されている。シールド導体及び外側絶縁体の長さ方向の一端部がカットされ、信号線及びドレイン線の端部がシールド導体及び外側絶縁体から突出している。この信号線及びドレイン線の突出した端部は、コネクタの端子に各々接続されている。信号線及びドレイン線の端部は、筒状の二層熱収縮チューブ内に挿入され、当該二層熱収縮チューブに被覆されている。二層熱収縮チューブの内層は導電層であり、外層が絶縁体である。
上記の通り、信号線及びドレイン線の突出した端部は、熱収縮チューブによって被覆されていることから、信号線及びドレイン線の端部のインピーダンスの上昇が抑制され、当該端部と他の部分とのインピーダンスの整合を図ることができる。しかし、熱収縮チューブを信号線及びドレイン線の端部に固着させる作業は手間がかかる。熱収縮チューブ内に信号線及びドレイン線の端部を挿入した後、熱収縮チューブを加熱して熱収縮させる必要があるためである。
本発明は、上記事情に鑑みて創案されたものであって、その目的とするところは、ケーブルの信号線の突出した端部のインピーダンスを低下させることができ且つ容易に製造できるケーブルアッセンブリ及びケーブルアッセンブリの製造方法を提供することにある。
上記課題を解決するために、本発明のケーブルアッセンブリは、導電性を有する第1接続部と、ケーブルと、導電部材とを備えている。ケーブルは、外側絶縁体と、外側絶縁体内に配置されたシールド導体と、少なくとも一つの第1線とを有している。第1線は、シールド導体内に配置される信号線である。第1線は、シールド導体及び外側絶縁体から略第1方向に突出した突出部を有している。前記第1方向は前記ケーブルの長手方向である。突出部の芯線が第1接続部に接続されている。導電部材は、突出部の第1方向の少なくとも一部に巻き付けられた導電板又は導電テープである。
このような態様のケーブルアッセンブリは以下の技術的特徴及び効果を奏する。第1に、第1線の突出部の少なくとも一部に導電部材が巻き付けられているため、第1線の突出部のインピーダンスを低下させることができる。このため、第1線の突出部のインピーダンスと第1線のシールド導体及び外側絶縁体内の部分のインピーダンスとの整合を図ることが可能になる。第2に、本ケーブルアッセンブリは容易に製造される。その理由は以下の通りである。導電板又は導電テープである導電部材を突出部の少なくとも一部に巻き付けるだけであるため、導電部材の突出部に対する取り付け作業が非常に簡単になる。
第1接続部は、一対とすることが可能である。ケーブルの第1線は、一対とすることが可能である。導電部材が、一対の第1線の突出部の少なくとも一部に巻き付けられた構成とすることが可能である。このような態様のケーブルアッセンブリは更に容易に製造される。仮に、一対の第1線の突出部が離れていたとしても、当該突出部を互いに近づくように寄せつつ、導電部材を突出部の少なくとも一部に巻き付けることができる。
一対の第1接続部は、第1方向に交差する第2方向に間隔をあけて配置された構成とすることが可能である。一対の第1線は、差動信号を伝送可能な構成とすることが可能である。導電部材は、一対の第1線の突出部の一部間の第2方向の距離が一対の第1接続部間の第2方向の距離よりも小さくなるように、一対の第1線の突出部の少なくとも一部に巻き付けられた構成とすることが可能である。
このような態様のケーブルアッセンブリによる場合、一対の第1線の突出部の一部間の第2方向の距離が一対の第1接続部間の第2方向の距離よりも小さくなるので、突出部のインピーダンスが更に低下する。よって、第1線の突出部のインピーダンスと第1線のシールド導体及び外側絶縁体内の部分のインピーダンスとの整合を更に図ることが可能になる。
導電部材は、第1端部と、第1端部の反対側の第2端部とを有する構成とすることが可能である。導電部材は、少なくとも第1端部及び第2端部のうちの一方が当該導電部材に接触するように突出部の少なくとも一部に巻き付けられた構成とすることが可能である。このような態様のケーブルアッセンブリによる場合、導電部材の突出部に対する巻き付けが容易になる。少なくとも導電部材の第1端部及び第2端部のうちの一方が当該導電部材に接触するように、当該導電部材を突出部の少なくとも一部に巻き付けると良いためである。
又は、導電部材は、第1端部と第2端部とが互いに間隙を有して対向するように突出部の少なくとも一部に巻き付けられた構成とすることが可能である。このような態様のケーブルアッセンブリによる場合、導電部材の突出部に対する巻き付けが容易になる。導電部材の第1端部と第2端部とが互いに間隙を有して対向するように、当該導電部材を突出部の少なくとも一部に巻き付けると良いためである。
導電部材は、電気的に浮遊する構成とすることが可能である。このような態様のケーブルアッセンブリは更に容易に製造される。なぜなら、導電部材を他の部材に電気的に接続する必要がないためである。
導電部材は、ケーブルのシールド導体に電気的に接続された構成とすることが可能である。このような態様のケーブルアッセンブリによる場合、導電部材を、シールド導体を介して簡単にグランド接続させることができる。
上記した何れかの態様のケーブルアッセンブリは、少なくとも第1線の突出部、導電部材、及び突出部の芯線と第1接続部との接続部分を覆うシールドケースを更に備えた構成とすることが可能である。
導電部材がシールドケースに電気的に接続された構成とすることが可能である。このような態様のケーブルアッセンブリによる場合、導電部材を、シールドケースを介して簡単にグランド接続させることができる。
上記した何れかの態様のケーブルアッセンブリは、導電性を有する第2接続部を更に備えた構成とすることが可能である。ケーブルは、シールド導体内に配置される信号線以外の第2線を更に有した構成とすることが可能である。第2線は、シールド導体及び外側絶縁体から第1方向に突出した突出部を有する構成とすることが可能である。第2線の突出部の芯線は、第2接続部に接続された構成とすることが可能である。導電部材は、一対の第1線の突出部の少なくとも一部のみに巻き付けられている構成とすることが可能である。
第2接続部は、第1接続部よりも第1方向及び第2方向に交差する第3方向の一方側に配置された構成とすることが可能である。第2線の突出部は、第1線の突出部よりも第3方向の一方側に配置された構成とすることが可能である。このような態様のケーブルアッセンブリは更に容易に製造される。第2接続部及び第2線の突出部が、第1接続部及び第1線の突出部よりも第3方向の一方側に配置されているので、導電部材が一対の第1線の突出部の少なくとも一部に巻き付けられる際に、第2線が邪魔になり難いためである。
上記した何れかの態様のケーブルアッセンブリは、絶縁性のボディを更に備えた構成とすることが可能である。ボディは第1接続部及び第2接続部を保持する構成とすることが可能である。この場合、第1接続部及び第2接続部は端子とすることが可能である。なお、ボディは、基板に置換可能である。この場合、第1接続部及び第2接続部は、端子ではなく、基板上に設けられた電極とすることが可能である。
本発明のケーブルアッセンブリの製造方法は、ケーブルの外側絶縁体の端部及び外側絶縁体内に配置されたシールド導体の端部をカットし、シールド導体及び外側絶縁体から信号線である第1線の端部を当該ケーブルの長手方向である第1方向に突出させ、第1線の端部の芯線を端子又は基板の電極に接続し、且つ第1線の芯線の接続後に、第1線の端部の第1方向の少なくとも一部に導電板又は導電テープを巻き付けることを含む。なお、導電板又は導電テープの巻き付けは、第1線の芯線の接続前に行うことが可能である。
このような態様の製造方法は以下の技術的特徴及び効果を奏する。第1に、導電板又は導電テープを第1線の端部の少なくとも一部に巻き付けるだけで、第1線の端部のインピーダンスを低下させることができる。このため、第1線の端部のインピーダンスと第1線のシールド導体及び外側絶縁体内の部分のインピーダンスとの整合を図ることが可能になる。第2に、この製造方法は本ケーブルアッセンブリを容易に製造できる。導電板又は導電テープを第1線の端部の少なくとも一部に巻き付けるだけであるため、導電板又は導電テープの第1線の端部に対する取り付け作業が非常に簡単となるためである。
第1線は一対とすることが可能である。端子又は基板の電極は一対とすることが可能である。第1線の芯線の接続は、一対の第1線の端部の芯線を一対の端子又は基板の一対の電極に各々接続することを含む工程とすることができる。導電板又は導電テープの巻き付けは、導電板又は導電テープを一対の第1線の端部の少なくとも一部に巻き付けることを含む工程とすることができる。
このような態様の製造方法は、ケーブルアッセンブリを更に容易に製造できる。仮に、一対の第1線の突出部が離れていたとしても、当該突出部を互いに近づくように寄せつつ、導電部材を突出部の少なくとも一部に巻き付けることができる。
一対の端子又は基板の一対の電極は、第1方向に交差する第2方向に間隔をあけて配置された構成とすることが可能である。導電板又は導電テープの巻き付けは、一対の第1線の端部の一部間の第2方向の距離が一対の端子間又は一対の電極間の第2方向の距離よりも小さくなるように、導電板又は導電テープを一対の第1線の端部の少なくとも一部に巻き付けることを含む工程とすることが可能である。
このような態様の製造方法による場合、一対の第1線の端部の一部間の第2方向の距離が一対の端子間又は一対の電極間の第2方向の距離よりも小さくなるので、第1線の端部のインピーダンスが更に低下する。よって、第1線の端部のインピーダンスと第1線のシールド導体及び外側絶縁体内の部分のインピーダンスとの整合を更に図ることが可能になる。
導電板又は導電テープは、第1端部と、第1端部の反対側の第2端部とを有する構成とすることが可能である。導電板又は導電テープの巻き付けは、少なくとも第1端部及び第2端部のうちの一方が導電板又は導電テープに接触するように、導電板又は導電テープを第1線の端部の少なくとも一部に巻き付けることを含む、又は、導電板又は導電テープの巻き付けは、第1端部と第2端部とが互いに間隙を有して対向するように、導電板又は導電テープを第1線の端部の少なくとも一部に巻き付けることを含む工程とすることが可能である。
これらの態様の製造方法による場合、導電板又は導電テープの突出部に対する巻き付けが容易になる。導電板又は導電テープの第1端部及び第2端部のうちの一方が当該導電板又は導電テープに接触するように、又は、導電板又は導電テープの第1端部と第2端部とが互いに間隙を有して対向するように、当該導電板又は導電テープを突出部の少なくとも一部に巻き付けると良いためである。
上記した何れかの態様の製造方法は、導電板又は導電テープを、ケーブルのシールド導体に電気的に接続させることを更に含んでいても良い。このような態様の製造方法による場合、導電板又は導電テープを、シールド導体を介して容易にグランド接続させることができる。
上記した何れかの態様の製造方法は、シールドケースで、少なくとも第1線の端部、導電板又は導電テープ、及び接続部分を覆うことを更に含んでいても良い。接続部分は、第1線の端部の芯線と端子又は基板の電極との接続部分とすることが可能である。
上記製造方法は、シールドケースを導電板又は導電テープに電気的に接続させることを更に含んでいても良い。このような態様の製造方法による場合、導電板又は導電テープを、シールドケースを介して容易にグランド接続させることができる。
ケーブルは、シールド導体内に配置される信号線以外の第2線を更に有する構成とすることが可能である。ケーブルの外側絶縁体及びシールド導体のカットは、シールド導体及び外側絶縁体から第1線の端部及び第2線の端部を当該ケーブルの第1方向に突出させることを含む工程とすることが可能である。第1線の芯線の接続は、第2線の端部の芯線を、別の端子又は基板の別の電極に接続することを含む工程とすることが可能である。導電板又は導電テープの巻き付けは、導電板又は導電テープを第1線の端部の少なくとも一部のみに巻き付けることを含む工程とすることが可能である。
このような態様の製造方法による場合、導電板又は導電テープが第1線の端部のみに巻き付けられるだけであるので、導電板又は導電テープの第1線の端部に対する取り付け作業が非常に簡単となる。
以下、本発明の実施例1~3について説明する。
以下、本発明の実施例1に係るケーブルアッセンブリA1について図1A~図3Bを参照しつつ詳しく説明する。ケーブルアッセンブリA1は、ケーブル100と、導電部材200と、ボディ300と、一対の端子400a(第1接続部)と、一対の端子400b(第2接続部)と、シールドケース500と備えている。以下、ケーブルアッセンブリA1の各構成要素について詳しく説明する。なお、図1A及び図1Bに示されるY-Y’方向が、ケーブル100の長手方向及び特許請求の範囲の第1方向に相当する。図1Aに示されるX-X’方向が、端子400a、400bの配列方向及び特許請求の範囲の第2方向に相当する。X-X’方向は、Y-Y’方向に直角に交差している。図1B中のZ-Z’方向は、特許請求の範囲の第3方向に相当する。Z-Z’方向は、Y-Y’方向及びX-X’方向に直角に交差している。
ケーブル100は、図1A及び図1Bに示されているように、外側絶縁体110と、シールド導体120と、一対の第1線130aと、一対の第2線130bとを有している。なお、図1A及び図1Bでは、ケーブル100の一部のみが図示されている。
外側絶縁体110は筒状のシースである。シールド導体120は、筒状の編組導線又は螺旋状に巻かれた金属箔製のテープであって、外側絶縁体110内に配置されている。一対の第1線130a及び一対の第2線130bはシールド導体120内に配置されている。外側絶縁体110及びシールド導体120のY方向側の端部はカットされている。このため、第1線130aのY方向側の端部(以下、突出部Pa)及び第2線130bのY方向側の端部(以下、突出部Pb)が外側絶縁体110及びシールド導体120からY方向に突出している。
一対の第1線130aは、高周波信号(差動信号)を伝送可能な信号線であって、差動ペアを構成している。各第1線130aは、内側絶縁体131aと、芯線132aとを有している。芯線132aは、図2A及び図2Bに示されるように、筒状の内側絶縁体131a内に配置されている。第1線130aの突出部Paでは、図1A及び図1Bに示されるように、内側絶縁体131aのY方向側の端部がカットされ、芯線132aのY方向側の端部が突出している。
各第2線130bは、信号線以外の線(例えば、電源線、グランド線及び/又はドレイン線)及び/又は低速信号線(例えば、上記高周波信号よりも低速な信号を伝送可能な信号線)である。各第2線130bは、内側絶縁体131bと、芯線132bとを有している。芯線132bは、図2A及び図2Bに示されるように、筒状の内側絶縁体131b内に配置されている。第2線130bの突出部Pbでは、図1A及び図1Bに示されるように、内側絶縁体131bのY方向側の端部がカットされ、芯線132bのY方向側の端部が突出している。
ボディ300は、図1A及び図1Bに示されるように、絶縁樹脂製のブロックである。ボディ300が端子を、400b、400a、400a、400bの順でX-X’方向に間隔をあけて保持している。端子400a及び端子400bは、ボディ300にインサート成形されていても良いし、ボディ300の穴や溝に圧入保持されていても良い。
一対の端子400aは、高周波信号(差動信号)を伝送可能な差動ペアを構成している。各端子400aは、接点部410aと、テール部420aとを有している。接点部410aは、端子400aのY方向の端部であって、ボディ300からY方向に突出している。接点部410aは、ケーブルアッセンブリA1が接続される相手側コネクタ等の接続対象(図示せず)の信号伝送用の端子に接触可能な部分である。テール部420aは、端子400aのY’方向の端部であって、ボディ300からY’方向に突出している。テール部420aに、対応する第1線130aの突出部Paの芯線132aの上記端部がはんだ等で接続されている。
端子400bは、信号端子以外の端子(例えば、電源端子、グランド端子及び/又はドレイン端子)及び/又は低速信号端子(例えば、上記高周波信号よりも低速な信号を伝送可能な端子)である。各端子400bは、接点部410bと、テール部420bとを有している。接点部410bは、端子400bのY方向の端部であって、ボディ300からY方向に突出している。接点部410bが上記接続対象の別の端子に接触可能な部分である。テール部420bは、端子400bのY’方向の端部であって、ボディ300からY’方向に突出している。テール部420bに、対応する第2線130bの突出部Pbの芯線132bの上記端部がはんだ等で接続されている。
導電部材200は、導電板(例えば、金属板、又は金属板で作成されたプレス成形品)又は導電テープ(例えば、銅箔テープ等)である。フラットな状態(巻き付け前の状態)の導電部材200のY-Y’方向の寸法は、第1線130aの突出部PaのY-Y’方向よりも小さい。導電部材200のX-X’方向の寸法は、一対の第1線130aの突出部Paの周りを覆うことができる程度の寸法である。更に、導電部材200のY-Y’方向の寸法、X-X’方向の寸法及び厚み寸法は、各第1線130aの突出部Paのインピーダンスと各第1線130aのシールド導体120及び外側絶縁体110内に位置する部分のインピーダンスとの整合を図ることができる寸法に設定されていることが好ましい。
導電部材200は、第1端部210と、第2端部220とを有している。第2端部220は、第1端部210の反対側の端部である。導電部材200は、一対の第1線130aの突出部PaのY-Y’方向の一部(例えば、突出部PaのY-Y’方向の中間部)に巻き付けられ、突出部Paの当該一部の周囲を覆っている。例えば、図2Aに示される一態様の導電部材200は、第1端部210と第2端部220とが互いに間隙を有して対向するように、一対の第1線130aの突出部PaのY-Y’方向の一部に巻き付けられていている。また、図2Bに示される別の一態様の導電部材200は、第1端部210が内側から導電部材200に接触し、第2端部220が導電部材200に外側から接触するように、一対の第1線130aの突出部PaのY-Y’方向の一部に巻き付けられていている。更に、上記二つの態様の何れでも、導電部材200が一対の第1線130aの突出部Paの一部に固定されている。この導電部材200の固定は、導電部材200の巻き付け、導電部材200をカシメること、接着剤及び/又は粘着剤によって行われている。なお、導電部材200は、第2線130bの突出部Pbに巻き付けられていない。
導電部材200は、(1)電気的に浮遊する構成とすることが可能であるし、(2)シールド導体120及び/又はシールドケース500に電気的に接続される構成とすることも可能である。上記(1)の構成の場合、導電部材200は、ケーブル100のシールド導体120及び/又はシールドケース500に非接触であり、且つシールド導体120及び/又はシールドケース500に電気的に接続されていない。上記(2)の構成の場合、(2a)導電部材200は、シールド導体120及び/又はシールドケース500に直接接触することによって電気的に接続されていても良いし、(2b)図示しない接続手段(例えば、ピン、はんだ、導電接着剤又はリード線等)を介して、シールド導体120及び/又はシールドケース500に電気的に接続される構成となっていても良い。上記(2a)及び(2b)の何れの場合も、導電部材200は、シールド導体120及び/又はシールドケース500を介してグランドに接続される。
シールドケース500は、図1A及び図1Bに示されるように、金属製の筒であって、Y方向の開口及びY’方向の開口を有している。少なくとも第1線130aの突出部Pa、第2線130bの突出部Pb、導電部材200、複数の第1接続部分、及び複数の第2接続部分がシールドケース500内に収容されている(シールドケース500によって覆われている)。各第1接続部分は、端子400aのテール部420aと第1線130aの突出部Paの芯線132aとの接続部分である。各第2接続部分は、端子400bのテール部420bと第2線130bの突出部Pbの芯線132bとの接続部分である。シールドケース500のY方向の開口側でボディ300がシールドケース500外に位置している。シールドケース500のY’方向の開口からケーブル100がシールドケース500外に導出している。なお、図1A及び図1Bでは、説明の便宜上、シールドケース500が破線で示されている。
シールドケース500は、X-X’方向又はZ-Z’方向に組み合わせ可能であり、且つ分離可能な2つのピースで構成することが可能である。シールドケース500は、組み合わせ可能であり且つ分離可能な3つ以上のピースで構成とすることが可能である。シールドケース500は、ケーブル100のシールド導体120に直接接触することによって又は図示しない別の接続手段(例えば、ピン、はんだ、導電接着剤又はリード線等)を介して電気的に接続されていると良いが、これに限定されない。シールドケース500は、上記接続対象のシールドケースに接触することによって、グランド接続されるようになっていても良い。
以下、上記した構成のケーブルアッセンブリA1の製造方法について詳しく説明する。ケーブル100を用意する。ケーブル100の外側絶縁体110のY方向の端部及びシールド導体120の端部をカットし、一対の第1線130aのY方向の端部及び一対の第2線130bのY方向の端部を外側絶縁体110及びシールド導体120から突出させる。第1線130aのY方向の端部が突出部Paとなり、第2線130bのY方向の端部が突出部Pbとなる。突出部Paの内側絶縁体131aのY方向の端部をカットし、芯線132aのY方向の端部を内側絶縁体131aから突出させる。突出部Pbの内側絶縁体131bのY方向の端部をカットし、芯線132bのY方向の端部を内側絶縁体131bから突出させる。
ボディ300、端子400a及び端子400bを用意する。この端子は、400b、400a、400a、400bの順で予めボディ300にX-X’方向に間隔をあけて保持されている。一対の端子400aに一対の第1線130aの突出部Paの突出した芯線132aをはんだ等で各々接続する。この接続部分が、第1接続部分となる。一対の端子400bに一対の第2線130bの突出部Pbの突出した芯線132bをはんだ等で各々接続する。この接続部分が、第2接続部分となる。
その後、導電部材200を用意する。導電部材200を、一対の第1線130aの突出部PaのY-Y’方向の一部に巻き付け、当該一部に固定する。具体的には次の1)又は2)の手法通りである。1)導電板である導電部材200を、第1端部210と第2端部220とが互いに間隙を有して対向するように折り曲げ又は湾曲させ、一対の第1線130aの突出部PaのY-Y’方向の一部のみに巻き付ける。2)導電テープである導電部材200を、第1端部210と第2端部220とが互いに重畳するように、一対の第1線130aの突出部PaのY-Y’方向の一部のみに巻き付ける。2)の手法では、第1端部210が内側から導電部材200に接触し、第2端部220が導電部材200に外側から接触する。上記1)及び2)の何れの手法によって、導電部材200が突出部PaのY-Y’方向の一部のみに固定される。この固定は、巻き付けに代えて、以下の手法によって行われていても良い。3)巻き付け後又は巻き付け時に、第1、第2端部210、220が内側に向くように導電部材200をかしめることによって、導電部材200が突出部PaのY-Y’方向の一部のみに固定される。4)巻き付けられた導電部材200及び突出部PaのY-Y’方向の一部に接着剤や粘着材を塗布することによって、導電部材200が突出部PaのY-Y’方向の一部のみに固定される。なお、上記した導電部材200の巻き付け1)又は2)は、第1線130aの端子400aに対する接続工程及び第2線130bの端子400bに対する接続工程よりも前に行っても良い。
導電部材200を電気的に浮遊させる場合には、導電部材200は、シールド導体120に非接触とする。導電部材200をシールド導体120に電気的に接続させる場合には、導電部材200を突出部Paに固定するときに、導電部材200をシールド導体120に直接接触させる。又は、導電部材200の固定後、導電部材200をシールド導体120に上記接続手段によって電気的に接続する。
その後、シールドケース500を用意する。少なくとも第1線130aの突出部Pa、第2線130bの突出部Pb、導電部材200、上記第1接続部分、及び上記第2接続部分がシールドケース500内に収容されるように、シールドケース500の複数のピースを組み合わせる。
導電部材200を電気的に浮遊させる場合には、導電部材200がシールドケース500内に中空配置される。導電部材200をシールドケース500に電気的に接続させる場合には、シールドケース500のピースの組み合わせ時に、導電部材200をシールドケース500に接触させる。又は、シールドケース500のピースの組み合わせ前に、導電部材200を上記別の接続手段によってピースの少なくとも一つに電気的に接続させる。
ここで、上記ケーブルアッセンブリA1の一対の第1線130aの突出部Paの一部に導電部材200が取り付けられなかった場合(以下、実験例1)と、導電部材200が取り付けられた場合(以下、実験例2)とに分けて、当該一対の第1線130aのインピーダンスの計測を行った。この計測では、立ち上がり速度(Rise Time)200psの差動ステップパルス信号を一対の第1線130aに流した。
実験例1の計測結果は、図3Aに示される通りとなった。実験例1では、突出部Paの一部(中間部)のインピーダンスが破線で示されるように約110.8Ωとなった。一方、実験例2の計測結果は、図3Bに示される通りとなった。実験例2では、突出部Paの一部(中間部)のインピーダンスが破線で示されるように約104.0Ωとなった。このように実験例2(導電部材200あり)の一対の第1線130aの突出部Paのインピーダンスが、実験例1(導電部材200なし)の突出部Paのインピーダンスよりも低いことが分かる。
以上のようなケーブルアッセンブリA1及びその製造方法は、以下の技術的特徴及び効果を奏する。第1に、一対の第1線130aの突出部Paの一部に導電部材200が巻き付けられていることによって、各第1線130aの突出部Paのインピーダンスを低下させることができるので、第1線130aの突出部Paのインピーダンスと第1線130aのシールド導体120及び外側絶縁体110内に位置する部分のインピーダンスとの整合を各々図ることが可能になる。
第2に、ケーブルアッセンブリA1の製造が容易になる。その理由は以下の通りである。1)導電部材200を一対の第1線130aの突出部Paの一部に巻き付けるだけであるので、導電部材200の一対の第1線130aの突出部Paに対する取り付けが容易になる。仮に、一対の第1線130aの突出部Paが離れていたとしても、当該突出部Paを互いに近づくように寄せつつ、導電部材200を突出部Paの一部に巻き付けることができる。2)第1線130aの端子400aに対する接続及び第2線130bの端子400bに対する接続の後に、導電部材200を一対の第1線130aの突出部Paの一部に巻き付けることができる。すなわち、第1線130aの突出部Paが導電部材200に束ねられる前に、突出部Paの突出した芯線132aを端子400aに接続することができるので、この接続作業が容易になる。3)一対の第1線130aの突出部Paが導電部材200によって束ねられているので、ケーブルアッセンブリA1を製造するときに、束ねられた後の一対の第1線130aの突出部Paの取り扱いが容易になる。4)第1線130aの突出部Pa、第2線130bの突出部Pb、導電部材200、第1接続部分、及び第2接続部分は、シールドケース500内に収容されるだけである。5)導電部材200を電気的に浮遊させる場合には、導電部材200の電気接続工程を省略することができる。
第3に、ケーブルアッセンブリA1のEMC(Electro-Magnetic Compatibility )特性が向上する。第1線130aの突出部Pa、第2線130bの突出部Pb、導電部材200、第1接続部分、及び第2接続部分は、シールドケース500内に収容されているからである。
以下、本発明の実施例2に係るケーブルアッセンブリA2について図4~図5Bを参照しつつ詳しく説明する。ケーブルアッセンブリA2は、以下の相違点でケーブルアッセンブリA1と相違する以外、ケーブルアッセンブリA1と同じ構成である。相違点は、導電部材200’の構成が導電部材200の構成と相違していることである。以下、その相違点についてのみ詳しく説明し、ケーブルアッセンブリA2の説明のうち、ケーブルアッセンブリA1と重複する説明は省略する。なお、図4にも、アッセンブリA1と同様に、Y-Y’方向及びX-X’方向が示されている。図4では、ケーブル100は一部のみが図示され、シールドケース500が破線で示されている。
導電部材200’は、導電板(例えば、金属板、又は金属板で作成されたプレス成形品)又は導電テープ(例えば、銅箔テープ等)である。導電部材200’のY-Y’方向の寸法は、第1線130aの突出部PaのY-Y’方向よりも小さい。フラットな状態(巻き付け前の状態)の導電部材200’のX-X’方向の寸法は、一対の第1線130aの突出部Paの周りを覆うことができる程度の寸法である。更に、導電部材200’のY-Y’方向の寸法、X-X’方向の寸法及び厚み寸法は、各第1線130aの突出部Paのインピーダンスと各第1線130aのシールド導体120及び外側絶縁体110内に位置する部分のインピーダンスとの整合を図ることができる寸法に設定されていることが好ましい。
導電部材200’は、図4に最も良く示されているように、一対の第1線130aの突出部Paの先端部以外の部分(突出部PaのY-Y’方向の一部を含む。)のX-X’方向の距離が一対の端子400a間のX-X’方向の距離よりも小さくなるように、一対の第1線130aの突出部PaのY-Y’方向の一部(例えば、突出部PaのY-Y’方向の中間部)に巻き付けられ、突出部Paの当該一部の周囲を覆っている。突出部Paの先端部は、突出部Paの導電部材200’が巻き付けられた一部よりもY方向側の部分である。一対の第1線130aの突出部Paの先端部以外の部分は互いに接触していても良いし、両者間に間隙を有していても良い。この一例が図5A及び図5Bに示されている。図5Aに示される一態様の導電部材200’は、第1端部210’と第2端部220’とが互いに間隙を有して対向するように、一対の第1線130aの突出部PaのY-Y’方向の一部に巻き付けられている。図5Bに示される別の一態様の導電部材200’は、第1端部210’が内側から導電部材200’に接触し、第2端部220’が外側から導電部材200’に接触するように、一対の第1線130aの突出部PaのY-Y’方向の一部に巻き付けられている。更に、上記2つの態様のいずれでも、導電部材200’が一対の第1線130aの突出部Paの一部に固定されている。この導電部材200’の固定は、導電部材200’の巻き付け、導電部材200’をカシメること、接着剤及び/又は粘着剤によって行われている。なお、導電部材200’は、第2線130bの突出部Pbに巻き付けられていない。
導電部材200’が電気的に浮遊する構成、又はシールド導体120及び/又はシールドケース500に電気的に接続される構成は、実施例1に記載の通りである。
上記した構成のケーブルアッセンブリA2の製造方法は、導電部材200’の巻き付け工程が実施例1の導電部材200の巻き付け工程と相違している以外、ケーブルアッセンブリA1の製造方法と略同じである。以下、導電部材200’の巻き付け工程についてのみ詳しく説明する。
第1線130aの端子400aに対する接続工程及び第2線130bの端子400bに対する接続工程よりも前又は後に、導電部材200’の巻き付け工程を行う。具体的には次の通りである。導電板である導電部材200’を、第1端部210’と第2端部220’とが互いに間隙を有して対向するように折り曲げ又は湾曲させ、一対の第1線130aの突出部PaのY-Y’方向の一部のみに巻き付ける。この巻き付けが、一対の第1線130aの突出部Paの先端部以外の部分のX-X’方向の距離を一対の端子400a間のX-X’方向の距離よりも小さくさせる。導電テープである導電部材200’を、第1端部210’と第2端部220’とが互いに接触するように、一対の第1線130aの突出部PaのY-Y’方向の一部のみに巻き付ける。この巻き付けが、第1端部210’が内側から導電部材200’に接触し、第2端部220’が導電部材200’に外側から接触するように第1端部210’と第2端部220’とを重畳させ、且つ一対の第1線130aの突出部Paの先端部以外の部分のX-X’方向の距離を一対の端子400a間のX-X’方向の距離よりも小さくさせる。更に、上記巻き付けによって、導電部材200’が突出部PaのY-Y’方向の一部のみに固定される。この固定は、巻き付けに代えて、以下の手法によって行われていても良い。1)巻き付け後又は巻き付け時に、第1、第2端部210’、220’が内側に向くように導電部材200’をかしめることによって、導電部材200’が突出部PaのY-Y’方向の一部のみに固定される。2)巻き付けられた導電部材200’及び突出部PaのY-Y’方向の一部に接着剤や粘着材を塗布することによって、導電部材200が突出部PaのY-Y’方向の一部のみに固定される。
上記したケーブルアッセンブリA2及びその製造方法は、ケーブルアッセンブリA1及びその製造方法と同様の技術的特徴及び効果を奏する。このケーブルアッセンブリA2及びその製造方法は、次の技術的特徴及び効果を更に奏する。導電部材200’の巻き付けによって、一対の第1線130aの突出部Paの先端部以外の部分のX-X’方向の距離が一対の端子400a間のX-X’方向の距離よりも小さくなるため、各第1線130aの突出部Paのインピーダンスを更に低下させることができる。よって、第1線130aの突出部Paのインピーダンスと第1線130aのシールド導体120及び外側絶縁体110内に位置する部分のインピーダンスとの整合を各々更に図ることが可能になる。また、仮に、導電部材200’が一対の第1線130aの突出部Paだけでなく、一対の第2線130bの突出部Pbにも巻き付けられている場合、一対の第1線130aの突出部Paの先端部以外の部分のX-X’方向の距離が一対の端子400a間のX-X’方向の距離よりも小さくし難い。しかし、ケーブルアッセンブリA2は、導電部材200’が一対の第1線130aの突出部Paの一部にのみ巻き付けられているので、一対の第1線130aの突出部Paの先端部以外の部分のX-X’方向の距離が一対の端子400a間のX-X’方向の距離よりも小さくし易い。
以下、本発明の実施例3に係るケーブルアッセンブリA3について図6A~図7を参照しつつ詳しく説明する。ケーブルアッセンブリA3は、以下の相違点でケーブルアッセンブリA1と相違する以外、ケーブルアッセンブリA1と同じ構成である。第1相違点は、ボディ300’の構成が実施例2のボディ300の構成と相違していることである。第2相違点は、端子400b及び第2線130bの配置が、実施例2の端子400b及び第2線130bの配置と相違することである。第3相違点は、導電部材200が導電部材200’に置換されていることである。第4相違点は、シールドケース500’の形状が実施例1のシールドケース500の形状と相違していることである。以下、これらの相違点についてのみ詳しく説明し、ケーブルアッセンブリA3の説明のうち、ケーブルアッセンブリA1と重複する説明は省略する。なお、図6Aにも、アッセンブリA1と同様に、Y-Y’方向及びX-X’方向が示されている。図6Bにも、アッセンブリA1と同様にY-Y’方向及びZ-Z’方向が示されている。
ボディ300’は、図6A及び図6Bに示されるように、絶縁樹脂製のブロックである。ボディ300’のX-X’方向の寸法は、ボディ300のX-X’方向の寸法よりも小さい。ボディ300’のZ-Z’方向の寸法は、ボディ300のZ-Z’方向の寸法よりも大きい。すなわち、ボディ300’は、Y-Y’方向に長尺状となっている。ボディ300’は、端子400aをX-X’方向に間隔をあけて保持している。ボディ300’は、端子400bを端子400aよりもZ’方向側(第3方向の一方側)でX-X’方向に間隔をあけて保持している。端子400a及び端子400bは、ボディ300’にインサート成形されていても良いし、ボディ300’の穴や溝に圧入保持されていても良い。
ケーブル100の一対の第2線130bの突出部Pbの芯線132bの上記端部が、端子400bに半田等で各々接続されている。このため、図6B及び図7に示されるように、第2線130bの突出部Pbは、第1線130aの突出部PaよりもZ’方向側(第3方向の一方側)に配置されている。なお、図6A及び図6Bでは、ケーブル100は一部のみが図示されている。
導電部材200’は実施例2に記載した通りである。シールドケース500’は、金属製の角筒である以外、実施例1のシールドケース500と同じ構成である。なお、図6A及び図6Bでは、説明の便宜上、シールドケース500’が破線で示されている。
上記した構成のケーブルアッセンブリA3の製造方法は、一対の第2線130bの接続工程が実施例1の一対の第2線130bの接続工程と相違し、且つ導電部材200’の巻き付け工程が実施例1の導電部材200の巻き付け工程と相違している以外、ケーブルアッセンブリA1の製造方法と略同じである。以下、一対の第2線130bの接続工程及び導電部材200’の巻き付け工程についてのみ詳しく説明する。
第2線130bの端子400bに対する接続工程において、ケーブル100の一対の第2線130bの突出部Pbの突出した芯線132bを、端子400bに半田等で各々接続する。これにより、第2線130bの突出部Pbが、第1線130aの突出部PaよりもZ’方向側に配置される。
第1線130aの端子400aに対する接続工程及び第2線130bの端子400bに対する接続工程よりも前又は後に、実施例2と同様に、導電部材200’の巻き付け工程(固定工程も含む。)を行う。この巻き付け工程において、第2線130bの突出部Pbが、第1線130aの突出部PaよりもZ’方向側に位置しているため、導電部材200’の巻き付けの邪魔になり難い。
上記したケーブルアッセンブリA3及びその製造方法は、ケーブルアッセンブリA2及びその製造方法と同様の技術的特徴及び効果を奏する。
なお、上記したケーブルアッセンブリ及びその製造方法は、上記実施例に限定されるものではなく、特許請求の範囲の記載範囲において任意に設計変更することが可能である。以下、詳しく述べる。
本発明の第1接続部は、導電性を有しており且つ上記実施例又は後記する設計変形例の第1線の芯線に接続可能である限り任意に設計変更することが可能である。本発明の第2接続部、導電性を有しており且つ上記実施例又は後記する設計変形例の第2線の芯線に接続可能である限り任意に設計変更することが可能である。
例えば、図8に示されるケーブルアッセンブリA1’のように、ボディ300、端子400a及び端子400bに代えて、基板600を備えた構成とすることが可能である。ケーブルアッセンブリA1’は、ボディ300、端子400a及び端子400bが基板600に置換された以外は、ケーブルアッセンブリA1と同じ構成である。基板600のZ方側の面上には、電極が、610b、610a、610a、610bの順でX-X’方向に間隔をあけて設けられている。電極610aに第1線130aの突出部Paの突出した芯線132aが各々接続されている。電極610bに第2線130bの突出部Pbの突出した芯線132bが各々接続されている。電極610aが上記第1接続部に相当し、電極610bが上記第2接続部に相当する。ケーブルアッセンブリA2も、ボディ300、端子400a及び端子400bに代えて、基板600を備えた構成とすることが可能である。図8に示される620aは、基板600のZ方側の面上に設けられ、上記接続対象の信号伝送用の端子に接触可能な電極であり、620bは基板600のZ方側の面上に設けられ、上記接続対象の別の端子に接触可能な電極である。電極610aと電極620aとは各々基板600の図示しない導電ラインによって接続されている。電極610bと電極620bとは各々基板600の図示しない導電ラインによって接続されている。
また、図9に示されるケーブルアッセンブリA3’のように、ボディ300’、端子400a及び端子400bに代えて、基板600’を備えた構成とすることが可能である。ケーブルアッセンブリA3’は、ボディ300’、端子400a及び端子400bが基板600’に置換された以外は、ケーブルアッセンブリA3と同じ構成である。基板600’のZ方側の面上には、電極610a’がX-X’方向に間隔をあけて設けられている。基板600’のZ’方側の面上には、電極610b’がX-X’方向に間隔をあけて設けられている。電極610a’に第1線130aの突出部Paの突出した芯線132aが各々接続されている。電極610b’に第2線130bの突出部Pbの突出した芯線132bが各々接続されている。電極610a’が上記第1接続部に相当し、電極610b’が上記第2接続部に相当する。図9に示される620a’は、基板600のZ方側の面上に設けられ、上記接続対象の信号伝送用の端子に接触可能な電極であり、620b’は基板600のZ’方側の面上に設けられ、上記接続対象の別の端子に接触可能な電極である。電極610a’と電極620a’とは各々基板600’の図示しない導電ラインによって接続されている。電極610b’と電極620b’とは各々基板600’の図示しない導電ラインによって接続されている。
上記した何れかの態様の端子の接点部は、ボディから突出するのではなく、ボディの溝や穴内に収容された構成とすることが可能である。この場合、相手方コネクタの端子が前記ボディの溝や穴内に挿入され、当該端子の接点部に接触する。なお、上記した何れかの態様の第1接続部は少なくとも一つである。上記した何れかの態様の第2接続部も少なくとも一つである。なお、上記した何れかの態様の第2接続部は省略可能である。
本発明のケーブルの第1線は、ケーブルの外側絶縁体及びシールド導体内に配置された信号線であって、外側絶縁体及びシールド導体から略第1方向に突出した突出部を有しており、突出部の芯線が上記した何れかの態様の第1接続部に接続されている限り任意に設定することが可能である。第1方向は、ケーブルの長手方向である。本発明の第1線は、少なくとも一本である。本発明のケーブルの第1線は、差動信号以外の信号を伝送可能な構成とすることが可能である。
本発明のケーブルの第2線は、ケーブルの外側絶縁体及びシールド導体内に配置された信号線以外の線であって、外側絶縁体及びシールド導体から第1方向に突出した突出部を有しており、突出部の芯線は、上記した何れかの態様の第2接続部に接続されている限り任意に設定することが可能である。本発明の第2線は少なくとも一本である。本発明のケーブルの第2線は、省略可能である。例えば、図10に示されるケーブルアッセンブリA1’’のように、第2線及びこれに接続される端子を省略することができる。この省略以外は、ケーブルアッセンブリA1’’はケーブルアッセンブリA1と同じ構成である。ケーブルアッセンブリA2及びA3も、第2線及びこれに接続される端子を省略することができる。また、図11に示されるケーブルアッセンブリA1’’’でも、第2線及びこれに接続される電極を省略されている。ボディ300、端子400a及び端子400bの代りに基板600を備えたケーブルアッセンブリA2、及びケーブルアッセンブリA3’も、第2線及びこれに接続される電極を省略することができる。
本発明の導電部材は、上記した何れかの態様の第1線の突出部の第1方向の少なくとも一部に巻き付けられた導電板又は導電テープである限り任意に設計変更することが可能である。例えば、導電部材は、第1線の突出部の内側絶縁体の第1方向の全領域を覆う構成とすることが可能である。導電部材は、一対の第1線の突出部の一部間の第2方向の距離が一対の第1接続部間の第2方向の距離よりも小さくなるように、一対の第1線の突出部の少なくとも一部に巻き付けられた構成とすることが可能である。第2方向は、第1方向に交差する方向である。上記した何れかの態様の導電テープ又は導電板は、当該導電テープ又は導電板の第1端部と第2端部とが互いに間隙を有して対向するように、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に巻き付けられた構成とすることが可能である。上記した何れかの態様の導電板又は導電テープは、当該導電板又は導電テープの第1端部及び第2端部のうちの一方が当該導電板又は導電テープに接触するように、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に巻き付けられた構成とすることが可能である。例えば、上記した何れかの態様の導電板又は導電テープは、当該導電板又は導電テープの第1端部の先端と第2端部の先端が接触するように、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に巻き付けられた構成とすることが可能である。上記した何れかの態様の導電板又は導電テープは、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に複数周巻き付けられ、当該導電板又は導電テープの第1端部が内側から当該導電板又は導電テープに接触し、当該導電板又は導電テープの前記第1端部の反対側の第2端部が外側から当該導電板又は導電テープに接触する構成とすることが可能である。上記した何れかの態様の導電部材は、上記した何れかの態様の第1線の突出部及び第2線の突出部の第1方向の少なくとも一部に巻き付けられた構成とすることが可能である。上記した何れかの態様の導電部材は、上記実施例と同様に、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に固定されていても良い。上記した何れかの態様の導電部材のカシメは、当該導電部材の少なくとも一部を内側に変形させ、上記した何れかの態様の第1線の突出部の少なくとも第1方向の一部に固定されるようにしても良い。
本発明のシールドケースは、少なくとも上記した第1線の突出部、導電部材、及び第1線の突出部の芯線と第1接続部との接続部分を覆うものである限り任意に設計変更することが可能である。例えば、本発明のシールドケースは、上記した第1線の突出部、導電部材、及び第1線の突出部の芯線と第1接続部との接続部分に加えて、上記したボディ又は上記した基板の少なくとも一部を覆う構成とすることが可能である。上記した何れかの態様のシールドケースは、絶縁樹脂製の筒の内面に金属膜等が蒸着された構成とすることが可能である。上記した何れかの態様のシールドケースは、上記第1方向及び第2方向に交差する第3方向の何れか一方側から少なくとも上記した第1線の突出部、導電部材、及び第1線の突出部の芯線と第1接続部との接続部分を覆う略半筒とすることも可能である。なお、本発明のシールドケースは、省略可能である。
上記した何れかの態様の上記した第1線の突出部、導電部材、及び第1線の突出部の芯線と第1接続部との接続部分が、モールド樹脂にインサート成形された構成とすることも可能である。このモールド樹脂は、上記ボディ又は上記基板を保持する構成とすることができる。この場合、シールドケースは、省略可能である。本発明のシールドケースは、モールド樹脂を覆うことで、少なくとも上記した第1線の突出部、導電部材、及び第1線の突出部の芯線と第1接続部との接続部分を覆う構成とすることも可能である。
本発明のケーブルアッセンブリの製造方法は、上記ケーブルの外側絶縁体の端部及び前記外側絶縁体内に配置されたシールド導体の端部をカットし、前記シールド導体及び前記外側絶縁体から少なくとも一本の第1線の端部を当該ケーブルの長手方向である第1方向に突出させ、前記第1線の前記端部の前記少なくとも一部に上記導電板又は上記導電テープを巻き付け、且つ、前記導電板又は前記導電テープの巻き付け後又は前に、前記第1線の前記端部の芯線を上記端子又は上記基板の電極に接続することを含む限り任意に設計変更することが可能である。
上記の通り、ボディ及び端子が基板に置換される場合、第1線の突出部の芯線を基板の電極(例えば、上記電極610a、610a’)に接続し、第2線の突出部の芯線を、基板の別の電極(例えば、上記電極610b、610b’)に接続すると良い。
上記した何れかの態様の導電部材の巻き付け工程は、上記第1線及び第2線の少なくとも一部に巻き付けることを含んでいても良い。
なお、上記実施例及び設計変形例におけるケーブルアッセンブリの各構成要素を構成する素材、形状、寸法、数及び配置等はその一例を説明したものであって、同様の機能を実現し得る限り任意に設計変更することが可能である。上記した実施例及び設計変更例は、互いに矛盾しない限り、相互に組み合わせることが可能である。本発明の第1方向は、ケーブルの長手方向である限り任意に設定することが可能である。本発明の第2方向は、第1方向に交差する方向である限り任意に設定することが可能である。本発明の第3方向は、第1方向及び第2方向に交差し、両方向と同一平面に位置しない方向である限り任意に設定することが可能である。
A1:ケーブルアッセンブリ
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200:導電部材
210:第1端部
220:第2端部
300:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500:シールドケース
A2:ケーブルアッセンブリ
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200’:導電部材
210’:第1端部
220’:第2端部
300:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500:シールドケース
A3:ケーブルアッセンブリ
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200’:導電部材
210’:第1端部
220’:第2端部
300’:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500’:シールドケース
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200:導電部材
210:第1端部
220:第2端部
300:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500:シールドケース
A2:ケーブルアッセンブリ
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200’:導電部材
210’:第1端部
220’:第2端部
300:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500:シールドケース
A3:ケーブルアッセンブリ
100:ケーブル
110:外側絶縁体
120:シールド導体
130a:第1線
131a:内側絶縁体
132a:芯線
Pa:突出部
130b:第2線
131b:内側絶縁体
132b:芯線
Pb:突出部
200’:導電部材
210’:第1端部
220’:第2端部
300’:ボディ
400a:端子(第1接続部)
410a:接点部
420a:テール部
400b:端子(第2接続部)
410b:接点部
420b:テール部
500’:シールドケース
Claims (23)
- 導電性を有する第1接続部と、
ケーブルと、
導電部材とを備えており、
前記ケーブルは、外側絶縁体と、
前記外側絶縁体内に配置されたシールド導体と、
前記シールド導体内に配置される信号線である少なくとも一つの第1線とを有しており、
前記第1線は、前記シールド導体及び前記外側絶縁体から略第1方向に突出した突出部を有しており、前記突出部の芯線が前記第1接続部に接続されており、前記第1方向は前記ケーブルの長手方向であり、
前記導電部材は、前記突出部の前記第1方向の少なくとも一部に巻き付けられた導電板又は導電テープであるケーブルアッセンブリ。 - 請求項1記載のケーブルアッセンブリにおいて、
前記第1接続部が一対であり、
前記ケーブルの前記第1線が一対であり、
前記導電部材が、前記一対の第1線の前記突出部の前記少なくとも一部に巻き付けられているケーブルアッセンブリ。 - 請求項2記載のケーブルアッセンブリにおいて、
前記一対の第1接続部は、前記第1方向に交差する第2方向に間隔をあけて配置されており、
前記一対の第1線は、差動信号を伝送可能な構成であり、
前記導電部材は、前記一対の第1線の前記突出部の前記一部間の前記第2方向の距離が前記一対の第1接続部間の前記第2方向の距離よりも小さくなるように、前記一対の第1線の前記突出部の前記少なくとも一部に巻き付けられているケーブルアッセンブリ。 - 請求項1~3の何れか一つに記載のケーブルアッセンブリにおいて、
前記導電部材は、第1端部と、
前記第1端部の反対側の第2端部とを有しており、
前記導電部材は、少なくとも前記第1端部及び前記第2端部のうちの一方が当該導電部材に接触するように前記突出部の前記少なくとも一部に巻き付けられているケーブルアッセンブリ。 - 請求項1~3の何れか一つに記載のケーブルアッセンブリにおいて、
前記導電部材は、第1端部と、
前記第1端部の反対側の第2端部とを有しており、
前記導電部材は、前記第1端部と前記第2端部とが互いに間隙を有して対向するように前記突出部の前記少なくとも一部に巻き付けられているケーブルアッセンブリ。 - 請求項1~5の何れか一つに記載のケーブルアッセンブリにおいて、
前記導電部材は、電気的に浮遊しているケーブルアッセンブリ。 - 請求項1~5の何れか一つに記載のケーブルアッセンブリにおいて、
前記導電部材は、前記ケーブルの前記シールド導体に電気的に接続されているケーブルアッセンブリ。 - 請求項1~7の何れか一つに記載のケーブルアッセンブリにおいて、
少なくとも前記第1線の前記突出部、前記導電部材、及び前記突出部の前記芯線と前記第1接続部との接続部分を覆うシールドケースを更に備えているケーブルアッセンブリ。 - 請求項1~5の何れか一つに記載のケーブルアッセンブリにおいて、
少なくとも前記第1線の前記突出部、前記導電部材、及び前記突出部の前記芯線と前記第1接続部との接続部分を覆うシールドケースを更に備えており、
前記導電部材が前記シールドケースに電気的に接続されているケーブルアッセンブリ。 - 請求項2~3の何れか一つ記載のケーブルアッセンブリにおいて、
導電性を有する第2接続部を更に備えており、
前記ケーブルは、前記シールド導体内に配置される信号線以外の第2線を更に有しており、
前記第2線は、前記シールド導体及び前記外側絶縁体から前記第1方向に突出した突出部を有しており、前記第2線の前記突出部の芯線は、前記第2接続部に接続されており、
前記導電部材は、前記一対の第1線の前記突出部の前記少なくとも一部のみに巻き付けられているケーブルアッセンブリ。 - 請求項2記載のケーブルアッセンブリにおいて、
前記一対の第1接続部は、前記第1方向に交差する第2方向に間隔をあけて配置されており、
前記ケーブルアッセンブリは、前記第1接続部よりも前記第1方向及び前記第2方向に交差する第3方向の一方側に配置された導電性を有する第2接続部を更に備えており、
前記ケーブルは、前記シールド導体内に配置される信号線以外の第2線を更に有しており、
前記第2線は、前記シールド導体及び前記外側絶縁体から前記第1方向に突出した突出部を有しており、前記第2線の前記突出部の芯線は、前記第2接続部に接続され、前記第2線の前記突出部が、前記第1線の前記突出部よりも前記第3方向の一方側に配置されており、
前記導電部材は、前記一対の第1線の前記突出部の前記少なくとも一部のみに巻き付けられているケーブルアッセンブリ。 - 請求項10~11の何れか一つに記載のケーブルアッセンブリにおいて、
前記第1接続部及び前記第2接続部を保持する絶縁性のボディを更に備えており、
前記第1接続部及び前記第2接続部は端子であるケーブルアッセンブリ。 - 請求項10~11の何れか一つに記載のケーブルアッセンブリにおいて、
基板を更に備えており、
前記第1接続部及び前記第2接続部は、前記基板上に設けられた電極であるケーブルアッセンブリ。 - ケーブルの外側絶縁体の端部及び前記外側絶縁体内に配置されたシールド導体の端部をカットし、前記シールド導体及び前記外側絶縁体から信号線である第1線の端部を当該ケーブルの長手方向である第1方向に突出させ、
前記第1線の前記端部の芯線を端子又は基板の電極に接続し、且つ
前記第1線の前記芯線の接続後に、前記第1線の前記端部の前記第1方向の少なくとも一部に導電板又は導電テープを巻き付けることを含むケーブルアッセンブリの製造方法。 - ケーブルの外側絶縁体の端部及び前記外側絶縁体内に配置されたシールド導体の端部をカットし、前記シールド導体及び前記外側絶縁体から信号線である第1線の端部を当該ケーブルの長手方向である第1方向に突出させ、
前記第1線の前記端部の前記第1方向の少なくとも一部に導電板又は導電テープを巻き付け、且つ
前記導電板又は前記導電テープの巻き付け後に、前記第1線の前記端部の芯線を端子又は基板の電極に接続することを含むケーブルアッセンブリの製造方法。 - 請求項14~15の何れか一つに記載のケーブルアッセンブリの製造方法において、
前記第1線は一対であり、
前記端子又は前記基板の前記電極は一対であり、
前記第1線の前記芯線の接続は、前記一対の第1線の前記端部の前記芯線を前記一対の端子又は前記基板の前記一対の電極に各々接続することを含み、
前記導電板又は前記導電テープの巻き付けは、前記導電板又は前記導電テープを前記一対の第1線の前記端部の前記少なくとも一部に巻き付けることを含むケーブルアッセンブリの製造方法。 - 請求項16記載のケーブルアッセンブリの製造方法において、
前記一対の端子又は前記基板の前記一対の電極は、前記第1方向に交差する第2方向に間隔をあけて配置されており、
前記導電板又は前記導電テープの巻き付けは、前記一対の第1線の前記端部の前記一部間の前記第2方向の距離が前記一対の端子間又は前記一対の電極間の前記第2方向の距離よりも小さくなるように、前記導電板又は前記導電テープを前記一対の第1線の前記端部の前記少なくとも一部に巻き付けることを含むケーブルアッセンブリの製造方法。 - 請求項14~17の何れか一つに記載のケーブルアッセンブリの製造方法において、
前記導電板又は前記導電テープは、第1端部と、前記第1端部の反対側の第2端部とを有しており、
前記導電板又は前記導電テープの巻き付けは、少なくとも前記第1端部及び前記第2端部のうちの一方が当該導電板又は前記導電テープに接触するように、当該導電板又は前記導電テープを前記第1線の前記端部の前記少なくとも一部に巻き付けることを含むケーブルアッセンブリの製造方法。 - 請求項14~17の何れか一つに記載のケーブルアッセンブリの製造方法において、
前記導電板又は前記導電テープは、第1端部と、前記第1端部の反対側の第2端部とを有しており、
前記導電板又は前記導電テープの巻き付けは、前記第1端部と前記第2端部とが互いに間隙を有して対向するように、当該導電板又は前記導電テープを前記第1線の前記端部の前記少なくとも一部に巻き付けることを含むケーブルアッセンブリの製造方法。 - 請求項14~19の何れか一つに記載のケーブルアッセンブリの製造方法において、
前記導電板又は前記導電テープを、前記ケーブルの前記シールド導体に電気的に接続させることを更に含むケーブルアッセンブリの製造方法。 - 請求項14~20の何れか一つに記載のケーブルアッセンブリの製造方法において、
シールドケースで、少なくとも前記第1線の前記端部、前記導電板又は前記導電テープ、及び接続部分を覆うことを更に含み、
前記接続部分は、前記第1線の前記端部の前記芯線と前記端子又は前記基板の前記電極との接続部分であるケーブルアッセンブリの製造方法。 - 請求項14~19の何れか一つに記載のケーブルアッセンブリの製造方法において、
シールドケースで、少なくとも前記第1線の前記端部、前記導電板又は前記導電テープ、及び接続部分を覆い、前記接続部分は、前記第1線の前記端部の前記芯線と前記端子又は前記基板の前記電極との接続部分であり、
且つ、前記シールドケースを前記導電板又は前記導電テープに電気的に接続させることを更に含むケーブルアッセンブリの製造方法。 - 請求項14~22の何れか一つに記載のケーブルアッセンブリの製造方法において、
前記ケーブルは、前記シールド導体内に配置される信号線以外の第2線を更に有しており、
前記ケーブルの前記外側絶縁体及び前記シールド導体の前記カットは、前記シールド導体及び前記外側絶縁体から前記第1線の前記端部及び前記第2線の端部を当該ケーブルの前記第1方向に突出させることを含み、
前記第1線の前記芯線の接続は、前記第2線の前記端部の芯線を、別の端子又は前記基板の別の電極に接続することを含み、
前記導電板又は前記導電テープの巻き付けは、前記導電板又は前記導電テープを前記第1線の前記端部の前記少なくとも一部のみに巻き付けることを含むケーブルアッセンブリの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580067040.0A CN107046814B (zh) | 2014-12-09 | 2015-11-11 | 电缆组件和电缆组件制造方法 |
| US15/529,761 US10188020B2 (en) | 2014-12-09 | 2015-11-11 | Cable assembly and cable assembly manufacturing method |
| MX2017006059A MX2017006059A (es) | 2014-12-09 | 2015-11-11 | Conjunto de cables y metodo para la fabricacion de conjuntos de cables. |
| EP15868092.6A EP3232447B1 (en) | 2014-12-09 | 2015-11-11 | Cable assembly and cable assembly manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-249252 | 2014-12-09 | ||
| JP2014249252A JP6348829B2 (ja) | 2014-12-09 | 2014-12-09 | ケーブルアッセンブリ及びケーブルアッセンブリの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016093012A1 true WO2016093012A1 (ja) | 2016-06-16 |
Family
ID=56107206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/081744 WO2016093012A1 (ja) | 2014-12-09 | 2015-11-11 | ケーブルアッセンブリ及びケーブルアッセンブリの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10188020B2 (ja) |
| EP (1) | EP3232447B1 (ja) |
| JP (1) | JP6348829B2 (ja) |
| CN (1) | CN107046814B (ja) |
| MX (1) | MX2017006059A (ja) |
| WO (1) | WO2016093012A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3074616B1 (fr) * | 2017-12-06 | 2019-11-01 | Raydiall | Piece d'adaptation d'impedance electrique pour connecteur monte sur cable a fils electriques isoles |
| DE102018104253B4 (de) * | 2018-02-26 | 2019-12-05 | Rosenberger Hochfrequenztechnik Gmbh & Co. Kg | Steckverbinderanordnung |
| JP6866887B2 (ja) * | 2018-12-28 | 2021-04-28 | 株式会社オートネットワーク技術研究所 | 端子付き電線、端子モジュールおよびコネクタ |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002135938A (ja) * | 2000-10-27 | 2002-05-10 | Tyco Electronics Amp Kk | 電気ケーブル端部構造および電気ケーブル端部処理方法 |
| JP2004071404A (ja) * | 2002-08-07 | 2004-03-04 | Auto Network Gijutsu Kenkyusho:Kk | ツイストペア電線の端末部分のインピーダンス調整方法及びその端末処理構造 |
| JP2005294174A (ja) * | 2004-04-02 | 2005-10-20 | Toshiba Corp | ケーブル固定処理装置 |
| JP2013069509A (ja) * | 2011-09-21 | 2013-04-18 | Auto Network Gijutsu Kenkyusho:Kk | ハーネス |
| JP2014045016A (ja) * | 2012-08-24 | 2014-03-13 | Panasonic Corp | 通信ケーブル |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11345905A (ja) * | 1998-06-02 | 1999-12-14 | Mitsubishi Electric Corp | 半導体装置 |
| JP2005038617A (ja) | 2003-07-15 | 2005-02-10 | Totoku Electric Co Ltd | 高速ディファレンシャル信号伝送用コネクタ付きケーブルハーネスの接続構造 |
| US6790051B1 (en) * | 2003-12-20 | 2004-09-14 | Lear Corporation | Connector for printed circuit board |
| DE112008001298T5 (de) * | 2007-05-29 | 2010-04-29 | Autonetworks Technologies, Ltd., Yokkaichi-shi | Abgeschirmter Verbinder |
| JP5066243B2 (ja) * | 2010-06-08 | 2012-11-07 | ヒロセ電機株式会社 | 電気コネクタ、およびツイストペアケーブルと電気コネクタとの接続方法 |
| US9490588B2 (en) | 2011-07-07 | 2016-11-08 | Molex, Llc | High performance cable with faraday ground sleeve |
| KR101514565B1 (ko) * | 2013-11-14 | 2015-04-22 | 삼성전기주식회사 | 적층 세라믹 전자 부품 및 적층 세라믹 전자 부품의 실장 기판 |
| KR101701022B1 (ko) * | 2015-01-20 | 2017-01-31 | 삼성전기주식회사 | 적층 세라믹 전자부품, 그 제조방법 및 전자부품이 실장된 회로기판 |
| JP6405327B2 (ja) * | 2016-02-26 | 2018-10-17 | 太陽誘電株式会社 | 積層セラミックコンデンサ |
-
2014
- 2014-12-09 JP JP2014249252A patent/JP6348829B2/ja active Active
-
2015
- 2015-11-11 CN CN201580067040.0A patent/CN107046814B/zh active Active
- 2015-11-11 EP EP15868092.6A patent/EP3232447B1/en active Active
- 2015-11-11 WO PCT/JP2015/081744 patent/WO2016093012A1/ja active Application Filing
- 2015-11-11 US US15/529,761 patent/US10188020B2/en active Active
- 2015-11-11 MX MX2017006059A patent/MX2017006059A/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002135938A (ja) * | 2000-10-27 | 2002-05-10 | Tyco Electronics Amp Kk | 電気ケーブル端部構造および電気ケーブル端部処理方法 |
| JP2004071404A (ja) * | 2002-08-07 | 2004-03-04 | Auto Network Gijutsu Kenkyusho:Kk | ツイストペア電線の端末部分のインピーダンス調整方法及びその端末処理構造 |
| JP2005294174A (ja) * | 2004-04-02 | 2005-10-20 | Toshiba Corp | ケーブル固定処理装置 |
| JP2013069509A (ja) * | 2011-09-21 | 2013-04-18 | Auto Network Gijutsu Kenkyusho:Kk | ハーネス |
| JP2014045016A (ja) * | 2012-08-24 | 2014-03-13 | Panasonic Corp | 通信ケーブル |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170332525A1 (en) | 2017-11-16 |
| JP2016110916A (ja) | 2016-06-20 |
| US10188020B2 (en) | 2019-01-22 |
| CN107046814B (zh) | 2019-08-13 |
| EP3232447A1 (en) | 2017-10-18 |
| MX2017006059A (es) | 2017-07-27 |
| EP3232447B1 (en) | 2020-09-16 |
| JP6348829B2 (ja) | 2018-06-27 |
| EP3232447A4 (en) | 2017-12-13 |
| CN107046814A (zh) | 2017-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI463752B (zh) | Coaxial connector device | |
| CN107887714B (zh) | 电缆连接用结构和电缆用连接器 | |
| KR101974328B1 (ko) | 동축 케이블 커넥터 및 동축 케이블 접속 방법 | |
| US9325082B2 (en) | Crimped terminal for coaxial cable | |
| US8998641B2 (en) | Terminal structure of electrical cable, shielded connector and terminal treatment method of electrical cable | |
| US10804665B2 (en) | Terminal crimping method and terminal crimping structure | |
| US20140060882A1 (en) | Communication cable having at least one insulated conductor | |
| KR101958096B1 (ko) | 클램핑력을 인가하고 임피던스 불연속의 영향을 감소시키기 위한 두 세트의 클램핑 판을 구비하는 케이블 커넥터 | |
| WO2016093012A1 (ja) | ケーブルアッセンブリ及びケーブルアッセンブリの製造方法 | |
| JP2008123913A (ja) | 内導体端子及び同軸コネクタ | |
| US11764519B2 (en) | Wire including terminal provided with insulating barrel pieces | |
| US20220085535A1 (en) | Wire with terminal | |
| JP2016110916A5 (ja) | ||
| JP2005317298A (ja) | 同軸ケーブル用端子と、この同軸ケーブル用端子の取付構造及び取付方法 | |
| JP6331152B2 (ja) | マイクロ波ケーブルならびにかかるマイクロ波ケーブルの製造方法および使用方法 | |
| JP2021086677A (ja) | シールド電線の接続構造 | |
| WO2021029198A1 (ja) | コネクタおよびコネクタ装置 | |
| JP6673301B2 (ja) | 基板実装型同軸コネクタおよびその製造方法 | |
| JP5182923B2 (ja) | シールド電線付きコネクタ端子、並びにシールド電線付きコネクタ端子の製造方法 | |
| CN111490391A (zh) | 线缆连接器组件及其组装方法 | |
| US20240195132A1 (en) | Connector | |
| JP3693973B2 (ja) | L字プラグとその組み立て方法 | |
| JP4807796B2 (ja) | ケーブルコネクタ及びケーブル接続方法 | |
| WO2018037602A1 (ja) | ツイストペアケーブル用コネクタ | |
| CN107732481B (zh) | 线缆连接器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15868092 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/006059 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15529761 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015868092 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |