WO2015151825A1 - 圧縮成形金型、圧縮成形金型の製造方法、及び圧縮成形体の製造方法 - Google Patents
圧縮成形金型、圧縮成形金型の製造方法、及び圧縮成形体の製造方法 Download PDFInfo
- Publication number
- WO2015151825A1 WO2015151825A1 PCT/JP2015/058182 JP2015058182W WO2015151825A1 WO 2015151825 A1 WO2015151825 A1 WO 2015151825A1 JP 2015058182 W JP2015058182 W JP 2015058182W WO 2015151825 A1 WO2015151825 A1 WO 2015151825A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- compression
- fluoride
- nitride
- film
- organic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/006—Pressing and sintering powders, granules or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/022—Moulds for compacting material in powder, granular of pasta form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/04—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of carbon-silicon compounds, carbon or silicon
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/12—Deposition of organic active material using liquid deposition, e.g. spin coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
- B29C2043/3615—Forming elements, e.g. mandrels or rams or stampers or pistons or plungers or punching devices
- B29C2043/3628—Forming elements, e.g. mandrels or rams or stampers or pistons or plungers or punching devices moving inside a barrel or container like sleeve
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/10—OLEDs or polymer light-emitting diodes [PLED]
- H10K50/11—OLEDs or polymer light-emitting diodes [PLED] characterised by the electroluminescent [EL] layers
Definitions
- the present invention relates to a compression mold, a method for manufacturing a compression mold, and a method for manufacturing a compression molded body.
- An object of the present invention is to manufacture a compression mold and a compression mold that can prevent the material from partially peeling from the molded body or the powder from being scattered from the surface of the molded body after compression molding of the powder material. It is providing the method and the manufacturing method of a compression molding body.
- a compression molding die for forming a compression molded body by pressurizing and compressing an organic EL element material, wherein the compression molding is brought into contact with the organic EL element material during compression.
- a compression mold in which a nitride film containing nitride is laminated on the metal surface of the mold, and a fluoride film containing fluoride formed by an immersion method is laminated on the nitride film. Is done.
- a main body having a through-hole and an organic EL element material inserted from different through-hole inlets of the through-hole and filled in a molding chamber inside the main body are added.
- a first punch and a second punch each provided with a pressing surface for pressing, and a nitride film containing nitride and a fluoride film containing fluoride formed by dipping are stacked on the pressing surface
- a compression mold is provided.
- a method of manufacturing a compression mold for pressurizing and compressing an organic EL element material to form a compression molded body, wherein the organic EL element material is compressed during compression A step of forming a nitride film on a metal surface of a compression mold in contact with the surface, a step of immersing the surface on which the nitride film is formed in a fluoride-containing solution containing fluoride, and the fluoride-containing And a step of forming a fluoride film by drying the solution.
- a method for producing a compression-molded body by pressurizing and compressing an organic EL element material to make contact with the organic EL element material during compression A nitride film containing nitride is laminated on the metal surface of the compression molding die, and the nitride film is a laminate of a fluoride film containing fluoride formed by an immersion method.
- a manufacturing method is provided.
- the compression molding die after the powder material is compression molded, the material partially peels from the molded body, or the powder from the surface of the molded body Can be prevented from scattering.
- FIG. 1 It is a partial cross section schematic diagram which shows the structure of the compression molding apparatus which concerns on one Embodiment. It is an expanded sectional schematic diagram expanding and showing the surface of the compression mold concerning the embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. It is a figure explaining the manufacturing method of the compression molding implemented using the compression molding die which concerns on the said embodiment. FIG.
- FIG. 4 is a diagram for explaining a method for manufacturing a compression molded body different from the method for manufacturing a compression molded body described in FIGS. 3A to 3E.
- FIG. 4 is a diagram for explaining a method for manufacturing a compression molded body different from the method for manufacturing a compression molded body described in FIGS. 3A to 3E.
- FIG. 4 is a diagram for explaining a method for manufacturing a compression molded body different from the method for manufacturing a compression molded body described in FIGS. 3A to 3E.
- FIG. 1 shows a schematic diagram of a compression molding apparatus 1 according to the present embodiment.
- a compression molded body is manufactured by pressurizing and compressing an organic EL element material.
- the compression molding apparatus 1 includes a compression molding die 2, a base portion 10, two guide bars 11 erected parallel to the base portion 10, and an upper frame 12 connected to the upper end of the guide bar 11.
- a lower movable plate 13, a middle movable plate 14 and an upper movable plate 15 supported between the base portion 10 and the upper frame 12.
- the lower movable plate 13, the middle movable plate 14, and the upper movable plate 15 are provided in parallel with each other in this order from the base portion 10 side.
- the lower movable plate 13, the middle movable plate 14 and the upper movable plate 15 are provided so as to be independently movable in the vertical direction along the guide bar 11.
- the lower movable plate 13, the middle movable plate 14, and the upper movable plate 15 are provided by a liquid pressure drive mechanism such as a hydraulic cylinder (not shown), a pneumatic drive mechanism such as an air cylinder, or a mechanical drive mechanism such as a cam or crank mechanism. It is configured to be movable.
- the compression molding die 2 includes a main body 20, a first punch 23, and a second punch 24 provided to face the first punch 23.
- the main body 20 is replaceably attached to a substantially central portion of the middle movable plate 14. As shown in FIG. 1, the main body 20 has a through hole 21 that penetrates vertically.
- the first punch 23 and the second punch 24 are inserted into the through-hole 21 to form a molding chamber 22 for filling the organic EL element material into the compression mold 2.
- the molding chamber 22 has the shape of a compression molded body to be molded.
- the shape of the molding chamber 22, that is, the shape of the compression molded body may be a columnar shape or an elliptical column shape, and the cross section is a polygon such as a semicircular shape, a sector shape, a triangle shape, or a square shape, or an oval shape. It may be.
- the compression molded body may be a solid body or a hollow body.
- the first punch 23 and the second punch 24 pressurize and compress the organic EL element material filled in the molding chamber 22 from opposite directions.
- the first punch 23 and the second punch 24 are provided to be insertable into the through hole 21.
- the first punch 23 is fixed to the upper surface of the lower movable plate 13.
- the first punch 23 is configured to move in the axial direction of the through hole 21 when the lower movable plate 13 moves in the vertical direction.
- the first punch 23 is inserted from the other through hole inlet 21 b of the through hole 21.
- the second punch 24 is fixed to the lower surface of the upper movable plate 15.
- the second punch 24 is configured to move in the axial direction of the through hole 21 when the upper movable plate 15 moves in the vertical direction.
- the second punch 24 is inserted from one through hole inlet 21 a of the through hole 21.
- the first punch 23 and the second punch 24 are preferably formed slightly smaller than the through hole 21.
- a gap is formed between the side surface of the inserted first punch 23 and the inner peripheral surface 21 c of the through hole 21, and between the side surface of the second punch 24 and the inner peripheral surface 21 c of the through hole 21. It is preferable that the gas deaerated from the powder material inside is discharged through the gap.
- a first pressurizing surface 231 and a second pressurizing surface 241 for pressurizing the organic EL element material are provided at the respective end portions of the first punch 23 and the second punch 24.
- the first pressure surface 231 of the first punch 23 and the second pressure surface 241 of the second punch 24 are flat surfaces.
- a molding chamber 22 is formed by the first pressure surface 231 of the first punch 23, the second pressure surface 241 of the second punch 24, and the inner peripheral surface 21 c of the through hole 21 of the main body 20.
- the molding chamber 22 is filled with the organic EL element material, and is compressed between the first pressure surface 231 and the second pressure surface 241 by being pressed from above and below with the first punch 23 and the second punch 24. A molded body is obtained.
- FIG. 2 is a schematic cross-sectional view showing an enlarged part of the first punch 23 as a part of the surface of the compression mold 2 according to the present embodiment.
- the 1st pressurization surface 231 of the 1st punch 23 is a metal surface which contacts an organic EL element material at the time of pressurization and compression.
- a nitride film 25 containing nitride is stacked on the first pressure surface 231.
- a fluoride film 26 containing fluoride is laminated on the nitride film 25.
- the second pressure surface 241 of the second punch 24 and the inner peripheral surface 21c of the through hole 21 of the main body 20 are also metal surfaces that come into contact with the organic EL element material during pressure and compression.
- the nitride film 25 and the fluoride film 26 are laminated on the second pressure surface 241 and the inner peripheral surface 21c.
- the fluoride film 26 laminated on the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21 c is formed by a dipping method.
- the nitride film 25 is made of a nitride selected from the group consisting of titanium aluminum nitride, titanium nitride carbide, chromium nitride, titanium nitride, titanium nitride silicon, and titanium aluminum nitride.
- it is made of titanium nitride aluminum.
- the nitride film 25 is made of titanium nitride aluminum formed by physical vapor deposition.
- the fluoride film 26 is preferably composed of a fluorocarbon compound.
- the fluorocarbon-based compound is composed of a chain portion formed of fluorocarbon and a reactive group that binds to another substance.
- Examples of the fluorocarbon-based compound include perfluoroalkyl silanes and perfluoropolyether group-containing silane compounds.
- Examples of perfluoroalkylsilanes include compounds represented by the following formula (1) and formula (2).
- n is 1, 3, 5, or 7, m is 2 or 3, and Me is a methyl group or an ethyl group.
- n is 1, 3, 5, or 7, m is 2 or 3, and R is a halogen element.
- Specific examples of the compound represented by the formula (1) or the formula (2) include CF 3 (CF 2 ) 5 CH 2 CH 2 Si (OCH 3 ) 3 (for example, TSL8257 manufactured by Momentive Performance Materials).
- CF 3 (CF 2 ) 7 CH 2 CH 2 Si (OCH 3 ) 3 for example, TSL8233 manufactured by Momentive Performance Materials
- CF 3 (CF 2 ) 7 CH 2 CH 2 Si (OCH 3 ) 2 for example, TSL8231 manufactured by Momentive Performance Materials, or KBM7803 manufactured by Shin-Etsu Chemical Co., Ltd.
- CF 3 (CF 2 ) 7 CH 2 CH 2 Si (OC 2 H 5 ) 3 for example, manufactured by Toray Dow Corning AY43-158E
- the perfluoropolyether group-containing silane compounds include perfluoropolyether-modified aminosilane and perfluoropolyether-modified polysilazane. Specifically, for example, KY-164 manufactured by Shin-Etsu Chemical Co., Ltd., OPTOOL series manufactured by Daikin Industries, and the like can be mentioned.
- the fluoride film 26 is not particularly limited as long as it is formed by an immersion method.
- the compression mold 2 is immersed in a fluoride-containing solution containing a fluorocarbon-based compound, and after the immersion, the fluoride-containing solution It is formed by drying.
- the 1st punch 23, the 2nd punch 24, and the main body 20 are immersed in a fluoride containing solution.
- at least the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21 c are immersed in a fluoride-containing solution and dried to form the fluoride film 26 on each surface.
- the center line average roughness Ra of the 1st pressurization surface 231, the 2nd pressurization surface 241, and the internal peripheral surface 21c is 0.5 micrometer or less, and it is 0.1 micrometer or less. More preferred.
- the fluoride film 26 is present on the surface layer of each surface, if the center line average roughness Ra on the surface of the fluoride film 26 is 0.5 ⁇ m or less, the material for the organic EL element is formed after compression molding. It becomes difficult to adhere to these surfaces, and peeling from the compression molded body is suppressed.
- the compression molding apparatus 1 preferably has deaeration means for discharging gas from the inside of the molding chamber 22 to the outside, and at least one of the main body 20, the first punch 23, and the second punch 24 of the compression molding die 2 is It is preferable to have a deaeration means.
- the first punch 23 has a vibration device (not shown) as deaeration means. The first punch 23 is inserted from the through hole inlet 21 b of the through hole 21, and the recess formed by the inner peripheral surface 21 c of the through hole 21 and the first pressurizing surface 231 of the first punch 23 is filled with the powder material. After the filling, the first punch 23 is vibrated by the vibration device, so that the powder material in the filled state is degassed and discharged to the outside of the molding chamber 22.
- nitride film 25 by coating nitride on the metal surface of the compression mold 2 that comes into contact with the organic EL element material during pressurization and compression is performed.
- the nitride film 25 is formed on at least the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21 c.
- the nitride film 25 is formed by coating each surface with nitride.
- the nitride film 25 can be formed by, for example, a physical vapor deposition (PVD) method, a chemical vapor deposition (CVD) method, or the like.
- the cleaning treatment include surface polishing treatment, ultrasonic cleaning treatment performed by immersing in an organic solvent, bombardment treatment with argon ions, and the like, and these treatments may be performed in combination.
- the first punch 23, the second punch 24, and the main body 20 are immersed in a fluoride-containing solution.
- at least the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21 c on which the nitride film 25 is formed are immersed in the fluoride-containing solution.
- the fluoride-containing solution is dried to form a fluoride film 26 on each surface.
- the fluoride-containing solution may be dried at room temperature or may be dried by heating.
- the fluoride-containing solution includes a fluoride and a solvent.
- the fluoride is preferably composed of the above-mentioned fluorocarbon compound.
- the solvent is not particularly limited as long as it can dissolve fluoride, but an organic solvent is preferable.
- the organic solvent include aromatic hydrocarbon solvents such as toluene and xylene, ester solvents such as ethyl acetate and butyl acetate, ether solvents such as dioxane and diethyl ether, alcohol solvents such as butyl alcohol, methyl ethyl ketone, Examples thereof include ketone solvents such as methyl isobutyl ketone.
- the solvent may be a single type of solvent or a mixed solvent in which a plurality of types are mixed.
- the fluoride-containing solution it is preferable to remove the solvent and chemically bond the fluoride to the nitride film 25 to form the fluoride film 26.
- the fluoride is chemically bonded to the nitride film 25, it is preferable that the nitride film 25 is activated in advance. The activation process is performed on the surface of the nitride film 25 by the activation process to form an activation layer. Fluoride is preferably chemically bonded to the activation layer formed on the surface of the nitride film 25.
- the dirt adhering to the surface of the nitride film 25 is decomposed and cleaned, and an activation layer having molecular bonds is formed on the surface of the nitride film. Then, a hydroxyl group is adsorbed on this molecular bond, and reacts with a reactive group of the fluorocarbon compound to facilitate the bonding.
- the activation treatment is not particularly limited, and examples of the physical method include corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, and flame treatment.
- Examples of the chemical method include a treatment of immersing in an acid or alkali solution, an oxidant treatment, an ozone treatment, and the like.
- corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, and ozone treatment are preferable because damage to the surface of the nitride film 25 can be prevented, and plasma treatment and ultraviolet irradiation treatment are preferable.
- the efficiency of activating the surface is high and further preferable.
- the fluoride film 26 After forming the fluoride film 26, it is preferable to carry out a step of removing unreacted fluoride.
- the surface of the fluoride film 26, that is, the surface in contact with the organic EL element material can be cleaned.
- the method for removing the fluoride is not particularly limited, but the fluoride film 26 is preferably washed with a solvent, and more preferably washed with the same type of solvent as that used for the fluoride-containing solution.
- a laminated film including the nitride film 25 and the fluoride film 26 is formed on the first punch 23, the second punch 24, and the main body 20 of the compression mold 2.
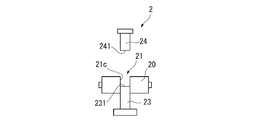
- 3A to 3E show the main body 20, the first punch 23, and the second punch 24 of the compression molding die 2 in each step of the manufacturing method of the compression molded body, and other configurations are omitted.
- the manufacturing method of the compression molding body of this embodiment implemented using the compression molding die 2 is a method of filling an organic EL element material and molding it with a pressing force along a single axis.
- the first punch 23 is inserted with the first pressure surface 231 facing the inside of the through hole 21.
- the first pressure surface 231 is inserted until it reaches a position having a predetermined depth in the through hole 21. This depth dimension is set by the thickness dimension of the compression molded body.
- the powdery organic EL element material P is filled into the through hole 21 whose bottom surface is formed by the first pressure surface 231.
- the first punch 23 is vibrated by the above-described vibration device to perform a deaeration process.
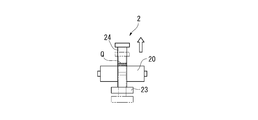
- the second pressurization surface 241 faces the inside of the through hole 21, the second punch 24 is inserted, and the first pressurization surface 231 of the first punch 23 is opposed to the first pressurization surface 231.
- the molding chamber 22 is formed by the inner peripheral surface 21 c of the hole 21, the first pressure surface 231, and the second pressure surface 241.
- the compression molded body Q is formed by compressing the organic EL element material P between the first pressure surface 231 and the second pressure surface 241.
- the compression pressure is preferably 11 MPa or more.
- the surface temperatures of the inner peripheral surface 21c of the main body 20, the first pressure surface 231 of the first punch 23, and the second pressure surface 241 of the second punch 24 are preferably 10 ° C. or higher.
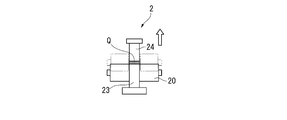
- the first punch 23 and the first punch 23 and the second pressurization surface 241 of the second punch 24 are sandwiched between the first pressurization surface 231 and the second pressurization surface 241 of the second punch 24.
- the second punch 24 is moved upward to extract the compression molded body Q from the through hole 21.
- the upward movement of the first punch 23 and the second punch 24 is preferably stopped when the first pressure surface 231 of the first punch 23 coincides with the upper surface of the main body 20.
- the first punch 23 and the second punch 24 are preferably moved upward at a low speed so that the stress acting on the compression molded body Q is not released at a stretch.
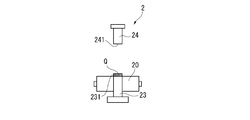
- the second punch 24 is moved upward to open the upper surface of the compression molded body Q. Thereafter, the compression molded body Q placed on the first pressure surface 231 is taken out.
- the manufacturing method of an organic EL element using the compression molding body Q obtained by compressing the material for organic EL elements.
- the organic EL element material of the present embodiment is not mixed with a molding aid such as a binder or a lubricant.
- the material for the organic EL device is a material used for the organic EL device and is not particularly limited.
- a hole transporting material used for the hole transport layer a host material used for the light emitting layer, a dopant material, an electron transport. Examples thereof include an electron transporting material used for the layer.
- the organic EL element material may be configured by mixing a plurality of types of organic EL element materials.
- the one where the average particle diameter D50 (median diameter) of the organic EL element material P before molding is preferably smaller.
- the average particle diameter D50 of the organic EL element material P is preferably 70 ⁇ m or less, more preferably 45 ⁇ m or less, and even more preferably 30 ⁇ m or less.
- the difference between the maximum particle size and the minimum particle size is small.
- the average particle diameter D50 of the organic EL element material P satisfies the above-described preferable range.
- the molding chamber 22 filled with the organic EL element material P is the first pressurizing surface 231 of the first punch 23 and the second punch 24.
- the second pressure surface 241 and the inner peripheral surface 21c of the through hole 21 of the main body 20 are formed.
- a nitride film 25 and a fluoride film 26 are stacked on the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21c.
- the fluoride film 26 is formed by an immersion method.
- the fluoride film 26 is uniformly formed on the first pressure surface 231, the second pressure surface 241, and the inner peripheral surface 21c by the dipping method.
- a fluoride-containing solution is applied by a coating method such as brush coating, and a fluoride film is formed by heating and drying.
- a fluoride film is formed by heating and drying.
- it is difficult to form a fluoride film uniformly, and organic
- the EL element material easily adheres to the mold surface, and the surface of the compression molded body becomes rough.
- the amount of the material partially peeled from the compression molded body or the amount of powder scattered from the surface of the molded body increases, and the weight of the compression molded body after molding is reduced by 10% or more. It is remarkable.
- the first punch 23 is vibrated by the above-described vibration device, and deaeration treatment is performed, so that the organic EL element material P is contained in the filled organic EL element material P.
- the gas that had been removed can be removed.
- the compression pressure at the time of compressing the organic EL element material P between the 1st pressurization surface 231 and the 2nd pressurization surface 241 is 11 Mpa or more. As a result, the particles of the organic EL element material P are more closely packed, and it is possible to prevent the material from partially peeling from the compression molded body Q after compression molding and the powder scattering from the surface of the molded body. .
- the organic EL element material that does not contain a molding aid has been described as an example.
- the compression molded body in which peeling after molding has occurred does not have sufficient hardness.
- the material is partially peeled from the compression molding Q or the surface of the molding The powder can be prevented from being scattered. Therefore, the frequency
- the wear resistance of the fluoride film 26 is improved. Can be improved.
- the laminated film laminated on the metal surface of the compression mold 2 is not limited to the configuration of the above embodiment.
- a layer different from the above-described activation layer may be interposed between the nitride film 25 and the fluoride film 26, or the formation of the activation layer may be omitted and the nitride film 25 and the fluoride film 26 directly. It is good also as a laminated film of the 2 layer structure which laminated
- the deaeration means provided in the compression molding apparatus 1 is not limited to the vibration device, and may be, for example, an ultrasonic generator, a tapping device, or a vacuum deaeration device. As a deaeration means, what is necessary is just to be able to deaerate from the powder material with which the molding chamber 22 was filled. Further, the deaeration means is not limited to being provided in the first punch 23, and may be provided in the second punch 24 or the main body 20.
- the through-hole inlet 21a of the through-hole 21 of the compression mold 2 may be tapered.
- the taper processing is performed so that the hole diameter increases from the inside of the through hole 21 toward the through hole inlet 21a. It is preferable that a laminated film of the nitride film 25 and the fluoride film 26 is also formed in this tapered portion. Note that the through hole inlet 21b may also be tapered.
- the method of extracting the compression molding body Q from the compression molding die 2 is not limited to the method demonstrated by the said embodiment.
- the main body 20 is moved downward.
- the downward movement of the main body 20 is preferably stopped when the upper surface of the main body 20 coincides with the first pressure surface 231 of the first punch 23.
- the main body 20 is preferably moved downward at a low speed so that the stress acting on the compression molded body Q is not released at a stretch.
- the second punch 24 is moved upward to open the upper surface of the compression molded body Q. Thereafter, the compression molded body Q placed on the first pressure surface 231 is taken out.
- compression molding is not limited to the method described in the above embodiment.
- compression molding may be performed by a floating die method.
- the floating die method pressure is applied by the second punch 24, and the frictional force gradually increases between the inner peripheral surface 21 c of the through hole 21 of the main body 20 and the organic EL element material, and is larger than the supporting force of the main body 20.
- the main body 20 descends together with the middle movable plate 14.
- the first punch 23 is relatively raised.
- the 2nd punch 24 is raised and a compression molding body is taken out. According to such a floating die system, it is possible to adjust the density in the thickness direction of the compression molded body.
- a withdrawing method, a one-pushing method in which only the second punch 24 is lowered, or the like can be employed. Even when these methods are employed, the nitride film 25 is formed on the first pressure surface 231 of the first punch 23, the second pressure surface 241 of the second punch 24, and the inner peripheral surface 21 c of the through hole 21 of the main body 20.
- the laminated film of the fluoride film 26 it is possible to prevent the material from partially peeling from the compression molded body Q after the compression molding or the powder from being scattered from the surface of the molded body.
- the compression mold is not limited to the mechanism or shape described in the above embodiment, and may be a mold having a mechanism and shape that can form a compression molded body by pressurizing and compressing a powdery material. That's fine.
- SYMBOLS 1 ... Compression molding apparatus, 2 ... Compression molding die, 21 ... Through-hole, 21a, 21b ... Through-hole inlet, 21c ... Inner peripheral surface, 22 ... Molding chamber, 23 ... 1st punch, 231 ... 1st pressurization surface, 24 ... 2nd punch, 241 ... 2nd pressurization surface, P ... Powder material, Q ... Compression molding.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Electroluminescent Light Sources (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167001174A KR20160137938A (ko) | 2014-03-31 | 2015-03-19 | 압축 성형 금형, 압축 성형 금형의 제조 방법, 및 압축 성형체의 제조 방법 |
| CN201580001414.9A CN105408081B (zh) | 2014-03-31 | 2015-03-19 | 压缩成形模具、压缩成形模具的制造方法、及压缩成形体的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014072910A JP6096147B2 (ja) | 2014-03-31 | 2014-03-31 | 圧縮成形金型の製造方法、及び圧縮成形体の製造方法 |
| JP2014-072910 | 2014-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015151825A1 true WO2015151825A1 (ja) | 2015-10-08 |
Family
ID=54240156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/058182 Ceased WO2015151825A1 (ja) | 2014-03-31 | 2015-03-19 | 圧縮成形金型、圧縮成形金型の製造方法、及び圧縮成形体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6096147B2 (https=) |
| KR (1) | KR20160137938A (https=) |
| CN (1) | CN105408081B (https=) |
| WO (1) | WO2015151825A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020514060A (ja) * | 2016-12-22 | 2020-05-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | プレス機用金型 |
| CN120228231A (zh) * | 2025-04-11 | 2025-07-01 | 河南浙锻机床有限公司 | 自动化压力机及在金属配件加工中的应用 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102940152B1 (ko) * | 2023-07-06 | 2026-03-17 | 한국원자력연구원 | 양방향 압축 금형 장치 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03216298A (ja) * | 1990-01-19 | 1991-09-24 | Idemitsu Kosan Co Ltd | 圧縮成形方法 |
| JPH03254910A (ja) * | 1989-07-11 | 1991-11-13 | Hitachi Tool Eng Ltd | プラスチック成形用金型 |
| JPH03272815A (ja) * | 1990-02-27 | 1991-12-04 | Nippon Tungsten Co Ltd | 樹脂材成形用モールド |
| JP2000061952A (ja) * | 1998-08-21 | 2000-02-29 | Sumitomo Electric Ind Ltd | 樹脂成形装置用部材及びその製造方法 |
| JP2002001733A (ja) * | 2000-06-26 | 2002-01-08 | Fuji Dies Kk | 半導体封止用樹脂のタブレット成形用金型 |
| JP2004273456A (ja) * | 2003-03-07 | 2004-09-30 | Eastman Kodak Co | 有機材料の固体圧縮ペレットの形成方法及びoled表示装置の製造方法 |
| JP2008112977A (ja) * | 2006-10-06 | 2008-05-15 | Hitachi Chem Co Ltd | タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。 |
| JP2012056246A (ja) * | 2010-09-10 | 2012-03-22 | Fujifilm Corp | 微細な凹凸パターンを表面に有するNi原盤、およびそれを用いたNi複盤の製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0649295B2 (ja) | 1989-02-01 | 1994-06-29 | チッソ株式会社 | 粉体成形用離型剤及びそれを用いた成形品の製造方法 |
| US7153592B2 (en) * | 2000-08-31 | 2006-12-26 | Fujitsu Limited | Organic EL element and method of manufacturing the same, organic EL display device using the element, organic EL material, and surface emission device and liquid crystal display device using the material |
| JP3292199B2 (ja) * | 2001-03-22 | 2002-06-17 | 住友電気工業株式会社 | ゴム用金型、ゴム用金型の製造方法およびゴムの成形方法 |
| JP4582497B2 (ja) * | 2004-02-27 | 2010-11-17 | 株式会社ダイヤメット | 粉末成形体の成形方法 |
| JP5516653B2 (ja) * | 2006-10-06 | 2014-06-11 | 日立化成株式会社 | タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。 |
| KR100949819B1 (ko) | 2008-03-11 | 2010-03-30 | 박진연 | 타블릿 성형 다이 어셈블리 |
| JP3163163U (ja) | 2010-07-21 | 2010-09-30 | 株式会社ジェピア | 金型 |
| JP5725339B2 (ja) * | 2011-03-25 | 2015-05-27 | 株式会社小糸製作所 | 熱板溶着用治具およびその製造方法、金属部材 |
-
2014
- 2014-03-31 JP JP2014072910A patent/JP6096147B2/ja not_active Expired - Fee Related
-
2015
- 2015-03-19 KR KR1020167001174A patent/KR20160137938A/ko not_active Ceased
- 2015-03-19 WO PCT/JP2015/058182 patent/WO2015151825A1/ja not_active Ceased
- 2015-03-19 CN CN201580001414.9A patent/CN105408081B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03254910A (ja) * | 1989-07-11 | 1991-11-13 | Hitachi Tool Eng Ltd | プラスチック成形用金型 |
| JPH03216298A (ja) * | 1990-01-19 | 1991-09-24 | Idemitsu Kosan Co Ltd | 圧縮成形方法 |
| JPH03272815A (ja) * | 1990-02-27 | 1991-12-04 | Nippon Tungsten Co Ltd | 樹脂材成形用モールド |
| JP2000061952A (ja) * | 1998-08-21 | 2000-02-29 | Sumitomo Electric Ind Ltd | 樹脂成形装置用部材及びその製造方法 |
| JP2002001733A (ja) * | 2000-06-26 | 2002-01-08 | Fuji Dies Kk | 半導体封止用樹脂のタブレット成形用金型 |
| JP2004273456A (ja) * | 2003-03-07 | 2004-09-30 | Eastman Kodak Co | 有機材料の固体圧縮ペレットの形成方法及びoled表示装置の製造方法 |
| JP2008112977A (ja) * | 2006-10-06 | 2008-05-15 | Hitachi Chem Co Ltd | タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。 |
| JP2012056246A (ja) * | 2010-09-10 | 2012-03-22 | Fujifilm Corp | 微細な凹凸パターンを表面に有するNi原盤、およびそれを用いたNi複盤の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020514060A (ja) * | 2016-12-22 | 2020-05-21 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | プレス機用金型 |
| JP7104887B2 (ja) | 2016-12-22 | 2022-07-22 | ゲーカーエン シンター メタルズ エンジニアリング ゲーエムベーハー | プレス機用金型 |
| US11420407B2 (en) | 2016-12-22 | 2022-08-23 | Gkn Sinter Metals Engineering Gmbh | Die for a press and method for producing a green body by means of a press |
| CN120228231A (zh) * | 2025-04-11 | 2025-07-01 | 河南浙锻机床有限公司 | 自动化压力机及在金属配件加工中的应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105408081A (zh) | 2016-03-16 |
| KR20160137938A (ko) | 2016-12-02 |
| CN105408081B (zh) | 2019-03-22 |
| JP2015193175A (ja) | 2015-11-05 |
| JP6096147B2 (ja) | 2017-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6096147B2 (ja) | 圧縮成形金型の製造方法、及び圧縮成形体の製造方法 | |
| CN105658594B (zh) | 玻璃片的整体退火 | |
| JP2017500259A (ja) | ガラスシートとキャリアとの制御された結合のためのガラス物品及び方法 | |
| TW201545887A (zh) | 用於聚合物表面與載具之受控接合之物件及方法 | |
| CN105683115A (zh) | 用于玻璃片材和载体的受控结合的玻璃制品和方法 | |
| WO2015151824A1 (ja) | 圧縮成形装置および圧縮成形体の製造方法 | |
| JPWO2014041904A1 (ja) | 凹凸形状付積層体の製造方法および転写フィルム | |
| TW201829148A (zh) | 包括可壓縮結構的成型裝置 | |
| WO2011152393A1 (ja) | 液滴吐出ヘッドの製造方法 | |
| WO2019187275A1 (ja) | 流体デバイス用複合部材およびその製造方法 | |
| EP3020683A1 (en) | Apparatus for manufacturing micro-channel and method for manufacturing micro-channel using same | |
| CN113979623A (zh) | 一种基于硅模具的圆片级玻璃微结构制造方法 | |
| CN1191597C (zh) | 电子元件的制造方法和薄膜的制造装置 | |
| JP7063541B2 (ja) | 流体デバイス用シリコーン部材およびその製造方法 | |
| US9676173B2 (en) | Process for the transfer of at least a portion of a composite film onto a flexible polymer membrane | |
| CN102109621B (zh) | 透镜制造方法 | |
| KR20190084636A (ko) | 미세패턴 형성을 위한 유리질 탄소 롤몰드 제조 방법 및 이에 의해 제조된 유리질 탄소 롤몰드 | |
| RU2011130815A (ru) | Способ изготовления пластины держателя для использования в электростатическом держателе | |
| TWI814282B (zh) | 應用於晶圓肥邊去除之膠膜及其去除方法 | |
| CN104760170A (zh) | 模具及模具镀膜方法 | |
| CN104097295A (zh) | 模仁及其制作方法 | |
| JP3428833B2 (ja) | 微細なリブを有する構造体の製造方法 | |
| JP7022639B2 (ja) | 流体デバイス用樹脂部材およびその製造方法 | |
| TW201125709A (en) | Method of manufacturing a lens | |
| CN110607517B (zh) | 清洁石墨烯的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201580001414.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15774405 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167001174 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15774405 Country of ref document: EP Kind code of ref document: A1 |