WO2015137250A1 - 偏光板の製造方法 - Google Patents
偏光板の製造方法 Download PDFInfo
- Publication number
- WO2015137250A1 WO2015137250A1 PCT/JP2015/056662 JP2015056662W WO2015137250A1 WO 2015137250 A1 WO2015137250 A1 WO 2015137250A1 JP 2015056662 W JP2015056662 W JP 2015056662W WO 2015137250 A1 WO2015137250 A1 WO 2015137250A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- polarizing plate
- polarizing
- protective
- resin
- Prior art date
Links
Images




Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00634—Production of filters
- B29D11/00644—Production of filters polarizing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
Definitions
- the present invention relates to a method for producing a polarizing plate in which a protective film is bonded to one surface of a polarizing film.
- the polarizing plate is widely used as a polarized light supplying element and a polarized light detecting element in a display device such as a liquid crystal display device.
- a polarizing plate the thing of the structure which bonded the protective film to the polarizing film using the adhesive agent is common.
- a protective film is bonded to only one side of the polarizing film. It is a single-sided protective polarizing plate [for example, JP 2009-109860 A (Patent Document 1)].
- a peelable release film is laminated on the other surface. This release film is peeled and removed in a subsequent step such as a step of bonding the single-side protective polarizing plate to, for example, a liquid crystal cell.
- an object of the present invention is to provide a method capable of producing a single-side protective polarizing plate while suppressing the breakage of the polarizing film.
- the present invention provides the following method for producing a polarizing plate.
- Process A second step of drying the aqueous adhesive layer by heating and volatilizing the volatile liquid; The manufacturing method of a polarizing plate containing.
- a single-sided protective polarizing plate can be produced while suppressing breakage of the polarizing film.
- the present invention relates to a method for producing a single-side protective polarizing plate.
- the “single-sided protective polarizing plate” is a polarizing plate in which a protective film is bonded to only one side of the polarizing film, and this protective film is usually bonded to the polarizing film via an adhesive layer.
- the basic structure of a single-sided protective polarizing plate is shown in FIG.
- the single-sided protective polarizing plate according to the present invention is bonded to the polarizing film 5 and the first adhesive layer 25 on one surface thereof.
- the film 20 is included as a basic configuration.
- the production method according to the present invention bonds a protective film (first protective film) to one surface of a polarizing film via a water-based adhesive layer and volatile to the other surface.
- the first and second steps include a first step of laminating a release film through a liquid layer and a second step of drying the aqueous adhesive layer by heating and volatilizing the volatile liquid.
- the single-sided protective polarizing plate obtained through the process further comprises a release film 10 laminated on the other surface of the polarizing film 5 like the single-sided protective polarizing plate 2 with a release film shown in FIG.
- the release film 10 is a film that can be peeled off from the polarizing film 5, and is peeled off when necessary (for example, when a single-side protective polarizing plate is bonded to a liquid crystal cell).
- a single-sided protective polarizing plate 1 is obtained.
- the single-sided protective polarizing plate according to the present invention is an adhesive laminated on the other surface of the polarizing film 5 like the single-sided protective polarizing plate 3 with an adhesive layer shown in FIG.
- An agent layer 30 can be further provided.
- the single-sided protective polarizing plate 1 and the single-sided protective polarizing plate 2 with a release film according to the present invention can be suitably used as a production intermediate for a double-sided protective polarizing plate in which protective films are bonded to both sides of the polarizing film.
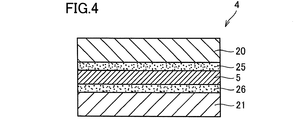
- the double-sided protective polarizing plate 4 is obtained by laminating the second protective film 21 via the second adhesive layer 26 on the surface of the polarizing film 5 opposite to the first protective film 20. Can be obtained.
- the method for producing a single-sided protective polarizing plate according to the present invention includes the following steps: (1) The first protective film is bonded to one surface of the polarizing film via an aqueous adhesive layer, and the release film is laminated to the other surface of the polarizing film via a layer made of a volatile liquid. A first step, and (2) a second step of drying the aqueous adhesive layer and volatilizing the volatile liquid by heating, including.
- FIG. 5 is a side view schematically showing an example of a method for producing a single-side protective polarizing plate and a production apparatus used therefor according to the present invention.
- a polarizing plate such as a single-sided protective polarizing plate is continuously produced as a long product by performing a process in each step while continuously unwinding and transporting a long film. Can be manufactured.
- the production method of the present invention is not limited to continuous production using such a long film, and may be a method using a single wafer film.
- Rolls are prepared, and the film is conveyed while continuously unwinding them using an unshown unwinding device.
- Each film is conveyed so that the longitudinal direction thereof is the conveyance direction.
- a guide roll 60 for supporting the traveling film is appropriately provided in the film conveyance path.
- the arrow in FIG. 5 shows the conveyance direction of a film, or the rotation direction of various rolls.
- the conveyance direction (film longitudinal direction) of the polarizing film 5, the conveyance direction (film longitudinal direction) of the 1st protective film 20, and the conveyance direction (film longitudinal direction) of the peeling film 10 are parallel.
- the first protective film 20 is bonded to one surface of the polarizing film 5 via a first adhesive layer 25 (not shown in FIG. 5) that is a water-based adhesive layer, and the polarizing film 5
- the release film 10 is laminated on the other surface through a layer made of the volatile liquid 50.
- the first protective film 20, the polarizing film 5, and the release film 10 are laminated in parallel with each other in the longitudinal direction (conveying direction). It can carry out by pressing the film laminated
- the injection device 80, 81 is used to inject the aqueous adhesive 55 between the polarizing film 5 and the first protective film 20, and the polarizing film 5
- the volatile liquid 50 By injecting the volatile liquid 50 between the release film 10 and the film, a layer made of the water-based adhesive 55 (first adhesive layer 25) and a layer made of the volatile liquid 50 are interposed between the films. Can do.
- the apparatus for interposing the layer made of the water-based adhesive 55 (first adhesive layer 25) and the layer made of the volatile liquid 50 is limited to the injection devices 80 and 81 as shown in FIG. Instead, for example, according to the viscosity of the aqueous adhesive 55 and the volatile liquid 50, such as doctor blade method, wire bar coating method, die coating method, comma coater method, gravure coating method, dip coating method, casting method, etc.
- the coating method may be selected as appropriate, and the water-based adhesive 55 and the volatile liquid 50 may be applied to the bonding surface of at least one film to be overlaid.
- the polarizing film is directly laminated without interposing a special layer on the polarizing film surface. There was a problem that the film was easily broken.
- a protective film is bonded to one side of a polarizing film via a water-based adhesive layer, in order to obtain a single-sided protective polarizing plate, a step of drying the water-based adhesive layer is required. In particular, the polarizing film was apt to break during this drying step.
- the release film 10 is laminated on the polarizing film 5 with a layer made of the volatile liquid 50 interposed between the polarizing film 5 and the release film 10, the aqueous adhesive 55 Even in the step (second step) of drying the layer made of (first adhesive layer 25), breakage of the polarizing film 5 can be effectively suppressed. Moreover, interposing the layer which consists of the volatile liquid 50 between the polarizing film 5 and the peeling film 10 also has the effect which suppresses that a wrinkle arises in a single-sided protective polarizing plate during the process of manufacturing a single-sided protective polarizing plate. is there.
- the intervening volatile liquid 50 can be volatilized during the step of drying the first adhesive layer 25 (second step), in the manufacturing method of the present invention, the volatile liquid 50 is volatilized and removed. A separate process is not required.
- the bonding surface of the polarizing film 5 and / or the first protective film 20 is subjected to plasma treatment, corona treatment, and ultraviolet irradiation treatment in order to improve adhesiveness.
- Easy adhesion treatment such as flame (flame) treatment and saponification treatment can be performed.
- plasma treatment corona treatment or saponification treatment.
- the bonding surface of the first protective film 20 can be subjected to plasma treatment or corona treatment.
- the 1st protective film 20 consists of cellulose-ester-type resin
- a saponification process can be given to the bonding surface of the 1st protective film 20.
- FIG. Examples of the saponification treatment include a method of immersing in an alkaline aqueous solution such as sodium hydroxide or potassium hydroxide.
- the polarizing film 5 can be obtained by adsorbing and orienting a dichroic dye on a uniaxially stretched polyvinyl alcohol-based resin film.
- a saponified polyvinyl acetate resin can be used as the polyvinyl alcohol resin constituting the polyvinyl alcohol resin film.
- the polyvinyl acetate-based resin include polyvinyl acetate, which is a homopolymer of vinyl acetate, and copolymers of vinyl acetate and other monomers copolymerizable therewith.
- Examples of other monomers copolymerizable with vinyl acetate include unsaturated carboxylic acids, olefins, vinyl ethers, unsaturated sulfonic acids, and (meth) acrylamides having an ammonium group.
- (meth) acryl means at least one selected from acrylic and methacrylic. The same applies to cases such as “(meth) acryloyl” and “(meth) acrylate”.
- the degree of saponification of the polyvinyl alcohol-based resin can be in the range of 80.0 to 100.0 mol%, preferably in the range of 90.0 to 99.5 mol%, more preferably 94.0. It is in the range of ⁇ 99.0 mol%.
- the saponification degree is less than 80.0 mol%, the water resistance and heat-and-moisture resistance of the obtained single-sided protective polarizing plate are lowered.
- a polyvinyl alcohol-based resin having a saponification degree exceeding 99.5 mol% is used, the dyeing speed becomes slow, the productivity is lowered, and the polarizing film 5 having sufficient polarization performance may not be obtained.
- the degree of saponification is the unit ratio (mol%) of the ratio of acetate groups (acetoxy groups: —OCOCH 3 ) contained in polyvinyl acetate resin, which is a raw material for polyvinyl alcohol resins, to hydroxyl groups by the saponification process.
- the following formula: Degree of saponification (mol%) 100 ⁇ (number of hydroxyl groups) / (number of hydroxyl groups + number of acetate groups) Defined by The saponification degree can be determined according to JIS K 6726 (1994). The higher the degree of saponification, the higher the proportion of hydroxyl groups, and thus the lower the proportion of acetate groups that inhibit crystallization.
- the average degree of polymerization of the polyvinyl alcohol-based resin is preferably 100 to 10,000, more preferably 1500 to 8000, and further preferably 2000 to 5000.
- the average degree of polymerization of the polyvinyl alcohol resin can also be determined according to JIS K 6726 (1994). If the average degree of polymerization is less than 100, it is difficult to obtain preferable polarizing performance, and if it exceeds 10,000, the solubility in a solvent is deteriorated, and the formation of a polyvinyl alcohol-based resin film becomes difficult.
- the dichroic dye contained (adsorption orientation) in the polarizing film 5 can be iodine or a dichroic organic dye.
- the dichroic organic dye include: Red BR, Red LR, Red R, Pink LB, Rubin BL, Bordeaux GS, Sky Blue LG, Lemon Yellow, Blue BR, Blue 2R, Navy RY, Green LG, Violet LB, Violet B, Black H, Black B, Black GSP, Yellow 3G, Yellow R, Orange LR, Orange 3R, Scarlet GL, Scarlet KGL, Congo Red, Brilliant Violet BK, Spura Blue G, Spura Blue GL, Spura Orange GL, Direct Includes Sky Blue, Direct First Orange S and First Black.
- a dichroic dye may be used individually by 1 type, and may use 2 or more types together.
- the polarizing film 5 is a step of uniaxially stretching a polyvinyl alcohol resin film; a step of adsorbing a dichroic dye by dyeing the polyvinyl alcohol resin film with a dichroic dye; a polyvinyl on which the dichroic dye is adsorbed It can be manufactured through a step of treating an alcohol-based resin film with a boric acid aqueous solution; and a step of washing with water after the treatment with the boric acid aqueous solution.
- the polyvinyl alcohol resin film is a film obtained by forming the polyvinyl alcohol resin described above.
- the film forming method is not particularly limited, and a known method such as a melt extrusion method or a solvent casting method can be employed.
- the thickness of the polyvinyl alcohol-based resin film is, for example, about 10 to 150 ⁇ m.
- the uniaxial stretching of the polyvinyl alcohol-based resin film can be performed before, simultaneously with, or after the dyeing of the dichroic dye.
- this uniaxial stretching may be performed before boric acid treatment or during boric acid treatment. Moreover, you may uniaxially stretch in these several steps.
- rolls having different peripheral speeds may be uniaxially stretched or may be stretched uniaxially using a hot roll.
- the uniaxial stretching may be dry stretching in which stretching is performed in the air, or may be wet stretching in which stretching is performed in a state where a solvent is used and the polyvinyl alcohol-based resin film is swollen.
- the draw ratio is usually about 3 to 8 times.
- a method of dyeing a polyvinyl alcohol resin film with a dichroic dye for example, a method of immersing the polyvinyl alcohol resin film in an aqueous solution (dye solution) containing the dichroic dye is employed.
- the polyvinyl alcohol-based resin film is preferably subjected to an immersion treatment (swelling treatment) in water before the dyeing treatment.
- iodine When iodine is used as the dichroic dye, a method of dyeing a polyvinyl alcohol-based resin film in an aqueous solution containing iodine and potassium iodide is usually employed.
- the content of iodine in this dyeing aqueous solution is usually about 0.01 to 1 part by weight per 100 parts by weight of water.
- the content of potassium iodide is usually about 0.5 to 20 parts by weight per 100 parts by weight of water.
- the temperature of the dyeing aqueous solution is usually about 20 to 40 ° C.
- the immersion time (dyeing time) in the dyeing aqueous solution is usually about 20 to 1800 seconds.
- a method of dyeing a polyvinyl alcohol resin film by immersing it in a dyeing aqueous solution containing a water-soluble dichroic organic dye is usually employed.
- the content of the dichroic organic dye in the aqueous dyeing solution is usually about 1 ⁇ 10 ⁇ 4 to 10 parts by weight per 100 parts by weight of water, and preferably about 1 ⁇ 10 ⁇ 3 to 1 part by weight.
- This dyeing aqueous solution may contain an inorganic salt such as sodium sulfate as a dyeing aid.
- the temperature of the dyeing aqueous solution is usually about 20 to 80 ° C.
- the immersion time (dyeing time) in the dyeing aqueous solution is usually about 10 to 1800 seconds.
- the boric acid treatment after dyeing with the dichroic dye can be performed by immersing the dyed polyvinyl alcohol-based resin film in a boric acid-containing aqueous solution.
- the amount of boric acid in the boric acid-containing aqueous solution is usually about 2 to 15 parts by weight per 100 parts by weight of water, and preferably 5 to 12 parts by weight.
- the boric acid-containing aqueous solution preferably contains potassium iodide.
- the amount of potassium iodide in the boric acid-containing aqueous solution is usually about 0.1 to 15 parts by weight and preferably about 5 to 12 parts by weight per 100 parts by weight of water.
- the immersion time in the boric acid-containing aqueous solution is usually about 60 to 1200 seconds, preferably about 150 to 600 seconds, and more preferably about 200 to 400 seconds.
- the temperature of the boric acid-containing aqueous solution is usually 50 ° C. or higher, preferably 50 to 85 ° C., more preferably 60 to 80 ° C.
- the polyvinyl alcohol resin film after the boric acid treatment is usually washed with water.
- the water washing treatment can be performed, for example, by immersing a boric acid-treated polyvinyl alcohol resin film in water.
- the temperature of water in the water washing treatment is usually about 1 to 40 ° C.
- the immersion time is usually about 1 to 120 seconds.
- a drying process is performed to obtain the polarizing film 5.
- various drying methods such as a method of blowing hot air, a method of contacting with a hot roll, and a method of heating with an IR heater, all of which can be suitably used.
- the method of drying by contacting with a heat roll is preferable in that the drying time can be shortened because the drying efficiency is improved, and the film can be widened by suppressing shrinkage in the width direction of the film. is there.
- the drying temperature in the drying process means the atmospheric temperature in the drying furnace in the case of a drying facility provided with a drying furnace such as a method of blowing hot air or an IR heater, and is a contact type drying such as a hot roll. In the case of equipment, it means the surface temperature of the hot roll.
- the temperature of the drying treatment is usually about 30 to 100 ° C, preferably 50 to 80 ° C.
- the drying time is usually about 60 to 600 seconds, preferably 120 to 600 seconds.
- the thickness of the polarizing film 5 is usually about 2 to 40 ⁇ m.
- the moisture content of the polarizing film 5 is reduced to a practical level by the drying treatment.
- the water content is usually adjusted to 5 to 45% by weight, more preferably 8 to 40% by weight.
- it is lower than 5% by weight the flexibility of the polarizing film 5 is lost, and the polarizing film 5 may be damaged or broken after drying.
- it is higher than 45% by weight the adhesion with the protective film Becomes difficult to express sufficiently, and problems such as poor appearance and film breakage in the line and contamination of the process are likely to occur.
- the first protective film 20 is a thermoplastic resin, for example, a polyolefin resin such as a chain polyolefin resin (polypropylene resin, etc.), a cyclic polyolefin resin (norbornene resin, etc.); cellulose triacetate, cellulose diacetate, etc.
- a polyolefin resin such as a chain polyolefin resin (polypropylene resin, etc.), a cyclic polyolefin resin (norbornene resin, etc.); cellulose triacetate, cellulose diacetate, etc.
- Cellulose ester resins polyester resins such as polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate; polycarbonate resins; (meth) acrylic resins such as polymethyl methacrylate resins; or a mixture or copolymer thereof It can be a transparent resin film made of an object.
- chain polyolefin resin examples include a homopolymer of a chain olefin such as a polyethylene resin and a polypropylene resin, and a copolymer composed of two or more chain olefins. More specific examples include polypropylene resins (polypropylene resins that are homopolymers of propylene and copolymers mainly composed of propylene), polyethylene resins (polyethylene resins that are homopolymers of ethylene and ethylene mainly) A copolymer).
- the cyclic polyolefin resin is a general term for resins that are polymerized using a cyclic olefin as a polymerization unit, and is described in, for example, JP-A-1-240517, JP-A-3-14882, JP-A-3-122137, and the like. Resin.
- cyclic polyolefin resins include ring-opening (co) polymers of cyclic olefins, addition polymers of cyclic olefins, copolymers of cyclic olefins and chain olefins such as ethylene and propylene (typically Are random copolymers), graft polymers obtained by modifying them with unsaturated carboxylic acids or derivatives thereof, and hydrides thereof.
- norbornene resins using norbornene monomers such as norbornene and polycyclic norbornene monomers as cyclic olefins are preferably used.
- the cellulose ester resin is an ester of cellulose and a fatty acid.
- Specific examples of the cellulose ester resin include cellulose triacetate, cellulose diacetate, cellulose tripropionate, and cellulose dipropionate.
- these copolymers and those in which a part of the hydroxyl group is modified with other substituents can also be used.
- cellulose triacetate triacetyl cellulose: TAC is particularly preferable.
- the polyester-based resin is a resin having an ester bond, and is generally made of a polycondensate of a polyvalent carboxylic acid or a derivative thereof and a polyhydric alcohol.
- a divalent dicarboxylic acid or a derivative thereof can be used, and examples thereof include terephthalic acid, isophthalic acid, dimethyl terephthalate, and dimethyl naphthalenedicarboxylate.
- a divalent diol can be used, and examples thereof include ethylene glycol, propanediol, butanediol, neopentyl glycol, and cyclohexanedimethanol.
- suitable polyester-based resins include polyethylene terephthalate.
- Polycarbonate resin is an engineering plastic made of a polymer in which monomer units are bonded via a carbonate group, and is a resin having high impact resistance, heat resistance, flame retardancy, and transparency.
- the polycarbonate-based resin may be a resin called a modified polycarbonate in which the polymer skeleton is modified in order to lower the photoelastic coefficient, a copolymerized polycarbonate with improved wavelength dependency, or the like.
- the (meth) acrylic resin is a resin containing a compound having a (meth) acryloyl group as a main constituent monomer.
- Specific examples of the (meth) acrylic resin include, for example, poly (meth) acrylic acid esters such as polymethyl methacrylate; methyl methacrylate- (meth) acrylic acid copolymer; methyl methacrylate- (meth) acrylic acid Ester copolymer; methyl methacrylate-acrylate ester- (meth) acrylic acid copolymer; (meth) methyl acrylate-styrene copolymer (MS resin, etc.); methyl methacrylate and alicyclic hydrocarbon group And a copolymer with the compound (for example, methyl methacrylate-cyclohexyl methacrylate copolymer, methyl methacrylate- (meth) acrylate norbornyl copolymer, etc.).
- a polymer based on a poly (meth) acrylic acid C 1-6 alkyl ester such as poly (meth) acrylic acid methyl is used, and more preferably methyl methacrylate is used as a main component (50 to 100). % Methyl methacrylate-based resin is used.
- the first protective film 20 can also be a protective film having an optical function such as a retardation film and a brightness enhancement film.
- a retardation film provided with an arbitrary retardation value by stretching a transparent resin film made of the above material (uniaxial stretching or biaxial stretching) or forming a liquid crystal layer or the like on the film. It can be.
- a surface treatment layer such as a hard coat layer, an antiglare layer, an antireflection layer, an antistatic layer, and an antifouling layer is formed on the surface of the first protective film 20 opposite to the polarizing film 5. You can also.
- the method for forming the surface treatment layer on the surface of the protective film is not particularly limited, and a known method can be used.
- the thickness of the first protective film 20 is preferably thin from the viewpoint of reducing the thickness of the polarizing plate, but if it is too thin, the strength is lowered and the workability is poor. Accordingly, the thickness of the first protective film 20 is preferably 5 to 90 ⁇ m or less, more preferably 5 to 60 ⁇ m, and still more preferably 5 to 50 ⁇ m.
- the moisture permeability of the first protective film 20 is preferably 400 g / m 2 ⁇ 24 hr or more, and more preferably 420 g / m 2 ⁇ 24 hr or more. If the moisture permeability is within this range, the layer made of the water-based adhesive 55 can be efficiently dried in the subsequent second step, so that productivity can be increased.
- the water-based adhesive 55 that forms the first adhesive layer 25 is obtained by dissolving an adhesive component in water or dispersing it in water.
- the aqueous adhesive preferably used is, for example, an adhesive composition using a polyvinyl alcohol resin or a urethane resin as a main component.
- the thickness of the 1st adhesive bond layer 25 formed from a water-system adhesive agent is 1 micrometer or less normally.
- the polyvinyl alcohol-based resin may be partially saponified polyvinyl alcohol, fully saponified polyvinyl alcohol, carboxyl group-modified polyvinyl alcohol, acetoacetyl group-modified polyvinyl alcohol, or methylol group. It may be a modified polyvinyl alcohol resin such as modified polyvinyl alcohol or amino group-modified polyvinyl alcohol.
- Polyvinyl alcohol resins include vinyl alcohol homopolymers obtained by saponifying polyvinyl acetate, which is a homopolymer of vinyl acetate, as well as copolymerization of vinyl acetate and other monomers copolymerizable therewith. It may be a polyvinyl alcohol copolymer obtained by saponifying the coalescence.
- An aqueous adhesive containing a polyvinyl alcohol resin as an adhesive component is usually an aqueous solution of a polyvinyl alcohol resin.
- concentration of the polyvinyl alcohol resin in the adhesive is usually 1 to 10 parts by weight, preferably 1 to 5 parts by weight with respect to 100 parts by weight of water.
- Adhesives composed of aqueous solutions of polyvinyl alcohol resins include curable components and crosslinking agents such as polyhydric aldehydes, melamine compounds, zirconia compounds, zinc compounds, glyoxal, and water-soluble epoxy resins in order to improve adhesion. Is preferably added.
- water-soluble epoxy resins include polyamide polyamine epoxy resins obtained by reacting polychloroalkylenes such as diethylenetriamine and triethylenetetramine with polycarboxylic acid polyamines such as adipic acid and epichlorohydrin. Can be suitably used.
- the addition amount of the curable component or the crosslinking agent is less than 1 part by weight with respect to 100 parts by weight of the polyvinyl alcohol-based resin, the effect of improving adhesiveness tends to be reduced.
- the addition amount of the crosslinking agent exceeds 100 parts by weight with respect to 100 parts by weight of the polyvinyl alcohol resin, the adhesive layer tends to become brittle.
- a suitable adhesive composition examples include a mixture of a polyester ionomer type urethane resin and a compound having a glycidyloxy group.
- the polyester ionomer type urethane resin is a urethane resin having a polyester skeleton, into which a small amount of an ionic component (hydrophilic component) is introduced.
- Such an ionomer-type urethane resin is suitable as a water-based adhesive because it is emulsified directly in water without using an emulsifier to form an emulsion.
- the release film 10 is a film that can be peeled off at a desired timing after being laminated on the polarizing film 5.
- “Peelable” means that the polarizing film 5 and the peeling film 10 can be separated without damaging or damaging the polarizing film 5 and the peeling film 10.
- the release film 10 is, for example, a chain polyolefin resin such as a polyethylene resin or a polypropylene resin; a cellulose ester resin such as a cellulose triacetate or a cellulose diacetate; It can be a transparent resin film made of a polyester resin such as terephthalate, polyethylene naphthalate or polybutylene terephthalate; a (meth) acrylic resin such as polymethyl methacrylate resin, or a mixture or copolymer thereof. .
- a film in which one or more of these are formed into a single layer or a multilayer can be used as the release film 10.
- a film made of polyethylene terephthalate, cellulose triacetate, or polymethyl methacrylate resin can be suitably used.
- the peeling force between the polarizing film 5 and the peeling film 10 is, for example, 0.01 to 0.5 N / 25 mm, preferably 0.01 to 0.2 N / 25 mm, more preferably 0.01 to 0.15 N. / 25 mm.
- the peeling force is less than 0.01 N / 25 mm, the adhesive force between the polarizing film 5 and the peeling film 10 is small, so that the peeling film 10 is partially peeled off or the single-sided protective polarizing plate is rolled.
- the polarizing film 5 may tear along the stretching direction (in a direction parallel to the stretching direction).
- the peeling force was obtained by cutting a single-side protective polarizing plate on which the release film 10 was laminated to a width of 25 mm to obtain a measurement sample, and precision universal testing machine “Autograph AGS-50NX” manufactured by Shimadzu Corporation. Is used to grasp the peeling film 10 of the measurement sample and the single-sided protective polarizing plate and measure the force when peeling in the 180 ° direction.
- the peeling force is measured in an environment where the peeling speed is 300 mm / min, the temperature is 23 ⁇ 2 ° C., and the relative humidity is 50 ⁇ 5%.
- the thickness of the release film 10 is, for example, about 5 to 100 ⁇ m, preferably about 10 to 80 ⁇ m.
- the moisture permeability of the release film 10 is preferably 400 g / m 2 ⁇ 24 hr or more, and more preferably 420 g / m 2 ⁇ 24 hr or more. When the moisture permeability is within this range, the layer made of the volatile liquid 50 can be efficiently volatilized and removed in the subsequent second step, so that productivity can be improved.
- the release film 10 preferably has a shrinkage rate (heat shrinkage rate) of 0.15% or less, more preferably 0.1% or less when heated at 80 ° C. for 5 minutes.
- a shrinkage rate heat shrinkage rate
- the resin material having a heat shrinkage within the above range include polyethylene terephthalate, cellulose triacetate, and polymethyl methacrylate resin.
- the contact angle of the release film 10 with respect to the volatile liquid 50 on the polarizing film 5 side surface is preferably 50 to 80 °, preferably 50 to 75 ° indicates that the peeling force between the polarizing film 5 and the release film 10 is in the above range. It is advantageous in that the release film 10 can be peeled relatively easily.
- the contact angle with respect to the volatile liquid 50 on the surface of the release film 10 in the polarizing film 5 is preferably 50 to 110 °, and more preferably 50 to 100 °.
- the volatile liquid 50 interposed between the polarizing film 5 and the release film 10 is a liquid that can be volatilized by the heat treatment in the second step, and is preferably a liquid that does not adversely affect the polarizing film 5.
- An antistatic agent may be added as long as it does not have an adverse effect.
- Examples of the volatile liquid 50 that can be used in the present invention include water and a mixture of water and a hydrophilic liquid.
- the hydrophilic liquid is preferably one that does not remain after the heat treatment in the second step.
- methanol, ethanol, 1-butanol, tetrohydrofuran, acetone, acetonitrile, N, N-dimethylformamide, dimethyl sulfoxide examples include formic acid and acetic acid.
- This process is a process of volatilizing and removing the volatile liquid 50 while drying the 1st adhesive bond layer 25 which is a water-system adhesive bond layer by heating. By this heat treatment, the release film 10 is directly laminated on the surface of the polarizing film 5 with an appropriate adhesion.
- the said heat processing are performed by introduce
- FIG. be able to.
- the drying device 70 is not particularly limited, and a hot air dryer or a far infrared heater can be used.
- the drying temperature is preferably 30 to 90 ° C.
- the first protective film 20 tends to be easily peeled off from the polarizing film 5. If the drying temperature exceeds 90 ° C., the polarizing performance of the polarizing film 5 may be deteriorated by heat.
- the drying time can be about 10 to 1000 seconds, and from the viewpoint of productivity, it is preferably 60 to 750 seconds, and more preferably 150 to 600 seconds.
- the heating temperature in this step can be increased to, for example, over 60 ° C. and below 90 ° C. That is, even if the heating temperature is set high, in addition to being able to suppress the breakage of the polarizing film 5, it is possible to obtain a single-sided protective film with a small shrinkage rate of the polarizing film 5 and thus high dimensional stability by the high temperature heating. it can.
- the shrinkage rate of the single-side protective polarizing plate By reducing the shrinkage rate of the single-side protective polarizing plate, the warpage of the liquid crystal panel can be reduced when a liquid crystal panel is produced using the polarizing plate.
- the drying temperature of the aqueous adhesive layer cannot be set high, and it has been difficult to obtain a single-side protective polarizing plate having a low shrinkage rate.
- sufficient adhesive strength may be obtained by performing curing at a temperature of room temperature or higher for at least half a day, usually several days or longer. Such curing is typically performed in a state of being wound into a roll.
- the preferable curing temperature is in the range of 30 to 50 ° C, more preferably 35 to 45 ° C. When the curing temperature exceeds 50 ° C., so-called “roll tightening” is likely to occur in the roll winding state.
- the humidity during curing is not particularly limited, but is preferably selected so that the relative humidity is in the range of about 0 to 70% RH.
- the curing time is usually about 1 to 10 days, preferably about 2 to 7 days.
- Four steps can be provided to form the single-sided protective polarizing plate 3 with the pressure-sensitive adhesive layer shown in FIG.
- This pressure-sensitive adhesive layer 30 can be used for bonding a single-sided protective polarizing plate to a liquid crystal cell.
- a conventionally known appropriate pressure-sensitive adhesive can be used.
- a (meth) acrylic pressure-sensitive adhesive is preferably used from the viewpoints of transparency, adhesive strength, reliability, reworkability, and the like.
- the pressure-sensitive adhesive layer 30 can be provided by a method in which a pressure-sensitive adhesive is used, for example, in the form of an organic solvent solution, which is coated on the polarizing film 5 with a die coater or a gravure coater and dried. Can be provided also by a method of transferring the sheet-like adhesive formed on the plastic film (referred to as a separate film) to the polarizing film 5. Whichever method is used, it is preferable that a separate film is adhered to the surface of the pressure-sensitive adhesive layer 30.
- the thickness of the pressure-sensitive adhesive layer 30 can be 2 to 40 ⁇ m, for example.
- a double-sided protective polarizing plate is obtained by laminating the second protective film 21 via the second adhesive layer 26 on the surface of the polarizing film 5 on which the release film 10 is laminated. 4 can also be obtained.
- the second adhesive layer 26 may be a water-based adhesive layer, or may be a layer made of another adhesive. Examples of other adhesives include active energy ray-curable adhesives that can be cured by irradiation with active energy rays such as ultraviolet rays, visible light, electron beams, and X-rays. In this case, the second adhesive layer 26 is a cured product layer of the adhesive.
- the second protective film 21 can also be a protective film having both optical functions such as a retardation film and a brightness enhancement film.
- the double-sided protective polarizing plate 4 can be bonded to the liquid crystal cell using the adhesive layer 30 laminated on the outer surface of the first protective film 20 or the second protective film 21.
- an active energy ray-curable adhesive having an epoxy compound that is cured by cationic polymerization as a curable component can be more preferably used, and such an epoxy is more preferable.
- the epoxy compound here means a compound having an average of 1 or more, preferably 2 or more epoxy groups in the molecule. Epoxy compounds may be used alone or in combination of two or more.
- an epoxy compound that can be suitably used is a hydrogenated epoxy compound (aliphatic compound) obtained by reacting an alicyclic polyol obtained by hydrogenating an aromatic ring of an aromatic polyol with epichlorohydrin.
- a glycidyl ether of a polyol having a cyclic ring an aliphatic epoxy compound such as an aliphatic polyhydric alcohol or a polyglycidyl ether of an alkylene oxide adduct thereof; one epoxy group bonded to the alicyclic ring in the molecule
- An alicyclic epoxy compound which is an epoxy compound having the above is included.
- the active energy ray-curable adhesive may further contain a radically polymerizable (meth) acrylic compound as a curable component.
- the (meth) acrylic compound is a (meth) acrylate monomer having at least one (meth) acryloyloxy group in the molecule; obtained by reacting two or more functional group-containing compounds, and at least two in the molecule.
- (meth) acryloyloxy group-containing compounds such as (meth) acrylate oligomers having (meth) acryloyloxy groups.
- the active energy ray-curable adhesive contains an epoxy compound that is cured by cationic polymerization as a curable component, it preferably contains a photocationic polymerization initiator.
- the photocationic polymerization initiator include aromatic diazonium salts; onium salts such as aromatic iodonium salts and aromatic sulfonium salts; iron-allene complexes.
- the active energy ray-curable adhesive contains a radical polymerizable curable component such as a (meth) acrylic compound, it is preferable to contain a photo radical polymerization initiator.
- photo radical polymerization initiator examples include acetophenone initiator, benzophenone initiator, benzoin ether initiator, thioxanthone initiator, xanthone, fluorenone, camphorquinone, benzaldehyde, anthraquinone and the like.
- a curing step for curing the adhesive layer made of this is performed. Curing of the adhesive layer can be performed by irradiating active energy rays.
- the active energy ray is preferably ultraviolet rays.
- the light source of the active energy ray is not particularly limited, but an active energy ray having a light emission distribution at a wavelength of 400 nm or less is preferable.
- the low-pressure mercury lamp, the medium-pressure mercury lamp, the high-pressure mercury lamp, the ultrahigh-pressure mercury lamp, the chemical lamp, and the black light lamp A microwave excited mercury lamp, a metal halide lamp, or the like is preferably used.
- the active energy ray irradiation intensity to the adhesive layer composed of the active energy ray-curable adhesive is appropriately determined depending on the composition of the adhesive, but the irradiation intensity in the wavelength region effective for activating the polymerization initiator is 0.1. It is preferably set to be ⁇ 6000 mW / cm 2 . When the irradiation intensity is 0.1 mW / cm 2 or more, the reaction time does not become too long, and when it is 6000 mW / cm 2 or less, the heat of the adhesive layer due to the heat radiated from the light source and the heat generated when the adhesive is cured. There is little possibility of causing yellowing or deterioration of the polarizing film 5.
- the irradiation time of the active energy ray is also appropriately determined depending on the composition of the adhesive, but is set so that the integrated light amount expressed as the product of the irradiation intensity and the irradiation time is 10 to 10,000 mJ / cm 2. Is preferred.
- the integrated light amount is 10 mJ / cm 2 or more, a sufficient amount of active species derived from the polymerization initiator can be generated to advance the curing reaction more reliably, and when it is 10000 mJ / cm 2 or less, the irradiation time is long. It does not become too much, and good productivity can be maintained.
- the first protective film 20 and the second protective film 21 may be the same type of film or different types of films.
- Moisture permeability of protective film and release film The moisture permeability (g / m 2 ⁇ 24 hr) at 40 ° C. was measured according to JIS Z 0208.
- the surface to be measured for the contact angle of the polarizing film and the release film surface (the release film side surface in the polarization film or the polarization film side surface in the release film) is the outside, and the polarizing film or release film is used on a glass substrate with an adhesive.
- This measurement sample was set horizontally on a contact angle meter (image processing type contact angle meter “FACE CA-X type” manufactured by Kyowa Interface Science Co., Ltd.) so that the surface to be measured is the upper surface. A microliter of volatile liquid was dropped, and the contact angle with respect to the volatile liquid was measured.
- Peeling force between polarizing film and release film Peeling force is obtained by cutting a single-side protective polarizing plate on which a release film is laminated to a width of 25 mm to obtain a measurement sample, and precision universal made by Shimadzu Corporation Using a tester “Autograph AGS-50NX”, the peeling film and the single-sided protective polarizing plate of the measurement sample were grasped, and the force when peeling in the 180 ° direction was measured.
- the peeling force was measured in an environment with a peeling speed of 300 mm / min, a temperature of 23 ⁇ 2 ° C., and a relative humidity of 50 ⁇ 5%.
- Example 1 (A) Production of Polarizing Film A polyvinyl alcohol film having an average degree of polymerization of about 2400 and a saponification degree of 99.9 mol% or more and a thickness of 30 ⁇ m was uniaxially stretched about 4 times in a dry manner, and further kept in a tension state. After immersing in pure water of 1 ° C. for 1 minute, it was immersed in an aqueous solution having a weight ratio of iodine / potassium iodide / water of 0.1 / 5/100 at 28 ° C. for 60 seconds.
- aqueous solution having a weight ratio of potassium iodide / boric acid / water of 10.5 / 7.5 / 100 at 68 ° C. for 300 seconds. Subsequently, it was washed with pure water at 5 ° C. for 5 seconds and then dried at 70 ° C. for 180 seconds to obtain a polarizing film in which iodine was adsorbed and oriented on a uniaxially stretched polyvinyl alcohol film. The thickness of the polarizing film was 11 ⁇ m.
- the aqueous adhesive obtained in (B) above is injected between the polarizing film and the protective film, and pure water is injected between the polarizing film and the release film, and between the bonding rolls 40 and 40.
- a laminated film consisting of a protective film / aqueous adhesive layer / polarizing film / pure water / release film was formed (first step).
- the laminated film is transported and passed through a drying device 70 and heated at 80 ° C. for 300 seconds, so that the water-based adhesive layer is dried and the pure water interposed between the polarizing film and the release film is volatilized and removed.
- the single-sided protective polarizing plate with a peeling film was obtained (2nd process).
- Table 1 shows the measurement results of the moisture permeability, shrinkage rate, and water contact angle of the polarizing film, protective film or release film used.
- Table 1 summarizes the breakage of the polarizing film and the occurrence of wrinkling of the polarizing plate during the production of the single-side protective polarizing plate with a release film.
- the peel force between the polarizing film and the release film was measured according to the above-described measurement method, and found to be 0.10 N / 25 mm.
- Examples 2 to 11 and Comparative Examples 1 and 2> A single-side protective polarizing plate with a release film was produced in the same manner as in Example 1 except that the type of the protective film and the type of the release film were as shown in Table 1. In Comparative Examples 1 and 2, the release film was directly laminated on the surface of the polarizing film without interposing pure water between the polarizing film and the release film in the first step.
- polarizing plate Table 1 also summarizes the occurrence of wrinkles. Details of the abbreviations in Table 1 are as follows.
- TAC1 a product name "KC2UAW” which is a TAC film manufactured by Konica Minolta Opto Co., Ltd., a thickness of 25 ⁇ m, and a saponification treatment is performed on the bonding surface
- COP trade name “FEKB015D3” which is a cyclic polyolefin resin film manufactured by JSR Corporation, thickness 15 ⁇ m
- PET Mitsubishi terephthalate polyethylene terephthalate film, thickness 25 ⁇ m
- Acrylic 1 polymethyl methacrylate resin film of Sumitomo Chemical Co., Ltd., thickness 40 ⁇ m
- TAC2 trade name “KC8UX2MW”, a TAC film manufactured by Konica Minolta Opto Co., Ltd., thickness 80 ⁇ m, no saponification treatment
- PE trade name “Tretec 7332K” which is a polyethylene film of Toray Film Processing Co., Ltd., thickness 30 ⁇
- 1 single-sided protective polarizing plate 2 single-sided protective polarizing plate with release film, 3 single-sided protective polarizing plate with adhesive layer, 4 double-sided protective polarizing plate, 5 polarizing film, 10 release film, 20 first protective film, 21 second protective film 25, 1st adhesive layer, 26, 2nd adhesive layer, 30 adhesive layer, 40 bonding roll, 50 volatile liquid, 55 water based adhesive, 60 guide roll, 70 drying device, 80, 81 injection device.
Abstract
Description
[1] 偏光フィルムの一方の面に水系接着剤層を介して保護フィルムを貼合するとともに、前記偏光フィルムの他方の面に、揮発性液体からなる層を介して剥離フィルムを積層する第1工程と、
加熱により、前記水系接着剤層を乾燥させるとともに、前記揮発性液体を揮発させる第2工程と、
を含む、偏光板の製造方法。
(1)偏光フィルムの一方の面に水系接着剤層を介して第1保護フィルムを貼合するとともに、該偏光フィルムの他方の面に、揮発性液体からなる層を介して剥離フィルムを積層する第1工程、及び
(2)加熱により、上記水系接着剤層を乾燥させるとともに、上記揮発性液体を揮発させる第2工程、
を含む。
図5を参照して、本工程ではまず、長尺の偏光フィルム5のロール(巻回品)、長尺の第1保護フィルム20のロール及び長尺の剥離フィルム10のロールを用意し、これらを図示しない巻き出し装置を用いて連続的に巻き出しながらフィルム搬送を行う。各フィルムは、それらの長手方向が搬送方向となるように搬送される。フィルムの搬送経路には適宜、走行するフィルムを支持するガイドロール60が設けられる。図5における矢印は、フィルムの搬送方向又は各種ロールの回転方向を示す。通常、偏光フィルム5の搬送方向(フィルム長手方向)と第1保護フィルム20の搬送方向(フィルム長手方向)と剥離フィルム10の搬送方向(フィルム長手方向)とは平行である。
偏光フィルム5は、一軸延伸されたポリビニルアルコール系樹脂フィルムに二色性色素を吸着配向させたものであることができる。ポリビニルアルコール系樹脂フィルムを構成するポリビニルアルコール系樹脂としては、ポリ酢酸ビニル系樹脂をケン化したものを用いることができる。ポリ酢酸ビニル系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体が例示される。酢酸ビニルに共重合可能な他の単量体としては、例えば、不飽和カルボン酸類、オレフィン類、ビニルエーテル類、不飽和スルホン酸類、アンモニウム基を有する(メタ)アクリルアミド類等が挙げられる。
ケン化度(モル%)=100×(水酸基の数)/(水酸基の数+酢酸基の数)
で定義される。ケン化度は、JIS K 6726(1994)に準拠して求めることができる。ケン化度が高いほど、水酸基の割合が高いことを示しており、従って結晶化を阻害する酢酸基の割合が低いことを示している。
第1保護フィルム20は、熱可塑性樹脂、例えば、鎖状ポリオレフィン系樹脂(ポリプロピレン系樹脂等)、環状ポリオレフィン系樹脂(ノルボルネン系樹脂等)のようなポリオレフィン系樹脂;セルローストリアセテート、セルロースジアセテートのようなセルロースエステル系樹脂;ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレートのようなポリエステル系樹脂;ポリカーボネート系樹脂;ポリメタクリル酸メチル系樹脂のような(メタ)アクリル系樹脂;又はこれらの混合物、共重合物等からなる透明樹脂フィルムであることができる。
第1接着剤層25を形成する水系接着剤55は、接着剤成分を水に溶解したもの又は水に分散させたものである。好ましく用いられる水系接着剤は、例えば、主成分としてポリビニルアルコール系樹脂又はウレタン樹脂を用いた接着剤組成物である。水系接着剤から形成される第1接着剤層25の厚みは通常、1μm以下である。
剥離フィルム10は、偏光フィルム5に積層した後、所望のタイミングで剥離可能なフィルムである。「剥離可能」とは、偏光フィルム5及び剥離フィルム10を破損又は傷めることなく、偏光フィルム5と剥離フィルム10とを分離できることを意味する。
偏光フィルム5と剥離フィルム10との間に介在させる揮発性液体50は、第2工程での加熱処理によって揮発し得る液体であり、好ましくは偏光フィルム5に悪影響を与えない液体である。悪影響を与えないのであれば、帯電防止剤を添加してもよい。本発明において使用し得る揮発性液体50の例を挙げれば、例えば、水や、水と親水性液体との混合物等である。親水性液体は、第2工程での加熱処理後に残留しないものであることが好ましく、例えば、メタノール、エタノール、1-ブタノール、テトロヒドロフラン、アセトン、アセトニトリル、N,N-ジメチルホルムアミド、ジメチルスルホキシド、ギ酸、酢酸等が挙げられる。
本工程は、加熱によって、水系接着剤層である第1接着剤層25を乾燥させるとともに、揮発性液体50を揮発除去する工程である。この加熱処理によって、剥離フィルム10は、偏光フィルム5の表面に直接、適度な密着力をもって積層される。
上記第2工程の後、室温以上の温度で少なくとも半日、通常は数日間以上の養生を施して十分な接着強度を得てもよい。かかる養生は、典型的には、ロール状に巻き取られた状態で行われる。好ましい養生温度は、30~50℃の範囲であり、さらに好ましくは35~45℃である。養生温度が50℃を超えると、ロール巻き状態において、いわゆる「巻き締まり」が起こりやすくなる。なお、養生時の湿度は、特に限定されないが、相対湿度が0~70%RH程度の範囲となるように選択されることが好ましい。養生時間は、通常1~10日程度、好ましくは2~7日程度である。
JIS Z 0208に準拠し、40℃での透湿度(g/m2・24hr)を測定した。
剥離フィルムから、1辺が剥離フィルムのMD(フィルム長手方向)と平行になるように1辺100mmの正方形の試験片を切り出し、当該試験片の初期寸法A(MDの初期寸法)と、その試験片を80℃の乾熱環境下で5分保持した後の寸法B(MDの寸法)とから、下記式:
MD寸法変化率(%)=(A-B)/A×100
により、剥離フィルムのMD寸法変化率を算出し、これをMD収縮率とした。同様にして、初期寸法A’(TDの初期寸法)と、その試験片を80℃の乾熱環境下で5分保持した後の寸法B’(TDの寸法)とから、TD寸法変化率を算出し、これをTD収縮率とした。
測定対象面(偏光フィルムにおける剥離フィルム側表面又は剥離フィルムにおける偏光フィルム側表面)を外側にして、偏光フィルム又は剥離フィルムをガラス基板に粘着剤を用いて貼合して測定サンプルとした。この測定サンプルを測定対象表面が上面となるように接触角計〔協和界面科学(株)製の画像処理式接触角計「FACE CA-X型」)に水平にセットし、測定対象表面に1マイクロリットルの揮発性液体を滴下し、揮発性液体に対する接触角を測定した。
剥離力は、剥離フィルムが積層された片面保護偏光板を25mm幅にカットして測定サンプルを取得し、(株)島津製作所製の精密万能試験機「オートグラフAGS-50NX」を用いて、測定サンプルの剥離フィルムと片面保護偏光板とを掴み、180°方向に剥がすときの力を測定することにより求めた。剥離力の測定は、剥離速度300mm/minで温度23±2℃、相対湿度50±5%の環境下で行った。
(A)偏光フィルムの作製
平均重合度約2400、ケン化度99.9モル%以上で厚み30μmのポリビニルアルコールフィルムを、乾式で約4倍に一軸延伸し、さらに緊張状態を保ったまま、40℃の純水に1分間浸漬した後、ヨウ素/ヨウ化カリウム/水の重量比が0.1/5/100の水溶液に28℃で60秒間浸漬した。その後、ヨウ化カリウム/ホウ酸/水の重量比が10.5/7.5/100の水溶液に68℃で300秒間浸漬した。引き続き、5℃の純水で5秒間洗浄した後、70℃で180秒間乾燥して、一軸延伸されたポリビニルアルコールフィルムにヨウ素が吸着配向された偏光フィルムを得た。偏光フィルムの厚みは11μmであった。
ポリビニルアルコール粉末〔(株)クラレ製の商品名「KL-318」、平均重合度1800〕を95℃の熱水に溶解し、濃度3重量%のポリビニルアルコール水溶液を調製した。得られた水溶液に架橋剤〔田岡化学工業(株)製の商品名「スミレーズレジン650」〕をポリビニルアルコール粉末2重量部に対して1重量部の割合で混合して、水系接着剤とした。
図5に示される偏光板製造装置と同様の装置を用いて、次の手順で剥離フィルム付片面保護偏光板を作製した。上記(A)で得られた偏光フィルムを連続的に搬送するとともに、保護フィルム〔コニカミノルタオプト(株)製のTACフィルムである商品名「KC2UAW」、厚み25μm、貼合面にケン化処理を施したもの〕のロールから保護フィルムを連続的に巻き出し、また、剥離フィルム〔コニカミノルタオプト(株)製のTACフィルムである商品名「KC8UX2MW」、厚み80μm、ケン化処理なし〕のロールから剥離フィルムを連続的に巻き出した。次いで、偏光フィルムと保護フィルムとの間に上記(B)で得られた水系接着剤を注入するとともに、偏光フィルムと剥離フィルムとの間に純水を注入し、貼合ロール40,40間に通して保護フィルム/水系接着剤層/偏光フィルム/純水/剥離フィルムからなる積層フィルムとした(第1工程)。引き続き、積層フィルムを搬送し、乾燥装置70に通して80℃、300秒の加熱処理を行うことにより、水系接着剤層の乾燥とともに、偏光フィルムと剥離フィルムの間に介在する純水を揮発除去して、剥離フィルム付片面保護偏光板を得た(第2工程)。
保護フィルムの種類、剥離フィルムの種類を表1に示すとおりとしたこと以外は、実施例1と同様にして剥離フィルム付片面保護偏光板を作製した。比較例1及び2では、第1工程において偏光フィルムと剥離フィルムとの間に純水を介在させずに剥離フィルムを直接、偏光フィルム面に積層した。
〔b〕COP:JSR(株)製の環状ポリオレフィン系樹脂フィルムである商品名「FEKB015D3」、厚み15μm、
〔c〕PET:三菱樹脂(株)のポリエチレンテレフタレートフィルム、厚み25μm、
〔d〕アクリル1:住友化学(株)のポリメタクリル酸メチル樹脂フィルム、厚み40μm、
〔e〕TAC2:コニカミノルタオプト(株)製のTACフィルムである商品名「KC8UX2MW」、厚み80μm、ケン化処理なし、
〔f〕PE:東レフィルム加工(株)のポリエチレンフィルムである商品名「トレテック 7332K」、厚み30μm、
〔g〕アクリル2:住友化学(株)のポリメタクリル酸メチル樹脂フィルム、厚み80μm、
〔h〕EtOH:エタノール。

Claims (5)
- 偏光フィルムの一方の面に水系接着剤層を介して保護フィルムを貼合するとともに、前記偏光フィルムの他方の面に、揮発性液体からなる層を介して剥離フィルムを積層する第1工程と、
加熱により、前記水系接着剤層を乾燥させるとともに、前記揮発性液体を揮発させる第2工程と、
を含む、偏光板の製造方法。 - 前記保護フィルム及び前記剥離フィルムの少なくとも一方は、その透湿度が400g/m2・24hr以上である、請求項1に記載の偏光板の製造方法。
- 前記剥離フィルムは、80℃にて5分間加熱したときの収縮率が0.15%以下である、請求項1又は2に記載の偏光板の製造方法。
- 前記剥離フィルムにおける偏光フィルム側表面の前記揮発性液体に対する接触角が、50~80°である、請求項1~3のいずれか1項に記載の偏光板の製造方法。
- 前記偏光フィルムにおける剥離フィルム側表面の前記揮発性液体に対する接触角が、50~110°である、請求項1~4のいずれか1項に記載の偏光板の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167025855A KR102344721B1 (ko) | 2014-03-12 | 2015-03-06 | 편광판의 제조 방법 |
| CN201580013551.4A CN106104324B (zh) | 2014-03-12 | 2015-03-06 | 偏光板的制造方法 |
| JP2016507495A JP6591962B2 (ja) | 2014-03-12 | 2015-03-06 | 偏光板の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014049000 | 2014-03-12 | ||
| JP2014-049000 | 2014-03-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015137250A1 true WO2015137250A1 (ja) | 2015-09-17 |
Family
ID=54071696
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/056662 WO2015137250A1 (ja) | 2014-03-12 | 2015-03-06 | 偏光板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6591962B2 (ja) |
| KR (1) | KR102344721B1 (ja) |
| CN (1) | CN106104324B (ja) |
| TW (1) | TWI635328B (ja) |
| WO (1) | WO2015137250A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016540259A (ja) * | 2013-09-30 | 2016-12-22 | エルジー・ケム・リミテッド | 片面型薄型偏光板の製造方法 |
| WO2017104463A1 (ja) * | 2015-12-18 | 2017-06-22 | 住友化学株式会社 | 片面保護偏光板の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017102426A (ja) * | 2015-11-20 | 2017-06-08 | 住友化学株式会社 | 偏光板および液晶パネル |
| JP6076449B1 (ja) * | 2015-12-04 | 2017-02-08 | 住友化学株式会社 | 偏光フィルムの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002182032A (ja) * | 2000-12-14 | 2002-06-26 | Fuji Photo Film Co Ltd | 偏光板用保護フイルム、その製造方法、偏光板および液晶表示装置 |
| JP2005049597A (ja) * | 2003-07-28 | 2005-02-24 | Nitto Denko Corp | ライナー付き積層偏光板 |
| JP2008212837A (ja) * | 2007-03-05 | 2008-09-18 | Teijin Dupont Films Japan Ltd | 表面保護フィルム |
| JP2010102282A (ja) * | 2008-09-29 | 2010-05-06 | Sumitomo Chemical Co Ltd | 複合偏光板の製造方法 |
| JP2010197991A (ja) * | 2009-01-30 | 2010-09-09 | Nitto Denko Corp | 積層フィルムの製造方法 |
| JP2012003269A (ja) * | 2005-03-31 | 2012-01-05 | Nippon Shokubai Co Ltd | 偏光子保護フィルム、偏光板、および画像表示装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2124021A1 (en) * | 1993-05-21 | 1994-11-22 | John Samonides Sr. | Adhesive for labels and the like |
| JP4525069B2 (ja) * | 2003-03-31 | 2010-08-18 | 住友化学株式会社 | 偏光板及びその製造方法 |
| JP4780766B2 (ja) * | 2006-03-27 | 2011-09-28 | 日東電工株式会社 | 光学用粘着剤、粘着剤付き光学フィルムおよび画像表示装置 |
| CN101281268A (zh) * | 2007-04-05 | 2008-10-08 | 达信科技股份有限公司 | 制造偏光板的方法及贴合方法 |
| JP5382843B2 (ja) | 2007-10-31 | 2014-01-08 | 住友化学株式会社 | 偏光板の製造方法 |
| CN101793992B (zh) * | 2009-01-30 | 2014-09-24 | 日东电工株式会社 | 层叠薄膜的制造方法 |
| JP2011081359A (ja) * | 2009-09-09 | 2011-04-21 | Nitto Denko Corp | 偏光板の製造方法 |
| JP5579020B2 (ja) * | 2010-10-27 | 2014-08-27 | 三菱樹脂株式会社 | 塗布層を有するポリエステルフィルム |
| JP5665622B2 (ja) * | 2011-03-09 | 2015-02-04 | 株式会社サンリッツ | 偏光板の製造装置、偏光板の製造方法、偏光板及びそれを用いた液晶表示装置 |
| CN104428701B (zh) * | 2012-07-12 | 2017-07-04 | 住友化学株式会社 | 偏振板的制造方法 |
| CN104508521B (zh) * | 2012-07-27 | 2016-08-03 | 富士胶片株式会社 | 偏光板及液晶显示装置 |
-
2015
- 2015-03-06 KR KR1020167025855A patent/KR102344721B1/ko active IP Right Grant
- 2015-03-06 WO PCT/JP2015/056662 patent/WO2015137250A1/ja active Application Filing
- 2015-03-06 JP JP2016507495A patent/JP6591962B2/ja active Active
- 2015-03-06 CN CN201580013551.4A patent/CN106104324B/zh active Active
- 2015-03-11 TW TW104107707A patent/TWI635328B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002182032A (ja) * | 2000-12-14 | 2002-06-26 | Fuji Photo Film Co Ltd | 偏光板用保護フイルム、その製造方法、偏光板および液晶表示装置 |
| JP2005049597A (ja) * | 2003-07-28 | 2005-02-24 | Nitto Denko Corp | ライナー付き積層偏光板 |
| JP2012003269A (ja) * | 2005-03-31 | 2012-01-05 | Nippon Shokubai Co Ltd | 偏光子保護フィルム、偏光板、および画像表示装置 |
| JP2008212837A (ja) * | 2007-03-05 | 2008-09-18 | Teijin Dupont Films Japan Ltd | 表面保護フィルム |
| JP2010102282A (ja) * | 2008-09-29 | 2010-05-06 | Sumitomo Chemical Co Ltd | 複合偏光板の製造方法 |
| JP2010197991A (ja) * | 2009-01-30 | 2010-09-09 | Nitto Denko Corp | 積層フィルムの製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016540259A (ja) * | 2013-09-30 | 2016-12-22 | エルジー・ケム・リミテッド | 片面型薄型偏光板の製造方法 |
| US10029449B2 (en) | 2013-09-30 | 2018-07-24 | Lg Chem, Ltd. | Method for manufacturing one-sided thin polarizing plate |
| WO2017104463A1 (ja) * | 2015-12-18 | 2017-06-22 | 住友化学株式会社 | 片面保護偏光板の製造方法 |
| CN108369307A (zh) * | 2015-12-18 | 2018-08-03 | 住友化学株式会社 | 单面保护偏振板的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106104324B (zh) | 2019-04-19 |
| KR20160131027A (ko) | 2016-11-15 |
| KR102344721B1 (ko) | 2021-12-31 |
| TWI635328B (zh) | 2018-09-11 |
| TW201539067A (zh) | 2015-10-16 |
| JP6591962B2 (ja) | 2019-10-16 |
| JPWO2015137250A1 (ja) | 2017-04-06 |
| CN106104324A (zh) | 2016-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6327222B2 (ja) | 偏光板、粘着剤付き偏光板及び液晶表示装置 | |
| JP6366787B2 (ja) | 偏光板 | |
| JP6096350B2 (ja) | 偏光板の製造方法 | |
| JP6591962B2 (ja) | 偏光板の製造方法 | |
| JP6654448B2 (ja) | 積層偏光板の製造方法及び偏光板の製造方法 | |
| TWI694272B (zh) | 附保護膜之偏光板的製造方法 | |
| TWI603126B (zh) | 附有保護膜之偏光板之製造方法 | |
| JP2019061031A (ja) | 光学フィルムの製造方法及び製造装置 | |
| JP2017204003A (ja) | 偏光板および画像表示装置 | |
| CN106199808B (zh) | 偏光板的制造方法 | |
| JP5951870B1 (ja) | 偏光板の製造方法 | |
| WO2017069106A1 (ja) | 積層光学フィルムの製造方法 | |
| KR102502463B1 (ko) | 프로텍트 필름을 갖는 편광판의 제조 방법 | |
| KR20180094970A (ko) | 한면 보호 편광판의 제조 방법 | |
| WO2022059518A1 (ja) | 偏光板の製造方法 | |
| JP2017182022A (ja) | 偏光フィルムの製造方法、積層フィルム | |
| JP7308905B2 (ja) | 光学フィルムの製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15761817 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016507495 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20167025855 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15761817 Country of ref document: EP Kind code of ref document: A1 |