WO2015083310A1 - Unité de traitement et dispositif de traitement - Google Patents
Unité de traitement et dispositif de traitement Download PDFInfo
- Publication number
- WO2015083310A1 WO2015083310A1 PCT/JP2014/004995 JP2014004995W WO2015083310A1 WO 2015083310 A1 WO2015083310 A1 WO 2015083310A1 JP 2014004995 W JP2014004995 W JP 2014004995W WO 2015083310 A1 WO2015083310 A1 WO 2015083310A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- unit
- bending
- opening
- twist
- workpiece
- Prior art date
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
Definitions
- the present invention relates to a unit and an apparatus for bending a rod-shaped member such as a metal pipe or a metal tube.
- Japanese Patent Application Laid-Open No. 11-138215 describes that a pipe bender having a simplified configuration of a bending die and a clamping die and having a smaller size than the conventional one is provided.
- the bending mold supported on the upper part of the rotating shaft is constituted by a split mold that can be separated in the axial direction, and a clamp mold half is formed integrally with each of these split molds.
- the pipe material to be bent is sent between the split mold and the clamp mold, and is held by the clamp mold by combining the split molds. Thereafter, the bending die is rotated together with the rotating shaft, and the bending die is bent along the guide of the concave groove formed on the outer periphery of the bending die.
- Japanese Laid-Open Patent Publication No. 2003-305518 describes providing a pipe bending unit of a pipe bending apparatus that is compact and easy to control.
- the processing unit of this document is a pipe of a pipe bending apparatus including a bending roll, a clamp that fixes the pipe to the bending roll, and a pressure that moves the pipe along the bending roll while pressing the pipe against the bending roll.
- the clamp is supported so as to be able to contact and separate with respect to the bending roll, and a fixing plate having a pressure cam for determining the movement trajectory of the pressure is installed, and the pressure is fixed to the bending roll.
- a pipe bending process characterized in that a rotating plate having a clamp cam for moving the clamp is disposed while being supported so as to be able to come in contact with and separated from the clamp, and the clamp and the pressure are operated by the cam. It is a pipe bending unit of the apparatus.
- One aspect of the present invention includes a pair of upper and lower split mold portions including a bending groove for bending a rod-shaped member, a pair of upper and lower clamp portions for holding the rod-shaped member inserted into the bending groove, and bending from the outer peripheral side of the bending groove.
- It is a processing unit having a pressure including a holding groove for holding a rod-shaped member in the groove.
- the processing unit includes a first unit including a first split mold part above the pair of upper and lower split mold parts and a first clamp part above the pair of upper and lower clamp parts, and a lower side of the pair of upper and lower split mold parts.
- the second unit including the second split mold part and the second clamp part below the pair of upper and lower clamp parts, and the first unit, the second unit and the pressure are mounted in the bending groove.
- An opening / closing unit that opens and closes in three different directions with respect to a set center that is the position of the central axis of the rod-shaped member.
- the opening / closing unit includes a first opening / closing unit (balanced opening / closing unit) that opens and closes the first unit and the second unit equally (balanced), and moves the pressure away from or close to the set center in conjunction with the first opening / closing unit. And a second opening / closing unit.
- the second opening / closing unit may be a link unit that opens and closes the pressure in synchronization with the movement of the first opening / closing unit. Pressure drive mechanism and control can be simplified.
- the second opening / closing unit moves while contacting the peripheral surface of the skirt-shaped cylindrical cam, and the skirt-shaped cylindrical cam moves up and down in conjunction with the first opening / closing unit.
- a cam follower that moves the pressure so that the pressure opens and closes with respect to the bending groove in conjunction with the opening and closing of the unit and the second unit may be included.
- the first opening / closing unit includes a first opening / closing axis that moves the first unit up and down, a second opening / closing axis that moves the second unit up / down, and the first opening / closing axis and the second opening / closing axis.
- a left and right screw member that moves in the opposite direction and an open / close motor that rotates the left and right screw member may be included.
- a mechanism that opens and closes the first and second units and the pressure in three directions with one opening / closing motor can be provided.
- the second opening / closing unit is configured to support the holder so that the pressure swings with respect to the first opening / closing shaft and the second opening / closing shaft, and to turn the holder with respect to the first opening / closing shaft and the second opening / closing shaft. And a support part that supports. By supporting the arm that swings the pressure with the first opening and closing shaft and the second opening and closing shaft, the reaction force of the pressure swing can be received near the first and second units.
- the bar-shaped member which is a workpiece, can be gripped more reliably by the unit and the pressure.
- the pressure includes a pressure roller including a holding groove including an arc-shaped portion, and the processing unit rotates around the first axis while the first unit and the second unit are closed. And a second drive unit that rotates about the first axis independently of the first drive unit with the pressure closed. It is possible to perform one of the left and right pull bending processes by the clamp and the other of the left and right push bending processes by rotating the pressure.
- the pair of upper and lower clamp parts may be clamp parts shared by left and right bendings including clamp grooves intersecting in an X shape.
- the rod-shaped member can be processed in four modes of left and right push-pull bending.
- the pressure may include pressures arranged in at least one of the left and right positions. That is, the pressure may include left and right pressures disposed at two left and right positions, or one side pressure disposed at either one of the pressures.
- the second drive unit may open or close either one of the left and right pressures or one of the pressures. It is possible to perform left / right bending or one of the bending processes.
- An example of the second drive unit that drives the left and right pressures rotates about the first shaft so as to close either the left or right opening and closing cams that open or close the left and right pressures, or the left or right opening and closing cams. And an inclined cylindrical cam.
- One of the other aspects of the present invention is the above-described machining unit, a workpiece support unit that supports a bar-shaped member, and a bar-shaped member that is supported by the workpiece support unit by moving at least one of the machining unit and the workpiece support unit.
- a machining apparatus having a first operation for setting a central axis of an unmachined portion at a set center of a machining unit and a moving unit for performing a second operation for setting at a retracted position away from the set center. Since the first and second units that hold the bar-shaped member and the pressure can be opened and closed in three directions, the moving unit relatively sets the center axis of the unprocessed portion of the bar-shaped member supported by the work support unit. It can be moved linearly between the center and the retracted position. Therefore, the processing time can be shortened.
- the moving unit relatively moves the central axis of the unprocessed portion of the bar-shaped member supported by the work support unit in a first direction, for example, the vertical direction, and moves the processing unit to the first unit and the second unit. It is desirable to support so that the opening and closing direction is oblique to the vertical direction.
- the relative movement of the rod-shaped member that is the object to be processed can be simplified, and a processing apparatus having a simple configuration can be provided.
- the moving unit may include a first moving unit that swings left and right while moving the processing unit up and down.
- the machining unit can be set according to the initial position of left and right bending.
- the first moving unit includes, for example, a base, a holder that swings relative to the base, a slide plate that supports the processing unit so as to slide up and down in the holder, and a first cam in the vertical direction provided on the base
- a turn gear including a groove, a second cam groove in a direction perpendicular to the sliding direction of the slide plate provided on the slide plate, and a turn roller moving inside the first cam groove and the second cam groove
- a turn motor that is held by a holder, and includes a turn motor that rotationally drives a turn gear.
- the machining apparatus may include a machining unit and a twist unit that supports the machining unit so as to rotate around a second axis passing through the set center.
- the twist unit is a ring-shaped twist gear that supports the machining unit, and includes a twist gear that includes a first notch that is partially cut toward the center, a twist drive unit that drives the twist gear, and a twist.
- a plurality of guide rollers that support the outer peripheral surface of the twist gear so that the gear rotates about the second axis, and a support unit that supports the plurality of guide rollers may be included.
- the support unit of the processing apparatus includes a second opening larger than the first opening in the ring of the twist gear around the second axis, and a second notch that reaches the second opening.
- a second notch that is open in a direction perpendicular to the axis of the first guide, and a plurality of guide rollers are disposed facing the second opening, and at least a portion of the twist gear is disposed in the second opening. You may be supported so that it may rotate.
- a rotary shaftless type rotary mechanism can be provided that has a short bendable area.
- the processing apparatus relatively sets a distance between the chuck unit and the support unit relative to the chuck unit that supports the unprocessed portion of the rod-shaped member along the second axis on the opposite side of the processing unit with the support unit interposed therebetween.
- You may have a feed unit to control.
- the chuck unit may include a workpiece gripper extending along the second axis and penetrating the first opening when the distance between the support unit and the chuck unit approaches.
- One of the further different aspects of the present invention is a method (manufacturing method, control method) including bending a rod-shaped member by a processing apparatus including a processing unit.
- the processing unit includes a pair of upper and lower split mold parts including a bending groove, a pair of upper and lower clamp parts for holding a bar-shaped member inserted in the bending groove, and a holding groove for holding the bar-shaped member in the bending groove from the outer peripheral side of the bending groove.
- Including pressure included in this method, before bending, the upper split mold part and the upper clamp part, the lower split mold part and the lower clamp part, and the pressure are mounted in the bending groove. This includes moving and setting the rod-shaped member relatively linearly to the set center with the position of the central axis of the rod-shaped member opened in three different directions with the set center as the position.
- the Setting may include feeding and discharging common to the left and right bends by tilting the processing unit and moving the rod-like member in a straight line. Further, the processing may include bending a bar-shaped member set at the set center from side to side at the set center. Since the moving distance of the rod-shaped member can be shortened, the processing time can be shortened.
- the twist drive unit makes the first notch and the second notch coincide with each other before the twist drive unit is set.
- the turn unit has a mounting angle, a direction in which the first unit, the second unit, and the pressure open to open the bar-shaped member, and a direction of the first notch and the second notch
- And setting may include moving the chuck unit and the twist unit in a relatively linear direction to set the rod-shaped member on the second shaft. .
- a rotary bender that can supply and discharge the rod-like member linearly can be provided.
- the feed unit brings the support unit and the chuck unit closer to each other so that the workpiece gripping part penetrates the second opening, and the rod-like member is moved by the machining unit.
- the feeding unit may increase the distance between the support unit and the chuck unit, and the workpiece gripping section may grip the rod-shaped member again. By gripping the rod-shaped member, bending can be performed even at the central portion of the rod-shaped member.
- FIG. 5 (a) is a figure which shows a mold open state
- FIG.5 (b) is a figure which shows a mold closed state
- FIG.5 (c) is a left bending process.
- FIG.5 (d) is a figure which shows a mode that it moves in order to carry out a right bending process.
- FIG. 6A and 6B are diagrams for explaining the outline of the bending die clamp.
- FIG. 6A is a plan view enlarged from the bending die clamp as viewed from above, and FIG. The figure seen from the direction of a groove, FIG.6 (c) is the figure which looked at the state which hold
- FIG. 7A is a plan view
- FIG. 7B is a side view of the extension direction of the clamp groove
- FIG. 7C is an extension of the second clamp groove. Side view of directions.
- FIG.8 (a) is a figure which shows left-handed bending
- FIG.8 (b) is a figure which shows right-handed bending
- FIG.8 (c) is left-handed bending
- FIG. 8D is a diagram showing right-handed bending.
- FIG. 9A and FIG. 9D are diagrams showing a state in which the processing unit is set in a left-bending state
- FIG. 9B and FIG. The figure which shows the state which moved the process unit below
- FIG.9 (c) and FIG.9 (f) are the figures which show the state which set the process unit in the right bending state.
- FIG.10 (a) is sectional drawing of a horizontal direction
- FIG.10 (b) is sectional drawing of a vertical direction.
- the flowchart which shows the process in which a workpiece
- Fig.12 (a) is a figure which shows the mode of a left-handed bending process
- FIG.12 (b) is a figure which shows the mode of a right push bending process.
- the top view which shows a different process unit.
- the side view of the processing unit shown in FIG. The top view which shows the example of the processing unit provided with two pressure rollers.
- summary of a different processing apparatus The top view which shows the outline
- FIG. 27 is a cross-sectional view illustrating a schematic configuration of the bending unit illustrated in FIG. 26. It is a figure which shows the mode of opening and closing of an up-and-down type
- FIG. 1 is a front view showing an outline of a processing apparatus for bending a rod-shaped member.
- An example of a rod-shaped member that is a workpiece (workpiece, workpiece) is a pipe.
- the processing apparatus 1 includes a gantry 2, a workpiece support unit 5 that supports a pipe that is a workpiece W in the horizontal direction, a machining unit 10 that bends a workpiece (processing object) W, and the machining unit 10 with respect to the gantry 2. It includes a moving unit 80 that supports to move up and down, and a control unit 9.
- the control unit 9 includes a function of controlling the workpiece support unit 5, the machining unit 10, and the moving unit 80, respectively.
- the workpiece W may be a pipe, a tube, or another rod-like member.
- the workpiece support unit 5 includes a holder (clamp) 5a that grips the workpiece W in the horizontal direction, a motor 5b that rotates the holder 5a about the longitudinal axis (center axis) of the workpiece W, and the workpiece support unit 5. And a moving unit 5c that controls the distance to the processing unit 10 by moving the frame 2 on the gantry 2.
- the moving unit 5c controls the processing position of the workpiece W in the longitudinal direction.
- the moving unit 5c is a horizontal moving unit that moves the workpiece W in the horizontal direction.
- the workpiece support unit 5 may include a unit that moves the workpiece support unit 5 up and down on the gantry 2 and changes the height of the workpiece W gripped by the holder 5a.
- the control unit 9 controls the motor 5b and the horizontal movement unit 5c of the workpiece support unit 5 to control the relative angle between the machining unit 10 and the workpiece W and the distance between the machining unit 10 and the workpiece support unit 5.
- a machining position control function (machining position control unit) 9a is included.
- the control unit 9 includes a bending control unit 9b that controls the processing unit 10 to control the bending direction of the workpiece W and the bending method (pull bending and push bending).
- the processing control unit 9b performs mode 1 (M1) for left-hand bending, mode 2 (M2) for right-hand bending, mode 3 (M3) for left-hand bending, and right-hand bending.
- Mode 4 (M4) to be performed.
- the control unit 9 further controls a machining unit 10 and a moving unit 80, and has a clamp control function (clamp control unit) 9c that allows the machining unit 10 to grip (clamp) or release (release) the workpiece W at a predetermined position.
- the clamp control function 9c includes a function of clamping the workpiece W at a predetermined position of left and right bending by using the moving unit 80 to raise and lower the processing unit 10 when switching between left and right bending.
- the moving unit (quick turn unit) 80 switches the positional relationship between the processing unit 10 and the workpiece W between the left bending and the right bending by moving the processing unit 10.
- the moving unit 80 once moves the machining unit 10 downward relative to the workpiece W to release the workpiece W from the machining unit 10, and moves the machining unit 10 upward to grip the workpiece W with the machining unit 10 whose posture has been changed. .
- FIG. 2 shows a state in which the processing apparatus 1 is viewed from the processing unit 10 side.
- the processing unit 10 is attached to the gantry 2 such that the bending axis (first axis) 11 is inclined with respect to the vertical direction. It is necessary to reverse the inclination direction of the bending shaft 11 between the left bending and the right bending as described later.
- the moving unit 80 sets the center axis of the unmachined portion of the workpiece W supported by the workpiece support unit 5 to the set center C of the machining unit 10 and the retracted position away from the set center C. The second operation is performed.
- the moving unit 80 linearly moves up and down while swinging the processing unit 10 left and right, and as a result, a portion to be clamped is drawn with respect to the workpiece W so as to draw a U or C shape. Then, the inclination of the bending shaft 11 is reversed. Due to the movement of the moving unit 80, the machining unit 10 moves linearly with respect to the workpiece W to a position (setting center) C for clamping the workpiece W. The workpiece W moves linearly from the retracted position to the clamped (clamped) position C relative to the processing unit 10.
- FIG. 3 shows an outline of the processing unit 10 extracted.
- FIG. 4 shows a schematic configuration using a cross section along the bending axis 11 of the processing unit 10.
- the processing unit 10 includes a bending type clamp 20 that rotates around a bending axis (first axis) 11, a roller-type pressure (pressure roller) 30 that bends the workpiece W in cooperation with the bending type clamp 20, A first drive unit (drawing / bending mechanism) 40 that rotates the mold clamp 20 around the bending axis 11 and a second that rotates the pressure roller 30 around the bending axis 11 independently of the first drive unit 40.
- the opening / closing unit 69 includes a mold opening / closing mechanism (first opening / closing unit) 60 that opens and closes the bending mold clamp 20 and a link unit that swings the pressure roller 30 relative to the bending mold clamp 20 in conjunction with the mold opening / closing mechanism 60. (Pressure peristaltic mechanism, second opening / closing unit) 70.
- the processing unit 10 includes a slide plate 49 that is slidably attached to the gantry 2 via a moving unit 80, and these mechanisms 40 to 70 are supported via the slide plate 49.
- the bending mold clamp 20 includes a pair of upper and lower split mold portions (upper and lower molds, first and second units) 23 and 22 including an arc-shaped portion, in this example, a ring-shaped bending groove 24, along the bending groove 24.
- the pressure roller 30 includes a holding groove 31 having a semicircular cross section for holding the rod-shaped workpiece W in the bending groove 24 having a semicircular cross section of the bending die clamp 20 from the outer peripheral side of the bending groove 24.
- the holding groove 31 includes an arc-shaped portion, and in this example, a ring-shaped groove is provided over the entire circumference of the pressure roller 30.
- a bending mechanism (first driving unit) 40 that rotationally drives the bending clamp 20 drives a hollow shaft 45 that is supported by the slide plate 49 so as to rotate around the bending shaft 11, and the hollow shaft 45.
- a first motor (a bending motor) 41 and gears 42 a and 42 b that connect the bending motor 41 and the hollow shaft 45 are included.
- the bending motor 41 is fixed to the slide plate 49 via a support plate 48a.
- the hollow shaft 45 is rotatably attached to support plates 48b and 48c fixed to the slide plate 49 via bearings 47a and 47b.
- the bending mold clamp 20 is rotationally driven around the bending shaft 11 through the upper mold opening / closing shaft 63 and the lower mold opening / closing shaft 62 that rotate together with the hollow shaft 45. .
- a push-bending mechanism (second drive unit) 50 that rotationally drives the pressure roller 30 includes a housing 55 that is rotatably mounted around the hollow shaft 45, and a second motor (push-bending motor) that rotationally drives the housing 55. ) 51, and gears 52a and 52b for connecting the push-bending motor 51 and the housing 55 to each other.
- the pressure roller 30 is attached to the housing 55 via the pressure swing mechanism 70, and when the push bending motor 51 rotates the housing 55, the pressure roller 30 rotates around the bending shaft 11 together with the housing 55.
- the housing 55 is attached to the hollow shaft 45 by bearings 57 a and 57 b provided on the outer periphery of the hollow shaft 45.
- the push-bending motor 51 is fixed to the slide plate 49 by a support plate 48c.
- a mold opening / closing mechanism (first opening / closing unit) 60 includes an upper mold (first unit) 23, a lower mold (second unit) 22, and a pressure 30 together with a pressure swing mechanism (second opening / closing unit) 70.
- the opening / closing unit 69 is configured to open and close in three different directions with respect to the set center C of the workpiece W.
- the mold opening / closing mechanism 60 that is a first opening / closing unit opens and closes an upper mold (first unit) 23 and a lower mold (second unit) 22 that are a pair of upper and lower split mold portions of the bending mold clamp 20. It is a mechanism to do.
- the mold opening / closing mechanism 60 is inserted into the hollow shaft 45 so as to be slidable up and down along the bending shaft 11, and slides up and down along the bending shaft 11 inside the lower mold opening / closing shaft 62.
- An upper mold opening / closing shaft 63 inserted in a possible manner, a left / right screw 65 having screws different from the left and right of the lower mold opening / closing shaft 62 and the upper mold opening / closing shaft 63, and a third motor (mold opening / closing motor for rotationally driving the left / right screw 65) Open / close motor 61).
- the mold opening / closing motor 61 is fixed to the slide plate 49 via a support portion 48d, and the left and right screws 65 are rotatably attached to the support plate 48a via bearings 67.
- the upper mold 23 of the bending mold clamp 20 is screwed to the upper mold opening / closing shaft 63
- the lower mold 22 is screwed to the lower mold opening / closing shaft 62.
- the upper mold opening / closing shaft 63 and the lower mold opening / closing shaft 62 include at least a part of a portion connected to the upper mold 23, the lower mold 22, and the hollow shaft 45 (penetrating portion) including a non-rotating shape such as a square cross section, and are bent with respect to each other. It rotates in conjunction with the periphery of the shaft 11.
- the left and right screws 65 include, for example, a left screw portion (left male screw) 65b at a portion connected to the upper mold opening / closing shaft 63, and a right screw portion (right male screw) 65a at a portion connected to the lower mold opening / closing shaft 62.
- the upper die opening / closing shaft 63 includes a left female screw portion 63 a
- the lower die opening / closing shaft 62 includes a right female screw portion 62 a formed on a nut 64.
- the left and right threads may be reversed.
- the upper mold opening / closing shaft 63 and the lower mold opening / closing shaft 62 move in different directions, and the upper mold 23 and the lower mold 22 are balanced in the vertical direction (move together). Open and close (balanced open / close).
- the movement distances of the upper mold 23 and the lower mold 22 may be equal, and the movement distances of the upper mold 23 and the lower mold 22 are changed by changing the pitch of the threads corresponding to the upper mold 23 and the lower mold 22. Also good.
- a nut 64 is attached to the lower mold opening / closing shaft 62 so that the height of the mold closing can be adjusted.
- the left and right screws 65 are preferably trapezoidal screws or the like within a lead angle that can be self-locked by friction.
- the mold opening / closing motor 61 can be downsized by reducing the diameter around the bending axis and self-locking the mold opening force as compared to opening / closing by a general ball screw or hydraulic / pneumatic cylinder. Further, by adopting the left and right screws 65, the interference area around the bending shaft 11 can be reduced, the space efficiency can be improved, and the compact machining unit 10 can be provided.
- a pressure swing mechanism (link unit) 70 which is an example of a second opening / closing unit, is a mechanism for linking the housing 55 that rotates around the bending shaft 11 and the pressure roller 30.
- the pressure swing mechanism 70 includes a holder 71 that rotatably supports the pressure roller 30, a stay 74 that supports the housing 55 so that the holder 71 swings via a fulcrum pin 72, and a state in which the holder 71 is opened.
- An opening spring 77 that applies a pulling force
- a cylindrical cam 75 that moves up and down integrally with the lower mold opening / closing shaft 62, and a cam follower 73 that contacts the outer periphery of the cylindrical cam 75 and swings the holder 71 against the force of the opening spring 77.
- the pressure roller 30 is opened by the opening spring 77.
- the cam follower 73 is inclined by the skirt-shaped cylindrical cam 75 with the direction of the bending mold clamp 20 provided on the lower mold opening / closing shaft 62 being narrow and extending downward. Swing along the surface 75a. A position where the holder 71 which is integrated with the cam follower 73 and supported by the stay 74 so as to swing obliquely with respect to the bending shaft 11 with the fulcrum pin 72 is rocked together with the cam follower 73 and the pressure roller 30 is brought into contact with the workpiece W. Close until.
- the cam follower 73 is in contact with the outer cylindrical portion 75 b outside the inclined surface 75 a of the cylindrical cam 75, and the cam follower 73 rotates around the bending shaft 11 at a position away from the bending shaft 11.
- the cam follower 73 receives the opening force of the pressure roller 30 and clamps the workpiece W together with the bending die clamp 20.
- the holding energy of the clamping force becomes unnecessary.
- the upper and lower molds 23 and 22 and the pressure roller 30 can be opened and closed by a mold opening / closing motor 61, and a one-motor three-way opening / closing mechanism can be realized by the mold opening / closing mechanism 60 and the pressure swing mechanism 70.
- the upper and lower molds 23 and 22 and the pressure roller 30 are opened and closed synchronously by a small and energy saving opening / closing means.
- a stay 74 that supports the holder 71 via a fulcrum pin 72 so as to be swingable includes a connecting portion 74a that is rotatably connected around the lower mold opening / closing shaft 62.
- the connecting portion 74 a includes a sliding bearing, and transmits a load in the vicinity of the fulcrum pin 72 of the stay 74 to the lower mold opening / closing shaft 62 extending along the bending shaft 11. Therefore, the bending reaction force acting on the link unit 70 when the workpiece W is bent by being sandwiched between the upper die 23, the lower die 22 and the pressure roller 30 can be received near the bending die clamp 20 which is a bending portion. .
- the load of bearings 57a and 57b connected to the housing 55 and bearings 47a and 47b around the other bending shaft 11 can be reduced. Further, deformation due to the bending moment of the link unit 70 including the stay 74 and the like can be reduced, and the workpiece W can be gripped with higher accuracy.
- the stay 74 may be configured not to include the connecting portion 74a.
- FIG. 5 shows how the upper and lower molds 23 and 22 and the pressure roller 30 are opened and closed.
- FIG. 5A shows the mold open state.
- the upper die 23, the lower die 22 and the pressure roller 30 of the bending die clamp 20 are shown opened in three directions around the position (the position of the central axis of the workpiece W, the set center) C where the workpiece W is set.
- FIG. 5B shows a closed mold state.
- type 22, and the pressure roller 30 are shown closed.
- these drawings show a state in which the connecting portion 74a of the stay 74 is cut away to show the movement of the cam follower 73 and the like.
- a mold opening / closing mechanism 60 that opens and closes the upper mold 23 and the lower mold 22 of the bending mold clamp 20 and a pressure swing mechanism 70 that opens and closes the pressure roller 30 are linked via a skirt-shaped cylindrical cam 75.
- the pressure roller 30 is opened and closed simultaneously with the opening and closing of the upper and lower molds 23 and 22. For this reason, an actuator for opening and closing the pressure roller 30 is not required, a sensor for detecting the opening and closing position is not required, and a mechanism for controlling the operation of the pressure roller 30 is also unnecessary.
- the pressure roller 30 is configured to rotatably support a round roll.
- the pressure roller 30 is configured to support a rectangular-shaped pressure so that it can swing within a range required for left and right bending, or to swing and move in the pipe axial direction. It may be a form that supports the slide.
- the upper and lower mechanisms (first unit) 23 and the lower mold (second unit) 22 of the opening / closing mechanism are vertically uniform (equilibrium) along the bending axis 11 by the mold opening / closing mechanism 60.
- the pressure 30 is opened and closed in a direction (perpendicular to the direction) 12 substantially perpendicular to the bending shaft 11 in conjunction with the mold opening / closing mechanism 60 by the pressure swing mechanism 70. Therefore, the upper mold 23, the lower mold 22 and the pressure 30 are used for bending, that is, the work W is placed in three different directions around the center (center axis, setting center) C of the unprocessed work W. It can be opened and closed at a distance that does not interfere with movement. For this reason, the workpiece W can be moved along the linear path 13 between the setting center C and the retracted position E.
- the position of the workpiece W does not substantially move, and the processing unit 10 moves up and down by the moving unit 80. Therefore, when the workpiece W is taken in and out in the vertical direction (vertical direction), as shown in FIG. 5C, when the left bending process is performed, a gap that allows the workpiece W to move without interference in the vertical direction is an upper mold 23.
- the bending shaft 11 is tilted (rotated and swung) to the left side in the drawing so as to be generated between the pressure 30 and the processing unit 10 is moved upward (perpendicular direction) to the linear path 13.
- the workpiece W can be accessed by moving it along.
- the machining unit 10 may be inclined to an angle at which the clamp portion 23b of the upper mold 23 does not interfere with the path 13, and by rotating the bending mold clamp 20 around the bending axis 11, the clamp section 23b and the path 13 are rotated. You may retreat to the position where it does not interfere.
- the load (moment) of a heavy object such as a motor increases, so it is desirable to rotate the bending die clamp 20 to avoid interference with the clamp portion 23b.
- the upper die 23, the lower die 22 and the pressure 30 are closed to clamp the workpiece W and start bending.
- the bending shaft 11 of the machining unit 10 may be rotated to a predetermined angle in the mold open state of FIG. You may rotate so that it may become the angle of.
- the upper mold 23, the lower mold 22 and the pressure 30 may be opened again in three directions, and the processing unit 10 may be lowered along the path 13 in a state where the workpiece W is opened.
- the workpiece support unit 5 can move the workpiece W by an appropriate distance or rotate it by a predetermined angle. Further, the processing unit 10 may be moved up and down by the work support unit 5 instead of moving up and down by the moving unit 80.
- the processing unit 10 is moved upward by the moving unit 80 with the bending shaft 11 tilted to the right in the drawing.
- the workpiece W can be accessed by moving along the straight path 13 in the (vertical direction).
- the linear path 13 in FIGS. 5C and 5D is a path common to left and right bending. Accordingly, switching between the right bending and the left bending of the workpiece W is performed simply by changing the arrangement of the pressure 30 around the bending axis 11 and the inclination of the bending axis 11 while moving the machining unit 10 up and down by the moving unit 80. be able to.
- FIG. 6 shows an outline of the bending clamp 20.
- FIG. 6A shows a state where the processing unit 10 is viewed from above, that is, from the direction of the bending clamp 20, and shows the bending clamp 20 as a center.
- FIG. 6B shows a state where the workpiece W is gripped by the clamp groove 25 of the bending clamp 20 as viewed from the extending direction of the workpiece W (extending direction of the clamp groove 25).
- FIG. 6C shows a state in which the workpiece W is gripped by the second clamp groove 26 of the bending clamp 20 as viewed from the extending direction of the second clamp groove 26.
- FIG. 7 shows the lower mold 22 extracted from the bending mold clamp 20 as a representative.
- FIG. 7A is a plan view
- FIG. 7B is a side view in the extending direction of the clamp groove 25
- FIG. c) is a side view of the second clamp groove 26 in the extending direction.
- the configuration of the upper mold 23 that forms a pair with the lower mold 22 is also the same as that of the lower mold 22 and is not shown.
- the bending die clamp 20 includes a pair of upper and lower split mold portions 23a and 22a including a bending groove 24 including an arc-shaped portion, and a pair of upper and lower clamping portions 23b and 22b that hold a rod-shaped workpiece W inserted into the bending groove 24. Including.
- the pair of upper and lower clamp parts 23b and 22b protrude from the pair of upper and lower split mold parts 23a and 22a in the circumferential direction of the bending groove. For this reason, the upper first clamp part (upper clamp part) 23b above the pair of upper and lower clamp parts and the upper first split part (upper part mold part) 23a above the pair of upper and lower split mold parts are integrated.
- an upper mold (first unit) 23 is formed.
- Each of the pair of upper and lower clamp parts 23b and 22b includes a clamp groove 25 and a second clamp groove 26 that cross in an X shape and are connected to the bending groove 24 so as to extend in the tangential direction of the bending groove 24, respectively.
- the clamp parts 23b and 22b are protrusions protruding in a trapezoidal shape from one place on the outer periphery of the upper and lower split bending molds, and two pipe clamps for right and left bending connected to the bending radius of the bending groove 24 by tangent thereto
- the semicircular grooves 25 and 26 for use are arranged so as to intersect symmetrically in an X shape.
- One of the clamp groove 25 and the second clamp groove 26 is used as a pipe nipping groove for bending one side to the left and the other side to the right.
- the clamp groove 25 is a clamp groove for bending the workpiece W to the left when viewed from above
- the second clamp groove 26 is a clamp groove for bending the workpiece W to the right when viewed from above.
- This bending mold clamp 20 corresponds to left bending and right bending, and is a bending mold clamp common to left and right bending. For this reason, in the processing unit 10 and the processing apparatus 1 employing the bending clamp 20, the rod-shaped member (work) W such as a pipe or a tube can be processed flexibly and efficiently.
- FIG. 8 shows some bending processes that can be executed by the processing unit 10.
- FIG. 8A shows a left-hand bending process (first mode)
- FIG. 8B shows a right-hand bending process (second mode)
- FIG. 8C shows a left-hand bending process (first mode). 3
- FIG. 8D shows a left-handed bending process (fourth mode).
- Each figure shows a bending start position.
- the bending clamp 20 can rotate 360 degrees.
- the pressure roller 30 can rotate in a range that does not interfere with the slide plate 49 and the support plate 48 b that connects the slide plate 49 and the processing unit 10.
- the workpiece W is set on the right side of the bending clamp 20 and the clamp portions 23b and 22b of the bending clamp 20 are bent with respect to the pressure roller 30.
- the left bending process (first mode) of FIG. Set in direction The bending motor 41 is driven and the bending mechanism 40 is used to rotate the bending clamp 20 leftward (clockwise, first rotation direction) when viewed from above.
- the bending roller 20 is rotated with respect to the pressure roller 30 without rotating the pressure roller 30.
- the workpiece W is set on the left side of the bending clamp 20 and the clamp portions 23b and 22b of the bending clamp 20 are bent with respect to the pressure roller 30.
- the bending motor 41 is driven to rotate the bending clamp 20 to the right (counterclockwise direction, second direction) when viewed from above.
- the bending roller 20 is rotated with respect to the pressure roller 30 without rotating the pressure roller 30.
- the work W is set on the right side of the bending clamp 20 and the pressure roller 30 is bent with respect to the clamp portions 23b and 22b of the bending clamp 20.
- the push-bending motor 51 is driven and the push-bending mechanism 50 is used to rotate the pressure roller 30 to the left (clockwise) when viewed from above.
- the pressure roller 30 is rotated with respect to the bending die clamp 20 without rotating the bending die clamp 20.
- the work W is set on the left side of the bending clamp 20 and the pressure roller 30 is bent with respect to the clamp portions 23b and 22b of the bending clamp 20.
- the push-bending motor 51 is driven to rotate the pressure roller 30 to the right (counterclockwise) when viewed from above.
- the pressure roller 30 is rotated with respect to the bending die clamp 20 without rotating the bending die clamp 20.
- the bending mold clamp 20 is rotated by the pulling motor 41 and the pressure roller 30 is selectively rotated by the pressing and bending motor 51. Mixed bending is possible.
- left and right bending clamp grooves 25 and 26 are provided symmetrically in one place on the outer periphery of the upper and lower split molds 22 and 23 that open and close in the direction of the bending axis 11. For this reason, interference between the radial direction and the rotational direction of the bending shaft 11 of the clamp mechanisms (clamp portions) 23b and 22b can be minimized. Further, by rotating the pressure roller 30 and the bending clamp 20 independently, the pressure position and the clamp position can be changed at various angles around the bending axis 11 including the start and end positions of the left and right pulling bending. Can be freely rotated.
- the bending die clamp 20 is a bending die clamp that can be used for left and right pull bending that can accommodate a large bending angle, and the processing unit 10 that employs the bending die clamp 20 and is rotatable independently of the pressure roller 30. Can be bent in various ways, and can handle large bending angles.
- FIG. 9 and 10 show a schematic configuration of the moving unit (turn unit) 80.
- FIG. FIGS. 9A, 9B, and 9C show the moving unit 80
- FIGS. 9D, 9E, and 9F show the processing unit 10 inclusive.
- FIG. 9A shows a state in which the processing unit 10 is set in a left-bending state positioned on the left side (clockwise) when viewed from above the bending clamp 20 by the moving unit 80, as shown in FIG. 9D. (First operation).
- FIG. 9C shows a state in which the processing unit 10 is set in a right-bending state by the moving unit 80 as shown in FIG. 9F (first operation).
- FIG. 9B as shown in FIG.
- the processing unit 10 is once moved downward by the moving unit (quick turn unit) 80 and switched from the left bending to the right bending or vice versa (quick turn). ) State (second operation).
- 10A is a cross-sectional view in the lateral direction of the moving unit 80
- FIG. 10B is a cross-sectional view in the vertical direction along the central axis of the moving unit 80.
- the moving unit 80 includes a function as a first moving unit that swings left and right while moving the machining unit 10 up and down.
- the moving unit 80 includes a connecting plate (base) 81 connected and fixed to the gantry 2, and a plate-like holder supported so as to swing left and right around the swinging shaft 82 (as a fulcrum) with respect to the connecting plate 81.
- the processing unit 10 is attached to the slide plate 49.
- the lower end 81a of the connecting plate 81 is curved in a convex shape so as to form a part of a circular arc with the center of the sliding shaft 82 as the center.
- the holder 83 includes a guide piece 83 a that guides the holder 83 so as to swing left and right along the lower end 81 a of the connecting plate 81.
- the upper surface 83 b of the guide piece 83 a is a concave guide surface that contacts the lower end 81 a of the connecting plate 81.
- the moving unit 80 includes a turn gear 84 that is rotatably mounted by an outer peripheral guide at a position along the central axis (axial direction) 83c of the holder 83, and is held by the holder 83.
- the turn gear 84 is connected to the coupling gears 86a and 86b.
- a turn motor 85 that is driven via The turn gear 84 is incorporated in the holder 83 in a state of being sandwiched between the slide plate 49 and the connecting plate 81, and is a turn roller protruding forward and backward (front and back) at an eccentric position at a position along the axis 83c.
- 84a is included.
- the turn roller 84a is inserted into a first cam groove 81x whose back side extends in the vertical direction (vertical direction) along the axis 81c of the connecting plate 81.
- first cam groove 81x is rotated.
- second cam groove 49x whose front side extends in a direction orthogonal to the slide direction (axial direction) 83c of the slide plate 49.
- the workpiece W is supported by the workpiece support unit 5 on the axis 81c of the connecting plate 81.
- the processing unit 10 is supported so that the bending axis 11 coincides with the axis 83 c of the holder 83 and the slide plate 49. Accordingly, when the turn gear 84 is driven to rotate clockwise by the turn motor 85 from the state shown in FIG. 9B, the turn roller 84a moves along the second cam groove 49x, and the slide plate 49 moves on the peristaltic shaft. It turns counterclockwise around 82. Further, the turn roller 84a moves along the first cam groove 81x, and the slide plate 49 moves upward along the axis 83c, resulting in the state shown in FIG.
- the machining unit 10 is moved upward with the bending shaft 11 tilted by the first operation by the moving unit 80. Then, the workpiece W reaches the set center C in the state where the upper die 23, the lower die 22 and the pressure 30 at the initial left bending position are opened. Accordingly, the machining unit 10 closes the upper mold 23, the lower mold 22 and the pressure 30 in this state, grips the workpiece W at a predetermined position, and starts the left bending process.
- the turn roller 84a moves along the second cam groove 49x, and the slide plate 49 turns around the peristaltic shaft 82 in the clockwise direction.
- the turn roller 84a moves along the first cam groove 81x, and the slide plate 49 moves upward along the axis 83c, resulting in the state shown in FIG. 9C.
- the processing unit 10 attached to the slide plate 49 moves upward with the bending shaft 11 inclined in the direction opposite to that in FIG. 9 (d).
- W reaches the set center C in the state in which the upper die 23, the lower die 22 and the pressure 30 at the initial position of the left bend are opened.
- the machining unit 10 closes the upper mold 23, the lower mold 22 and the pressure 30 in this state, grips the workpiece W at a predetermined position, and starts right bending.
- the machining unit 10 once descends downward and swings in the left-right reverse direction, changes the direction of the upper die 23, the lower die 22 and the pressure 30 and then rises again to move the processing unit 10 from the right bend to the left.
- the workpiece W can be bent by bending or vice versa.
- both right bending and left bending may be pull bending or push bending.
- the position of the peristaltic shaft 82, the turning radius and turning angle of the turn roller 84a are determined by the movement of the left and right bent rod-shaped member (work) W and the supply / discharge path 13 of the processing unit 10 when the processing unit 10 is moved upward. Can be selected to match. Further, the position of the peristaltic shaft 82, the turning radius and the turning angle of the turn roller 84a are set so that the machining unit 10 has an appropriate clearance at the position E where the workpiece W has escaped when the left and right of the bending shaft 11 are switched. It is possible to select so as to secure a trajectory and a lifting stroke necessary for detouring.
- the turn motor 85 rotates the turn roller 84a via the connecting gears 86a and 86b and the turn gear 84, and the slide plate 49 is moved up and down and the holder 83 is swung left and right at the same time.
- the example which moves to the character shape 89 is demonstrated.
- the vertical movement of the processing unit 10 and the switching of the left and right inclinations may be performed in order. It is also possible to appropriately change the stroke of the machining unit 10 ascending / descending and the turn trajectory.
- the processing unit 10 While the processing unit 10 is retracted from the workpiece W, the upper and lower molds 23 and 22 and the pressure 30 are turned around the bending axis 11 by an appropriate angle, and the clamp (projection) 23b of the bending mold clamp 20 and It is desirable to set (rotate and retract) 22b at a position where it does not interfere with the workpiece W.
- the moving unit 80 further includes a balance mechanism 87 for pressing (pressing) the slide plate 49 upward, and the holder 83 to the connecting plate 81 in a state where the holder 83 is swung left and right.
- a lock mechanism 88 for locking may be provided.
- the balance mechanism 87 preferably includes pressing means such as an air cylinder or a spring that supplies all or part of the upward thrust required to push the slide plate 49 upward along with the weight of the processing unit (bending unit) 10. . Since all or part of the weight of the machining unit 10 can be supported by the balance mechanism 87, the output of the turn motor 85 that rotationally drives the turn gear 84 can be reduced.
- the lock mechanism 88 includes means for fixing the guide piece 83a fixed to the holder 83 and the connecting plate 81, for example, a taper key, and reliably supports a load applied to the turn motor 85 attached to the holder 83.
- the processing unit (bending unit) 10 can be used for rotary bending by twisting about the set center C. In this case, the moment of inertia of the twist is likely to be applied to the turn motor 85.
- the connecting plate 81 and the guide piece 83a of the holder 83 is determined by the holder 83 and the turn gear 84. You may go.
- the workpiece support unit 5 may be provided with an elevating function to move the workpiece W to the retreat position E.
- the slide plate 49 and the holder 83 can be configured integrally, the horizontal groove (second cam groove) 49x for raising and lowering the slide plate 49 and the turn roller 84a inserted through the groove can be omitted.
- the bending axis 11 of the processing unit 10 may be simply tilted left and right.
- This moving unit 80 has a feature that there are few actuators and components and can be reduced in size and weight, and the pipe shaft is fixed, and it is wrapped with pipe feeding and twisting between bending points. Can be switched instantly. For this reason, the time for switching between the left and right bends can be greatly reduced.
- FIG. 11 is a flowchart showing an outline of a method of processing the workpiece W by the processing device 1 (processing method, control method of the processing device).
- the clamp control function 9c of the control unit 9 controls the mold opening / closing mechanism 60 to open the upper mold 23, the lower mold 22 and the pressure 30 in three different directions with the set center C as the center, thereby releasing the workpiece W.
- the machining position control unit 9 a controls the workpiece support unit 5 to move the workpiece W so that the machining position reaches the machining unit 10.
- the angle (rotation angle) of the workpiece W is also controlled so that the bending direction faces a desired direction.
- the machining control unit 9b determines the machining mode in step 202. If the workpiece W is the left-hand bending in the first mode M1, the first mode (left-hand bending in step 203) is determined.
- the processing unit 10 is set in (processing). That is, with the upper mold 23, the lower mold 22, and the pressure 30 opened in three different directions with respect to the set center C of the workpiece W, the machining unit 10 is tilted so that the workpiece is relative to the set center C. Move it linearly and set it.
- step 209 the clamp control function 9c closes the upper mold 23, the lower mold 22 and the pressure 30 to clamp the work W, and performs bending in the set mode. If the mode is different from the bending process performed previously, in step 203, the process control unit 9 b uses the moving unit 80 to raise and lower the process unit 10 as described above and change the direction of the process unit 10 relative to the workpiece W. I do.
- the clamp position of the bending mold clamp 20 and the left / right bending position of the pressure roller 30 are switched by rotating the pressure roller 30 to the next bending start position after the machining unit 10 is lowered, and the clamping portion ( The protrusions 22b and 23b are rotationally moved to the bending start position.
- These left / right bending, push bending, and pull bending switching processes can be performed in parallel with the workpiece feed in step 201. Switching between the left and right bending positions may be performed by raising and lowering the pipe chuck (work support unit) 5 side and moving the bending shaft 11 of the machining unit 10 left and right, or by raising and lowering and rotating the work support unit 5 side.
- the processing unit 10 is set to the second mode (right direction bending process) at step 205, and the workpiece W is clamped at step 209, Bending is performed in the set mode.
- the machining unit 10 is set to the third mode (left push bending process) in step 207, and the workpiece W is clamped and set in step 209. Bending in mode. If these modes are not selected, the machining unit 10 is set in the fourth mode (right push bending) in step 208, and in step 209, the workpiece W is clamped and bending is performed in the set mode.
- the workpiece W is gripped by one of the clamp grooves 25 or 26 of the upper and lower molds 23 and 22 while the upper and lower molds 23 and 22 of the bending mold clamp 20 and the pressure roller 30 are closed.
- the upper and lower molds 23 and 22 are rotated together with the bending hollow shaft 45 through the gears 42 a and 42 b by the bending motor 41.
- the pressure roller 30 supported by the housing 55 is rotated, the pressure roller 30 is rotated around the bending clamp 20 by the push-bending motor 51 via the gears 52a and 52b, and the workpiece W is moved. Bending is performed along bending grooves 24 formed in the upper and lower molds 23 and 22.
- Step 210 it is determined whether or not the bending process is completed. If there is a next bending process, the process returns to Step 201 and the process is repeated.
- the control unit 9 for controlling the processing method can be realized by a computer resource including a CPU and a memory, and the processing method (control method) can be provided as a program (program product) recorded on an appropriate recording medium.
- a rod-like workpiece W such as a pipe is chucked by the pipe feeding unit (work support unit) 5, and the pipe is moved from the first bending point on the tip side of the workpiece W toward the final bending point on the chuck side.
- the workpiece W can be machined into various shapes by bending and twisting the feed unit 5.
- the workpiece W is fed in the axial direction by mounting a processing unit 10 and a switching unit (moving unit) 80 for switching the left and right bending positions on the feeding unit and feeding it, and fixing the mechanism on the pipe twist chuck (pipe feeding unit) side. It is good.
- the bending control program (processing data) can be generated by selecting and specifying a bending direction and a bending method with no interference for each bending portion.
- a bending direction and bending method identification flag may be added to a feed / twist / bending processing data table for each bending portion with respect to a general one-way / one-direction bending control program (data).
- the bending mold clamp 20 and the pressure roller 30 are rotationally moved to the bending start position by the control program corresponding to the selected and specified identification flag, and the left and right bending positions are switched by the moving unit 80 if necessary. Do. Subsequent bending operations may be the same as the general one-way one-system bending operation control.
- the switching operation of the bending direction and the bending method can be controlled so as to be performed automatically and continuously by lapping with the feeding / twisting operation between the bending points.
- control unit 9 may include an automatic arc length calculation function according to the bending radius and the bending angle. It is possible to control the feeding of the workpiece W so that the workpiece W is fed before the bending process in addition to the feeding of the straight pipe length between the bending points at the time of bending, while feeding at the time of bending.
- the above processing unit 10 can feed, twist and return with a lapping operation with the minimum opening / closing stroke by balanced opening / closing of the clamp integrated bending type. For this reason, high-speed bending is possible. Further, the upper and lower bending dies (upper and lower dies) 23 and 22 and the pressure 30 are opened and closed in three directions by one motor using the die opening / closing mechanism 60 and the pressure swing mechanism 70. By adopting such an energy saving opening / closing means, it is possible to provide a machining unit 10 that is small and light and capable of performing various bending processes at high speed.
- the conventional left and right bending machine does not have the function of opening all of the bending mold, clamp and pressure with respect to the pipe machining axis (clamp center C). For this reason, when performing automatic feeding / discharging in the direction orthogonal to the pipe axis, short-distance feeding / discharging in a straight path is difficult due to interference of a clamp or a bending die, and movement in a plurality of directions is necessary. Therefore, there are a problem that the supply / discharge time becomes long, a problem that the conveying means becomes complicated, and the switching of the left and right bending positions has the same problem.
- the middle mold and upper mold can be opened and closed in one direction with the lower mold fixed. Therefore, it is necessary to move down to the middle position of the mold opening gap at a position where it does not interfere with the outer diameter of the upper mold, and then move horizontally to the clamp groove position of the bending radius and further down until it comes into contact with the lower mold clamp groove. is there. For this reason, the bending direction switching requires similar horizontal movement in the reverse direction and reverse direction. In the case of a structure in which the upper and lower molds are bent from the horizontal direction, movement in the vertical direction and the horizontal direction is required in order to set the pipe in the bending groove on the outer periphery of the bending mold.
- the feeding, twisting, and unbending operations between the bending points are as follows. It must be done after letting it go. In the case of pressure-pressed bending, it is necessary to return the pressure to the bending start position, open the clamp, and perform the relief movement to avoid contact scratches between the bending mold and the pipe. Therefore, there is a problem that the bending time becomes long because the feeding, twisting, and bending return operations cannot be performed with the pipe shaft fixed.
- the processing apparatus 1 can supply and discharge linearly at a short distance in a direction perpendicular to the axis of the workpiece W (for example, the pipe axis) at the left and right bending common position.
- the processing apparatus 1 includes a processing unit (bending unit) 10 that opens and closes a clamp integrated vertical bending die 20 and a pressure 30 in three directions around a pipe axis C to be processed.
- the opening clearance is set as an opening clearance that does not interfere with the pipe outer diameter on the straight supply / discharge path 13 connecting the pipe axis center (set center) C, and the straight supply / discharge path 13 is connected to the supply / discharge loader (pipe feed unit) 5.
- the bending shaft 11 of the processing unit 10 is inclined and arranged so as to coincide with the supply / discharge direction. Further, the clamp protrusions (clamp portions) 23b and 22b of the bending clamp 20 are rotated and retracted to a position where they do not interfere with the pipe supply / discharge path 13 during supply / discharge. As a result, it is possible to feed and discharge the linear path perpendicular to the pipe shaft and to feed the pipe shaft in one direction, and in the case of left-right bending, the bending unit clamp 20 of the processing unit 10 is moved by the moving unit (quick turn unit) 80. By detouring under the workpiece W, the pipe shaft and the supply / discharge path 13 that are common to the left and right bends are switched.
- the above-described processing device 1 is an example, and instead of a device that fixes the processing unit 10 that is a bending unit and performs twisting and feeding on the pipe side (work side), the processing unit 10 side is twisted.
- the processing unit 10 of this example may be incorporated in a rotary bending apparatus or a robot bending apparatus that carries the bending unit.
- the machining unit 10 can be reduced in weight with a simple configuration, so the loadable weight can be reduced, and short stroke opening and closing and high-speed bending by lapping operation can be performed.
- the twisting motion range that has a lot of interference and long motion time in robot bending can be halved by bending left and right. For this reason, robot bending can be performed at high speed.
- FIG. 12 shows a different example of the machining unit 10.
- This processing unit 10 performs a unidirectional drawing and reverse bending process.
- the processing unit 10 shown in FIGS. 12A and 12B includes a unidirectional bending clamp 20 a having one clamping groove continuous to the bending groove 24, and a pressure roller type pressure 30.
- the left-hand bending can be performed by pressing the workpiece W with the pressure roller 30 and rotating the bending die clamp 20a in the clockwise direction.
- FIG. 12B when the workpiece W is pressed by the bending die clamp 20a and the pressure roller 30 is rotated counterclockwise, the right-handed bending process can be performed.
- the bending type clamp 20a shown in FIGS. 12 (a) and 12 (b) is a bending type of a left pulling bending and a right pushing bending. It is possible to provide a processing unit 10 that performs bending and left-press bending.
- the pressure 30 may be fixed, and the second drive unit (push-bending mechanism) 50 that rotationally drives the pressure 30 is omitted, and the housing that supports the pressure 30 A configuration in which 55 is fixed to the slide plate 49 may be employed.
- the processing unit 10 for both left and right bending may be configured by rotating the pressure 30 to the left and right bending position manually or by a jig and fixing the pressure 30 at that position.
- FIG. 13 and FIG. 14 show further different examples of the machining unit 10.
- 13 is a plan view
- FIG. 14 is a side view.
- the processing unit 10 includes a bending die clamp 20b having left and right bending clamps at two locations on both sides, and two fixed type left and right pressures 30a and 30b arranged on the left and right.
- the processing unit 10 includes a pressure opening / closing mechanism (third drive mechanism) 90 that selectively opens and closes the pressures 30a and 30b, instead of the pushing / bending mechanism 50 that rotates the pressure 30a.
- third drive mechanism third drive mechanism
- the pressure opening / closing mechanism 90 includes a pressure opening / closing cam 93 for operating cam followers (opening / closing cams) 73a and 73b for opening / closing the pressures 30a and 30b, and a pressure opening / closing cam for driving the pressure opening / closing cam 93 via gears 94a, 94b and 94c.
- the pressure opening / closing motor 93 rotates the pressure opening / closing cam 93 around the bending shaft 11 to selectively swing and open the pressure 30a or 30b on any one side.
- the pressure 30a or 30b on the unused side interferes with the clamp protrusions 23b and 22b of the bending clamp 20b that rotates and bends and the workpiece W (for example, a pipe) to be bent. In order to avoid this, it is necessary to perform the bending process in a state of being opened below the bending surface of the pipe.
- the pressure opening / closing cam 93 opens and closes only the pressure 30a or 30b on one side by rotation.
- the pressure opening / closing cam 93 includes an inclined cylindrical cam shape, and includes a portion in the radial direction that closes the pressure 30a or 30b at the maximum radius portion and opens the pressure by a necessary gap at the minimum radius portion. According to the swing trajectory of 73a and 73b, it has a shape that is smoothly connected on an inclined surface. Therefore, by rotating the pressure opening / closing cam 93 by the pressure opening / closing motor 95, the opening / closing cams 73a and 73b can be operated independently, and either the pressure 30a or 30b can be opened / closed independently.
- the pressures 30a and 30b in FIG. 13 are used when the semicircular holding groove 31 is a straight line and the pressures 30a and 30b slide in the pipe 71 in the direction of the pipe axis following the bending in the slide groove of the holder 71.
- the bend start position is returned by the return cylinder 78 or the spring.
- the pressures 30a and 30b may be the above-described roller type pressure (pressure roller) 30.
- FIG. 15 is a plan view showing an example of the processing unit 10 provided with a roller type pressure roller 30.
- This processing unit 10 includes a bending die clamp 20b provided with clamp portions 23b and 22b for bending left and right at two locations on both sides, and two pressure rollers 30 arranged on the left and right. By providing a mechanism for escaping one of the pressure rollers 30 arranged on the left and right, the left and right bending can be performed.
- the bending clamp 20 shown in FIGS. 13 to 15 may be formed by concentrating the left and right bending clamp grooves described in FIGS. 6 to 8 in an X-shape and gathering them in one place.
- the configurations of FIGS. 13 to 15 correspond to the mixed bending of the left and right pulling bends.
- the pressure may be provided only in one of them.
- a mechanism for switching the left and right positions of the pressure may be provided.
- the pressure opening / closing mechanism 90 may be omitted, and one pressure mechanism may be opened / closed by the skirt-shaped cylindrical cam 75 provided on the lower mold opening / closing shaft 62 described with reference to FIGS.
- a clamp-integrated up-and-down bending die 20b that opens and closes around a pipe axis (set center) C, and pressures 30a and 30b (or two pressure rollers 30) that open and close in a direction perpendicular to the die opening and closing direction are provided. It has the feature as the processing unit 10 of the three-way opening and closing structure. Therefore, the opening gap between the upper mold 23 and the pressures 30a and 30b (or the two pressure rollers 30) is set to an interval that does not interfere with the pipe outer diameter on the straight supply / discharge path 13 connecting the gap and the pipe axis center C.
- the bending shaft 11 of the processing unit 10 can be tilted so that the supply / discharge direction of the supply / discharge loader and the straight supply / discharge path 13 coincide with each other. Further, it is desirable to rotate and retract the clamp projections 23b and 22b of the bending clamp 20b to a position where they do not interfere with the pipe supply / discharge path 13 during supply / discharge. In this processing unit 10 as well, short-distance straight path supply / discharge in the direction orthogonal to the pipe axis and one-way feed of the pipe axis can be performed.
- the skirt-shaped cylindrical cam 75 is integrally formed with the lower mold opening / closing shaft 62.
- the pressure swing mechanism (link unit) is configured to be rotatably attached to the lower mold opening / closing shaft 62 via a bearing.
- the 70 cam followers 73 can be changed to non-rotating cam blocks.
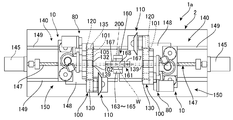
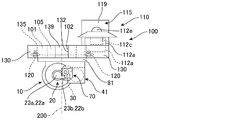
- FIG. 16 shows a double-end simultaneous bending apparatus as a different processing apparatus that grips an intermediate portion of a workpiece W with a chuck and sequentially bends while moving a twist unit from the terminal side of the workpiece W toward the intermediate portion.
- FIG. 17 is a plan view of the processing apparatus 1a.
- the processing apparatus 1a is mounted on the gantry 2, the chuck unit 160 disposed at the center of the gantry 2, the pair of twist units 100 disposed so as to face each other with the chuck unit 160 interposed therebetween, and the pair of twist units 100, respectively.
- Each of the pair of twist units 100, the pair of bending units 10, and the pair of feed units 140 is arranged so that the units having the same configuration face each other with the chuck unit 160 interposed therebetween.
- the control unit 90 controls the feed unit 140 to determine the position at which the workpiece W is to be bent (alignment), and a bending method using the twist unit 100 and the bending unit 10.
- Machining control function (machining control unit) 95 for controlling, feeding / discharging control function (feeding / discharging control unit) 97 for controlling the supply / discharge of the workpiece W, and a gripping control function for controlling the switching (holding / changing) of the workpiece W ( A re-holding control unit) 98.
- the processing control unit 95 performs mode 1 (M1) for left-hand bending, mode 2 (M2) for right-hand bending, mode 3 (M3) for left-hand bending, and right-hand bending. Mode 4 (M4) to be performed. Further, the processing control unit 95 can be combined with these four bending modes and the control by the twist unit 100, and can perform a three-dimensional bending (rotary bending).
- This processing apparatus 1 includes two sets of bending feed units 150 in which a rotary bending unit including a bending unit 10 and a twist unit 100 is mounted on a feed unit 140, and these are set when a workpiece W is processed. Are arranged opposite to each other along the axis 200 (coaxially).
- the processing apparatus 1 controls the chuck unit 160 and the feed bending units 150 on both sides in accordance with a program (bending data) 91 installed in the control unit 90, and simultaneously bends both ends sequentially from both ends of the pipe W toward the intermediate portion. Is performed automatically.
- each feed bending unit 150 can perform a rotary bending process by twisting the bending unit 10 around the second axis 200, and performs a twist for determining a bending direction and a bending at a predetermined angle. It can be carried out.
- Each feed unit 140 includes a moving stand 148 that is mounted on the rail 149 of the stand 2 so as to slide back and forth (left and right), and a feed motor 145 that drives the moving stand 148 via a ball screw 147. Including.
- the twist unit 100 is mounted on the movable frame 148, and the distance from the chuck unit 160 is controlled by the feed unit 140.
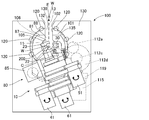
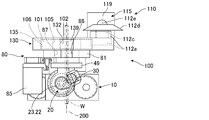
- the twist unit 100 rotates the bending unit (processing unit) 10 that bends the rod-shaped member (work, pipe) W around the first axis 11 around the second axis (set center) 200.
- the twist unit 100 includes a ring-shaped twist gear 101 that supports the bending unit 10, a twist drive unit 110 that drives the twist gear 101, and a twist gear 101 so that the twist gear 101 rotates about the second shaft 200.
- a guide roller 120 that supports the outer peripheral surface (outer peripheral portion) 106 of the motor and a support plate (support unit) 130 that supports the twist gear 101 via the guide roller 120.
- a support plate 130 is mounted on the movable frame 148, and the distance between the twist unit 100 and the chuck unit 160 is controlled by the feed unit 140.
- the bending unit 10 is attached to the twist gear 101 via a turn unit (moving unit) 80 that controls the angle of the first axis (bending axis) 11.
- the twist gear 101 includes a first notch 102 that is partially cut toward the center.
- the support plate 130 includes a second opening (penetrating region) 135 larger than the opening (first opening, internal space) 105 inside the ring-shaped twist gear 101, and in this example, the twist gear 101 is a second gear. Is stored in the opening 135. That is, the support plate 130 includes a second opening 135 that is larger than the first opening 105 in the ring-shaped twist gear 101 about the second shaft 200.
- the first opening 105 is substantially circular
- the second opening 135 is a circular opening having a diameter larger than the inner diameter of the first opening 105.
- the support plate (support unit) 130 further includes a second cutout portion 132 that is a second cutout portion 132 that reaches the second opening 135 and that is open in a direction perpendicular to the second shaft 200.
- the first notch portion 102 of the ring gear (twist gear) 101 and the second notch portion 132 of the support plate 130 are arranged in a straight line, so that the position when the workpiece W is machined (second A supply / exhaust path 139 for supplying / discharging to / from the shaft 200 is formed.
- the supply / discharge path 139 is provided in the vertical direction, and the workpiece W gripped by the chuck unit 160 is supplied in the vertical direction (up / down) when being supplied / discharged (load / unload).
- the support unit 130 is plate-shaped, but may be configured by a frame.
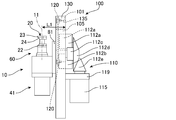
- the chuck unit 160 moves the chuck plate 161 up and down when feeding and discharging the workpiece W, and the chuck plate 161 extending along the second axis 200 when processing the workpiece, the open / close cylinder 163 that opens and closes the chuck plate 161 And a retracting cylinder 164 that temporarily lowers the chuck plate 161 below the second shaft 200 when the work W is changed.
- the chuck plate 161 has a concave shape at the center and protrudes in the moving direction (hereinafter, left and right) of the feed unit 140 along the second shaft 200 with respect to the open / close cylinder 163.
- a recessed portion at the center of the chuck plate 161 is a relief portion 168 for missing and gripping the processed workpiece W, and a portion protruding left and right is a gripping portion (work gripping portion) 167 for gripping the workpiece W.
- FIG. 18 to 20 show the twist unit 100 extracted.
- 18 is a front view of the twist unit 100
- FIG. 19 is a longitudinal sectional view including the second shaft 200 of the twist unit 100
- FIG. 20 is a plan view of the twist unit 100.
- 18 shows a state in which the first shaft (bending shaft) 11 of the bending unit 10 is set in a state in which the workpiece W is fed and discharged.
- FIGS. 19 and 20 show the first shaft 11 set in the vertical direction. It shows the state that was done.
- the configuration of the twist drive unit 110 is shown by being overlapped with a sectional view by a solid line.
- the twist unit 100 supports the bending unit 10 via a turn unit 80 so as to rotate around the second shaft 200, and supports the twist gear 101 via a guide roller 120. And a twist drive unit 110 for driving the twist gear 101.
- the bending unit (processing unit) 10 and the turn unit (moving unit 80) have the same basic configuration as that of the processing unit 10 and moving unit 80 employed in the processing apparatus 1 described above, so that the description thereof is omitted below. .
- the twist gear 101 is a ring-shaped spur gear without a shaft, and has a first opening (ring opening, internal space, through hole) whose inner diameter (ring inner diameter) R1 is about 1/3 or more of the outer diameter of the twist gear 101. ) 105.
- the first opening 105 of the twist gear 101 has a size that allows not only the workpiece W to pass through but also the insertion and removal (insertion) of the grip portion 167 of the chuck plate 161 of the chuck unit 160, and functions as a chuck insertion hole.
- the twist gear 101 further includes a first notch 102 that opens in a direction orthogonal to the second shaft 200, and the first notch 102 moves the workpiece W into and out of the first opening 105. It functions as a supply / discharge opening groove.
- the support plate (support unit) 130 is a plate-like member extending in the vertical direction, and includes a second opening 135 that houses the twist gear 101 in the upper center portion.
- the twisting gear 101 is accommodated in the support plate 130.
- the twisting gear 101 can be attached to the outside of the support plate 130, and in this case, the first opening of the twisting gear 101 is used.
- the inner diameter of the second opening 135 is preferably equal to or larger than the inner diameter R1 of the first opening 105.
- the twist gear 101 is housed in the support plate 130 to prevent the twist gear 101 from jumping forward and backward of the support plate 130.
- the diameter (inner diameter) of the second opening 135 is equal to or larger than the outer diameter of the twist gear 101.
- the twist gear 101 is housed inside the support plate 130, and the distance L1 between the support plate 130 and the first shaft (bending axis) 11 can be reduced by preventing the twist gear 101 from popping out.
- the difficult region (length) can be shortened.
- a plurality of guide rollers 120 are arranged in the second opening 135 so as to face the inside. These guide rollers 120 rotatably support the outer peripheral portion 106 of the twist gear 101 housed in the second opening 135 so as to be sandwiched from the front and rear (left and right), and the twist gear 101 that is a shaftless spur gear is provided.
- the support plate 130 rotates smoothly inside.
- the rotation support form of the twist gear 101 is such that inclined surfaces for guide surfaces are provided on both outer peripheral surfaces of the twist gear 101, and the guide surfaces are sandwiched from both sides by guide rollers 120 such as cam followers.
- the support plate 130 may be provided with a mechanism as a stopper for restricting the movement of the twist gear 101 in the front-rear direction, and the guide roller 120 may support the twist gear 101 horizontally.
- the support plate 130 further includes a second notch 132 that opens in the vertical direction with respect to the second shaft 200 and is connected to the second opening 135.
- the second notch 132 functions as an opening groove for taking in and out (supply / discharge) the work W into and from the second opening 135. Accordingly, the first notch portion 102 and the second notch portion are rotated by rotating the twist gear 101 that rotates inside the second opening 135 so that the first notch portion 102 is in the vertical direction.
- 132 is arranged in a straight line, and a feed / exhaust groove 139 for taking the workpiece W into and out of the first opening 105 of the twist gear 101 is formed.
- the bending unit (processing unit) 10 is the second set position (set center) C when the workpiece W is processed linearly by opening the upper die 23, the lower die 22 and the pressure 30 in three directions.
- the shaft 200 can be taken in and out (supply / discharge).
- the workpiece W can be moved to the retreat position E through the linear path 13 in the vertical direction through the supply / discharge groove (supply / discharge path) 139.
- the clamp part of the upper mold 23 on the path 13 in FIG. 18 can be retracted from the path 13 by rotating the upper mold 23 and the lower mold 22 around the bending axis 11.
- the twist unit 100 further includes a twist drive unit 110 that rotationally drives a twist gear 101 that is rotatably supported by a plurality of pairs of guide rollers 120 attached to the inside of the support plate 130, in this example, about eight pairs of guide rollers 120.
- the twist drive unit 110 includes a twist motor 115 fixed to the support plate 130 via a mounting plate 119, and a plurality of drive gears 112 that transmit the drive force of the twist motor 115 to the twist gear 101.
- the twist gear 101 is rotated in the range of 360 degrees by the twist motor 115 inside the support plate 130.
- the plurality of drive gears 112 includes a pair of drive gears 112a and 112b connected to the twist gear 101, a drive gear 112c that drives the drive gears 112a and 112b in synchronization, and an umbrella that drives the common drive gear 112c.
- Gears 112d and 112e are included.
- the drive shaft of the twist motor 115 is changed by 90 degrees by the bevel gears 112d and 112e so as to extend along the support plate 130, and the length (dimension) of the twist motor 115 protruding from the support plate 130 is shortened.
- the pair of drive gears 112a and 112b has a twist gear 101 on both sides of the first notch 102 when the first notch 102 rotates and arrives between the drive gears 112a and 112b.
- the driving force of the twist gear 101 can be stably secured.
- half of the pair of drive gears 112 a and 112 b is in contact with the twist gear 101 inside the support plate 130 and half is in contact with the synchronizing gear 112 c outside the support plate 130.
- the twist unit 100 includes the twist gear 101 including the first opening 105 serving as the chuck insertion hole and the first notch 102 serving as the supply / discharge opening groove as the second opening serving as the opening groove.
- a twisting shaft-less twisting unit structure in which a dedicated twisting shaft is eliminated and directly supported by the guide roller 120 so as to be rotatable within the thickness of the support plate 130 provided with the notch 132. Since the rotation guide mechanism (guide roller) 120 and the twist gear 101 are arranged within the thickness of the support plate 130 with a twist shaft-less structure, the L dimension (L1) from the end surface of the support plate to the bending shaft center 11 is shortened. Therefore, the length between the bending points that can be bent at the same time at both ends can be shortened.
- the length between the bending points of the final bend of the pipe intermediate portion is, for example, in the case of a U-shaped bend of 90 degrees on both sides, even if the chuck holding portion 167 of the final bend enters the vicinity of the bending shaft 11.
- the interval between the pipes inside the B-shaped bend needs to be greater than or equal to the L dimension for discharging after bending, and below this length is an unbendable region. For this reason, the length of the unbendable area of the final bending can be shortened by the amount that the twist unit 100 is thinned without a twist axis.
- FIG. 21 shows the chuck unit 160 extracted.
- FIG. 21A is a front view of the chuck unit 160 and shows a state viewed from a direction orthogonal to the second axis 200.
- FIG. 14B is a side view of the chuck unit 160 and shows a state seen from the direction of the second shaft 200.
- the chuck unit (pipe chuck) 160 is opposed to the pair of chuck plates 161 extending along the second shaft 200, the opening spring 162 that holds the pair of chuck plates 161 in an open state, and the opening spring 162. And an open / close cylinder 163 that opens and closes the pair of chuck plates 161.
- the pair of chuck plates 161 is supported so as to rotate around the chuck shaft 166 like a pinch, and the chuck plate 161 opens and closes when the open / close cylinder 163 moves the roller 163 a in and out of the operating side 161 a of the chuck plate 161. Is done.
- the pair of chuck plates 161 protrudes from the cylinders 163 to 165 in the direction of the second axis 200 (left and right), and has a concave shape at the center, and two portions on the left and right sides are provided with cylindrical members W such as pipes.
- a grip portion 167 is formed in which a cylindrical groove is formed so as to be gripped.
- a central portion (an intermediate portion of the gripping portion 167, a relief portion) 168 of the chuck plate 161 has a shape that is notched and opened downward from the lower surface of the workpiece (pipe) W. It can be gripped by the gripping portion 167 of the place. Therefore, when the workpiece W is changed, the processed portion can be released by the escape portion 168, and the workpiece W can be held again by the one grip portion 167.
- the gripping portion 167 protruding left and right with respect to the cylinders 163 to 165 is smaller than the central opening 105 of the twist gear 101 as a whole.
- the twist drive mechanism 110 of the twist unit 100 is disposed at one of the front and rear ends of the support plate 130, and the twist drive mechanism 110 is separated from the second shaft 200 in the front-rear direction with respect to the cylinders 163 to 165. It is arranged and does not interfere when the chuck unit 160 and the twist unit 100 are closest to each other. Therefore, when the twist unit 100 is moved by the feed unit 140 so as to be closest to the chuck unit 160, the twist unit 100 is sent to a position where the support plate 130 is close to the cylinders 163 to 165.
- the gripping portion 167 is inserted into the first opening 105 at the center of the twist gear 101 and almost penetrates the support plate 130 and the twist gear 101. Therefore, the position where the workpiece W is chucked by the chuck unit 160 can be brought close to the very vicinity of the bending unit 10 supported on the opposite side of the support plate 130, and the workpiece W is chucked by the chuck unit 160. It can be bent to the vicinity.
- the workpiece W can be changed (held again) by using the bending unit 10 of one twist unit 100 that is closest to the chuck unit 160. That is, the workpiece W is temporarily gripped by the upper and lower units (upper and lower molds) 22 and 23 of the bending unit 10 and the pressure 30, the chuck plate 161 is opened to release the workpiece W, and the retraction cylinder 164 is used to hold the chuck plate 161. After retracting downward with respect to the second shaft 200 and separating the twist unit 100 from the chuck unit 160 by an appropriate distance, the chuck plate 161 can be raised and the workpiece W can be held again.
- the chuck plate 161 includes the escape portion 168, the portion bent by the other twist unit 100 can be released by the escape portion 168, and the workpiece W can be gripped by the one grip portion 167. Therefore, the workpiece W can be bent while leaving the minimum straight pipe part (straight line part) necessary for gripping with one gripping part 167.
- FIG. 22 is a flowchart showing an outline of a method of processing the workpiece W by the processing apparatus 1a (processing method, control method of the processing apparatus). If the timing at which supply / discharge of the workpiece W is required in step 211, the supply / discharge control unit 97 of the control unit 90 rotates the twist gear 101 in step 212 to rotate the first notch 102 and the support plate 130. The second notch 132 is aligned in the vertical direction, and the supply / discharge path 139 is set. Before or after step 212 or in parallel, in step 213, the supply / discharge control unit 97 controls the turn unit 80 and the bending unit 10, and controls the upper die (first unit) 23, lower die (second unit).
- the bending clamp 20 is rotated to retract the clamp portions 23b and 22b to a position where they do not interfere with supply / discharge.
- step 214 the supply / discharge control unit 97 raises and lowers the chuck unit 160 to discharge (unload) the workpiece W from the second shaft 200 that is the processing position, or supply the workpiece W to the second shaft 200.
- the supply / discharge of the workpiece W is mainly performed when the workpiece W is set in the processing apparatus 1a in order to start a series of bending processes on the workpiece W, or after the series of bending processes is completed. It is done when discharging from.
- a supply / discharge function can be used to switch between right bending and left bending.
- step 221 it is determined whether it is necessary to change the workpiece W.
- the bending of the left and right sides that can be processed at the first chuck position of the chuck unit 160 is completed.
- step 211 the workpiece W is moved to the retracted position E by the ascent of the chuck unit 160, and then within the chuck width. In this case, when an unprocessed part remains, the unprocessed part within the chuck width is changed to a processable position outside the chuck width.
- the re-holding control unit 98 of the control unit 90 controls the bending feed unit 150, and in step 222, any one side of the pair of left and right bending feeding units 150 is set as the bending completion side.
- the unit on the bending completion side is retracted to a retracted position (a position away from the chuck unit, usually the first bending start position on the terminal side) that does not interfere when the workpiece W that has been processed on one side is lowered.
- the chuck unit 160 is lowered to the set center C, and the re-holding control unit 98 temporarily closes the upper mold 23, the lower mold 22 and the pressure 30 of the bending unit 10 on the opposite side to the bending completion side. Hold W.
- the grip change control unit 98 opens the workpiece W once in the chuck unit 160, retracts the chuck plate 161 downward, and adjusts the position of one twist unit 100 by the feed unit 140.
- the position of the twisting unit 100 is controlled so that the place where the gripping portion 167 of the chuck plate 161 is gripped is at least a straight pipe, and then the workpiece W is re-gripped in step 225 by re-raising the chuck plate 161. .
- step 200 the position control unit 93 and the machining control unit 95 of the control unit 90 determine both twist units 100 according to the machining data 91. And a predetermined bending process is performed on a predetermined portion of the workpiece W.
- step 230 it is confirmed whether or not the bending process has been completed, and if the next process including the supply / discharge process remains, the process returns to step 211 and the above-described processes are repeated.
- Each process of the bending process in step 200 includes step 201 to step 209 of the processing method described based on FIG. That is, in step 201, the position control unit 92 controls the mold opening / closing mechanism 60 to open the upper mold 23, the lower mold 22 and the pressure 30 in three different directions around the set center C, thereby releasing the workpiece W. Further, the pair of twist units 100 are set to the next bending position by the feeding units 140 on both sides. When the twist unit 100 reaches a bending point, the machining control unit 95 determines the machining mode, and the chuck unit 160 and the twist unit 100 move in a relatively linear direction to set the workpiece W at the setting center C. Thereafter, each mode M1 to M4 is processed.
- each twist unit 100 is rotated by a predetermined angle.
- the rotation angle of the twist gear 101 can be controlled independently, the angle of the bending shaft 11 of each bending unit 10 can be controlled independently, and bending can be performed independently from both ends.
- the machining control unit 95 uses the turn unit 80 to raise and lower the bending unit 10 as described above to bend the workpiece W. A process of changing the direction of the unit 10 is performed. After processing in step 209, the flow returns to the flow shown in FIG.
- the control unit 90 for controlling the processing method can be realized by a computer resource having a CPU and a memory, as in the case of the control unit 9 described above, and the processing method (control method) is suitable as a program (program product). It can be provided by being recorded on a recording medium.
- the processing apparatus 1a includes two rotary bending units (twisting units) 100, which are coaxially opposed to each other, grip the vicinity of the pipe intermediate portion with the pipe chuck 160, and rotate from both ends toward the intermediate portion. 100 is sequentially moved and both ends are bent simultaneously. Further, in this processing apparatus 1a, a process for changing the bending unit 10 by using the bending die clamp 20 is prepared, and the intermediate portion cannot be bent without adding an auxiliary chuck or withdrawing the pipe chuck from the pipe axis. Can be shortened.
- this processing apparatus 1 is a simultaneous bending apparatus at both ends, and two sets of bending feed units 150 are coaxially arranged opposite to each other centering on a pipe chuck 160 provided near the center of the gantry 2, and each support plate
- the bending unit 10 is provided on the opposite side of the pipe chuck 160 across 130.
- the gripping portion 167 of the pipe chuck 160 can be inserted into the opening (chuck insertion hole) 105 of the twist gear 101. For this reason, the chuck 160 can be brought close to the bending unit 10, and the length of the unbendable region of the workpiece W can be shortened in this respect as well.
- the bending point of the bending point interval at which the pipe W is bent at the same left and right bends is gripped by the gripping portions 167 on both sides of the chuck plate 161, and the bending feed unit 150 is connected to the pipe end. Bending in a range not interfering with the chuck plate 161 is performed simultaneously while moving from the side toward the intermediate portion.
- An arbitrary one side bent at the initial gripping position is defined as a bending completion side, and the vicinity of the final bending point on the bending completion side is gripped by the gripping portion 167 on the opposite side of the chuck plate 161.
- steps 222 to 225 including the supply / discharge process. That is, first, the upper die 23, the lower die 22 and the pressure 30 of the bending unit 10 are opened in three directions, and then the bending feed unit 150 is fed in the chuck direction so that the bent pipe W can be raised. The rotation of the clamp parts 23b and 22b is avoided and the twisting is performed so that the center of the open groove 102 of the twist gear 101 is in the vertical position. Next, the pipe W is lifted above the upper surface of the support plate 130 of the twist unit 100 by the lift cylinder 165 and the retraction cylinder 164, and then the bending feed unit 150 on the bending completion side is retracted to a position where it does not interfere with the pipe W.
- the bend is lowered to the bending height again, and then the bending die clamp 20 of the bending feed unit 150 on the side where the remaining bending is performed is returned to the bending start position and the pipe W is gripped.
- the chuck plate 161 is opened by the opening / closing cylinder 163 and retracted downward by the retracting cylinder 164, and then the bending feed unit 150 gripping the pipe W is retracted by the re-stroke, and the chuck plate 161 is returned to the bending height and again.
- the first chuck position is the bending point where there is no interference.
- a twisting function of the rotary bending unit 100 or the like to perform a twisting operation for changing the pipe twisting direction before the first bend, it is possible to avoid gripping interference.
- These processes can be automatically performed by the processing data 91 including the flag for instructing the re-grabbing point and the re-gripping stroke data.
- the processing apparatus 1a includes a rotary bending unit (twisting unit) 100 capable of feeding and discharging a linear path with a twist shaft-less structure and shortening the unbendable region length of the final bending in the middle portion of both ends, and the vicinity of the bending portion. And an overhang chuck type chuck unit 160 that can be lifted and lowered, and the grip is changed by using the clamping function and the feeding function of the bending feed unit 150 necessary for pipe bending.
- a rotary bending unit tilting unit
- an overhang chuck type chuck unit 160 that can be lifted and lowered, and the grip is changed by using the clamping function and the feeding function of the bending feed unit 150 necessary for pipe bending.
- the structure of the processing apparatus 1a can be simplified even though it is a simultaneous bending apparatus. Moreover, in this processing apparatus 1a, the continuous bending process which mixed (combined) rotary bending (three-dimensional bending) in the left-right bending direction and the pull bending method can be performed.
- FIG. 23 to 28 show different examples of the twist unit 100.
- FIG. This twist unit 100 is equipped with a bending unit 10 dedicated to left-hand bending. Since it is not necessary to switch between left and right bending, the bending unit 10 is omitted from the turn unit, and is directly attached to the twist gear 101 by the connecting plate 81 with the first shaft (bending shaft) 11 tilted. ing. Therefore, the configuration of the twist unit 100 is further simplified, the distance L1 between the support plate 130 and the bending shaft 11 is further shortened, and the inflexible area of the intermediate portion of the workpiece W can be further shortened.
- FIG. 23 is a front view of the twist unit 100
- FIG. 24 is a side view of the twist unit 100
- FIG. 25 is a plan view of the twist unit 100.
- FIG. 26 is a plan view showing the bending unit 10 dedicated to the bending mounted on the twist unit 100.
- FIG. 27 is a cross-sectional view of the bending unit 10 dedicated to bending, and the bending unit 10 includes a mold opening / closing motor 61 and a bending motor 41.
- the configurations of the upper mold (first unit) 23, the lower mold (second unit) 22, and the mold opening / closing mechanism 60 of the pressure 30 are the same. Therefore, as shown in FIGS. 28A and 28B, the upper mold 23, the lower mold 22 and the pressure 30 are moved in three directions around the second shaft 200 by the mold opening / closing mechanism 60 and the pressure swing mechanism 70. Open and close.
- the upper mold 23, the lower mold 22 and the pressure 30 are opened, and the bending mold clamp 20 including the upper mold 22 and the lower mold 23 is rotated to a position where the clamp portion 23b does not interfere, so that the workpiece W is straightened (feeded). It is possible to supply / discharge along the (exhaust route) 13.
- a feed motor 145 may be installed on the rotary bending unit 100 side as a rack and pinion mechanism.
- the elevating cylinder 165 and the retracting cylinder 164 of the chuck unit 160 may be electric sliders that can handle both strokes.
- the machining apparatus 1a has a simple apparatus structure that shortens the intermediate bendable region, and performs simultaneous bending of both ends of the workpiece W of a rod-shaped member such as a long pipe and a short-distance straight path supply and discharge pipe.
- a rod-shaped member such as a long pipe and a short-distance straight path supply and discharge pipe.
- High-precision, high-speed and efficient operation can be performed with one-way feed with a fixed axis.
- the left / right pull bending unit 10 and the quick turn unit 80 the mixed bending of the left / right pull bending can be efficiently performed by fixing the pipe shaft.
- this processing apparatus 1a is a method for accurately performing small-diameter long pipe bending in which the shape bent by inertia force is deformed by twisting the pipe at high speed.
- the pipe can be processed by a so-called rotary bending method that rotates around the pipe axis.
- the pipe chuck 160 grips the vicinity of the intermediate portion of the pipe, and the two sets of rotary bending means 100 and the feeding means 140 arranged on both sides of the pipe chuck 160 so as to be coaxially opposed to the pipe shaft, from the pipe end side toward the intermediate portion. Bending can be performed sequentially while moving the bending means.
- both ends are simultaneously subjected to rotary bending, and without causing deformation due to pipe twisting, bending at both ends reduces the bending length by half, and deformation due to bending can be reduced. For this reason, bending of a small-diameter long pipe can be performed with high accuracy in a short time by simultaneous bending at both ends with increased twisting speed and bending speed.
- the opening direction of the semicircular groove for bending the upper and lower integrated bending mold and the center of the twisting mechanism opening and discharging groove are perpendicular to each other.
- the pipe supply / discharge route requires vertical movement in the supply / discharge open groove and the horizontal movement in the bending semicircular groove, which makes the supply / discharge time longer. There is a problem that the mechanism becomes complicated.
- the twist structure of the rotary bending unit has a twist shaft (twist plate) that supports the rotation of the bending unit and a twist gear for rotation drive, and the twist gear is arranged outside the support plate.
- the distance from the end face of the support plate to the center of the bending axis becomes longer, and there is a disadvantage that the unbendable region of the intermediate part that is bent last by simultaneous bending at both ends becomes longer. If there is no retracting mechanism for the pipe chuck in the bending unit feed direction, this intermediate bendable area is equal to or greater than the sum of the distance between the center of the bending axis and the width of the pipe chuck mechanism from the end surface of the support plate. There is a problem that can not cope with short bends.
- a mechanism for retracting the pipe chuck from the axis of the pipe, another auxiliary chuck for gripping the pipe when the pipe chuck is retracted, and a lowering / retracting mechanism for the bending mechanism on one side are provided.
- the structure of the apparatus is complicated. Even when such a retracting mechanism is provided, the distance between the bending points of the final bent portion needs to be about the distance between the end surfaces of the support plates and the center of the bending axis.
- the above-described processing apparatus 1a can solve these problems, shortens the unbendable region length of the pipe intermediate portion with a simple structure, and shortens the processing time by linear path supply / discharge and one-way feed in the direction orthogonal to the pipe axis.
- a bending apparatus can be provided.
- the positioning in the axial direction and the rotation direction of the workpiece W such as a pipe may be performed by the positioning unit before supply in the case of automatic conveyance supply / discharge, and may be supplied to the bending apparatus of the present invention while maintaining the position.
- a pipe positioning unit capable of moving in the axial direction may be provided on the reference side end side.
- FIG. 1 an example of a processing apparatus having a pair of twist units 100 arranged so as to face each other with the chuck unit 160 interposed therebetween is shown, but one-end bending in which the twist unit 100 is arranged on one side of the chuck unit 160 is shown. It may be a device.
- the processing apparatus 1a disclosed above is capable of feeding and discharging the rotary bending unit in a straight path and unidirectionally feeding the pipe shaft, reducing the size and weight with a simple structure with a reduced number of actuators, and twisting and feeding on the rotary bending unit side.
- processing unit and the processing apparatus of the present invention are not limited to the above embodiment, and can be implemented in various modes without departing from the gist of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
L'invention porte sur une unité de traitement (10) pour le traitement d'un élément en forme de barre (W). L'unité de traitement (10) comprend : une première unité (23) comprenant une première section de type séparé supérieure d'une paire de sections de type séparé supérieure et inférieure ayant une rainure cintrée pour le cintrage de l'élément en forme de barre (W) et une première section mâchoire de fixation supérieure d'une paire de sections mâchoires de fixation supérieure et inférieure pour le maintien de l'élément en forme de barre qui a été introduit dans la rainure cintrée ; une seconde unité (22) comprenant une seconde section de type séparé inférieure de la paire de sections de type séparé supérieure et inférieure et une seconde section mâchoire de fixation inférieure de la paire de sections mâchoires de fixation supérieure et inférieure ; une pièce d'application de pression (30) ayant une rainure de maintien pour le maintien de l'élément en forme de barre dans la rainure cintrée ; et une unité d'ouverture et de fermeture (69) pour l'ouverture et la fermeture de la première unité (23), de la seconde unité (22) et de la pièce d'application de pression (30) dans trois directions différentes par rapport à un centre de calage (C), qui est la position d'un axe central de l'élément en forme de barre (W) lorsqu'il est ajusté dans la rainure cintrée.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14866917.9A EP3017891A4 (fr) | 2013-12-04 | 2014-09-30 | Unité de traitement et dispositif de traitement |
| CN201480043050.6A CN105473249B (zh) | 2013-12-04 | 2014-09-30 | 加工单元和加工装置 |
| US14/908,885 US20160175908A1 (en) | 2013-12-04 | 2014-09-30 | Machining unit and machining apparatus |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-251298 | 2013-12-04 | ||
| JP2013251298A JP5894137B2 (ja) | 2013-12-04 | 2013-12-04 | 加工装置 |
| JP2013251280A JP5894136B2 (ja) | 2013-12-04 | 2013-12-04 | 加工ユニットおよび加工装置 |
| JP2013-251280 | 2013-12-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015083310A1 true WO2015083310A1 (fr) | 2015-06-11 |
Family
ID=53273099
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/004995 WO2015083310A1 (fr) | 2013-12-04 | 2014-09-30 | Unité de traitement et dispositif de traitement |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20160175908A1 (fr) |
| EP (1) | EP3017891A4 (fr) |
| CN (1) | CN105473249B (fr) |
| WO (1) | WO2015083310A1 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6363560B2 (ja) * | 2015-06-12 | 2018-07-25 | 三桜工業株式会社 | パイプの曲げ方法及び曲げ装置 |
| CN106799434A (zh) * | 2016-12-28 | 2017-06-06 | 武汉思瑞法机器人制造有限公司 | 一种多功能弯曲模结构 |
| SG11201810085RA (en) * | 2017-03-28 | 2018-12-28 | Akribis Systems Pte Ltd | High density manufacturing cell (hdmc) structure or the like |
| CN108480470B (zh) * | 2018-03-05 | 2019-03-05 | 浙江大学 | 一种精密弯管的双重非规则预变形装置和方法 |
| IT201800010409A1 (it) * | 2018-11-16 | 2020-05-16 | Cml Int S P A | Macchina per curvare un pezzo allungato senza formazione di grinze |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62267020A (ja) * | 1986-05-15 | 1987-11-19 | Chuo Electric Mfg Co Ltd | 曲げ加工装置 |
| JPS62296916A (ja) * | 1986-06-17 | 1987-12-24 | Mitsubishi Heavy Ind Ltd | 左右二段管曲げ装置 |
| JPH08309438A (ja) * | 1995-05-16 | 1996-11-26 | Kyowa Mach Kk | 板金の曲げプレス機 |
| JP2003305518A (ja) | 2002-04-12 | 2003-10-28 | Sanoh Industrial Co Ltd | パイプ曲げ加工装置のパイプ曲げ加工ユニット |
| EP1561522A1 (fr) * | 2004-02-05 | 2005-08-10 | Bend Holding B.V. | Dispositif et procédé de cintrage de profilés |
| US20090126438A1 (en) * | 2006-04-21 | 2009-05-21 | Numalliance | Device for bending tubes or profiled sections with symmetrical structure for two-way bending and machine equipped with same |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2922127B1 (fr) * | 2007-10-15 | 2010-03-05 | Jaubjaub Consulting | Machine a cintrer un profile et outillage de cintrage pour une telle machine |
| JP5530802B2 (ja) * | 2010-05-13 | 2014-06-25 | 三桜工業株式会社 | パイプの曲げ加工装置 |
| CN102716950A (zh) * | 2012-05-29 | 2012-10-10 | 苏州固信自动化科技有限公司 | 一种数控两头式多轴联动弯曲机的弯曲装置 |
-
2014
- 2014-09-30 WO PCT/JP2014/004995 patent/WO2015083310A1/fr active Application Filing
- 2014-09-30 CN CN201480043050.6A patent/CN105473249B/zh not_active Expired - Fee Related
- 2014-09-30 US US14/908,885 patent/US20160175908A1/en not_active Abandoned
- 2014-09-30 EP EP14866917.9A patent/EP3017891A4/fr not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62267020A (ja) * | 1986-05-15 | 1987-11-19 | Chuo Electric Mfg Co Ltd | 曲げ加工装置 |
| JPS62296916A (ja) * | 1986-06-17 | 1987-12-24 | Mitsubishi Heavy Ind Ltd | 左右二段管曲げ装置 |
| JPH08309438A (ja) * | 1995-05-16 | 1996-11-26 | Kyowa Mach Kk | 板金の曲げプレス機 |
| JP2003305518A (ja) | 2002-04-12 | 2003-10-28 | Sanoh Industrial Co Ltd | パイプ曲げ加工装置のパイプ曲げ加工ユニット |
| EP1561522A1 (fr) * | 2004-02-05 | 2005-08-10 | Bend Holding B.V. | Dispositif et procédé de cintrage de profilés |
| US20090126438A1 (en) * | 2006-04-21 | 2009-05-21 | Numalliance | Device for bending tubes or profiled sections with symmetrical structure for two-way bending and machine equipped with same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3017891A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3017891A1 (fr) | 2016-05-11 |
| CN105473249A (zh) | 2016-04-06 |
| EP3017891A4 (fr) | 2017-04-05 |
| US20160175908A1 (en) | 2016-06-23 |
| CN105473249B (zh) | 2017-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015083310A1 (fr) | Unité de traitement et dispositif de traitement | |
| CN103097050B (zh) | 夹头、输入和输出设备以及用于矫直长形工件的方法 | |
| JP4163235B2 (ja) | ワーク加工装置 | |
| JP5894136B2 (ja) | 加工ユニットおよび加工装置 | |
| US7104100B2 (en) | Bending device for tube | |
| JP5563718B2 (ja) | ピストン供給装置及びピストン供給方法 | |
| KR20100022039A (ko) | 워크 공급 반출 장치 및 이 워크 공급 반출 장치를 갖춘 공작기계 | |
| JP2005305520A (ja) | 曲げ加工装置 | |
| JP5894137B2 (ja) | 加工装置 | |
| JP5829670B2 (ja) | 曲げ型クランプ、加工ユニットおよび加工装置 | |
| JP4668026B2 (ja) | 旋盤 | |
| JP6215884B2 (ja) | 加工ユニットおよび加工装置 | |
| JP5524676B2 (ja) | 加工システムにおけるワーク搬入出装置及びその方法 | |
| US8424352B2 (en) | Apparatus and method for manufacturing barrel coil spring | |
| JP2016175099A (ja) | クランプ装置、及び該装置を備えたスピニング加工装置 | |
| KR20040055644A (ko) | 파이프 굽힘 가공 장치 | |
| JP2014504216A (ja) | 動作シリンダを研削機械に配置するための方法とその方法を実施する研削機械 | |
| JP7458629B2 (ja) | 順送プレス用搬送装置及び順送プレス装置並びに金属製品の製造方法 | |
| KR101296537B1 (ko) | 자동화 로봇용 클램핑 기구 | |
| JP2004154791A (ja) | ワーク曲げ加工装置 | |
| JP2018140421A (ja) | 加工ユニット | |
| WO2011118593A1 (fr) | Appareil de transfert de pièces, machine à rectifier les soupapes l'utilisant, procédé de transfert de pièces et procédé de rectification de soupapes | |
| JP2006281237A (ja) | クロージング加工方法及びクロージング加工機 | |
| CN210360347U (zh) | 用于转向节两端打中心孔的夹具 | |
| CN113996670A (zh) | 一种基于双旋压机头的双头旋压系统及双头旋压方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480043050.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14866917 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014866917 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14908885 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |