WO2015080242A1 - 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 - Google Patents
熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 Download PDFInfo
- Publication number
- WO2015080242A1 WO2015080242A1 PCT/JP2014/081514 JP2014081514W WO2015080242A1 WO 2015080242 A1 WO2015080242 A1 WO 2015080242A1 JP 2014081514 W JP2014081514 W JP 2014081514W WO 2015080242 A1 WO2015080242 A1 WO 2015080242A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- hot
- steel sheet
- martensite
- ferrite
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a hot-formed steel plate member, a manufacturing method thereof, and a hot-formed steel plate used for machine structure parts such as body structure parts of automobiles, for example.
- the present invention relates to a hot-formed steel sheet member having excellent ductility and bendability while having high tensile strength, a manufacturing method thereof, and a hot-forming steel sheet for obtaining the same.
- Patent Document 1 in a method called hot press for press-forming a heated steel plate, the steel plate is soft and highly ductile at a high temperature. It is possible to mold well. Further, by heating the steel plate in the austenite single phase region and quenching (quenching) in the mold, it is possible to simultaneously achieve high strength of the member by martensitic transformation. Therefore, such a hot pressing method is an excellent forming method that can simultaneously ensure the strength of the member and the formability of the steel sheet.
- Patent Document 2 discloses a pre-press quench method that achieves high strength of a member by forming it in a predetermined shape at room temperature, heating it to an austenite region, and quenching in a mold. .
- the pre-press quench method which is one aspect of such a hot press, can restrain the deformation due to thermal strain by restraining the member with a mold, so that the strength of the member and high dimensional accuracy can be secured at the same time. It is an excellent molding method that can be performed.
- Patent Document 3 discloses that a steel sheet is heated in a two-phase temperature range of ferrite and austenite, further pressed while maintaining a two-phase structure, and rapidly cooled in a mold. And a hot-pressed steel sheet member that is said to be excellent in high strength and ductility due to the two-phase structure of martensite.
- the steel structure tends to be non-uniform, so that the bendability and toughness of the hot-pressed steel sheet member are deteriorated, and the shock absorption characteristics may be remarkably lowered.
- Patent Document 4 discloses a structure obtained by heating a steel sheet having a steel structure with martensite or bainite of 80% by volume or more at an Ac 1 transformation point or higher and quenching in a mold.
- a hot-pressed steel sheet member having a high strength and excellent ductility is disclosed, including volume% retained austenite, 30 to 97 volume% tempered martensite or tempered bainite, and 0 to 67 volume% martensite.
- Patent Document 5 the area ratio of martensite to the entire steel sheet structure is 10% or more and 85% or less, 25% or more of martensite is tempered martensite, and the amount of retained austenite is 5% or more and 40% or less.
- the area ratio of bainitic ferrite in bainite to the entire steel sheet structure is 5% or more, and the total area ratio of martensite, area ratio of retained austenite, and area ratio of bainitic ferrite in bainite is 65
- Patent Document 6 discloses a steel sheet for hot pressing in which the total fraction of bainite and martensite is 80 area% or more.
- Patent Document 7 discloses a steel sheet for hot pressing in which the ferrite fraction is 30 area% or more.
- Patent Document 1 British Patent No. 1490535 Specification
- Patent Document 2 Japanese Patent Application Laid-Open No. 10-96031
- Patent Document 3 Japanese Patent Application Laid-Open No. 2010-65292
- Patent Document 4 Japanese Patent Application Laid-Open No. 2012-237066
- Patent Document 5 International Publication WO 2011-111333
- Patent Document 6 Japan JP 2013-185243
- JP Patent Document 7 Japan JP 2013-185248 A
- the tensile strength is high (for example, the tensile strength is 980 MPa or more), and excellent bendability in addition to ductility.
- hot-formed steel sheet members not only the establishment of manufacturing technology but also such a product itself has not been proposed yet.
- the specific problem of the present invention is to provide a hot-pressed steel sheet member having high tensile strength, excellent in ductility and bendability after hot pressing, which is not in the prior art, and a method for producing the same, and to obtain the same. It is providing the steel plate for hot press. And, if generalized, the present invention can also be applied to hot forming provided with means for cooling the steel sheet at the same time as forming or immediately after forming, similar to hot pressing. Therefore, a specific problem of the present invention is to provide a hot-formed steel sheet member having high ductility and bendability after hot forming, and a method for producing the same, and hot for obtaining the same. It is also providing a forming steel sheet.
- the present inventors have intensively studied to improve the ductility and bendability of a hot-formed steel sheet member having high tensile strength.
- a hot forming steel sheet having a chemical composition in which Si is positively contained with respect to a specific amount of C and Mn and having a steel structure containing at least one of ferrite, martensite, and bainite is used.
- the optimum hot forming heat treatment conditions for the hot forming steel sheet are applied.
- the steel structure does not contain residual austenite or contains 5% or less in area ratio, and at least one of ferrite, tempered martensite and tempered bainite and martensite.
- the novel knowledge that the hot-formed steel plate member which was excellent also in ductility and bendability was obtained, having high tensile strength by having the said chemical composition and the said steel structure.
- the present invention based on the above findings is as follows. (1) By mass%, C: 0.100% to 0.340%, Si: 0.50% to 2.00%, Mn: 1.00% to 3.00%, P: 0.050% or less , S: 0.0100% or less, sol.
- Al 0.001% to 1.000% and N: 0.0100% or less, having a chemical composition consisting of Fe and impurities,
- the chemical composition is mass% in place of part of Fe, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, and Zr: 0.0100%
- the hot-formed steel sheet member according to any one of items (1) to (3), which contains one or more selected from the group consisting of:
- C 0.100% to 0.340%
- Si 0.50% to 2.00%
- Mn 1.00% to 3.00%
- P 0.050% or less
- S 0.0100% or less
- Al 0.001% to 1.000%
- N 0.0100% or less
- Ferrite, martensite and bainite a steel sheet for hot forming having a steel structure of 90% or more in total.
- the chemical composition is mass% instead of part of Fe, Ti: 0.200% or less, Nb: 0.200% or less, V: 0.200% or less, Cr: 1.000%
- the heat according to (6) which contains one or more selected from the group consisting of Mo: 1.000% or less, Cu: 1.000% or less, and Ni: 1.000% or less. Steel sheet for inter-forming.
- the chemical composition is mass% in place of part of Fe, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, and Zr: 0.0100%
- the hot forming steel sheet according to any one of items (6) to (10) is heated to a temperature range of 720 ° C. or more and less than Ac 3 points, and hot forming is performed from the end of the heating.
- the steel sheet is subjected to hot forming for 3 to 20 seconds until the start of the step, and cooled to a temperature range below the MS point at an average cooling rate of 10 ° C./second to 500 ° C./second.
- a method for producing a hot-formed steel sheet member is produced.
- the hot-formed steel sheet member according to the present invention exhibits extremely excellent collision characteristics such that even a collision that causes extreme plastic deformation can absorb an impact by bending deformation. For this reason, the hot-formed steel sheet member according to the present invention is particularly suitable for manufacturing body structural parts of automobiles, but can of course be applied to other uses such as machine structural parts.
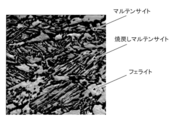
- FIG. 1 is a photograph showing an example of the steel structure of the present invention.
- the numerical value range indicated by “ ⁇ ” indicates a range in which the numerical values described before and after the numerical value are the minimum value and the maximum value, respectively.
- C 0.100% to 0.340%) C is a very important element that enhances the hardenability of steel and mainly determines the strength after hot pressing (after quenching). If the C content is less than 0.100%, it becomes difficult to ensure the tensile strength after hot pressing (after quenching) (for example, the tensile strength of 980 MPa or more). Therefore, the C content is 0.100% or more, preferably 0.120% or more. On the other hand, if the C content exceeds 0.340%, the martensite after hot pressing (after quenching) becomes hard and not only deterioration in bendability becomes significant, but also ductility may decrease. Therefore, the C content is 0.340% or less. From the viewpoint of weldability, the C content is preferably 0.300% or less, and more preferably 0.280% or less.
- Si 0.50% to 2.00%
- Si is an extremely effective element for improving the ductility of steel heated to a two-phase temperature range of ferrite and austenite and for ensuring stable strength after hot pressing (after quenching). . If the Si content is less than 0.50%, it is difficult to obtain the above effect. Therefore, the Si content is 0.50% or more. From the viewpoint of improving weldability, the Si content is preferably 0.70% or more, and more preferably 1.10% or more. On the other hand, if the Si content exceeds 2.00%, the effect of the above action is saturated and disadvantageous economically, and the plating wettability is significantly reduced, resulting in frequent non-plating. Therefore, the Si content is 2.00% or less. Further, from the viewpoint of suppressing surface defects of the hot-formed steel sheet member, the Si content is preferably 1.80% or less, and more preferably 1.50% or less.
- Mn 1.00% to 3.00%
- Mn is an extremely effective element for enhancing the hardenability of the steel and ensuring the strength after hot pressing (after quenching).
- the Mn content is less than 1.00%, not only is it very difficult to ensure the tensile strength after hot pressing (after quenching) (for example, the tensile strength of 980 MPa or more), but the bendability is also low. May decrease. Therefore, the Mn content is 1.00% or more. In order to obtain the above action more reliably, the Mn content is preferably 1.10% or more, more preferably 1.20% or more.
- the Mn content is 3.00% or less.
- the Mn content is preferably 2.50% or less, and more preferably 2.40% or less.
- the steel structure of the hot-forming steel sheet can be a multiphase steel structure containing ferrite and at least one of martensite and bainite.
- the steel structure of the hot-formed steel sheet member becomes a desired double-phase steel structure.
- P 0.050% or less
- P is generally an impurity contained in steel, but may be positively incorporated because it has the effect of increasing the strength of the steel sheet by solid solution strengthening. However, if the P content exceeds 0.050%, the weldability deteriorates remarkably. Therefore, the P content is 0.050% or less.
- the P content is preferably 0.018% or less. In order to more reliably obtain the effect of the above action, the P content is preferably set to 0.003% or more.
- S is an impurity contained in steel, and is preferably as small as possible from the viewpoint of weldability.
- the S content is 0.0100% or less.
- the S content is preferably 0.0030% or less, more preferably 0.0015% or less. From the viewpoint of desulfurization cost, the S content is preferably 0.0006% or more.
- Al is an element having an action of deoxidizing steel to make the steel material sound. sol. If the Al content is less than 0.001%, it is difficult to obtain the above effect. Therefore, sol. The Al content is 0.001% or more, preferably 0.015% or more. On the other hand, sol. When the Al content exceeds 1.000%, the weldability is significantly lowered, and the oxide inclusions are increased, so that the surface properties are remarkably deteriorated. Therefore, sol. The Al content is 1.000% or less, preferably 0.080% or less. Note that sol. Al means acid-soluble Al that is not an oxide such as Al 2 O 3 and is soluble in acid.
- N is an impurity contained in the steel and is preferably as small as possible from the viewpoint of weldability. If the N content exceeds 0.0100%, the weldability is significantly reduced. Therefore, the N content is 0.0100% or less, preferably 0.0060% or less. In addition, from the viewpoint of denitrification cost, the N content is preferably 0.0020% or more.
- An impurity refers to a component contained in a raw material or a component mixed in the course of manufacture and not intentionally included in a steel plate member or a hot-formed steel plate.
- the chemical composition of the steel plate member and the hot forming steel plate according to the present invention may further contain at least one element as described below.
- Ti 0.200% or less, Nb: 0.200% or less, V: 0.200% or less, Cr: 1.000% or less, Mo: 1.000% or less, Cu: 1.000% or less, and Ni 1 type or 2 types selected from the group consisting of 1.000% or less
- All of these elements are effective for ensuring the strength after hot pressing (after quenching) stably. Therefore, you may contain 1 type, or 2 or more types of these elements.
- Ti, Nb and V are contained in amounts exceeding 0.200%, not only hot rolling and cold rolling may be difficult, but also it is difficult to ensure stable strength. There is a case. Therefore, the Ti content, the Nb content, and the V content are each preferably 0.200% or less.
- the Cr content is preferably 1.000% or less.
- the Mo content is preferably 1.000% or less.
- the Cu content and the Ni content are each preferably 1.000% or less.
- Ti 0.003% or more, Nb: 0.003% or more, V: 0.003% or more, Cr: 0.005% or more, Mo: 0.00. It is preferable to satisfy at least one of 005% or more, Cu: 0.005% or more, and Ni: 0.005% or more. That is, the lower limit value of the Ti content is preferably 0.003%.
- the lower limit of the Nb content is preferably 0.003%.
- the lower limit of the V content is preferably 0.003%.
- the lower limit of the Cr content is preferably 0.005%.
- the lower limit of the Mo content is preferably 0.005%.
- the lower limit of the Cu content is preferably 0.005%.
- the lower limit of the Ni content is preferably 0.005%.
- B is an element having an effect of increasing the toughness of steel. Therefore, B may be contained. However, when B is contained in an amount exceeding 0.0025%, the steel structure in the hot-formed steel sheet may become difficult to contain ferrite, and the ductility and bendability of the hot-formed steel sheet member may deteriorate. is there. Therefore, the B content is preferably 0.0025% or less. In addition, in order to acquire the effect by the said action more reliably, it is preferable to make B content 0.0003% or more.
- any of these elements contributes to inclusion control, in particular, fine dispersion of inclusions, and has an effect of increasing toughness. Therefore, you may contain 1 type, or 2 or more types of these elements. However, if any element is contained in an amount exceeding 0.0100%, the deterioration of the surface properties may become obvious. Therefore, the content of each element is preferably 0.0100% or less. In addition, in order to acquire the effect by the said action
- the lower limit values of the Ca content, the Mg content, the REM content, and the Zr content are each preferably 0.0003%.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and is at least one of them.
- the content of REM means the total content of at least one of these elements.
- a lanthanoid it is industrially added in the form of misch metal.
- Bi (Bi: 0.0100% or less) Bi is an element having an effect of making the structure uniform and enhancing the bendability. Therefore, Bi may be included. However, when Bi is contained exceeding 0.0100%, hot workability may deteriorate and hot rolling may become difficult. Therefore, the Bi content is preferably 0.0100% or less. In addition, in order to acquire the effect by the said action more reliably, it is preferable that Bi content shall be 0.0003% or more.
- the hot-formed steel sheet member according to the present invention has a steel structure including ferrite, at least one of tempered martensite and tempered bainite, and martensite at the following predetermined area ratio. That is, this steel structure may contain only one of tempered martensite and tempered bainite, or may contain both. And even if this steel structure does not contain a retained austenite or contains, it is contained with an area ratio of 5% or less.
- FIG. 1 shows an example of the steel structure of the present invention.
- the steel structure of FIG. 1 shows a steel structure that contains ferrite, tempered martensite, and martensite and does not contain residual austenite.
- the area ratio of ferrite is 5% or more, preferably 15% or more.
- the area ratio of ferrite is 50% or less, preferably 40% or less.
- the aspect ratio of ferrite is preferably set to 2.0 or less from the viewpoint of suppressing a decrease in bendability.
- the ferrite aspect ratio exceeds 2.0, the anisotropy of the ferrite (ferrite crystal grains) increases, which may be a starting point of stress concentration and may reduce the bendability.
- the aspect ratio of ferrite is preferably 2.0 or less, more preferably 1.8 or less.
- the lower limit value of the aspect ratio of ferrite is preferably 1.0.
- the lower limit of the ferrite aspect ratio is preferably set to 1.2.
- the aspect ratio of ferrite is a value measured by the method described in detail in the examples described later.
- Total area ratio of tempered martensite and tempered bainite 20% to 70% If the total area ratio of tempered martensite and tempered bainite is less than 20%, the bendability decreases. Therefore, the total area ratio of tempered martensite and tempered bainite is 20% or more, preferably 30% or more. On the other hand, if the total area ratio of tempered martensite and tempered martensite exceeds 70%, the ductility decreases. Therefore, the total area ratio of tempered martensite and tempered martensite is 70% or less, preferably 50% or less.
- the strength after hot pressing (after quenching) can be increased.
- the area ratio of martensite is less than 25%, it becomes difficult to ensure tensile strength after hot pressing (after quenching) (for example, tensile strength of 980 MPa or more). Therefore, the area ratio of martensite is 25% or more.
- the area ratio of martensite exceeds 75%, the ductility decreases. Therefore, the area ratio of martensite is 75% or less, preferably 50% or less.
- martensite means both as-quenched martensite and martensite after age hardening in which age-hardened martensite is age-hardened. That is, the “martensite area ratio” means the total area ratio of martensite as it is quenched and age-hardened martensite after age hardening of the as-quenched martensite.
- the hot-formed steel sheet member according to the present invention basically has a structure composed of ferrite, tempered martensite, tempered bainite and martensite. However, depending on production conditions, one or more of bainite, retained austenite, cementite, and pearlite may be mixed as a phase or structure other than these. In this case, if the phase or structure other than ferrite, tempered martensite, tempered bainite and martensite exceeds 10%, the intended characteristics may not be obtained due to the influence of these phases or structures.
- the content of phases or structures other than ferrite, tempered martensite, tempered bainite and martensite is 10% or less, preferably 5% or less. That is, the total area ratio of ferrite, tempered martensite, tempered bainite and martensite is 90% or more, preferably 95% or more. The upper limit of the total area ratio of ferrite, tempered martensite, tempered bainite and martensite is 100%.
- Area ratio of retained austenite 0% to 5%
- the area ratio of residual austenite is 5% or less, preferably 3% or less.
- the area ratio of retained austenite is most preferably 0%.
- the area ratio of each phase and structure in the steel structure of the above hot-formed steel sheet member is a value measured by the method described in detail in the examples described later.
- the steel plate member according to the present invention means a member hot-formed from a steel plate, and includes, for example, a hot-pressed steel plate member.
- a typical example is a door guard bar used for automobile body structural parts.
- bumper reinforcements for automobiles there are also hot-formed steel pipes for building structures manufactured from steel plates.
- the hot-formed steel sheet member according to the present invention preferably has a tensile strength (TS) of 980 MPa or more as a sufficient strength that contributes to weight reduction of an automobile.
- TS tensile strength
- the steel structure is not a martensite single phase, the area ratio of ferrite is 5% to 50%, the total area ratio of tempered martensite and tempered bainite is 20% to 70%, and the area ratio of martensite is 25%.
- the steel sheet (hot-formed steel sheet) as the material for hot forming has the above chemical composition and an aspect ratio of 2.0.
- a steel structure containing the following ferrite and at least one of martensite and bainite, the area ratio of ferrite being 5% to 50%, the total area ratio of martensite and bainite being 45% to 90%, ferrite, martens It is preferable to use a steel sheet having a steel structure (double phase structure) in which the total area ratio of sites and bainite is 90% or more. Then, this steel sheet (hot forming steel sheet) is heated to a temperature range of 720 ° C.
- the time during which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing is set. It is preferable to perform hot pressing for 3 to 20 seconds, and to cool to a temperature range below the MS point at an average cooling rate of 10 ° C./second to 500 ° C./second.
- a steel sheet for hot forming having the above chemical composition and the above steel structure under the above conditions, it has a desired steel structure and high tensile strength after hot pressing (for example, tensile strength is high). 980 MPa or more), a hot-formed steel plate member excellent in ductility and bendability is obtained.
- Step structure of hot forming steel sheet -Ferrite aspect ratio: 2.0 or less-
- the ferrite aspect ratio exceeds 2.0 not only the ferrite aspect ratio in the steel structure of the steel sheet member after hot pressing may exceed 2.0, but the ferrite excessively austenes during heating. In some cases, the ferrite area ratio of the steel sheet member after hot pressing becomes less than 5%.
- the ferrite aspect ratio of the steel sheet member exceeds 2.0 the anisotropy of ferrite (ferrite crystal grains) increases, which may be a starting point of stress concentration, and the bendability may be reduced. Therefore, the aspect ratio of ferrite is 2.0 or less, preferably 1.8 or less.
- the lower limit value of the aspect ratio of ferrite is preferably 1.0.
- the lower limit of the ferrite aspect ratio is preferably set to 1.2.
- the aspect ratio of ferrite is a value measured by the method described in detail in the examples described later.
- the area ratio of ferrite is less than 5%, the area ratio of ferrite in the steel structure of the steel sheet member after hot pressing may also be less than 5%. Therefore, the area ratio of ferrite is 5% or more, preferably 15% or more. Similarly, if the area ratio of ferrite exceeds 50%, the area ratio of ferrite in the steel structure of the steel sheet member after hot pressing may also exceed 50%. Therefore, the area ratio of ferrite is 50% or less, preferably 45% or less.
- the total area ratio of martensite and bainite 45%-90%-
- the total area ratio of tempered martensite and tempered bainite in the steel structure of the steel sheet member after hot pressing may be less than 20%.
- the area ratio of the martensite in the steel structure of the steel plate member after hot pressing may be less than 25%. Therefore, the total area ratio of martensite and bainite is 45% or more, preferably 50% or more.
- the total area ratio of martensite and bainite exceeds 90%
- the total area ratio of tempered martensite and tempered bainite in the steel structure of the steel sheet member after hot pressing may exceed 70%.
- the area ratio of the martensite in the steel structure of the steel plate member after hot pressing may exceed 75%. Therefore, the total area ratio of martensite and bainite is 90% or less, preferably 80% or less.
- -Total area ratio of ferrite, martensite and bainite 90% or more-
- the total area ratio of ferrite, martensite and bainite is less than 90%, the mixture of the phases or structures other than ferrite, tempered martensite, tempered bainite and martensite in the steel structure of the steel sheet member after hot pressing is 10%. May exceed.
- the area ratio of retained austenite may exceed 5%. Therefore, the total area ratio of ferrite, martensite and bainite is 90% or more, preferably 93% or more.
- the upper limit of the total area ratio of ferrite, martensite and bainite is 100%.
- the area ratio of each phase and structure in the steel structure of the steel sheet for hot forming described above is a value measured by the method described in detail in Examples described later.
- the hot forming steel sheet may be a hot rolled steel sheet, a cold rolled steel sheet, or a plated steel sheet.
- examples of the plated steel sheet include an aluminum-based plated steel sheet and a zinc-based plated steel sheet.
- the hot-rolled steel sheet having the above steel structure defines C, Si, and Mn within the above range with respect to the chemical composition.
- finish rolling is completed at 850 ° C. to 930 ° C., and 3 to 740 ° C. to 660 ° C.
- It can be manufactured by a hot rolling process that holds for at least 2 seconds and winds in a temperature range of 450 ° C. or lower.
- the cold-rolled steel sheet having the above steel structure can be manufactured by an annealing process in which after cold rolling, heating is performed at 780 ° C. to 900 ° C., and cooling is performed at an average cooling rate of 10 ° C./second or more.
- the plated steel sheet having the steel structure can be manufactured by producing a well-known plating treatment on the surface of the hot rolled steel sheet or the cold rolled steel sheet after the hot rolled steel sheet or the cold rolled steel sheet is manufactured.
- Heating of steel sheet for hot forming Heating to a temperature range of 720 ° C or more and less than Ac 3 points
- the hot forming steel sheet is heated by setting the temperature to 720 ° C. or more and less than Ac 3 points.
- Ac 3 point (° C.) is a temperature lower than Ac 3 point (° C.) at which the austenite single phase is defined by the following empirical formula (i).
- Ac 3 910-203 ⁇ (C 0.5 ) ⁇ 15.2 ⁇ Ni + 44.7 ⁇ Si + 104 ⁇ V + 31.5 ⁇ Mo-30 ⁇ Mn-11 ⁇ Cr-20 ⁇ Cu + 700 ⁇ P + 400 ⁇ sol.
- the heating temperature is 720 ° C. or higher, preferably 750 ° C. or higher.
- the heating temperature is set to Ac 3 points or less, preferably Ac 3 points to ⁇ 30 ° C. or less.
- the heating rate up to 720 ° C. and the heating time maintained in the above temperature range do not need to be particularly limited, but are preferably in the following ranges, respectively.
- the average heating rate during heating up to 720 ° C. is preferably 0.2 ° C./second to 100 ° C./second. By setting the average heating rate to 0.2 ° C./second or more, higher productivity can be secured. In addition, when the average heating rate is 100 ° C./second or less, the heating temperature can be easily controlled in the case of heating using a normal furnace.
- the heating time in the temperature range of 720 ° C. or more and less than Ac 3 points is preferably 2 minutes to 10 minutes.
- the heating time is the time from when the temperature of the steel sheet reaches 720 ° C. until the end of heating.
- the heating end time is when the steel plate is taken out of the heating furnace in the case of furnace heating, and when the energization or the like is ended in the case of energization heating or induction heating.
- a hot forming steel sheet is heated in a heating furnace or the like and then conveyed to a hot press apparatus.
- the steel sheet may be partially exposed to air cooling during extraction from a heating furnace, conveyance to a hot press apparatus, or charging.
- the time of such air cooling since ferrite is newly generated or grows, the time of exposure to air cooling affects the tensile strength. Therefore, in order to stably secure the strength after hot pressing (after quenching), it is preferable that such air cooling is performed for a short time.
- the time during which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing exceeds 20 seconds, the tensile strength of the steel sheet member after hot pressing (after quenching) decreases, or high tensile strength. Even when (for example, a tensile strength of 980 MPa or more) is ensured, the carbon concentration of austenite becomes remarkable, the martensitic transformation part is easily cracked, and the bendability is lowered. Therefore, the time during which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing is within 20 seconds, preferably within 16 seconds. On the other hand, austenite generated during heating is deposited in a needle shape.
- the time during which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing is 3
- the acicular martensite transformation part becomes the starting point of stress concentration, not only the bendability is lowered, but also retained austenite is easily generated. Therefore, the time during which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing is 3 seconds or longer, preferably 7 seconds or longer, more preferably 10 seconds or longer.
- adjustment of the time exposed to air cooling can be performed by adjusting the conveyance time to the press die normally exposed to air cooling after taking out from the heating furnace.
- the average cooling rate in the above temperature range is 10 ° C./second or more, preferably 30 ° C./second or more.
- the average cooling rate is 500 ° C./second or less, preferably 200 ° C./second or less.
- the average cooling rate is obtained by dividing the difference between the temperature at which hot pressing is performed (° C.) and the Ms point (° C.) by the time from the temperature at which hot pressing is performed (° C.) to the Ms point (° C.). Value.
- cooling is usually achieved by a steel mold at room temperature or about several tens of degrees Celsius. Therefore, in order to change the cooling rate, the heat capacity may be changed by changing the die size.
- the cooling rate can also be changed by changing the mold material to a different metal (for example, copper).
- the cooling rate can also be changed by changing the amount of cooling water using a water-cooled mold. Also, using a mold with several grooves cut in advance, changing the cooling speed by passing water through the groove during pressing, changing the cooling speed by raising the press machine during the press and flowing water in the meantime Can do. Further, the cooling rate can be changed by changing the mold clearance and changing the contact area with the steel plate. For example, as the means for changing the cooling rate around 400 ° C., the following means can be considered.
- the mold is moved to a mold having a different heat capacity or a mold at room temperature to change the cooling rate; (2) In the case of a water-cooled mold, the cooling rate is changed by changing the amount of flowing water in the mold immediately after reaching 400 ° C .; (3) Immediately after reaching 400 ° C., the cooling rate is changed by flowing water between the mold and the member and changing the amount of water.
- the form of molding in the hot press method is not particularly limited. Examples include bending, drawing, stretch forming, hole expansion molding, and flange molding. What is necessary is just to select suitably by the kind of target hot-formed steel plate member.
- Representative examples of hot-formed steel sheet members include door guard bars and bumper reinforcements, which are automotive reinforcing parts as described above.
- the hot-formed steel sheet member according to the present invention is characterized by excellent ductility and bendability.
- the total elongation of the tensile test is preferably 12% or more. More preferably, the total elongation is 14% or more.
- the bendability it is preferable that the limit bending radius of the V-bending test with a tip angle of 90 ° is 5 t or less.
- the hot-formed steel sheet member after hot pressing may be subjected to shot blasting for the purpose of scale removal.
- shot blasting has the effect of introducing a compressive stress on the surface, so that delayed fracture is suppressed and the fatigue strength is improved.
- hot forming which is a specific embodiment of hot pressing, has been described as an example, but the present invention includes a means for cooling a steel sheet at the same time as or immediately after forming, similar to hot pressing. It is also applicable to hot forming, for example roll forming.
- a steel plate having the chemical composition shown in Table 1 was used as a test material. These steel plates were prepared by heating a slab melted in the laboratory at 1250 ° C. for 30 minutes, 6 and no. Finishing rolling was completed in the range of 880 ° C. to 910 ° C. except for No. 22, and hot rolling was performed so as to hold the temperature in the range of 720 ° C. to 680 ° C. for 5 seconds to obtain a hot rolled steel plate having a thickness of 2.6 mm. Is. After the hot rolling, after water spray cooling to 420 ° C. or lower, it is gradually cooled to room temperature at 20 ° C./hour, thereby simulating a hot rolling winding process of winding in a temperature range of 420 ° C. or lower.
- the hot-rolled steel sheet thus obtained was mainly a composite structure of ferrite and martensite or ferrite and bainite.
- the hot rolling conditions of 22 are different from the conditions described above.
- Specimen No. 6 simulated the hot rolling-up process which winds at room temperature by hold
- Specimen No. No. 22 was subjected to water spray cooling to 670 ° C. and then slowly cooled to room temperature at 20 ° C./hour to simulate a hot rolling winding process of winding at 670 ° C.
- a part of the hot-rolled steel sheet thus obtained was removed at a scale by pickling, and then cold-rolled to a thickness of 1.6 mm, and then heated at 780 ° C. or more and 900 ° C. or less, Annealing was performed under the condition of cooling at an average cooling rate of 30 ° C./second.
- the test material No. 27 was annealed under the conditions of heating at 920 ° C. and cooling at an average cooling rate of 30 ° C./sec.
- the area ratios of ferrite, martensite, and bainite of the steel sheets subjected to these hot presses were measured using an EBSP (Electron Back Scatter Pattern: electron beam backscattering pattern) method. Specifically, a cross section in both the direction perpendicular to the rolling direction and the rolling direction is cut out from the steel sheet subjected to hot pressing. Polishing and nital etching were performed on each cut section. Next, using a scanning electron microscope (SEM) “trade name Quanta200 (manufacturer FEI)” equipped with an EBSP detector, an EBSP IQ image (image quality image: magnification 2000 times) of each section cut out by EBSP analysis. Acquired.
- SEM scanning electron microscope
- each area ratio of a ferrite, a martensite, and a bainite measured each area ratio based on IQ image of each EBSP of the cross section in both directions of a rolling direction and a direction perpendicular
- the ferrite aspect ratio of the steel sheet to be subjected to hot pressing was measured as follows. Specifically, a cross section in both the direction perpendicular to the rolling direction and the rolling direction is cut out from the steel sheet subjected to hot pressing. Polishing and nital etching were performed on each cut section. Next, using a scanning electron microscope (SEM) “trade name Quanta200 (manufacturer FEI)” equipped with an EBSP detector, an EBSP IQ image (image quality image: magnification 2000 times) of each section cut out by EBSP analysis. Acquired.
- SEM scanning electron microscope
- the aspect ratio of ferrite measured the aspect ratio of 50 ferrite crystal grains, respectively, based on the IQ image of each EBSP of the cross section in both the direction perpendicular to the rolling direction and the rolling direction, and the average value thereof Asked.
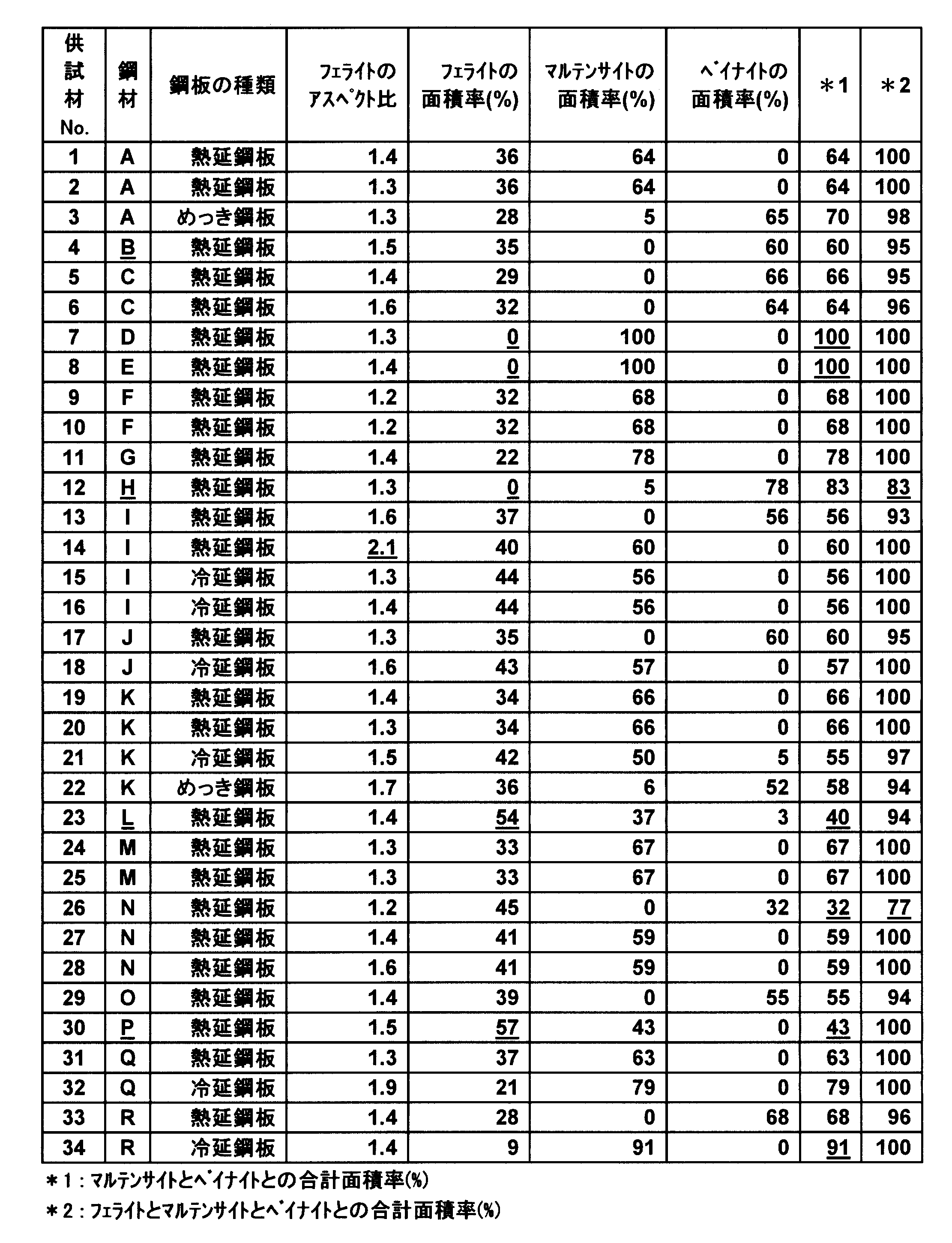
- Table 2 shows the steel structure of the steel sheet used for hot pressing.
- the obtained steel sheet was heated in a gas furnace under the air-fuel ratio of 0.85 and the conditions shown in Table 3. Next, the heated steel sheet is taken out from the heating furnace, and the air cooling time until hot pressing (the time from taking out from the furnace and putting it in the mold, that is, from the end of heating to the start of hot forming, the steel sheet is air cooled. The exposure time was changed to the time shown in Table 3, and hot pressing was performed using a flat steel mold. Next, after hot pressing, the steel sheet is cooled to 150 ° C., which is equal to or lower than the MS point, at the average cooling rate shown in Table 3 while being in contact with the mold. A test steel plate was prepared (hereinafter, this test steel plate is described as “hot-pressed steel plate”).
- Cooling is performed by 1) cooling the mold periphery with cooling water, 2) cooling with a mold at room temperature, or 3) cooling with a heated mold, and then surrounding the mold with cooling water. This was done by cooling.
- the average cooling rate up to 150 ° C. was determined by attaching a thermocouple to the end of the steel plate subjected to hot pressing and measuring the temperature. Note that the heating time is the time from when the temperature reaches 720 ° C. after charging into the furnace until it is removed from the furnace.
- various types of gas cooling are performed by gas cooling at a predetermined cooling rate after a predetermined air cooling time.
- a test steel plate was prepared.
- the area ratio of ferrite, tempered martensite, tempered bainite, and martensite in the hot-pressed steel sheet is EBSP (Electron Back Scatter Pattern: Electron beam backscattering pattern) method was used for measurement. Table 4 shows the results.
- the ferrite aspect ratio of the hot-pressed steel sheet was measured in the same manner as the ferrite aspect ratio of the steel sheet subjected to hot pressing.
- a JIS No. 5 tensile test piece was taken from each steel sheet in a direction perpendicular to the rolling direction, a tensile test was performed, and TS (tensile strength) and El (total elongation) were measured.
- a rectangular sample is taken from each steel plate so that the bending ridge line is perpendicular to the rolling direction, and one side of the sample is mechanically ground to produce a bending test piece having a thickness of 1 mm, a width of 30 mm, and a length of 60 mm.
- the bendability was evaluated by subjecting the test piece to a V bending test with a tip angle of 90 ° and a tip radius of 5 mm, 4 mm, and 3 mm. In the test, the ground surface was set to be inside the bend. The surface of the bent part after the test was visually observed and evaluated according to the following evaluation criteria.
- the steel plate produced in this example is not hot pressed by a mold, but has received the same thermal history as a hot pressed steel plate member, so the mechanical properties of the steel plate are hot having the same thermal history. It is substantially the same as a pressed steel plate member.
- Specimen No. which is an example of the invention in Table 4 1, 3, 5, 6, 9, 10, 11, 13, 15, 17, 19, 21, 22, 24, 27, 28, 29, 31 and 33 are examples of the present invention that satisfy all the conditions of the present invention.
- Steel plate member that is, a hot-pressed steel plate member. All of these hot-pressed steel sheet members according to the present invention remain hot-formed and have a high tensile strength of 980 MPa or more, excellent ductility, and excellent bendability.
- specimen No. In No. 2 since the heating temperature of the steel sheet exceeded the upper limit of the range specified in the present invention, a desired structure was not obtained, and ductility and bendability were poor.
- Specimen No. No. 4 had poor ductility because the Si content was below the lower limit of the range defined in the present invention.
- Specimen No. No. 7 had poor ductility and bendability because the steel plate and hot pressed steel plate member subjected to hot pressing did not have the structure defined in the present invention.
- Specimen No. Nos. 16, 20 and 25 are outside the ranges defined by the present invention in terms of air cooling time, heating temperature, and average cooling rate, so that a desired structure cannot be obtained for a hot pressed steel sheet member, and a target tensile strength can be obtained. I could't.
- the Mn content is below the lower limit of the range defined in the present invention, and the steel sheet and hot pressed steel sheet member to be subjected to hot pressing do not have the structure defined in the present invention, so that the target tensile strength is obtained. The bendability was poor.
- Specimen No. No. 26 had poor bendability because the steel plate and hot pressed steel plate member subjected to hot pressing did not have the structure defined in the present invention.
- the air cooling time was out of the range defined in the present invention, so that a desired structure was not obtained for the hot-pressed steel sheet member, and the bendability was poor.
- specimen No. No. 34 had a low tensile strength and poor ductility because the steel plate and hot pressed steel plate member subjected to hot pressing did not have the structure defined in the present invention.
Abstract
Description
また、特許文献6には、ベイナイトおよびマルテンサイトの合計分率が80面積%以上である熱間プレス用鋼板が開示されている。
また、特許文献7には、フェライトの分率が30面積%以上である熱間プレス用鋼板が開示されている。
特許文献2:日本国特開平10-96031号公報
特許文献3:日本国特開2010-65292号公報
特許文献4:日本国特開2012-237066号公報
特許文献5:国際公開WO2011/111333号公報
特許文献6:日本国特開2013-185243号公報
特許文献7:日本国特開2013-185248号公報
(1)質量%で、C:0.100%~0.340%、Si:0.50%~2.00%、Mn:1.00%~3.00%、P:0.050%以下、S:0.0100%以下、sol.Al:0.001%~1.000%およびN:0.0100%以下を含有し、残部Feおよび不純物からなる化学組成を有し、
フェライトと、焼戻しマルテンサイトおよび焼戻しベイナイトのすくなくとも一方と、マルテンサイトとを含む鋼組織であって、面積%で、フェライト:5%~50%、焼戻しマルテンサイトおよび焼戻しベイナイト:合計で20%~70%、マルテンサイト:25%~75%、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト:合計で90%以上、残留オーステナイト:0%~5%である鋼組織を有する、熱間成形鋼板部材。
アスペクト比が2.0以下のフェライトと、マルテンサイトおよびベイナイトの少なくとも一方とを含む鋼組織であって、面積%で、フェライト:5%~50%、マルテンサイトおよびベイナイト:合計で45%~90%、フェライト、マルテンサイトおよびベイナイト:合計で90%以上である鋼組織を有する熱間成形用鋼板。
はじめに、本発明に係る熱間成形鋼板部材(以下、単に「鋼板部材」ともいう。)および熱間成形用鋼板(以下、単に「鋼板」ともいう。)の化学組成を上述のように規定した理由を説明する。以下の説明において、各合金元素の含有量を表す「%」は、特に断りがない限り「質量%」を意味する。
Cは、鋼の焼入れ性を高め、かつ熱間プレス後(焼入れ後)の強度を主に決定する、非常に重要な元素である。C含有量が0.100%未満では熱間プレス後(焼入れ後)の引張強度(例えば、980MPa以上の引張強度)を確保することが困難となる。したがって、C含有量は0.100%以上とし、好ましくは0.120%以上である。一方、C含有量が0.340%超では、熱間プレス後(焼入れ後)のマルテンサイトが硬質となり、曲げ性の劣化が顕著となるだけでなく、延性も低下する場合がある。したがって、C含有量は0.340%以下とする。なお、溶接性の観点からはC含有量を0.300%以下とすることが好ましく、さらに好ましくは0.280%以下である。
Siは、フェライトとオーステナイトの二相温度域に加熱した鋼の延性を向上させて、かつ熱間プレス後(焼入れ後)の強度を安定して確保するために、非常に効果のある元素である。Si含有量が0.50%未満では上記作用を得ることが困難である。したがって、Si含有量は0.50%以上とする。なお、溶接性を向上させる観点からはSi含有量を0.70%以上とすることが好ましく、さらに好ましくは1.10%以上である。一方、Si含有量が2.00%超では、上記作用による効果は飽和して経済的に不利となるうえに、めっき濡れ性の低下が著しくなり、不めっきが多発する。したがって、Si含有量は2.00%以下とする。また、熱間成形鋼板部材の表面欠陥を抑える観点からはSi含有量を1.80%以下にすることが好ましく、さらに好ましくは1.50%以下である。
Mnは、鋼の焼入れ性を高め、かつ熱間プレス後(焼入れ後)の強度を確保するために、非常に効果のある元素である。しかし、Mn含有量が1.00%未満では、熱間プレス後(焼入れ後)の引張強度(例えば、980MPa以上の引張強度)を確保することが非常に困難となるだけでなく、曲げ性も低下する場合がある。したがって、Mn含有量は1.00%以上とする。上記作用をより確実に得るには、Mn含有量を1.10%以上とすることが好ましく、さらに好ましくは1.20%以上である。一方、Mn含有量が3.00%超では、熱間プレス後(焼入れ後)の鋼組織がMn偏析による顕著なバンド状になり、靭性が低下し、衝突特性の劣化が顕著になる。したがって、Mn含有量は3.00%以下とする。なお、熱間圧延および冷間圧延時における生産性の観点からはMn含有量を2.50%以下とすることが好ましく、さらに好ましくは2.40%以下である。
Pは、一般には鋼に含有される不純物であるが、固溶強化により鋼板の強度を高める作用を有するので積極的に含有させてもよい。しかし、P含有量が0.050%超では溶接性の劣化が著しくなる。したがって、P含有量は0.050%以下とする。P含有量は好ましくは0.018%以下である。上記作用による効果をより確実に得るには、P含有量を0.003%以上とすることが好ましい。
Sは、鋼に含有される不純物であり、溶接性の観点からは少ないほど好ましい。S含有量が0.0100%超では溶接性の低下が著しくなる。したがって、S含有量は0.0100%以下とする。S含有量は好ましくは0.0030%以下、さらに好ましくは0.0015%以下である。なお、脱硫コストの観点から、S含有量は、0.0006%以上とすることが好ましい。
Alは、鋼を脱酸して鋼材を健全化する作用を有する元素である。sol.Al含有量が0.001%未満では上記作用を得ることが困難となる。したがって、sol.Al含有量は0.001%以上とし、好ましくは0.015%以上とする。一方、sol.Al含有量が1.000%超では、溶接性の低下が著しくなるとともに、酸化物系介在物が増加して表面性状の劣化が著しくなる。したがって、sol.Al含有量は1.000%以下とし、好ましくは0.080%以下とする。なお、sol.Alとは、Al2O3等の酸化物になっておらず、酸に可溶する酸可溶Alを意味する。
Nは、鋼に含有される不純物であり、溶接性の観点からは少ないほど好ましい。N含有量が0.0100%超では溶接性の低下が著しくなる。したがって、N含有量は0.0100%以下とし、好ましくは0.0060%以下とする。なお、脱窒コストの観点から、N含有量は、0.0020%以上とすることが好ましい。
不純物とは、原材料に含まれる成分、または、製造の過程で混入する成分であって、意図的に鋼板部材又は熱間成形用鋼板に含有させたものではない成分を指す。
これらの元素は、いずれも熱間プレス後(焼入れ後)の強度を安定して確保するために効果のある元素である。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、Ti、NbおよびVについては、それぞれ0.200%を超えて含有させると、熱間圧延および冷間圧延が困難になる場合があるだけでなく、逆に安定した強度確保が困難になる場合がある。したがって、Ti含有量、Nb含有量およびV含有量は、それぞれ0.200%以下とすることが好ましい。また、Crについては、1.000%を超えると、安定した強度確保が困難になる場合がある。したがって、Cr含有量は、1.000%以下とすることが好ましい。また、Moについては、1.000%を超えて含有させると、熱間圧延および冷間圧延が困難になる場合がある。したがって、Mo含有量は、1.000%以下とすることが好ましい。そして、CuとNiはそれぞれ1.000%を超えて含有させても、上記作用による効果は飽和し易く経済的に不利となる場合があるうえに、熱間圧延や冷間圧延が困難となる場合がある。したがって、Cu含有量およびNi含有量は、それぞれ1.000%以下とすることが好ましい。
つまり、Ti含有量の下限値は0.003%が好ましい。Nb含有量の下限値は0.003%が好ましい。V含有量の下限値は0.003%が好ましい。Cr含有量の下限値は0.005%が好ましい。Mo含有量の下限値は0.005%が好ましい。Cu含有量の下限値は0.005%が好ましい。Ni含有量の下限値は0.005%が好ましい。
Bは、鋼の靭性を高める作用を有する元素である。したがって、Bを含有させてもよい。しかし、0.0025%を超える量でBを含有させると、熱間成形用鋼板において、鋼組織がフェライトを含み難くなる場合があり、熱間成形鋼板部材の延性と曲げ性が劣化する場合がある。したがって、B含有量は0.0025%以下とすることが好ましい。なお、上記作用による効果をより確実に得るには、B含有量を0.0003%以上とすることが好ましい。
これらの元素は、いずれも介在物制御、特に介在物の微細分散化に寄与し、靭性を高める作用を有する元素である。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、いずれの元素も0.0100%を超えて含有させると、表面性状の劣化が顕在化する場合がある。したがって、各元素の含有量はそれぞれ0.0100%以下とすることが好ましい。なお、上記作用による効果をより確実に得るには、これらの元素の少なくとも一つの含有量を0.0003%以上とすることが好ましい。つまり、Ca含有量、Mg含有量、REM含有量およびZr含有量の下限値は、それぞれ0.0003%とすることが好ましい。
ここで、REMは、Sc、Yおよびランタノイドの合計17元素を指し、その少なくとも1種である。上記REMの含有量はこれらの元素の少なくとも1種の合計含有量を意味する。ランタノイドの場合、工業的にはミッシュメタルの形で添加される。
Biは、組織を均一にし、曲げ性を高める作用を有する元素である。したがって、Biを含有させてもよい。しかし、0.0100%を超えてBiを含有させると、熱間加工性が劣化して、熱間圧延が困難になる場合がある。したがって、Bi含有量は0.0100%以下とすることが好ましい。なお、上記作用による効果をより確実に得るには、Bi含有量を0.0003%以上とすることが好ましい。
次に、本発明に係る熱間成形鋼板部材の鋼組織について説明する。
本発明に係る熱間成形鋼板部材は、フェライトと、焼戻しマルテンサイトおよび焼戻しベイナイトのすくなくとも一方と、マルテンサイトとを下記所定の面積率で含む鋼組織を有する。つまり、この鋼組織は、焼戻しマルテンサイトおよび焼戻しベイナイトの一方のみを含有していてもよいし、双方を含有していてもよい。そして、この鋼組織は、残留オーステナイトを含まない又は含んでも面積率5%以下で含む。
フェライトの面積率が5%未満では、延性と曲げ性が低下する。したがって、フェライトの面積率は5%以上とし、好ましくは15%以上とする。一方、フェライトの面積率が50%超では、曲げ性が低下する。したがって、フェライトの面積率は50%以下とし、好ましくは40%以下とする。
フェライトのアスペクト比は、後述する実施例において詳述する方法により測定される値である。
焼戻しマルテンサイトおよび焼戻しベイナイトの合計面積率が20%未満では、曲げ性が低下する。したがって、焼戻しマルテンサイトおよび焼戻しベイナイトの合計面積率は20%以上とし、好ましくは30%以上とする。一方、焼戻しマルテンサイトおよび焼戻しマルテンサイトの合計面積率が70%超では、延性が低下する。したがって、焼戻しマルテンサイトおよび焼戻しマルテンサイトの合計面積率は70%以下とし、好ましくは50%以下とする。
マルテンサイトを鋼中に形成させることにより、熱間プレス後(焼入れ後)の強度を高めることができる。マルテンサイトの面積率が25%未満では、熱間プレス後(焼入れ後)の引張強度(例えば、980MPa以上の引張強度)を確保することが困難となる。したがって、マルテンサイトの面積率は25%以上とする。一方、マルテンサイトの面積率が75%超では、延性が低下する。したがって、マルテンサイトの面積率は75%以下とし、好ましくは50%以下とする。
本発明に係る熱間成形鋼板部材は、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイトからなる組織を有することを基本とする。しかし、製造条件によっては、これら以外の相または組織として、ベイナイト、残留オーステナイト、セメンタイトおよびパーライトの1種または2種以上が混入する場合がある。この場合、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト以外の相または組織が10%を超えると、これらの相または組織の影響により、目的とする特性が得られない場合がある。したがって、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト以外の相または組織の混入は10%以下とし、好ましくは5%以下とする。すなわち、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイトの合計面積率は90%以上とし、好ましくは95%以上とする。なお、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイトの合計面積率の上限値は100%である。
フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト以外の相または組織のうち、特に、残留オーステナイトが面積率5%超えで混入(残留)すると、曲げ性が低下する。したがって、残留オーステナイトは含まない、又は含んでも、残留オーステナイトの面積率を5%以下とし、好ましくは3%以下とする。なお、残留オーステナイトの面積率は0%が最も好ましい。
本発明に係る熱間成形鋼板部材は、自動車の軽量化に寄与する十分な強度として、980MPa以上の引張強度(TS)を有することが好ましい。
次に、上記の特徴を有する本発明に係る熱間成形鋼板部材の好ましい製造方法について説明する。
-フェライトのアスペクト比:2.0以下-
フェライトのアスペクト比が2.0超えでは、熱間プレス後の鋼板部材の鋼組織におけるフェライトのアスペクト比も2.0超えとなる場合があるだけでなく、フェライトが加熱中に過剰にオーステナイへと変態するようになり、熱間プレス後の鋼板部材のフェライト面積率が5%未満になる場合がある。この鋼板部材のフェライトのアスペクト比が2.0超えると、フェライト(フェライトの結晶粒)の異方性が高まり、応力集中の起点となり、曲げ性が低下する場合がある。したがって、フェライトのアスペクト比は、2.0以下とし、好ましくは1.8以下とする。一方、フェライトのアスペクト比が1.0に近い程、フェライト(フェライトの結晶粒)の異方性が低減するため、フェライトのアスペクト比の下限値は、1.0であることがよい。但し、熱間プレス後の鋼板部材の降伏強度を高める観点から、フェライトのアスペクト比の下限値は、1.2とすることが好ましい。
フェライトの面積率が5%未満では、熱間プレス後の鋼板部材の鋼組織におけるフェライトの面積率も5%未満となる場合がある。したがって、フェライトの面積率は、5%以上とし、好ましくは15%以上とする。同様に、フェライトの面積率が50%超えでは、熱間プレス後の鋼板部材の鋼組織におけるフェライトの面積率も50%超えとなる場合がある。したがって、フェライトの面積率は、50%以下とし、好ましくは45%以下とする。
マルテンサイトおよびベイナイトの合計面積率が45%未満では、熱間プレス後の鋼板部材の鋼組織における焼戻しマルテンサイトおよび焼戻しベイナイトの合計面積率が20%未満となる場合がある。また、熱間プレス後の鋼板部材の鋼組織におけるマルテンサイトの面積率が25%未満となる場合がある。したがって、マルテンサイトおよびベイナイトの合計面積率は、45%以上とし、好ましく50%以上とする。同様に、マルテンサイトおよびベイナイトの合計面積率が90%超えでは、熱間プレス後の鋼板部材の鋼組織における焼戻しマルテンサイトおよび焼戻しベイナイトの合計面積率が70%超えとなる場合がある。また、熱間プレス後の鋼板部材の鋼組織におけるマルテンサイトの面積率が75%超えとなる場合がある。したがって、マルテンサイトおよびベイナイトの合計面積率は、90%以下とし、好ましく80%以下とする。
フェライト、マルテンサイトおよびベイナイトの合計面積率が90%未満では、熱間プレス後の鋼板部材の鋼組織における、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト以外の相または組織の混入が10%を超える場合がある。特に、残留オーステナイトの面積率が5%を超える場合がある。したがって、フェライト、マルテンサイトおよびベイナイトの合計面積率は、90%以上とし、好ましくは93%以上とする。なお、フェライト、マルテンサイトおよびベイナイトの合計面積率の上限値は100%である。
熱間成形用鋼板は、熱延鋼板、冷延鋼板、めっき鋼板のいずれでもよい。例えば、めっき鋼板には、アルミニウム系めっき鋼板、亜鉛系めっき鋼板等が挙げられる。
熱間成形用鋼板の加熱は、720℃以上Ac3点未満の温度とすることにより行う。ここで、Ac3点(℃)は、下記実験式(i)により規定されるオーステナイト単相になるAc3点(℃)未満の温度である。
Ac3=910-203×(C0.5)-15.2×Ni+44.7×Si+104×V+31.5×Mo-30×Mn-11×Cr-20×Cu+700×P+400×sol.Al+50×Ti・・・・・(i)
ここで、上記式(i)中における元素記号は、前記鋼板の化学組成における各元素の含有量(単位:質量%)を示す。なお、式(i)は、鋼板に含まれない元素を0(0質量%)として算出する。
一般に、熱間成形用鋼板は、加熱炉等で加熱された後、熱間プレス装置まで搬送される。この際に、例えば、加熱炉からの抽出時、または、熱間プレス装置への搬送時若しくは投入時などに、その鋼板は一部において空冷に曝されることがある。このような空冷時には、フェライトが新たに生成、または、成長するので、空冷に曝される時間は引張強度に影響を及ぼす。したがって、熱間プレス後(焼入れ後)の強度を安定して確保するためには、そのような空冷は短時間とすることが好ましい。特に、加熱の終了から熱間プレスの開始までにおいて鋼板が空冷に曝される時間が20秒間超では、熱間プレス後(焼入れ後)の鋼板部材の引張強度が低下する、または、高い引張強度(例えば、980MPa以上の引張強度)が確保された場合でも、オーステナイトの炭素濃化が顕著となり、マルテンサイト変態部が割れやすくなって、曲げ性が低下する。したがって、加熱の終了から熱間プレスの開始までにおいて鋼板が空冷に曝される時間は20秒間以内とし、好ましくは16秒間以内とする。一方で、加熱時で生じたオーステナイトは針状に析出している。析出したオーステナイト一部は冷却中にフェライト変態し、オーステナイトの形態は針状から球状へと徐々に変化するので、加熱の終了から熱間プレスの開始までにおいて鋼板が空冷に曝される時間が3秒間未満で、熱間プレス(焼き入れ)し、マルテンサイト変態させると、針状のマルテンサイト変態部は応力集中の起点となり、曲げ性が低下するだけでなく、残留オーステナイトが生成しやすくなる。したがって、加熱の終了から熱間プレスの開始までにおいて鋼板が空冷に曝される時間は3秒間以上とし、好ましくは7秒間以上とし、より好ましくは10秒間以上とする。
ここで、空冷に曝される時間の調整は、加熱炉からの取り出し後、通常は空冷に曝されるプレス金型までの搬送時間を調整することで行うことができる。
熱間成形用鋼板に熱間プレスを施し、10℃/秒~500℃/秒の平均冷却速度でMS点(MS点=マルテンサイト変態が始まる温度)以下の温度域まで冷却すると、拡散型変態が起き難くなる。平均冷却速度が10℃/秒未満では、ベイナイト変態が過度に進行する。または、パーライト変態が生じ、強化相であるマルテンサイトの面積率を確保できなくなり、熱間プレス後(焼入れ後)に高い引張強度(例えば、980MPa以上の引張強度)を確保することが困難となる。あるいは、オーステナイトが安定化し、曲げ性が低下する。したがって、上記温度域における平均冷却速度は10℃/秒以上とし、好ましくは30℃/秒以上とする。一方、上記平均冷却速度が500℃/秒超では、鋼板部材の均熱を保つことが極めて困難となり、強度が安定しなくなる。したがって、上記平均冷却速度は500℃/秒以下とし、好ましくは200℃/秒以下とする。
ここで、平均冷却速度とは、熱間プレスを施す温度(℃)とMs点(℃)との差を、熱間プレスを施す温度(℃)からMs点(℃)に至る時間で割った値である。
(2)水冷金型の場合、400℃到達直後に金型中の流水量を変化させて、冷却速度を変える;
(3)400℃到達直後に、金型と部材の間に水を流し、その水量を変化させることで、冷却速度を変える。

熱間プレスした鋼板のフェライトのアスペクト比は、熱間プレスに供する鋼板のフェライトのアスペクト比と同様に測定した。
-曲げ性の評価基準-
A:先端半径が4mmのV曲げ試験後、割れが認められない
B:先端半径が4mmのV曲げ試験後、微割れやネッキングが認められる
C:先端半径が4mmのV曲げ試験後、割れが認められる
D:先端半径が5mmのV曲げ試験後、割れが認められる


本明細書に記載された全ての文献、特許出願、および技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
Claims (11)
- 質量%で、C:0.100%~0.340%、Si:0.50%~2.00%、Mn:1.00%~3.00%、P:0.050%以下、S:0.0100%以下、sol.Al:0.001%~1.000%およびN:0.0100%以下を含有し、残部Feおよび不純物からなる化学組成を有し、
フェライトと、焼戻しマルテンサイトおよび焼戻しベイナイトのすくなくとも一方と、マルテンサイトとを含む鋼組織であって、面積%で、フェライト:5%~50%、焼戻しマルテンサイトおよび焼戻しベイナイト:合計で20%~70%、マルテンサイト:25%~75%、フェライト、焼戻しマルテンサイト、焼戻しベイナイトおよびマルテンサイト:合計で90%以上、残留オーステナイト:0%~5%である鋼組織を有する、熱間成形鋼板部材。 - 前記化学組成が、Feの一部に代えて、質量%で、Ti:0.200%以下、Nb:0.200%以下、V:0.200%以下、Cr:1.000%以下、Mo:1.000%以下、Cu:1.000%以下およびNi:1.000%以下からなる群から選ばれた1種または2種以上を含有する、請求項1に記載の熱間成形鋼板部材。
- 前記化学組成が、Feの一部に代えて、質量%で、B:0.0025%以下を含有する、請求項1または請求項2に記載の熱間成形鋼板部材。
- 前記化学組成が、Feの一部に代えて、質量%で、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下およびZr:0.0100%以下からなる群から選ばれた1種または2種以上を含有する、請求項1から請求項3までのいずれか1項に記載の熱間成形鋼板部材。
- 前記化学組成が、Feの一部に代えて、質量%で、Bi:0.0100%以下を含有する、請求項1から請求項4までのいずれか1項に記載の熱間成形鋼板部材。
- 質量%で、C:0.100%~0.340%、Si:0.50%~2.00%、Mn:1.00%~3.00%、P:0.050%以下、S:0.0100%以下、sol.Al:0.001%~1.000%およびN:0.0100%以下を含有し、残部Feおよび不純物からなる化学組成を有し、
アスペクト比が2.0以下のフェライトと、マルテンサイトおよびベイナイトの少なくとも一方とを含む鋼組織であって、面積%で、フェライト:5%~50%、マルテンサイトおよびベイナイト:合計で45%~90%、フェライト、マルテンサイトおよびベイナイト:合計で90%以上である鋼組織を有する、熱間成形用鋼板。 - 前記化学組成が、Feの一部に代えて、質量%で、Ti:0.200%以下、Nb:0.200%以下、V:0.200%以下、Cr:1.000%以下、Mo:1.000%以下、Cu:1.000%以下およびNi:1.000%以下からなる群から選ばれた1種または2種以上を含有する、請求項6に記載の熱間成形用鋼板。
- 前記化学組成が、Feの一部に代えて、質量%で、B:0.0025%以下を含有する、請求項6または請求項7に記載の熱間成形用鋼板。
- 前記化学組成が、Feの一部に代えて、質量%で、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下およびZr:0.0100%以下からなる群から選ばれた1種または2種以上を含有する、請求項6から請求項8までのいずれか1項に記載の熱間成形用鋼板。
- 前記化学組成が、Feの一部に代えて、質量%で、Bi:0.0100%以下を含有する、請求項6から請求項9までのいずれか1項に記載の熱間成形用鋼板。
- 請求項6から請求項10までのいずれか1項に記載の熱間成形用鋼板を、720℃以上Ac3点未満の温度域に加熱し、前記加熱の終了から熱間成形の開始までにおいて鋼板が空冷に曝される時間を3秒間~20秒間として熱間成形を施し、10℃/秒~500℃/秒の平均冷却速度でMS点以下の温度域まで冷却する、熱間成形鋼板部材の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167016945A KR101814949B1 (ko) | 2013-11-29 | 2014-11-28 | 열간 성형 강판 부재 및 그 제조 방법 |
| MX2016006777A MX2016006777A (es) | 2013-11-29 | 2014-11-28 | Componente de lamina de acero formada en caliente y metodo para producir el mismo asi como la lamina de acero para formacion en caliente. |
| US15/039,339 US20170029914A1 (en) | 2013-11-29 | 2014-11-28 | Hot formed steel sheet component and method for producing the same as well as steel sheet for hot forming |
| JP2015551009A JP6341214B2 (ja) | 2013-11-29 | 2014-11-28 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
| RU2016125232A RU2625374C1 (ru) | 2013-11-29 | 2014-11-28 | Горячеформованный компонент из стального листа и способ его изготовления, а также стальной лист для горячего формования |
| CA2931494A CA2931494C (en) | 2013-11-29 | 2014-11-28 | Hot formed steel sheet component and method for producing the same as well as steel sheet for hot forming |
| CN201480063861.2A CN105793455B (zh) | 2013-11-29 | 2014-11-28 | 热成形钢板构件及其制造方法以及热成形用钢板 |
| KR1020177037252A KR20180001590A (ko) | 2013-11-29 | 2014-11-28 | 열간 성형용 강판 |
| EP14865643.2A EP3075872A4 (en) | 2013-11-29 | 2014-11-28 | Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-247814 | 2013-11-29 | ||
| JP2013247814 | 2013-11-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015080242A1 true WO2015080242A1 (ja) | 2015-06-04 |
Family
ID=53199177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/081514 WO2015080242A1 (ja) | 2013-11-29 | 2014-11-28 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20170029914A1 (ja) |
| EP (1) | EP3075872A4 (ja) |
| JP (2) | JP6341214B2 (ja) |
| KR (2) | KR101814949B1 (ja) |
| CN (1) | CN105793455B (ja) |
| CA (1) | CA2931494C (ja) |
| MX (1) | MX2016006777A (ja) |
| RU (1) | RU2625374C1 (ja) |
| TW (1) | TWI544091B (ja) |
| WO (1) | WO2015080242A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018008278A (ja) * | 2016-07-11 | 2018-01-18 | 新日鐵住金株式会社 | 試験装置及び試験方法 |
| WO2018043452A1 (ja) * | 2016-08-30 | 2018-03-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2018097200A1 (ja) * | 2016-11-25 | 2018-05-31 | 新日鐵住金株式会社 | 焼き入れ成形品の製造方法、熱間プレス用鋼材の製造方法、及び熱間プレス用鋼材 |
| JP2018119214A (ja) * | 2013-11-29 | 2018-08-02 | 新日鐵住金株式会社 | 熱間成形用鋼板 |
| JP6384703B1 (ja) * | 2017-03-13 | 2018-09-05 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| WO2018168618A1 (ja) * | 2017-03-13 | 2018-09-20 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| RU2686728C1 (ru) * | 2015-07-09 | 2019-04-30 | Арселормиттал | Сталь для закалки в штампе и закаленная в штампе деталь, изготовленная из такой стали |
| RU2712591C1 (ru) * | 2016-01-18 | 2020-01-29 | Арселормиттал | Высокопрочная сталь, имеющая повышенную деформируемость, и способ производства такой стали |
| CN111041162A (zh) * | 2019-11-25 | 2020-04-21 | 苏州普热斯勒先进成型技术有限公司 | 一种用于提高产品最大弯曲角度的方法 |
| CN111630198A (zh) * | 2018-03-29 | 2020-09-04 | 日本制铁株式会社 | 热冲压用钢板 |
| JP2021181617A (ja) * | 2020-05-15 | 2021-11-25 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112016014435A2 (pt) | 2014-01-06 | 2017-08-08 | Nippon Steel & Sumitomo Metal Corp | Material de aço e processo para fabricar o mesmo |
| US10266911B2 (en) | 2014-01-06 | 2019-04-23 | Nippon Steel & Sumitomo Metal Corporation | Hot-formed member and manufacturing method of same |
| MX2019001760A (es) | 2016-08-16 | 2019-06-17 | Nippon Steel & Sumitomo Metal Corp | Pieza conformada por prensado en caliente. |
| JP6424195B2 (ja) * | 2016-11-14 | 2018-11-14 | 株式会社豊田中央研究所 | 熱間プレス成形方法 |
| WO2018115936A1 (en) | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| WO2018115935A1 (en) * | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| TWI632240B (zh) * | 2017-01-17 | 2018-08-11 | 新日鐵住金股份有限公司 | Hot stamping formed body and method of manufacturing same |
| KR102031445B1 (ko) | 2017-12-22 | 2019-10-11 | 주식회사 포스코 | 내충격특성이 우수한 고강도 강판 및 그 제조방법 |
| KR101999022B1 (ko) * | 2017-12-26 | 2019-07-10 | 주식회사 포스코 | 피로균열 전파 억제 특성이 우수한 구조용 고강도 강재 및 그 제조방법 |
| MX2020009944A (es) * | 2018-03-27 | 2020-10-16 | Kobe Steel Ltd | Placa de acero para estampado en caliente. |
| CN111676417A (zh) * | 2020-05-07 | 2020-09-18 | 天津英利模具制造有限公司 | 一种轻量化汽车用高强钢板及其热冲压成型工艺 |
| CN111424212B (zh) * | 2020-05-11 | 2021-11-23 | 马鞍山钢铁股份有限公司 | 一种抗拉强度1800MPa级镀铝钢板及其制造方法及热成形零部件 |
| CN115029619B (zh) * | 2022-04-25 | 2022-12-20 | 北京科技大学 | 一种高韧性纤维状马氏体双相钢及制备方法 |
| CN114959478B (zh) * | 2022-05-30 | 2023-05-02 | 山东钢铁集团日照有限公司 | 一种一钢多用的800MPa级复相钢及其调控方法 |
| EP4324950A1 (de) * | 2022-08-18 | 2024-02-21 | ThyssenKrupp Steel Europe AG | Stahl mit verbesserten verarbeitungseigenschaften zur umformung bei erhöhten temperaturen |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2011047034A (ja) * | 2009-07-30 | 2011-03-10 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| WO2011111333A1 (ja) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2011195958A (ja) * | 2010-02-26 | 2011-10-06 | Sumitomo Metal Ind Ltd | 熱間プレス加工用鋼材ならびに熱間プレス鋼材および熱間プレス鋼材の製造方法 |
| JP2012219342A (ja) * | 2011-04-11 | 2012-11-12 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2012237066A (ja) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2013047830A1 (ja) * | 2011-09-30 | 2013-04-04 | 新日鐵住金株式会社 | 引張強度980MPa以上有するめっき密着性、成形性と穴広げ性に優れた高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2013076137A (ja) * | 2011-09-30 | 2013-04-25 | Nippon Steel & Sumitomo Metal Corp | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP2013076139A (ja) * | 2011-09-30 | 2013-04-25 | Nippon Steel & Sumitomo Metal Corp | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP2013124400A (ja) * | 2011-12-15 | 2013-06-24 | Kobe Steel Ltd | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP2013185248A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2013185243A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490535A (en) | 1923-08-02 | 1924-04-15 | Moore Thomas | Elastic web |
| JP4551694B2 (ja) * | 2004-05-21 | 2010-09-29 | 株式会社神戸製鋼所 | 温熱間成形品の製造方法および成形品 |
| WO2008110670A1 (fr) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Acier pour formage a chaud ou trempe sous outil a ductilite amelioree |
| JP5223360B2 (ja) * | 2007-03-22 | 2013-06-26 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| KR101125404B1 (ko) * | 2007-10-29 | 2012-03-27 | 신닛뽄세이테쯔 카부시키카이샤 | 마텐자이트형 열간 단조용 비조질강 및 열간 단조 비조질강 부품 |
| JP5890710B2 (ja) * | 2012-03-15 | 2016-03-22 | 株式会社神戸製鋼所 | 熱間プレス成形品およびその製造方法 |
| JP5860343B2 (ja) * | 2012-05-29 | 2016-02-16 | 株式会社神戸製鋼所 | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
| KR101814949B1 (ko) * | 2013-11-29 | 2018-01-04 | 신닛테츠스미킨 카부시키카이샤 | 열간 성형 강판 부재 및 그 제조 방법 |
-
2014
- 2014-11-28 KR KR1020167016945A patent/KR101814949B1/ko active IP Right Grant
- 2014-11-28 WO PCT/JP2014/081514 patent/WO2015080242A1/ja active Application Filing
- 2014-11-28 TW TW103141409A patent/TWI544091B/zh not_active IP Right Cessation
- 2014-11-28 MX MX2016006777A patent/MX2016006777A/es unknown
- 2014-11-28 KR KR1020177037252A patent/KR20180001590A/ko active Search and Examination
- 2014-11-28 CA CA2931494A patent/CA2931494C/en not_active Expired - Fee Related
- 2014-11-28 RU RU2016125232A patent/RU2625374C1/ru not_active IP Right Cessation
- 2014-11-28 EP EP14865643.2A patent/EP3075872A4/en not_active Withdrawn
- 2014-11-28 US US15/039,339 patent/US20170029914A1/en not_active Abandoned
- 2014-11-28 JP JP2015551009A patent/JP6341214B2/ja active Active
- 2014-11-28 CN CN201480063861.2A patent/CN105793455B/zh active Active
-
2018
- 2018-03-12 JP JP2018044684A patent/JP2018119214A/ja active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2011047034A (ja) * | 2009-07-30 | 2011-03-10 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2011195958A (ja) * | 2010-02-26 | 2011-10-06 | Sumitomo Metal Ind Ltd | 熱間プレス加工用鋼材ならびに熱間プレス鋼材および熱間プレス鋼材の製造方法 |
| WO2011111333A1 (ja) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2012219342A (ja) * | 2011-04-11 | 2012-11-12 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP2012237066A (ja) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2013047830A1 (ja) * | 2011-09-30 | 2013-04-04 | 新日鐵住金株式会社 | 引張強度980MPa以上有するめっき密着性、成形性と穴広げ性に優れた高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2013076137A (ja) * | 2011-09-30 | 2013-04-25 | Nippon Steel & Sumitomo Metal Corp | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP2013076139A (ja) * | 2011-09-30 | 2013-04-25 | Nippon Steel & Sumitomo Metal Corp | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP2013124400A (ja) * | 2011-12-15 | 2013-06-24 | Kobe Steel Ltd | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP2013185248A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2013185243A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018119214A (ja) * | 2013-11-29 | 2018-08-02 | 新日鐵住金株式会社 | 熱間成形用鋼板 |
| RU2686728C1 (ru) * | 2015-07-09 | 2019-04-30 | Арселормиттал | Сталь для закалки в штампе и закаленная в штампе деталь, изготовленная из такой стали |
| US11814696B2 (en) | 2015-07-09 | 2023-11-14 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| US11319610B2 (en) | 2015-07-09 | 2022-05-03 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| RU2712591C1 (ru) * | 2016-01-18 | 2020-01-29 | Арселормиттал | Высокопрочная сталь, имеющая повышенную деформируемость, и способ производства такой стали |
| US11466335B2 (en) | 2016-01-18 | 2022-10-11 | Arcelormittal | High strength steel sheet having excellent formability and a method of manufacturing the steel sheet |
| JP2018008278A (ja) * | 2016-07-11 | 2018-01-18 | 新日鐵住金株式会社 | 試験装置及び試験方法 |
| JP6354918B1 (ja) * | 2016-08-30 | 2018-07-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2018043452A1 (ja) * | 2016-08-30 | 2018-03-08 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| US11091817B2 (en) | 2016-08-30 | 2021-08-17 | Jfe Steel Corporation | High-strength steel sheet and method for manufacturing the same |
| WO2018097200A1 (ja) * | 2016-11-25 | 2018-05-31 | 新日鐵住金株式会社 | 焼き入れ成形品の製造方法、熱間プレス用鋼材の製造方法、及び熱間プレス用鋼材 |
| JP6460296B2 (ja) * | 2016-11-25 | 2019-01-30 | 新日鐵住金株式会社 | 焼き入れ成形品の製造方法、熱間プレス用鋼材の製造方法、及び熱間プレス用鋼材 |
| JPWO2018097200A1 (ja) * | 2016-11-25 | 2019-02-28 | 新日鐵住金株式会社 | 焼き入れ成形品の製造方法、熱間プレス用鋼材の製造方法、及び熱間プレス用鋼材 |
| US11078550B2 (en) | 2016-11-25 | 2021-08-03 | Nippon Steel Corporation | Method for manufacturing quenched molding, method for manufacturing hot press steel material, and hot press steel material |
| JP6384703B1 (ja) * | 2017-03-13 | 2018-09-05 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| US11186900B2 (en) | 2017-03-13 | 2021-11-30 | Jfe Steel Corporation | High-strength cold rolled steel sheet and method for manufacturing the same |
| WO2018168618A1 (ja) * | 2017-03-13 | 2018-09-20 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| CN111630198A (zh) * | 2018-03-29 | 2020-09-04 | 日本制铁株式会社 | 热冲压用钢板 |
| CN111630198B (zh) * | 2018-03-29 | 2022-06-24 | 日本制铁株式会社 | 热冲压用钢板 |
| CN111041162A (zh) * | 2019-11-25 | 2020-04-21 | 苏州普热斯勒先进成型技术有限公司 | 一种用于提高产品最大弯曲角度的方法 |
| JP2021181617A (ja) * | 2020-05-15 | 2021-11-25 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| JP7215518B2 (ja) | 2020-05-15 | 2023-01-31 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201529867A (zh) | 2015-08-01 |
| CN105793455B (zh) | 2018-10-12 |
| KR20160090865A (ko) | 2016-08-01 |
| JPWO2015080242A1 (ja) | 2017-03-16 |
| JP2018119214A (ja) | 2018-08-02 |
| KR20180001590A (ko) | 2018-01-04 |
| JP6341214B2 (ja) | 2018-06-13 |
| KR101814949B1 (ko) | 2018-01-04 |
| CN105793455A (zh) | 2016-07-20 |
| MX2016006777A (es) | 2016-09-07 |
| RU2625374C1 (ru) | 2017-07-13 |
| EP3075872A1 (en) | 2016-10-05 |
| CA2931494C (en) | 2019-12-31 |
| US20170029914A1 (en) | 2017-02-02 |
| EP3075872A4 (en) | 2017-05-03 |
| CA2931494A1 (en) | 2015-06-04 |
| TWI544091B (zh) | 2016-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6341214B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| JP5348268B2 (ja) | 成形性に優れる高強度冷延鋼板およびその製造方法 | |
| KR101833655B1 (ko) | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 | |
| JP5609945B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| CN109154044B (zh) | 热浸镀锌钢板 | |
| JP5862051B2 (ja) | 加工性に優れる高強度冷延鋼板ならびにその製造方法 | |
| US10253387B2 (en) | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing | |
| JP5803836B2 (ja) | 熱間プレス鋼板部材、その製造方法と熱間プレス用鋼板 | |
| JP5862591B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| JP2009173959A (ja) | 高強度鋼板およびその製造方法 | |
| EP3693485A1 (en) | Hot-stamp molded article, hot-stamp steel sheet, and methods for producing these | |
| JP6098537B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP2005171319A (ja) | 延性および伸びフランジ性に優れる高強度冷延鋼板の製造方法 | |
| US20230357874A1 (en) | High-strength cold-rolled steel sheet, hot-dipped galvanized steel sheet, alloyed hot-dipped galvanized steel sheet, and methods for producing of these | |
| WO2023190867A1 (ja) | 鋼部材及び鋼板 | |
| CN117413083A (zh) | 高强度钢板及其制造方法 | |
| CN117413084A (zh) | 高强度钢板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14865643 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015551009 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2931494 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15039339 Country of ref document: US Ref document number: MX/A/2016/006777 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016011724 Country of ref document: BR |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014865643 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014865643 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167016945 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201604288 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2016125232 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016011724 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160523 |