WO2014175452A1 - タイヤ - Google Patents
タイヤ Download PDFInfo
- Publication number
- WO2014175452A1 WO2014175452A1 PCT/JP2014/061793 JP2014061793W WO2014175452A1 WO 2014175452 A1 WO2014175452 A1 WO 2014175452A1 JP 2014061793 W JP2014061793 W JP 2014061793W WO 2014175452 A1 WO2014175452 A1 WO 2014175452A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- resin
- cord
- thermoplastic elastomer
- coating composition
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/2003—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel characterised by the materials of the belt cords
- B60C9/2006—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel characterised by the materials of the belt cords consisting of steel cord plies only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/01—Inflatable pneumatic tyres or inner tubes without substantial cord reinforcement, e.g. cordless tyres, cast tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0007—Reinforcements made of metallic elements, e.g. cords, yarns, filaments or fibres made from metal
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J165/00—Adhesives based on macromolecular compounds obtained by reactions forming a carbon-to-carbon link in the main chain; Adhesives based on derivatives of such polymers
- C09J165/02—Polyphenylenes
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0666—Reinforcing cords for rubber or plastic articles the wires being characterised by an anti-corrosive or adhesion promoting coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C2001/0066—Compositions of the belt layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0007—Reinforcements made of metallic elements, e.g. cords, yarns, filaments or fibres made from metal
- B60C2009/0021—Coating rubbers for steel cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2214—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre characterised by the materials of the zero degree ply cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2238—Physical properties or dimensions of the ply coating rubber
Definitions
- the present invention relates to a tire mounted on a rim.
- a pneumatic tire formed using rubber, an organic fiber material, a steel member, or the like is used for a vehicle such as a passenger car.
- Patent Document 1 discloses a pneumatic tire formed using a thermoplastic polymer material.
- a tire using a thermoplastic polymer material is easier to manufacture and lower in cost than a conventional rubber tire.
- a reinforcing member such as a carcass ply is used.
- a tire is molded only from a uniform thermoplastic resin without being encapsulated, it is difficult to easily realize stress resistance, internal pressure resistance, and rigidity equivalent to those of a conventional rubber tire. Therefore, a tire using a thermoplastic polymer material has been required to realize performance comparable to that of a conventional rubber tire.
- a reinforcing layer in which a reinforcing cord is continuously spirally wound in the tire circumferential direction is provided on the outer surface in the tire radial direction at the bottom of the tread of the tire body (tire frame). Therefore, a method for improving the cut resistance and puncture resistance of the tire body has been proposed (see, for example, Japanese Patent Laid-Open No. 03-143701). Further, as a technique related to a steel cord (wire) used for a reinforcing layer (belt layer), a tire steel cord used for a carcass layer, a bead reinforcing layer, and a belt layer of a radial tire (see, for example, Japanese Patent No.
- the tire steel cord described in Japanese Patent No. 4423772 is for filling a thermoplastic elastomer compound into a steel having a twisted structure composed of a core and a sheath formed of wires.
- a technique is intended to be mounted on a rubber radial tire, and Japanese Patent No. 4423772 does not disclose a relationship between a tire using a resin material and a reinforcing member.
- 2010-53495 is also intended to be attached to a radial tire made of rubber, and in a tire using a resin material for forming a tire frame body, a reinforcing member There is no disclosure of improving the durability of bonding between the tire and the tire frame.
- the present invention has been made in view of the above circumstances, and an object thereof is to provide a tire having a tire frame formed of a resin material and having excellent durability.
- resin is a concept including a thermoplastic resin and a thermosetting resin, and does not include conventional vulcanized rubbers such as natural rubber and synthetic rubber.
- standard vulcanized rubbers such as natural rubber and synthetic rubber.
- unsame species means those having a skeleton that is common to the skeleton constituting the main chain of the resin, such as esters and styrenes.
- a numerical range expressed using “to” means a range including numerical values described before and after “to” as a lower limit value and an upper limit value.
- the term “process” is not limited to an independent process, and is included in the term if the intended purpose of the process is achieved even if it cannot be clearly distinguished from other processes.
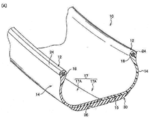
- FIG. 1 is a perspective view showing a partial cross section of a tire according to an embodiment of the present invention. It is sectional drawing of the bead part with which the rim
- the tire of the present invention has an annular tire skeleton formed of a resin material, and a reinforcing metal cord member wound around the outer periphery of the tire skeleton, and at least a part of the reinforcing metal cord member Is coated with a coating composition containing at least one thermoplastic material selected from thermoplastic resins and thermoplastic elastomers through an adhesive layer containing a solvent-based adhesive.
- a coating composition containing at least one thermoplastic material selected from thermoplastic resins and thermoplastic elastomers through an adhesive layer containing a solvent-based adhesive.
- the reinforcing metal cord member is sufficiently fixed to the tire frame from the viewpoint of tire durability. Further, from the viewpoint of tire durability, it is preferable to prevent the occurrence of residual air (bubbles) around the cord that causes the reinforcing metal cord member to move during tire formation. Moreover, it is preferable that the material used for the tire frame body of a resin tire is flexible from the viewpoint of riding comfort of an automobile or the like.
- a coating composition in which at least a part of the reinforcing metal cord member includes at least one thermoplastic material selected from a thermoplastic resin and a thermoplastic elastomer via an adhesive layer containing a solvent-based adhesive. Therefore, the reinforcing metal cord member and the coating composition are firmly fixed, and the pulling resistance of the reinforcing metal cord member to the coating composition is improved.
- the coating composition since the coating composition is present at the interface between the reinforcing metal cord member and the resin material forming the tire frame body, the rigidity between the reinforcing metal cord member and the tire frame body is high. The level difference is eased.
- adhesion durability between the reinforcing metal cord member and the tire frame body is improved.
- the reinforcement metal cord member excellent in the durability of adhesion to the tire frame is wound around the outer periphery of the tire frame, the durability of the tire (puncture resistance, cut resistance, tire circumferential rigidity, etc.) is improved. improves.
- the circumferential rigidity is improved, creep of the tire frame body formed of a resin material (a phenomenon in which the plastic deformation of the tire frame body increases with time under a certain stress) is suppressed.
- the tire frame is formed of a resin material, the vulcanization process, which is an essential process in conventional rubber tires, is not required.
- the tire frame is molded by injection molding or the like. can do. For this reason, it is possible to improve productivity such as simplification of the manufacturing process, time reduction, and cost reduction.
- the resin material is used for the tire frame, the structure of the tire can be simplified as compared with the conventional rubber tire, and as a result, the weight of the tire can be reduced. Thereby, when formed as a tire frame, the wear resistance and durability of the tire can be improved.
- a metal cord or the like used in a conventional rubber tire can be used as appropriate, for example, a monofilament (single wire) of a metal fiber, a steel cord twisted with a steel fiber, or the like.
- a multifilament (stranded wire) etc. are mentioned.
- the reinforcing metal cord member in the present invention is preferably a multifilament from the viewpoint of further improving the durability of the tire.
- the cross-sectional shape, size (diameter) and the like of the reinforcing metal cord member are not particularly limited, and those suitable for a desired tire can be appropriately selected and used.
- one or a plurality of reinforcing metal cord members may be wound in the circumferential direction of the tire frame body, or continuously wound in a spiral shape in the circumferential direction. May be. Further, the reinforcing metal cord member may be wound in the circumferential direction at a uniform interval in the width direction of the tire frame body, or may be wound in an intersecting manner.
- the tensile elastic modulus of the reinforced metal cord member itself (hereinafter, unless otherwise specified, “elastic modulus” means a tensile elastic modulus) is usually about 100,000 to 300,000 MPa, and 120,000 to 270000 MPa. It is preferably 150,000 MPa to 250,000 MPa.
- the tensile elastic modulus of the reinforced metal cord member is calculated from the slope of a stress-strain curve drawn on a tensile tester using a ZWICK type chuck.
- the breaking elongation (tensile breaking elongation) of the reinforced metal cord member itself is usually about 0.1% to 15%, preferably 1% to 15%, and more preferably 1% to 10%.
- the tensile breaking elongation of the reinforced metal cord member can be obtained from the strain by drawing a stress-strain curve using a ZWICK chuck in a tensile tester.
- the reinforcing cord member in the present invention is wound around the outer periphery of an annular tire skeleton formed of a resin material, and at least a part of the reinforcing cord member has an adhesive layer containing a solvent-based adhesive described later. Then, it is coated with a coating composition containing at least one thermoplastic material selected from the following thermoplastic resins and thermoplastic elastomers.
- a coating composition containing at least one thermoplastic material selected from the following thermoplastic resins and thermoplastic elastomers is a coating composition containing at least one thermoplastic material selected from a thermoplastic resin and a thermoplastic elastomer via an adhesive layer containing a solvent-based adhesive.
- “Coated” means a state in which a part or all of the surface of the reinforcing metal cord member is coated with a coating composition via an adhesive layer.
- a state where a part or all of the surface of the reinforcing metal cord member is coated with the coating composition via the adhesive layer for example, a part or the whole of the outer periphery of the reinforcing metal cord member as a core has an adhesive layer.
- the reinforcing metal cord member is preferably coated with the coating composition on the entire portion serving as the interface between the reinforcing metal cord member and the tire frame, and the entire surface of the reinforcing metal cord member is covered. More preferably, it is coated with a composition for use.
- the coating composition for coating the reinforcing metal cord member in the present invention contains at least one thermoplastic material selected from a thermoplastic resin and a thermoplastic elastomer.
- the thermoplastic material contained in the coating composition is preferably at least one selected from polyamide-based thermoplastic resins, polyester-based thermoplastic resins, polyamide-based thermoplastic elastomers, and polyester-based thermoplastic elastomers. More preferably, it is at least one selected from thermoplastic elastomers and polyester-based thermoplastic elastomers.
- thermoplastic resin means a polymer compound that softens and flows as the temperature rises and becomes relatively hard and strong when cooled, but does not have rubbery elasticity. .
- thermoplastic elastomer refers to a polymer that forms a crystalline hard segment with a high melting point or a hard segment with high cohesion and a soft segment that is amorphous and has a low glass transition temperature. It means a polymer compound having a rubber-like elasticity, which is made of a copolymer having a polymer, softens and flows as the temperature rises, and becomes relatively hard and strong when cooled.
- thermoplastic resin examples of the thermoplastic resin contained in the coating composition include the same types of thermoplastic resins used in tire skeletons described below. Specifically, polyamide-based thermoplastic resins, polyester-based thermoplastic resins Examples thereof include olefin-based thermoplastic resins, polyurethane-based thermoplastic resins, vinyl chloride-based thermoplastic resins, and polystyrene-based thermoplastic resins. You may use these individually or in combination of 2 or more types. Among these, the thermoplastic resin is preferably at least one selected from polyamide-based thermoplastic resins, polyester-based thermoplastic resins, and olefin-based thermoplastic resins, and is selected from polyamide-based thermoplastic resins and polyester-based thermoplastic resins.
- At least one selected from the group consisting of When at least one of a polyamide-based thermoplastic resin and a polyester-based thermoplastic resin is used as the thermoplastic material contained in the coating composition, the adhesiveness with an adhesive layer containing a solvent-based adhesive described later increases. Therefore, the reinforcing metal cord member and the coating composition are firmly fixed, and the pulling resistance of the reinforcing metal cord member to the coating composition can be further enhanced.
- the thermoplastic resin contained in the coating composition is preferably selected in consideration of adhesiveness with the resin material used for the tire frame.
- the adhesion between the tire frame and the coating composition can be further enhanced.
- a polyamide-based thermoplastic resin is used as the thermoplastic resin contained in the coating composition, it is preferable to use a polyamide-based thermoplastic elastomer as the resin material for forming the tire skeleton.
- polyamide-based thermoplastic resin examples include a polyamide that forms a hard segment of a polyamide-based thermoplastic elastomer used in a tire skeleton, which will be described later.
- polyamide-based thermoplastic resins include polyamide (amide 6) obtained by ring-opening polycondensation of ⁇ -caprolactam, polyamide (amide 11) obtained by ring-opening polycondensation of undecane lactam, and ring-opening polycondensation of lauryl lactam.
- the amide 6 can be represented by, for example, ⁇ CO— (CH 2 ) 5 —NH ⁇ n .
- the amide 11 can be represented by ⁇ CO— (CH 2 ) 10 —NH ⁇ n , for example.
- the amide 12 can be represented by, for example, ⁇ CO— (CH 2 ) 11 —NH ⁇ n .
- the amide 66 can be represented by ⁇ CO (CH 2 ) 4 CONH (CH 2 ) 6 NH ⁇ n , for example.
- Amide MX can be represented, for example, by the following structural formula (A-1). Here, n represents the number of repeating units.
- amide 6 As a commercially available product of amide 6, for example, “UBE nylon” series (for example, 1022B, 1011FB, etc.) manufactured by Ube Industries, Ltd. can be used.
- amide 11 for example, “Rilsan B” series manufactured by Arkema Co., Ltd. can be used.
- amide 12 As a commercially available product of amide 12, for example, “UBE nylon” series (for example, 3024U, 3020U, 3014U, etc.) manufactured by Ube Industries, Ltd. can be used.
- amide 66 for example, “UBE nylon” series (for example, 2020B, 2015B, etc.) manufactured by Ube Industries, Ltd. can be used.
- amide MX for example, “MX nylon” series (for example, S6001, S6021, S6011, etc.) manufactured by Mitsubishi Gas Chemical Co., Ltd. can be used.
- the polyamide-based thermoplastic resin may be a homopolymer formed only from the above structural unit, or may be a copolymer of the above structural unit and another monomer. In the case of a copolymer, it is preferable that the content rate of the said structural unit in each polyamide-type thermoplastic resin is 40 mass% or more.
- polyester-based thermoplastic resin examples include a polyester that forms a hard segment of a polyester-based thermoplastic elastomer used for a tire skeleton, which will be described later.
- Specific examples of the polyester-based thermoplastic resin include polylactic acid, polyhydroxy-3-butylbutyric acid, polyhydroxy-3-hexylbutyric acid, poly ( ⁇ -caprolactone), polyenantlactone, polycaprylolactone, and polybutylene.
- polyester-based thermoplastic resin examples include aliphatic polyesters such as adipate and polyethylene adipate, and aromatic polyesters such as polyethylene terephthalate, polybutylene terephthalate, polystyrene terephthalate, polyethylene naphthalate, and polybutylene naphthalate.
- aromatic polyesters such as polyethylene terephthalate, polybutylene terephthalate, polystyrene terephthalate, polyethylene naphthalate, and polybutylene naphthalate.
- polybutylene terephthalate is preferable as the polyester-based thermoplastic resin.
- polyester-based thermoplastic resins examples include “Duranex” series (for example, 2000, 2002, etc.) manufactured by Polyplastics Co., Ltd., and “Novaduran” series (for example, 5010R5) manufactured by Mitsubishi Engineering Plastics Co., Ltd. 5010R3-2 etc.), “Toraycon” series (for example, 1401X06, 1401X31 etc.) manufactured by Toray Industries, Inc. can be used.
- the olefinic thermoplastic resin examples include polyolefin that forms a hard segment of an olefinic thermoplastic elastomer used in a tire skeleton described later.
- Specific examples of the olefin-based thermoplastic resin include a polyethylene-based thermoplastic resin, a polypropylene-based thermoplastic resin, a polybutadiene-based thermoplastic resin, and the like.
- the olefin thermoplastic resin is preferably a polypropylene thermoplastic resin.
- polypropylene-based thermoplastic resin examples include a propylene homopolymer, a propylene- ⁇ -olefin random copolymer, a propylene- ⁇ -olefin block copolymer, and the like.
- Examples of the ⁇ -olefin include propylene, 1-butene, 1-pentene, 3-methyl-1-butene, 1-hexene, 4-methyl-1-pentene, 3-methyl-1-pentene, 1-heptene, Examples thereof include ⁇ -olefins having about 3 to 20 carbon atoms such as 1-octene, 1-decene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene and 1-eicocene.
- thermoplastic elastomer examples include the same type as the thermoplastic elastomer used in the tire frame described below. Specific examples of the thermoplastic elastomer include polyamide-based thermoplastic elastomers, polyester-based thermoplastic elastomers, olefin-based thermoplastic elastomers, polyurethane-based thermoplastic elastomers, and the like. You may use these individually or in combination of 2 or more types.
- the thermoplastic elastomer is preferably at least one selected from polyamide-based thermoplastic elastomers, polyester-based thermoplastic elastomers, and olefin-based thermoplastic elastomers, and is selected from polyamide-based thermoplastic elastomers and polyester-based thermoplastic elastomers. More preferably, at least one selected from the group consisting of When a polyamide-based thermoplastic elastomer and / or a polyester-based thermoplastic elastomer is used as the thermoplastic material contained in the coating composition, the adhesiveness with an adhesive layer containing a solvent-based adhesive described later increases. Therefore, the reinforcing metal cord member and the coating composition are firmly fixed, and the pulling resistance of the reinforcing metal cord member to the coating composition can be further enhanced.
- the thermoplastic elastomer contained in the coating composition is selected in consideration of adhesiveness with a resin material used for the tire frame.
- the adhesion between the tire frame body and the coating composition can be further enhanced.
- a polyamide-based thermoplastic elastomer is used as the thermoplastic elastomer contained in the coating composition, it is preferable to use a polyamide-based thermoplastic elastomer as the resin material for forming the tire skeleton.
- thermoplastic elastomer The polyamide-based thermoplastic elastomer is the same as the polyamide-based thermoplastic elastomer used for the tire skeleton described later, and the preferred embodiment is also the same. Therefore, detailed description is omitted here.
- polyester-based thermoplastic elastomer is the same as the polyester-based thermoplastic elastomer used in the tire skeleton described later, and the preferred embodiment is also the same. Therefore, detailed description is omitted here.
- thermoplastic elastomer The olefin-based thermoplastic elastomer is the same as the olefin-based thermoplastic elastomer used for the tire skeleton described later, and the preferred embodiment is also the same. Therefore, detailed description is omitted here.
- the coating composition in the present invention contains both a thermoplastic resin and a thermoplastic elastomer, and has a sea phase that is a matrix phase containing a thermoplastic resin, and an island phase that is a dispersed phase containing a thermoplastic elastomer.
- An aspect may be sufficient.
- the mass ratio (p / e) of the thermoplastic resin (p) and the thermoplastic elastomer (e) in the coating composition in the case of the above embodiment is the island phase containing the thermoplastic phase and the sea phase containing the thermoplastic resin. From the viewpoint of easily forming a sea-island structure composed of: 95/5 to 55/45, preferably 90/10 to 60/40, more preferably 85/15 to 70/30 It is particularly preferred.
- the fact that the island phase containing the thermoplastic elastomer is finely dispersed in the sea phase containing the thermoplastic resin can be confirmed by photographic observation using an SEM (scanning electron microscope).
- the size of the island phase containing the thermoplastic elastomer is preferably about 0.4 ⁇ m to 10.0 ⁇ m, more preferably about 0.5 ⁇ m to 7 ⁇ m, and more preferably 0.5 ⁇ m to A thickness of about 5 ⁇ m is particularly preferable.
- the size of each phase can be measured using an observation photograph using an SEM (scanning electron microscope).
- the adhesive layer contains a solvent-based adhesive.
- the “solvent adhesive” means an adhesive that cures when an organic solvent is used as a solvent and the solvent is volatilized.
- a resin having an organic solvent as a solution examples thereof include a resin dispersion using a solution and an organic solvent as a dispersion medium.
- via the adhesive layer means a state in which the adhesive layer is present in a part or all between the reinforcing metal cord member and the coating composition.
- the solvent-based adhesive contained in the adhesive layer is not particularly limited.
- the solvent-based adhesive contained in the adhesive layer includes an epoxy resin, a phenol resin, an olefin resin, and a vinyl resin.
- a solvent-based adhesive containing at least one selected from resins is preferable, and a solvent-based adhesive containing at least one selected from epoxy-based resins and phenol-based resins is more preferable.
- the solvent-based adhesive containing a phenolic resin is preferable as the solvent-based adhesive included in the adhesive layer.
- the adhesive layer may contain one or more types of solvent-based adhesives.
- Solvent-based adhesives for example, improve the wettability to the adherend by using the polarity of the organic solvent used as the solvent, and can penetrate into the irregularities and gaps on the surface of the adherend. Good adhesion to both the reinforcing metal cord member, which is a substance, and the coating composition can be exhibited. Therefore, when an adhesive layer containing a solvent-based adhesive is interposed between the reinforcing metal cord member and the coating composition, the reinforcing metal cord member and the coating composition can be firmly fixed. It is considered that the pull-out resistance of the reinforcing metal cord member to the composition is improved.
- the epoxy resin is not particularly limited.
- bisphenol type epoxy resins such as bisphenol A type epoxy resin and bisphenol F type epoxy resin
- novolak type epoxy resins such as phenol novolac type epoxy resin and cresol novolac type epoxy resin.
- Resin aliphatic epoxy resin, alicyclic epoxy resin, polyfunctional epoxy resin, biphenyl type epoxy resin, glycidyl ether type epoxy resin, glycidyl ester type epoxy resin, glycidyl amine type epoxy resin, hydrogenated bisphenol A type epoxy resin, etc.
- epoxy resins bisphenol type epoxy resins such as bisphenol A type epoxy resin and bisphenol F type epoxy resin are widely available in grades with different molecular weights, and adhesiveness and reactivity can be set arbitrarily. It is more preferable in that it can be performed.
- the phenolic resin is not particularly limited, and for example, condensates of various phenols such as phenol, m-cresol, 3,5-xylenol, p-alkylphenol, resorcin and formaldehyde (for example, alkylphenolic resin). And xylene-formaldehyde resins), resols obtained by addition reaction of various phenols and formaldehyde with an alkali catalyst, and novolaks obtained by condensation reaction of the various phenols and formaldehyde with an acid catalyst. You may use these individually or in combination of 2 or more types. Among these, as the phenolic resin, formaldehyde is more preferable in terms of physical properties and workability.
- the solvent-based adhesive in the present invention can be arbitrarily diluted with a solvent in accordance with a coating method or a coating apparatus to adjust a solid content.
- the solid content diluted with a solvent is preferably 5% by mass to 50% by mass from the viewpoint of easy formation of the adhesive layer and securing of adhesive performance.
- the thickness (average layer thickness) of the adhesive layer is not particularly limited, and the lower limit is 1 ⁇ m from the viewpoint of ease of formation (for example, coating, drying, etc.) of the adhesive layer, adhesive performance, and the like.
- the upper limit is preferably 100 ⁇ m or less, and more preferably 80 ⁇ m or less.
- the lower limit of the thickness of the adhesive layer is more preferably 2 ⁇ m or more, further preferably 5 ⁇ m or more, in that the balance between the ease of forming the adhesive layer and the adhesive performance is good.
- the upper limit value of the thickness of the adhesive layer is further preferably 50 ⁇ m or less, still more preferably 40 ⁇ m or less, and particularly preferably 20 ⁇ m or less.
- said lower limit and upper limit can be combined arbitrarily, respectively.
- the organic solvent used as the solvent is not particularly limited, and may be appropriately selected according to the main component (main agent).
- the organic solvent include alcohol solvents such as methanol, ethanol, n-propyl alcohol, isopropyl alcohol and n-butanol, aromatic hydrocarbon solvents such as toluene and xylene, dioxane, tetrahydrofuran, ethylene glycol dimethyl ether and the like.
- Ether solvents such as acetone, methyl ethyl ketone, methyl isobutyl ketone and cyclohexanone, ester solvents such as ethyl acetate, isopropyl acetate and butyl acetate, glycol solvents such as methyl glycol, ethyl glycol and isopropyl glycol, acetonitrile, Mention may be made of solvents such as N, N-dimethylformamide.
- the solvent-based adhesive in the present invention includes additives such as a tackifier resin, an antioxidant (anti-aging agent), and a heat stabilizer, as necessary, in addition to the resin as a main component. It may be.
- the tire frame body in the present invention is formed of a resin material.
- the “resin material” includes at least a resin (resin component) and may include other components such as an additive.
- the “resin material” is a concept including a thermoplastic resin, a thermoplastic elastomer, and a thermosetting resin, but does not include vulcanized rubber.
- the thermosetting resin include phenol-based thermosetting resins, urea-based thermosetting resins, melamine-based thermosetting resins, and epoxy-based thermosetting resins.
- thermoplastic resin examples include polyamide-based thermoplastic resins, polyester-based thermoplastic resins, olefin-based thermoplastic resins, polyurethane-based thermoplastic resins, vinyl chloride-based thermoplastic resins, polystyrene-based thermoplastic resins, and the like. You may use these individually or in combination of 2 or more types.
- the thermoplastic resin is preferably at least one selected from polyamide-based thermoplastic resins, polyester-based thermoplastic resins, and olefin-based thermoplastic resins, and is selected from polyamide-based thermoplastic resins and polyester-based thermoplastic resins. More preferably, at least one selected from the group consisting of
- thermoplastic elastomer examples include polyamide-based thermoplastic elastomer (TPA), polystyrene-based thermoplastic elastomer (TPS), polyurethane-based thermoplastic elastomer (TPU), olefin-based thermoplastic elastomer (TPO) specified in JIS K6418, Examples thereof include polyester-based thermoplastic elastomer (TPEE), crosslinked thermoplastic rubber (TPV), and other thermoplastic elastomers (TPZ).
- TPA polyamide-based thermoplastic elastomer
- TPS polystyrene-based thermoplastic elastomer
- TPU polyurethane-based thermoplastic elastomer
- TPO olefin-based thermoplastic elastomer
- TPEE polyester-based thermoplastic elastomer
- TPV crosslinked thermoplastic rubber
- TPZ thermoplastic elastomers
- the polyamide-based thermoplastic elastomer is a thermoplastic resin material made of a copolymer having a crystalline polymer having a high melting point and a non-crystalline polymer having a low glass transition temperature. It means that having an amide bond (—CONH—) in the main chain of the polymer forming the hard segment.
- the polyamide-based thermoplastic elastomer for example, at least a polyamide is a crystalline hard crystalline segment with a high melting point, and other polymers (for example, polyester, polyether, etc.) are amorphous and have a soft glass transition temperature low soft segment. The material which forms is mentioned.
- the polyamide-based thermoplastic elastomer may be formed using a chain extender such as dicarboxylic acid in addition to the hard segment and the soft segment.
- a chain extender such as dicarboxylic acid
- Specific examples of polyamide-based thermoplastic elastomers include amide-based thermoplastic elastomers (TPA) defined in JIS K6418: 2007, polyamide-based elastomers described in JP-A No. 2004-346273, and the like. it can.
- examples of the polyamide forming the hard segment include polyamides produced by monomers represented by the following general formula (1) or general formula (2).
- R 1 represents a molecular chain of a hydrocarbon having 2 to 20 carbon atoms or an alkylene group having 2 to 20 carbon atoms.
- R 2 represents a molecular chain of a hydrocarbon having 3 to 20 carbon atoms or an alkylene group having 3 to 20 carbon atoms.
- R 1 is preferably a hydrocarbon molecular chain having 3 to 18 carbon atoms or an alkylene group having 3 to 18 carbon atoms, and a hydrocarbon molecular chain having 4 to 15 carbon atoms or 4 carbon atoms.
- An alkylene group having 15 to 15 carbon atoms is more preferable, and a molecular chain of a hydrocarbon having 10 to 15 carbon atoms or an alkylene group having 10 to 15 carbon atoms is particularly preferable.
- R 2 is preferably a hydrocarbon molecular chain having 3 to 18 carbon atoms or an alkylene group having 3 to 18 carbon atoms, and a hydrocarbon molecular chain having 4 to 15 carbon atoms or carbon.
- alkylene group having 4 to 15 carbon atoms is more preferable, and a hydrocarbon molecular chain having 10 to 15 carbon atoms or an alkylene group having 10 to 15 carbon atoms is particularly preferable.
- the monomer represented by the general formula (1) or the general formula (2) include ⁇ -aminocarboxylic acid or lactam.
- the polyamide forming the hard segment include polycondensates of these ⁇ -aminocarboxylic acids or lactams, and co-condensation polymers of diamines and dicarboxylic acids.
- Examples of the ⁇ -aminocarboxylic acid include those having 5 to 20 carbon atoms such as 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 10-aminocapric acid, 11-aminoundecanoic acid, 12-aminododecanoic acid and the like. Examples thereof include aliphatic ⁇ -aminocarboxylic acids.
- Examples of the lactam include aliphatic lactams having 5 to 20 carbon atoms such as lauryl lactam, ⁇ -caprolactam, udecan lactam, ⁇ -enantolactam, and 2-pyrrolidone.
- diamine examples include ethylene diamine, trimethylene diamine, tetramethylene diamine, hexamethylene diamine, heptamethylene diamine, octamethylene diamine, nonamethylene diamine, decamethylene diamine, undecamethylene diamine, dodecamethylene diamine, 2, 2, 4
- diamine compounds such as aliphatic diamines having 2 to 20 carbon atoms such as trimethylhexamethylenediamine, 2,4,4-trimethylhexamethylenediamine, 3-methylpentamethylenediamine, and metaxylenediamine.
- the dicarboxylic acid can be represented by HOOC- (R 3 ) m-COOH (R 3 : a hydrocarbon molecular chain having 3 to 20 carbon atoms, m: 0 or 1).
- R 3 a hydrocarbon molecular chain having 3 to 20 carbon atoms, m: 0 or 1.
- oxalic acid, succinic acid And aliphatic dicarboxylic acids having 2 to 20 carbon atoms such as glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid and dodecanedioic acid.
- a polyamide obtained by ring-opening polycondensation of lauryl lactam, ⁇ -caprolactam, or udecan lactam can be preferably used.
- polyester, polyether, etc. are mentioned, for example, Polyethylene glycol, polypropylene glycol, polytetramethylene ether glycol, ABA type
- mold triblock polyether etc. are mentioned specifically ,. These can be used alone or in combination of two or more.
- polyether diamine etc. which are obtained by making animonia etc. react with the terminal of polyether can also be used.
- the “ABA type triblock polyether” means a polyether represented by the following general formula (3).
- x and z are each preferably an integer of 1 to 18, more preferably an integer of 1 to 16, particularly preferably an integer of 1 to 14, and most preferably an integer of 1 to 12.
- y is preferably an integer of 5 to 45, more preferably an integer of 6 to 40, particularly preferably an integer of 7 to 35, and most preferably an integer of 8 to 30.
- combinations of hard segment and soft segment include lauryl lactam ring-opening polycondensate / polyethylene glycol combination, lauryl lactam ring-opening polycondensate / polypropylene glycol combination, and lauryl lactam ring-opening polycondensation.
- Preferred is a combination of isomers / polytetramethylene ether glycol, or a ring-opening polycondensate of lauryl lactam / ABA type triblock polyether, and particularly a combination of a ring opening polycondensate of lauryl lactam / ABA type triblock polyether. preferable.
- the number average molecular weight of the polymer (polyamide) forming the hard segment is preferably 300 to 15000 from the viewpoint of melt moldability.
- the number average molecular weight of the polymer forming the soft segment is preferably 200 to 6000 from the viewpoint of toughness and low temperature flexibility.
- the mass ratio (x: y) to the hard segment (x) and the soft segment (y) is preferably 50:50 to 90:10, and more preferably 50:50 to 80:20, from the viewpoint of moldability. .
- the polyamide-based thermoplastic elastomer can be synthesized by copolymerizing a polymer forming a hard segment and a polymer forming a soft segment by a known method.
- Examples of commercially available products of polyamide-based thermoplastic elastomer include “UBESTA XPA” series (for example, XPA9063X1, XPA9055X1, XPA9048X2, XPA9048X1, XPA9040X1, XPA9040X2XPA9044, etc.) manufactured by Ube Industries, Ltd. Series (for example, E40-S3, E47-S1, E47-S3, E55-S1, E55-S3, EX9200, E50-R2, etc.) can be used.
- Ube Industries, Ltd. Series for example, E40-S3, E47-S1, E47-S3, E55-S1, E55-S3, EX9200, E50-R2, etc.
- Polyamide thermoplastic elastomer is suitable as a resin material because it satisfies the performance required as a tire frame from the viewpoints of elastic modulus (flexibility) and strength.
- polyamide-based thermoplastic elastomers often have good adhesion to thermoplastic resins and thermoplastic elastomers. Therefore, when a polyamide-based thermoplastic elastomer is used as a resin material for forming a tire skeleton, the degree of freedom in selecting a material for the coating composition tends to increase from the viewpoint of adhesion between the tire skeleton and the coating composition. There is.
- polystyrene-based thermoplastic elastomer for example, at least polystyrene forms a hard segment, and other polymers (for example, polybutadiene, polyisoprene, polyethylene, hydrogenated polybutadiene, hydrogenated polyisoprene, etc.) are not. Examples thereof include materials that form a soft segment having a crystallinity and a low glass transition temperature.
- the polystyrene forming the hard segment for example, those obtained by a known radical polymerization method, ionic polymerization method and the like are preferably used, and specifically, polystyrene having anion living polymerization can be mentioned.
- the polymer that forms the soft segment include polybutadiene, polyisoprene, poly (2,3-dimethyl-butadiene), and the like.
- the combination of the hard segment and the soft segment mentioned above can be mentioned.
- the combination of the hard segment and the soft segment is preferably a combination of polystyrene / polybutadiene or a combination of polystyrene / polyisoprene.
- the soft segment is preferably hydrogenated.
- the number average molecular weight of the polymer (polystyrene) forming the hard segment is preferably 5,000 to 500,000, and more preferably 10,000 to 200,000.
- the number average molecular weight of the polymer forming the soft segment is preferably from 5,000 to 1,000,000, more preferably from 10,000 to 800,000, particularly preferably from 30,000 to 500,000.
- the volume ratio (x: y) to the hard segment (x) and the soft segment (y) is preferably 5:95 to 80:20, more preferably 10:90 to 70:30, from the viewpoint of moldability. .
- the polystyrene-based thermoplastic elastomer can be synthesized by copolymerizing a polymer forming a hard segment and a polymer forming a soft segment by a known method.
- polystyrene-based thermoplastic elastomers include styrene-butadiene copolymers [SBS (polystyrene-poly (butylene) block-polystyrene), SEBS (polystyrene-poly (ethylene / butylene) block-polystyrene)], styrene-isoprene.
- Copolymer polystyrene-polyisoprene block-polystyrene
- styrene-propylene copolymer [SEP (polystyrene- (ethylene / propylene) block), SEPS (polystyrene-poly (ethylene / propylene) block-polystyrene), SEEPS ( Polystyrene-poly (ethylene-ethylene / propylene) block-polystyrene), SEB (polystyrene (ethylene / butylene) block)] and the like.
- SEP polystyrene- (ethylene / propylene) block
- SEPS polystyrene-poly (ethylene / propylene) block-polystyrene
- SEEPS Polystyrene-poly (ethylene-ethylene / propylene) block-polystyrene
- SEB polystyrene (ethylene / butylene) block
- thermoplastic elastomer As a commercially available product of polystyrene-based thermoplastic elastomer, for example, “Tough Tech” series (for example, H1031, H1041, H1043, H1051, H1052, H1053, H1062, H1082, H1141, H1221, H1272, etc.) manufactured by Asahi Kasei Corporation, “SEBS” series (8007, 8076, etc.) and “SEPS” series (2002, 2063, etc.) manufactured by Kuraray Co., Ltd. can be used.
- “Tough Tech” series for example, H1031, H1041, H1043, H1051, H1052, H1053, H1062, H1082, H1141, H1221, H1272, etc.
- SEBS 8007, 8076, etc.
- SEPS 2002, 2063, etc.
- thermoplastic elastomer As polyurethane-based thermoplastic elastomers, for example, at least polyurethane forms a hard segment in which pseudo-crosslinking is formed by physical aggregation, and other polymers form a soft segment with a low glass transition temperature that is amorphous. Material.
- Specific examples of the polyurethane-based thermoplastic elastomer include a polyurethane-based thermoplastic elastomer (TPU) defined in JIS K6418: 2007.
- TPU polyurethane-based thermoplastic elastomer
- the polyurethane-based thermoplastic elastomer can be represented as a copolymer including a soft segment including a unit structure represented by the following formula A and a hard segment including a unit structure represented by the following formula B.
- P represents a long-chain aliphatic polyether or a long-chain aliphatic polyester.
- R represents an aliphatic hydrocarbon, an alicyclic hydrocarbon, or an aromatic hydrocarbon.
- P ′ represents a short-chain aliphatic hydrocarbon, alicyclic hydrocarbon, or aromatic hydrocarbon.
- the long-chain aliphatic polyether or long-chain aliphatic polyester represented by P for example, those having a molecular weight of 500 to 5000 can be used.
- P is derived from a diol compound containing a long-chain aliphatic polyether represented by P and a long-chain aliphatic polyester.
- diol compounds include polyethylene glycol, polypropylene glycol, polytetramethylene ether glycol, poly (butylene abido) diol, poly- ⁇ -caprolactone diol, poly (hexamethylene carbonate) having a molecular weight within the above range.
- Diol, ABA type triblock polyether and the like These can be used alone or in combination of two or more.
- R is derived from a diisocyanate compound containing an aliphatic hydrocarbon, an alicyclic hydrocarbon, or an aromatic hydrocarbon represented by R.
- the aliphatic diisocyanate compound containing an aliphatic hydrocarbon represented by R include 1,2-ethylene diisocyanate, 1,3-propylene diisocyanate, 1,4-butane diisocyanate, 1,6-hexamethylene diisocyanate, and the like.
- Examples of the diisocyanate compound containing an alicyclic hydrocarbon represented by R include 1,4-cyclohexane diisocyanate and 4,4-cyclohexane diisocyanate.
- examples of the aromatic diisocyanate compound containing an aromatic hydrocarbon represented by R include 4,4′-diphenylmethane diisocyanate and tolylene diisocyanate. These can be used alone or in combination of two or more.
- P ′ is derived from a diol compound containing a short-chain aliphatic hydrocarbon, alicyclic hydrocarbon, or aromatic hydrocarbon represented by P ′.
- Examples of the aliphatic diol compound containing a short-chain aliphatic hydrocarbon represented by P ′ include glycol and polyalkylene glycol.
- ethylene glycol, propylene glycol, trimethylene glycol, 1, 4 -Butanediol, 1,3-butanediol, 1,5-pentanediol, 1,6-hexanediol, 1,7-heptanediol, 1,8-octanediol, 1,9-nonanediol, 1,10- A decanediol etc. are mentioned.
- Examples of the alicyclic diol compound containing an alicyclic hydrocarbon represented by P ′ include cyclopentane-1,2-diol, cyclohexane-1,2-diol, cyclohexane-1,3-diol, Examples include cyclohexane-1,4-diol and cyclohexane-1,4-dimethanol.
- examples of the aromatic diol compound containing an aromatic hydrocarbon represented by P ′ include hydroquinone, resorcin, chlorohydroquinone, bromohydroquinone, methylhydroquinone, phenylhydroquinone, methoxyhydroquinone, phenoxyhydroquinone, 4,4′- Dihydroxybiphenyl, 4,4′-dihydroxydiphenyl ether, 4,4′-dihydroxydiphenyl sulfide, 4,4′-dihydroxydiphenylsulfone, 4,4′-dihydroxybenzophenone, 4,4′-dihydroxydiphenylmethane, bisphenol A, 1, Examples thereof include 1-di (4-hydroxyphenyl) cyclohexane, 1,2-bis (4-hydroxyphenoxy) ethane, 1,4-dihydroxynaphthalene, 2,6-dihydroxynaphthalene and the like. These can be used alone or in combination of two or more.
- the number average molecular weight of the polymer (polyurethane) forming the hard segment is preferably 300 to 1500 from the viewpoint of melt moldability.
- the number average molecular weight of the polymer forming the soft segment is preferably 500 to 20000, more preferably 500 to 5000, and particularly preferably 500 to 3000, from the viewpoints of flexibility and thermal stability of the polyurethane-based thermoplastic elastomer.
- the mass ratio (x: y) to the hard segment (x) and the soft segment (y) is preferably 15:85 to 90:10, more preferably 30:70 to 90:10, from the viewpoint of moldability. .
- the polyurethane-based thermoplastic elastomer can be synthesized by copolymerizing a polymer forming a hard segment and a polymer forming a soft segment by a known method.
- a polyurethane-based thermoplastic elastomer for example, thermoplastic polyurethane described in JP-A-5-331256 can be used.
- a combination of a hard segment composed of an aromatic diol and an aromatic diisocyanate and a soft segment composed of a polycarbonate is preferable.
- At least one selected from carbonate copolymers is preferable, TDI / polyester polyol copolymer, TDI / polyether polyol copolymer, MDI / polyester polyol copolymer, MDI / polyether polyol copolymer, And at least one selected from MDI +
- thermoplastic elastomers examples include, for example, “Elastollan” series (for example, ET680, ET880, ET690, ET890, etc.) manufactured by BASF, and “Clamiron U” series (for example, Kuraray Co., Ltd.) 2000 series, 3000 series, 8000 series, 9000 series, etc.) “Milactolan” series (for example, XN-2001, XN-2004, P390RSUP, P480RSUI, P26MRNAT, E490, E590, P890, etc.) manufactured by Japan Miraclan Etc. can be used.
- “Elastollan” series for example, ET680, ET880, ET690, ET890, etc.
- Clamiron U for example, Kuraray Co., Ltd. 2000 series, 3000 series, 8000 series, 9000 series, etc.
- Milactolan for example, XN-2001, XN-2004, P390RSUP, P480RS
- thermoplastic elastomer for example, at least a polyolefin forms a hard segment with a crystalline and high melting point, and other polymers (for example, polyolefin, other polyolefins, polyvinyl compounds, etc.) are amorphous and have a glass transition temperature. Examples include materials that form low soft segments. Examples of the polyolefin forming the hard segment include polyethylene, polypropylene, isotactic polypropylene, polybutene, and the like.
- olefinic thermoplastic elastomers include olefin- ⁇ -olefin random copolymers, olefin block copolymers, and the like.
- propylene block copolymers ethylene-propylene copolymers, propylene- 1-hexene copolymer, propylene-4-methyl-1-pentene copolymer, propylene-1-butene copolymer, ethylene-1-hexene copolymer, ethylene-4-methyl-pentene copolymer, ethylene- 1-butene copolymer, 1-butene-1-hexene copolymer, 1-butene-4-methyl-pentene, ethylene-methacrylic acid copolymer, ethylene-methyl methacrylate copolymer, ethylene-ethyl methacrylate Copolymer, ethylene-butyl methacrylate copolymer, ethylene-methyl acrylate copolymer Ethylene-eth
- thermoplastic elastomers include propylene block copolymers, ethylene-propylene copolymers, propylene-1-hexene copolymers, propylene-4-methyl-1-pentene copolymers, propylene-1- Butene copolymer, ethylene-1-hexene copolymer, ethylene-4-methyl-pentene copolymer, ethylene-1-butene copolymer, ethylene-methacrylic acid copolymer, ethylene-methyl methacrylate copolymer , Ethylene-ethyl methacrylate copolymer, ethylene-butyl methacrylate copolymer, ethylene-methyl acrylate copolymer, ethylene-ethyl acrylate copolymer, ethylene-butyl acrylate copolymer, propylene-methacrylic acid copolymer , Propylene-methyl methacrylate copolymer, pro Lene-e
- olefin resins such as ethylene and propylene may be used in combination.
- the content of the olefin resin in the olefinic thermoplastic elastomer is preferably 50% by mass or more and 100% by mass or less.
- the number average molecular weight of the olefinic thermoplastic elastomer is preferably 5,000 to 10,000,000.
- the mechanical properties of the thermoplastic resin material are sufficient and the processability is excellent.
- the number average molecular weight of the olefinic thermoplastic elastomer is more preferably 7,000 to 1,000,000, and particularly preferably 10,000 to 1,000,000. Thereby, the mechanical properties and processability of the thermoplastic resin material can be further improved.
- the number average molecular weight of the polymer forming the soft segment is preferably 200 to 6000 from the viewpoint of toughness and low temperature flexibility.
- the mass ratio (x: y) to the hard segment (x) and the soft segment (y) is preferably 50:50 to 95:15, more preferably 50:50 to 90:10, from the viewpoint of moldability.
- the olefinic thermoplastic elastomer can be synthesized by copolymerization by a known method.
- olefin thermoplastic elastomer one obtained by acid-modifying a thermoplastic elastomer may be used.
- a product obtained by acid-modifying an olefin thermoplastic elastomer means that an unsaturated compound having an acidic group such as a carboxylic acid group, a sulfuric acid group, or a phosphoric acid group is bonded to the olefin thermoplastic elastomer. Examples of bonding an unsaturated compound having an acidic group such as a carboxylic acid group, sulfuric acid group, and phosphoric acid group to an olefin thermoplastic elastomer include, for example, an unsaturated compound having an acidic group as an unsaturated compound having an acidic group.
- Examples include bonding (for example, graft polymerization) an unsaturated bond site of a saturated carboxylic acid (generally maleic anhydride).
- the unsaturated compound having an acidic group is preferably an unsaturated compound having a carboxylic acid group which is a weak acid group from the viewpoint of suppressing deterioration of the olefin thermoplastic elastomer, for example, acrylic acid, methacrylic acid, itaconic acid, crotonic acid. , Isocrotonic acid, maleic acid and the like.
- thermoplastic elastomers examples include “Tuffmer” series (for example, A0550S, A1050S, A4050S, A1070S, A4070S, A35070S, A1085S, A4085S, A7090, A70090, MH7007, MH7010, manufactured by Mitsui Chemicals, Inc.
- E-2900H, F-3900H, E-2900, F-3900, J-5900, E-2910, F-3910, J-5910, E-2710, F 3710, J-5910, E-2740, F-3740, R110MP, R110E, can be used T310E, also M142E, etc.) and the like.
- thermoplastic elastomer for example, at least a polyester is crystalline and a hard segment having a high melting point is formed, and another polymer (eg, polyester or polyether) is amorphous and has a low glass transition temperature.
- the polyester-based thermoplastic elastomer for example, at least a polyester is crystalline and a hard segment having a high melting point is formed, and another polymer (eg, polyester or polyether) is amorphous and has a low glass transition temperature. The material which forms is mentioned.
- An aromatic polyester can be used as the polyester forming the hard segment.
- the aromatic polyester can be formed, for example, from an aromatic dicarboxylic acid or an ester-forming derivative thereof and an aliphatic diol.
- the aromatic polyester is preferably polybutylene terephthalate derived from terephthalic acid and / or dimethyl terephthalate and 1,4-butanediol, and further, isophthalic acid, phthalic acid, naphthalene-2,6-dicarboxylic acid.
- Dicarboxylic acid components such as acid, naphthalene-2,7-dicarboxylic acid, diphenyl-4,4′-dicarboxylic acid, diphenoxyethanedicarboxylic acid, 5-sulfoisophthalic acid, or ester-forming derivatives thereof, and a molecular weight of 300
- diols for example, aliphatic diols such as ethylene glycol, trimethylene glycol, pentamethylene glycol, hexamethylene glycol, neopentyl glycol, decamethylene glycol, 1,4-cyclohexanedimethanol, tricyclodecane dimethylo
- Alicyclic diols such as alcohol, xylylene glycol, bis (p-hydroxy) diphenyl, bis (p-hydroxyphenyl) propane, 2,2-bis [4- (2-hydroxyethoxy) phenyl] propane, bis [ 4- (2-hydroxy) phenyl] sulfone, 1,1-bis [
- polyester forming the hard segment examples include polyethylene terephthalate, polybutylene terephthalate, polymethylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, and the like, and polybutylene terephthalate is preferable.
- Aliphatic polyethers include poly (ethylene oxide) glycol, poly (propylene oxide) glycol, poly (tetramethylene oxide) glycol, poly (hexamethylene oxide) glycol, copolymers of ethylene oxide and propylene oxide, poly (propylene oxide) And ethylene oxide addition polymer of glycol, and a copolymer of ethylene oxide and tetrahydrofuran.
- the aliphatic polyester include poly ( ⁇ -caprolactone), polyenantlactone, polycaprylolactone, polybutylene adipate, and polyethylene adipate.
- poly (tetramethylene oxide) glycol poly (propylene oxide) glycol are polymers that form soft segments from the viewpoint of the elastic properties of the resulting polyester block copolymer.
- Preferred are ethylene oxide adducts, poly ( ⁇ -caprolactone), polybutylene adipate, polyethylene adipate and the like.
- the number average molecular weight of the polymer forming the soft segment is preferably 300 to 6000 from the viewpoint of toughness and low temperature flexibility. Furthermore, the mass ratio (x: y) between the hard segment (x) and the soft segment (y) is preferably 99: 1 to 20:80, more preferably 98: 2 to 30:70, from the viewpoint of moldability. .
- the combination of the hard segment and the soft segment described above examples include, for example, combinations of the hard segment and the soft segment mentioned above.
- the combination of the hard segment and the soft segment described above is preferably a combination in which the hard segment is polybutylene terephthalate, the soft segment is an aliphatic polyether, and the hard segment is polybutylene terephthalate. More preferred is a combination wherein is poly (ethylene oxide) glycol.
- polyester-based thermoplastic elastomers examples include “Hytrel” series (for example, 3046, 5557, 6347, 4047, 4767, etc.) manufactured by Toray DuPont Co., Ltd., and “Perprene” series manufactured by Toyobo Co., Ltd. (For example, P30B, P40B, P40H, P55B, P70B, P150B, P280B, P450B, P150M, S1001, S2001, S5001, S6001, S9001, etc.) can be used.
- Hytrel for example, 3046, 5557, 6347, 4047, 4767, etc.
- Perprene manufactured by Toyobo Co., Ltd.
- the polyester-based thermoplastic elastomer can be synthesized by copolymerizing a polymer that forms a hard segment and a polymer that forms a soft segment by a known method.
- the melting point of the resin material is usually about 100 ° C. to 350 ° C., but is preferably about 100 ° C. to 250 ° C., more preferably 100 ° C. to 200 ° C. from the viewpoint of tire durability and productivity.
- the resin material may be rubber, elastomer, thermoplastic resin, various fillers (for example, silica, calcium carbonate, clay, etc.), anti-aging agent, oil, plasticizer, color former, weathering agent, etc., as desired. These various additives may be contained (blended).
- the tensile modulus of elasticity defined in JIS K7113: 1995 of the resin material (tire frame) itself is preferably 50 MPa to 1000 MPa, more preferably 50 MPa to 800 MPa, and particularly preferably 50 MPa to 700 MPa.
- the rim can be assembled efficiently while maintaining the shape of the tire frame.
- the tensile strength specified in JIS K7113 (1995) of the resin material (tire frame) itself is usually about 15 MPa to 70 MPa, preferably 17 MPa to 60 MPa, and more preferably 20 MPa to 55 MPa.
- the tensile yield strength defined in JIS K7113 (1995) of the resin material (tire frame) itself is preferably 5 MPa or more, more preferably 5 MPa to 40 MPa, and particularly preferably 5 MPa to 30 MPa.
- the resin material can withstand deformation against a load applied to the tire during traveling.
- the tensile yield elongation defined by JIS K7113 (1995) of the resin material (tire frame) itself is preferably 10% or more, more preferably 10% to 70%, and particularly preferably 15% to 60%.
- the tensile yield elongation of the resin material is 10% or more, the elastic region is large and the rim assembly property can be improved.
- the tensile elongation at break specified in JIS K7113 (1995) of the resin material (tire frame) itself is preferably 50% or more, more preferably 100% or more, particularly preferably 150% or more, and most preferably 200% or more.
- the rim assemblability is good, and it is difficult to break against a collision.
- the deflection temperature under load (at 0.45 MPa load) specified in ISO 75-2 or ASTM D648 of the resin material (tire frame) itself is preferably 50 ° C. or more, more preferably 50 ° C. to 150 ° C., and more preferably 50 ° C. to 50 ° C. 130 ° C. is particularly preferred.
- the deflection temperature under load of the resin material is 50 ° C. or higher, deformation of the tire skeleton can be suppressed even when vulcanization is performed in the manufacture of the tire.
- the Martens hardness (d1) of the tire frame body, the Martens hardness (d2) of the coating composition, and the Martens hardness (d3) of the adhesive layer satisfy the relationship of d1 ⁇ d2 ⁇ d3. .
- the Martens hardness of the coating composition By setting the Martens hardness of the coating composition to be smaller than the Martens hardness of the adhesive layer and greater than or equal to the Martens hardness of the tire frame body, the resin material constituting the tire frame body and the reinforcing metal cord member The rigidity step is effectively reduced. As a result, the durability of the tire can be further improved.
- FIG. 1A is a perspective view showing a cross section of a part of the tire according to the first embodiment.
- FIG. 1B is a cross-sectional view of a bead portion attached to a rim.
- a tire 10 according to the first embodiment has a cross-sectional shape substantially similar to that of a conventional general rubber pneumatic tire.
- the tire 10 according to the first embodiment of the present invention includes a pair of bead portions 12 that are in contact with the bead seat 21 and the rim flange 22 of the rim 20, and side portions 14 that extend outward from the bead portion 12 in the tire radial direction.
- a tire case 17 is provided that includes a crown portion (outer peripheral portion) 16 that connects an outer end in the tire radial direction of one side portion 14 and an outer end in the tire radial direction of the other side portion 14.
- the tire case 17 is formed using a resin material containing a polyamide-based thermoplastic elastomer.
- the tire case 17 has an annular shape of the same shape that is injection-molded with one bead portion 12, one side portion 14, and a half-width crown portion 16.
- the tire case halves (tire frame pieces) 17A face each other and are joined at the tire equatorial plane.
- An annular bead core 18 made of a steel cord is embedded in the bead portion 12 of the tire 10 according to the first embodiment of the present invention, similarly to a conventional general pneumatic tire.
- a portion of the bead portion 12 that contacts the rim 20 and at least a portion that contacts the rim flange 22 of the rim 20 are made of rubber that is a material having better sealing properties than the resin material constituting the tire case 17.
- An annular seal layer 24 is formed.
- a resin-coated cord 26 that is a reinforcing cord has at least a part of the crown portion 16 in a cross-sectional view along the axial direction of the tire case 17.
- the tire case 17 is wound spirally in the circumferential direction.
- the tire case 17 is formed of a resin material, unlike the conventional rubber tire case, it is not necessary to perform vulcanization, and the manufacturing process is performed. It can be greatly simplified and the molding time can be shortened. Further, according to the tire 10 according to the first embodiment of the present invention, the tire case half 17A has a bilaterally symmetric shape, that is, one tire case half 17A and the other tire case half 17A have the same shape. Therefore, there is an advantage that only one type of mold for molding the tire case half 17A is required.
- the tire case 17 is formed of a single resin material.
- the tire case 17 is not limited to such a mode, and is made of a conventional general rubber.
- a resin material having different characteristics for each portion (for example, the side portion 14, the crown portion 16, the bead portion 12 and the like) of the tire case 17 may be used.
- a reinforcing material polymer material, metal fiber, cord, nonwoven fabric, woven fabric, or the like
- the tire case 17 may be reinforced with the reinforcing material.
- the tire case half 17A is molded by injection molding, but is not limited thereto, and is molded by, for example, vacuum molding, pressure molding, melt casting, or the like. May be. Further, in the tire 10 according to the first embodiment, the tire case 17 is formed by joining two members (the tire case half body 17A), but is not limited thereto, and a low melting point metal is used.
- the tire case may be a single member by melting core method, split core method, or blow molding, or may be formed by joining three or more members.
- An annular bead core 18 made of steel cord is embedded in the bead portion 12 of the tire 10 according to the first embodiment of the present invention.
- the bead core 18 may be formed of an organic fiber cord, a resin-coated organic fiber cord, or a hard resin in addition to the steel cord.
- the bead core 18 may be omitted if the rigidity of the bead portion 12 is ensured and there is no problem in fitting with the rim 20.
- an annular seal layer 24 made of rubber is formed on a portion that contacts the rim 20 of the bead portion 12 and at least a portion that contacts the rim flange 22 of the rim 20. Is formed.
- the seal layer 24 may also be formed in a portion where the tire case 17 (bead portion 12) and the bead sheet 21 are in contact with each other.
- rubber is used as the material for forming the seal layer 24, it is preferable to use the same type of rubber as that used on the outer surface of the bead portion of a conventional general rubber pneumatic tire.
- the rubber seal layer 24 may be omitted if only the resin material forming the tire case 17 can secure the seal with the rim 20.
- the seal layer 24 may be formed using another thermoplastic resin or thermoplastic elastomer that has better sealing properties than the resin material forming the tire case 17.
- thermoplastic resins include resins such as polyurethane resins, olefin resins, polystyrene resins, and polyester resins, and blends of these resins with rubbers or elastomers.
- Thermoplastic elastomers can also be used, and examples thereof include polyester-based thermoplastic elastomers, polyurethane-based thermoplastic elastomers, olefin-based thermoplastic elastomers, combinations of these elastomers, and blends with rubber.
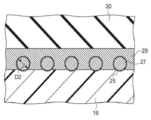
- FIG. 2 is a cross-sectional view along the tire rotation axis of the tire according to the first embodiment, and shows a state in which the resin-coated cord is embedded in the crown portion of the tire case.
- the resin-coated cord 26 is embedded in the crown portion 16 in a cross-sectional view along the axial direction of the tire case 17. It is wound in a spiral shape.
- buried under the crown part 16 of the resin coating cord 26 is in the state closely_contact
- the embedding depth L of the resin-coated cord 26 with respect to the crown portion 16 is 1 ⁇ 2 of the diameter D of the resin-coated cord 26.
- the resin-coated cord 26 has a steel cord (reinforced metal cord member) 27 twisted with steel fibers as a core, and the outer periphery of the steel cord 27 is phenolic resin. It has the structure coat
- a rubber tread 30 is disposed on the outer peripheral side of the resin-coated cord 26 in the tire radial direction. Further, the tread 30 is formed with a tread pattern including a plurality of grooves on the ground contact surface with the road surface in the same manner as a conventional rubber pneumatic tire.
- the entire outer periphery of the steel cord 27 twisted with steel fibers is polyamide-based via an adhesive layer 25 containing a solvent-based adhesive containing a phenolic resin.
- a resin-coated cord 26 coated with a coating composition 28 containing a thermoplastic elastomer is embedded in a tire case 17 formed of a resin material containing the same type of polyamide-based thermoplastic elastomer in close contact therewith. Therefore, the contact area between the coating composition 28 covering the steel cord 27 and the tire case 17 is increased, and the adhesion durability between the resin-coated cord 26 and the tire case 17 is improved. As a result, the durability of the tire is improved. It will be excellent.
- the embedding depth L of the resin-coated cord 26 with respect to the crown portion 16 is 1/2 of the diameter D of the resin-coated cord 26, but 1/5 or more. If it is, it is preferable and exceeding 1/2 is especially preferable. Most preferably, the entire resin-coated cord 26 is embedded in the crown portion 16. If the embedding depth L of the resin coating cord 26 exceeds 1/2 of the diameter D of the resin coating cord 26, it is difficult to jump out of the embedded portion due to the size of the resin coating cord 26. When the entire resin-coated cord 26 is embedded in the crown portion 16, the surface (outer peripheral surface) becomes flat, and the member is placed on the crown portion 16 in which the resin-coated cord 26 is embedded. However, air can be prevented from entering the peripheral portion of the resin-coated cord 26.
- the layer thickness of the coating composition 28 covering the steel cord 27 is not particularly limited, and the average layer thickness is preferably 0.2 mm to 4.0 mm, and preferably 0.5 mm to 3.0 mm. It is more preferable that the thickness is 0.5 mm to 2.5 mm.
- the tread 30 is formed with rubber
- the periphery of the joint portion of the tire case half is pressed at a temperature equal to or higher than the melting point (or softening point) of the thermoplastic resin material (in this embodiment, a polyamide-based thermoplastic elastomer) that forms the tire case.
- the joining portion of the tire case half is heated and pressurized by the joining mold, the joining portion is melted, the tire case halves are fused together, and these members are integrated to form the tire case 17.
- a solvent-based adhesive is applied to the outer peripheral surface of the steel cord 27 unwound from the reel using an application nozzle, and then passed through a drying furnace to volatilize the solvent in the adhesive.
- a coating composition extruded from an extruder in this embodiment, a polyamide-based thermoplastic elastomer
- the outer periphery of the steel cord 27 is a solvent-based adhesive.
- a resin-coated cord 26 coated with the coating composition 28 is formed through an adhesive layer including Then, the formed resin-coated cord 26 is wound around a reel 58.
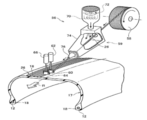
- FIG. 3 is an explanatory diagram for explaining the operation of installing the resin-coated cord on the crown portion of the tire case using the resin-coated cord heating device and rollers.
- the resin-coated cord supply device 56 includes a reel 58 around which the resin-coated cord 26 is wound, a resin-coated cord heating device 59 disposed on the downstream side of the reel 58 in the code conveyance direction, and conveyance of the resin-coated cord 26.
- a first roller 60 disposed on the downstream side in the direction, a first cylinder device 62 that moves the first roller 60 in a direction in which the first roller 60 contacts and separates from the tire outer peripheral surface, and a resin-coated cord of the first roller 26, and a second cylinder device 66 that moves the second roller 64 in a direction in which the second roller 64 comes into contact with and separates from the tire outer peripheral surface.
- the second roller 64 can be used as a metal cooling roller.
- the surface of the first roller 60 or the second roller 64 is coated with a fluororesin (in this embodiment, Teflon (registered trademark)) in order to suppress adhesion of a molten or softened resin material. .
- the heated resin-coated cord is firmly integrated with the case resin.
- the resin-coated cord heating device 59 includes a heater 70 and a fan 72 that generate hot air.
- the resin-coated cord heating device 59 includes a heating box 74 through which the hot-air is supplied and the resin-coated cord 26 passes through the internal space, and a discharge port 76 that discharges the heated resin-coated cord 26. Yes.
- the temperature of the heater 70 of the resin-coated cord heating device 59 is raised, and the ambient air heated by the heater 70 is sent to the heating box 74 by the wind generated by the rotation of the fan 72.
- the resin-coated cord 26 unwound from the reel 58 is sent into a heating box 74 in which the internal space is heated with hot air, and heated (for example, the temperature of the resin-coated cord 26 is heated to about 100 ° C. to 250 ° C.). To do.
- the heated resin-coated cord 26 passes through the discharge port 76 and is wound spirally around the outer peripheral surface of the crown portion 16 of the tire case 17 rotating in the direction of arrow R in FIG.
- the resin material at the contact portion melts or softens and melts and joins with the tire case resin to form the outer peripheral surface of the crown portion 16. Integrated. At this time, since the resin-coated cord is melt-bonded to the adjacent resin-coated cord, the resin-coated cord is wound with no gap. Thereby, the air entering to the portion where the resin-coated cord 26 is embedded is suppressed.
- the embedding depth L of the resin-coated cord 26 can be adjusted by the heating temperature of the resin-coated cord 26, the tension applied to the resin-coated cord 26, the pressing force by the first roller 60, and the like.
- the embedding depth L of the resin coating cord 26 is set to be 1/5 or more of the diameter D of the resin coating cord 26.
- a vulcanized belt-like tread 30 is wound around the outer peripheral surface of the tire case 17 by one turn, and the tread 30 is bonded to the outer peripheral surface of the tire case 17 using an adhesive or the like.
- a precure tread used for a conventionally known retread tire can be used. This step is the same step as the step of bonding the precure tread to the outer peripheral surface of the base tire of the retreaded tire.
- the sealing layer 24 which consists of vulcanized rubber is adhere
- a steel cord 27 is a core on the outer peripheral surface of a tire case 17 formed of a polyamide thermoplastic elastomer, and the steel cord 27 contains a phenolic resin.
- a resin-coated cord 26 coated with a coating composition 28 containing a polyamide-based thermoplastic elastomer is wound through an adhesive layer 25 containing a solvent-based adhesive. Since the thermoplastic material contained in the coating composition 28 is the same type of polyamide-based thermoplastic elastomer as the resin material forming the tire case 17, the coating composition 28 and the tire case 17 have high adhesiveness.
- the solvent-based adhesive containing the phenolic resin contained in the adhesive layer 25 has high adhesiveness to the coating composition 28 including the steel cord 27 and the polyamide-based thermoplastic elastomer.
- the resin-coated cord 26 is coated with the coating composition 28 containing the same type of polyamide-based thermoplastic elastomer as the resin material forming the tire case 17, compared to the case of using a different resin material. The difference in hardness between the resin-coated cord 26 and the tire case is reduced. Therefore, the resin-coated cord 26 can be sufficiently adhered and fixed to the tire case 17.
- the steel cord 27 is not directly coated with the coating composition 28 containing the polyamide-based thermoplastic elastomer, but the steel cord 27 and the coating composition 28 are covered.
- the adhesive layer 25 containing a solvent-based adhesive containing a phenolic resin exhibiting high adhesiveness to both of them is interposed. Therefore, the steel cord 27 exhibits excellent pulling resistance against the coating composition 28. As a result, it is possible to effectively prevent bubbles from remaining during tire manufacture, and it is possible to effectively suppress movement of the reinforcing metal cord member during traveling.
- the resin-coated cord 26 having higher rigidity than the resin material is provided in the circumferential direction on the outer peripheral surface of the crown portion 16 of the tire case 17 formed of a resin material. Since it is wound spirally, puncture resistance, cut resistance, and circumferential rigidity of the tire 10 are improved. Note that when the circumferential rigidity of the tire 10 is improved, creep of the tire case 17 formed of a thermoplastic resin material is prevented.
- the resin-coated cord 26 is made of a resin material in a cross-sectional view along the axial direction of the tire case 17 (the cross section shown in FIG. 1A). Since it is embedded in the outer peripheral surface of the crown portion 16 of the formed tire case 17 and is in close contact with the resin material, entry of air at the time of manufacture is suppressed, and the resin-coated cord 26 moves due to input during traveling, etc. Is suppressed. As a result, the occurrence of peeling or the like in the resin-coated cord 26, the tire case 17, and the tread 30 is suppressed, and the durability of the tire 10 is improved.
- the annular bead core 18 made of a metal material is embedded in the bead portion 12, so that the rim 20 is similar to the conventional rubber pneumatic tire.
- the tire case 17, that is, the tire 10 is firmly held.
- the bonding portion of the tire case half body 17A is heated using the bonding mold.
- the present invention is not limited to this, for example, provided separately.
- the tire case half body 17A may be joined by heating the joining portion with a high-frequency heater or the like, or softening or melting in advance by irradiation with hot air or infrared rays, and pressurizing with a joining mold.
- the resin-coated cord supply device 56 has two rollers, a first roller 60 and a second roller 64, but the present invention is not limited to this.
- the present invention is not limited to this, and only one of the rollers (that is, one roller) may be provided.
- the resin-coated cord 26 is heated, and the surface of the tire case 17 in a portion where the heated resin-coated cord 26 contacts is melted or softened.
- the present invention is not limited to this embodiment, and the resin-coated cord 26 is crowned after the outer peripheral surface of the crown portion 16 in which the resin-coated cord 26 is embedded is heated using a hot air generator without heating the resin-coated cord 26. It may be embedded in the part 16.
- the heat source of the resin-coated cord heating device 59 is a heater and a fan.
- the present invention is not limited to this mode, and the resin-coated cord is used. It is good also as an aspect which heats 26 directly with radiant heat (for example, infrared rays etc.).
- thermoplastic resin material in which the resin-coated cord 26 is embedded is melted or softened is forcibly forced by the second roller 64 made of metal.
- the present invention is not limited to this embodiment, and cold air is blown directly onto a portion where the thermoplastic resin material is melted or softened to forcibly apply the melted or softened portion of the thermoplastic resin material. It is good also as an aspect which cools and solidifies.
- it is easy to manufacture the resin-coated cord 26 spirally a method in which the resin-coated cord 26 is discontinuously arranged in the width direction is also conceivable.
- the tire 10 according to the first embodiment of the present invention is a so-called tubeless tire in which an air chamber is formed between the tire 10 and the rim 20 by attaching the bead portion 12 to the rim 20. It is not limited to this aspect, A perfect tube shape may be sufficient.
- FIG. 4 is a cross-sectional view along the tire rotation axis, showing an embodiment having a reinforcing cord covering layer in which a reinforcing metal cord member is embedded on the crown portion of the tire case of the tire according to the second embodiment of the present invention. It is.
- the tire according to the second embodiment of the present invention has a reinforcing cord covering layer 29 in which a steel cord 27 (reinforcing metal cord member) is embedded in the surface of the crown portion 16 of the tire case.
- the tread 30 is disposed on the reinforcing cord covering layer 29.
- the tire according to the second embodiment of the present invention has the same configuration as that of the first embodiment except for the above points, and the same configurations as those of the first embodiment are denoted by the same reference numerals. Yes.
- the tire case 17 is formed using a polyamide-based thermoplastic elastomer as in the first embodiment described above.
- the tire according to the second embodiment of the present invention has a reinforcing cord covering layer 29 in which a steel cord 27 wound in the circumferential direction of the tire case 17 is embedded in the crown portion 16. Is provided.
- a part of the steel cord 27 is embedded in the surface of the crown portion 16 of the tire case 17 via the adhesive layer 25.
- the reinforcing cord coating layer 29 is formed using a coating composition containing at least a polyamide-based thermoplastic elastomer (a coating composition similar to the coating composition 28 in the first embodiment).
- the adhesive layer 25 is formed using a solvent-based adhesive containing a phenolic resin (a solvent-based adhesive similar to that in the first embodiment).
- the layer thickness of the reinforcing cord covering layer 29 is not particularly limited, and the average layer thickness is approximately 0.2 mm to 4.0 mm in consideration of durability and adhesion with the tire case 17 and the tread 30.
- the thickness is preferably 0.5 mm to 3.0 mm, and more preferably 0.5 mm to 2.5 mm.
- the elastic modulus of the reinforcing cord covering layer 29 is preferably set in a range higher than the elastic modulus of the resin material forming the tire case 17 and lower than the elastic modulus of the steel cord 27. Further, when the elastic modulus of the reinforcing cord covering layer 29 is 20 times or less than the elastic modulus of the thermoplastic resin material forming the tire case 17, the crown portion does not become too hard and the rim assembling property becomes easy. .
- the tire manufacturing apparatus is the same as that of the first embodiment described above, and the reel 58 in the resin-coated cord supply apparatus 56 shown in FIG. The one in which the steel cord 27 is wound is used. Next, the steel cord 27 wound around the reel 58 is wound along the outer peripheral surface of the tire case 17 while being partially embedded in the outer peripheral surface of the tire case 17 in the same manner as in the first embodiment.
- the in the tire manufacturing method according to the second embodiment of the present invention as described later, after forming the reinforcing cord covering layer 29, the steel cord 27 is embedded in the layer via the adhesive layer 25, thereby steel.
- the outer peripheral surface of the cord 27 is coated with a coating composition containing at least a polyamide-based thermoplastic elastomer.
- the embedding depth L of the steel cord 27 with respect to the crown portion 16 is set to be 1/5 or less of the diameter D2 of the steel cord 27. It is preferable.
- the coating composition is applied to the outer peripheral surface of the tire case 17 in which the steel cord 27 is embedded using a melt extruder or the like (not shown) to form the reinforcing cord coating layer 29.
- An unvulcanized cushion rubber is wound on the formed reinforcing cord covering layer 29 for one turn, and a bonding agent such as a rubber cement composition is applied on the cushion rubber, and then vulcanized on it.
- a semi-vulcanized tread rubber is wound for one turn to obtain a raw tire case state.
- the vulcanized belt-like tread 30 is wound around the outer peripheral surface of the tire case 17 in a raw tire case state for one turn.
- the tread 30 is adhered to the outer peripheral surface of the tire case 17 using an adhesive or the like.
- a precure tread used for a conventionally known retread tire can be used. This step is the same step as the step of bonding the precure tread to the outer peripheral surface of the base tire of the retreaded tire.
- the seal layer 24 which consists of vulcanized rubber is adhere
- the steel cord 27 is spirally wound around the crown portion 16 as in the first embodiment, but the present invention is not limited thereto. Instead, the steel cord 27 may be wound so as to be discontinuous in the width direction.
- Example 1 According to the above-mentioned resin-coated cord molding process, listed in Table 1 to multifilaments having an average diameter of ⁇ 1.15 mm (twisted wires in which monofilaments of ⁇ 0.35 mm (made of steel, strength: 280 N, elongation: 3%) are twisted)
- the solvent-based adhesive A-1 was applied and dried in a drying furnace at 70 ° C. for 1 minute to form an adhesive layer having an average layer thickness of 10 ⁇ m on the outer peripheral surface of the multifilament.
- the outer periphery of the multifilament on which the adhesive layer is formed is coated with the resin N-1 extruded by an extruder and cooled, so that the outer periphery of the multifilament includes the solvent-based adhesive A-1.
- a reinforced metal cord coated with the coating composition N-1 was obtained.
- a tire was formed by the same method as in the first embodiment described above.
- N-1 shown in Table 1 was used as a material for forming the tire frame.
- Examples 2 to 8 and 12 A reinforced metal cord and a tire were produced in the same manner as in Example 1 except that the solvent-based adhesive A-1 was changed to the solvent-based adhesive shown in Table 1 in Example 1.
- Example 9 reinforcement was performed in the same manner as in Example 1 except that the solvent-based adhesive A-1 and the coating composition N-1 were changed to the solvent-based adhesive and the coating composition shown in Table 1. Metal cords and tires were produced.
- Example 13 In accordance with the resin-coated cord molding process described above, the solvent-based adhesive A-3 shown in Table 1 was applied to monofilaments (made of steel, strength: 280 N, elongation: 3%) having an average diameter of 0.35 mm, and then dried. It was dried in an oven at 70 ° C. for 1 minute to form an adhesive layer having an average layer thickness of 10 ⁇ m on the outer peripheral surface of the monofilament. Next, the outer periphery of the monofilament on which the adhesive layer is formed is coated with resin N-1 extruded by an extruder and cooled, so that the outer periphery of the monofilament passes through the adhesive layer containing the solvent-based adhesive A-3.
- a reinforced metal cord coated with the coating composition N-1 was obtained.
- a tire was formed by the same method as in the first embodiment described above.
- N-1 shown in Table 1 was used as a material for forming the tire frame.
- Example 1 a reinforcing metal cord and a tire were produced in the same manner as in Example 1 except that the outer periphery of the multifilament was coated with the coating composition N-1 without an adhesive layer interposed.
- Example 2 In Example 1, a reinforced metal cord and a tire were produced in the same manner as in Example 1 except that the outer peripheral surface of the multifilament was subjected to organic plating.
- a reinforced metal cord coated with the coating composition P-2 was obtained.
- the obtained reinforcing metal cord was wound around a drum for molding, and after winding, it was cut off at one place on the circumference to produce a sheet-like belt for tire reinforcement.
- the produced sheet-like belt was wound around the green tire case for one turn, and vulcanized to form a vulcanized tire case.
- a tread was placed to create a tire.
- the conventional rubber tire frame body material (rubber X) was used for the tire frame body.
- a reinforced metal cord coated with the coating composition P-2 was obtained.
- the obtained reinforced metal cord was wound around a green tire case and then vulcanized to form a vulcanized tire case.
- a tread was placed to create a tire.
- the conventional rubber tire frame body material (rubber X) was used for the tire frame body.
- the outer periphery of the multifilament on which the adhesive layer is formed is coated with resin N-1 extruded by an extruder and cooled, so that the outer periphery of the multifilament includes the solvent-based adhesive A-3.
- a reinforced metal cord coated with the coating composition N-1 was obtained.
- the obtained reinforcing metal cord is wound around a drum for molding using the method of the first embodiment described above, and is cut off at one place on the circumference after winding, whereby a sheet-like belt for reinforcing tires is obtained.
- the prepared sheet-like belt was wound around the tire frame body while being heated to 100 ° C. to 250 ° C., thereby forming a tire.
- N-1 shown in Table 1 was used as a material for forming the tire frame.
- the multifilament on which the adhesive layer is formed is set at the center of a mold having a cylindrical cavity having a diameter of 10 mm and a length of 60 mm, filled with the coating material (coating composition) shown in Table 1 and injected. Molding was performed. Then, the multifilament was pulled out at a pulling speed of 50 mm / min using the autograph “AG-5KNK” manufactured by Shimadzu Corporation from the obtained cylindrical resin material containing the reinforcing metal cord. The pulling force (unit: N) was measured. The results are shown in Table 1. In addition, it shows that the extraction tolerance of a reinforcement metal cord member is excellent, so that the measured value of extraction force is large.
- Example 13 and Comparative Examples 3 to 4 In accordance with the resin-coated cord molding process described above, the solvent-based adhesive listed in Table 1 was applied to monofilaments (made of steel, strength: 280 N, elongation: 3%) having an average diameter of 0.35 mm, and then dried in a drying furnace. The film was dried at a temperature of 1 ° C. for 1 minute to form an adhesive layer having an average layer thickness of 10 ⁇ m on the outer peripheral surface of the monofilament. Next, the monofilament on which the adhesive layer is formed is set in the center of a mold having a cylindrical cavity having a diameter of 10 mm and a length of 60 mm, and filled with the coating material (coating composition) described in Table 1 and injection molded.
- A-1 “Chemlock 218E” manufactured by Lord Far East Incorporated (main component: polyvinyl alcohol + synthetic resin, solid content: 18% by mass to 21% by mass, solvent: toluene)
- A-2 “Chemlock 233X-HR” manufactured by Road Far East Incorporated (main component: olefin resin + chlorosulfonated rubber, solid content: 25 mass% to 29 mass%, solvent: toluene)
- A-3 “Chemlock 210” manufactured by Lord Far East Incorporated (main component: epoxy resin (polyhydroxyether)), solid content: 22.5 mass% to 25.5 mass%, solvent : Methyl ethyl ketone)
- A-4 “Chemlock 219” manufactured by Lord Far East Incorporated (main component: phenolic resin + synthetic resin, solid content: 23 mass% to 26.5 mass%, solvent: ethanol)
- A-5 “Metal Lock UA” manufactured by Toyo Chemical Research Co., Ltd.
- A-6 “Metaloc C12” manufactured by Toyo Chemical Research Co., Ltd. (main component: phenolic resin + synthetic rubber, solid content: 18 mass% to 22 mass%, solvent: methyl ethyl ketone)
- A-7 “Metaloc N23” manufactured by Toyo Chemical Research Co., Ltd. (main component: phenolic resin + synthetic rubber + epoxy resin, solid content: 18% to 22% by mass, solvent: methyl ethyl ketone)
- A-8 “Metallock PH56” manufactured by Toyo Chemical Research Co., Ltd.
- A-9 “US Cement” (urethane resin adhesive) manufactured by Toli Corporation
- N-1 “UBESTA XPA9055X1” (polyamide thermoplastic elastomer) manufactured by Ube Industries, Ltd.
- ⁇ P-1 “Hytrel 5557” (polyester thermoplastic elastomer) manufactured by Toray DuPont
- ⁇ P-2 Materials shown in Table 2
- ⁇ P-3 “3024U” (amide-based thermoplastic resin) manufactured by Ube Industries, Ltd.
- the reinforced metal cord in the tire of the example had higher pulling resistance than the reinforced metal cord in the tire of the comparative example. Further, it was found that a tire in which the reinforcing metal cord having high pull-out resistance was wound around the outer periphery of the tire frame body was excellent in durability as compared with the tire of the comparative example.
- the multifilament on which this adhesive layer was formed was set in the center of a mold having a cylindrical cavity having a diameter of 10 mm and a length of 60 mm, and the same as the coating material (coating composition) N-1 described in Table 1
- the material was filled and injection molded.
- the multifilament was pulled out at a pulling speed of 50 mm / min using the autograph “AG-5KNK” manufactured by Shimadzu Corporation from the obtained cylindrical resin material containing the reinforcing metal cord.
- the pulling force (unit: N) was measured.
- Three cylindrical resin materials including reinforcing metal cords for measurement were prepared for each average layer thickness, and the average value of these measured values was adopted.
- the columnar resin material of the comparative example 1 was used for the measurement whose average layer thickness of the contact bonding layer shown in Table 3 is 0.0 micrometer. The results are shown in Table 3.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Tires In General (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
樹脂材料で形成された環状のタイヤ骨格体と、該タイヤ骨格体の外周部に巻回される補強金属コード部材と、を有し、前記補強金属コード部材の少なくとも一部が、溶剤系接着剤を含む接着層を介して、熱可塑性樹脂及び熱可塑性エラストマーから選ばれる少なくとも1種の熱可塑性材料を含む被覆用組成物で被覆されているタイヤ。
また、以下の樹脂の説明において「同種」とは、エステル系同士、スチレン系同士等、樹脂の主鎖を構成する骨格と共通する骨格を備えたものを意味する。
また、「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であっても、その工程の所期の目的が達成されれば、本用語に含まれる。
本発明では、樹脂材料で形成されたタイヤ骨格体を有しながらも、優れた耐久性を有するタイヤを実現するために、タイヤ骨格体の外周部に巻回される補強金属コード部材の少なくとも一部を、溶剤系接着剤を含む接着層を介して、熱可塑性樹脂及び熱可塑性エラストマーから選ばれる少なくとも1種の熱可塑性材料を含む被覆用組成物で被覆している。
本発明における補強金属コード部材としては、従来のゴム製タイヤに用いられる金属製のコード等を適宜用いることができ、例えば、金属繊維のモノフィラメント(単線)、スチール繊維を撚ったスチールコード等のマルチフィラメント(撚り線)等が挙げられる。本発明における補強金属コード部材としては、タイヤの耐久性をより向上させる観点からは、マルチフィラメントが好ましい。補強金属コード部材の断面形状、サイズ(直径)等は、特に限定されるものではなく、所望のタイヤに適したものを適宜選定して用いることができる。
ここで、「補強金属コード部材の少なくとも一部が、溶剤系接着剤を含む接着層を介して、熱可塑性樹脂及び熱可塑性エラストマーから選ばれる少なくとも1種の熱可塑性材料を含む被覆用組成物で被覆されている」とは、補強金属コード部材の表面の一部又は全部が接着層を介して被覆用組成物で被覆されている状態を意味する。
補強金属コード部材の表面の一部又は全部が接着層を介して被覆用組成物で被覆されている状態としては、例えば、補強金属コード部材を芯としてその外周の一部又は全体が接着層を介して被覆用組成物で被覆されている状態、被覆用組成物を含んで形成される補強コード被覆層を、接着層を介在させてタイヤ骨格体の外周部に設けた場合に、補強金属コード部材の一部又は全部が補強コード被覆層に埋設された状態等が挙げられる。
本発明においては、補強金属コード部材は、該補強金属コード部材とタイヤ骨格体との界面となる部位全体が被覆用組成物で被覆されていることが好ましく、補強金属コード部材の表面全体が被覆用組成物で被覆されていることが更に好ましい。
本発明における補強金属コード部材を被覆する被覆用組成物は、熱可塑性樹脂及び熱可塑性エラストマーから選ばれる少なくとも1種の熱可塑性材料を含む。
被覆用組成物に含まれる熱可塑性材料は、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、ポリアミド系熱可塑性エラストマー、及びポリエステル系熱可塑性エラストマーから選ばれる少なくとも1種であることが好ましく、ポリアミド系熱可塑性エラストマー及びポリエステル系熱可塑性エラストマーから選ばれる少なくとも1種であることが更に好ましい。
なお、本明細書において、「熱可塑性樹脂」とは、温度上昇とともに材料が軟化、流動し、冷却すると比較的硬く強度のある状態になるが、ゴム状弾性を有しない高分子化合物を意味する。
また、本明細書において、「熱可塑性エラストマー」とは、結晶性で融点の高いハードセグメント又は高い凝集力のハードセグメントを構成するポリマーと、非晶性でガラス転移温度の低いソフトセグメントを構成するポリマーと、を有する共重合体からなり、温度上昇とともに材料が軟化、流動し、冷却すると比較的硬く強度のある状態になり、かつ、ゴム状弾性を有する高分子化合物を意味する。
被覆用組成物に含まれる熱可塑性樹脂としては、後述のタイヤ骨格体に用いられる熱可塑性樹脂と同種のものを挙げることができ、具体的には、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、オレフィン系熱可塑性樹脂、ポリウレタン系熱可塑性樹脂、塩化ビニル系熱可塑性樹脂、ポリスチレン系熱可塑性樹脂等を例示することができる。これらは単独で又は2種以上を組み合わせて用いてもよい。これらの中でも、熱可塑性樹脂としては、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、及びオレフィン系熱可塑性樹脂から選ばれる少なくとも1種が好ましく、ポリアミド系熱可塑性樹脂及びポリエステル系熱可塑性樹脂から選ばれる少なくとも1種が更に好ましい。
被覆用組成物に含まれる熱可塑性材料として、ポリアミド系熱可塑性樹脂及びポリエステル系熱可塑性樹脂の少なくとも一方を用いると、後述の溶剤系接着剤を含む接着層との接着性が高くなる。そのため、補強金属コード部材と被覆用組成物とが強固に固定され、被覆用組成物に対する補強金属コード部材の引き抜き耐性を更に高めることができる。
ポリアミド系熱可塑性樹脂としては、後述のタイヤ骨格体に用いられるポリアミド系熱可塑性エラストマーのハードセグメントを形成するポリアミドを挙げることができる。ポリアミド系熱可塑性樹脂としては、具体的には、ε-カプロラクタムを開環重縮合したポリアミド(アミド6)、ウンデカンラクタムを開環重縮合したポリアミド(アミド11)、ラウリルラクタムを開環重縮合したポリアミド(アミド12)、ジアミンと二塩基酸とを重縮合したポリアミド(アミド66)、メタキシレンジアミンを構成単位として有するポリアミド(アミドMX)等を例示することができる。
アミド6の市販品としては、例えば、宇部興産(株)製の「UBEナイロン」シリーズ(例えば、1022B、1011FB等)を用いることができる。アミド11の市販品としては、例えば、アルケマ(株)製の「Rilsan B」シリーズを用いることができる。アミド12の市販品としては、例えば、宇部興産(株)製の「UBEナイロン」シリーズ(例えば、3024U、3020U、3014U等)を用いることができる。アミド66の市販品としては、例えば、宇部興産(株)製の「UBEナイロン」シリーズ(例えば、2020B、2015B等)を用いることができる。アミドMXの市販品としては、例えば、三菱ガス化学(株)製の「MXナイロン」シリーズ(例えば、S6001、S6021、S6011等)を用いることができる。

ポリエステル系熱可塑性樹脂としては、後述のタイヤ骨格体に用いられるポリエステル系熱可塑性エラストマーのハードセグメントを形成するポリエステルを挙げることができる。
ポリエステル系熱可塑性樹脂としては、具体的には、ポリ乳酸、ポリヒドロキシ-3-ブチル酪酸、ポリヒドロキシ-3-ヘキシル酪酸、ポリ(ε-カプロラクトン)、ポリエナントラクトン、ポリカプリロラクトン、ポリブチレンアジペート、ポリエチレンアジペート等の脂肪族ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリスチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等の芳香族ポリエステルなどを例示することができる。これらの中でも、耐熱性及び加工性の観点から、ポリエステル系熱可塑性樹脂としては、ポリブチレンテレフタレートが好ましい。
オレフィン系熱可塑性樹脂としては、後述のタイヤ骨格体に用いられるオレフィン系熱可塑性エラストマーのハードセグメントを形成するポリオレフィンを挙げることができる。
オレフィン系熱可塑性樹脂としては、具体的には、ポリエチレン系熱可塑性樹脂、ポリプロピレン系熱可塑性樹脂、ポリブタジエン系熱可塑性樹脂等を例示することができる。これらの中でも、耐熱性及び加工性の点から、オレフィン系熱可塑性樹脂としては、ポリプロピレン系熱可塑性樹脂が好ましい。
ポリプロピレン系熱可塑性樹脂の具体例としては、プロピレンホモ重合体、プロピレン-α-オレフィンランダム共重合体、プロピレン-α-オレフィンブロック共重合体等が挙げられる。α-オレフィンとしては、例えば、プロピレン、1-ブテン、1-ペンテン、3-メチル-1-ブテン、1-ヘキセン、4-メチル-1-ペンテン、3-メチル-1-ペンテン、1-ヘプテン、1-オクテン、1-デセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、1-エイコセン等の炭素数3~20程度のα-オレフィン等が挙げられる。
被覆用組成物に含まれる熱可塑性エラストマーとしては、後述のタイヤ骨格体に用いられる熱可塑性エラストマーと同種のものを挙げることができる。
熱可塑性エラストマーとしては、具体的には、ポリアミド系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー等を例示することができる。これらは単独で又は2種以上を組み合わせて用いてもよい。これらの中でも、熱可塑性エラストマーとしては、ポリアミド系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、及びオレフィン系熱可塑性エラストマーから選ばれる少なくとも1種が好ましく、ポリアミド系熱可塑性エラストマー及びポリエステル系熱可塑性エラストマーから選ばれる少なくとも1種が更に好ましい。被覆用組成物に含まれる熱可塑性材料として、ポリアミド系熱可塑性エラストマー及び/又はポリエステル系熱可塑性エラストマーを用いると、後述の溶剤系接着剤を含む接着層との接着性が高くなる。そのため、補強金属コード部材と被覆用組成物とが強固に固定され、被覆用組成物に対する補強金属コード部材の引き抜き耐性を更に高めることができる。
ポリアミド系熱可塑性エラストマーとしては、後述のタイヤ骨格体に用いられるポリアミド系熱可塑性エラストマーと同様であり、好ましい態様も同様である。したがって、ここでは、詳細な説明を省略する。
ポリエステル系熱可塑性エラストマーとしては、後述のタイヤ骨格体に用いられるポリエステル系熱可塑性エラストマーと同様であり、好ましい態様も同様である。したがって、ここでは、詳細な説明を省略する。
オレフィン系熱可塑性エラストマーとしては、後述のタイヤ骨格体に用いられるオレフィン系熱可塑性エラストマーと同様であり、好ましい態様も同様である。したがって、ここでは、詳細な説明を省略する。
本発明における被覆用組成物は、熱可塑性樹脂及び熱可塑性エラストマーの両方を含み、かつ、熱可塑性樹脂を含むマトリックス相である海相と、熱可塑性エラストマーを含む分散相である島相とを有する態様であってもよい。被覆用組成物を熱可塑性樹脂のマトリックスに熱可塑性エラストマーが分散した海島構造とすることで、被覆用組成物に対する補強金属コード部材の引き抜き耐性を向上させることができる。
本発明における補強金属コード部材の少なくとも一部は、接着層を介して、上記被覆用組成物で被覆されている。そして、接着層には、溶剤系接着剤が含まれている。
なお、本明細書において、「溶剤系接着剤」とは、有機溶剤を溶媒として用い、溶媒が揮発することで硬化する接着剤を意味し、具体的には、有機溶剤を溶解液とする樹脂溶解液、有機溶剤を分散媒とする樹脂分散物が挙げられる。
また、「接着層を介して」とは、接着層が、補強金属コード部材と上記被覆用組成物との間の一部又は全てに存在している状態を意味する。
接着層に含まれる溶剤系接着剤としては、特に限定されるものではなく、例えば、エポキシ系樹脂、フェノール系樹脂、オレフィン系樹脂、ポリウレタン系樹脂、ビニル系樹脂(例えば、酢酸ビニル系樹脂、ポリビニルアルコール系樹脂等)、合成ゴム等の1種又は2種以上を主成分(主剤)として含むものが挙げられる。これらの中でも、上記補強金属コード部材及び上記被覆用組成物との接着性の観点から、接着層に含まれる溶剤系接着剤としては、エポキシ系樹脂、フェノール系樹脂、オレフィン系樹脂、及びビニル系樹脂から選ばれる少なくとも1種を含む溶剤系接着剤が好ましく、エポキシ系樹脂及びフェノール系樹脂から選ばれる少なくとも1種を含む溶剤系接着剤が更に好ましい。また、作業性及び塗布性の観点からは、接着層に含まれる溶剤系接着剤としては、フェノール系樹脂を含む溶剤系接着剤が好ましい。
本発明では、接着層に1種又は複数種の溶剤系接着剤が含まれていてもよい。
エポキシ系樹脂としては、特に限定されるものではなく、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂、脂肪族エポキシ樹脂、脂環式エポキシ樹脂、多官能性エポキシ樹脂、ビフェニル型エポキシ樹脂、グリシジルエーテル型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂等のアルコール型エポキシ樹脂、ゴム変性エポキシ樹脂、ウレタン変性エポキシ樹脂等が挙げられる。これらは単独又は2種以上を組み合わせて用いてもよい。これらの中でも、エポキシ系樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型エポキシ樹脂が、分子量の異なるグレードのものを広く入手可能で、接着性及び反応性を任意に設定できるという点においてより好ましい。
フェノール系樹脂としては、特に限定されるものではなく、例えば、フェノール、m-クレゾール、3,5-キシレノール、p-アルキルフェノール、レゾルシン等の各種フェノール類とホルムアルデヒドとの縮合物(例えば、アルキルフェノール系樹脂、キシレンホルムアルデヒド系樹脂等)、上記各種フェノール類とホルムアルデヒドとをアルカリ触媒で付加反応させたレゾール、上記各種フェノール類とホルムアルデヒドとを酸触媒で縮合反応させて得られるノボラック等が挙げられる。これらは単独又は2種以上を組み合わせて用いてもよい。これらの中でも、フェノール系樹脂としては、ホルムアルデヒド系が、物性及び作業性の点においてより好ましい。
また、接着層の形成容易性と接着性能とのバランスが良好である点において、接着層の厚みの下限値は、2μm以上であることがより好ましく、5μm以上であることが更に好ましく、7.8μm以上であることが更により好ましく、接着層の厚みの上限値は、50μm以下であることが更に好ましく、40μm以下であることが更により好ましく、20μm以下であることが特に好ましい。
なお、上記の下限値及び上限値は、それぞれ任意で組み合わせることができる。
本発明におけるタイヤ骨格体は、樹脂材料で形成されている。
本発明において、「樹脂材料」は、樹脂(樹脂成分)を少なくとも含み、添加剤等の他の成分を含んでいてもよい。
また、本明細書において、「樹脂材料」とは、熱可塑性樹脂、熱可塑性エラストマー、及び熱硬化性樹脂を含む概念であるが、加硫ゴムは含まない。
熱硬化性樹脂としては、例えば、フェノール系熱硬化性樹脂、ユリア系熱硬化性樹脂、メラミン系熱硬化性樹脂、エポキシ系熱硬化性樹脂等が挙げられる。
熱可塑性樹脂としては、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、オレフィン系熱可塑性樹脂、ポリウレタン系熱可塑性樹脂、塩化ビニル系熱可塑性樹脂、ポリスチレン系熱可塑性樹脂等を例示することができる。これらは単独で又は2種以上を組み合わせて用いてもよい。これらの中でも、熱可塑性樹脂としては、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、及びオレフィン系熱可塑性樹脂から選ばれる少なくとも1種が好ましく、ポリアミド系熱可塑性樹脂及びポリエステル系熱可塑性樹脂から選ばれる少なくとも1種が更に好ましい。
ポリアミド系熱可塑性エラストマーとは、結晶性で融点の高いハードセグメントを形成するポリマーと非晶性でガラス転移温度の低いソフトセグメントを形成するポリマーとを有する共重合体からなる熱可塑性の樹脂材料であって、ハードセグメントを形成するポリマーの主鎖にアミド結合(-CONH-)を有するものを意味する。
ポリアミド系熱可塑性エラストマーとしては、例えば、少なくともポリアミドが結晶性で融点の高いハードセグメントを形成し、他のポリマー(例えば、ポリエステル、ポリエーテル等)が非晶性でガラス転移温度の低いソフトセグメントを形成している材料が挙げられる。また、ポリアミド系熱可塑性エラストマーは、ハードセグメント及びソフトセグメントの他に、ジカルボン酸等の鎖長延長剤を用いて形成されてもよい。
ポリアミド系熱可塑性エラストマーとしては、具体的には、JIS K6418:2007に規定されるアミド系熱可塑性エラストマー(TPA)等や、特開2004-346273号公報に記載のポリアミド系エラストマー等を挙げることができる。
一般式(1)
[一般式(1)中、R1は、炭素数2~20の炭化水素の分子鎖又は炭素数2~20のアルキレン基を表す。]
一般式(2)
[一般式(2)中、R2は、炭素数3~20の炭化水素の分子鎖又は炭素数3~20のアルキレン基を表す。]
一般式(1)又は一般式(2)で表されるモノマーとしては、ω-アミノカルボン酸又はラクタムが挙げられる。また、ハードセグメントを形成するポリアミドとしては、これらω-アミノカルボン酸又はラクタムの重縮合体、ジアミンとジカルボン酸との共縮重合体等が挙げられる。
ジアミンとしては、例えば、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4-トリメチルヘキサメチレンジアミン、2,4,4-トリメチルヘキサメチレンジアミン、3-メチルペンタメチレンジアミン、メタキシレンジアミン等の炭素数2~20の脂肪族ジアミン等のジアミン化合物を挙げることができる。また、ジカルボン酸は、HOOC-(R3)m-COOH(R3:炭素数3~20の炭化水素の分子鎖、m:0又は1)で表すことができ、例えば、シュウ酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸等の炭素数2~20の脂肪族ジカルボン酸を挙げることができる。
ハードセグメントを形成するポリアミドとしては、ラウリルラクタム、ε-カプロラクタム、又はウデカンラクタムを開環重縮合したポリアミドを好ましく用いることができる。
ここで、「ABA型トリブロックポリエーテル」とは、下記一般式(3)に示されるポリエーテルを意味する。

一般式(3)
[一般式(3)中、x及びzは、1~20の整数を表す。yは、4~50の整数を表す。]
ポリスチレン系熱可塑性エラストマーとしては、例えば、少なくともポリスチレンがハードセグメントを形成し、他のポリマー(例えば、ポリブタジエン、ポリイソプレン、ポリエチレン、水添ポリブタジエン、水添ポリイソプレン等)が非晶性でガラス転移温度の低いソフトセグメントを形成している材料が挙げられる。ハードセグメントを形成するポリスチレンとしては、例えば、公知のラジカル重合法、イオン性重合法等で得られるものが好ましく用いられ、具体的には、アニオンリビング重合を持つポリスチレンが挙げられる。また、ソフトセグメントを形成するポリマーとしては、例えば、ポリブタジエン、ポリイソプレン、ポリ(2,3-ジメチル-ブタジエン)等が挙げられる。
また、ソフトセグメントを形成するポリマーの数平均分子量としては、5000~1000000が好ましく、10000~800000が更に好ましく、30000~500000が特に好ましい。さらに、ハードセグメント(x)及びソフトセグメント(y)との体積比(x:y)は、成形性の観点から、5:95~80:20が好ましく、10:90~70:30が更に好ましい。
ポリスチレン系熱可塑性エラストマーとしては、例えば、スチレン-ブタジエン系共重合体[SBS(ポリスチレン-ポリ(ブチレン)ブロック-ポリスチレン)、SEBS(ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン)]、スチレン-イソプレン共重合体(ポリスチレン-ポリイソプレンブロック-ポリスチレン)、スチレン-プロピレン系共重合体[SEP(ポリスチレン-(エチレン/プロピレン)ブロック)、SEPS(ポリスチレン-ポリ(エチレン/プロピレン)ブロック-ポリスチレン)、SEEPS(ポリスチレン-ポリ(エチレン-エチレン/プロピレン)ブロック-ポリスチレン)、SEB(ポリスチレン(エチレン/ブチレン)ブロック)]等が挙げられる。
ポリウレタン系熱可塑性エラストマーとしては、例えば、少なくともポリウレタンが物理的な凝集によって疑似架橋を形成しているハードセグメントを形成し、他のポリマーが非晶性でガラス転移温度の低いソフトセグメントを形成している材料が挙げられる。
ポリウレタン系熱可塑性エラストマーとしては、具体的には、JIS K6418:2007に規定されるポリウレタン系熱可塑性エラストマー(TPU)が挙げられる。ポリウレタン系熱可塑性エラストマーは、下記式Aで表される単位構造を含むソフトセグメントと、下記式Bで表される単位構造を含むハードセグメントとを含む共重合体として表すことができる。
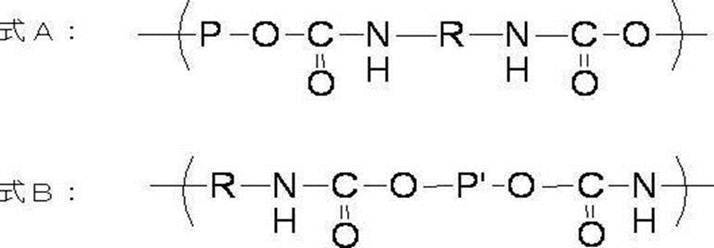
[式中、Pは、長鎖脂肪族ポリエーテル又は長鎖脂肪族ポリエステルを表す。Rは、脂肪族炭化水素、脂環族炭化水素、又は芳香族炭化水素を表す。P’は、短鎖脂肪族炭化水素、脂環族炭化水素、又は芳香族炭化水素を表す。]
これらは、単独で又は2種以上を組み合わせて用いることができる。
また、Rで表される脂環族炭化水素を含むジイソシアネート化合物としては、例えば、1,4-シクロヘキサンジイソシアネート、4,4-シクロヘキサンジイソシアネート等が挙げられる。さらに、Rで表される芳香族炭化水素を含む芳香族ジイソシアネート化合物としては、例えば、4,4’-ジフェニルメタンジイソシアネート、トリレンジイソシアネート等が挙げられる。
これらは、単独で又は2種以上を組み合わせて用いることができる。
また、P’で表される脂環族炭化水素を含む脂環族ジオール化合物としては、例えば、シクロペンタン-1,2-ジオール、シクロヘキサン-1,2-ジオール、シクロヘキサン-1,3-ジオール、シクロヘキサン-1,4-ジオール、シクロヘキサン-1,4-ジメタノール等が挙げられる。
さらに、P’で表される芳香族炭化水素を含む芳香族ジオール化合物としては、例えば、ヒドロキノン、レゾルシン、クロロヒドロキノン、ブロモヒドロキノン、メチルヒドロキノン、フェニルヒドロキノン、メトキシヒドロキノン、フェノキシヒドロキノン、4,4’-ジヒドロキシビフェニル、4,4’-ジヒドロキシジフェニルエーテル、4,4’-ジヒドロキシジフェニルサルファイド、4,4’-ジヒドロキシジフェニルスルホン、4,4’-ジヒドロキシベンゾフェノン、4,4’-ジヒドロキシジフェニルメタン、ビスフェノールA、1,1-ジ(4-ヒドロキシフェニル)シクロヘキサン、1,2-ビス(4-ヒドロキシフェノキシ)エタン、1,4-ジヒドロキシナフタリン、2,6-ジヒドロキシナフタリン等が挙げられる。
これらは、単独で又は2種以上を組み合わせて用いることができる。
ポリウレタン系熱可塑性エラストマーとしては、具体的には、芳香族ジオールと芳香族ジイソシアネートとからなるハードセグメントと、ポリ炭酸エステルからなるソフトセグメントとの組合せが好ましく、より具体的には、トリレンジイソシアネート(TDI)/ポリエステル系ポリオール共重合体、TDI/ポリエーテル系ポリオール共重合体、TDI/カプロラクトン系ポリオール共重合体、TDI/ポリカーボネート系ポリオール共重合体、4,4’-ジフェニルメタンジイソシアネート(MDI)/ポリエステル系ポリオール共重合体、MDI/ポリエーテル系ポリオール共重合体、MDI/カプロラクトン系ポリオール共重合体、MDI/ポリカーボネート系ポリオール共重合体、及びMDI+ヒドロキノン/ポリヘキサメチレンカーボネート共重合体から選ばれる少なくとも1種が好ましく、TDI/ポリエステル系ポリオール共重合体、TDI/ポリエーテル系ポリオール共重合体、MDI/ポリエステルポリオール共重合体、MDI/ポリエーテル系ポリオール共重合体、及びMDI+ヒドロキノン/ポリヘキサメチレンカーボネート共重合体から選ばれる少なくとも1種が更に好ましい。
オレフィン系熱可塑性エラストマーとしては、例えば、少なくともポリオレフィンが結晶性で融点の高いハードセグメントを形成し、他のポリマー(例えば、ポリオレフィン、他のポリオレフィン、ポリビニル化合物等)が非晶性でガラス転移温度の低いソフトセグメントを形成している材料が挙げられる。ハードセグメントを形成するポリオレフィンとしては、例えば、ポリエチレン、ポリプロピレン、アイソタクチックポリプロピレン、ポリブテン等が挙げられる。
オレフィン系熱可塑性エラストマーとしては、例えば、オレフィン-α-オレフィンランダム共重合体、オレフィンブロック共重合体等が挙げられ、具体的には、プロピレンブロック共重合体、エチレン-プロピレン共重合体、プロピレン-1-ヘキセン共重合体、プロピレン-4-メチル-1ペンテン共重合体、プロピレン-1-ブテン共重合体、エチレン-1-ヘキセン共重合体、エチレン-4-メチル-ペンテン共重合体、エチレン-1-ブテン共重合体、1-ブテン-1-ヘキセン共重合体、1-ブテン-4-メチル-ペンテン、エチレン-メタクリル酸共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-メタクリル酸エチル共重合体、エチレン-メタクリル酸ブチル共重合体、エチレン-メチルアクリレート共重合体、エチレン-エチルアクリレート共重合体、エチレン-ブチルアクリレート共重合体、プロピレン-メタクリル酸共重合体、プロピレン-メタクリル酸メチル共重合体、プロピレン-メタクリル酸エチル共重合体、プロピレン-メタクリル酸ブチル共重合体、プロピレン-メチルアクリレート共重合体、プロピレン-エチルアクリレート共重合体、プロピレン-ブチルアクリレート共重合体、エチレン-酢酸ビニル共重合体、プロピレン-酢酸ビニル共重合体等が挙げられる。
また、エチレンとプロピレンといったように2種以上のオレフィン樹脂を組み合わせて用いてもよい。また、オレフィン系熱可塑性エラストマー中のオレフィン樹脂の含有率は、50質量%以上100質量%以下が好ましい。
オレフィン系熱可塑性エラストマーは、公知の方法によって共重合することで合成することができる。
「オレフィン熱可塑性エラストマーを酸変性してなるもの」とは、オレフィン熱可塑性エラストマーに、カルボン酸基、硫酸基、燐酸基等の酸性基を有する不飽和化合物を結合させることをいう。
オレフィン熱可塑性エラストマーに、カルボン酸基、硫酸基、燐酸基等の酸性基を有する不飽和化合物を結合させることとしては、例えば、オレフィン系熱可塑性エラストマーに、酸性基を有する不飽和化合物として、不飽和カルボン酸(一般的には、無水マレイン酸)の不飽和結合部位を結合(例えば、グラフト重合)させることが挙げられる。
酸性基を有する不飽和化合物としては、オレフィン熱可塑性エラストマーの劣化抑制の観点からは、弱酸基であるカルボン酸基を有する不飽和化合物が好ましく、例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸等が挙げられる。
ポリエステル系熱可塑性エラストマーとしては、例えば、少なくともポリエステルが結晶性で融点の高いハードセグメントを形成し、他のポリマー(例えば、ポリエステル又はポリエーテル等)が非晶性でガラス転移温度の低いソフトセグメントを形成している材料が挙げられる。
ハードセグメントを形成するポリエステルとしては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート等が挙げられ、ポリブチレンテレフタレートが好ましい。
脂肪族ポリエーテルとしては、ポリ(エチレンオキシド)グリコール、ポリ(プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、ポリ(ヘキサメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドとの共重合体、ポリ(プロピレンオキシド)グリコールのエチレンオキシド付加重合体、エチレンオキシドとテトラヒドロフランとの共重合体等が挙げられる。
脂肪族ポリエステルとしては、ポリ(ε-カプロラクトン)、ポリエナントラクトン、ポリカプリロラクトン、ポリブチレンアジペート、ポリエチレンアジペート等が挙げられる。
これらの脂肪族ポリエーテル及び脂肪族ポリエステルの中でも、得られるポリエステルブロック共重合体の弾性特性の観点から、ソフトセグメントを形成するポリマーとしては、ポリ(テトラメチレンオキシド)グリコール、ポリ(プロピレンオキシド)グリコールのエチレンオキシド付加物、ポリ(ε-カプロラクトン)、ポリブチレンアジペート、ポリエチレンアジペート等が好ましい。
また、樹脂材料には、所望に応じて、ゴム、エラストマー、熱可塑性樹脂、各種充填剤(例えば、シリカ、炭酸カルシウム、クレイ等)、老化防止剤、オイル、可塑剤、発色剤、耐候剤等の各種添加剤を含有(ブレンド)させてもよい。
[第一の実施形態]
まず、図1A及び図1Bを参照しながら、本発明の第一の実施形態に係るタイヤ10について説明する。図1Aは、第一の実施形態に係るタイヤの一部の断面を示す斜視図である。図1Bは、リムに装着したビード部の断面図である。図1Aに示すように、第一の実施形態に係るタイヤ10は、従来の一般的なゴム製の空気入りタイヤと略同様の断面形状を呈している。
本発明の第一の実施形態に係るタイヤ10では、タイヤケース半体17Aが射出成形により成形されているが、これに限定されず、例えば、真空成形、圧空成形、メルトキャスティング等により成形されていてもよい。また、第一の実施形態に係るタイヤ10では、タイヤケース17は、2つの部材(タイヤケース半体17A)を接合して形成されているが、これに限定されず、低融点金属を用いた溶融中子方式、割り中子方式、又はブロー成形によってタイヤケースを1つの部材としてもよく、3つ以上の部材を接合して形成されていてもよい。
また、本発明の第一の実施形態に係るタイヤ10では、ビード部12のリム20と接触する部分や、少なくともリム20のリムフランジ22と接触する部分に、ゴムからなる円環状のシール層24が形成されている。シール層24は、タイヤケース17(ビード部12)とビードシート21とが接触する部分にも形成されていてもよい。シール層24の形成材料としてゴムを用いる場合には、従来の一般的なゴム製の空気入りタイヤのビード部外面に用いられているゴムと同種のゴムを用いることが好ましい。なお、ゴムのシール層24は、タイヤケース17を形成する樹脂材料のみでリム20との間のシール性が確保できれば省略してもよい。
図2に示すように、本発明の第一の実施形態に係るタイヤ10では、樹脂被覆コード26は、タイヤケース17の軸方向に沿った断面視で、その少なくとも一部がクラウン部16に埋設された状態で螺旋状に巻回されている。そして、樹脂被覆コード26のクラウン部16に埋設された部分は、クラウン部16(タイヤケース17)を構成する樹脂材料と密着した状態となっている。図2におけるLは、クラウン部16(タイヤケース17)に対する樹脂被覆コード26のタイヤ回転軸方向への埋設深さを示す。本発明の第一の実施形態に係るタイヤ10では、樹脂被覆コード26のクラウン部16に対する埋設深さLは、樹脂被覆コード26の直径Dの1/2である。
[タイヤケース成形工程]
まず、薄い金属の支持リングに支持されたタイヤケース半体同士を互いに向かい合わせる。次に、タイヤケース半体の突き当て部分の外周面と接するように、接合金型を設置する。ここで、上記接合金型は、タイヤケース半体の接合部(突き当て部分)周辺を所定の圧力で押圧するように構成されている(図示せず)。次に、タイヤケース半体の接合部周辺を、タイヤケースを形成する熱可塑性樹脂材料(本実施形態では、ポリアミド系熱可塑性エラストマー)の融点(又は軟化点)以上で押圧する。タイヤケース半体の接合部が接合金型によって加熱・加圧されると、上記接合部が溶融し、タイヤケース半体同士が融着し、これら部材が一体となってタイヤケース17が形成される。
次に、樹脂被覆コード成形工程について説明する。リールから巻出したスチールコード27の外周面に、塗布ノズルを用いて溶剤系接着剤を塗布した後、乾燥炉を通過させ、接着剤中の溶剤を揮発させる。接着剤層が形成されたスチールコードの外周を、押出機から押し出した被覆用組成物(本実施形態では、ポリアミド系熱可塑性エラストマー)で被覆することで、スチールコード27の外周が溶剤系接着剤を含む接着層を介して被覆用組成物28で被覆された樹脂被覆コード26を形成する。そして、形成された樹脂被覆コード26をリール58に巻き取る。
次に、図3を参照しながら、樹脂被覆コード巻回工程について説明する。図3は、樹脂被覆コード加熱装置及びローラ類を用いてタイヤケースのクラウン部に樹脂被覆コードを設置する動作を説明するための説明図である。図3において、樹脂被覆コード供給装置56は、樹脂被覆コード26を巻き付けたリール58と、リール58のコード搬送方向下流側に配置された、樹脂被覆コード加熱装置59と、樹脂被覆コード26の搬送方向下流側に配置された第1のローラ60と、第1のローラ60をタイヤ外周面に対して接離する方向に移動する第1のシリンダ装置62と、第1のローラ60の樹脂被覆コード26の搬送方向下流側に配置される第2のローラ64と、及び第2のローラ64をタイヤ外周面に対して接離する方向に移動する第2のシリンダ装置66と、を備えている。第2のローラ64は、金属製の冷却用ローラとして利用することができる。また、第1のローラ60又は第2のローラ64の表面は、溶融又は軟化した樹脂材料の付着を抑制するために、フッ素樹脂(本実施形態では、テフロン(登録商標))でコーティングされている。以上により、加熱された樹脂被覆コードはケース樹脂に強固に一体化される。
そして、タイヤケース17のビード部12に、加硫済みのゴムからなるシール層24を、接着剤等を用いて接着すれば、タイヤ10の完成となる。
本発明の第一の実施形態に係るタイヤ10では、ポリアミド系熱可塑性エラストマーで形成されたタイヤケース17の外周面に、スチールコード27を芯とし、このスチールコード27を、フェノール系樹脂を含有する溶剤系接着剤を含む接着層25を介して、ポリアミド系熱可塑性エラストマーを含む被覆用組成物28で被覆した樹脂被覆コード26が巻回されている。
被覆用組成物28に含まれる熱可塑性材料は、タイヤケース17を形成する樹脂材料と同種のポリアミド系熱可塑性エラストマーであるため、被覆用組成物28とタイヤケース17とは接着性が高い。また、接着層25に含まれるフェノール系樹脂を含有する溶剤系接着剤は、スチールコード27、及びポリアミド系熱可塑性エラストマーを含む被覆用組成物28との接着性が高い。このように、樹脂被覆コード26がタイヤケース17を形成する樹脂材料と同種のポリアミド系熱可塑性エラストマーを含む被覆用組成物28で被覆されていると、異種の樹脂材料を用いる場合と比較して、樹脂被覆コード26とタイヤケースとの硬さの差が小さくなる。そのため、樹脂被覆コード26をタイヤケース17に十分に密着・固定することができる。
さらに、本発明の第一の実施形態に係るタイヤ10では、スチールコード27を、ポリアミド系熱可塑性エラストマーを含む被覆用組成物28で直接被覆するのではなく、スチールコード27及び被覆用組成物28の両方に対して高い接着性を示すフェノール系樹脂を含有する溶剤系接着剤を含む接着層25を介している。そのため、スチールコード27は、被覆用組成物28に対して優れた引き抜き耐性を示す。その結果、タイヤ製造時に気泡が残存するのを効果的に防止することができ、走行時に補強金属コード部材が動くことを効果的に抑制することができる。
また、本発明の第一の実施形態に係るタイヤの製造方法では、樹脂被覆コード加熱装置59の熱源をヒーター及びファンとする態様としたが、本発明はこの態様に限定されず、樹脂被覆コード26を輻射熱(例えば、赤外線等)で直接加熱する態様としてもよい。
樹脂被覆コード26は、螺旋巻きすることが製造上は容易であるが、幅方向で樹脂被覆コード26を不連続に配置する方法等も考えられる。
次に、図4を参照しながら、本発明の第二の実施形態に係るタイヤについて説明する。図4は、本発明の第二の実施形態に係るタイヤのタイヤケースのクラウン部上に、補強金属コード部材が埋設された補強コード被覆層を有する態様を示す、タイヤ回転軸に沿った断面図である。
図4に示すように、本発明の第二の実施形態に係るタイヤは、タイヤケースのクラウン部16の表面にスチールコード27(補強金属コード部材)が埋設された補強コード被覆層29を有し、補強コード被覆層29上にトレッド30が配置されている。本発明の第二の実施形態に係るタイヤは、上記の点以外は第一の実施形態と同様の構成を有し、上記第一の実施形態と同様の構成については同様の番号を付している。
図4に示すように、本発明の第二の実施形態に係るタイヤには、クラウン部16に、タイヤケース17の周方向に巻回されたスチールコード27が埋設された補強コード被覆層29が設けられている。ここで、スチールコード27は、その一部が接着層25を介してタイヤケース17のクラウン部16の表面に埋設されている。補強コード被覆層29は、少なくともポリアミド系熱可塑性エラストマーを含む被覆用組成物(上記第一の実施形態における被覆用組成物28と同様の被覆用組成物)を用いて形成されている。また、接着層25は、フェノール系樹脂を含有する溶剤系接着剤(上記第一の実施形態と同様の溶剤系接着剤)を用いて形成されている。
[骨格形成工程]
まず、上述の第一の実施形態と同様にして、タイヤケース半体17Aを形成し、これを接合金型によって加熱・押圧し、タイヤケース17を形成する。
本発明の第二の実施形態に係るタイヤの製造装置は、上述の第一の実施形態と同様であり、上述の第一の実施形態の図3に示す樹脂被覆コード供給装置56におけるリール58には、スチールコード27を巻き付けたものが用いられる。次いで、リール58に巻き付けられたスチールコード27は、第一の実施形態と同様にして、タイヤケース17の外周面にその一部が埋設されながら、タイヤケース17の外周面に沿って巻回される。本発明の第二の実施形態に係るタイヤの製造方法では、後述のように、補強コード被覆層29を形成した後、該層に接着層25を介してスチールコード27を埋設させることで、スチールコード27の外周表面に少なくともポリアミド系熱可塑性エラストマーを含む被覆用組成物を被覆させる。
このため、本発明の第二の実施形態に係るタイヤの製造方法では、スチールコード27のクラウン部16に対する埋設深さLは、スチールコード27の直径D2の1/5以下となるように設定することが好ましい。
次に、スチールコード27を埋設させたタイヤケース17の外周面に、上記被覆用組成物を、溶融押出機等(図示せず)を用いて塗布し、補強コード被覆層29を形成する。
形成した補強コード被覆層29上に、未加硫状態のクッションゴムを1周分巻き付け、そのクッションゴムの上に、例えば、ゴムセメント組成物等の接合剤を塗布し、その上に加硫済み又は半加硫状態のトレッドゴムを1周分巻き付けて、生タイヤケース状態とする。
そして、タイヤケース17のビード部12に、加硫済みのゴムからなるシール層24を、接着剤等を用いて接着すれば、本発明の第二の実施形態に係るタイヤの完成となる。
本発明の第二の実施形態に係るタイヤでは、第一の実施形態に係るタイヤの効果に加えて、タイヤケース17の外周面上に補強コード被覆層29を設けているので、スチールコード27を更に強固にタイヤケース17上に固定することができるという効果を奏する。
上述の樹脂被覆コード成形工程に従い、平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)に、表1に記載の溶剤系接着剤A-1を塗布した後、乾燥炉で70℃にて1分間乾燥させて、マルチフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、接着層が形成されたマルチフィラメントの外周を、押出機にて押し出した樹脂N-1で被覆し、冷却することにより、マルチフィラメントの外周が、溶剤系接着剤A-1を含む接着層を介して被覆用組成物N-1で被覆された補強金属コードを得た。
得られた補強金属コードを用いて、上述の第一の実施形態と同様の方法により、タイヤを形成した。タイヤ骨格体の形成材料には、表1に記載のN-1を用いた。
実施例1において、溶剤系接着剤A-1を、表1に記載の溶剤系接着剤に変更した以外は実施例1と同様にして、補強金属コード及びタイヤを作製した。
実施例1において、溶剤系接着剤A-1及び被覆用組成物N-1を、表1に記載の溶剤系接着剤及び被覆用組成物に変更した以外は実施例1と同様にして、補強金属コード及びタイヤを作製した。
上述の樹脂被覆コード成形工程に従い、平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)に、表1に記載の溶剤系接着剤A-3を塗布した後、乾燥炉で70℃にて1分間乾燥させて、モノフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、接着層が形成されたモノフィラメントの外周を、押出機にて押し出した樹脂N-1で被覆し、冷却することにより、モノフィラメントの外周が、溶剤系接着剤A-3を含む接着層を介して被覆用組成物N-1で被覆された補強金属コードを得た。
得られた補強金属コードを用いて、上述の第一の実施形態と同様の方法により、タイヤを形成した。タイヤ骨格体の形成材料には、表1に記載のN-1を用いた。
実施例1において、接着層を介在させずに、マルチフィラメントの外周を被覆用組成物N-1で被覆した以外は実施例1と同様にして、補強金属コード及びタイヤを作製した。
実施例1において、マルチフィラメントの外周面を有機メッキ処理した以外は実施例1と同様にして、補強金属コード及びタイヤを作製した。
上述の樹脂被覆コード成形工程に従い、平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)に、表1に記載の溶剤系接着剤A-3を塗布した後、乾燥炉で70℃にて1分間乾燥させて、モノフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、接着層が形成されたモノフィラメントの外周を、押出機にて押し出した樹脂P-2で被覆し、冷却することにより、モノフィラメントの外周が、溶剤系接着剤A-3を含む接着層を介して被覆用組成物P-2で被覆された補強金属コードを得た。
次いで、得られた補強金属コードを成型用のドラムに巻回し、巻回後に周上の1か所で切り離すことで、タイヤ補強用のシート状ベルトを作製した。
作製したシート状ベルトを生タイヤケースに1周分巻きつけ、加硫を行うことで、加硫済タイヤケースを形成した。次いで、上述の第一の実施形態の方法を用いてトレッドを配置し、タイヤを作成した。なお、タイヤ骨格体には、従来のゴム製タイヤ骨格体材料(ゴムX)を用いた。
上述の樹脂被覆コード成形工程に従い、平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)に、表1に記載の溶剤系接着剤A-3を塗布した後、乾燥炉で70℃にて1分間乾燥させて、モノフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、接着層が形成されたモノフィラメントの外周を、押出機にて押し出した樹脂P-2で被覆し、冷却することにより、モノフィラメントの外周が、溶剤系接着剤A-3を含む接着層を介して被覆用組成物P-2で被覆された補強金属コードを得た。
得られた補強金属コードを生タイヤケースに巻回した後に、加硫を行うことで、加硫済タイヤケースを形成した。次いで、上述の第一の実施形態の方法を用いてトレッドを配置し、タイヤを作成した。なお、タイヤ骨格体には、従来のゴム製タイヤ骨格体材料(ゴムX)を用いた。
上述の樹脂被覆コード成形工程に従い、平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)に、表1に記載の溶剤系接着剤A-3を塗布した後、乾燥炉で70℃にて1分間乾燥させて、マルチフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、接着層が形成されたマルチフィラメントの外周を、押出機にて押し出した樹脂N-1で被覆し、冷却することにより、マルチフィラメントの外周が、溶剤系接着剤A-3を含む接着層を介して被覆用組成物N-1で被覆された補強金属コードを得た。
得られた補強金属コードを、上述の第一の実施形態の方法を用いて成型用のドラムに巻回し、巻回後に周上の1か所で切り離すことで、タイヤ補強用のシート状ベルトを作製した。
その後、作製したシート状ベルトを、100℃~250℃に加熱しながらタイヤ骨格体に1周分巻きつけることにより、タイヤを形成した。タイヤ骨格体の形成材料には、表1に記載のN-1を用いた。
平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)の外周を、押出機にて押し出した樹脂P-2で被覆し、冷却することにより、モノフィラメントの外周が、被覆用組成物P-2で被覆された補強金属コードを得た。
次いで、得られた補強金属コードを成型用のドラムに巻回し、巻回後に周上の1か所で切り離すことで、タイヤ補強用のシート状ベルトを作製した。
作製したシート状ベルトを生タイヤケースに1周分巻きつけ、加硫を行うことで、加硫済タイヤケースを形成した。次いで、上述の第一の実施形態の方法を用いてトレッドを配置し、タイヤを作成した。なお、タイヤ骨格体には、従来のゴム製タイヤ骨格体材料(ゴムX)を用いた。
1.引き抜き試験
[実施例1~12、及び比較例5]
引き抜き試験は、以下に示す手順にて行なった。
上述の樹脂被覆コード成形工程に従い、平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)に、表1に記載の溶剤系接着剤を塗布した後、乾燥炉で70℃にて1分間乾燥させ、マルチフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、この接着層が形成されたマルチフィラメントを、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)を充填して射出成形を行なった。そして、得られた補強金属コードを含む円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、マルチフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。結果を表1に示す。なお、引抜力の測定値が大きいほど補強金属コード部材の引き抜き耐性が優れていることを示す。
上述の樹脂被覆コード成形工程に従い、平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)に、表1に記載の溶剤系接着剤を塗布した後、乾燥炉で70℃にて1分間乾燥させ、モノフィラメントの外周面に平均層厚10μmの接着層を形成した。次いで、この接着層が形成されたモノフィラメントを、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)を充填して射出成形を行なった。そして、得られた補強金属コードを含む円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、モノフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。結果を表1に示す。
平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)を、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)を充填して射出成形を行なった。そして、得られた円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、マルチフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。結果を表1に示す。
平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)の外周面を有機メッキ処理した後、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)を充填して射出成形を行なった。そして、得られた円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、外周面を有機メッキ処理したマルチフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。結果を表1に示す。
平均直径φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)を充填して射出成形を行なった。そして、得られた円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、モノフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。結果を表1に示す。
水圧強度試験には、上述の実施例及び上述の比較例にて形成したタイヤを用いた。タイヤをリムサイズ13×4.5Jのリムに装着した後、水を供給し、内圧を上げ続けた。そして、タイヤが破壊した時の圧力を計測し、下記の評価基準に従って評価を行なった。結果を表1に示す。なお、破壊時の圧力が高いほどタイヤの耐久性が優れていることを示し、[A]及び[B]に分類されるものであれば実用上好ましいと言える。
-評価基準-
A:破壊時の圧力は1800kPa以上であった。
B:破壊時の圧力は1500kPa以上、1800未満であった。
C:破壊時の圧力は1200kPa以上、1500未満であった。
D:破壊時の圧力は1200kPa未満であった。
耐久ドラム試験には、上述の実施例及び上述の比較例にて形成したタイヤを用いた。タイヤを25±2℃の室内で内圧3.0kg/cm2に調整した後、24時間放置した。その後、空気圧の再調整を行ない、JIS荷重の2倍荷重をタイヤに負荷して、直径約3mのドラム上で、速度60km/hにて最大2万km走行させた。そして、タイヤが故障するまでに走行した距離を計測し、下記の評価基準に従って評価を行なった。結果を表1に示す。なお、走行距離が長いほどタイヤの耐久性が優れていることを示し、[A]及び[B]に分類されるものであれば実用上好ましいと言える。
-評価基準-
A:2万km完走した。
B:走行距離は1万5000km以上、2万km未満であった。
C:走行距離は1万km以上、1万5000km未満であった。
D:走行距離は1万km未満であった。
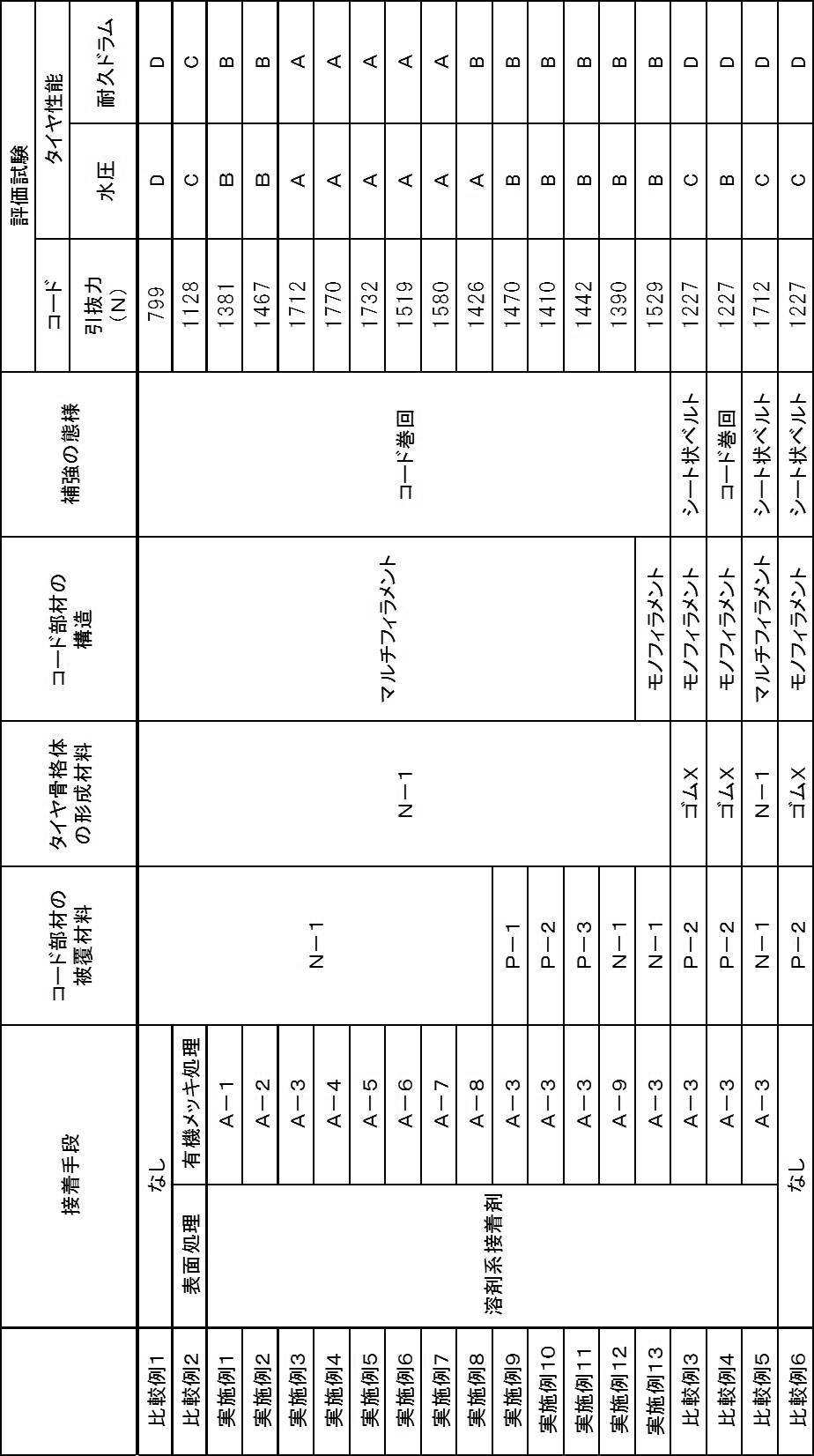
・A-1:ロード・ファー・イースト・インコーポレイテッド社製の「ケムロック218E」(主成分:ポリビニルアルコール+合成樹脂、固形分:18質量%~21質量%、溶剤:トルエン)
・A-2:ロード・ファー・イースト・インコーポレイテッド社製の「ケムロック233X-HR」(主成分:オレフィン系樹脂+クロロスルフォン化ゴム、固形分:25質量%~29質量%、溶剤:トルエン)
・A-3:ロード・ファー・イースト・インコーポレイテッド社製の「ケムロック210」(主成分:エポキシ系樹脂(ポリヒドロキシエーテル系)、固形分:22.5質量%~25.5質量%、溶剤:メチルエチルケトン)
・A-4:ロード・ファー・イースト・インコーポレイテッド社製の「ケムロック219」(主成分:フェノール系樹脂+合成樹脂、固形分:23質量%~26.5質量%、溶剤:エタノール)
・A-5:(株)東洋化学研究所製の「メタロックUA」(主成分:フェノール系樹脂+変性EVA、固形分:25質量%~29質量%、溶剤:メチルエチルケトン)
・A-6:(株)東洋化学研究所製の「メタロックC12」(主成分:フェノール系樹脂+合成ゴム、固形分:18質量%~22質量%、溶剤:メチルエチルケトン)
・A-7:(株)東洋化学研究所製の「メタロックN23」(主成分:フェノール系樹脂+合成ゴム+エポキシ系樹脂、固形分:18質量%~22質量%、溶剤:メチルエチルケトン)
・A-8:(株)東洋化学研究所製の「メタロックPH56」(主成分:エポキシ系樹脂+フェノール系樹脂、固形分:22質量%~28質量%、溶剤:メチルエチルケトン)
・A-9:東リ(株)製の「USセメント」(ウレタン樹脂系接着剤)
・N-1:宇部興産(株)製の「UBESTA XPA9055X1」(ポリアミド系熱可塑性エラストマー)
・P-1:東レ・デュポン(株)製の「ハイトレル5557」(ポリエステル系熱可塑性エラストマー)
・P-2:表2に示す材料
・P-3:宇部興産(株)製の「3024U」(アミド系熱可塑性樹脂)
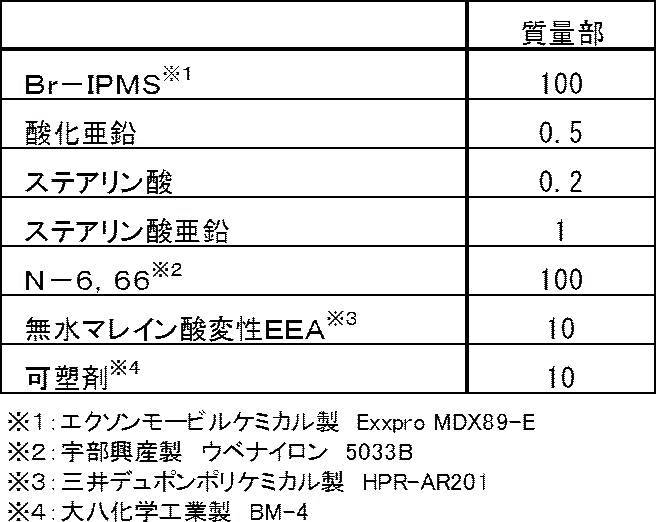
1.引き抜き試験
接着層の平均層厚が異なる補強金属コード部材について、引き抜き試験を行なった。
上述の樹脂被覆コード成形工程に従い、平均直径φ1.15mmのマルチフィラメント(φ0.35mmのモノフィラメント(スチール製、強力:280N、伸度:3%)を撚った撚り線)に、表1に記載の溶剤系接着剤A-4と同じものを塗布した後、乾燥炉で70℃にて1分間乾燥させ、マルチフィラメントの外周面に、表3に示す平均層厚の接着層を形成した。次いで、この接着層が形成されたマルチフィラメントを、φ10mm、長さ60mmの円柱状キャビチィーを有する金型の中心にセットし、表1に記載の被覆材料(被覆用組成物)N-1と同じものを充填して射出成形を行なった。そして、得られた補強金属コードを含む円柱状樹脂物から、島津製作所(株)製のオートグラフ「AG-5KNK」を用いて、引張速度50mm/minで、マルチフィラメントを引き抜き、引き抜きの際の引抜力(単位:N)を測定した。測定用の補強金属コードを含む円柱状樹脂物は、各平均層厚につき、3つ準備し、これらの測定値の平均値を採用した。
なお、表3に示す接着層の平均層厚が0.0μmの測定には、比較例1の円柱状樹脂物を用いた。
結果を表3に示す。
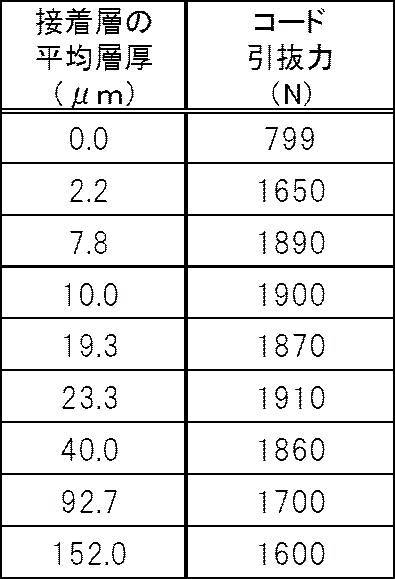
本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的に、かつ、個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
Claims (8)
- 樹脂材料で形成された環状のタイヤ骨格体と、該タイヤ骨格体の外周部に巻回される補強金属コード部材と、を有し、
前記補強金属コード部材の少なくとも一部が、溶剤系接着剤を含む接着層を介して、熱可塑性樹脂及び熱可塑性エラストマーから選ばれる少なくとも1種の熱可塑性材料を含む被覆用組成物で被覆されているタイヤ。 - 前記溶剤系接着剤が、エポキシ系樹脂、フェノール系樹脂、オレフィン系樹脂、及びビニル系樹脂から選ばれる少なくとも1種を含む請求項1に記載のタイヤ。
- 前記被覆用組成物に含まれる前記熱可塑性材料が、ポリアミド系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、ポリアミド系熱可塑性エラストマー、及びポリエステル系熱可塑性エラストマーから選ばれる少なくとも1種である請求項1又は請求項2に記載のタイヤ。
- 前記被覆用組成物に含まれる前記熱可塑性材料が、ポリアミド系熱可塑性エラストマー、及びポリエステル系熱可塑性エラストマーから選ばれる少なくとも1種である請求項1~請求項3のいずれか1項に記載のタイヤ。
- 前記溶剤系接着剤が、エポキシ系樹脂及びフェノール系樹脂から選ばれる少なくとも1種を含む請求項1~請求項4のいずれか1項に記載のタイヤ。
- 前記タイヤ骨格体を形成する前記樹脂材料が、ポリアミド系熱可塑性エラストマーである請求項1~請求項5のいずれか1項に記載のタイヤ。
- 前記タイヤ骨格体を形成する前記樹脂材料と、前記被覆用組成物に含まれる前記熱可塑性材料と、が同種の熱可塑性樹脂又は熱可塑性エラストマーである請求項1~請求項6のいずれか1項に記載のタイヤ。
- 前記接着層の厚みが、7.8μm~40μmの範囲内である請求項1~請求項7のいずれか1項に記載のタイヤ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14788528.9A EP2990221B1 (en) | 2013-04-25 | 2014-04-25 | Tire |
| CN201480023347.6A CN105142928B (zh) | 2013-04-25 | 2014-04-25 | 轮胎 |
| US14/786,597 US20160075182A1 (en) | 2013-04-25 | 2014-04-25 | Tire |
| JP2015513863A JP6356663B2 (ja) | 2013-04-25 | 2014-04-25 | タイヤ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013092920 | 2013-04-25 | ||
| JP2013-092920 | 2013-04-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014175452A1 true WO2014175452A1 (ja) | 2014-10-30 |
Family
ID=51792012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/061793 WO2014175452A1 (ja) | 2013-04-25 | 2014-04-25 | タイヤ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160075182A1 (ja) |
| EP (1) | EP2990221B1 (ja) |
| JP (1) | JP6356663B2 (ja) |
| CN (1) | CN105142928B (ja) |
| WO (1) | WO2014175452A1 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017095616A (ja) * | 2015-11-25 | 2017-06-01 | 株式会社ブリヂストン | タイヤ |
| JP2017101352A (ja) * | 2015-12-01 | 2017-06-08 | 株式会社ブリヂストン | ゴム物品補強用スチールコードおよびこれを用いたタイヤ |
| WO2017104663A1 (ja) * | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| JP2017109619A (ja) * | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| CN107000480A (zh) * | 2014-11-26 | 2017-08-01 | 株式会社普利司通 | 轮胎 |
| CN107000479A (zh) * | 2014-11-26 | 2017-08-01 | 株式会社普利司通 | 轮胎 |
| CN107405952A (zh) * | 2015-03-06 | 2017-11-28 | 株式会社普利司通 | 轮胎 |
| CN107709040A (zh) * | 2015-06-29 | 2018-02-16 | 株式会社普利司通 | 轮胎和轮胎的制造方法 |
| WO2018230272A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2018230273A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2018230271A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2019230821A1 (ja) * | 2018-05-30 | 2019-12-05 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| WO2019230822A1 (ja) * | 2018-05-30 | 2019-12-05 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| CN112334323A (zh) * | 2018-06-22 | 2021-02-05 | 株式会社普利司通 | 树脂包覆帘线以及充气轮胎 |
| WO2021117418A1 (ja) * | 2019-12-12 | 2021-06-17 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材及びタイヤ |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120152428A1 (en) * | 2009-08-20 | 2012-06-21 | Bridgestone Corporation | Tire and tire manufacturing method |
| JP6830019B2 (ja) * | 2017-04-06 | 2021-02-17 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材及びタイヤ |
| JP6785196B2 (ja) | 2017-06-16 | 2020-11-18 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| JP6774386B2 (ja) * | 2017-06-19 | 2020-10-21 | 株式会社ブリヂストン | 空気入りタイヤ |
| WO2019092361A1 (fr) * | 2017-11-08 | 2019-05-16 | Compagnie Generale Des Etablissements Michelin | Pneumatique comportant une armature de sommet allegee |
| JP6992792B2 (ja) * | 2019-10-08 | 2022-01-13 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| US20230023212A1 (en) * | 2019-12-12 | 2023-01-26 | Bridgestone Corporation | Resin composition, resin-metal composite member, and tire |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03143701A (ja) | 1989-10-27 | 1991-06-19 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2001187680A (ja) * | 1999-10-22 | 2001-07-10 | Nagoya Gosei Kk | 金具付き熱可塑性エラストマー部品及びその製造方法 |
| JP2003104008A (ja) | 2001-09-28 | 2003-04-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2004346273A (ja) | 2003-05-26 | 2004-12-09 | Ube Ind Ltd | ポリアミド系エラストマー及びその製造方法 |
| JP4423772B2 (ja) | 2000-09-11 | 2010-03-03 | 横浜ゴム株式会社 | タイヤ用スチールコード及びラジアルタイヤ |
| JP2010053495A (ja) | 2008-08-29 | 2010-03-11 | Yokohama Rubber Co Ltd:The | タイヤ補強用スチールコード及びこれを使用した空気入りタイヤ |
| JP2011042235A (ja) * | 2009-08-20 | 2011-03-03 | Bridgestone Corp | タイヤ、及びタイヤの製造方法。 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4958305A (en) * | 1987-11-04 | 1990-09-18 | General Electric Company | Polygon edge clipping |
| JP3876473B2 (ja) * | 1996-06-04 | 2007-01-31 | 住友電気工業株式会社 | 窒化物単結晶及びその製造方法 |
| JP4465916B2 (ja) * | 2001-05-09 | 2010-05-26 | 横浜ゴム株式会社 | 熱可塑性エラストマー被覆スチールコードを用いた空気入りタイヤ |
| US20120152428A1 (en) * | 2009-08-20 | 2012-06-21 | Bridgestone Corporation | Tire and tire manufacturing method |
| WO2012009091A1 (en) * | 2010-07-16 | 2012-01-19 | Coda Automotive, Inc. | Battery with improved terminals |
| JP5588261B2 (ja) * | 2010-08-04 | 2014-09-10 | 株式会社ブリヂストン | タイヤの製造方法及びタイヤ |
| WO2012026547A1 (ja) * | 2010-08-25 | 2012-03-01 | 株式会社ブリヂストン | タイヤ、及びタイヤの製造方法 |
| JP5775320B2 (ja) * | 2011-02-15 | 2015-09-09 | 株式会社ブリヂストン | タイヤ |
-
2014
- 2014-04-25 JP JP2015513863A patent/JP6356663B2/ja active Active
- 2014-04-25 US US14/786,597 patent/US20160075182A1/en not_active Abandoned
- 2014-04-25 CN CN201480023347.6A patent/CN105142928B/zh active Active
- 2014-04-25 WO PCT/JP2014/061793 patent/WO2014175452A1/ja active Application Filing
- 2014-04-25 EP EP14788528.9A patent/EP2990221B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03143701A (ja) | 1989-10-27 | 1991-06-19 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2001187680A (ja) * | 1999-10-22 | 2001-07-10 | Nagoya Gosei Kk | 金具付き熱可塑性エラストマー部品及びその製造方法 |
| JP4423772B2 (ja) | 2000-09-11 | 2010-03-03 | 横浜ゴム株式会社 | タイヤ用スチールコード及びラジアルタイヤ |
| JP2003104008A (ja) | 2001-09-28 | 2003-04-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2004346273A (ja) | 2003-05-26 | 2004-12-09 | Ube Ind Ltd | ポリアミド系エラストマー及びその製造方法 |
| JP2010053495A (ja) | 2008-08-29 | 2010-03-11 | Yokohama Rubber Co Ltd:The | タイヤ補強用スチールコード及びこれを使用した空気入りタイヤ |
| JP2011042235A (ja) * | 2009-08-20 | 2011-03-03 | Bridgestone Corp | タイヤ、及びタイヤの製造方法。 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2990221A4 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107000480A (zh) * | 2014-11-26 | 2017-08-01 | 株式会社普利司通 | 轮胎 |
| EP3225424A4 (en) * | 2014-11-26 | 2018-06-06 | Bridgestone Corporation | Tire |
| EP3225425A4 (en) * | 2014-11-26 | 2017-11-29 | Bridgestone Corporation | Tire |
| CN107000479A (zh) * | 2014-11-26 | 2017-08-01 | 株式会社普利司通 | 轮胎 |
| CN107405952A (zh) * | 2015-03-06 | 2017-11-28 | 株式会社普利司通 | 轮胎 |
| CN107709040B (zh) * | 2015-06-29 | 2019-11-22 | 株式会社普利司通 | 轮胎和轮胎的制造方法 |
| CN107709040A (zh) * | 2015-06-29 | 2018-02-16 | 株式会社普利司通 | 轮胎和轮胎的制造方法 |
| EP3315320A4 (en) * | 2015-06-29 | 2018-06-27 | Bridgestone Corporation | Tire and method for manufacturing tire |
| US10821690B2 (en) | 2015-06-29 | 2020-11-03 | Bridgestone Corporation | Tire and method for manufacturing tire |
| JP2017095616A (ja) * | 2015-11-25 | 2017-06-01 | 株式会社ブリヂストン | タイヤ |
| JP2017101352A (ja) * | 2015-12-01 | 2017-06-08 | 株式会社ブリヂストン | ゴム物品補強用スチールコードおよびこれを用いたタイヤ |
| JP2017109619A (ja) * | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| WO2017104663A1 (ja) * | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| CN108367596A (zh) * | 2015-12-16 | 2018-08-03 | 株式会社普利司通 | 轮胎 |
| JPWO2017104663A1 (ja) * | 2015-12-16 | 2018-10-04 | 株式会社ブリヂストン | タイヤ |
| WO2018230273A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| JP2019001360A (ja) * | 2017-06-16 | 2019-01-10 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| JP2019001359A (ja) * | 2017-06-16 | 2019-01-10 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2018230271A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| JPWO2018230273A1 (ja) * | 2017-06-16 | 2020-05-21 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2018230272A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びタイヤ |
| WO2019230821A1 (ja) * | 2018-05-30 | 2019-12-05 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| WO2019230822A1 (ja) * | 2018-05-30 | 2019-12-05 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| JPWO2019230822A1 (ja) * | 2018-05-30 | 2021-07-29 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| JPWO2019230821A1 (ja) * | 2018-05-30 | 2021-07-29 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| JP7221951B2 (ja) | 2018-05-30 | 2023-02-14 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材、及びその製造方法、並びにタイヤ |
| CN112334323A (zh) * | 2018-06-22 | 2021-02-05 | 株式会社普利司通 | 树脂包覆帘线以及充气轮胎 |
| WO2021117418A1 (ja) * | 2019-12-12 | 2021-06-17 | 株式会社ブリヂストン | タイヤ用樹脂金属複合部材及びタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160075182A1 (en) | 2016-03-17 |
| EP2990221A1 (en) | 2016-03-02 |
| JP6356663B2 (ja) | 2018-07-11 |
| JPWO2014175452A1 (ja) | 2017-02-23 |
| CN105142928B (zh) | 2017-08-18 |
| EP2990221B1 (en) | 2017-04-05 |
| EP2990221A4 (en) | 2016-03-09 |
| CN105142928A (zh) | 2015-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6356663B2 (ja) | タイヤ | |
| JP6356664B2 (ja) | タイヤ | |
| JP6619432B2 (ja) | タイヤ及びタイヤの製造方法 | |
| WO2013129525A1 (ja) | タイヤ | |
| JP6086643B2 (ja) | タイヤ | |
| WO2013129524A1 (ja) | タイヤ | |
| WO2017104472A1 (ja) | タイヤ | |
| WO2017104484A1 (ja) | タイヤ | |
| JP6138412B2 (ja) | タイヤ | |
| WO2017104663A1 (ja) | タイヤ | |
| JP5840535B2 (ja) | タイヤ | |
| JP5778402B2 (ja) | タイヤ | |
| WO2017104214A1 (ja) | タイヤ | |
| JP5905298B2 (ja) | タイヤ | |
| JP5840534B2 (ja) | タイヤ | |
| JP6114498B2 (ja) | タイヤ | |
| JP6745284B2 (ja) | タイヤ | |
| JP6590679B2 (ja) | タイヤ | |
| JP6014714B2 (ja) | タイヤ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480023347.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14788528 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015513863 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14786597 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014788528 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014788528 Country of ref document: EP |