WO2013187111A1 - 噛み合いクラッチ - Google Patents
噛み合いクラッチ Download PDFInfo
- Publication number
- WO2013187111A1 WO2013187111A1 PCT/JP2013/060743 JP2013060743W WO2013187111A1 WO 2013187111 A1 WO2013187111 A1 WO 2013187111A1 JP 2013060743 W JP2013060743 W JP 2013060743W WO 2013187111 A1 WO2013187111 A1 WO 2013187111A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rotating body
- side rotating
- torque receiving
- island
- groove
- Prior art date
Links
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D11/00—Clutches in which the members have interengaging parts
- F16D11/14—Clutches in which the members have interengaging parts with clutching members movable only axially
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D11/00—Clutches in which the members have interengaging parts
- F16D11/08—Clutches in which the members have interengaging parts actuated by moving a non-rotating part axially
- F16D11/10—Clutches in which the members have interengaging parts actuated by moving a non-rotating part axially with clutching members movable only axially
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D21/00—Systems comprising a plurality of actuated clutches
- F16D21/02—Systems comprising a plurality of actuated clutches for interconnecting three or more shafts or other transmission members in different ways
- F16D21/04—Systems comprising a plurality of actuated clutches for interconnecting three or more shafts or other transmission members in different ways with a shaft carrying a number of rotatable transmission members, e.g. gears, each of which can be connected to the shaft by a clutching member or members between the shaft and the hub of the transmission member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D11/00—Clutches in which the members have interengaging parts
- F16D2011/008—Clutches in which the members have interengaging parts characterised by the form of the teeth forming the inter-engaging parts; Details of shape or structure of these teeth
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2300/00—Special features for couplings or clutches
- F16D2300/10—Surface characteristics; Details related to material surfaces
Definitions
- the present invention relates to a meshing clutch suitable for a gear reducer.
- a meshing clutch called a dog clutch or a jaw clutch is used for the gear reducer. That is, the meshing clutch is provided with a convex portion on one of the driving side rotating body and the driven side rotating body, a concave portion on the other side, the driving side rotating body is rotated, and the driving side rotating body is meshed with the convex portion.
- This is a power transmission mechanism of a type that transmits a driving force from the rotating body to the driven side rotating body.
- FIG. 16 shows a dog clutch disclosed in Patent Document 1.
- the convex portion 102 is fitted into the concave portion 101.
- the convex portion 102 is formed on the driving side rotating body 103 and the concave portion 101 is formed on the driven side rotating body 104
- the driving side rotating body 103 moves in the direction of the arrow X
- the side surface 105 of the convex portion 102 is changed.
- the driven side rotating body 104 also moves in the direction of arrow X.
- the driving side rotating body 103 moves in the direction of arrow Y
- the side surface 107 of the convex portion 102 hits the receiving surface 108 of the concave portion 101, and then the driven side rotating body 104 also moves in the direction of arrow Y.
- the dog clutch disclosed in Patent Document 1 does not describe a manufacturing method of the recess 101, but is generally formed by a cutting method. Therefore, an outline of the cutting method will be described with reference to FIG.
- a material 109 is prepared.
- a concave portion 101 shown in FIG. 17B is cut and formed on the material 109 by an end mill or a milling cutter.
- “ ⁇ ” means a finish symbol.
- a large amount of chips are generated by cutting. Since the cutting time increases as the amount of chips increases, the number of processing steps increases. In addition, waste of material occurs due to a large amount of chips. While it is required to reduce the product cost, it is required to shorten the cutting time and reduce the amount of chips.
- An object of the present invention is to provide a meshing clutch that can shorten the cutting time and generate less chips.
- the convex portion is provided on one of the driving side rotating body and the driven side rotating body, the concave portion is provided on the other, the convex portion is engaged with the concave portion, and the torque receiving surface of the concave portion is engaged.
- the concave portion has a strip-shaped island portion protruding from the bottom surface in the circumferential direction.
- the groove portion and the bottom surface are formed by a forging die, the surface is a forged black skin, and the island portion is the forged metal
- a cutting surface formed by cutting an upper portion after being molded by the mold and receiving a tip end surface of the convex portion; the groove portion is formed to be deeper than the bottom surface; and the cutting surface is the bottom surface Shallow mesh that is formed shallower Chi is provided.
- the strip-shaped island portion extending in the circumferential direction has one end and the other end formed in a semicircular shape.
- the drive-side rotator has a gear portion formed on an outer peripheral side of the concave portion, and the concave portion is an outer edge continuous with the torque receiving surface formed in a circumferential direction.
- the outer edge portion and the inner edge portion have an arcuate substantially trapezoidal shape, and the outer edge portion is formed on the bottom surface of the bottom surface.
- An arc surface formed with a radius corresponding to or greater than the depth is continuous with the bottom surface.
- the radius of the arc surface formed between the outer edge portion and the torque receiving surface is larger than the radius of the arc surface formed between the inner edge portion and the torque receiving surface. Is also big.
- the bottom surface constituting the recess and the groove portion directly below the torque receiving surface remain forged black skin.
- the strip-shaped island portion protruding from the bottom surface is cut at the top after forging. If most of the concave portions remain forged, chip generation is small and the cutting time is short.
- the meshing clutch which can shorten cutting processing time and can generate
- the bottom surface constituting the recess was made shallower than the groove. If the bottom surface has the same depth as the groove portion, the recess becomes deeper as a whole, and the protruding length of the forging die increases. The longer the protrusion length, the greater the stress generated in the forging die during forging, so the life of the forging die is shortened. Further, the product thickness of the driving side rotating body or the driven side rotating body becomes smaller as the concave portion becomes deeper. Since the concave portion is deep, the product thickness is reduced, and the strength of the driving side rotating body or the driven side rotating body is lowered. In this regard, according to the present invention, the bottom surface is shallower than the groove.
- the recesses become shallow. Then, the protrusion length of a forging die becomes short, the stress which generate
- both ends in the circumferential direction of the strip-shaped island part are semicircular.
- An island forming groove for forming an island is provided in the forging die. Since this groove has a semicircular shape at both ends, it is easy to process with an end mill. That is, the island-forming grooves can be engraved in one pass by an end mill having an outer diameter corresponding to the width of the groove, and the number of steps for forming the island-forming grooves of the forging die can be reduced. Further, since both ends of the island forming groove are semicircular, stress concentration is avoided and the life of the forging die can be further extended.
- the concave portion has a substantially trapezoidal shape, and the outer edge portion is continuous with the bottom surface by an arc surface having a radius corresponding to or larger than the depth of the bottom surface in a cross-sectional view.
- Protrusion for bottom surface formation is provided on the forging die. By providing an arcuate surface having a large radius on this bottom surface formation protrusion, the durability of the bottom surface formation protrusion can be enhanced and the life of the forging die is further extended. be able to.
- a gear portion is formed on the outer periphery of the recess, and even if a large torque is transmitted to the gear portion, the stress concentration is greatly relieved by the arc surface having a large radius, so there is a concern that the meshing clutch may be broken. Absent.
- the radius of the arc surface formed between the outer edge portion and the torque receiving surface is larger than the radius of the arc surface formed between the inner edge portion and the torque receiving surface. That is, the circular arc surface is composed of a large radius and a small radius. Even if torque is transmitted to the gear on the outer periphery of the driving side rotating body, since the radius of the arc surface between the outer edge portion and the torque receiving surface is large, the stress concentration is greatly relieved and there is no fear that the meshing clutch is broken. On the other hand, since the radius of the circular arc surface formed between the inner edge portion and the torque receiving surface is a portion far from the gear, a small radius may be used. If the radius of the circular arc surface formed between the inner edge portion and the torque receiving surface is small, the degree of freedom in designing the shape of the meshing clutch increases.
- FIG. 6 is a cross-sectional view taken along line 6-6 in FIG. It is the figure which showed the meshing clutch. It is the figure which showed the manufacturing method of the meshing clutch.
- FIG. 9 is a cross-sectional view taken along line 9-9 in FIG. It is the figure which showed the manufacturing method by the cross section of a meshing clutch.
- FIG. 5 is a cross-sectional view taken along line 11-11 in FIG.
- FIG. 14 is a cross-sectional view taken along line 14-14 of FIG. It is the figure which showed the example of a change of the manufacturing method of the meshing clutch shown in FIG. It is sectional drawing of the conventional dog clutch. It is the figure which showed the manufacturing method of the conventional dog clutch.
- the gear transmission 10 includes a drive shaft 11 and a driven shaft 12.
- the first gear 13 and the second gear 14 having a larger diameter than the first gear 13 are integrally attached to the drive shaft 11 by press fitting.
- the third gear 16 as a drive side rotating body is rotatably attached to the driven shaft 12 via the needle bearing 15.
- the third gear 16 has a recess 17 on one side in the axial direction, and always meshes with the first gear 13.
- the fourth gear 18 is rotatably attached to the driven shaft 12 via the needle bearing 15.
- the fourth gear 18 has a recess 19 on one side in the axial direction, and always meshes with the second gear 14.
- the cylindrical guide 21 is fitted to the driven shaft 12 so as to be sandwiched between the third gear 16 and the fourth gear 18.
- a driven-side rotating body 23 is attached to the cylindrical guide 21 via a spline 22 so that the shaft can move freely.
- the driven-side rotator 23 has convex portions 24 and 24 on one side and the other side in the axial direction, and an annular groove 25 on the outer periphery.
- a shift fork 26 is fitted in the annular groove 25.
- the meshing clutch 20 is configured by the third gear 16 that is the driving side rotating body and the driven side rotating body 23. Since it is a clutch, it is connected to the power system to disconnect / connect the power. The power disconnection / connection will be described below.
- the driven rotor 23 is normally in a so-called neutral position.
- the third gear 16 is rotated by the first gear 13 and the fourth gear 18 is rotated by the second gear 14. 12 is not rotated.
- the convex portion 24 provided on the other side in the axial direction of the driven-side rotating body 23 is the fourth.
- the protrusion 24 provided on one side in the axial direction of the driven-side rotating body 23 engages with the recess 17 of the third gear 16.
- the fourth gear 18 and the driven side rotating body 23 are mechanically coupled. Then, the driven shaft 12 is rotated by the drive shaft 11 via the second gear 14 and the fourth gear 18. If it is FIG.2 (b), the 3rd gear 16 and the driven side rotary body 23 will be mechanically connected. Then, the driven shaft 12 is rotated by the drive shaft 11 via the first gear 13 and the third gear 16. Since the first gear 13 and the second gear 14 have different diameters, the rotational speed of the driven shaft 12 is different in FIGS. 2 (a) and 2 (b). That is, shifting can be performed by the shift fork 26.
- the drive shaft 11 and the driven shaft 12 can be interchanged. That is, the reference number 12 can be a drive shaft, the reference number 11 can be a driven shaft, the reference number 23 can be a drive side rotating body, and the reference number 16 can be a driven side rotating body.
- the convex portion 24 may be provided on one of the driving side rotating body (third gear 16) and the driven side rotating body 23, and the concave portion 17 may be provided on the other side.
- the driven-side rotating body 23 has splines 22 on the inner peripheral surface, and a plurality of (in this example, six) convex portions on the side surface, which is the front surface of the drawing, at an equal pitch. 24 with a ring.
- the third gear 16 has a plurality of (six in this example) recesses 17.
- the outer edge portion 28 is longer than the inner edge portion 29, and the outer edge portion 28 and the inner edge portion 29 have an arcuate substantially trapezoidal shape centering on the rotation center.
- Torque receiving surfaces 31 and 31 are legs that connect both ends of the outer edge portion 28 and the inner edge portion 29 via a large-diameter arc 39 and a small-diameter arc 40 having a smaller radius of curvature than the large-diameter arc 39.
- the concave portion 17 has, on the bottom surface 32, a strip-shaped island portion 33 that protrudes from the bottom surface 32 to the drawing table and extends in the circumferential direction. In between, there are grooves 34 and 34 that are recessed from the bottom surface 32 toward the back of the drawing.
- the strip-shaped island portion 33 includes semicircular portions 35 and 35 at both ends in the circumferential direction.
- the groove portions 34, 34 are provided between the island portion 33 and the torque receiving surfaces 31, 31.
- the convex portion 24 of the driven-side rotator 23 is fitted in the concave portion 17 of the third gear 16, and the tip of the convex portion 24 slides along the island portion 33.
- the side surface 27 of 24 hits the torque receiving surface 31 of the recess 17.
- the base corner 101a of the recess 101 is a (radius) arc surface having a general tolerance of about 0.2 to 0.5 mm in the case of cutting.
- the arc surface of the tip corner 102 a of the projection 102 is set larger than the radius of curvature of the root corner 101 a of the recess 101.
- the length of the torque receiving surface 106 in the axial direction is ensured by making the curvature radius of the root corner 101a of the recess 101 smaller than 1 mm or less.
- the tip end corner of the convex portion of the forging die for forging the arc surface of the root corner 101a must have a radius of curvature smaller than 1 mm.
- the convex tip end corner of the forging die smaller than 1 mm is not preferred because stress concentrates during forging, and the convex tip corner of the forging die tends to break.
- the tip corner 24a of the convex portion 24 does not interfere with the root corner of the concave portion 17, and is necessary in the axial direction.
- the torque receiving surface 31 is ensured, and the side surface 27 of the convex portion 24 reliably hits the torque receiving surface 31, and torque is transmitted from the driving side rotating body (third gear 16) to the driven side rotating body 23.
- the curvature radius in the groove part 34 is enlarged as 1 mm or more (preferably 1.5 mm or more), the convex part front-end corner of a forging die will become difficult to break.
- a material 109 is prepared, and a recess 101 as shown in FIG. 8B is formed by cutting. “ ⁇ ” indicates a finished surface.
- the material 109 is prepared in FIG. 8A, and the concave portion 17 is formed by a plastic working method using a forging die (detailed later) as shown in FIG. 8C. To do. At this stage, the surfaces of the groove portions 34 and 34 and the island portion 33 are forged black skin. " ⁇ " Indicates forged black skin.
- the cutting allowance 36 is estimated in advance on the upper part of the island part 33, and the upper part of the island part 33 is cut with a milling cutter. Therefore, as shown in FIG. 8D, a cutting surface 37 is formed on the upper portion of the island portion 33. The other portions of the bottom surface 32 and the groove 34 remain forged black skin. Compared with FIG. 8B, FIG. 8D shows that the amount of cutting waste generated is significantly smaller.
- the island portion 33 protrudes from the bottom surface 32 in the concave portion 17.
- the outer edge portion 28 continues to the bottom surface 32 by a circular arc surface 38 drawn with a radius R corresponding to the depth D1 of the bottom surface 32 or a radius R larger than that in the cross-sectional view.
- FIG. 10B shows a conventional comparative example
- FIGS. 10C and 10D show examples.
- FIG. 10A is prepared, and a recess 101 as shown in FIG. 10B is formed by cutting. “ ⁇ ” indicates a finished surface.
- the material 109 is prepared in FIG. 10A, and the concave portion 17 is formed by using a forging die (detailed later) as shown in FIG. 10C.
- the surfaces of the bottom surfaces 32 and 32, the island portion 33, and the groove portion 34 are forged black skin.
- the symbol “ ⁇ ” indicates forged black skin.
- a cutting allowance 36 is estimated in advance on the upper portion of the island portion 33, and the upper portion of the island portion 33 is cut with a milling cutter.
- FIG. 10 (d) a cutting surface 37 is formed on the upper portion of the island portion 33.
- the other portions of the bottom surface 32 and the groove 34 remain forged black skin.
- FIG. 10 (d) significantly reduces the amount of cutting waste generated and the cutting time.
- FIG. 11A shows a comparative example
- FIG. 11B shows an example.
- the groove 111 and the bottom surface 112 have the same depth d1, and the depth d2 of the cutting surface 113 is smaller than d1. Since the bottom surface 112 has the largest area ratio, the bottom surface 112 is shown wide.
- the groove 34 is deepened (D1 ⁇ D2) and the cutting surface 37 is shallow (D3 ⁇ D1) with respect to the depth D1 of the bottom surface 32. Since the bottom surface 32 has the largest area ratio, the bottom surface 32 is shown wide.
- the product thickness D4 in (b) increases (d4 ⁇ D4).
- the greater the product thickness D4 the greater the strength of the third gear 16 as the drive side rotating body.
- a forging die (groove portion forming projection 52 to be described later) for forging the groove portion 34 has a length for extruding the material 109 to the forging die for forming the bottom portion 32.
- the stress is concentrated because it is longer than (the bottom surface forming projection 51 described later), but if the curvature radius of the bottom of the groove 34 is 1 mm or more (preferably 1.5 mm or more), the stress concentration is reduced.
- the groove 34 is deeper than the bottom surface 32, so that the convex portion 24 (sliding on the cutting surface 37)
- the tip of FIG. 7A is prevented from interfering with the groove portion 34, and the side surface 27 of the convex portion 24 reliably contacts the torque receiving surface 31 of the concave portion 37.
- the forging die 50 is provided with a bottom surface forming protrusion 51, and the bottom surface forming protrusion 51 is provided with groove portion forming protrusions 52, 52, and between these groove portion forming protrusions 52, 52.
- the bottom surface forming projection 51 is provided with an island forming groove 53.
- the island-forming grooves 53 are semicircular at both ends in the circumferential direction.
- a semi-circle can be formed at both ends simply by performing one-pass processing with an end mill 54 having an outer diameter corresponding to the groove width W of the island-forming groove 53. Therefore, the time required for forming the island portion forming groove 53 of the forging die 50 can be shortened. Moreover, since both ends of the island-forming groove 53 are semicircular, concentration of stress can be avoided and the life of the forging die 50 can be further extended.
- the durability of the bottom surface forming projection 51 can be improved.
- the life of the forging die 50 can be further extended.
- the torque receiving surface 31 is forged with the recess 17 having the allowance for the cutting allowance 36b.
- the machining allowance 36 and the machining allowance 36b are deleted by cutting. Accordingly, as shown in FIG. 15B, the drive-side rotating body 16 is obtained in which the upper surface of the island portion 33 is the cutting surface 37 and the torque receiving surface 31 is a finished surface.
- the drive side rotary body 16 of this invention was applied to the gear incorporated in a gear transmission in the Example.
- the drive side rotator 16 may be a rotator constituting a meshing clutch called a dog clutch or a jaw clutch, and is not limited to a gear.
- the present invention is suitable for a meshing clutch called a dog clutch or a jaw clutch.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mechanical Operated Clutches (AREA)
Abstract
駆動側回転体(16)から従動側回転体(23)へ駆動力を伝える噛み合いクラッチ(10)が開示される。駆動側回転体(16)に形成された凹部(17)は、底面(32)に、前記底面(32)から突出する帯状の島部(33)を周方向に有すると共に、前記島部(33)と前記トルク受け面(31)との間に溝部(34)を有する。前記溝部(34)及び前記底面(32)は、鍛造金型(50)により成形され、表面が鍛造黒皮とされる。前記島部(33)は、前記鍛造金型(50)により成形された後に上部が切削されることで形成され前記凸部(24)の先端面を受ける切削面(37)を有する。前記溝部(34)は、前記底面(32)より更に深くなるよう形成され、前記切削面(37)は、前記底面(32)より浅く形成されている。
Description
本発明は、歯車減速機に好適な噛み合いクラッチに関する。
歯車減速機には、ドッグクラッチやジョークラッチと呼ばれる噛み合いクラッチが用いられる。すなわち、噛み合いクラッチは、駆動側回転体と従動側回転体の一方に凸部を設け、他方に凹部を設け、駆動側回転体を回転させこの凹部へ凸部を噛み合わせることで駆動側回転体から従動側回転体へ駆動力を伝える形式の動力伝達機構である。凸部や凹部の形状は、各種提案されてきた(例えば、特許文献1参照。)。図16は、特許文献1に開示されたドッグクラッチを示している。
図16を参照するに、凹部101に凸部102が嵌められる。凸部102が駆動側回転体103に形成され、凹部101が従動側回転体104に形成されている場合は、駆動側回転体103が矢印Xの方向に移動すると、凸部102の側面105が凹部101の受け面106に当たり、その後、従動側回転体104も矢印Xの方向に移動する。駆動側回転体103が矢印Yの方向に移動すると、凸部102の側面107が凹部101の受け面108に当たり、その後、従動側回転体104も矢印Yの方向に移動する。
特許文献1に開示されているドッグクラッチには、凹部101の製造方法が記載されていないが、一般に切削法で形成される。そこで、切削法の概要を図17に基づいて説明する。
図17(a)に示すように、素材109を準備する。この素材109にエンドミルやフライスカッタにより、図17(b)に示す凹部101を切削形成する。「▽」は仕上げ記号を意味する。
切削により、大量の切り屑が発生する。切り屑が多いほど切削加工時間が延びるため、加工工数が嵩む。また、大量の切り屑により、材料の無駄が発生する。製品コストを下げることが要求される中、切削加工時間の短縮と切り屑の少量化が求められる。
本発明は、切削加工時間が短縮でき、切り屑の発生量が少なくて済む噛み合いクラッチを提供することを課題とする。
請求項1に係る発明によれば、駆動側回転体と従動側回転体の一方に凸部を設け、他方に凹部を設け、前記凹部へ前記凸部を噛み合わせ、前記凹部のトルク受け面へ前記凸部の側面が当たることで、前記駆動側回転体から前記従動側回転体へ駆動力を伝える噛み合いクラッチにおいて、前記凹部は、底面に、前記底面から突出する帯状の島部を周方向に有すると共に、前記島部と前記トルク受け面との間に溝部を有し、前記溝部及び前記底面は、鍛造金型により成形され、表面が鍛造黒皮とされ、前記島部は、前記鍛造金型により成形された後に上部が切削されることで形成され前記凸部の先端面を受ける切削面を有し、前記溝部は、前記底面より更に深くなるよう形成され、前記切削面は、前記底面より浅く形成されている噛み合いクラッチが提供される。
請求項2にかかる発明では、好ましくは、周方向に延設される帯状の前記島部は、一端及び他端が半円状に形成されている。
請求項3係る発明では、好ましくは、前記駆動側回転体は、前記凹部の外周側に形成されたギヤ部を有し、前記凹部は、周方向に形成された前記トルク受け面に連続する外縁部が、前記トルク受け面の内周に連続する内縁部よりも長くなるように形成され前記外縁部及び前記内縁部が円弧状の略台形形状を呈しており、前記外縁部は、前記底面の深さに相当又はそれ以上の半径で形成されている円弧面に前記底面に連続している。
請求項4に係る発明では、好ましくは、前記外縁部と前記トルク受け面の間に形成された円弧面の半径は、前記内縁部と前記トルク受け面の間に形成された円弧面の半径よりも大きい。
請求項1に係る発明では、凹部を構成する底面とトルク受け面直下の溝部は、鍛造黒皮のままである。底面から突出する帯状の島部は、鍛造成形後、上部が切削される。凹部の大部分が鍛造成形のままであれば、切り屑の発生は僅かであり、切削加工時間は短くて済む。本発明によれば、切削加工時間が短縮でき、切り屑の発生量が少なくて済む噛み合いクラッチが提供される。
その上で、凹部を構成する底面を溝部より浅くした。仮に、底面を溝部と同じ深さにすると、凹部が全体的に深くなり、鍛造金型の突き出し長さが大きくなる。突き出し長さが大きいほど、鍛造時に鍛造金型に発生する応力が大きくなるため、鍛造金型の寿命が短くなる。また、駆動側回転体又は従動側回転体の製品厚さは、凹部が深いほど小さくなる。凹部が深いため、製品厚さが小さくなり、駆動側回転体又は従動側回転体の強度が低下する。この点、本発明によれば、底面を溝部より浅くした。凹部の大半を占める底面が浅いため、凹部が浅くなる。すると、鍛造金型の突き出し長さが短くなり、鍛造時に鍛造金型に発生する応力が小さくなり、鍛造金型の寿命が長くなる。また、凹部が浅いため、製品厚さが大きくなり、駆動側回転体又は従動側回転体の強度が増大する。
請求項2に係る発明では、帯状の島部の周方向両端が半円状である。鍛造金型に、島部を形成するための島部形成用溝を設ける。この溝は両端が半円状であるため、エンドミルでの加工が容易となる。すなわち、溝の幅に対応する外径のエンドミルにより1パスで島部形成用溝を刻設することができ、鍛造金型の島部形成用溝の溝形成工数を短縮することができる。さらに、島部形成用溝は、両端が半円状であるため、応力の集中が回避され、鍛造金型の寿命を更に延ばすことができる。
請求項3に係る発明では、凹部は、略台形形状を呈し、断面視で、底面の深さに相当、又はそれ以上の半径を有する円弧面により、外縁部が底面に連続している。鍛造金型に底面形成用突起を設けるが、この底面形成用突起に大きな半径を有する円弧面を設けることにより、底面形成用突起の耐久性を高めることができ、鍛造金型の寿命を一層延ばすことができる。さらに、凹部の外周にはギヤ部が形成されており、このギヤ部に大きなトルクが伝達されても、大きな半径を有する円弧面により応力集中が大いに緩和されるため、噛み合いクラッチが破壊する心配はない。
請求項4に係る発明では、外縁部とトルク受け面との間に形成された円弧面の半径は、内縁部とトルク受け面との間に形成された円弧面の半径よりも大きい。すなわち、円弧面を、大きい半径と小さい半径とで構成する。駆動側回転体の外周のギヤにトルクが伝達されても、外縁部とトルク受け面との間の円弧面の半径が大きいため、応力集中が大いに緩和され、噛み合いクラッチが破壊する心配はなくなる。一方、内縁部とトルク受け面との間に形成された円弧面の半径はギヤから遠い部位であるため、小さい半径で差し支えない。内縁部とトルク受け面との間に形成された円弧面の半径が、小さければ、噛み合いクラッチの形状設計の自由度が増す。
以下、本発明の好ましい実施例について、添付した図面に基づいて詳細に説明する。
図1に示すように、歯車変速機10は、駆動軸11と従動軸12とを備えている。第1ギヤ13と該第1ギヤ13よりも大径の第2ギヤ14とは、圧入嵌合により駆動軸11に一体的に取付けられる。
駆動側回転体としての第3ギヤ16は、ニードル軸受15を介して従動軸12に回転自在に取付けられる。この第3ギヤ16は、軸線方向の一側に凹部17を有し、第1ギヤ13に常時噛み合っている。さらに、第4ギヤ18は、ニードル軸受15を介して従動軸12に回転自在に取付けられる。この第4ギヤ18は、軸線方向の一側に凹部19を有し、第2ギヤ14に常時噛み合っている。
筒型ガイド21は、第3ギヤ16と第4ギヤ18とに挟まるようにして、従動軸12に嵌められる。この筒形ガイド21にスプライン22を介して軸移動自在に従動側回転体23が取付けられる。この従動側回転体23は、軸線方向の一側と他側に凸部24、24を有し、外周に環状溝25を有する。この環状溝25にシフトフォーク26が嵌められる。
駆動側回転体である第3ギヤ16と従動側回転体23とで、噛み合いクラッチ20が構成される。クラッチであるから動力系に接続されて、動力の切断/接続を行う。動力の切断/接続については、以下に説明する。
従動側回転体23は、通常はいわゆる中立位置にある。駆動軸11が回転されると、第1ギヤ13により第3ギヤ16が回されると共に第2ギヤ14により第4ギヤ18が回転されるが、ニードル軸受15、15により空転するため、従動軸12は回転されない。
図2(a)に示すように、シフトフォーク26により、従動側回転体23が軸方向に移動されると、従動側回転体23の軸線方向の他側に設けられた凸部24が第4ギヤ18の凹部19に噛み合うか、又は図2(b)示すように、従動側回転体23の軸線方向の一側に設けられた凸部24が第3ギヤ16の凹部17に噛み合う。
図2(a)であれば、第4ギヤ18と従動側回転体23が機械的に連結される。すると、第2ギヤ14と第4ギヤ18を介して、駆動軸11により従動軸12が回転される。図2(b)であれば、第3ギヤ16と従動側回転体23が機械的に連結される。すると、第1ギヤ13と第3ギヤ16を介して、駆動軸11により従動軸12が回転される。第1ギヤ13と第2ギヤ14は径が異なるため、図2(a)と図2(b)では、従動軸12の回転速度が異なる。すなわち、シフトフォーク26により、変速を行うことができる。
なお、図1において、駆動軸11と従動軸12とを入れ替えることができる。すなわち、参照番号12を駆動軸、参照番号11を従動軸、参照番号23を駆動側回転体、参照番号16を従動側回転体とすることができる。凸部24は駆動側回転体(第3ギヤ16)と従動側回転体23との一方に設ければよく、凹部17は他方に設ければよい。
図3に示すように、従動側回転体23は、内周面にスプライン22を有し、図面おもて側の面である側面に等ピッチで複数個(この例では6個)の凸部24を備えるリングである。
図4に示すように、第3ギヤ16は、複数個(この例では6個)の凹部17を有する。凹部17は、外縁部28が内縁部29より長くて、外縁部28及び内縁部29が、回転中心を中心として円弧状の略台形形状を呈する。外縁部28と内縁部29の両端を大径円弧39及びこの大径円弧39より曲率半径が小さい小径円弧40を介して結ぶ脚が、トルク受け面31、31となる。
図5に示すように、凹部17は、底面32に、この底面32から図面表へ突出し周方向へ延設される帯状の島部33を有し、この島部33とトルク受け面31、31との間に図面奥へ底面32より窪む溝部34、34を有する。また、帯状の島部33は、周方向の両端に半円部35、35を備える。
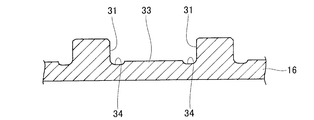
図6に示すように、溝部34,34は、島部33とトルク受け面31、31との間に設けられる。
図7(a)に示すように、第3ギヤ16の凹部17に、従動側回転体23の凸部24が嵌まり、凸部24の先端が島部33に沿って滑ることにより、凸部24の側面27が凹部17のトルク受け面31に当たる。
ところで、図7(b)に示す比較例もよく採用される。凹部101の根元隅101aは、切削加工の場合、一般公差として約0.2~0.5mmの(半径)円弧面とされる。また、凹部101の根元隅101aとの干渉を避けるため、凸部102の先端隅102aの円弧面は、凹部101の根元隅101aの曲率半径よりも大きく設定される。
ここで、根元隅101aの円弧面を鍛造する場合について検討する。根元隅101aの円弧面を鍛造する鍛造金型の凸部先端隅の破損を少なくする為、鍛造金型の凸部先端隅の円弧面(曲率半径)を1mm以上にすることが考えられる。1mm以上にするとトルク受け面106自体が軸線方向に小さくなり、トルク受け面106の強度が確保できなくなる。強度を確保するには、トルク受け面106を更に、軸線方向に長く伸ばすことが考えられる。しかし、トルク受け面106を軸方向に伸ばすと、第3ギヤ16の凹部17と従動回転体23の凸部24が軸線方向に長くなることにつながり、結果として歯車変速機10の構成部品が大型化しコスト上昇につながり、好ましくない。
対策として、切削加工のように曲率半径を小さくすることで、トルク受け面106の軸線方向の長さを確保することが考えられる。すなわち、凹部101の根元隅101aの曲率半径を1mm以下より小さくすることで、トルク受け面106の軸線方向の長さを確保する。そのためには、根元隅101aの円弧面を鍛造する鍛造金型の凸部先端隅を1mmより小さな曲率半径にしなければならない。しかし、1mmより小さい鍛造金型の凸部先端隅は、鍛造時に応力が集中し、鍛造金型の凸部先端隅が破損しやすくなり、好ましくない。
この点、図7(a)に示した本実施例では、溝部34が設けられているので、凸部24の先端隅24aが凹部17の根元隅に干渉することがなく、軸線方向に必要なトルク受け面31が確保されて、凸部24の側面27はトルク受け面31に確実に当たり、駆動側回転体(第3ギヤ16)から従動側回転体23にトルクが伝達される。また、溝部34内の曲率半径を1mm以上(好ましくは、1.5mm以上)と大きくすれば、鍛造金型の凸部先端隅が破損しにくくなる。
次に凹部101と凹部17の形成方法を各々説明する。なお、図8では説明の便宜上、(b)で従来の比較例を説明し、(c)、(d)で実施例を説明する。
図8(a)で素材109を準備し、切削加工により、(b)に示すような凹部101を形成する。「▽」は仕上げ面を示す。
これに対して、本実施例では、図8(a)で素材109を準備し、図8(c)に示すように鍛造金型(詳細後述)を用いて、凹部17を塑性加工法により形成する。この段階では、溝部34、34及び島部33の表面は、鍛造黒皮である。「~」は鍛造黒皮を示す。
島部33の上部に削り代36が予め見込まれており、島部33の上部をフライスカッタで切削する。従って、図8(d)に示すように、島部33の上部に切削面37ができる。底面32、溝部34のその他の部位は鍛造黒皮のままである。図8(b)に比較して図8(d)は切削屑の発生量が格段に小さくなる。
また、図9に示すように、凹部17において、底面32から島部33が突出している。好ましくは、断面視で、底面32の深さD1に相当する半径R又はそれ以上の半径Rで描かれる円弧面38により、外縁部28は底面32に連続する。
図9に示す凹部17の形成方法について、図10に基づいて説明する。図10(b)は従来の比較例を示し、図10(c)、(d)は実施例を示している。
図10(a)で素材109を準備し、切削加工により、(b)に示すような凹部101を形成する。「▽」は仕上げ面を示す。
これに対して、本実施例では、図10(a)で素材109を準備し、図10(c)に示すように鍛造金型(詳細後述)を用いて、凹部17を形成する。この段階では、底面32、32、島部33及び溝部34の表面は、鍛造黒皮である。記号「~」は鍛造黒皮を示す。島部33の上部に削り代36が予め見込まれており、島部33の上部をフライスカッタで切削する。
その結果、図10(d)に示すように、島部33の上部に切削面37ができる。底面32、溝部34のその他の部位は鍛造黒皮のままである。図10(b)に比較して図10(d)は切削屑の発生量及び切削時間が格段に小さくなる。
次に、凹部17における溝部34と切削面37と底面32の深さの差異について、図11に基づいて説明する。図11(a)は比較例を示し、図11(b)は実施例を示している。
図11(a)に示した比較例においては、溝部111と底面112を同じ深さd1とし、切削面113の深さd2をd1より小さくした。底面112が面積比で最大であるため、底面112を広幅にして示した。
一方、図11(b)に示した実施例では、底面32の深さD1に対して、溝部34を深くし(D1<D2)、切削面37を浅くした(D3<D1)。底面32が面積比で最大であるため、底面32を広幅にして示した。
図11(a)の底面112における製品厚さd4と、図11(b)の底面32における製品厚さD4を比較すると、(b)の製品厚さD4が大きくなる(d4<D4)。この製品厚さD4が大きいほど、駆動側回転体としての第3ギヤ16の強度が大きくなる。また、鍛造金型の寿命向上には、鍛造金型への応力低減が必要である。よって、面積が大きな底面32を溝部34より浅くすることが望まれる。
一方、図11(b)では、溝部34を鍛造成形する部分の鍛造金型(後述する溝部成形用突起52)は、素材109への押出し長さが、底部32を形成する部分の鍛造金型(後述する底面形成用突起51)より長いため、応力が集中するが、溝部34の底の曲率半径を1mm以上(好ましくは1.5mm以上)とすれば、応力の集中が低減される。また、溝部34を鍛造成形する部分の鍛造金型が多少摩耗して鍛造成形される溝部34が多少浅くなっても、溝部34が底面32より深いので、切削面37上を滑る凸部24(図7(a))の先端が、溝部34と干渉することを防止し、凸部24の側面27が凹部37のトルク受け面31に確実に当たる。
次に、鍛造金型の構造について、図12~図15に基づいて説明する。図12を参照すると、鍛造金型50に、底面形成用突起51を設け、この底面形成用突起51に溝部形成用突起52、52を設け、これらの溝部形成用突起52、52の間にて、底面形成用突起51に島部形成用溝53を設ける。
図13に示すように、島部形成用溝53は、周方向の両端が半円である。島部形成用溝53の溝幅Wに対応する外径のエンドミル54により1パス加工を施すだけで、両端に半円が形成できる。よって、鍛造金型50の島部形成用溝53の溝形成工数を短縮することができる。また、島部形成用溝53は、両端が半円であるため、応力の集中が回避され、鍛造金型50の寿命を更に延ばすことができる。
また、図14に示すように、底面形成用突起51に、突起51の高さと同等か、それ以上の大きな円弧面55を設けることにより、底面形成用突起51の耐久性を高めることができ、鍛造金型50の寿命を一層延ばすことができる。
また、図15(a)に示すように、島部33に削り代36を見込む他、トルク受け面31に削り代36bを見込んだ形態の凹部17を鍛造形成する。次に、削り代36及び削り代36bを切削加工により削除する。従って、図15(b)に示すように、島部33の上面が切削面37になると共に、トルク受け面31が仕上げ面とされた駆動側回転体16が得られる。
図15(a)及び(b)に示した例は、トルク受け面31に精度が要求されるときに、推奨される。図15(a)に示すように、凹部17が鍛造で形成され、削り代36、36bの厚さは大きくないため、全て切削加工で製造する場合に比較して、切り屑を大幅に減らすことができる。
尚、本発明の駆動側回転体16は、実施例では歯車変速機に内蔵されるギヤに適用した。しかし、駆動側回転体16は、ドッグクラッチやジョークラッチと呼ばれる噛み合いクラッチを構成する回転体であればよく、ギヤに限るものではない。
本発明は、ドッグクラッチやジョークラッチと呼ばれる噛み合いクラッチに好適である。
16…駆動側回転体(第3ギヤ)、17…凹部、20…噛み合いクラッチ、23…従動側回転体、24…凸部、27…凸部の側面、28…外縁部、29…内縁部、31…トルク受け面、32…底面、33…島部、34…溝部、35…半円部、36…削り代、37…切削面、38…円弧面、D1…底面の深さ、D2…溝部の深さ、D3…切削面の深さ。
Claims (4)
- 駆動側回転体と従動側回転体の一方に凸部を設け、他方に凹部を設け、前記凹部へ前記凸部を噛み合わせ、前記凹部のトルク受け面へ前記凸部の側面が当たることで、前記駆動側回転体から前記従動側回転体へ駆動力を伝える噛み合いクラッチにおいて、
前記凹部は、底面に、前記底面から突出する帯状の島部を周方向に有すると共に、前記島部と前記トルク受け面との間に溝部を有し、
前記溝部及び前記底面は、鍛造金型により成形され、表面が鍛造黒皮とされ、
前記島部は、前記鍛造金型により成形された後に上部が切削されることで形成され前記凸部の先端面を受ける切削面を有し、
前記溝部は、前記底面より更に深くなるよう形成され、前記切削面は、前記底面より浅く形成されていることを特徴とする噛み合いクラッチ。 - 周方向に延設される帯状の前記島部は、一端及び他端が半円状に形成されている、請求項1に記載の噛み合いクラッチ。
- 前記駆動側回転体は、前記凹部の外周側に形成されたギヤ部を有し、前記凹部は、周方向に形成された前記トルク受け面に連続する外縁部が、前記トルク受け面の内周に連続する内縁部よりも長くなるように形成され前記外縁部及び前記内縁部が円弧状の略台形形状を呈しており、前記外縁部は、前記底面の深さに相当又はそれ以上の半径で形成されている円弧面に前記底面に連続している、請求項1に記載の噛み合いクラッチ。
- 前記外縁部と前記トルク受け面の間に形成された円弧面の半径は、前記内縁部と前記トルク受け面の間に形成された円弧面の半径よりも大きい、請求項3に記載の噛み合いクラッチ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/406,818 US9518613B2 (en) | 2012-06-15 | 2013-04-09 | Dog clutch |
| EP13804036.5A EP2863085B1 (en) | 2012-06-15 | 2013-04-09 | Dog clutch |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012136057A JP5250137B1 (ja) | 2012-06-15 | 2012-06-15 | 噛み合いクラッチ |
| JP2012-136057 | 2012-06-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013187111A1 true WO2013187111A1 (ja) | 2013-12-19 |
Family
ID=49041912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/060743 WO2013187111A1 (ja) | 2012-06-15 | 2013-04-09 | 噛み合いクラッチ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9518613B2 (ja) |
| EP (1) | EP2863085B1 (ja) |
| JP (1) | JP5250137B1 (ja) |
| WO (1) | WO2013187111A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6177270B2 (ja) * | 2015-03-25 | 2017-08-09 | 株式会社豊田中央研究所 | 係合装置及び自動変速機 |
| US10415651B2 (en) * | 2015-04-01 | 2019-09-17 | Honda Motor Co., Ltd. | Dog clutch mechanism |
| IT201700031648A1 (it) * | 2017-03-22 | 2018-09-22 | Piaggio & C Spa | Cambio di trasmissione per un motoveicolo e relativo motoveicolo che comprende detto cambio di trasmissione |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2049127A (en) * | 1932-07-30 | 1936-07-28 | Maybach Motorenbau Gmbh | Claw coupling |
| DE700712C (de) * | 1938-07-19 | 1940-12-27 | Maybach Motorenbau G M B H | Ausbildung von Klauenkupplungszaehnen, insbesondere bei Getrieben von Kraftfahrzeugen |
| US2558203A (en) * | 1945-08-04 | 1951-06-26 | Gleason Works | Clutch tooth |
| JPS3728816Y1 (ja) * | 1960-02-17 | 1962-10-25 | ||
| JPS5217706U (ja) * | 1975-06-27 | 1977-02-08 | ||
| US4909364A (en) * | 1988-05-12 | 1990-03-20 | Sundstrand Corporation | Latching failure detection mechanism for rotary drive systems |
| JPH0552362U (ja) * | 1991-12-24 | 1993-07-13 | セイレイ工業株式会社 | クイックヒッチ正逆転両用構造 |
| US5273499A (en) * | 1989-07-14 | 1993-12-28 | Zahnradfabrik Friedrichshafen Ag | Claw coupling with large angle of deflection and small retaining and releasing force |
| JPH0679395A (ja) * | 1992-08-18 | 1994-03-22 | Kawasaki Heavy Ind Ltd | 爪付きクラッチ部材の製造方法 |
| JPH1137173A (ja) * | 1997-07-18 | 1999-02-09 | Mitsubishi Agricult Mach Co Ltd | 双方向伝動ドッグクラッチ |
| JP2005048820A (ja) * | 2003-07-31 | 2005-02-24 | Yamaha Marine Co Ltd | 船外機用クラッチ装置 |
| JP2007205527A (ja) * | 2006-02-06 | 2007-08-16 | Aisin Seiki Co Ltd | クラッチディスク |
| JP2009190653A (ja) * | 2008-02-18 | 2009-08-27 | Yamaha Motor Co Ltd | 船舶推進機のシフト機構 |
| US20100140042A1 (en) * | 2005-07-20 | 2010-06-10 | Mack Trucks, Inc | Dog-tooth-face interface |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE599714C (de) * | 1932-07-31 | 1934-07-07 | Maybach Motorenbau G M B H | Ausbildung von Klauenkupplungszaehnen, insbesondere bei Getrieben von Kraftfahrzeugen |
| DE1159867B (de) * | 1959-06-20 | 1963-12-19 | Fein C & E | Schlagschrauber mit drehmomentabhaengiger Abschaltung des insbesondere elektromotorischen Antriebs |
| JPS5217706A (en) | 1975-08-01 | 1977-02-09 | Hitachi Ltd | Campon system of automaic exchange machine |
| JPS5997322A (ja) * | 1982-11-25 | 1984-06-05 | Kawasaki Heavy Ind Ltd | クラツチ爪を有するクラツチ部材およびクラツチ爪の加工方法 |
| JPH0552362A (ja) | 1991-08-22 | 1993-03-02 | Sanyo Electric Co Ltd | 空気調和装置 |
| JP4170534B2 (ja) * | 1999-09-03 | 2008-10-22 | 本田技研工業株式会社 | 変速機 |
| FR2820792B1 (fr) * | 2001-02-12 | 2003-04-04 | Peugeot Citroen Automobiles Sa | Dispositif de transmission de couple |
| JP2003301859A (ja) * | 2002-04-12 | 2003-10-24 | Yamaha Motor Co Ltd | 自動二輪車用変速機のドッグクラッチ |
| JP4805092B2 (ja) * | 2006-10-25 | 2011-11-02 | 本田技研工業株式会社 | 多板式クラッチ装置 |
| JP4979405B2 (ja) * | 2007-02-09 | 2012-07-18 | ヤマハ発動機株式会社 | 船外機 |
| JP5061388B2 (ja) * | 2008-02-29 | 2012-10-31 | 本田技研工業株式会社 | ドグクラッチ及び変速機 |
| JP5600441B2 (ja) * | 2010-02-12 | 2014-10-01 | 本田技研工業株式会社 | ドグクラッチ用ギヤ |
-
2012
- 2012-06-15 JP JP2012136057A patent/JP5250137B1/ja active Active
-
2013
- 2013-04-09 WO PCT/JP2013/060743 patent/WO2013187111A1/ja active Application Filing
- 2013-04-09 US US14/406,818 patent/US9518613B2/en active Active
- 2013-04-09 EP EP13804036.5A patent/EP2863085B1/en active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2049127A (en) * | 1932-07-30 | 1936-07-28 | Maybach Motorenbau Gmbh | Claw coupling |
| DE700712C (de) * | 1938-07-19 | 1940-12-27 | Maybach Motorenbau G M B H | Ausbildung von Klauenkupplungszaehnen, insbesondere bei Getrieben von Kraftfahrzeugen |
| US2558203A (en) * | 1945-08-04 | 1951-06-26 | Gleason Works | Clutch tooth |
| JPS3728816Y1 (ja) * | 1960-02-17 | 1962-10-25 | ||
| JPS5217706U (ja) * | 1975-06-27 | 1977-02-08 | ||
| US4909364A (en) * | 1988-05-12 | 1990-03-20 | Sundstrand Corporation | Latching failure detection mechanism for rotary drive systems |
| US5273499A (en) * | 1989-07-14 | 1993-12-28 | Zahnradfabrik Friedrichshafen Ag | Claw coupling with large angle of deflection and small retaining and releasing force |
| JPH0552362U (ja) * | 1991-12-24 | 1993-07-13 | セイレイ工業株式会社 | クイックヒッチ正逆転両用構造 |
| JPH0679395A (ja) * | 1992-08-18 | 1994-03-22 | Kawasaki Heavy Ind Ltd | 爪付きクラッチ部材の製造方法 |
| JPH1137173A (ja) * | 1997-07-18 | 1999-02-09 | Mitsubishi Agricult Mach Co Ltd | 双方向伝動ドッグクラッチ |
| JP2005048820A (ja) * | 2003-07-31 | 2005-02-24 | Yamaha Marine Co Ltd | 船外機用クラッチ装置 |
| US20100140042A1 (en) * | 2005-07-20 | 2010-06-10 | Mack Trucks, Inc | Dog-tooth-face interface |
| JP2007205527A (ja) * | 2006-02-06 | 2007-08-16 | Aisin Seiki Co Ltd | クラッチディスク |
| JP2009190653A (ja) * | 2008-02-18 | 2009-08-27 | Yamaha Motor Co Ltd | 船舶推進機のシフト機構 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2863085A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2863085A1 (en) | 2015-04-22 |
| JP5250137B1 (ja) | 2013-07-31 |
| EP2863085B1 (en) | 2018-09-19 |
| EP2863085A4 (en) | 2016-05-11 |
| US9518613B2 (en) | 2016-12-13 |
| JP2014001760A (ja) | 2014-01-09 |
| US20150219166A1 (en) | 2015-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105041838A (zh) | 一种带内花键的电机轴及其制造方法 | |
| WO2013187111A1 (ja) | 噛み合いクラッチ | |
| JP2009041674A (ja) | 歯車部材、歯車機構、および歯車部材の製造方法 | |
| JP5134360B2 (ja) | 一体化成形インターナル歯車 | |
| KR101715518B1 (ko) | 냉간포머를 이용한 리액션 샤프트의 스플라인기어 성형 방법 | |
| JP2007040320A (ja) | 冷間鍛造傘歯車軸 | |
| CN209850262U (zh) | 一种花键的简易制作结构 | |
| JP2013035034A (ja) | スプライン軸の製造方法 | |
| JP5701180B2 (ja) | ダブルコーンシンクロ用の同期クラッチ歯車 | |
| JP2014109319A (ja) | ボールねじ機構 | |
| JP2004105974A (ja) | 歯車軸および転造用平ダイス | |
| JP2013018085A (ja) | 突起型前案内部を有するブローチ工具 | |
| JP4645608B2 (ja) | 一体形ヘリカルブローチおよびブローチ加工方法 | |
| KR100929045B1 (ko) | 변속기의 링기어 가공용 커터 | |
| JP4278040B2 (ja) | スプラインの噛合部構造 | |
| JP2007307567A (ja) | 転造工具及び転造方法 | |
| JP2016125531A (ja) | 減速機 | |
| JP5573684B2 (ja) | ヘリカルブローチ | |
| CN112935392B (zh) | 一种组合式异形花键拉刀及其设计方法 | |
| CN215334279U (zh) | 一种新型接合齿齿轮 | |
| CN203509231U (zh) | 一种矩形花键滚刀组件 | |
| EP2564950A2 (en) | Outer joint member for constant velocity universal joint and method for manufacturing the same | |
| JP5601867B2 (ja) | 動力伝達機構 | |
| JP4638302B2 (ja) | 冷間鍛造傘歯車 | |
| RU2700221C2 (ru) | Зубчатые передачи с арочным зацеплением и способ изготовления зубчатого колеса с внутренними зубьями арочной формы |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13804036 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013804036 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14406818 Country of ref document: US |