WO2013027663A1 - 熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 - Google Patents
熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 Download PDFInfo
- Publication number
- WO2013027663A1 WO2013027663A1 PCT/JP2012/070884 JP2012070884W WO2013027663A1 WO 2013027663 A1 WO2013027663 A1 WO 2013027663A1 JP 2012070884 W JP2012070884 W JP 2012070884W WO 2013027663 A1 WO2013027663 A1 WO 2013027663A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat
- polyimide film
- film
- fusible
- polyimide
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2379/00—Other polymers having nitrogen, with or without oxygen or carbon only, in the main chain
- B32B2379/08—Polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/10—Polyamides derived from aromatically bound amino and carboxyl groups of amino carboxylic acids or of polyamines and polycarboxylic acids
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
Definitions
- the present invention relates to a heat-fusible polyimide film having heat-fusibility and a method for producing the same.
- the present invention also relates to a polyimide metal laminate using a heat-fusible polyimide film.
- Polyimide films are widely used as substrate materials such as flexible printed boards (FPC) and tape automated bonding (TAB).
- FPC flexible printed boards
- TAB tape automated bonding
- an adhesive such as an epoxy resin or an acrylic resin can be used.
- Patent Document 1 discloses a multilayer polyimide film having a heat-fusible polyimide layer on both sides of a heat-resistant polyimide layer. Yes.
- Patent Document 2 discloses a method of casting a thermoplastic polyimide solution on a release film and drying it to obtain a thermoplastic polyimide film with a release film.
- JP 2004-230670 A Japanese Patent Laid-Open No. 11-10664
- thermoplastic polyimide film from the release film and the peel strength between the thermoplastic polyimide film and the adherend such as copper foil.
- the release film and the thermoplastic resin are heat-sealed during the production process, and improving the peelability may lead to a decrease in the heat-fusibility of the thermoplastic resin.
- the heat-fusibility of the thermoplastic resin is lowered, there is a possibility that the adhesiveness when bonded to an adherend such as a metal is also lowered. That is, the thermoplastic polyimide film is required to have contradictory properties such as low adhesion to the release film and high adhesion to the adherend.
- An object of the present invention is to provide a heat-fusible polyimide film and a method for producing the same, and a polyimide metal laminate using the heat-fusible polyimide film, in which the above improvement is attempted.
- the present invention relates to the following matters.
- the tetracarboxylic dianhydride component includes 2,3,3 ′, 4′-biphenyltetracarboxylic dianhydride and 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride
- the diamine component contains an aromatic diamine compound represented by the formula (I) as a main component, (However, X is O, CO, C (CH 3 ) 2 , CH 2 , SO 2 , S, or a direct bond. In the case of two or more types of bonds, they may be the same or different, and n is 0.
- a polyimide copper foil laminate in which 18 ⁇ m copper foils are stacked on both sides of a heat-sealable polyimide film, a temperature of 340 ° C., a pressure of 3 MPa, and pressing for 1 minute to bond the heat-sealable polyimide film and the copper foil together.
- the heat-fusible polyimide film is characterized in that the peel strength measured by the method of JIS C6471 is 1 N / mm or more on both sides.
- a step of obtaining a heat-fusible polyimide film with a carrier film by heat-treating the obtained dried product A method for producing a single-layer heat-fusible polyimide film comprising:
- the polyamic acid solution is obtained by polymerizing a tetracarboxylic dianhydride component and a diamine component, and the tetracarboxylic dianhydride component is 2,3,3 ′, 4′-biphenyltetracarboxylic dianhydride.
- the diamine component contains an aromatic diamine compound represented by the formula (I) as a main component, (However, X is O, CO, C (CH 3 ) 2 , CH 2 , SO 2 , S, or a direct bond. In the case of two or more types of bonds, they may be the same or different, and n is 0. It is an integer of ⁇ 4)
- the method for producing a heat-fusible polyimide film wherein the carrier film is a polyimide film, and the polyimide film has a thickness of 50 ⁇ m or more.
- the polyimide film as the carrier film is obtained by polymerizing a tetracarboxylic dianhydride component and a diamine component to obtain a polyamic acid solution, and casting or coating the polyamic acid solution on a support, After obtaining a self-supporting film by drying, it is obtained by heating and imidizing the self-supporting film, and a polyamic acid solution is cast or coated on the surface of the carrier film that is in contact with the support.
- the method for producing a heat-fusible polyimide film according to any one of (5) to (7) above.
- a single-layer heat-fusible polyimide film having good peelability from a carrier film.
- a polyimide metal laminate can be obtained by thermocompression bonding the heat-fusible polyimide film and a metal layer such as a copper foil. This polyimide metal laminate has high peel strength between the polyimide film and the metal layer.
- the heat-fusible polyimide film of the present invention is obtained by polymerizing a tetracarboxylic dianhydride component and a diamine component.
- the heat-fusible property means that the softening point of the polyimide film surface is less than 350 ° C.
- the softening point is a temperature at which the object softens suddenly when heated, and Tg (glass transition point) is used for amorphous polyimide, and the melting point is a softening point for crystalline polyimide.
- Tg glass transition point
- melting point is a softening point for crystalline polyimide.
- “heat-fusibility” is sometimes referred to as “thermoplastic”.
- single layer of a single-layer heat-fusible polyimide film means that no other layer is in contact with both sides of the heat-fusible polyimide film.
- the tetracarboxylic dianhydride component used in the present invention includes 2,3,3 ′, 4′-biphenyltetracarboxylic dianhydride, 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride, including.
- the total amount of these acid components is 70 mol% or more, more preferably 80 mol% or more, more preferably 90 mol% or more.
- the tetracarboxylic dianhydride component used in the present invention can be a combination of the above two acid components and another tetracarboxylic dianhydride component.
- Other tetracarboxylic dianhydride components include pyromellitic dianhydride, 3,3 ′, 4,4′-benzophenone tetracarboxylic dianhydride, bis (3,4-dicarboxyphenyl) ether dianhydride Bis (3,4-dicarboxyphenyl) sulfide dianhydride, bis (3,4-dicarboxyphenyl) sulfone dianhydride, bis (3,4-dicarboxyphenyl) methane dianhydride, 2,2 -Bis (3,4-dicarboxyphenyl) propane dianhydride, 1,4-hydroquinone dibenzoate-3,3 ', 4,4'-tetracarboxylic dianhydride and the like.
- the diamine component used in the present invention contains an aromatic diamine compound represented by the formula (I) as a main component.
- X is O, CO, C (CH 3 ) 2 , CH 2 , SO 2 , S, or a direct bond. In the case of two or more types of bonds, they may be the same or different, and n is 0. It is an integer of ⁇ 4)
- the diamine component used in the present invention contains at least 70 mol%, more preferably 80 mol% or more, more preferably 90 mol% or more, based on the diamine component represented by formula (I) as a main component.
- Specific examples of the diamine component include 1,3-bis (4-aminophenoxy) benzene, 1,3-bis (3-aminophenoxy) benzene, 1,4-bis (4-aminophenoxy) benzene, 3,3 '-Diaminobenzophenone, 4,4'-bis (3-aminophenoxy) biphenyl, 4,4'-bis (4-aminophenoxy) biphenyl, bis [4- (3-aminophenoxy) phenyl] ketone, bis [4 -(4-aminophenoxy) phenyl] ketone, bis [4- (3-aminophenoxy) phenyl] sulfide, bis [4- (4-aminophenoxy) phenyl] sulf
- 1,3-bis (4-aminophenoxy) benzene can be preferably used.
- a diamine component can be used individually or in combination of 2 or more types.
- the thickness of the heat-fusible polyimide film is more than 0 and 75 ⁇ m, preferably 15 to 50 ⁇ m, and more preferably 25 to 50 ⁇ m. According to the present invention, a heat-fusible polyimide film having a relatively large thickness can be obtained.
- the polyimide metal laminate is formed by laminating a metal layer on at least one surface of a heat-fusible polyimide film.
- the surface of the heat-fusible polyimide film on which the metal layer is laminated is preferably a surface without a carrier film described later. Moreover, you may laminate
- the metal layer is preferably a metal foil.
- various metal foils such as copper, aluminum, gold and alloy foils can be used.
- copper foil is preferably used.
- Specific examples of the copper foil include rolled copper foil and electrolytic copper foil.
- the metal layer was mentioned as an adherend laminated
- the adherend other than metal include ceramic, glass, and polyimide film.
- any surface roughness can be used, but it is preferable that the surface roughness Rz is 0.5 ⁇ m or more. Further, it is preferable that the surface roughness Rz of the metal foil is 7 ⁇ m or less, particularly 5 ⁇ m or less.
- Such metal foils, such as copper foils, are known as VLP, LP (or HTE).
- the thickness of the metal foil is not particularly limited, but is preferably 2 to 35 ⁇ m, particularly 5 to 18 ⁇ m.
- a metal foil with a carrier for example, a copper foil with an aluminum foil carrier can be used.
- a heat-fusible polyimide film and a metal foil are firmly laminated.
- 18 ⁇ m copper foil is stacked on both sides of a heat-fusible polyimide film, and the heat-fusible polyimide film and the copper foil are bonded together by pressing (thermocompression) at a temperature of 340 ° C., a pressure of 3 MPa, and 1 minute. .
- the peel strength of the copper foil 2 is measured.
- the peel strength is 0.5 N / mm or more for both the copper foil 1-heat-sealable polyimide film and the heat-sealable polyimide film-copper foil 2.
- the peel strength can be 1 N / mm or more.
- a single-layer heat-fusible polyimide film for obtaining this polyimide metal laminate can be provided.
- the heat-fusible polyimide film of the present invention can be used as an adhesive sheet or an adhesive tape.
- the heat-fusible polyimide film and the polyimide metal laminate of the present invention have good moldability, and are directly subjected to drilling, bending and drawing, metal wiring formation, thermocompression bonding of electronic circuits on the wiring, etc. Can do.
- the heat-fusible polyimide film and the polyimide metal laminate of the present invention can be used as materials for electronic parts and electronic devices such as a printed wiring board, a flexible printed circuit board, and a TAB tape.
- the heat-fusible polyimide film of the present invention includes a tab lead sealing material such as a lithium ion battery, a polymer battery, and an electric double layer capacitor using an aluminum laminate film as an outer bag, a cover lay of a flexible printed circuit board, and a ceramic package. It can be suitably used as an adhesive sheet that requires reliability at high temperatures, such as a bonding material between a cap and a cap.
- the method for producing the heat-fusible polyimide film of the present invention comprises a step of casting or coating a polyamic acid solution on a carrier film and drying, and heat-bonding the resulting dried product to heat-fuse with a carrier film.
- the polyamic acid solution is obtained by polymerizing a tetracarboxylic dianhydride component and a diamine component, and the tetracarboxylic dianhydride component is 2,3,3 ′, 4′-biphenyltetracarboxylic acid.
- Dianhydride and 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride, and the diamine component contains an aromatic diamine compound represented by the formula (I) as a main component
- X is O, CO, C (CH 3 ) 2 , CH 2 , SO 2 , S, or a direct bond. In the case of two or more types of bonds, they may be the same or different, and n is 0. It is an integer of ⁇ 4)
- the polyamic acid solution can be obtained by reacting a tetracarboxylic dianhydride component and a diamine component in an organic solvent.
- the tetracarboxylic dianhydride component and the diamine component are the same as described above.
- the reaction temperature is 100 ° C. or lower, preferably 80 ° C. or lower, more preferably 0 to 60 ° C.
- the mixing ratio of the tetracarboxylic dianhydride component and the diamine component is preferably the equimolar amount.
- organic solvent used for producing the polyamic acid examples include N-methyl-2-pyrrolidone, N, N-dimethylformamide, N, N-dimethylacetamide, N, N-diethylacetamide, dimethyl sulfoxide, hexamethylphosphoramide, Examples thereof include N-methylcaprolactam and cresols. These organic solvents may be used alone or in combination of two or more.
- the concentration of all monomers in the organic polar solvent is preferably 5 to 40% by mass, more preferably 6 to 6%. It is 35% by mass, particularly preferably 10 to 30% by mass.
- the solution viscosity of the polyamic acid may be appropriately selected depending on the purpose of use (coating, casting, etc.) and the purpose of production.
- the rotational viscosity measured at 30 ° C. is about 0.1 to 5000 poise, particularly 0.5 to 2000 poise, more preferably about 1 to 2000 poise. From the viewpoint of Therefore, it is desirable to carry out the polymerization reaction for producing the polyamic acid to such an extent that the obtained polyamic acid exhibits the above viscosity.
- organic solvent described above can be added to the produced polyamic acid solution to adjust the solution viscosity.
- a phosphorus stabilizer such as triphenyl phosphite or triphenyl phosphate is added to the concentration of all monomers in the organic polar solvent during the polyamic acid polymerization for the purpose of limiting the gelation. It can be added in the range of 0.01 to 1%.
- a basic organic compound can be added to the polyamic acid solution.
- imidazole, 2-methylimidazole, 1,2-dimethylimidazole, 2-phenylimidazole, benzimidazole, isoquinoline, substituted pyridine and the like are added in an amount of 0.05 to 10 mass with respect to the concentration of all monomers in the organic polar solvent. %, Particularly 0.1 to 2% by weight.
- a phosphate ester or a salt of a tertiary amine and a phosphate ester to the polyamic acid solution from the viewpoint of the film surface state and productivity.
- the addition amount of these is preferably 0.01 to 5 parts by mass with respect to 100 parts by mass of the resulting polyimide or polymer.
- Specific examples of the phosphate ester include distearyl phosphate ester and monostearyl phosphate ester.
- salts of tertiary amines and phosphate esters include monostearyl phosphate ester triethanolamine salt.
- the polyamic acid solution is cast or applied to a carrier film and dried.
- a polyimide film is preferably used, and among them, heat-resistant polyimide is particularly preferably used.
- the drying temperature is, for example, 80 to 200 ° C., preferably 100 to 200 ° C.
- the drying processing time is, for example, 5 to 60 minutes.
- a commercially available polyimide film can be used as the carrier film.
- Examples of commercially available polyimide films include Upilex (registered trademark) manufactured by Ube Industries, Kapton EN (registered trademark) manufactured by Toray DuPont, and Apical NPI (registered trademark) manufactured by Kaneka Corporation.
- Upilex registered trademark
- Kapton EN registered trademark
- Apical NPI registered trademark
- the thickness of the polyimide film as the carrier film is 50 ⁇ m or more, preferably 75 to 125 ⁇ m, particularly preferably 75 to 100 ⁇ m.
- a polyimide film as a carrier film is obtained by polymerizing a tetracarboxylic dianhydride component and a diamine component to obtain a polyamic acid solution, casting or coating the polyamic acid solution on a support, and drying it. After obtaining the support film, the self-support film is heated to imidize.
- the surface that was in contact with the support when the polyamic acid solution was cast or applied onto the support was referred to as the B surface, and was not in contact with the support (air Side) surface.
- the tetracarboxylic dianhydride component for obtaining a polyimide film as a carrier film is not particularly limited, and examples thereof include 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride, pyro Examples thereof include an acid component containing at least one component selected from merit acid dianhydride and 1,4-hydroquinone dibenzoate-3,3 ′, 4,4′-tetracarboxylic dianhydride.
- the amount of the acid component in the tetracarboxylic dianhydride component is, for example, 70 mol% or more, more preferably 80 mol% or more, and more preferably 90 mol% or more.
- the diamine component for obtaining the polyimide film as the carrier film is selected from p-phenylenediamine, 4,4′-diaminodiphenyl ether, 3,4′-diaminodiphenyl ether, m-tolidine and 4,4′-diaminobenzanilide. And a diamine component containing at least one component.
- the amount of the diamine in the diamine component is, for example, 70 mol% or more, more preferably 80 mol% or more, and more preferably 90 mol% or more.
- Examples of the combination of an acid component and a diamine component that can obtain a heat-resistant polyimide include the following.
- a combination comprising 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride (s-BPDA), p-phenylenediamine (PPD), and optionally 4,4-diaminodiphenyl ether (DADE) .
- s-BPDA 4,4′-biphenyltetracarboxylic dianhydride
- PPD p-phenylenediamine
- DADE 4,4-diaminodiphenyl ether
- s-BPDA 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride
- PMDA pyromellitic dianhydride
- PPD p-phenylenediamine
- DADE 4-diaminodiphenyl ether
- s-BPDA / PMDA is preferably 0/100 to 90/10.
- PPD and DADE are used in combination, the PPD / DADE is preferably 90/10 to 10/90, for example.
- DADE / PPD is preferably 90/10 to 10/90.
- s-BPDA 4,4′-biphenyltetracarboxylic dianhydride
- PPD p-phenylenediamine
- the combination of (1) is preferable because of excellent heat resistance.
- tetracarboxylic acid containing 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride as a main component for example, 70 mol% or more, preferably 80 mol% or more, more preferably 90 mol% or more.
- a heat-resistant polyimide obtained from a dianhydride component and a diamine component containing paraphenylenediamine as a main component (for example, 70 mol% or more, preferably 80 mol% or more, more preferably 90 mol% or more).
- a heat-fusible polyimide film excellent in low linear expansion coefficient, high elastic modulus, and dimensional stability can be obtained.
- the method for casting or coating is not particularly limited. For example, gravure coating, spin coating, silk screen, dip coating, spray coating, bar coating, knife coating, roll coating, blade coating And a method such as a die coating method.
- the surface of the carrier film on which the polyamic acid solution is cast or applied either the A surface or the B surface may be used.
- the peeling strength of the copper foil of the polyimide surface of a polyimide metal laminated body becomes high.
- the thickness of the carrier film is 75 ⁇ m or more, preferably 75 to 125 ⁇ m, it is preferable to cast or apply the polyamic acid solution to the B surface of the carrier film.
- the temperature of the heat treatment is higher than the above drying temperature, and is 100 to 430 ° C., preferably 100 to 400 ° C., more preferably 300 to 400 ° C.
- the heat treatment time is, for example, 1 to 100 minutes.
- the maximum heating temperature of the heat treatment is preferably 430 ° C. or less, more preferably 270 to 430 ° C., and further preferably 340 to 350 ° C.
- the heat treatment is performed continuously or intermittently.
- the heat treatment is performed in a state where at least a pair of both end edges of the film which is the dried product is fixed by a movable fixing device or the like.
- the heat treatment can be performed using an apparatus such as a hot air furnace or an infrared heating furnace.
- the fixing device for example, a belt-like or chain-like one provided with a large number of pins or gripping tools at regular intervals, both side edges in the longitudinal direction of the film which is the dried product supplied continuously or intermittently
- a device that can be fixed along the film and fixed while moving the film continuously or intermittently with the movement of the film is suitable.
- the fixing device may be a device capable of expanding and contracting the film being heat-treated in the width direction or the longitudinal direction at an appropriate elongation rate or shrinkage rate (particularly preferably an expansion ratio of about 0.5 to 5%). Good.
- the heat-welding polyimide film again preferably 400 gf / mm 2 or less, particularly preferably under 300 gf / mm 2 or lower tension or under no tension, the temperature of 100 ⁇ 400 ° C., preferably 0.1
- a heat-fusible polyimide film having particularly excellent dimensional stability can be obtained.
- the manufactured heat-fusible polyimide film with a long carrier film can be wound up in a roll shape.
- the heat-fusible polyimide film of the present invention has good peelability from the carrier film.
- Upilex described above when used as a carrier film, it is heat-fusible with an extremely small peel strength of 0.05 N / mm or less, preferably 0.02 N / mm or less, more preferably 0.01 N / mm or less.
- the polyimide film can be peeled from the carrier film.
- the metal layer is overlapped on both surfaces of the single layer heat-fusible polyimide film from which the carrier film obtained above is peeled off, and the heat-fusible polyimide film and the metal layer are thermocompression bonded. Thereby, the polyimide metal laminated body by which the metal layer was laminated
- the metal layer is overlapped on one side of the single layer heat-fusible polyimide film from which the carrier film has been peeled off, and the heat-fusible polyimide film and the metal layer are thermocompression bonded.
- surface of the heat-fusible polyimide film can be obtained.
- the metal layer is the same as described above.
- thermocompression bonding of a heat-fusible polyimide film and a metal layer will be described.
- the heat-fusible polyimide film and the metal foil are continuously heated with at least a pair of pressure members, and the temperature of the pressure part is 30 ° C. or higher and 420 ° C. or lower than the glass transition temperature of the heat-fusible polyimide. It is preferable to perform thermocompression bonding.
- the pressure member examples include a pair of pressure-bonding metal rolls (the pressure-bonding portion may be made of metal or ceramic sprayed metal), a double belt press, and a hot press, and particularly capable of thermocompression bonding and cooling under pressure. Of these, a hydraulic double belt press is particularly preferable.
- the pressure member for example, a metal roll, preferably a double belt press is used, and the heat-fusible polyimide film, the metal foil, and the reinforcing material are overlapped and continuously pressed under heating.
- a long polyimide metal laminate can be produced.
- the heat-sealable polyimide film and the metal foil are used in a roll-wound state and are continuously supplied to the pressure members, respectively, and particularly suitable when a single-sided metal foil laminate is obtained in a roll-wound state. is there.
- the polyimide film shown below was used for the carrier film.
- Upilex 25S Ube Industries, thickness 25 ⁇ m
- Iupilex 50S Ube Industries, thickness 50 ⁇ m
- Iupirex 75S Ube Industries, thickness 75 ⁇ m
- Upilex 125S Ube Industries, thickness 125 ⁇ m
- the polyimide film uses 3,3 ′, 4,4′-biphenyltetracarboxylic dianhydride as the tetracarboxylic dianhydride component and paraphenylenediamine as the diamine component, and both are polymerized to obtain a polyamic acid solution. Then, the polyamic acid solution was cast or coated on a support and dried to obtain a self-supporting film, and then the self-supporting film was heated to imidize. Of the both sides of the polyimide film as the carrier film, the surface that was in contact with the support when the polyamic acid solution was cast or applied onto the support was referred to as the B surface, and the air side surface that was not in contact with the support. It is called A side.
- Example 1 (Preparation of heat-fusible polyimide film and evaluation of peel strength from carrier film) (Example 1) (Carrier film 75S (A surface) -heat-sealable polyimide film 15 ⁇ m)
- the polyamic acid solution obtained above was applied on the A-side of Upilex 75S as a carrier film with a bar coater, and dried by heating at 120 ° C. for 8 minutes. After that, with the carrier film attached, in a hot air heating furnace in increments of 30 ° C. from 130 ° C. to 340 ° C. (340 ° C.
- Example 2 (75S (A surface) -25 ⁇ m)
- the polyamic acid solution obtained above was applied on the A-side of Upilex 75S as a carrier film with a bar coater, and dried by heating at 120 ° C. for 12 minutes. Then, with the carrier film attached, in a hot air heating furnace from 130 ° C. to 340 ° C. (340 ° C. is the highest heating temperature) in increments of 30 ° C., the holding time at each temperature is raised in 2 minutes, solvent removal, imide As a result, a heat-sealable polyimide film with a carrier film was produced.
- the peel strength of the heat-fusible polyimide film from the carrier film was measured by the method described above. The results are shown in Table 1. The peel strength was extremely small. The appearance of the heat-fusible polyimide film was also good.
- the carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m.
- Example 3 (75S (A surface) -50 ⁇ m)
- the polyamic acid solution obtained above was applied on the A-side of Upilex 75S as a carrier film with a bar coater, and dried by heating at 110 ° C. for 25 minutes. Then, with the carrier film attached, in a hot air heating furnace from 130 ° C. to 340 ° C. (340 ° C. is the highest heating temperature) in increments of 30 ° C., the holding time at each temperature is raised in 2 minutes, solvent removal, imide As a result, a heat-sealable polyimide film with a carrier film was produced.
- the peel strength of the heat-fusible polyimide film from the carrier film was measured by the method described above. The results are shown in Table 1. The peel strength was extremely small. The appearance of the heat-fusible polyimide film was also good.
- the carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 50 ⁇ m.
- Example 4 (75S (B side) -25 ⁇ m) A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 2 except that the B film of Upilex 75S was used as the carrier film.
- the peel strength of the heat-fusible polyimide film from the carrier film was measured by the method described above. The peel strength was equivalent to that of Example 2 and was extremely small. The appearance of the heat-fusible polyimide film was also good.
- the carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m.
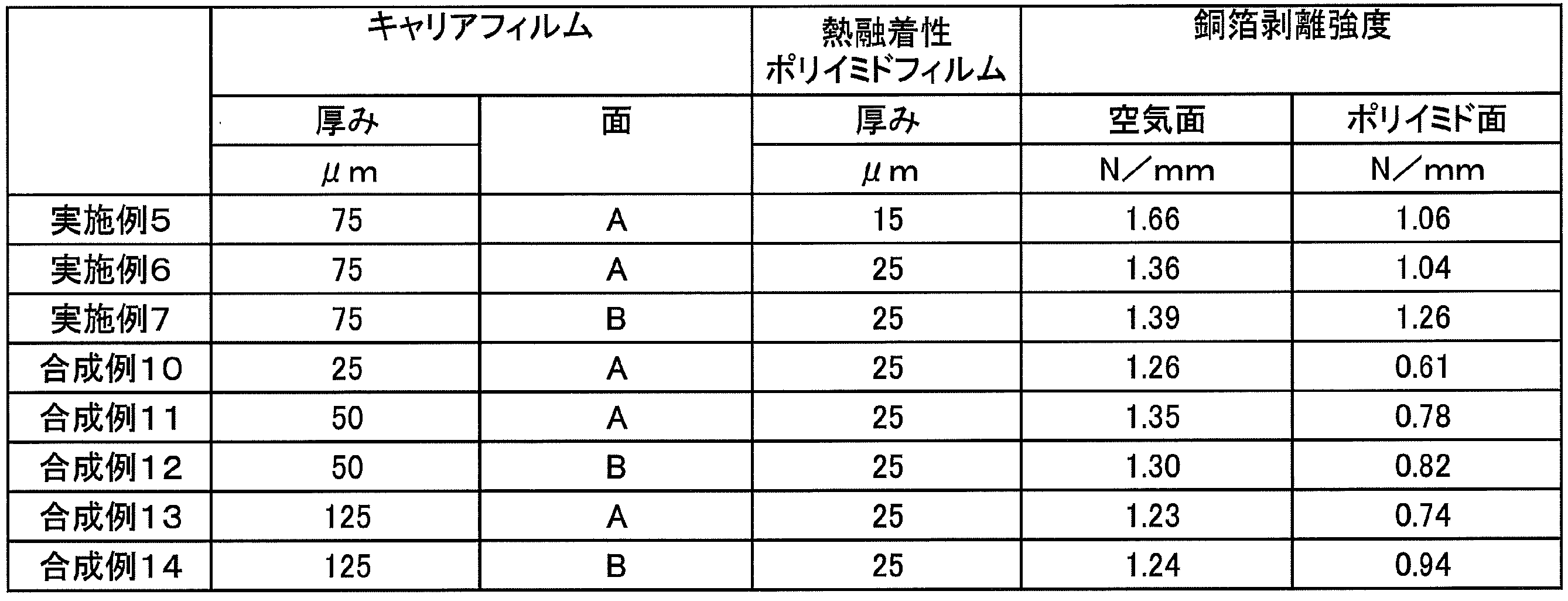
- Example 5 (Preparation of polyimide copper foil laminate and evaluation of peel strength between heat-sealable polyimide film and copper foil) (Example 5) (75S (A surface) -15 ⁇ m) A copper foil (rolled copper foil, BHY-13H-T manufactured by Nikko Metal Co., Ltd., thickness 18 ⁇ m) was superimposed on both surfaces of the single-layer heat-fusible polyimide film obtained in Example 1. After preheating the laminated heat-sealable polyimide film and the copper foil at 340 ° C. for 10 minutes, a polyimide metal laminate was prepared by thermocompression bonding at a heating temperature of 340 ° C., a pressure bonding pressure of 3 MPa, and a pressure bonding time of 1 minute. .
- the peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 2.
- air surface refers to the surface of the heat-fusible polyimide film without the carrier film, and indicates the peel strength between the heat-fusible polyimide film and the copper foil on that surface.
- polyimide surface refers to the surface of the heat-fusible polyimide film with the carrier film, and indicates the peel strength between the heat-fusible polyimide film and the copper foil on that surface.
- the peel strength was 1 N / mm or more on both sides of the polyimide metal laminate. The appearance of the polyimide metal laminate was also good.
- Example 6 (75S (A surface) -25 ⁇ m) A polyimide metal laminate was produced in the same manner as in Example 5 except that the single-layer heat-fusible polyimide film obtained in Example 2 was used. Table 2 shows the peel strength measurement results. The peel strength was 1 N / mm or more on both sides of the polyimide metal laminate. The appearance of the polyimide metal laminate was also good.
- Example 7 (75S (B side) -25 ⁇ m) A polyimide metal laminate was produced in the same manner as in Example 5 except that the single-layer heat-fusible polyimide film obtained in Example 4 was used. Table 2 shows the peel strength measurement results. The peel strength was 1 N / mm or more on both sides of the polyimide metal laminate. The appearance of the polyimide metal laminate was also good.
- Example 8 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 2 except that the maximum heating temperature was changed to 270 ° C. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m. A polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film. The peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- Example 9 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 2 except that the maximum heating temperature was changed to 300 ° C. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m. A polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film. The peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- Example 10 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 2 except that the maximum heating temperature was changed to 350 ° C. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m.
- This heat-fusible polyimide film has a tensile strength of 133 MPa, an elongation of 136%, and an elastic modulus of 2.90 GPa, and it has been revealed that it has practically usable mechanical properties.
- the tensile strength was measured by the method of ASTM D882
- the elongation was measured by the method of ASTM D882
- the elastic modulus was measured by the method of ASTM D882.
- a polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film.
- the peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- Example 11 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 10 except that the holding time at the maximum heating temperature of 350 ° C. was changed from 2 minutes to 5 minutes. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m. A polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film. The peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- Example 12 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 10 except that the holding time at the maximum heating temperature of 350 ° C. was changed from 2 minutes to 10 minutes. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m. A polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film. The peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- Example 13 A heat-sealable polyimide film with a carrier film was produced in the same manner as in Example 2 except that the maximum heating temperature was changed to 430 ° C. The carrier film was peeled off to obtain a single-layer heat-fusible polyimide film having a thickness of 25 ⁇ m. A polyimide metal laminate was produced in the same manner as in Example 5 using this single layer heat-fusible polyimide film. The peel strength of the polyimide metal laminate was measured by the above method. The results are shown in Table 3.
- the copper foil peel strength on the air surface of the polyimide metal laminate is higher than that of the polyimide surface.
- the copper foil peel strength of the polyimide metal laminate is as high as 0.7 N / mm or more on both the air surface and the polyimide surface.
- the peel strength of the copper foil on the air surface of the polyimide metal laminate when the B surface of the carrier film is used is substantially the same as that of the A surface of the carrier film. In contrast, the peel strength of the copper foil on the polyimide surface of the polyimide metal laminate when using the B surface of the carrier film is higher than that of the A surface of the carrier film.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
前記テトラカルボン酸二無水物成分は、2,3,3’,4’-ビフェニルテトラカルボン酸二無水物と3,3’,4,4’-ビフェニルテトラカルボン酸二無水物とを含み、
前記ジアミン成分は、式(I)で示される芳香族ジアミン化合物を主成分として含み、

熱融着性ポリイミドフィルムの両面に18μmの銅箔を重ねて、340℃の温度、3MPaの圧力、1分間プレスして熱融着性ポリイミドフィルムと銅箔とを貼り合わせたポリイミド銅箔積層体について、JIS C6471の方法で測定した剥離強度が、両面いずれも1N/mm以上であることを特徴とする熱融着性ポリイミドフィルム。
得られた乾燥物を熱処理することにより、キャリアフィルム付き熱融着性ポリイミドフィルムを得る工程と、
を含む単層の熱融着性ポリイミドフィルムの製造方法であって、
前記ポリアミック酸溶液は、テトラカルボン酸二無水物成分とジアミン成分とを重合して得られ、前記テトラカルボン酸二無水物成分は、2,3,3’,4’-ビフェニルテトラカルボン酸二無水物と3,3’,4,4’-ビフェニルテトラカルボン酸二無水物とを含み、前記ジアミン成分は、式(I)で示される芳香族ジアミン化合物を主成分として含み、

前記キャリアフィルムは、ポリイミドフィルムであり、前記ポリイミドフィルムの厚みは50μm以上であることを特徴とする熱融着性ポリイミドフィルムの製造方法。
本発明の熱融着性ポリイミドフィルムは、テトラカルボン酸二無水物成分とジアミン成分とを重合して得られる。

ポリイミド金属積層体は、熱融着性ポリイミドフィルムの少なくとも片面に金属層を積層されてなる。金属層が積層される熱融着性ポリイミドフィルムの面は、後で述べるキャリアフィルムが付いていなかった面であることが好ましい。また、熱融着性ポリイミドフィルムの両面に金属層を積層してもよい。
本発明の熱融着性ポリイミドフィルムの製造方法は、ポリアミック酸溶液をキャリアフィルム上に流延または塗布し、乾燥する工程と、得られた乾燥物を熱処理することにより、キャリアフィルム付き熱融着性ポリイミドフィルムを得る工程とを含む、単層の熱融着性ポリイミドフィルムの製造方法である。

(1)3,3’,4,4’-ビフェニルテトラカルボン酸二無水物(s-BPDA)と、p-フェニレンジアミン(PPD)と、必要により4,4-ジアミノジフェニルエーテル(DADE)を含む組み合わせ。この場合、PPD/DADE(モル比)は100/0~85/15であることが好ましい。
(2)3,3’,4,4’-ビフェニルテトラカルボン酸二無水物(s-BPDA)及びピロメリット酸二無水物(PMDA)と、p-フェニレンジアミン(PPD)と、必要により4,4-ジアミノジフェニルエーテル(DADE)を含む組み合わせ。この場合、s-BPDA/PMDAは0/100~90/10であることが好ましい。PPDとDADEを併用する場合、PPD/DADEは、例えば90/10~10/90が好ましい。
(3)ピロメリット酸二無水物(PMDA)と、p-フェニレンジアミン(PPD)及び4,4-ジアミノジフェニルエーテル(DADE)の組み合わせ。この場合、DADE/PPDは90/10~10/90であることが好ましい。
(4)3,3’,4,4’-ビフェニルテトラカルボン酸二無水物(s-BPDA)とp-フェニレンジアミン(PPD)とを主成分(合計100モル%中の50モル%以上)として得られるもの。
上記で得られたキャリアフィルムが剥離された単層の熱融着性ポリイミドフィルムの両面に金属層を重ねて熱融着性ポリイミドフィルムと金属層とを熱圧着する。これにより、熱融着性ポリイミドフィルムの両面に金属層が積層されたポリイミド金属積層体を得ることができる。
(キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度)
JIS C6471に記載の90度剥離試験により、30mm幅、MD方向、クロスヘッド速度50mm/分にて測定した。
(ポリイミド銅箔積層体の剥離強度)
JIS C6471に記載の180度剥離試験により、10mm幅、MD方向、クロスヘッド速度50mm/分にて測定した。
ユーピレックス25S(宇部興産製、厚み25μm)
ユーピレックス50S(宇部興産製、厚み50μm)
ユーピレックス75S(宇部興産製、厚み75μm)
ユーピレックス125S(宇部興産製、厚み125μm)
N,N-ジメチルアセトアミド中で1,3-ビス(4-アミノフェノキシ)ベンゼン(TPE-R)と2,3,3’,4’-ビフェニルテトラカルボン酸二無水物(a-BPDA)および3,3’,4,4’-ビフェニルテトラカルボン酸二無水物(s-BPDA)とを1000:200:800のモル比で加え、モノマー濃度が18質量%になるように、またモノステアリルリン酸エステルトリエタノールアミン塩をモノマー重量に対して0.5質量%加え、40℃で3時間反応させた。得られたポリアミック酸溶液の25℃における溶液粘度は、1680ポイズであった。
(実施例1)
(キャリアフィルム75S(A面)-熱融着性ポリイミドフィルム15μm)
キャリアフィルムとしてユ-ピレックス75SのA面上に、上記で得られたポリアミック酸溶液をバーコーターで塗布し、120℃で、8分間加熱乾燥した。その後、キャリアフィルム付きのまま、熱風加熱炉で130℃から340℃(340℃が最高加熱温度)まで30℃刻みで、それぞれの温度における保持時間は2分で昇温し、溶媒の除去、イミド化を行なうことにより、キャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。結果を表1に示す。剥離強度は極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み15μmの単層の熱融着性ポリイミドフィルムを得た。
キャリアフィルムとしてユ-ピレックス75SのA面上に、上記で得られたポリアミック酸溶液をバーコーターで塗布し、120℃で、12分間加熱乾燥した。その後、キャリアフィルム付きのまま、熱風加熱炉で130℃から340℃(340℃が最高加熱温度)まで30℃刻みで、それぞれの温度における保持時間は2分で昇温し、溶媒の除去、イミド化を行なうことにより、キャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。結果を表1に示す。剥離強度は極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。
キャリアフィルムとしてユ-ピレックス75SのA面上に、上記で得られたポリアミック酸溶液をバーコーターで塗布し、110℃で、25分間加熱乾燥した。その後、キャリアフィルム付きのまま、熱風加熱炉で130℃から340℃(340℃が最高加熱温度)まで30℃刻みで、それぞれの温度における保持時間は2分で昇温し、溶媒の除去、イミド化を行なうことにより、キャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。結果を表1に示す。剥離強度は極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み50μmの単層の熱融着性ポリイミドフィルムを得た。
キャリアフィルムをユーピレックス25S(厚み25μm)、50S(厚み50μm)、または125S(厚み125μm)に変え、熱融着性ポリイミドフィルムの厚みを表1に示すように設定した以外は、実施例1から3と同様な方法により、キャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。結果を表1に示す。剥離強度は極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み15μm、25μmおよび50μmの単層の熱融着性ポリイミドフィルムを得た。

キャリアフィルムとしてユ-ピレックス75SのB面に変えた以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。剥離強度は実施例2と同等であり極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。
キャリアフィルムとしてユ-ピレックス50SのB面に変えた以外は、合成例5と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。剥離強度は合成例5と同等であり極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。
キャリアフィルムとしてユ-ピレックス125SのB面に変えた以外は、合成例7と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。
キャリアフィルムからの熱融着性ポリイミドフィルムの剥離強度を前記の方法で測定した。剥離強度は合成例7と同等であり極めて小さかった。また、熱融着性ポリイミドフィルムの外観も良好であった。
キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。
(実施例5)(75S(A面)-15μm)
実施例1で得られた単層の熱融着性ポリイミドフィルムの両面に銅箔(圧延銅箔、日鉱金属社製BHY-13H-T、厚み18μm)を重ね合わせた。重ね合わせた熱融着性ポリイミドフィルムと銅箔とを340℃で10分予熱した後、加熱温度340℃、圧着圧力3MPa、圧着時間1分で熱圧着することにより、ポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表2に示す。表2中、「空気面」とは、熱融着性ポリイミドフィルムの面のうち、キャリアフィルムが付いていなかった面をいい、その面の熱融着性ポリイミドフィルムと銅箔の剥離強度を示す。また、「ポリイミド面」とは、熱融着性ポリイミドフィルムの面のうち、キャリアフィルムが付いていた面をいい、その面の熱融着性ポリイミドフィルムと銅箔の剥離強度を示す。剥離強度は、ポリイミド金属積層体の両面ともに1N/mm以上となった。また、ポリイミド金属積層体の外観も良好であった。
実施例2で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。剥離強度は、ポリイミド金属積層体の両面ともに1N/mm以上となった。また、ポリイミド金属積層体の外観も良好であった。
実施例4で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。剥離強度は、ポリイミド金属積層体の両面ともに1N/mm以上となった。また、ポリイミド金属積層体の外観も良好であった。
合成例2で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。
合成例5で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。
合成例8で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。
合成例7で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。
合成例9で得られた単層の熱融着性ポリイミドフィルムを使用した以外は、実施例5と同様な方法によりポリイミド金属積層体を作製した。剥離強度の測定結果を表2に示す。
最高加熱温度を270℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度を300℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度を350℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この熱融着性ポリイミドフィルムの引張強度は133MPaであり、伸び率は136%であり、弾性率は2.90GPaであり、実用できるレベルの機械物性を有することが明らかとなった。尚、引張強度は、ASTM D882の方法で、伸び率はASTM D882の方法で、弾性率はASTM D882の方法でそれぞれ測定した。
次に、この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度350℃の保持時間を2分から5分に変更した以外は、実施例10と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度350℃の保持時間を2分から10分に変更した以外は、実施例10と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度を430℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度を450℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。
最高加熱温度を470℃に変更した以外は、実施例2と同様な方法によりキャリアフィルム付き熱融着性ポリイミドフィルムを作製した。キャリアフィルムを剥離し、厚み25μmの単層の熱融着性ポリイミドフィルムを得た。この単層の熱融着性ポリイミドフィルムを用いて実施例5と同様な方法によりポリイミド金属積層体を作製した。ポリイミド金属積層体の剥離強度を前記の方法で測定した。結果を表3に示す。

(1)ポリイミド金属積層体の空気面の銅箔剥離強度は、ポリイミド面のそれよりも高い。
(2)キャリアフィルムの厚みが50μm以上の場合に、ポリイミド金属積層体の銅箔剥離強度が空気面、ポリイミド面のいずれもが0.7N/mm以上と高い。
(3)キャリアフィルムのB面を用いた場合のポリイミド金属積層体の空気面の銅箔の剥離強度は、キャリアフィルムのA面のそれと比べてほぼ同等である。これに対して、キャリアフィルムのB面を用いた場合のポリイミド金属積層体のポリイミド面の銅箔の剥離強度は、キャリアフィルムのA面のそれと比べて高い。
Claims (10)
- テトラカルボン酸二無水物成分とジアミン成分とを重合して得られる単層の熱融着性ポリイミドフィルムであって、
前記テトラカルボン酸二無水物成分は、2,3,3’,4’-ビフェニルテトラカルボン酸二無水物と3,3’,4,4’-ビフェニルテトラカルボン酸二無水物とを含み、
前記ジアミン成分は、式(I)で示される芳香族ジアミン化合物を主成分として含み、

熱融着性ポリイミドフィルムの両面に18μmの銅箔を重ねて、340℃の温度、3MPaの圧力、1分間プレスして熱融着性ポリイミドフィルムと銅箔とを貼り合わせたポリイミド銅箔積層体について、JIS C6471の方法で測定した剥離強度が、両面いずれも1N/mm以上であることを特徴とする熱融着性ポリイミドフィルム。 - 熱融着性ポリイミドフィルムの厚みが、15~50μmである請求項1記載の熱融着性ポリイミドフィルム。
- 前記芳香族ジアミン化合物は、1,3-ビス(4-アミノフェノキシ)ベンゼンである請求項1または2記載の熱融着性ポリイミドフィルム。
- 請求項1から3のいずれか1項に記載の熱融着性ポリイミドフィルムの両面に金属層を積層してなるポリイミド金属積層体。
- ポリアミック酸溶液をキャリアフィルム上に流延または塗布し、乾燥する工程と、
得られた乾燥物を熱処理することにより、キャリアフィルム付き熱融着性ポリイミドフィルムを得る工程と、
を含む単層の熱融着性ポリイミドフィルムの製造方法であって、
前記ポリアミック酸溶液は、テトラカルボン酸二無水物成分とジアミン成分とを重合して得られ、前記テトラカルボン酸二無水物成分は、2,3,3’,4’-ビフェニルテトラカルボン酸二無水物と3,3’,4,4’-ビフェニルテトラカルボン酸二無水物とを含み、前記ジアミン成分は、式(I)で示される芳香族ジアミン化合物を主成分として含み、

前記キャリアフィルムは、ポリイミドフィルムであり、前記ポリイミドフィルムの厚みは50μm以上であることを特徴とする熱融着性ポリイミドフィルムの製造方法。 - 前記乾燥物の熱処理の最高温度は430℃以下である請求項5記載の熱融着性ポリイミドフィルムの製造方法。
- 前記キャリアフィルム付き熱融着性ポリイミドフィルムからキャリアフィルムを剥離する請求項5または6記載の熱融着性ポリイミドフィルムの製造方法。
- 前記キャリアフィルムとしてのポリイミドフィルムは、テトラカルボン酸二無水物成分と、ジアミン成分とを重合しポリアミック酸溶液を得て、そのポリアミック酸溶液を支持体上に流延または塗布して、乾燥することにより自己支持性フィルムを得た後、その自己支持性フィルムを加熱してイミド化することにより得られ、キャリアフィルムの前記支持体に接していた面にポリアミック酸溶液を流延または塗布する請求項5から7のいずれか1項に記載の熱融着性ポリイミドフィルムの製造方法。
- 請求項7で得られたキャリアフィルムが剥離された単層の熱融着性ポリイミドフィルムの両面に金属層を重ねて熱融着性ポリイミドフィルムと金属層とを熱圧着する、両面に金属層が積層されたポリイミド金属積層体の製造方法。
- 請求項7で得られたキャリアフィルムが剥離された単層の熱融着性ポリイミドフィルムの両面のうち、キャリアフィルムが付いていなかった面に金属層を重ねて熱融着性ポリイミドフィルムと金属層とを熱圧着する、片面に金属層が積層されたポリイミド金属積層体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013529994A JP5382274B2 (ja) | 2011-08-25 | 2012-08-17 | 熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 |
| KR20147006700A KR20140054244A (ko) | 2011-08-25 | 2012-08-17 | 열융착성 폴리이미드 필름 및 그의 제조방법, 열융착성 폴리이미드 필름을 사용한 폴리이미드 금속 적층체 |
| CN201280040995.3A CN103764731A (zh) | 2011-08-25 | 2012-08-17 | 一种热融着性聚酰亚胺膜及其制备方法、使用热融着性聚酰亚胺膜的聚酰亚胺金属层积体 |
| US14/240,717 US20140287218A1 (en) | 2011-08-25 | 2012-08-17 | Thermally adhesive polyimide film and method for producing same, and polyimide metal laminate produced using thermally adhesive polyimide film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011183892 | 2011-08-25 | ||
| JP2011-183892 | 2011-08-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013027663A1 true WO2013027663A1 (ja) | 2013-02-28 |
Family
ID=47746406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/070884 WO2013027663A1 (ja) | 2011-08-25 | 2012-08-17 | 熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20140287218A1 (ja) |
| JP (1) | JP5382274B2 (ja) |
| KR (1) | KR20140054244A (ja) |
| CN (1) | CN103764731A (ja) |
| TW (1) | TW201313782A (ja) |
| WO (1) | WO2013027663A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106346933B (zh) * | 2016-08-26 | 2018-05-11 | 常州市尚科新材料有限公司 | 双面无胶型-挠性聚酰亚胺金属层合体的制作方法 |
| WO2020016954A1 (ja) * | 2018-07-18 | 2020-01-23 | 住友電気工業株式会社 | 樹脂ワニス、絶縁電線及び絶縁電線の製造方法 |
| KR102362385B1 (ko) * | 2019-11-13 | 2022-02-15 | 피아이첨단소재 주식회사 | 고탄성 및 고내열 폴리이미드 필름 및 그 제조방법 |
| CN115410979B (zh) * | 2022-09-06 | 2023-06-06 | 西湖仪器(杭州)技术有限公司 | 一种晶圆片的剥离方法及激光分片方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10138318A (ja) * | 1996-09-13 | 1998-05-26 | Ube Ind Ltd | 多層押出しポリイミドフィルムの製法 |
| JP2002192615A (ja) * | 2000-12-27 | 2002-07-10 | Kanegafuchi Chem Ind Co Ltd | 積層板の製造方法 |
| JP2009196295A (ja) * | 2008-02-25 | 2009-09-03 | Mitsui Chemicals Inc | 金属積層体 |
| JP2010125793A (ja) * | 2008-11-28 | 2010-06-10 | Arisawa Mfg Co Ltd | 2層両面フレキシブル金属積層板及びその製造方法 |
| JP2010201890A (ja) * | 2009-03-06 | 2010-09-16 | Nippon Steel Chem Co Ltd | ポリイミドフィルムの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2039715A4 (en) * | 2006-07-06 | 2010-07-21 | Toray Industries | THERMOPLASTIC POLYIMIDE AND LAMINATED POLYIMIDE FOIL AND METAL FILM-COATED POLYIMIDE FOIL USING THE THERMOPLASTIC POLYIMIDE |
| CN101484500A (zh) * | 2006-07-06 | 2009-07-15 | 东丽株式会社 | 热塑性聚酰亚胺、使用该聚酰亚胺的层合聚酰亚胺薄膜以及金属箔层合聚酰亚胺薄膜 |
-
2012
- 2012-08-17 CN CN201280040995.3A patent/CN103764731A/zh active Pending
- 2012-08-17 KR KR20147006700A patent/KR20140054244A/ko not_active Application Discontinuation
- 2012-08-17 US US14/240,717 patent/US20140287218A1/en not_active Abandoned
- 2012-08-17 WO PCT/JP2012/070884 patent/WO2013027663A1/ja active Application Filing
- 2012-08-17 JP JP2013529994A patent/JP5382274B2/ja active Active
- 2012-08-22 TW TW101130388A patent/TW201313782A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10138318A (ja) * | 1996-09-13 | 1998-05-26 | Ube Ind Ltd | 多層押出しポリイミドフィルムの製法 |
| JP2002192615A (ja) * | 2000-12-27 | 2002-07-10 | Kanegafuchi Chem Ind Co Ltd | 積層板の製造方法 |
| JP2009196295A (ja) * | 2008-02-25 | 2009-09-03 | Mitsui Chemicals Inc | 金属積層体 |
| JP2010125793A (ja) * | 2008-11-28 | 2010-06-10 | Arisawa Mfg Co Ltd | 2層両面フレキシブル金属積層板及びその製造方法 |
| JP2010201890A (ja) * | 2009-03-06 | 2010-09-16 | Nippon Steel Chem Co Ltd | ポリイミドフィルムの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013027663A1 (ja) | 2015-03-19 |
| CN103764731A (zh) | 2014-04-30 |
| KR20140054244A (ko) | 2014-05-08 |
| TW201313782A (zh) | 2013-04-01 |
| JP5382274B2 (ja) | 2014-01-08 |
| US20140287218A1 (en) | 2014-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5637325B2 (ja) | ポリイミド積層体およびその製造方法 | |
| JP4528093B2 (ja) | 少なくとも2つの異種のポリアミド層と導電層とを有し、エレクトロニクスタイプの用途に有用な多層基板、およびそれに関連する組成物 | |
| JP5904202B2 (ja) | ポリイミドフィルムおよびそれを用いた金属積層板 | |
| US8338560B2 (en) | Polyimide film and use thereof | |
| JP6743697B2 (ja) | 多層ポリイミドフィルム、多層ポリイミドフィルムの製造方法、それを用いたポリイミド積層体、及びそれらに用いられる共重合ポリイミド | |
| JPWO2011145696A1 (ja) | ポリイミドフィルムの製造方法、ポリイミドフィルム、およびそれを用いた積層体 | |
| JP5382274B2 (ja) | 熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 | |
| WO2013024819A1 (ja) | ポリイミド金属積層体の製造方法 | |
| TWI672220B (zh) | 熱熔著性聚醯亞胺膜、銅箔積層板及銅箔積層板之製造方法 | |
| JP3938058B2 (ja) | 熱融着性を有するポリイミドフィルム、それを用いた積層板およびそれらの製造法 | |
| KR20100015345A (ko) | 필름 및 플렉서블 금속장 적층판 | |
| WO2013157565A1 (ja) | 熱融着性ポリイミドフィルム、熱融着性ポリイミドフィルムの製造方法及び熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 | |
| WO2010119907A1 (ja) | ポリイミドフィルム、これらの製造方法、及び金属積層ポリイミドフィルム | |
| JP5040451B2 (ja) | 離型材と片面金属箔積層樹脂フィルムとの積層体の製造方法、片面金属箔積層フィルム | |
| JP2015129200A (ja) | 熱融着性ポリイミドフィルム、及びそれを用いたポリイミド金属積層体 | |
| JP6496812B2 (ja) | ポリイミド積層フィルム、ポリイミド積層フィルムの製造方法、熱可塑性ポリイミドの製造方法、およびフレキシブル金属張積層体の製造方法 | |
| JP4332739B2 (ja) | フレキシブル銅張積層板の製造方法 | |
| JP5998576B2 (ja) | 熱融着性ポリイミドフィルム、及びそれを用いたポリイミド金属積層体 | |
| JP4360025B2 (ja) | 補強材を有するポリイミド片面積層体およびその製造法 | |
| JP2004285103A (ja) | 熱可塑性ポリイミド及びそれを含有する接着剤 | |
| JP2000119607A (ja) | ボンディングシートおよびそれを用いたフレキシブル銅張積層板の製造方法 | |
| JP5355993B2 (ja) | 接着フィルム | |
| JP2007137069A (ja) | フレキシブル金属箔積層体及びフレキシブル金属箔積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12825034 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013529994 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20147006700 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14240717 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12825034 Country of ref document: EP Kind code of ref document: A1 |